3.1. Temperature Field Analysis
For the temperature evolution analysis,
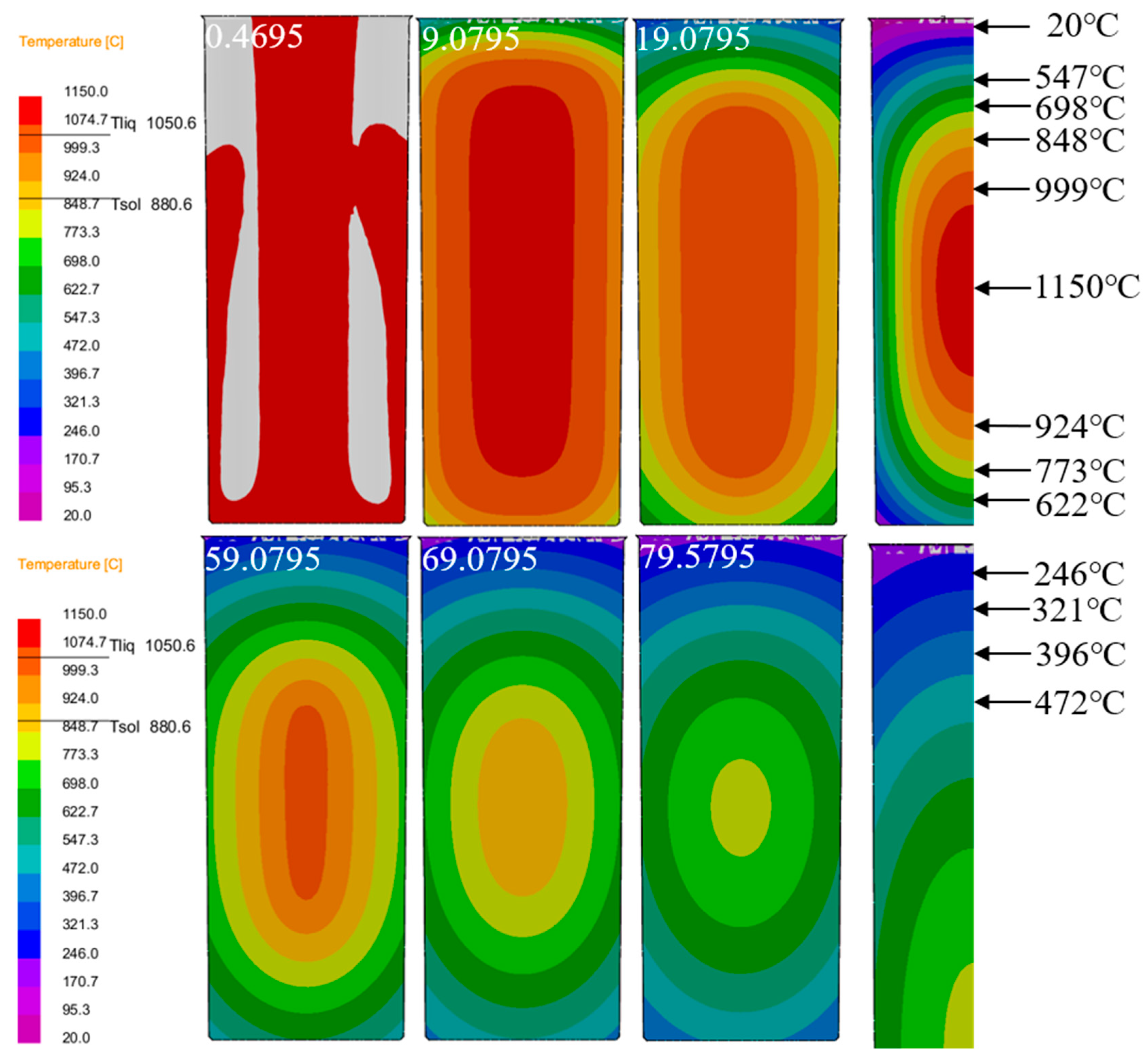
Figure 6 displays the thermal profile evolution of the Cu-3Ti-0.2Fe casting during water-cooled solidification. The time-sequence images reveal progressive cooling throughout the process, demonstrating consistent temperature reduction as solidification progresses. At 0.4695 s, the pouring temperature of the casting reaches 1150 °C, depicted in red in the temperature field distribution map. As time progresses (from 9.0795 s to 79.5795 s), the color of the temperature field changes significantly, with the high-temperature regions (1150 °C, 999 °C, 924 °C, etc.) shrinking in size, while the low-temperature regions (20 °C, 246 °C, etc.) gradually expand. The casting solidifies from the outer surface inward. The two-dimensional heat extraction through the mold base initiates primary solidification at the bottom periphery, where molten metal first transitions to the solid phase. In the figure, it can be observed that the temperature at the edges of the mold bottom decreases first: the temperature starts high at 1150 °C and, as solidification progresses, drops to 773 °C, 622 °C, and so on. Later, solidification progresses radially inward from the mold walls, with localized temperatures decreasing systematically from the initial 999 °C readings. Finally, the molten metal in the center solidifies, with the temperature gradually decreasing, showing a clear temperature gradient. During phase transformation, a compositionally and thermally undercooled liquid region is sustained ahead of the growing solid phase. As the molten metal continues to solidify, heat transfer in the liquid phase increases, and the undercooled region expands. From the changes in the temperature field shown in the figure, the low-temperature range corresponding to the undercooled area increases, with initially fewer low-temperature regions, such as those at 20 °C and 246 °C, which gradually extend as solidification progresses. The degree of undercooling increases, thereby expanding the nucleation growth area. Starting from the relatively concentrated high-temperature regions, more low-temperature intervals appear, creating more favorable conditions for nucleation growth. Generally speaking, undercooling occurs first in the metal melt near the solid–liquid interface, providing the conditions for nucleation.
Figure 6 reveals the progressive inward propagation of solid–liquid isotherms, accompanied by the continuous thickening of the solidified region. The temperature field visualization reveals that the isothermal surfaces move from high temperatures (1150 °C, 999 °C) toward lower temperatures, with the solidification region expanding from the edge inward. The temperature range of the solidification layer gradually shifts from higher-temperature to lower-temperature regions until the entire molten alloy has solidified. Furthermore, because of the symmetrical geometry and cooling conditions of the casting’s longitudinal section, the temperature field distribution becomes symmetric during solidification and cooling. Taking advantage of this symmetry, in this study, we examined only half of the horizontal cross-section, paying particular attention to the thermal and flow behaviors in the central zone.
As depicted in
Figure 7a, the arrangement of temperature monitoring points is clearly visible. The temperature at the center of the casting is set to 0, with measurement points placed every 10mm from the center to the surface, labeled sequentially as A–F. These measurement points provide a foundational reference for studying temperature variations at different locations.
Figure 7c–f present the cooling and solidification rate curves of the Cu-3Ti-0.2Fe alloy under various cooling conditions. In all cases, the middle section of the cooling curve exhibits four distinct stages. The first stage, associated with mold filling, corresponds to the time interval between 0.4695 s and 9.0795 s (
Figure 6). During this phase, molten metal is injected into the mold, and because of continuous liquid injection, the cooling curve does not show significant fluctuations. The second stage represents rapid solidification, initiated immediately after mold filling. Here, the significant temperature gradient between the molten metal and mold drives fast cooling until the temperature falls below the liquidus line, reaching this transition point at 19.0795 s (
Figure 6). The third stage is the isothermal solidification stage, corresponding to 59.0795 s in
Figure 6. During this stage, the cooling curve forms a stable flat platform, as the latent heat released during solidification exceeds the rate of heat loss. The fourth stage is the cooling stage, corresponding to 69.0795 s and 79.0795 s in
Figure 6. Following complete solidification, the latent heat released during crystallization becomes insufficient to balance the heat transfer rate between the casting and mold, resulting in a steady temperature decrease. As evidenced in
Figure 7c–f, under water cooling conditions, the latent heat release from the solidifying metal approximately offsets the casting’s heat loss during initial solidification. Under air cooling conditions, the temperature platform typically appears after some time has passed in the solidification process, while under slow cooling conditions, the platform appears in the later stages of solidification. Furthermore, at temperatures above the solidus, the divergence between cooling curves progressively narrows when comparing slow cooling, air cooling, and water cooling conditions. The findings demonstrate that slow cooling produces the most uniform temperature field distribution during solidification, with air cooling showing intermediate uniformity, while water cooling results in the least homogeneous thermal distribution.
The alloy’s solidification rate directly influences its microstructure refinement and consequent mechanical property enhancement. To quantify this relationship across different cooling conditions, we defined the solidification rate as the temperature gradient (Mi+1 − Mi) between adjacent measurement points divided by their corresponding liquidus attainment time difference (ti+1 − ti), where (Mi+1 + Mi)/2 represents the normalized distance from the mold sidewall.
Figure 7f demonstrates the relationship between the solidification rate and the distance from the mold sidewall for the Cu-3Ti-0.2Fe alloy under different cooling conditions. The key findings include the following: Distance Dependence: The solidification rate consistently increased with the distance from the sidewall for all cooling methods. Cooling Method Comparison: Water cooling achieved the highest maximum rate (2.71 mm/s), air cooling showed intermediate values (1.45 mm/s), and slow cooling yielded the lowest rates (0.95 mm/s). Rate Characteristics: Water cooling exhibited substantial rate fluctuations throughout solidification, slow cooling maintained stable rates (~0.67 mm/s at 40% completion), air cooling demonstrated a steadily increasing trend, and the water cooling rates surpassed the air cooling rates after 60% solidification. The most significant rate variations occurred in forced cooling conditions (air and water), with water cooling showing particularly pronounced fluctuations.
The temperature gradient at the solid–liquid interface plays a crucial role in solidification microstructure development, with higher gradients promoting preferential crystal growth and enhancing columnar grain formation, ultimately increasing their volume fraction in castings. To characterize the solidification front temperature gradient across various cooling conditions, the temperature difference between a specific measurement point X
i and the liquidus temperature, as well as the temperature difference between the adjacent point X
i+1 and the liquidus temperature, is defined. This difference is then divided by the spatial distance between the two measurement points (M
i+1 − M
i) to characterize the temperature gradient at the solidification front.
Figure 8 illustrates the relationship between the temperature gradient at the solidification front of the Cu-3Ti-0.2Fe alloy under different cooling conditions and its distance from the casting sidewall.
Figure 8a demonstrates that cooling methods profoundly influence the solidification front temperature gradient. Water cooling produces the steepest gradient initially, due to its intense heat extraction capacity, though this gradient progressively declines as solidification advances, while remaining superior to those of air and slow cooling throughout the process. Air cooling generates intermediate gradients, while slow cooling maintains the most gradual and stable thermal profiles. Notably, both air and slow cooling exhibit stabilized gradients after reaching the 2/5 solidification stage. These thermal conditions directly affect microstructural development: the pronounced thermal gradients and non-uniform temperature distribution that occur with water cooling preferentially promote columnar grain formation through enhanced directional crystal growth along heat flux vectors, while the uniform thermal field observed with slow cooling yields more equiaxed structures. The observed gradient hierarchy (water > air > slow cooling) consistently correlates with increasing columnar grain dominance in the final microstructure.
The solid–liquid coexistence zone width, governed by solidus–liquidus spacing (
Figure 8b–d), varies inversely with the temperature gradient. Slow cooling produces the widest zone, air cooling produces an intermediate zone, and water cooling produces the narrowest zones. Crucially, wider zones enhance equiaxed grain formation through crystal retention and increased nucleation sites. While slow cooling maintains stable widths, air cooling shows progressive widening. Water cooling exhibits a distinct two-stage behavior, i.e., initial contraction followed by rapid expansion, reflecting its unstable solidification kinetics. These cooling-dependent zone characteristics directly control the final grain morphology.
3.2. Flow Field Analysis
During the solidification of the Cu-3Ti-0.2Fe alloy, density and temperature gradients induce buoyancy-driven convection within the melt.
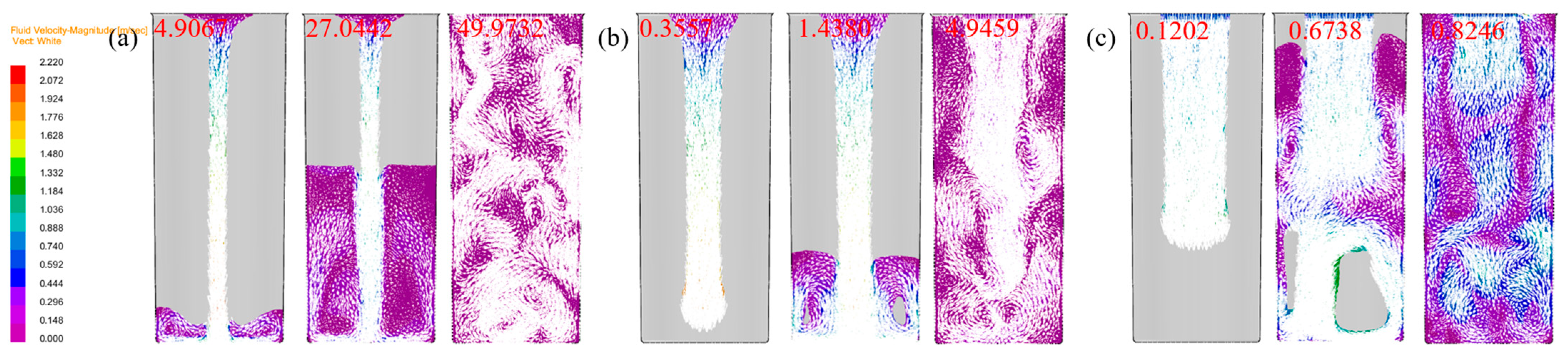
Figure 9 illustrates the evolving flow patterns under three cooling conditions. Initially, the highest flow velocities occur in the central region near the pouring gate, consistently exceeding surface velocities across all cooling methods. As solidification progresses, variations in shrinkage location and force direction cause distinct flow pattern divergences between cooling conditions.
Under slow cooling conditions, the flow field exhibits a symmetrical distribution along the centerline of the casting. With an air cooling time of 1.4380 s and a water cooling time of 0.6738 s, the flow field within the melt shows an uneven distribution, with a more chaotic flow direction. The increasing heat transfer coefficient enhances flow instability, with the water-cooled conditions particularly promoting vortical and turbulent melt behavior.
The melt exhibits distinct flow patterns under different cooling conditions post-solidification. Slow cooling induces inward-to-surface flow, while air cooling triggers outward melt migration from the center as rapid surface solidification occurs. In contrast, under water cooling conditions, the cooling conditions at the top surface fail to meet the full water cooling requirements, leading to a lower thermal conductivity in this region compared to other parts of the casting, which results in a slower heat dissipation rate. Therefore, as the solidification process nears completion, the fluid primarily moves toward the upper region.
Figure 10a–c present the temporal evolution of melt flow velocity under slow, air, and water cooling conditions, revealing consistent trends across all environments. Initially, density-driven buoyancy accelerates the flow velocity during early solidification. The velocity peaks at a characteristic point before declining as increasing alloy viscosity dominates at lower temperatures, ultimately ceasing flow. While all three conditions follow this general pattern, water cooling exhibits the highest peak velocity, followed by air and slow cooling, reflecting their respective heat extraction capacities. The velocity decay phase shows cooling-dependent characteristics: water cooling demonstrates the most abrupt decrease, while slow cooling maintains a more gradual deceleration, corresponding to their different solidification kinetics.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}