
Effect of rPET Content and Preform Heating/Cooling Conditions in the Stretch Blow Molding Process on Microcavitation and Solid-State Post-Condensation of vPET-rPET Blend: Part II—Statistical Analysis and Interpretation of Tests


Abstract

1. Introduction
- The DOE and power of ANOVA tests’ analysis for the microscopic and macroscopic bottle and preform properties;
- Interpretation of data regarding the degree of crystallinity, relaxation of the amorphous phase, microcavitation measured by PALS, and solid-state post-condensation measured by intrinsic viscosity;
- Definition of conclusions concerning microcavitation phenomena confirmed by annihilation positron measurements and solid-state post-condensation phenomena confirmed by intrinsic viscosity (verify the above two hypotheses).
2. Research Methodology
2.1. Research Plan
2.2. Materials, Reagents, and Method Used
2.3. Statistical Methodology
3. Results
3.1. Measurements Results
3.2. Statistical Analysis Results

4. Interpretation of Statistical Results
- No non-linearity: The quadratic effect is statistically insignificant.
- Non-linearity without trend reversal: The quadratic effect is statistically significant, but its magnitude does not exceed ¼ of the linear effect’s magnitude, meaning the trend direction in the dependent variable remains consistent with changes in the independent variable.
- Non-linearity with ambiguous trend behavior: The quadratic effect is statistically significant, with its magnitude exceeding ¼ but remaining below ½ of the linear effect’s magnitude, suggesting no definitive trend reversal in the dependent variable.
- Non-linearity with trend reversal: The quadratic effect is statistically significant and its magnitude surpasses ½ of the linear effect’s magnitude, indicating a reversal in the trend direction of the dependent variable relative to the independent variable.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dependent Variables | Independent Variables | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| SBM Process | RPET Content | Power of Heating Lamps | Power of Cooling Fans | ||||||
| Preform (Table S1) | Physical and thermal properties | Density | N/A | + | N/A | N/A | |||
| Crystallinity | N/A | + | N/A | N/A | |||||
| Oriented amorphous phase | N/A | + | N/A | N/A | |||||
| Intrinsic viscosity | N/A | 0 | N/A | N/A | |||||
| Tg | N/A | 0 | N/A | N/A | |||||
| Tm | N/A | 0 | N/A | N/A | |||||
| PALS analysis | τ2 (mean) without σ3 | N/A | − | N/A | N/A | ||||
| τ2 (fitting uncertainty) with σ3 | N/A | − | N/A | N/A | |||||
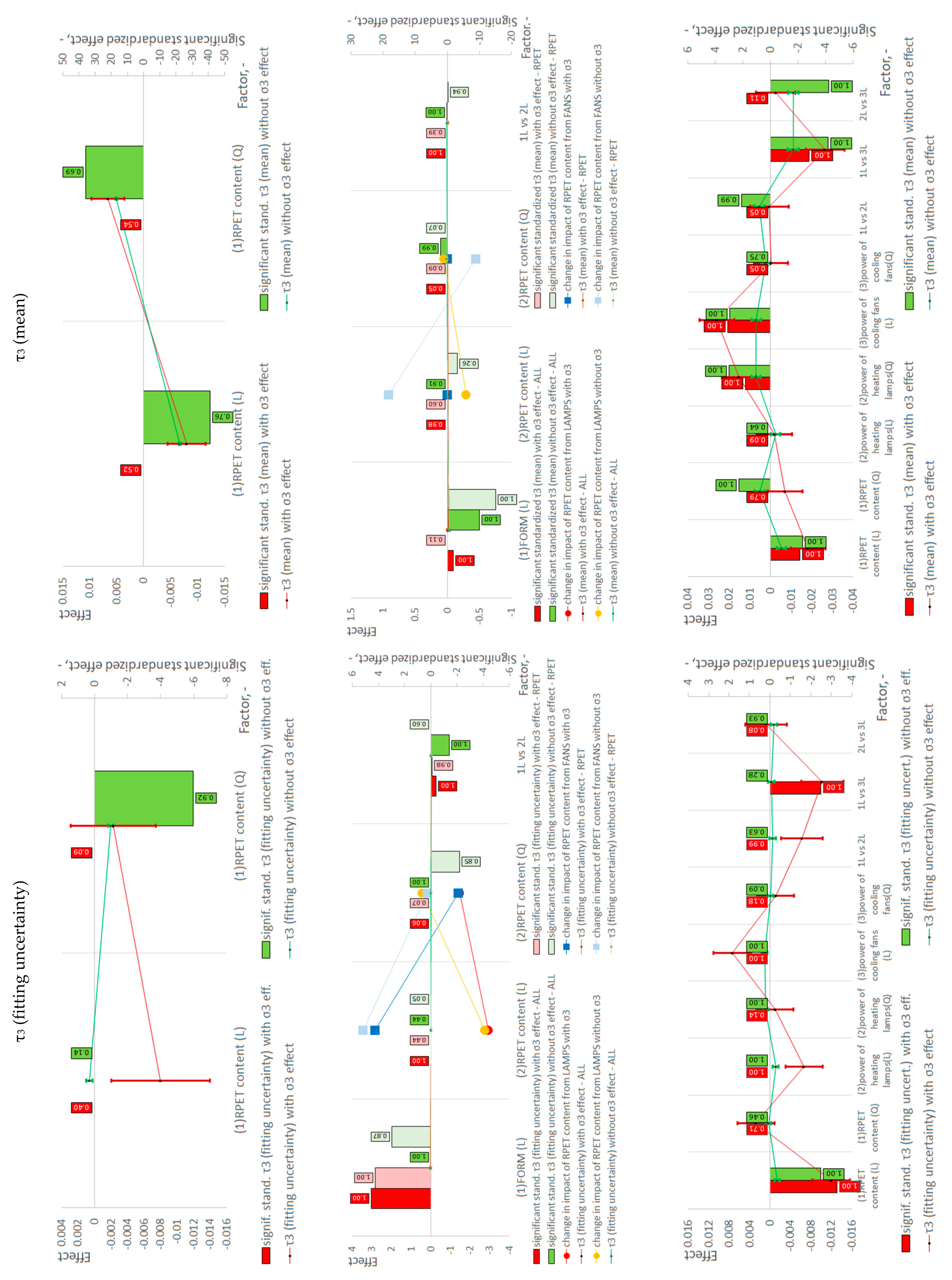
| τ3 (mean) without σ3 | N/A | − | N/A | N/A | |||||
| τ3 (fitting uncertainty) with σ3 | N/A | 0 | N/A | N/A | |||||
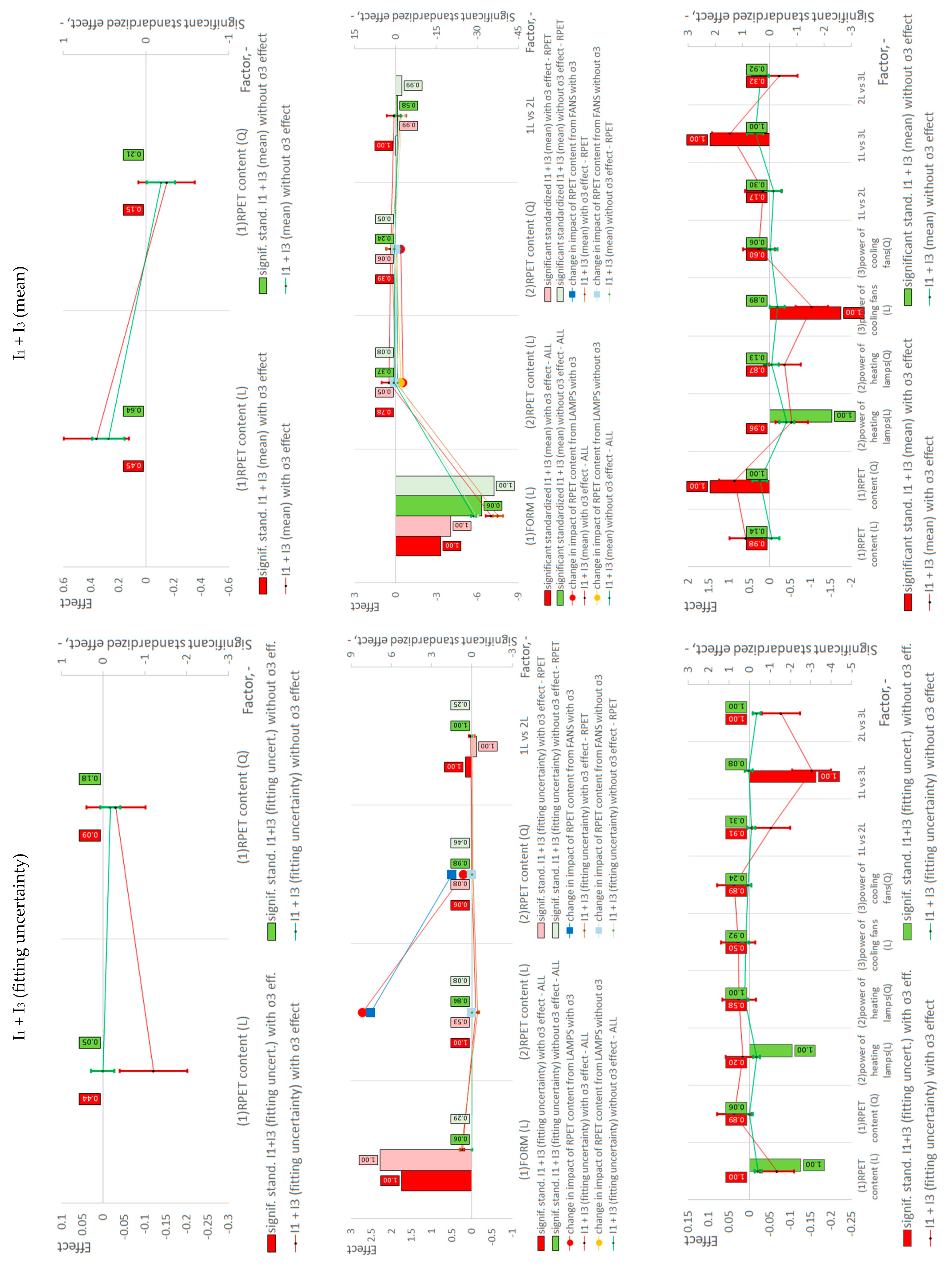
| I1 + I3 (mean) | N/A | 0 | N/A | N/A | |||||
| I1 + I3 (fitting uncertainty) | N/A | 0 | N/A | N/A | |||||
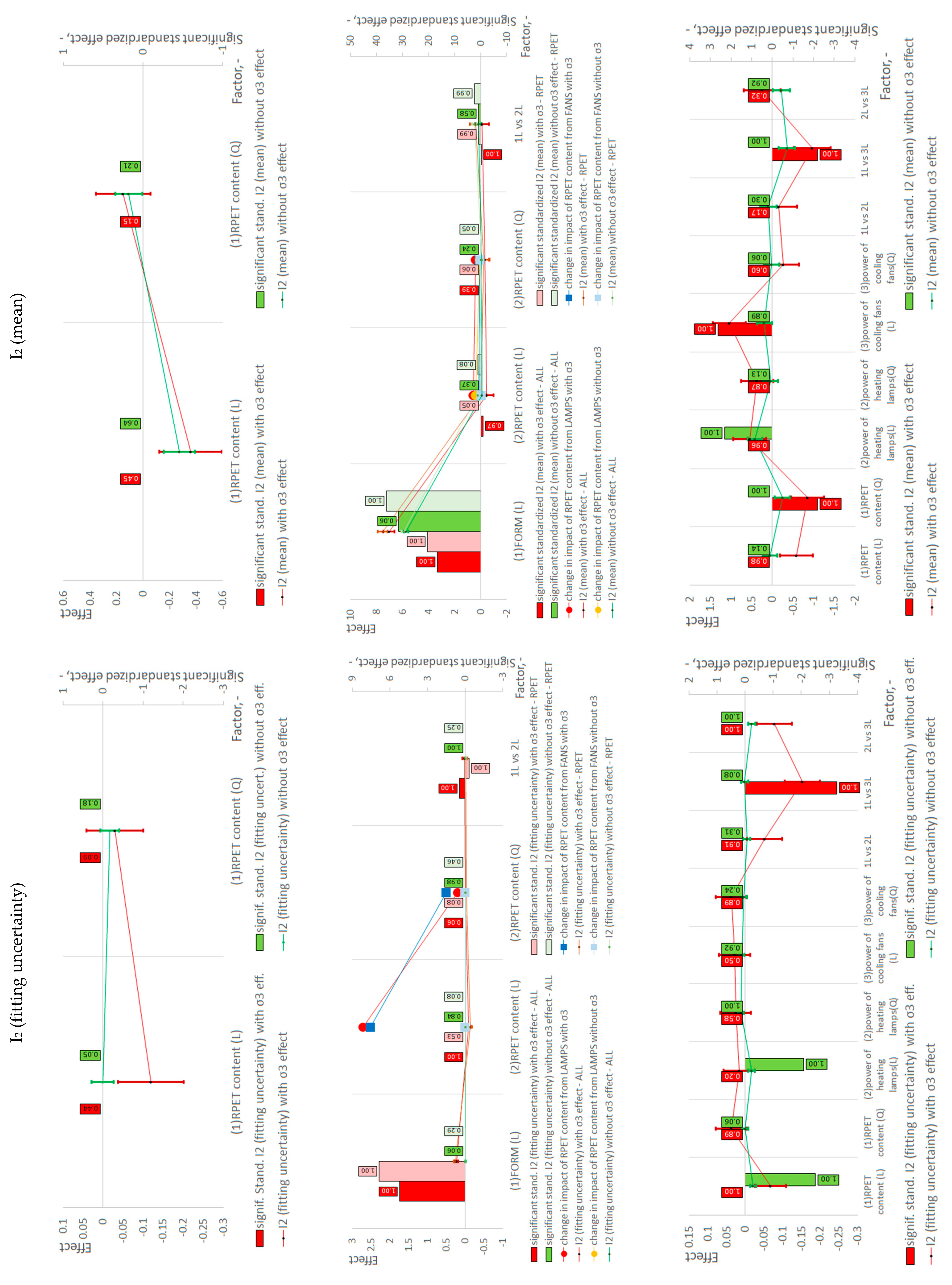
| I2 (mean) | N/A | 0 | N/A | N/A | |||||
| I2 (fitting uncertainty) | N/A | 0 | N/A | N/A | |||||
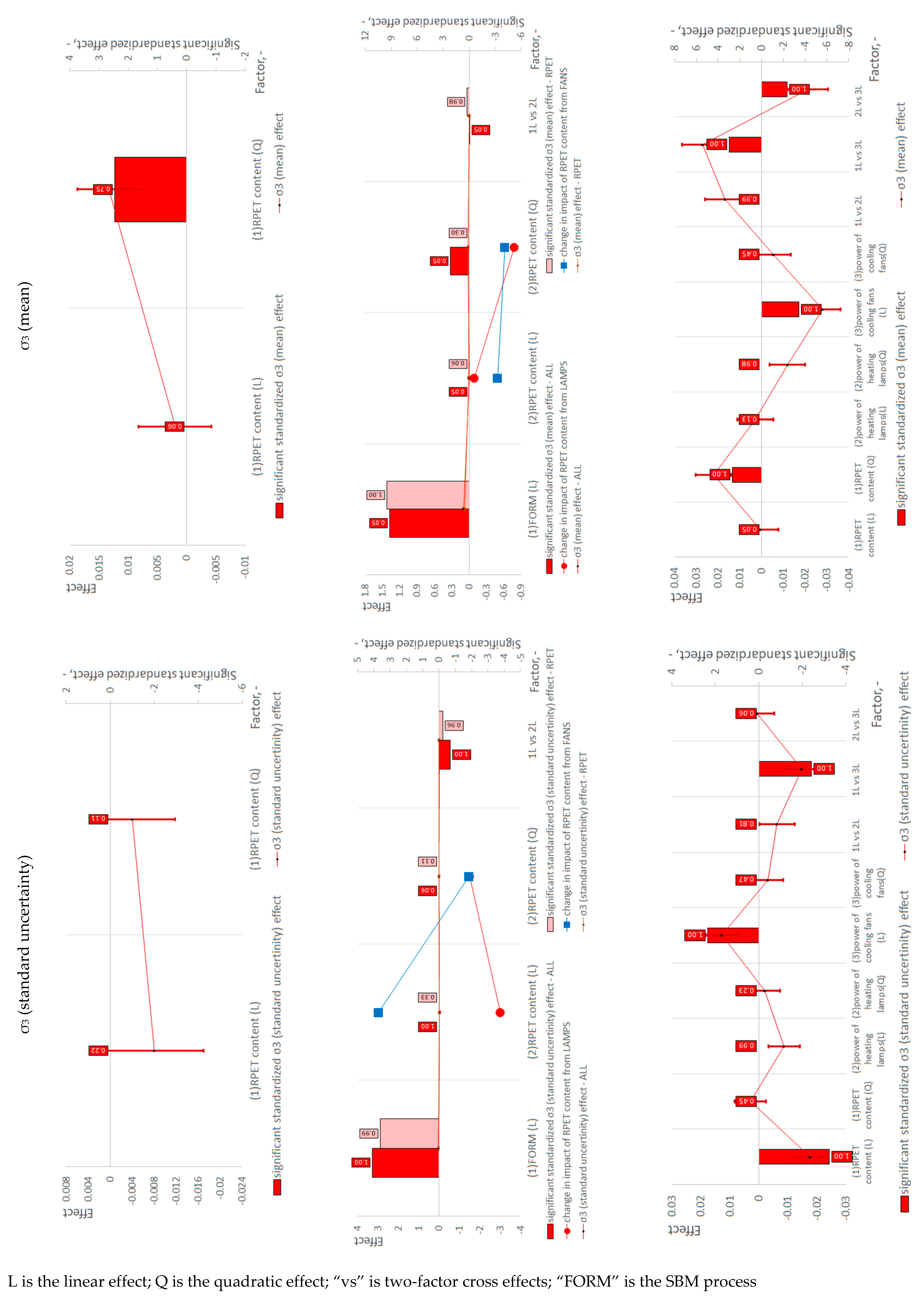
| σ3 (mean) | N/A | 0 | N/A | N/A | |||||
| σ3 (standard uncertainty) | N/A | 0 | N/A | N/A | |||||
| Bottle vs. preform (Table S2) | Physical and thermal properties | Density | + | Preform + | Bottle 0 | N/A | N/A | ||
| Crystallinity | + | + | N/A | N/A | |||||
| Microcavitation effect | + | Preform − | Bottle + | N/A | N/A | ||||
| Intrinsic viscosity | + | − | N/A | N/A | |||||
| Tg | 0 | 0 | N/A | N/A | |||||
| Tm | 0 | 0 | N/A | N/A | |||||
| PALS analysis | τ2 (mean) without σ3 | − | Preform − | Bottle + | N/A | N/A | |||
| τ2 (fitting uncertainty) with σ3 | + | − | N/A | N/A | |||||
| τ3 (mean) without σ3 | − | − | N/A | N/A | |||||
| τ3 (fitting uncertainty) with σ3 | + | Preform + | Bottle − | N/A | N/A | ||||
| I1 + I3 (mean) | − | Preform + | Bottle − | N/A | N/A | ||||
| I1 + I3 (fitting uncertainty) | + | Preform + | Bottle − | N/A | N/A | ||||
| I2 (mean) | + | Preform − | Bottle + | N/A | N/A | ||||
| I2 (fitting uncertainty) | + | Preform + | Bottle − | N/A | N/A | ||||
| σ3 (mean) | + | Preform − | Bottle + | N/A | N/A | ||||
| σ3 (standard uncertainty) | + | Preform + | Bottle − | N/A | N/A | ||||
| Bottle (Table S5) | Physical and thermal properties | Density | N/A | LAMPS − | + | FANS − | 0 | + | RPET − | LAMPS − | + | |
| Crystallinity | N/A | 0 | 0 | 0 | |||||
| Microcavitation effect | N/A | 0 | 0 | 0 | |||||
| Intrinsic viscosity | N/A | − | 0 | RPET − | + | LAMPS 0 | ||||
| Tg | N/A | 0 | RPET + | FANS + | 0 | RPET 0 | LAMPS + | − | |||
| Tm | N/A | 0 | 0 | 0 | |||||
| PALS analysis | τ2 (mean) without σ3 | N/A | 0 | 0 | 0 | ||||
| τ2 (fitting uncertainty) with σ3 | N/A | LAMPS − | FANS + | − | RPET 0 | − | FANS − | RPET + | − | LAMPS 0 | ||
| τ3 (mean) without σ3 | N/A | LAMPS − | 0 | FANS + | − | RPET − | + | FANS + | − | RPET + | − | LAMPS + | − | ||
| τ3 (fitting uncertainty) with σ3 | N/A | − | 0 | RPET + | − | LAMPS 0 | ||||
| I1 + I3 (mean) | N/A | 0 | − | 0 | |||||
| I1 + I3 (fitting uncertainty) | N/A | LAMPS 0 | FANS − | + | 0 | RPET − | + | LAMPS 0 | |||
| I2 (mean) | N/A | 0 | + | 0 | |||||
| I2 (fitting uncertainty) | N/A | LAMPS 0 | FANS + | − | 0 | RPET + | − | LAMPS 0 | |||
| σ3 (mean) | N/A | LAMPS 0 | FANS − | + | RPET 0 | FANS + | − | RPET − | 0 | LAMPS − | ||
| σ3 (standard uncertainty) | N/A | − | 0 | RPET + | 0 | LAMPS + | ||||
| Macroscopic properties | Thickness-I | N/A | − | − | + | ||||
| Thickness-II | N/A | LAMPS + | − | FANS 0 | − | + | ||||
| Thickness-III | N/A | − | + | − | |||||
| Pressure resistance | N/A | − | − | + | |||||
| Object | Independent Variable | Trend of Changes in the Dependent Variable | |||
|---|---|---|---|---|---|
| 1. Linear Variability of the Dependent Variable in Terms of the Independent Variable | Non-Linear Variation of the Dependent Variable Within the Range of the Independent Variable | ||||
| 2. No Change in the Sign of the Trend of Changes in the Dependent Variable | 3. No Clear Evidence of a Change in the Sign of the Trend of Changes in the Dependent Variable | 4. Change in the Sign of the Trend of Changes in the Dependent Variable | |||
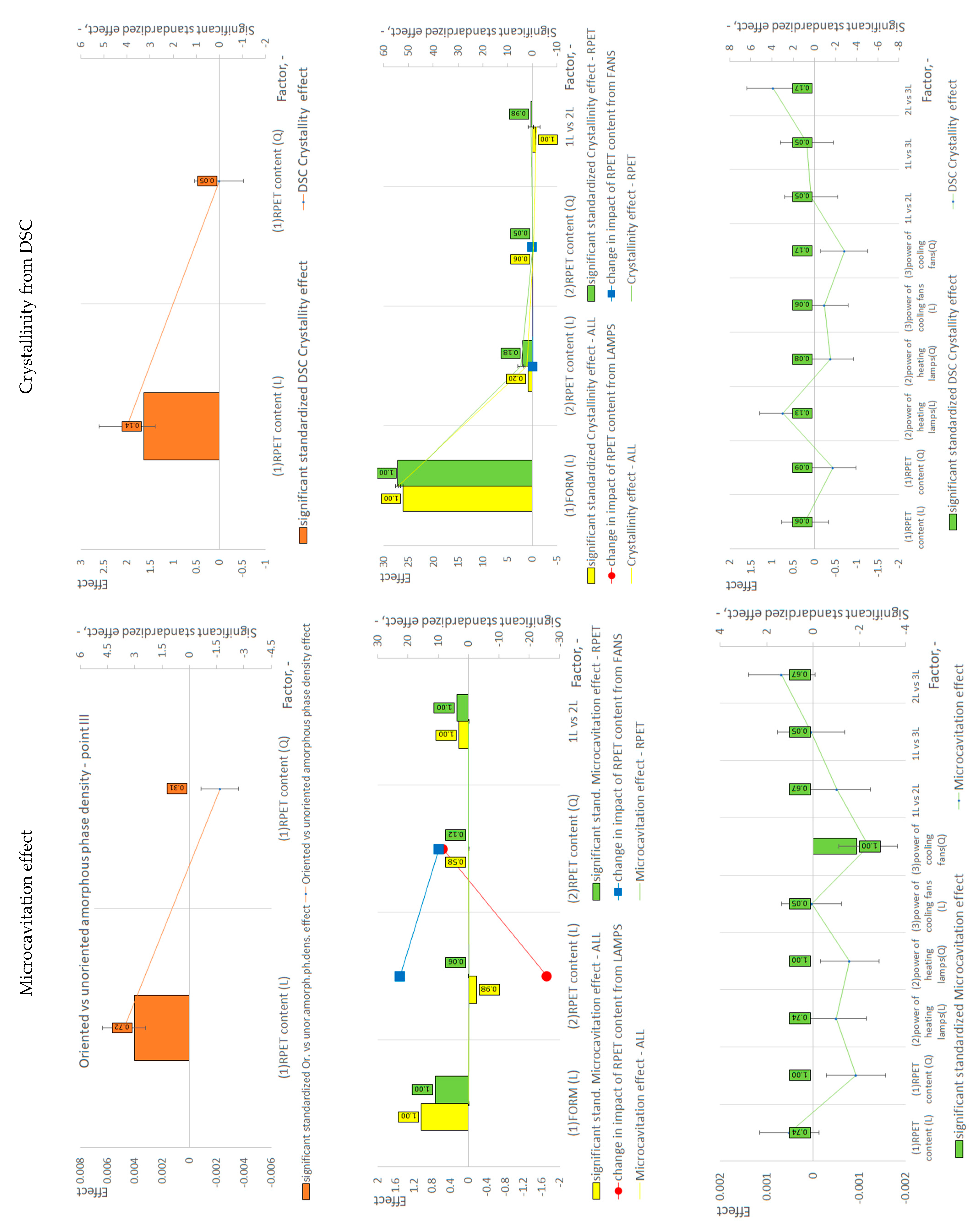
| Preform (Table S1) | rPET content | (1) Density (+;0) (2) Crystallinity (+;0) (3) Density of amorphous phase (+;0) (4) τ2 (fitting uncertainty) with σ3 (−;0) | - | (1) τ2 (mean) without σ3 (−;−) | (1) τ3 (mean) without σ3 (−;+) (2) τ3 (fitting uncertainty) without σ3 (0;−) (3) σ3 mean (0;+) |
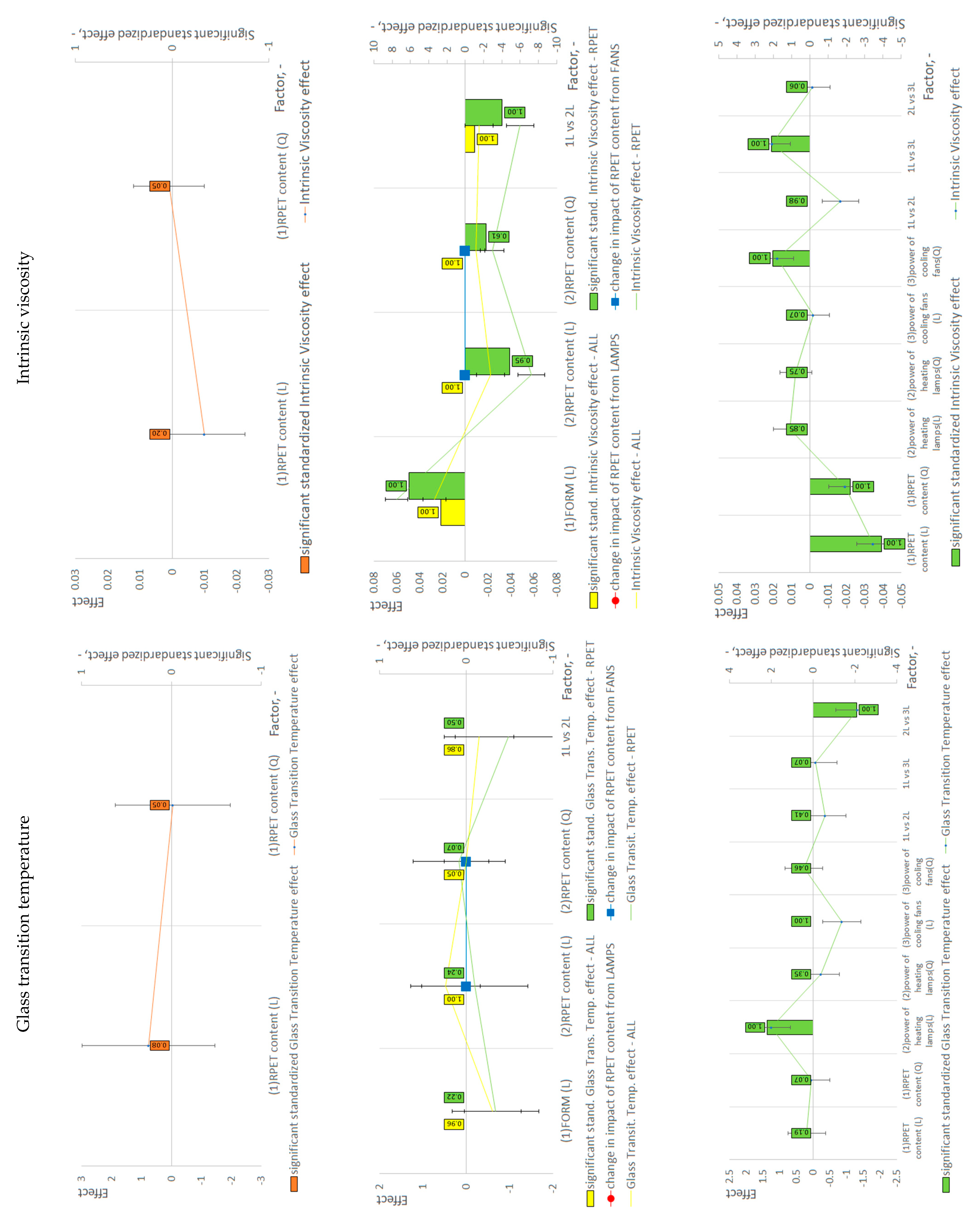
| Bottle and Preform (Table S3) | rPET content | (1) Density “RPET” (+;0) (2) Crystallinity “ALL” (+;0), “RPET” (+;0) (3) Microcavitation effect “ALL” (−;0) (4) τ2 (fitting uncertainty) with σ3 “ALL” (−;0), “RPET” (−;0) (5) τ3 (mean) without σ3 “RPET” (−;0) (6) I2 (mean) with σ3 “ALL” (−;0), without σ3 “RPET” (+;0)—there is a change of sign for the linear effect | (1) Density “ALL” (+;−) | (1) Intrinsic viscosity “RPET” (−;−) | (1) τ2 (fitting uncertainty) without σ3 “ALL” (−;−), “RPET” (0;−) (2) τ3 (mean) without σ3 “ALL” (0;+) (3) τ3 (fitting uncertainty) without σ3 “RPET” (0;−) (4) σ3 (mean) “ALL (0;+) |
| Bottle (Table S6) | rPET content | (1) τ2 (fitting uncertainty) with σ3 (−;0) (2) τ3 (mean) with σ3 (−;0) (3,4) τ3 (fitting uncertainty) with and without σ3 (−;0) (5) I1 + I3 (fitting uncertainty) without σ3 (−;0) (6) I2 (fitting uncertainty) without σ3 (−;0) (7) σ3 (standard uncertainty) (−;0) (8) Thickness-I (−;0) | (1) Pressure resistance (−;−) | (1) Intrinsic viscosity (−;−) (2) Thickness-III (−;+) | (1) Density (−;+) (2) τ3 (mean) without σ3 (+;−) (3) I1 + I3 (mean) with σ3 (0;+) (4) I2 (mean) with σ3 (0;−) (5) σ3 (mean) (0;+) (6) Thickness-II (0;−) |
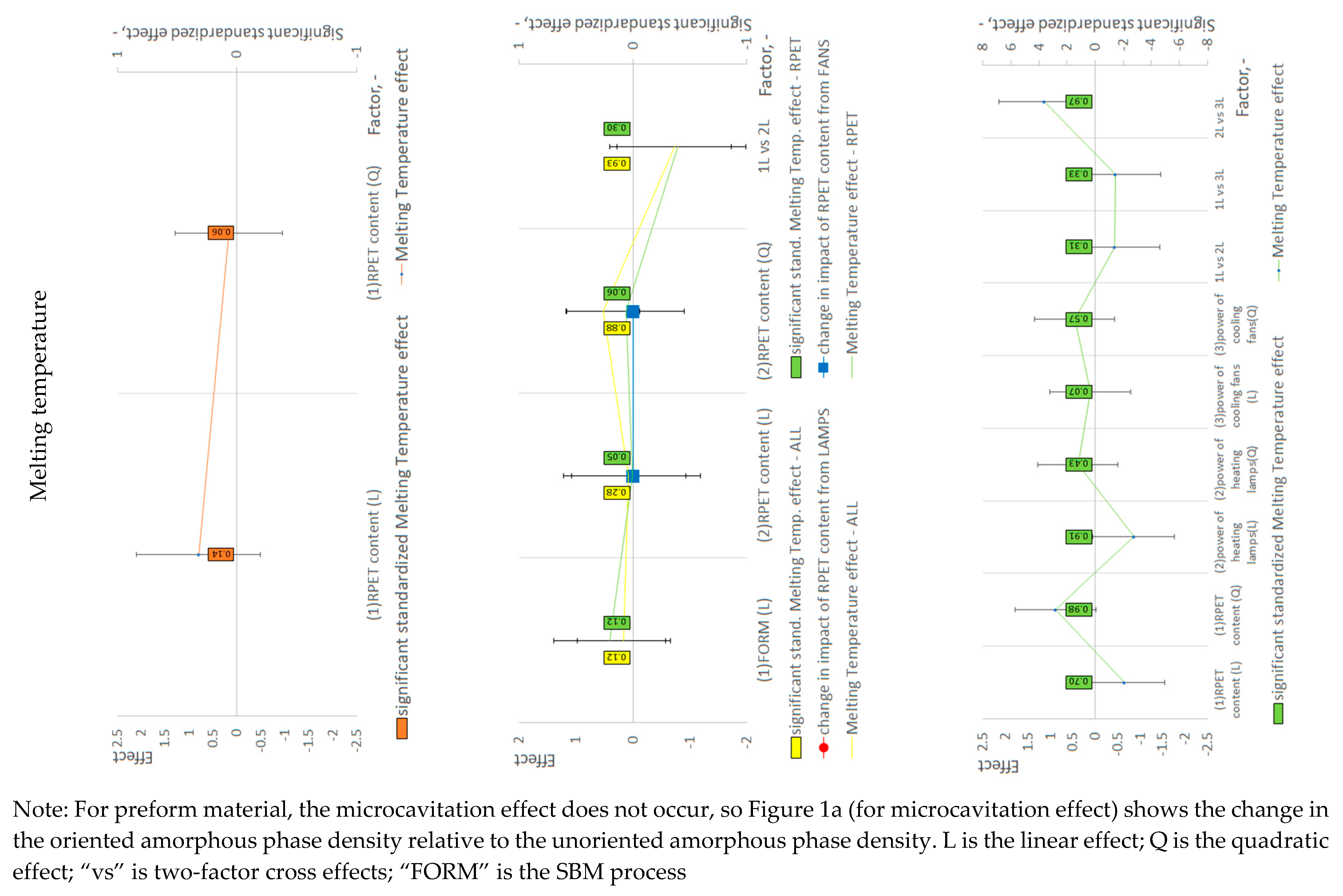
| Power of heating lamps | (1) Glass Transition Temperature (+;0) (2) τ2 (fitting uncertainty) with σ3 (−;0) (3) I1 + I3 (mean) without σ3 (−;0) (4) I1 + I3 (fitting uncertainty) without σ3 (−;0) (5) I2 (mean) without σ3 (+;0) (6) I2 (fitting uncertainty) without σ3 (−;0) (7) Thickness-I (−;0) (8) Thickness-II (−;0) (9) Thickness-III (+;0) (10) Pressure resistance (−;0) | (1) Density (+;+) | - | (1,2) τ3 (mean) with and without σ3 (0;+) | |
| Power of cooling fans | (1,2) τ3 (mean) with and without σ3 (+;0) (3) I1 + I3 (mean) with σ3 (−;0) (4) I2 (mean) with σ3 (+;0) (5) σ3 (mean) (−;0) (6) σ3 (standard uncertainty) (+;0) (7) Thickness-I (+;0) (8) Thickness-II (+;0) | (1) Pressure resistance (+;−) | - | (1) Density (−;+) (2) Microcavitation effect (0;−) (3) Intrinsic viscosity (0;+) (4) τ2 (fitting uncertainty) with σ3 (0;−) (5) τ2 (mean) without σ3 (0;+) (6) Thickness-III (−;+) | |
5. Discussion
5.1. Preform Material
5.2. SBM Process
5.3. Bottle Material
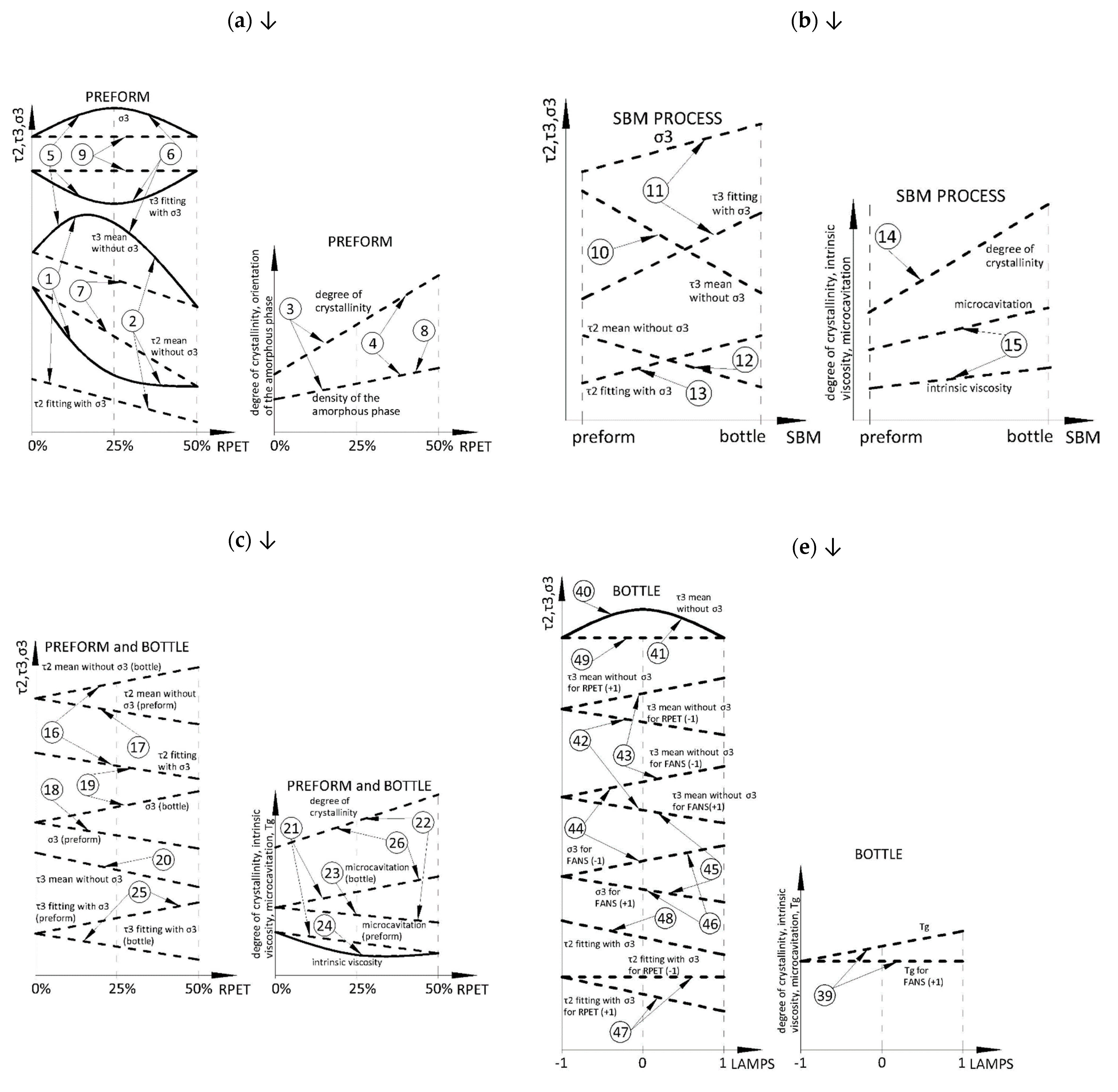
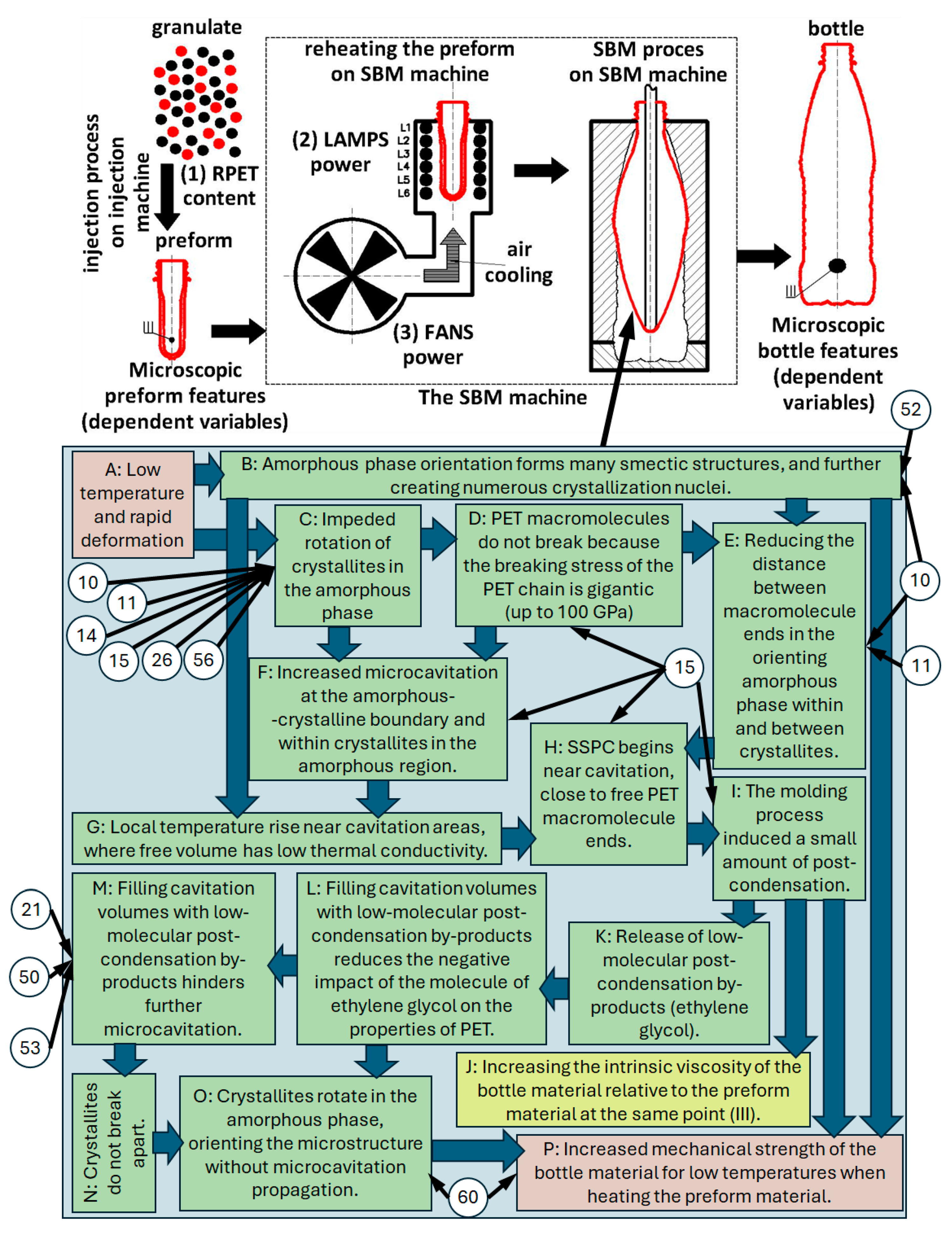
- 10: In the SBM process, the free volumes decrease, so the distance between PET macromolecules decreases.
- 11: Additionally, in the SBM process, the ellipsoidality of the free volumes increases, which further reduces the distance between PET macromolecules.
- 15: In the SBM process, the microcavitation process is correlated with the process of increasing intrinsic viscosity (which is evidence of the occurrence of post-condensation phenomena in the SBM process).
- 21: When the rPET content increases, the microcavitation process is inversely related to the increase in intrinsic viscosity, which proves that if the post-condensation phenomenon weakens, the microcavitation phenomenon increases.
- 50 and 53: When the power of the cooling fans is increased, the microcavitation process is inversely related to the increase in intrinsic viscosity, which proves that if the post-condensation phenomenon weakens, the microcavitation phenomenon increases and vice versa.
- 52: For low-power heat lamps, increasing the fan power increases the glass transition temperature, which is an indicator of the increase in the number of trans conformations in the amorphous phase and, therefore, is an indicator of the orientation of the amorphous phase.
- 10, 11, 14, 15, 26, 56: The greater the power of the cooling fans, the more difficult it is for the crystallites to rotate in the surrounding amorphous phase (because, due to the lowering of the temperature of the material, the stiffness of the non-crystalline matrix increases).
- 60: The higher the power of cooling fans (smaller temperature gradient in the preform wall and also cooler preforms [17]), the greater the variability of sphericity, with increasing sphericity of the shape of free areas. The sphere shape in nature, in terms of mechanical strength, is the strongest 3D shape—the reason is that stress is distributed equally along the arc instead of concentrating at any one point. What could be the reason for the increasing mechanical strength of the bottle produced from the less heated preform observed in this study (Figure 3)—the bottle may deform more before the less ellipsoidal free volumes begin to merge and form large cavitation voids [32], causing the process of bottle bursting. In this work, it was proved that microcavitation is correlated not with the increase in the size of free volumes but with the increase in the number and ellipsoidality of very small free volumes.
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
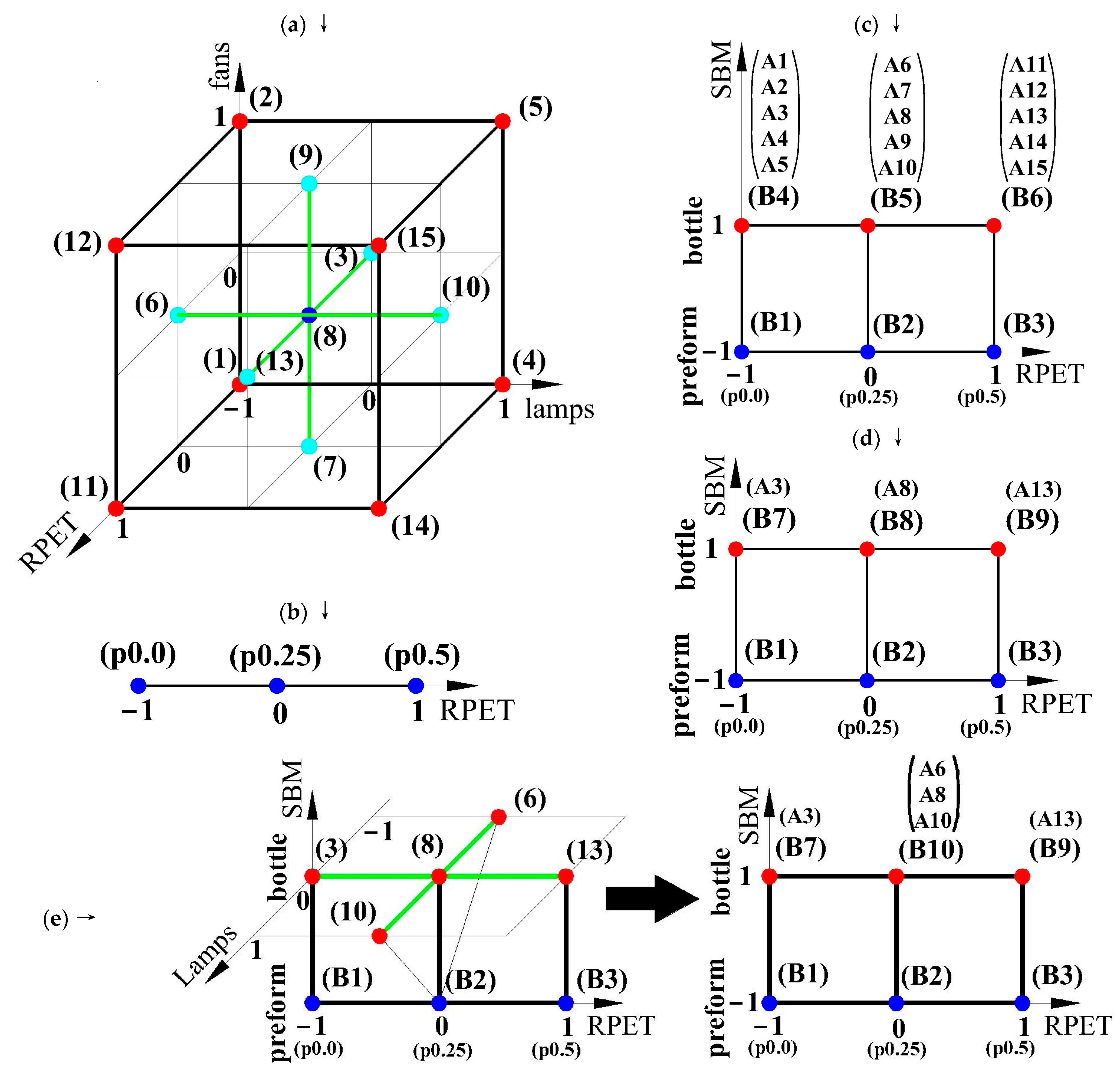
| Measurement Series | Run order of Bottle Measurement Series 6 | Number of Bottles | Independent Variables | Dependent Variables *** | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bottle a | Preform b | SBM Process (Bottle vs. Preform) | RPET Content | Power of LAMPS | Power of FANS | FORM | Microscopic | Macroscopic | |||||||||||||||
| “ALL” c | “RPET” d | “RPET+ LAMPS” e,7 | “RPET + FANS” f,7 | (−1) | (0) | (1) | (−1) | (0) | (1) | (−1) | (0) | (1) | ρ 1,2 | DSC 1,2 | PALS 1 | IV 1 | TH 3 (I,II,III) | PRT 4 | |||||
| 0% | 25% | 50% | −10% | 0% | 10% | −5% | 0% | 5% | Number of Samples | ||||||||||||||
| A1 | N/A | B4 | N/A | N/A | N/A | 15 | 15 | (−1) | (−1) | (−1) | Bottle ** | 1 | 1 | 1 | 1 | 5 × 3 | 10 | ||||||
| A2 | N/A | N/A | N/A | N/A | 4 | 15 | (−1) | (−1) | (1) | 1 | 1 | 1 | 1 | 5 × 3 | 10 | ||||||||
| A3 | N/A | B7 | B7 | B7 | 8 | 15 | (−1) | (0) | (0) | 1 | 1 | 1 | 1 | 5 × 3 | 10 | ||||||||
| A4 | N/A | N/A | N/A | N/A | 1 | 15 | (−1) | (1) | (−1) | 1 | 1 | 1 | 1 | 5 × 3 | 10 | ||||||||
| A5 | N/A | N/A | N/A | N/A | 14 | 15 | (−1) | (1) | (1) | 1 | 1 | 1 | 1 | 5 × 3 | 10 | ||||||||
| A6 | N/A | B5 | N/A | B10 | N/A | 13 | 15 | (0) | (−1) | (0) | 1 | 1 | 1 | 1 | 5 × 3 | 10 | |||||||
| A7 | N/A | N/A | N/A | B11 | 6 | 15 | (0) | (0) | (−1) | 1 | 1 | 1 | 1 | 5 × 3 | 10 | ||||||||
| A8 | N/A | B8 | B10 | 11 | 15 | (0) | (0) | (0) | 3 5 | 3 5 | 3 5 | 3 5 | 5 × 3 | 10 | |||||||||
| A9 | N/A | N/A | N/A | 10 | 15 | (0) | (0) | (1) | 1 | 1 | 1 | 1 | 5 × 3 | 10 | |||||||||
| A10 | N/A | N/A | B10 | N/A | 3 | 15 | (0) | (1) | (0) | 1 | 1 | 1 | 1 | 5 × 3 | 10 | ||||||||
| A11 | N/A | B6 | N/A | N/A | N/A | 12 | 15 | (1) | (−1) | (−1) | 1 | 1 | 1 | 1 | 5 × 3 | 10 | |||||||
| A12 | N/A | N/A | N/A | N/A | 2 | 15 | (1) | (−1) | (1) | 1 | 1 | 1 | 1 | 5 × 3 | 10 | ||||||||
| A13 | N/A | B9 | B9 | B9 | 9 | 15 | (1) | (0) | (0) | 1 | 1 | 1 | 1 | 5 × 3 | 10 | ||||||||
| A14 | N/A | N/A | N/A | N/A | 7 | 15 | (1) | (1) | (−1) | 1 | 1 | 1 | 1 | 5 × 3 | 10 | ||||||||
| A15 | N/A | N/A | N/A | N/A | 5 | 15 | (1) | (1) | (1) | 1 | 1 | 1 | 1 | 5 × 3 | 10 | ||||||||
| N/A | p0.0 | B1 | - | (−1) | - | - | Preform * | (−1) | - | - | 1 | - | - | ||||||||||
| N/A | p0.25 | B2 | - | (0) | - | - | (0) | - | - | 3 | - | - | |||||||||||
| N/A | p0.5 | B3 | - | (1) | - | - | (1) | - | - | 1 | - | - | |||||||||||
| NoE | Main Factors | Interaction Factors | Mean Response | ||||
|---|---|---|---|---|---|---|---|
| (1) RPET Content | (2) Power of LAMPS | (3) Power of FANS | (1) × (2) | (1) × (3) | (2) × (3) | ||
| A1 | −1 | −1 | −1 | 1 | 1 | 1 | |
| A2 | −1 | −1 | 1 | 1 | −1 | −1 | |
| A3 | −1 | 0 | 0 | 0 | 0 | 0 | |
| A4 | −1 | 1 | −1 | −1 | 1 | −1 | |
| A5 | −1 | 1 | 1 | −1 | −1 | 1 | |
| A6 | 0 | −1 | 0 | 0 | 0 | 0 | |
| A7 | 0 | 0 | −1 | 0 | 0 | 0 | |
| A8 | 0 | 0 | 0 | 0 | 0 | 0 | |
| A9 | 0 | 0 | 1 | 0 | 0 | 0 | |
| A10 | 0 | 1 | 0 | 0 | 0 | 0 | |
| A11 | 1 | −1 | −1 | −1 | −1 | 1 | |
| A12 | 1 | −1 | 1 | −1 | 1 | −1 | |
| A13 | 1 | 0 | 0 | 0 | 0 | 0 | |
| A14 | 1 | 1 | −1 | 1 | −1 | −1 | |
| A15 | 1 | 1 | 1 | 1 | 1 | 1 | |
| NoE | Main Factors | Interaction Factors | Mean Response | |
|---|---|---|---|---|
| (1) FORM (SBM) | (2) RPET Content | (1) × (2) | ||
| B1 (p0.0) | −1 | −1 | 1 | |
| B2 (p0.25) | −1 | 0 | 0 | |
| B3 (p0.5) | −1 | 1 | −1 | |
| B4 | 1 | −1 | −1 | |
| B5 | 1 | 0 | 0 | |
| B6 | 1 | 1 | 1 | |
| B7 | 1 | −1 | −1 | |
| B8 | 1 | 0 | 0 | |
| B9 | 1 | 1 | 1 | |
Appendix B
Appendix B.1. The Method of Calculating the Effect Value for Plans (a)–(d) (Table A1) Based on the Example of Density Measurements
| Examples of Measurement Data (Tables S4–S7 [17]) | Responses for Bottles (“A” Series) | Responses for Preforms | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A1 | A2 | A3 | A4 | A5 | A6 | A7 | A8 | A9 | A10 | A11 | A12 | A13 | A14 | A15 | p0.0 | p0.25 | p0.5 | ||
| Density [g/cm³] | Mean () | 1.3646 | 1.3635 | 1.3648 | 1.3649 | 1.3650 | 1.3644 | 1.3651 | 1.3647 | 1.3646 | 1.3654 | 1.3635 | 1.3629 | 1.3648 | 1.3651 | 1.3655 | 1.3409 | 1.3427 | 1.3492 |
| Measurement uncertainty | - | - | - | - | - | - | - | 0.0002 | - | - | - | - | - | - | - | - | 0.0021 | - | |
| Sample size | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 3 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 3 | 1 | |
| Crystallinity [%] (measured in DSC) | Mean () | 31.3 | 31.2 | 29.7 | 32.6 | 32.2 | 31.5 | 31.9 | 30.7 | 31.0 | 30.3 | 31.8 | 29.8 | 32.3 | 31.0 | 33.2 | 3.4 | 4.4 | 5.4 |
| Measurement uncertainty | - | - | - | - | - | - | - | 1.2 | - | - | - | - | - | - | - | - | 0.8 | - | |
| Sample size | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 3 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 3 | 1 | |
| τ3 lifetime [ns] (measured in PALS) | Mean () | 1.4810 | 1.5430 | 1.5250 | 1.4830 | 1.5230 | 1.4670 | 1.4890 | 1.5053 | 1.5210 | 1.4915 | 1.4970 | 1.4890 | 1.5080 | 1.4830 | 1.4870 | 1.5240 | 1.5267 | 1.5160 |
| Measurement uncertainty | - | - | - | - | - | - | - | 0.0237 | - | - | - | - | - | - | - | - | 0.0043 | - | |
| Sample size | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 3 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 3 | 1 | |
| Effects in Figure 1a and Figure 2a—see Table A1 and Figure A1 (plan (b)) | |
| (A1) | |
| (A2) | |
| Name | Model Fit: R^2 = 0.82. The Model Is Acceptably Fitted for R^2 > 0.8. | ||||
|---|---|---|---|---|---|
| Effect | Standard Error (SE) | Standardized Effect = Effect/SE | ) (See Table A12) | Significant Standardized Effect | |
| Global mean | 1.3427 | 0.001193 | 1125.5 | 0.000 | 1125.454 |
| (1) RPET content (L) | 0.0083 | 0.001687 | 4.9 | 0.003 | 4.919 |
| (1) RPET content (Q) | −0.0024 | 0.001461 | −1.6 | 0.134 | 0 |
| Effects in Figure 1b and Figure 2b—see Table A1 and Table A2, and Figure A1 (plan (c)) | |
| (A3) | |
| (A4) | |
| (A5) | |
| (A6) | |
| Name | Model Fit: Adjusted R^2 = 0.98. The Model Is Acceptably Fitted for R^2 > 0.8. | ||||
|---|---|---|---|---|---|
| Effect | Standard Error (SE) | Standardized Effect = Effect/SE | ) (See Table A12) | Significant Standardized Effect | |
| Global mean | 1.3544 | 0.000203 | 6682.1 | 0.000 | 6682.1 |
| (1) FORM (L) | 0.02032 | 0.000405 | 47.9 | 0.000 | 47.9 |
| (2) RPET content (L) | 0.00405 | 0.000496 | 8.2 | 0.000 | 8.2 |
| (2) RPET content (Q) | −0.00099 | 0.000320 | −3.1 | 0.002 | −3.1 |
| 1L vs. 2L | −0.00425 | 0.000496 | −8.6 | 0.000 | −8.6 |
| Effects in Figure 1b and Figure 2b—see Table A1 and Table A2, and Figure A1 (plan (d)) | |
| (A7) | |
| (A8) | |
| (A9) | |
| (A10) | |
| Name | Model Fit: Adjusted R^2 = 0.99. The Model Is Acceptably Fitted for R^2 > 0.8 | ||||
|---|---|---|---|---|---|
| Effect | Standard Error (SE) | Standardized Effect = Effect/SE | ) (See Table A12) | Significant Standardized Effect | |
| Global mean | 1.3545 | 0.000365 | 3712.4 | 0.000 | 3712.4 |
| (1) FORM (L) | 0.0205 | 0.000730 | 27.1 | 0.000 | 27.1 |
| (2) RPET content (L) | 0.0042 | 0.000894 | 4.6 | 0.002 | 4.6 |
| (2) RPET content (Q) | −0.0012 | 0.000774 | −1.6 | 0.117 | 0 |
| 1L vs. 2L | −0.0042 | 0.000894 | −4.6 | 0.000 | −4.6 |
| Effects in Figure 1c, Figure 2c and Figure 3—see Table A1, Figure A1 (plan (a)), and Table S1 [17] | |
| (A11) | |
| (A12) | |
| (A13) | |
| (A14) | |
| (A15) | |
| (A16) | |
| (A17) | |
| (A18) | |
| (A19) | |
| Name | Model Fit: Adjusted R^2 = 0.92. The Model Is Acceptably Fitted for R^2 > 0.8. | ||||
|---|---|---|---|---|---|
| Effect | Standard Error (SE) | Standardized Effect = Effect/SE | ) (See Table A12) | Significant Standardized Effect | |
| Global mean | 1.3646 | 0.000031 | 43,781.6 | 0.000 | 43,781.6 |
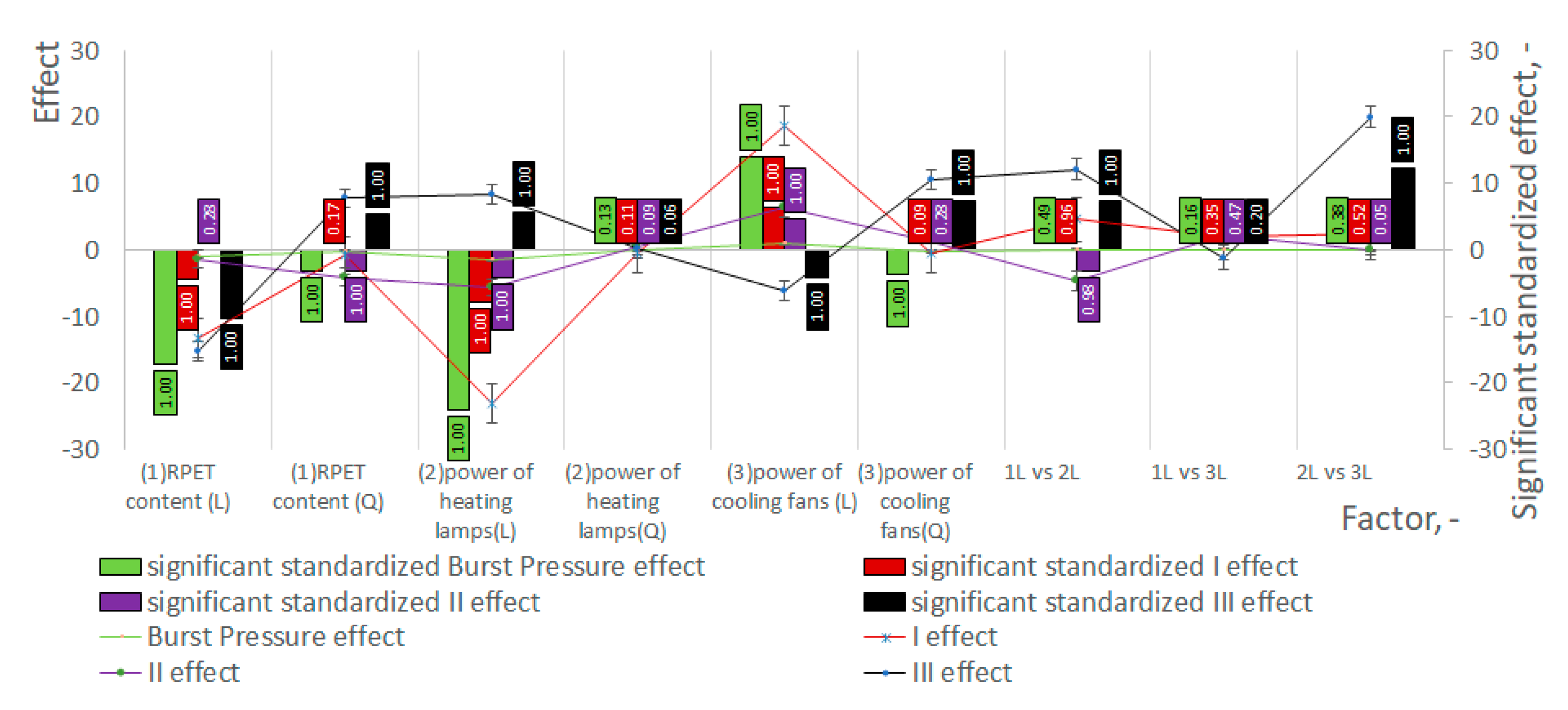
| (1) RPET content (L) | −0.0002 | 0.000076 | −2.6 | 0.013 | −2.6 |
| (1) RPET content(Q) | 0.0004 | 0.000075 | 5.1 | 0.000 | 5.1 |
| (2) power of heating lamps (L) | 0.0014 | 0.000076 | 18.3 | 0.000 | 18.3 |
| (2) power of heating lamps (Q) | 0.0003 | 0.000075 | 4.3 | 0.000 | 4.3 |
| (3) power of cooling fans (L) | −0.0003 | 0.000076 | −4.5 | 0.000 | −4.5 |
| (3) power of cooling fans (Q) | 0.0004 | 0.000075 | 4.7 | 0.000 | 4.7 |
| 1L vs. 2L | 0.0006 | 0.000085 | 7.0 | 0.000 | 7.0 |
| 1L vs. 3L | 0.0002 | 0.000085 | 2.3 | 0.025 | 2.3 |
| 2L vs. 3L | 0.0006 | 0.000085 | 6.4 | 0.000 | 6.4 |
Appendix B.2. The Method of Calculating the Statistical Significance of the Effect by ANOVA and the Power of ANOVA for Plans (a)–(d) (Table A1) Based on the Example of Density Measurements
| Name | Symbol [17] | p-Value in the ANOVA | Power of ANOVA | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| SS | df | MS | F | p | Fcr | δ | β | Power | ||
| (1) RPET content (L) | A | 0.000103 | 1 | 0.0001 | 24.193939 | 0.0026602 | 5.9873776 | 13.24 | 0.14 | 0.86 |
| (1) RPET content (Q) | A2 | 0.000013 | 1 | 0.00001 | 2.992342 | 0.1343849 | 5.9873776 | 1.64 | 0.8083123 | 0.19 |
| Error | 0.000026 | 6 | 0.000004 | |||||||
| Total | 0.000142 | 8 | ||||||||
| where: | ||||||||||
| (S19) [17] | ||||||||||
| (S20) [17] | ||||||||||
| Positive mean and positive group size for the linear (A) main effect | (S21) [17] | |||||||||
| Negative mean and negative group size for the linear (A) main effect | (S22) [17] | |||||||||
| Mean for the linear main effect of the Factor (A) | (S23) [17] | |||||||||
| Positive mean and positive group size for the quadratic (A2) main effect | (S30) [17] | |||||||||
| Negative mean and negative group size for the quadratic RPET (A2) main effect | (S31) [17] | |||||||||
| Mean for the quadratic main effect of the Factor (A2) | (S32) [17] | |||||||||
| (S67) [17] | ||||||||||
| (S70) [17] | ||||||||||
| (S77) [17] | ||||||||||
| (S76) [17] | ||||||||||
| (S78) [17] | ||||||||||
| (S81) [17] | ||||||||||
| (S87) [17] | ||||||||||
| (S88) [17] | ||||||||||
| (S91) [17] | ||||||||||
| (A20) | ||||||||||
| (A21) | ||||||||||
| Name | p-Value in the ANOVA | Power of ANOVA | |||||||
|---|---|---|---|---|---|---|---|---|---|
| SS | df | MS | F | p | Fcr | δ | β | Power | |
| (1) FORM (L) | 0.003391 | 1 | 0.00 | 2751.582673 | 1.0245 × 10−44 | 4.038393 | 741.58 | 0.00 | 1.00 |
| (2) RPET content (L) | 0.000085 | 1 | 0.00 | 68.92770008 | 6.615 × 10−11 | 4.038393 | 18.58 | 0.011769 | 0.99 |
| (2) RPET content (Q) | 0.000013 | 1 | 0.00 | 10.91877454 | 0.001784539 | 4.038393 | 2.94 | 0.609712 | 0.39 |
| 1L vs. 2L | 0.001028 | 1 | 0.00 | 833.919994 | 2.001 × 10−32 | 4.038393 | 224.75 | 0 | 1.00 |
| Error | 0.000060 | 49 | 0.000001 | ||||||
| Total | 0.003265 | 53 | |||||||
| Name | p-Value in the ANOVA | Power of ANOVA | |||||||
|---|---|---|---|---|---|---|---|---|---|
| SS | df | MS | F | p | Fcr | δ | β | Power | |
| (1) FORM (L) | 0.001170 | 1 | 0.00 | 488.3389808 | 1.074 × 10−11 | 4.667193 | 43.96 | 0.00 | 1.00 |
| (2) RPET content (L) | 0.000038 | 1 | 0.00 | 15.65740176 | 0.001639911 | 4.667193 | 1.41 | 0.803683 | 0.20 |
| (2) RPET content (Q) | 0.000007 | 1 | 0.00 | 2.818062553 | 0.117069743 | 4.667193 | 0.25 | 0.924981 | 0.08 |
| 1L vs. 2L | 0.000445 | 1 | 0.00 | 185.9005796 | 4.454 × 10−9 | 4.667193 | 16.73 | 0.034914 | 0.97 |
| Error | 0.000031 | 13 | 0.000002 | ||||||
| Total | 0.002036 | 17 | |||||||
| Name | p-Value in the ANOVA | Power of ANOVA | |||||||
|---|---|---|---|---|---|---|---|---|---|
| SS | df | MS | F | p | Fcr | δ | β | Power | |
| (1) RPET content (L) | 0.000000 | 1 | 0.00 | 6.862579 | 0.012927 | 4.121338 | 5.25 | 0.39 | 0.61 |
| (1) RPET content(Q) | 0.000002 | 1 | 0.00 | 38.47619 | 4.18 × 10−7 | 4.121338 | 29.41 | 0.00 | 1.00 |
| (2) power of heating lamps (L) | 0.000015 | 1 | 0.00 | 336.2664 | 1.58 × 10−19 | 4.121338 | 257.04 | 0.00 | 1.00 |
| (2) power of heating lamps (Q) | 0.000001 | 1 | 0.00 | 27.46175 | 7.75 × 10−6 | 4.121338 | 20.99 | 0.01 | 0.99 |
| (3) power of cooling fans (L) | 0.000001 | 1 | 0.00 | 19.83285 | 8.26 × 10−5 | 4.121338 | 15.16 | 0.03 | 0.97 |
| (3) power of cooling fans (Q) | 0.000001 | 1 | 0.00 | 32.73736 | 1.8 × 10−6 | 4.121338 | 25.02 | 0.00 | 1.00 |
| 1L vs. 2L | 0.000002 | 1 | 0.00 | 49.41057 | 3.5 × 10−8 | 4.121338 | 37.77 | 0.00 | 1.00 |
| 1L vs. 3L | 0.000000 | 1 | 0.00 | 5.490063 | 0.024936 | 4.121338 | 4.20 | 0.49 | 0.51 |
| 2L vs. 3L | 0.000002 | 1 | 0.00 | 41.5186 | 2.02 × 10−7 | 4.121338 | 31.74 | 0.00 | 1.00 |
| Error | 0.000002 | 35 | 0.000000 | ||||||
| Total | 0.000024 | 44 | |||||||
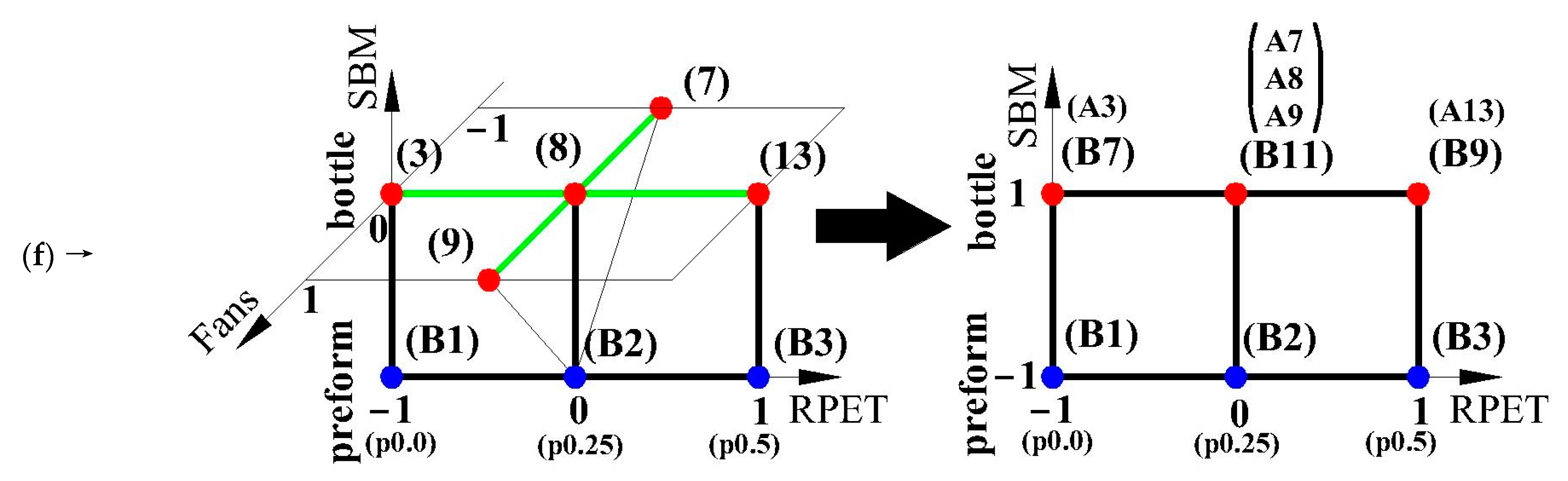
Appendix B.3. The Method of Calculating the Influence of the Power of Heating Lamps and the Power of Cooling Fans on the Change in the Influence of rPET Content on the Properties of the Bottle Relative to the Properties of the Preform for Plans (e), and (f) (Table A1) Based on the Example of Density Measurements
- Step 1: Calculation of the standardized density value for each measurement series (Table A17) in (e) measurement plan (Table A1). The standardized value is the distance of one measurement series from the mean of the whole series, divided by the standard deviation of the distribution of the whole series (Table A17).
- Step 5: Calculation of the change in the impact of RPET content from LAMPS (shown in Figure 1b and Figure 2b) in two ways (Table A25), i.e., for only 25% rPET content and for the arithmetic mean of the rPET content. If the analyzed effect of the change in the power of the heating lamps on the change in the effect of the rPET content was statistically insignificant for 25% rPET, the effect calculated for the arithmetic mean was taken into account.
| Name | FORM | RPET | LAMPS | Density (g/cm3) | |
|---|---|---|---|---|---|
| Mean | Standardized | ||||
| p0.0 | preform | 0 | p | 1.3409 | −1.4869 |
| p0.25 | preform | 0.25 | p | 1.3427 | −1.3249 |
| p0.5 | preform | 0.5 | p | 1.3492 | −0.7257 |
| A6 | bottle | 0.25 | −0.1 | 1.3644 | 0.6684 |
| A3 | bottle | 0 | 0 | 1.3648 | 0.7051 |
| A8 | bottle | 0.25 | 0 | 1.3647 | 0.6989 |
| A13 | bottle | 0.5 | 0 | 1.3648 | 0.7051 |
| A10 | bottle | 0.25 | 0.1 | 1.3654 | 0.7601 |
| Levene’s Test of Homogeneity of Variance. Effects Are Significant for p < 0.05. | |||||||
|---|---|---|---|---|---|---|---|
| SS Effect | df Effect | MS Effect | SS Error | df Error | MS Error | F | p |
| 0.000009 | 7 | 0.000001 | 0.00001 | 16 | 0.000001 | 2.391462 | 0.070485 |
| Analysis of Variance (ANOVA). Effects Are Significant for p < 0.05. | |||||||
|---|---|---|---|---|---|---|---|
| SS Effect | df Effect | MS Effect | SS Error | df Error | MS Error | F | p |
| 0.002 | 7 | 0.000 | 0.00003 | 16 | 0.000002 | 220.3659 | 0.000000 |
| Post Hoc Bonferroni Test. Differences Between Groups Are Significant for p < 0.05. | ||||||||
|---|---|---|---|---|---|---|---|---|
| Density (g/cm3) | {1} | {2} | {3} | {4} | {5} | {6} | {7} | {8} |
| A3 {1} | 0.999986 | 1.000000 | 0.999779 | 1.000000 | 0.000000 | 0.000000 | 0.000000 | |
| A6 {2} | 0.999986 | 0.999996 | 0.994238 | 0.999986 | 0.000000 | 0.000000 | 0.000000 | |
| A8 {3} | 1.000000 | 0.999996 | 0.999557 | 1.000000 | 0.000000 | 0.000000 | 0.000000 | |
| A10 {4} | 0.999779 | 0.994238 | 0.999557 | 0.999779 | 0.000000 | 0.000000 | 0.000000 | |
| A13 {5} | 1.000000 | 0.999986 | 1.000000 | 0.999779 | 0.000000 | 0.000000 | 0.000000 | |
| p0.0 {6} | 0.000000 | 0.000000 | 0.000000 | 0.000000 | 0.000000 | 0.880178 | 0.000142 | |
| p0.25 {7} | 0.000000 | 0.000000 | 0.000000 | 0.000000 | 0.000000 | 0.880178 | 0.002011 | |
| p0.5 {8} | 0.000000 | 0.000000 | 0.000000 | 0.000000 | 0.000000 | 0.000142 | 0.002011 | |
| Regression Coefficients: Bottle—Preform (FANS = 0) | ||||
|---|---|---|---|---|
| Calculation Formula of Regression Coefficients for Standardized Value (Table A7) | Power of Heating Lamps | |||
| −0.1 | 0 | 0.1 | ||
| rPET content | 0 | r1 = A3 − p0.0 | ||
| 0.25 | r2 = A6 − p0.25 | r3 = A8 − p0.25 | r4 = A10 − p0.25 | |
| 0.5 | r5 = A13 − p0.5 | |||
| Regression Coefficients: Bottle—Preform (FANS = 0) | ||||
|---|---|---|---|---|
| Linear Regression Coefficient Value (Table A21) | Power of Heating Lamps | |||
| −0.1 | 0 | 0.1 | ||
| rPET content | 0 | 2.191965 | ||
| 0.25 | 1.993252 | 2.023823 | 2.084966 | |
| 0.5 | 1.430739 | |||
| Post Hoc Bonferroni Test: Bottle—Preform (FANS = 0) | ||||
|---|---|---|---|---|
| p-Value from Bonferroni’s Test (Table A20) | Power of Heating Lamps | |||
| −0.1 | 0 | 0.1 | ||
| rPET content | 0 | 0.000 | ||
| 0.25 | 0.000 | 0.000 | 0.000 | |
| 0.5 | 0.000 | |||
| Regression Coefficients: Bottle—Preform (FANS = 0) | ||||
|---|---|---|---|---|
| Statistically Significant Linear Regression Coefficient Value (by Bonferroni Test) | Power of Heating Lamps | |||
| −0.1 | 0 | 0.1 | ||
| rPET content | 0 | 2.191965 | ||
| 0.25 | 1.993252 | 2.023823 | 2.084966 | |
| 0.5 | 1.430739 | |||
| arithmetic mean (see Table A21) | r2 = 1.993252 | (r1 + r3 + r5)/3 = 1.882176 | r4 = 2.084966 | |
| Influence of “Power of Heating LAMPS” on the Influence of “RPET Content” | |||
|---|---|---|---|
| Method of Taking into Account the rPET Content | Effect (see Figure 1b and Figure 2b) | Method of Calculation (see Table A21) | Change in Impact of RPET Content from LAMPS (see Figure 1b and Figure 2b) |
| Based on the 25% of rPET content (p0.25) | (2) RPET content (L) | r4 − r2 | 0.091714 |
| (2) RPET content (Q) | r3 − (r4 + r2)/2 | −0.015286 | |
| Based on arithmetic mean for rPET content | (2) RPET content (L) | r4 − r2 | 0.091714 |
| (2) RPET content (Q) | (r1 + r3 + r5)/3 − (r4 + r2)/2 | −0.156933 | |
Appendix C
Appendix C.1. The Method of Interpreting the Statistical Significance Effects Shown in Figure 1a and Figure 2a (Plan (b) in Table A1) Based on the Example of Density Measurements
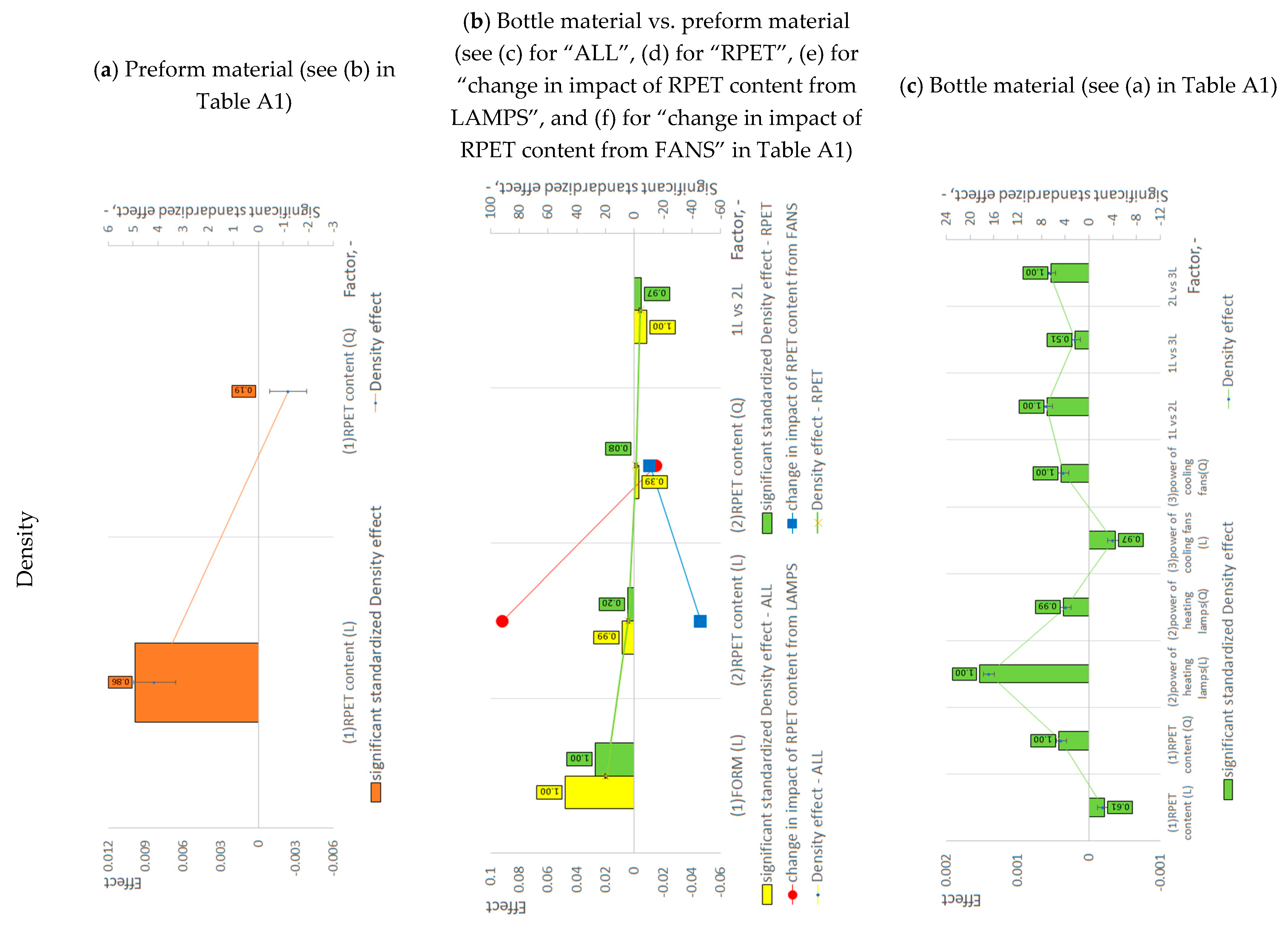
- Step 1: From Figure 1a, determine the sign (−, 0, +) of the linear main effect and the quadratic main effect of the influence of rPET content on the density of the preform material.
- Step 2: From Figure 1a, determine whether the power of the ANOVA test for a given effect is greater than 80%.
- Step 3: From Figure 1a, determine whether the absolute value of the quadratic main effect is greater than 1/4 or 1/2 of the absolute value of the linear main effect.
- Step 4: Make a symbolic interpretation of the effect of rPET content on the density of the preform material in terms of the linear and quadratic effect (interpret the linear main effect and the quadratic main effect against the linear main effect)—see Table A26.
- Step 5: Draw final conclusions from the symbolic interpretation of the linear main effect of the effect of rPET content on the density of the preform material (see Table A27). Assign the conclusion regarding the quadratic main effect against the linear main effect to one of the four different cases (see Table A28).
| Study | Figure | Feature | LINEAR EFFECT | QUADRATIC EFFECT | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A (RPET Content) | Power of the Test > 0.8 | A2 (RPET Content) | Power of the Test > 0.8 | |A2| > |¼ A| | |A2| > |½ A| | Extreme | Trend of Change for Low Values of Factor A | Trend of Change for High Values of Factor A | |Trend of Change for Low Values of Factor A| vs. |Trend of Change for High Values of Factor A| | |||
| Physical and thermal properties | 1a | Density (ρ) | (+) | YES | (0) | NO | n.a.4 | n.a.4 | n.a.4 | n.a.4 | n.a.4 | n.a.4 |
| Dependent Variables | Independent Variables | |||||
|---|---|---|---|---|---|---|
| SBM Process | RPET Content | Power of Heating Lamps | Power of Cooling Fans | |||
| Preform (Table S1) | Physical and thermal properties | Density | N/A | + | N/A | N/A |
| Object | Independent Variable | Trend Of Changes In The Dependent Variable | |||
|---|---|---|---|---|---|
| 1. Linear Variability of the Dependent Variable in Terms of the Independent Variable | Non-Linear Variation of the Dependent Variable Within the Range of the Independent Variable | ||||
| 2. No Change in the Sign of the Trend of Changes in the Dependent Variable | 3. No Clear Evidence of a Change in the Sign of the Trend of Changes in the Dependent Variable. | 4. Change in the Sign of the Trend of Changes in the Dependent Variable. | |||
| Preform (Table S1) | rPET content | (1) Density (+;0) | - | - | - |
Appendix C.2. The Method of Interpreting the Statistical Significance Effects Shown in Figure 1b and Figure 2b (Plans (c), (d), (e), (f) in Table A1) Based on the Example of Density Measurements
- Step 1: From Figure 1b, determine the sign (−, 0, +) of the linear two-way interaction effect for the influence of the SBM process and the rPET content (A × B) on the density of the bottle material relative to the density of the preform material. From Figure 1b, determine whether the absolute value of the linear main effect of the influence of the SBM process (A) is greater than the absolute value of the linear two-way interaction effect (A × B), and determine whether the absolute value of the linear main effect of the influence of rPET content (B) is greater than the absolute value of the linear two-way interaction effect (A × B) (see Table A29).
- Step 2: From Figure 1b, determine the sign (−, 0, +) of the linear main effect of the influence of the SBM process (A) and of the linear main effect of the influence of rPET content (B) on the density of the bottle material relative to the density of the preform material. From Figure 1b, determine whether the absolute value of the linear main effect of the influence of the SBM process (A) is greater than the absolute value of the linear main effect of the influence of rPET content (B) (see Table A29).
- Step 3: Based on Table A30, make a symbolic interpretation of the linear effect of the SBM process (A) in terms of the level of Factor B (i.e., low level of Factor B (B−), which means 0% of rPER content, while the high level of Factor B (B+) means 50%of rPET content). Make a symbolic interpretation of the linear effect of the rPET content (B) in terms of the level of Factor A (i.e., low level of Factor A (A−), which means preform, while the high level of Factor A (A+) means bottle) (see Table A29).
- Step 5: Draw final conclusions from the symbolic interpretation of the linear main effect of the effect of the SBM process, and of rPET content on the density of the bottle material relative to the density of the preform material (see Table A31).
- Step 7: From Figure 1b, determine whether the absolute value of the quadratic main effect is greater than 1/4 or 1/2 of the absolute value of the linear main effect of the influence of rPET content on the density of the bottle material relative to the density of the preform material (see Table A32).
- Step 8: Make a symbolic interpretation of the effect of rPET content on the density of the bottle material relative to the density of the preform material in terms of the quadratic effect (interpret the quadratic main effect against the linear main effect)—see Table A32.
- Step 9: Assign the conclusion regarding the quadratic main effect against the linear main effect to one of the four different cases (see Table A33).
- Step 10: Determine the conclusion regarding the impact of the power of the heating lamps and the power of the cooling fans on the change in the effect of the rPET content on the density bottle material relative to the density of the preform material in the SBM process—see Table A29 (see Table A25 for the impact of the power of the heating lamps on the change in the effect of the rPET content).
| Study | Figure | Feature | Linear Effects of the SBM Process (A) and RPET Content (B) | |||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Linear Two-Way Interactions | Linear Main Effects with Respect to Linear Two-Way Interactions | |||||||||||||||||||||||||
| A × B | A (SBM Process—FORM) | B (RPET Content) | ||||||||||||||||||||||||
| A (SBM Process) | B (RPET Content) | A × B | |A| vs. |B| | |A × B| vs. |A| | |A × B| vs. |B| | The Power of the Test > 0.8 | Quantitative Independence from Factor B | Trend of Change for a Low Level of Factor B: (B−) | Trend of Change for a High Level of Factor B: (B+) | Relative Absolute Value of the Trends for Low and High Levels of Factor B: |B−| vs. |B+| | Qualitative Independence from Factors B | Qualitative Main Effect of Factor A | Power of the Test > 0.8 | Quantitative Independence from Factor A | Trend of Change for a Low Level of Factor A: (A−) | Trend of Change for a High Level of Factor A: (A+) | Relative Absolute Value of the Trends for Low and High Levels of Factor A: |A−| vs. |A+| | Qualitative Independence from Factors A | Qualitative Main Effect of Factor B | Power of the Test > 0.8 | Change of Impact on the Feature of RPER Content from the Power of LAMPS (Table A1e) | Change of Impact on the Feature of RPER Content from the Power of FANS (Table A1f) | ||||
| Physical and thermal properties | 1b | Density (ρ) | ALL | (+) | (+) | (−) | > | < | = | YES | NO | (+) | (+) | > | YES | (+) | YES | NO | (+) | 0 | n.a.2 | YES | (+) | YES | + | - |
| RPET | (+) | (+) | (−) | > | < | = | YES | NO | (+) | (+) | > | YES | (+) | YES | NO | (+) | 0 | n.a.2 | YES | (+) | NO | n.a.7 | n.a.7 | |||
| No. [17] | Effect Sign | Relative Absolute Values of Effects | Factor A (Dependent Variable A) | Factor B (Dependent Variable B) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A | B | A × B | |A| vs. |B| | |A × B| vs. |A| | |A × B| vs. |B| | Trend of Change for a Low Level of Factor B: (B−) | Trend of Change for a High Level of Factor B: (B+) | Initial Value, i.e., in A−, for Low and High Levels of Factor B: (B−) vs. (B+) | Trends of Change for Low and High Levels of Factor B Intersect in the Domain of Change of Factor A | Relative Absolute Value of the Trends for Low and High Levels of Factor B: |B−| vs. |B+| | Trend of Change for a Low Level of Factor A: (A−) | Trend of Change for a High Level of Factor A: (A+) | Initial Value, i.e., in B−, for Low and High Levels of Factor A: (A−) vs. (A+) | Trends of Change for Low and High Levels of Factor A Intersect in the Domain of Change of Factor B | Relative Absolute Value of the Trends for Low and High Levels of Factor A: |A−| vs. |A+| | |
| 106 | + | + | - | > | < | = | (+) | (+) | < | (A+) | (>) | (+) | (0) | < | NO | n.a.2 |
| Dependent Variables | Independent Variables | ||||||
|---|---|---|---|---|---|---|---|
| SBM Process | RPET Content | Power of Heating Lamps | Power of Cooling Fans | ||||
| Bottle vs. preform (Table S2) | Physical and thermal properties | Density | + | Preform + | Bottle 0 | N/A | N/A |
| Study | Figure | Feature | Quadratic Main Effects with Respect to Linear Main Effects of RPET Content (B) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Linear Effect | Sign of Quadratic Main Effect | Extreme | Trend of Change for Low Values of Factor B | Trend of Change for High Values of Factor B | |Trend of Change for Low Values of Factor B| vs. |Trend of Change for High Values of Factor B| | Power of the Test > 0.8 | Change of Impact on Feature of RPER Content from | |||||||
| |B²| > |¼ B| | |B²| > |½ B| | Sign of Linear Main Effect | Power of LAMPS (Table A1e) | Power of FANS (Table A1f) | ||||||||||
| Physical and thermal properties | 1b | Density (ρ) | ALL | NO | NO | (+) | (−) | n.a.5 | (+) | (+) | < | NO | - | - |
| RPET | n.a.4 | n.a.4 | (+) | 0 | n.a.4 | n.a.4 | n.a.4 | n.a.4 | NO | n.a.7 | n.a.7 | |||
| Object | Independent Variable | Trend of Changes in the Dependent Variable | |||
|---|---|---|---|---|---|
| 1. Linear Variability of the Dependent Variable in Terms of the Independent Variable | Non-Linear Variation of the Dependent Variable Within the Range of the Independent Variable | ||||
| 2. No Change in the Sign of the Trend of Changes in the Dependent Variable | 3. No Clear Evidence of a Change in the Sign of the Trend of Changes in the Dependent Variable. | 4. Change in the Sign of the Trend of Changes in the Dependent Variable. | |||
| Bottle and Preform (Table S3) | rPET content | (1) Density “RPET” (+;0) | (1) Density “ALL” (+;−) | - | - |
Appendix C.3. The Method of Interpreting the Statistical Significance Effects Shown in Figure 1c, Figure 2c and Figure 3 (Plan (a) in Table A1) Based on the Example of Density Measurements
- Step 1: From Figure 1c, determine the sign (−, 0, +) of the linear two-way interaction effects for the influence of the rPET content and the power of heating lamps (A × B), of the rPET content and the power of cooling fans (A × C) and of the power of heating lamps and the power of cooling fans (B × C) on the density of the bottle material. From Figure 1c, determine whether the absolute value of the linear main effect of the influence of rPET content (A) is greater than the absolute value of the linear two-way interaction effect (A × B), and determine whether the absolute value of the linear main effect of the influence of the power of heating lamps (B) is greater than the absolute value of the linear two-way interaction effect (A × B). The same procedure must be followed for the main linear effects A and C in relation to the linear interaction effect A × C and for the main linear effects B and C in relation to the linear interaction effect A × C (see Table A34).
- Step 2: From Figure 1c, determine the sign (−, 0, +) of the linear main effect of the influence of the rPET content (A) and of the linear main effect of the influence of the power of heating lamps (B) on the density of the bottle material. From Figure 1c, determine whether the absolute value of the linear main effect of the influence of rPET content (A) is greater than the absolute value of the linear main effect of the influence of rPET content (B). The same procedure must be followed for the main linear effects A and C and for the main linear effects B and C (see Table A34).
- Step 3: Based on Table A35, make a symbolic interpretation of the linear effect of the rPET content (A) in terms of the level of Factor B (i.e., a low level of Factor B (B−), which means low power of heating lamps, while the high level of Factor B (B+) means high power of heating lamps). Make a symbolic interpretation of the linear effect of the power of heating lamps (B) in terms of the level of Factor A (i.e., low level of Factor A (A−), which means 0% of rPER content, while a high level of Factor A (A+) means 50% of rPET content). The same procedure must be followed for the main linear effects A and C and for the main linear effects B and C (see Table A36).
- Step 5: Draw final conclusions from the symbolic interpretation of the linear main effect of the effect of the rPET content, the power of heating lamps, and the power of cooling fans on the density of the bottle material (see Table A37).
- Step 7: From Figure 1c, determine whether the absolute value of the quadratic main effect of the rPET content is greater than 1/4 or 1/2 of the absolute value of the linear main effect of the influence of rPET content on the density of the bottle material. The same procedure must be followed for the power of heating lamps and for the power of cooling fans (see Table A38).
- Step 8: Make a symbolic interpretation of the effect of rPET content, of the effect of the power of heating lamps, and of the effect of the power of cooling fans on the density of the bottle material in terms of the quadratic effect (interpret the quadratic main effect against the linear main effect)—see Table A38.
- Step 9: Assign the conclusion regarding the quadratic main effect against the linear main effect to one of the four different cases (see Table A39).
| Study | Figure | Feature | Linear Two-Way Interactions | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A × B | A × C | B × C | |||||||||||||||||||||
| A (PRET Content) | B (Power of LAMPS) | A × B | |A| vs. |B| | |A × B| vs. |A| | |A × B| vs. |B| | Power of the Test > 0.8 | A (PRET Content) | C (Power of FANS) | A × C | |A| vs. |C| | |A × C| vs. |A| | |A × C| vs. |C| | Power of the Test > 0.8 | B (Power of LAMPS) | C (Power of FANS) | B × C | |B| vs. |C| | |B × C| vs. |B| | |B × C| vs. |C| | Power of the Test > 0.8 | |||
| Physical and thermal properties | 1c | Density (ρ) | (−) | (+) | (+) | < | > | < | YES | (−) | (−) | (+) | < | = | < | NO | (+) | (−) | (+) | > | < | > | YES |
| No. [17] | Effect Sign | Relative Absolute Values of Effects | Factor A (Dependent Variable A) | Factor B (Dependent Variable B) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A | B | A × B | |A| vs. |B| | |A × B| vs. |A| | |A × B| vs. |B| | Trend of Change for a Low Level of Factor B: (B−) | Trend of Change for a High Level of Factor B: (B+) | Initial Value, i.e., in A−, for Low and High Levels of Factor B: (B−) vs. (B+) | Trends of Change for Low and High Levels of Factor B Intersect in the Domain of Change of Factor A | Relative Absolute Value of the Trends for Low and High Levels of Factor B: |B−| vs. |B+| | Trend of Change for a Low Level of Factor A: (A−) | Trend of Change for a High Level of Factor A: (A+) | Initial Value, i.e., in B−, for Low and High Levels of Factor A: (A−) vs. (A+) | Trends of Change for Low and High Levels of Factor A Intersect in the Domain of Change of Factor B | Relative Absolute Value of the Trends for Low and High Levels of Factor A: |A−| vs. |A+| | |
| 151 (A × B) | − | + | + | < | > | < | (−) | (+) | < | NO | (>) | (+) | (+) | > | YES | (<) |
| 77 (A × C) | − | − | + | < | = | < | (−) | (0) | > | NO | n.a.2 | (−) | (−) | > | (B+) | (>) |
| 129 (B × C) | + | − | + | > | < | > | (+) | (+) | > | YES | (<) | (−) | (+) | < | NO | (>) |
| Study | Figure | Feature | Linear Main Effects with Respect to Linear Two-Way Interactions | ||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A (RPET Content) | B (Power of LAMPS) | C (Power of FANS) | |||||||||||||||||||||||||||||||||
| A × B | A × C | Qualitative Independence from Factors B and C | Qualitative Main Effect of Factor A | Power of the Test > 0.8 | A × B | B × C | Qualitative Independence from Factors A and C | Qualitative Main Effect of Factor B | Power of the Test > 0.8 | A × C | B × C | Qualitative Independence from Factors A and B | Qualitative Main Effect of Factor C | Power of the Test > 0.8 | |||||||||||||||||||||
| Quantitative Independence from Factor B | Trend of Change for a Low Level of Factor B: (B−) | Trend of Change for a High Level of Factor B: (B+) | Relative Absolute Value of the Trends for Low and High Levels of Factor B: |B−| vs. |B+| | Quantitative Independence from Factor C | Trend of Change for a Low Level of Factor C: (C−) | Trend of Change for a High Level of Factor C: (C+) | Relative Absolute Value of the Trends for Low and High Levels of Factor C: |C−| vs. |C+| | Quantitative Independence from Factor A | Trend of Change for a Low Level of Factor A: (A−) | Trend of Change for a High Level of Factor A: (A+) | Relative Absolute Value of the Trends for Low and High Levels of Factor A: |A−| vs. |A+| | Quantitative Independence from Factor C | Trend of Change for a Low Level of Factor C: (C−) | Trend of Change for a High Level of Factor C: (C+) | Relative Absolute Value of the Trends for Low and High Levels of Factor C: |C−| vs. |C+| | Quantitative Independence from Factor A | Trend of Change for a Low Level of Factor A: (A−) | Trend of Change for a High Level of Factor A: (A+) | Relative Absolute Value of the Trends for Low and High Levels of Factor A: |A−| vs. |A+| | Quantitative Independence from Factor B | Trend of Change for a Low Level of Factor B: (B−) | Trend of Change for a High Level of Factor B: (B+) | Relative Absolute Value of the Trends for Low and High Levels of Factor B: |B−| vs. |B+| | ||||||||||||
| Physical and thermal properties | 1c | Density (ρ) | NO | (−) | (+) | > | NO | (−) | 0 | n.a.2 | NO | n.a.3 | NO | NO | (+) | (+) | < | NO | (+) | (+) | > | NO | n.a.3 | YES | NO | (−) | (−) | > | NO | (−) | (+) | < | NO | n.a.3 | YES |
| Dependent Variables | Independent Variables | |||||||
|---|---|---|---|---|---|---|---|---|
| SBM Process | RPET Content | Power of Heating Lamps | Power of Cooling Fans | |||||
| Bottle (Table S5) | Physical and thermal properties | Density | N/A | LAMPS − | + | FANS − | 0 | + | RPET − | LAMPS − | + |
| Study | Figure | Feature | Quadratic Main Effects with Respect to Linear Main Effects | |||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A² (RPET Content) | B² (Power of LAMPS) | C² (Power of FANS) | ||||||||||||||||||||||||||||||
| Does the Quadratic Effect Occur? | Linear Effect | Sign of Quadratic Main Effect | Extreme | Trend of Change for Low Values of Factor A | Trend of Change for High Values of Factor A | |Trend of Change for Low Values of Factor A| vs. |Trend of Change for High Values of Factor A| | Power of the Test > 0.8 | Does the Quadratic Effect Occur? | Linear Effect | Sign of Quadratic Main Effect | Extreme | Trend of Change for Low Values of Factor B | Trend of Change for High Values of Factor B | |Trend of Change for Low Values of Factor B| vs. |Trend of Change for High Values of Factor B| | Power of the Test > 0.8 | Does the Quadratic Effect Occur? | Linear Effect | Sign of Quadratic Main Effect | Extreme | Trend of Change for Low Values of Factor C | Trend of Change for High Values of Factor C | |Trend of Change for Low Values of Factor C| vs. |Trend of Change for High Values of Factor C| | Power of the Test > 0.8 | |||||||||
| |A²| > |¼ A| | |A²| > |½ A| | Sign of Linear Main Effect | |B²| > |¼ B| | |B²| > |½ B| | Sign of Linear Main Effect | |C²| > |¼ C| | |C²| > |½ C| | Sign of Linear Main Effect | ||||||||||||||||||||||||
| Physical and thermal properties | 1c | Density (ρ) | YES | YES | YES | (−) | (+) | MAX | (+) | (−) | << | YES | YES | NO | NO | (+) | (+) | n.a.5 | (+) | (+) | > | YES | YES | YES | YES | (−) | (+) | MAX | (+) | (−) | << | YES |
| Object | Independent Variable | Trend of Changes in the Dependent Variable | |||
|---|---|---|---|---|---|
| 1. Linear Variability of the Dependent Variable in Terms of the Independent Variable | Non-Linear Variation of the Dependent Variable Within the Range of the Independent Variable | ||||
| 2. No Change in the Sign of the Trend of Changes in the Dependent Variable | 3. No Clear Evidence of a Change in the Sign of the Trend of Changes in the Dependent Variable | 4. Change in the Sign of the Trend of Changes in the Dependent Variable | |||
| Bottle (Table S6) | rPET content | - | - | - | (1) Density (−;+) |
| Power of heating lamps | - | (1) Density (+;+) | - | - | |
| Power of cooling fans | - | - | - | (1) Density (−;+) | |
References
- Enache, A.-C.; Grecu, I.; Samoila, P. Polyethylene Terephthalate (PET) Recycled by Catalytic Glycolysis: A Bridge toward Circular Economy Principles. Materials 2024, 17, 2991. [Google Scholar] [CrossRef] [PubMed]
- Gnoffo, C.; Arrigo, R.; Frache, A. An Upcycling Strategy for Polyethylene Terephthalate Fibers: All-Polymer Composites with Enhanced Mechanical Properties. J. Compos. Sci. 2024, 8, 527. [Google Scholar] [CrossRef]
- Magazzù, A.; Marcuello, C. Investigation of Soft Matter Nanomechanics by Atomic Force Microscopy and Optical Tweezers: A Comprehensive Review. Nanomaterials 2023, 13, 963. [Google Scholar] [CrossRef] [PubMed]
- Wawrzyniak, P.; Datta, J. Characteristics of the blowing stages of poly (ethylene terephthalate) preforms in the blowing process with simultaneous stretching. Przem. Chem. 2015, 94, 1114–1118. [Google Scholar] [CrossRef]
- Wawrzyniak, P.; Datta, J. Stretch blow molding machines used for manufacturing PET bottles. Przem. Chem. 2015, 94, 1110–1113. [Google Scholar] [CrossRef]
- Wawrzyniak, P.; Karaszewski, W. A literature survey of the influence of preform reheating and stretch blow molding with hot mold process parameters on the properties of PET containers. Part I. Polimery 2020, 65, 346–356. [Google Scholar] [CrossRef]
- Wawrzyniak, P.; Karaszewski, W. A literature survey of the influence of preform reheating and stretch blow molding with hot mold process parameters on the properties of PET containers. Part II. Polimery 2020, 65, 437–448. [Google Scholar] [CrossRef]
- Le, A.-D.; Gilblas, R.; Lucin, V.; Le Maoult, Y.; Schmidt, F. Infrared heating modeling of recycled PET preforms in injection stretch blow molding process. Int. J. Therm. Sci. 2022, 181, 107762. [Google Scholar] [CrossRef]
- Yan, S.; Menary, G.; Nixon, J. A novel methodology to characterize the constitutive behaviour of polyethylene terephthalate for the stretch blow moulding process. Mech. Mater. 2017, 104, 93–106. [Google Scholar] [CrossRef]
- Awaja, F.; Pavel, D. Injection stretch blow moulding process of reactive extruded recycled PET and virgin PET blends. Eur. Polym. J. 2005, 41, 2614–2634. [Google Scholar] [CrossRef]
- Bordival, M.; Schmidt, F.M.; Le Maoult, Y.; Velay, V. Optimization of preform temperature distribution for the stretch-blow molding of PET bottles: Infrared heating and blowing modeling. Polym. Eng. Sci. 2009, 49, 783–793. [Google Scholar] [CrossRef]
- Thibault, F.; Malo, A.; Lanctot, B.; Diraddo, R. Diraddo, Preform shape and operating condition optimization for the stretch blow molding process. Polym. Eng. Sci. 2007, 47, 289–301. [Google Scholar] [CrossRef]
- Pham, X.-T.; Thibault, F.; Lim, L.-T. Modeling and simulation of stretch blow molding of polyethylene terephthalate. Polym. Eng. Sci. 2004, 44, 1460–1472. [Google Scholar] [CrossRef]
- McEvoy, J.P.; Armstrong, C.G.; Crawford, R.J. Simulation of the stretch blow molding process of PET bottles. Adv. Polym. Technol. 1998, 17, 339–352. [Google Scholar] [CrossRef]
- Wawrzyniak, P.; Karaszewski, W. Blowing kinetics, pressure resistance, thermal stability, and relaxation of the amorphous phase of the PET container in the SBM process with hot and cold mold. Part I: Research methodology and results. Polymers 2020, 12, 1749. [Google Scholar] [CrossRef]
- Wawrzyniak, P.; Karaszewski, W. Blowing kinetics, pressure resistance, thermal stability, and relaxation of the amorphous phase of the PET container in the SBM process with hot and cold mold. Part II: Statistical Analysis and Interpretation of Tests. Polymers 2020, 12, 1761. [Google Scholar] [CrossRef] [PubMed]
- Wawrzyniak, P.; Karaszewski, W.; Różański, A. Effect of rPET Content and Preform Heating/Cooling Conditions in the Stretch Blow Molding Process on Microcavitation and Solid-State Post-Condensation of vPET-rPET Blend: Part I—Research Methodology and Results. Materials 2024, 17, 5233. [Google Scholar] [CrossRef] [PubMed]
- Wawrzyniak, P.; Karaszewski, W.; Różański, A. Cavitation and Solid-State Post-Condensation of Polyethylene Terephthalate: Literature Review. Materials 2024, 17, 5637. [Google Scholar] [CrossRef]
- Heidrich, D.; Gehde, M. The 3-Phase Structure of Polyesters (PBT, PET) after Isothermal and Non-Isothermal Crystallization. Polymers 2022, 14, 793. [Google Scholar] [CrossRef]
- Zhang, Y.; Ben Jar, P.Y.; Xue, S.; Li, L. Quantification of strain-induced damage in semi-crystalline polymers: A review. J. Mater. Sci. 2019, 54, 62–82. [Google Scholar] [CrossRef]
- Dong, W.; Zhao, J.; Li, C.; Guo, M.; Zhao, D.; Fan, Q. Study of the amorphous phase in semicrystalline poIy(ethyIene terephthalate) via dynamie mechanical thermal analysis. Polym. Bull. 2002, 49, 197–203. [Google Scholar] [CrossRef]
- Kansy, J. Microcomputer program for analysis of positron annihilation lifetime spectra. Nucl. Instrum. Methods A 1996, 374, 235–244. [Google Scholar] [CrossRef]
- Sharma, S.K.; Pujari, P.K. Role of free volume characteristics of polymer matrix in bulk physical properties of polymer nanocomposites: A review of positron annihilation lifetime studies. Prog. Polym. Sci. 2017, 75, 31–47. [Google Scholar] [CrossRef]
- Jean, Y.C.; Van Horn, J.D.; Hung, W.S.; Lee, K.R. Perspective of Positron Annihilation Spectroscopy in Polymers. Macromolecules 2013, 46, 7133–7145. [Google Scholar] [CrossRef]
- Lind, J.H.; Jones, P.L.; Pearsall, G.W. A Positron-Annihilation Lifetime Study of Isotactic Polypropylene. J. Polym. Sci. Part A Polym. Chem. 1986, 24, 3033–3047. [Google Scholar] [CrossRef]
- Nakanishi, H.; Jean, Y.C.; Smith, E.G.; Sandreczki, T.C. Positronium Formation at Free-Volume Sites in the Amorphous Regions of Semicrystalline Peek. J. Polym. Sci. Part B Polym. Phys. 1989, 27, 1419–1424. [Google Scholar] [CrossRef]
- de Daubeny, R.P.; Bunn, C.W.; Brown, C.J. The crystal structure of polyethylene terephthalate. Proc. Roy. Soc. 1954, 226, 531. [Google Scholar] [CrossRef]
- Gouissem, L.; Douibi, A.; Benachour, D. The Evolution of Properties of Recycled Poly(ethylene terephthalate) as Function of Chain Extenders, the Extrusion Cycle and Heat Treatment. Polym. Sci. Ser. A 2014, 56, 844–855. [Google Scholar] [CrossRef]
- Galeski, A. Strength and toughness of crystalline polymer systems. Prog. Polym. Sci. 2003, 28, 1643–1699. [Google Scholar] [CrossRef]
- Rastogi, R.; Vellinga, W.P.; Rastogi, S.; Schick, C.; Meijer, H.E.H. The Three-Phase Structure and Mechanical Properties of Poly(ethylene terephthalate). J. Polym. Sci. Part B Polym. Phys. 2004, 42, 2092–2106. [Google Scholar] [CrossRef]
- Gantillon, B.; Spitz, R.; McKenna, T.F. The Solid State Postcondensation of PET, 1. Macromol. Mater. Eng. 2004, 289, 88–105. [Google Scholar] [CrossRef]
- Makarewicz, C.; Safandowska, M.; Idczak, R.; Rozanski, A. Plastic Deformation of Polypropylene Studied by Positron Annihilation Lifetime Spectroscopy. Macromolecules 2022, 55, 10062–10076. [Google Scholar] [CrossRef]
- Hagihara, H.; Oishi, A.; Funabashi, M.; Kunioka, M.; Suda, H. Free-volume hole size evaluated by positron annihilation lifetime spectroscopy in the amorphous part of poly(ethylene terephthalate) degraded by a weathering test. Polym. Degrad. Stab. 2014, 110, 389–394. [Google Scholar] [CrossRef]
- Dyląg, Z.; Jakubowicz, A.; Orłoś, Z. Wytrzymałość Materiałów Tom 2; WNT: Warszawa, Polnad, 2013; ISBN 978-83-7926-105-5. (In Polish) [Google Scholar]
- Galeski, A.; Rozanski, A. Cavitation during Drawing of Crystalline Polymers. Macromol. Symp. 2011, 298, 1–9. [Google Scholar] [CrossRef]
- Ronkay, F.; Czigany, T. Cavity formation and stress-oscillation during the tensile test of injection molded specimens made of PET. Polym. Bull. 2006, 57, 989–998. [Google Scholar] [CrossRef]
- Olson, B.G.; Lin, J.; Nazarenko, S.; Jamieson, A.M. Positron Annihilation Lifetime Spectroscopy of Poly(ethylene terephthalate): Contributions from Rigid and Mobile Amorphous Fractions. Macromolecules 2003, 36, 7618–7623. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wawrzyniak, P.; Karaszewski, W.; Safandowska, M.; Idczak, R. Effect of rPET Content and Preform Heating/Cooling Conditions in the Stretch Blow Molding Process on Microcavitation and Solid-State Post-Condensation of vPET-rPET Blend: Part II—Statistical Analysis and Interpretation of Tests. Materials 2025, 18, 36. https://doi.org/10.3390/ma18010036
Wawrzyniak P, Karaszewski W, Safandowska M, Idczak R. Effect of rPET Content and Preform Heating/Cooling Conditions in the Stretch Blow Molding Process on Microcavitation and Solid-State Post-Condensation of vPET-rPET Blend: Part II—Statistical Analysis and Interpretation of Tests. Materials. 2025; 18(1):36. https://doi.org/10.3390/ma18010036
Chicago/Turabian StyleWawrzyniak, Paweł, Waldemar Karaszewski, Marta Safandowska, and Rafał Idczak. 2025. "Effect of rPET Content and Preform Heating/Cooling Conditions in the Stretch Blow Molding Process on Microcavitation and Solid-State Post-Condensation of vPET-rPET Blend: Part II—Statistical Analysis and Interpretation of Tests" Materials 18, no. 1: 36. https://doi.org/10.3390/ma18010036
APA StyleWawrzyniak, P., Karaszewski, W., Safandowska, M., & Idczak, R. (2025). Effect of rPET Content and Preform Heating/Cooling Conditions in the Stretch Blow Molding Process on Microcavitation and Solid-State Post-Condensation of vPET-rPET Blend: Part II—Statistical Analysis and Interpretation of Tests. Materials, 18(1), 36. https://doi.org/10.3390/ma18010036