
Martensitic Transformation and Its Microscopic Mechanism of TRIP Duplex Stainless Steel Under Cyclic Loading

Abstract
1. Introduction
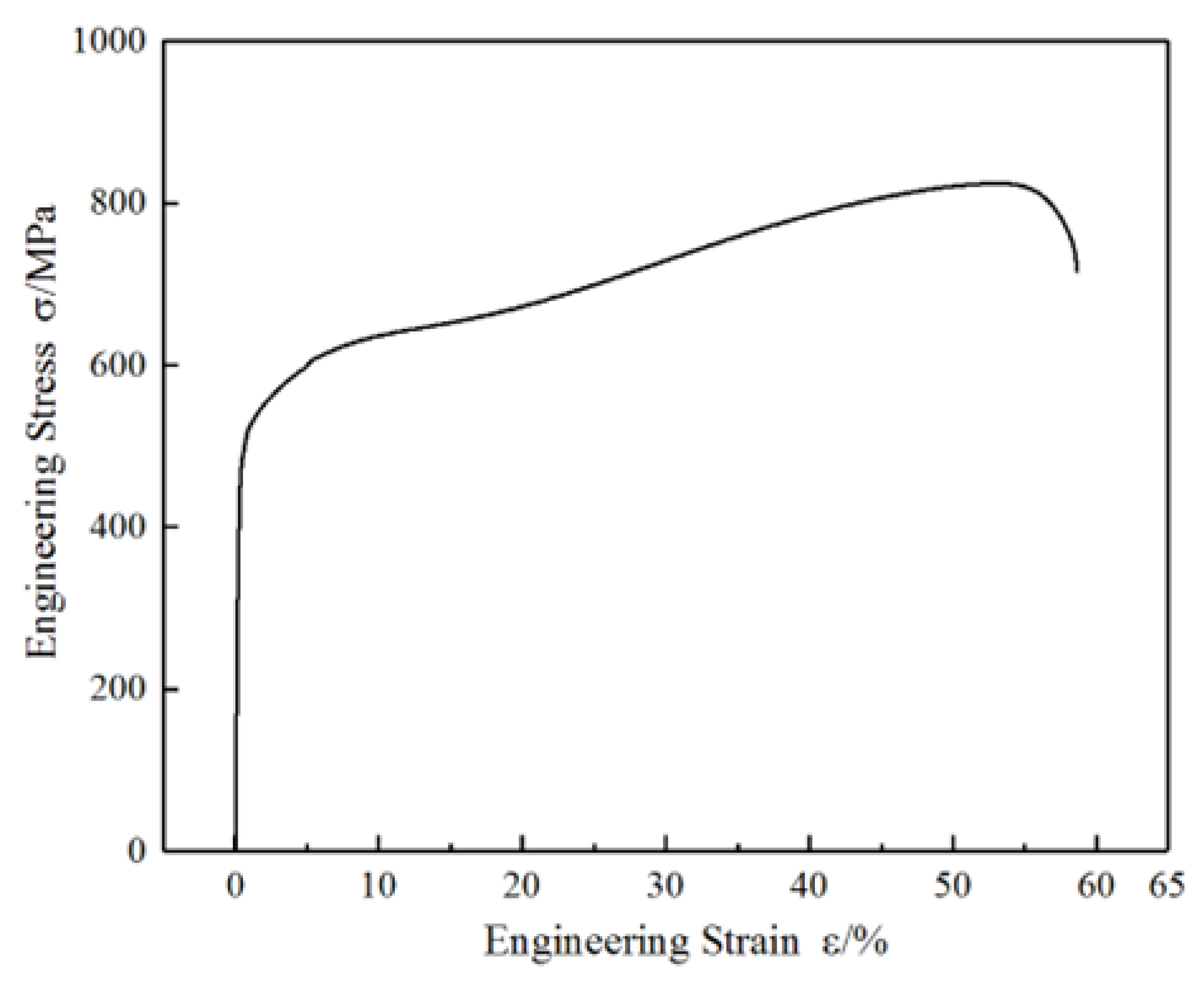
2. Material and Methods
3. Results and Discussion
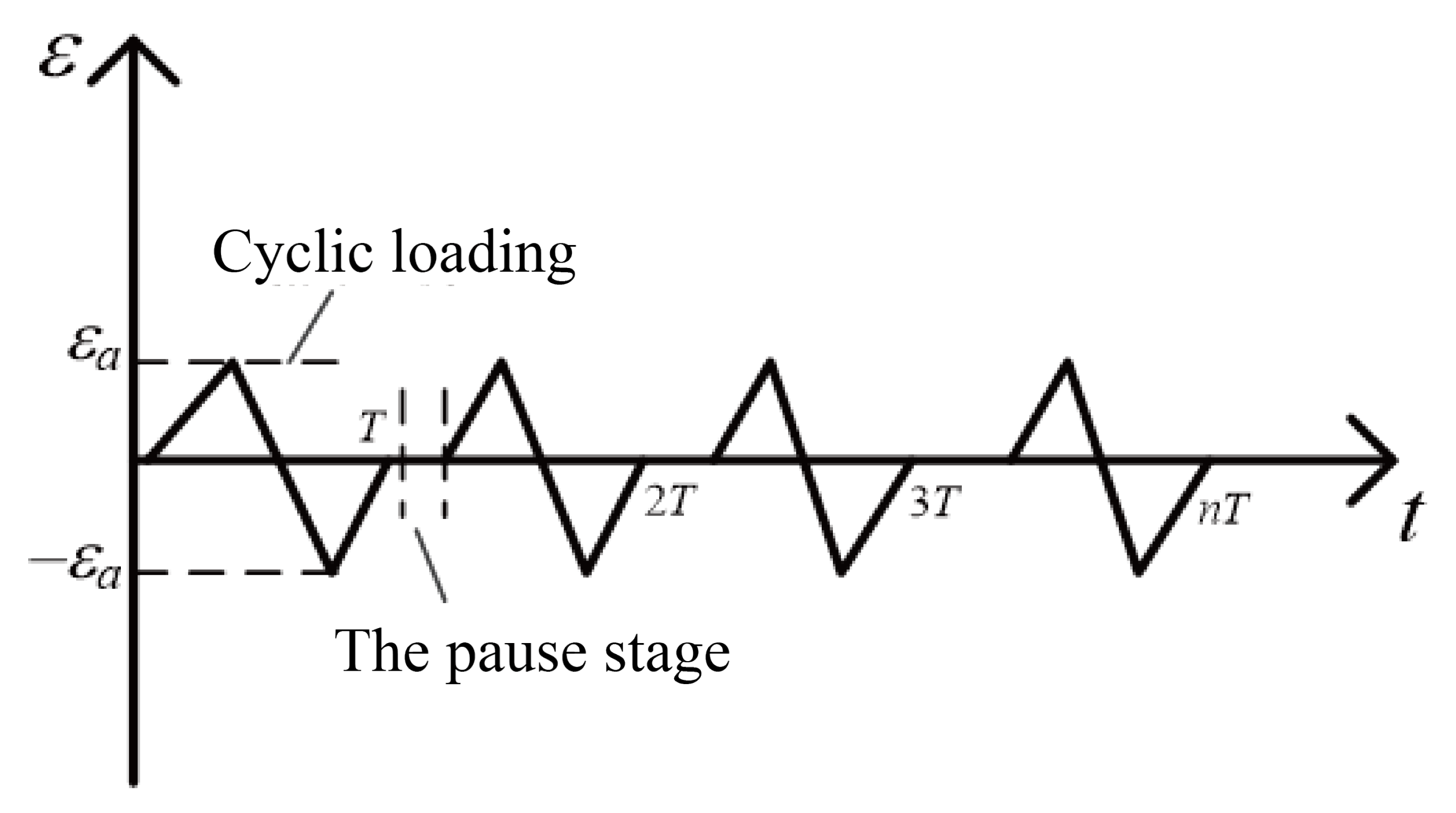
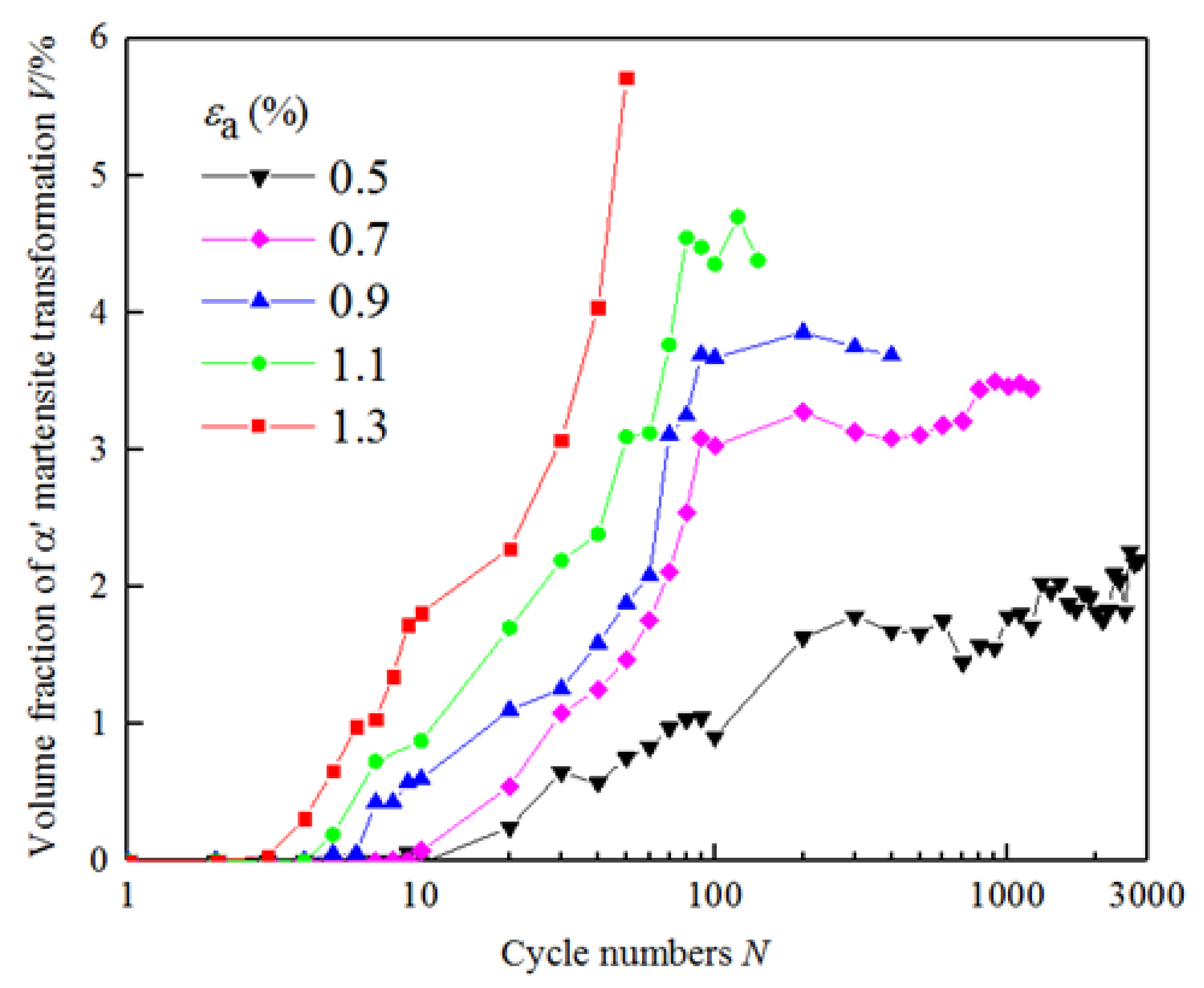
3.1. In Situ Measurement of Martensitic Transformation Under Cyclic Loading
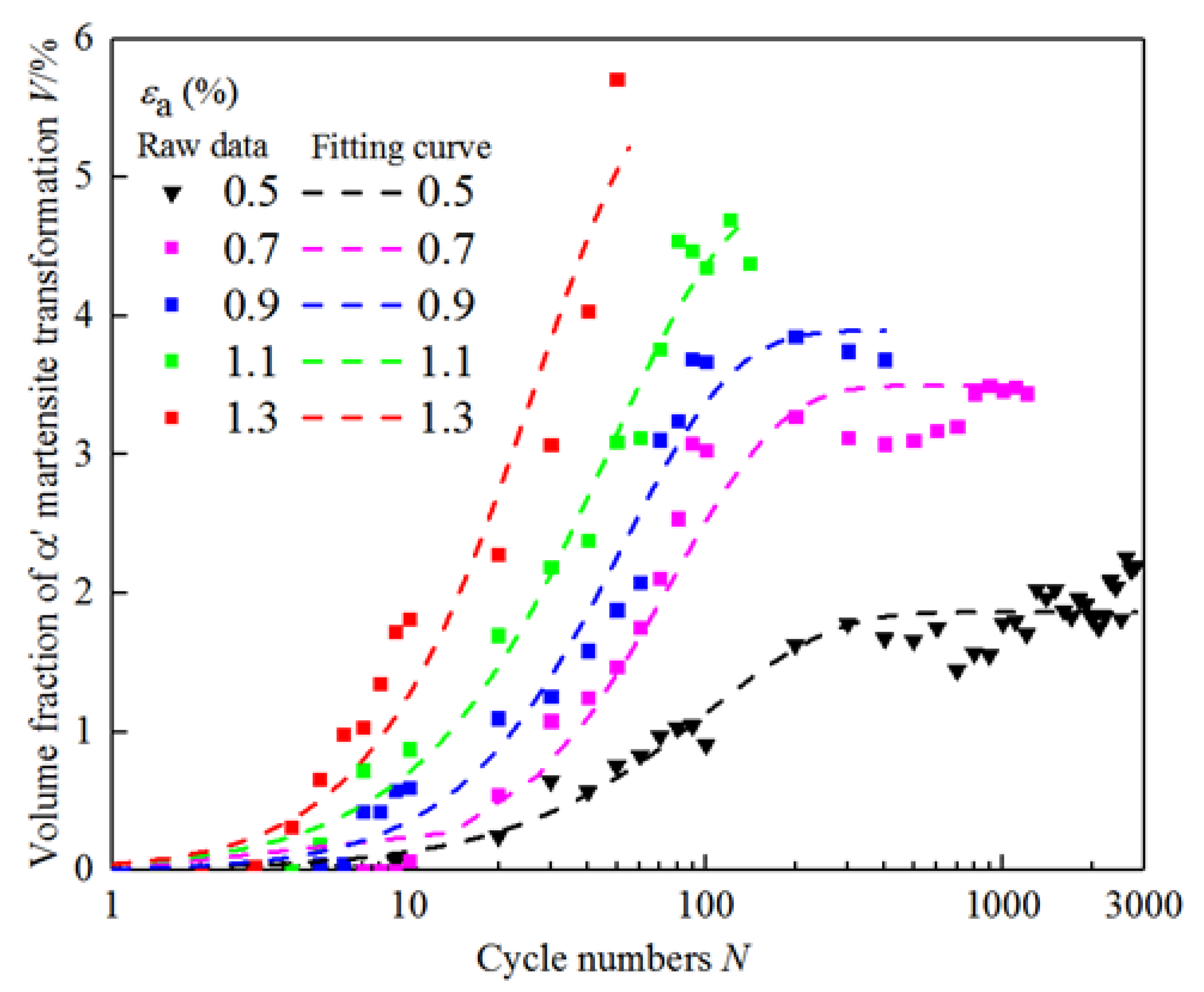
3.2. A Kinetics Model of Martensitic Transformation Under Cyclic Loading
3.3. The Microscopic Mechanism of Martensitic Transformation Under Cyclic Loading
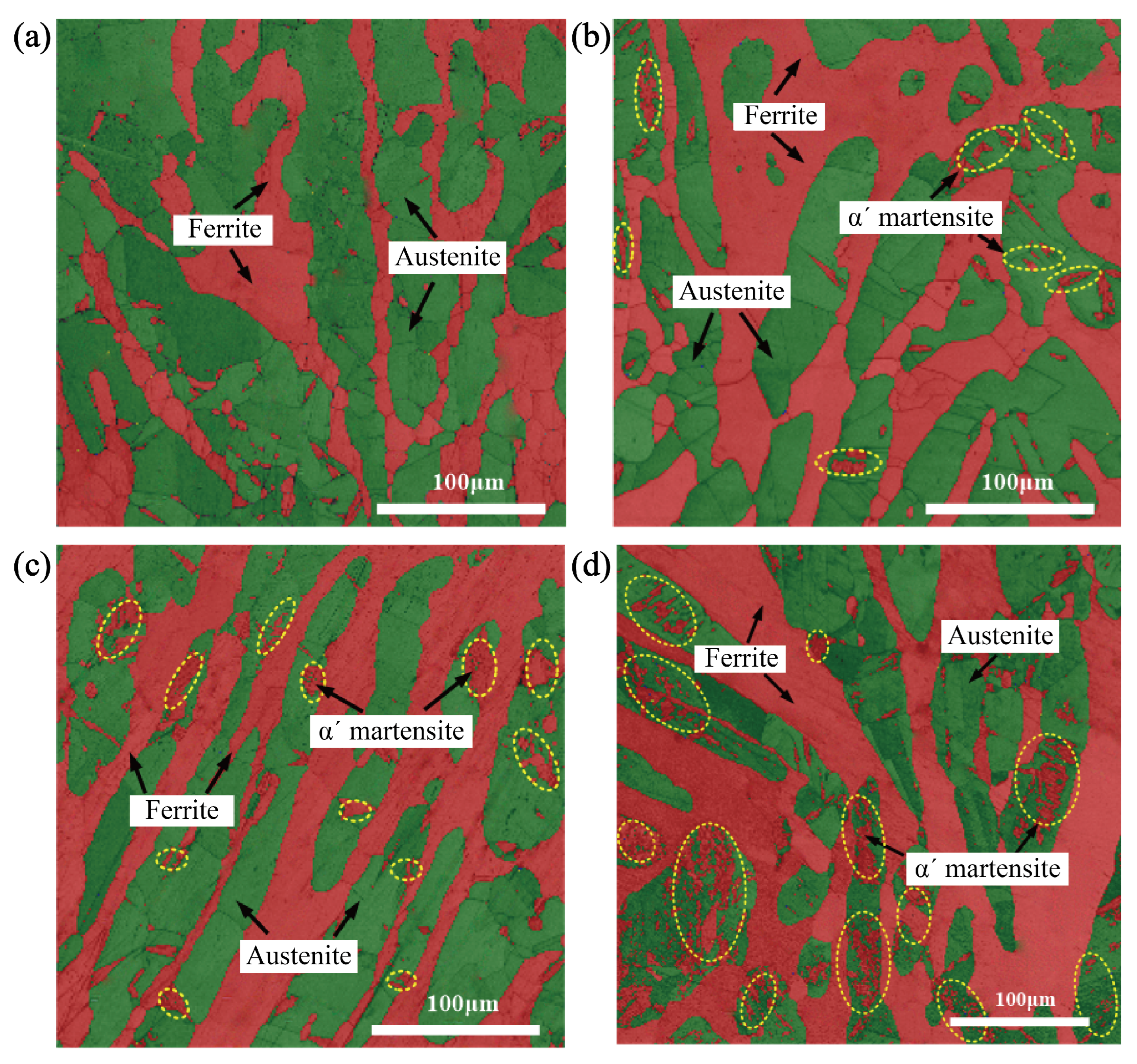
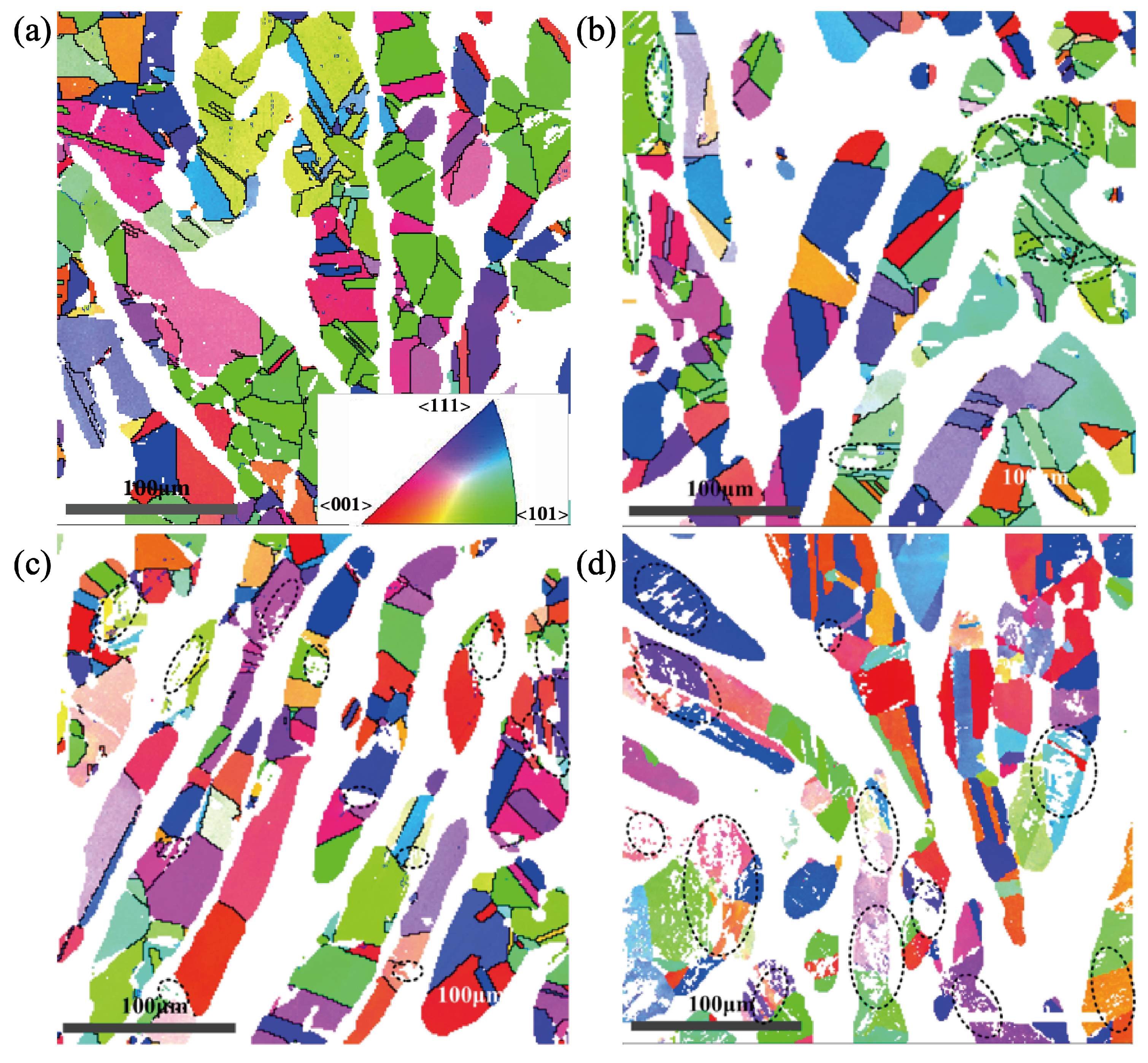
3.3.1. EBSD Analysis
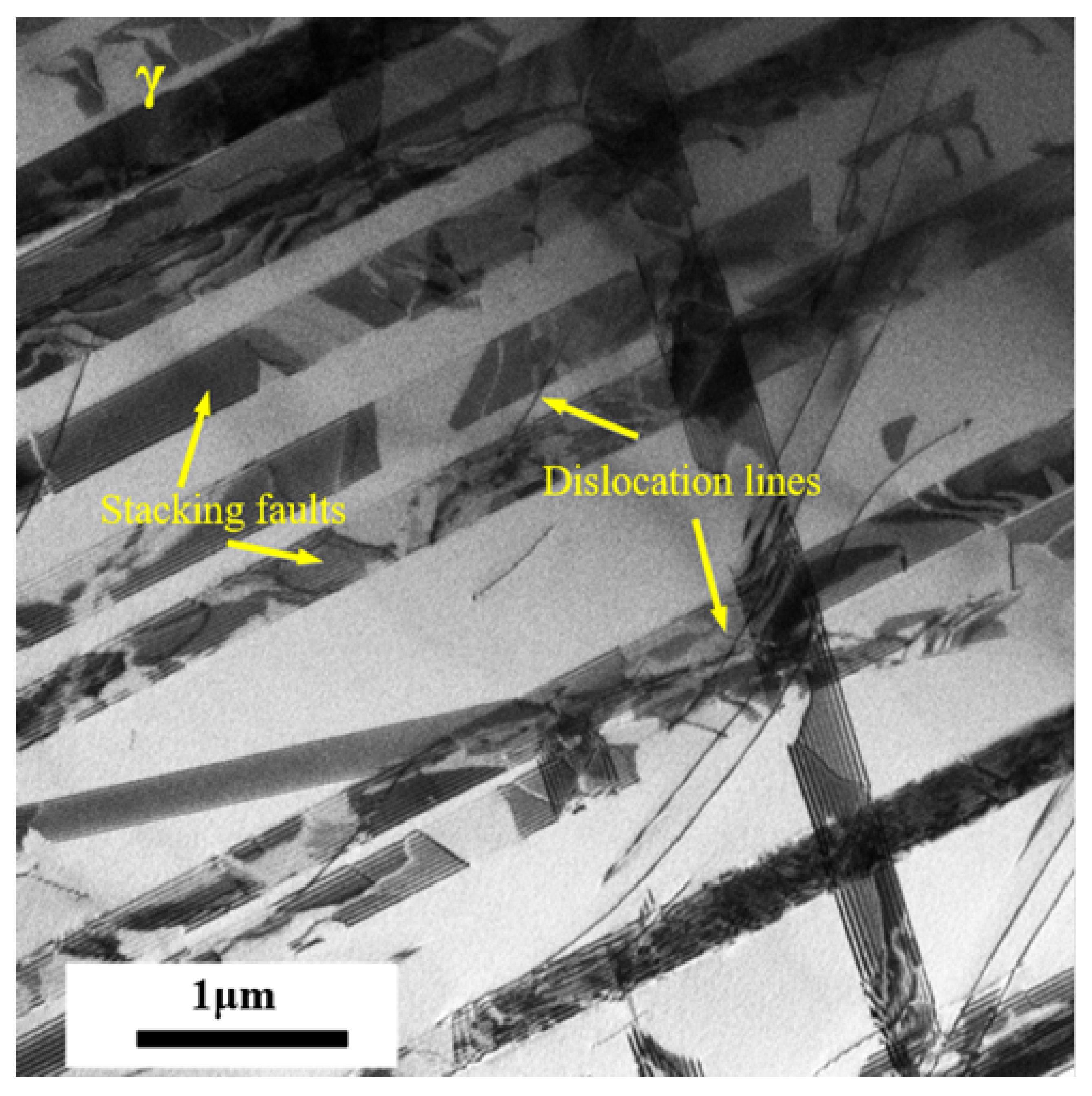
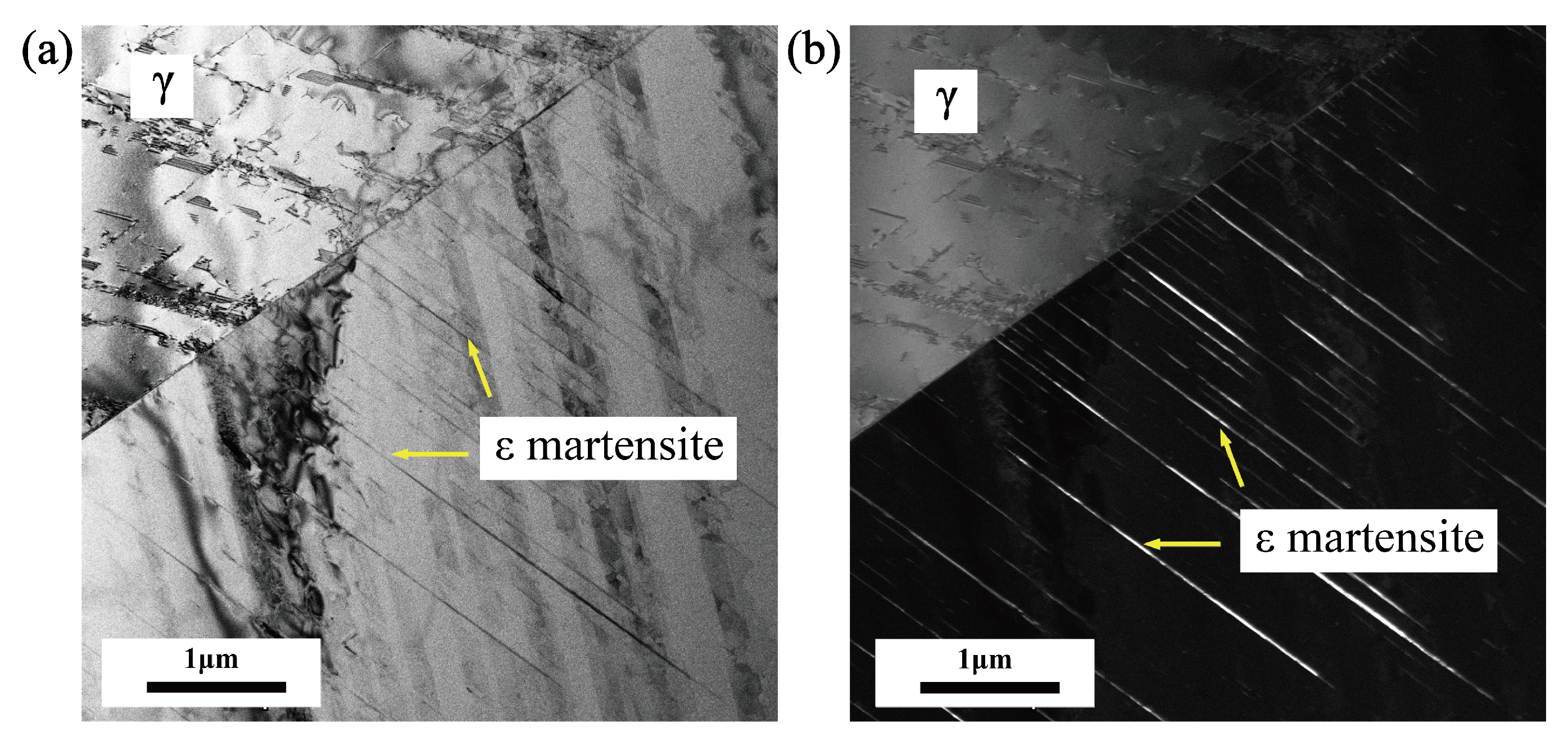
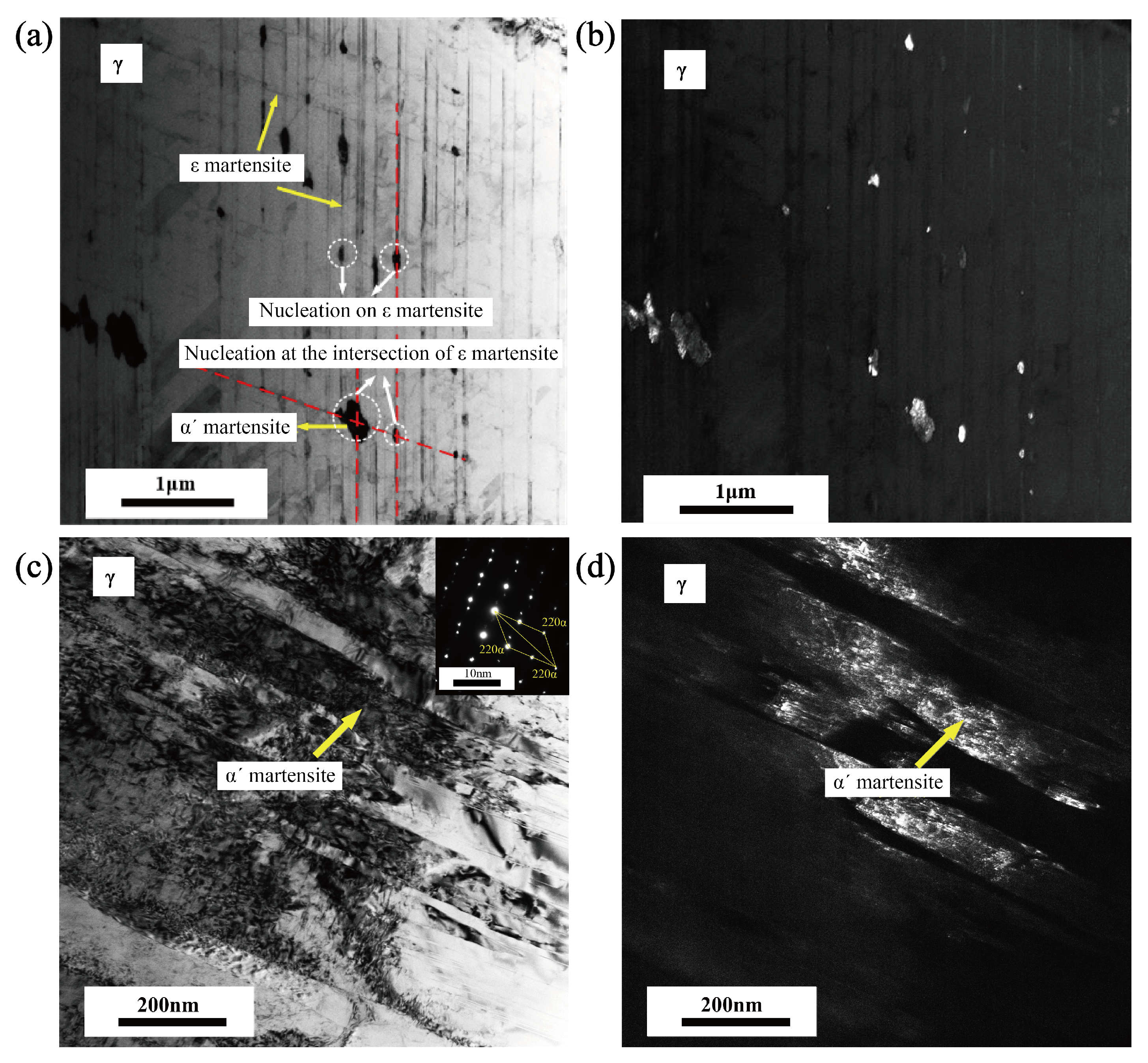
3.3.2. TEM Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, W.; Xu, J. Advanced lightweight materials for Automobiles: A review. Mater. Des. 2022, 221, 110994. [Google Scholar] [CrossRef]
- Li, Y.; Lin, Z.; Jiang, A.; Chen, G. Use of high strength steel sheet for lightweight and crashworthy car body. Mater. Des. 2003, 24, 177–182. [Google Scholar] [CrossRef]
- Kim, M.G.; Jeong, T.E.; Kam, D.H.; Kim, J. Self-piercing rivetability of steel/aluminum and its improvement using reinforcing plate. J. Manuf. Process. 2024, 121, 1–8. [Google Scholar] [CrossRef]
- Jin, D.; Ding, C.; Jia, X.; Wu, H. Role of hierarchical substructure in strengthening and toughening mechanisms of low carbon martensitic steel. Mater. Charact. 2025, 222, 114770. [Google Scholar] [CrossRef]
- Xu, Y.; Li, W.; Du, H.; Jiao, H.; Liu, B.; Wu, Y.; Ding, W.; Luo, Y.; Nie, Y.; Min, N.; et al. Tailoring the metastable reversed austenite from metastable Mn-rich carbides. Acta Mater. 2021, 214, 116986. [Google Scholar] [CrossRef]
- Wang, Z.; Shi, X.; Yang, X.S.; He, W.; Shi, S.Q.; Ma, X. Atomistic simulation of martensitic transformations induced by deformation of α-Fe single crystal during the mode-I fracture. J. Mater. Sci. 2021, 56, 2275–2295. [Google Scholar] [CrossRef]
- Hao, S.; Chen, L.; Wang, Y.; Zhang, W.; She, J.; Jin, M. Influence of loading direction on tensile deformation behavior of a lean duplex stainless steel sheet: The role of martensitic transformation. Mater. Sci. Eng. A 2022, 848, 143384. [Google Scholar] [CrossRef]
- Arniella, V.; Llera, M.; Claeys, L.; Verbeken, K.; Depover, T.; Belzunce, J.; Rodríguez, C. Influence of the direction of ferrite-austenite banding on hydrogen embrittlement of 2205 duplex stainless steel. Mater. Charact. 2024, 215, 114143. [Google Scholar] [CrossRef]
- Yasuki, S.I.; Sugimoto, K.I.; Kobayashi, M.; Hashimoto, S.I. Low cycle fatigue-hardening of TRIP-aided dual-phase steels. J. Jpn. Inst. Met. Mater. 1990, 54, 1350–1357. [Google Scholar] [CrossRef]
- Sugimouto, K.I.; Kobayashi, M.; Yasuki, S.I. Cyclic deformation behavior of a transformation-induced plasticity-aided dual-phase steel. Metall. Mater. Trans. A 1997, 28, 2637–2644. [Google Scholar] [CrossRef]
- Janeiro, I.; Hubert, O.; Schmitt, J.H. In-situ strain induced martensitic transformation measurement and consequences for the modeling of medium Mn stainless steels mechanical behavior. Int. J. Plast. 2022, 154, 103248. [Google Scholar] [CrossRef]
- Chen, L.; Hao, S.; Zou, Z.; Han, S.; Zhang, R.; Guo, B. Mechanical characteristics of TRIP-assisted duplex stainless steel Fe-19.6 Cr-2Ni-2.9 Mn-1.6 Si during cyclic deformation. Acta Met. Sin 2019, 55, 1495–1502. [Google Scholar]
- Song, R.B.; Pei, Y.; Jia, Y.S.; Gao, Z.; Xu, Y.; Deng, P. Effect of different deformation on microstructures and properties in 304HC austenitic stainless steel wire. Mater. Sci. Forum. Trans. Tech. Publ. 2014, 788, 323–328. [Google Scholar] [CrossRef]
- Baudry, G.; Pineau, A. Influence of strain-induced martensitic transformation on the low-cycle fatigue behavior of a stainless steel. Mater. Sci. Eng. 1977, 28, 229–242. [Google Scholar] [CrossRef]
- Pun, L.; Langi, V.; Ruiz, A.R.; Isakov, M.; Hokka, M. In-situ synchrotron X-ray diffraction study of the effects of grain orientation on the martensitic phase transformations during tensile loading at different strain rates in metastable austenitic stainless steel. Mater. Sci. Eng. A 2024, 900, 146481. [Google Scholar] [CrossRef]
- Sugimoto, K.I.; Kanda, A.; Kikuchi, R.; Hashimoto, S.I.; Kashima, T.; Ikeda, S. Ductility and formability of newly developed high strength low alloy TRIP-aided sheet steels with annealed martensite matrix. ISIJ Int. 2002, 42, 910–915. [Google Scholar] [CrossRef]
- Olson, G.; Cohen, M. Kinetics of strain-induced martensitic nucleation. Metall. Trans. A 1975, 6, 791–795. [Google Scholar] [CrossRef]
- Gerberich, W.; Hemmings, P.; Zackay, V. Fracture and fractography of metastable austenites. Metall. Mater. Trans. B 1971, 2, 2243–2253. [Google Scholar] [CrossRef]
- Shin, H.C.; Ha, T.K.; Chang, Y.W. Kinetics of deformation induced martensitic transformation in a 304 stainless steel. Scr. Mater. 2001, 45, 823–829. [Google Scholar] [CrossRef]
- Tomita, Y.; Iwamoto, T. Computational prediction of deformation behavior of TRIP steels under cyclic loading. Int. J. Mech. Sci. 2001, 43, 2017–2034. [Google Scholar] [CrossRef]
- Oshida, Y.; Deguchi, A. Martensite formation and the related toughness in 304 stainless steel during low temperature fatigue. Fatigue Fract. Eng. Mater. Struct. 1987, 10, 363–372. [Google Scholar] [CrossRef]
- Smaga, M.; Walther, F.; Eifler, D. Deformation-induced martensitic transformation in metastable austenitic steels. Mater. Sci. Eng. A 2008, 483, 394–397. [Google Scholar] [CrossRef]
- Tian, Y.; Lin, S.; Ko, J.P.; Lienert, U.; Borgenstam, A.; Hedström, P. Micromechanics and microstructure evolution during in situ uniaxial tensile loading of TRIP-assisted duplex stainless steels. Mater. Sci. Eng. A 2018, 734, 281–290. [Google Scholar]
- Kang, J.Y.; Kim, H.; Kim, K.I.; Lee, C.H.; Han, H.N.; Oh, K.H.; Lee, T.H. Effect of austenitic texture on tensile behavior of lean duplex stainless steel with transformation induced plasticity (TRIP). Mater. Sci. Eng. A 2017, 681, 114–120. [Google Scholar]
- Zhang, W.; Jin, M.; Hao, S.; Huo, M.; Huang, Z.; Chen, L.; Xia, W. The interfacial damage of the deformation heterogeneity in the transformation-induced plasticity (TRIP)-assisted duplex stainless steel. Int. J. Plast. 2024, 184, 104209. [Google Scholar] [CrossRef]
- Zhang, W.; Guo, S.; Liu, S.; Li, X.; Hao, S.; Jin, M.; Cai, X.; Chen, L. Quantitatively assessing the contributions of temperature-dependent deformation-induced martensitic transformation to uniform elongation and work hardening of TRIP-assisted duplex stainless steel via crystal plasticity. Mater. Sci. Eng. A 2023, 887, 145758. [Google Scholar]
- dos Santos, C.; Vieira, A.; Paula, A.; Viana, C. Influence of the austenitic rolling temperature on the microstructure of a TRIP steel before intercritical annealing. J. Mater. Sci. 2009, 44, 3057–3060. [Google Scholar] [CrossRef]
- Farias, F.; Alvarez-Armas, I.; Armas, A.F. On the strain-induced martensitic transformation process of the commercial AISI 304 stainless steel during cyclic loading. Int. J. Fatigue 2020, 140, 105809. [Google Scholar] [CrossRef]
- Xu, Y.; Song, R.B.; Wang, B.N.; Zhang, L.F. Study on deformation induced α’-martensitic transformationand fracture mechanism of 304HC stainless steel wire. J. Plast. Eng. 2015, 22, 154–160. [Google Scholar]
- Choi, J.Y.; Ji, J.H.; Hwang, S.W.; Park, K.T. Effects of nitrogen content on TRIP of Fe–20Cr–5Mn–xN duplex stainless steel. Mater. Sci. Eng. A 2012, 534, 673–680. [Google Scholar]
- Wang, Y.; Chen, L.; Cai, X.; Koyama, M.; Wang, Z.; Li, X.; Bai, Z.; Ma, X.; Jin, M. Positive strain rate dependence: Optimizing TRIP effect for high-speed deformation in lean duplex stainless steel. Mater. Res. Lett. 2025, 13, 42–50. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, L.; Shao, L.; Hao, S.; Koyama, M.; Cai, X.; Ma, X.; Jin, M. Strain rate-dependent tensile deformation behavior and fracture mechanism of Mn–N bearing lean duplex stainless steel. Mater. Sci. Eng. A 2024, 889, 145832. [Google Scholar] [CrossRef]
- Hao, S.; Pang, B.; Sun, Z.; Zhang, W.; Jin, M.; Chen, L.; Yang, K. Low-cycle fatigue behavior of Mn-N bearing duplex stainless steel under consideration of deformation-induced martensitic transformation. Mater. Sci. Eng. A 2025, 925, 147905. [Google Scholar] [CrossRef]
- A240/A240M-24b; Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications. American Society for Testing of Materials (ASTM) International: West Conshohocken, PA, USA, 2025.
- ASTM E606/E606M-12; Standard Test Method for Strain-Controlled Fatigue Testing. ASTM International: West Conshohocken, PA, USA, 2012. [CrossRef]
- Das, A. Cyclic plasticity induced transformation of austenitic stainless steels. Mater. Charact. 2019, 149, 1–25. [Google Scholar] [CrossRef]
- Talonen, J.; Aspegren, P.; Hänninen, H. Comparison of different methods for measuring strain induced α-martensite content in austenitic steels. Mater. Sci. Technol. 2004, 20, 1506–1512. [Google Scholar] [CrossRef]
- Tian, Y.; Gorbatov, O.I.; Borgenstam, A.; Ruban, A.V.; Hedström, P. Deformation microstructure and deformation-induced martensite in austenitic Fe-Cr-Ni alloys depending on stacking fault energy. Metall. Mater. Trans. A 2017, 48, 1–7. [Google Scholar] [CrossRef]
- Kaoumi, D.; Liu, J. Deformation induced martensitic transformation in 304 austenitic stainless steel: In-situ vs. ex-situ transmission electron microscopy characterization. Mater. Sci. Eng. A 2018, 715, 73–82. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | N | Cr | Mn | Ni | Si | Mo | W | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.045 | 0.191 | 19.33 | 2.7 | 1.92 | 1.8 | 0.52 | 0.44 | Bal. |
| Material Constants | k | m | |
|---|---|---|---|
| Fitting value | −4 | 0.502 | 1.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Liu, Y.; Wang, H.; Zou, Z.; Chen, L. Martensitic Transformation and Its Microscopic Mechanism of TRIP Duplex Stainless Steel Under Cyclic Loading. Materials 2025, 18, 2169. https://doi.org/10.3390/ma18102169
Wang Y, Liu Y, Wang H, Zou Z, Chen L. Martensitic Transformation and Its Microscopic Mechanism of TRIP Duplex Stainless Steel Under Cyclic Loading. Materials. 2025; 18(10):2169. https://doi.org/10.3390/ma18102169
Chicago/Turabian StyleWang, Yixiao, Yi Liu, Hongzhong Wang, Zongyuan Zou, and Lei Chen. 2025. "Martensitic Transformation and Its Microscopic Mechanism of TRIP Duplex Stainless Steel Under Cyclic Loading" Materials 18, no. 10: 2169. https://doi.org/10.3390/ma18102169
APA StyleWang, Y., Liu, Y., Wang, H., Zou, Z., & Chen, L. (2025). Martensitic Transformation and Its Microscopic Mechanism of TRIP Duplex Stainless Steel Under Cyclic Loading. Materials, 18(10), 2169. https://doi.org/10.3390/ma18102169