
Comparative Study on Combined Addition of Gd-Ce and Gd-Y on the Mechanical Properties and Electrochemical Behavior of Mg-Zn-Mn-Ca Alloys

 ,
,
Abstract
1. Introduction
2. Experimental Method
2.1. Material Preparation
2.2. Microstructural Characterization
2.3. Mechanical Properties Test
2.4. Electrochemical Experiment
3. Results and Discussion
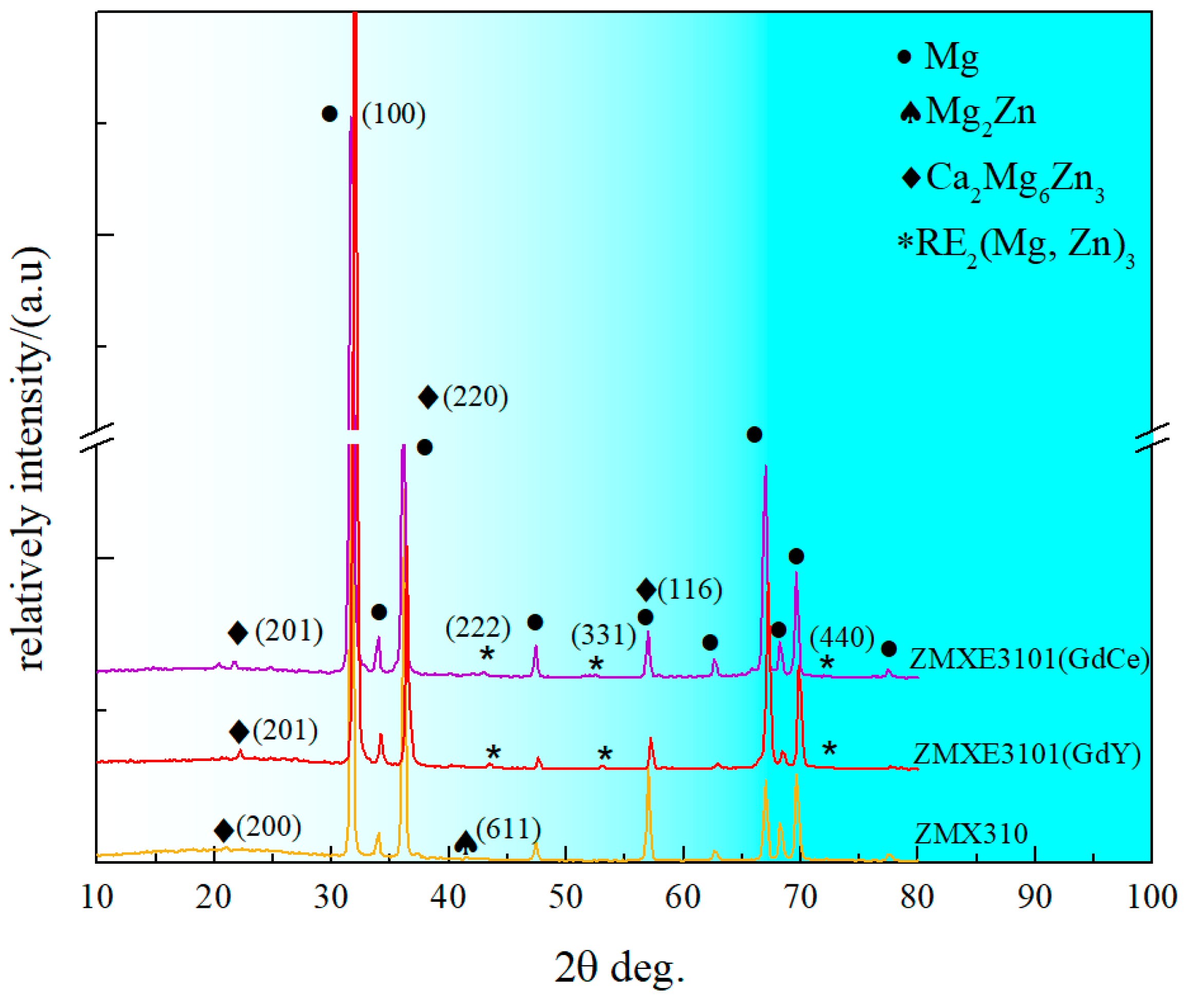
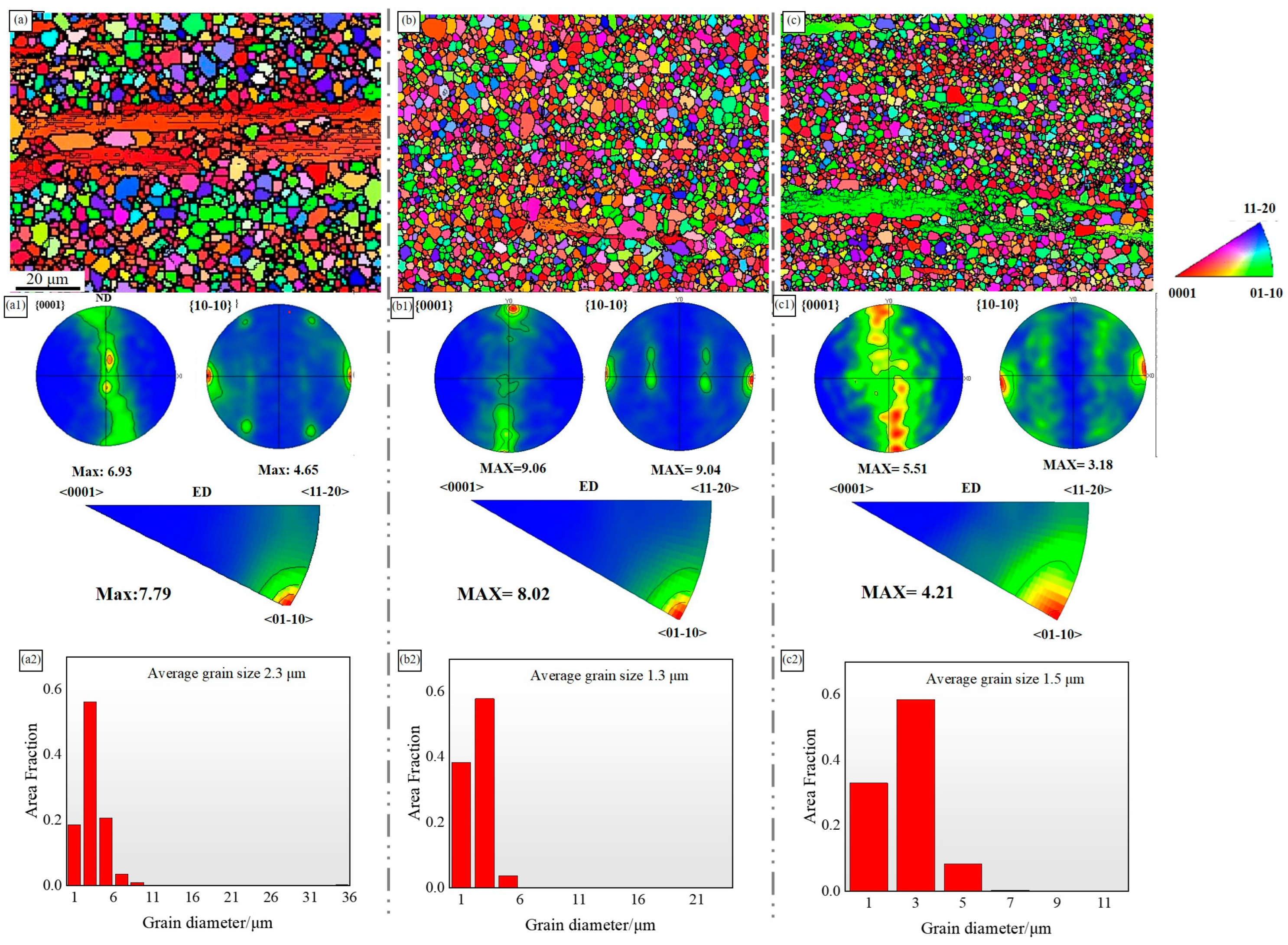
3.1. Microstructure
3.2. Mechanical Properties
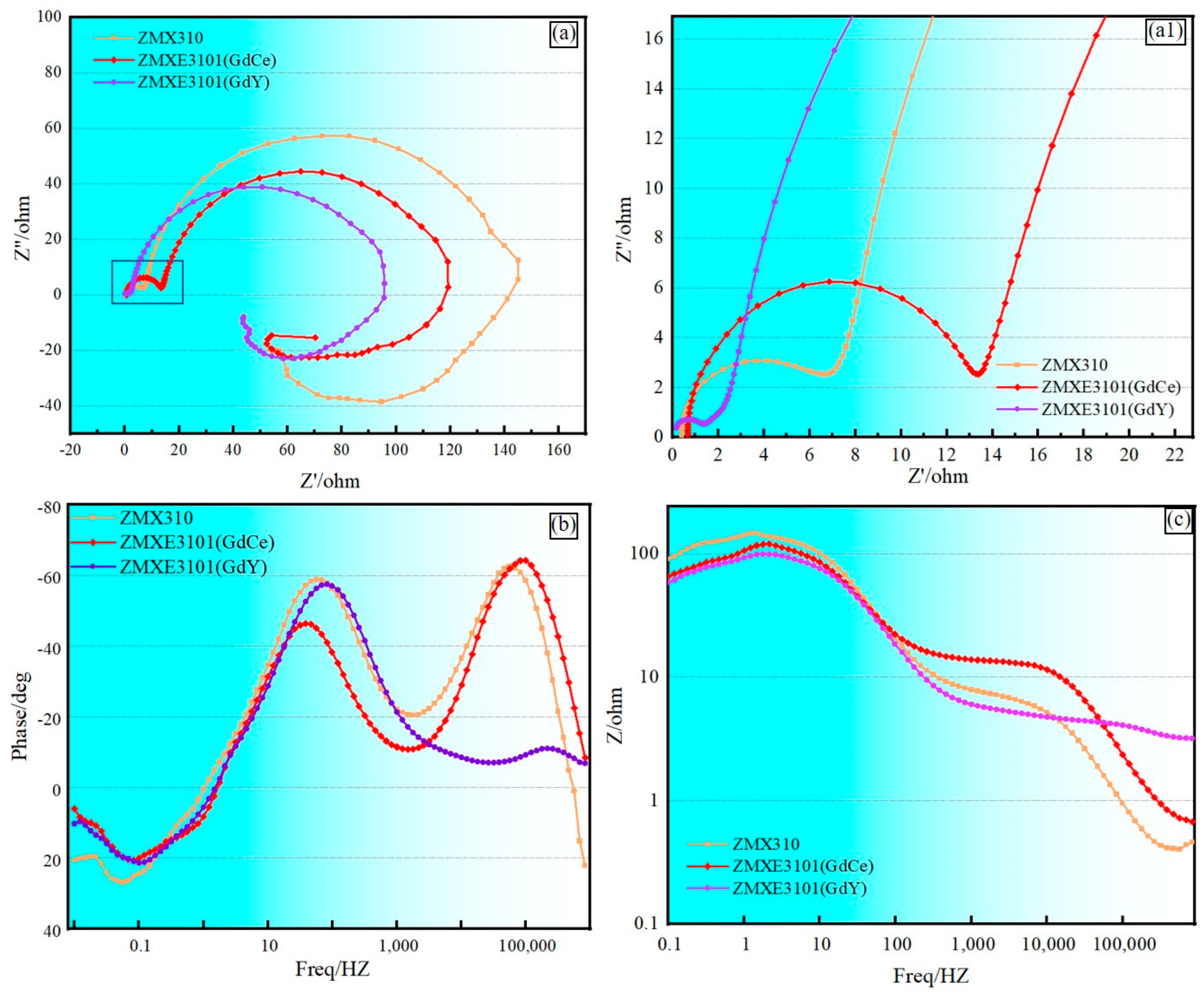
3.3. Electrochemical Behavior
3.4. Conclusions
- (1)
- The addition of composite rare earths significantly refines the grain size of Mg-Zn-Mn-Ca alloys. Under the extrusion conditions employed in this study, the addition of Gd-Ce effectively promotes alloy recrystallization but increases the intensity of deformation texture components. In contrast, the addition of Gd-Y significantly refines the microstructure of the alloy but attenuates its deformation texture.
- (2)
- For Mg-3Zn-0.5Ca-0.5Mn alloy, the simultaneous addition of Gd-Ce and Gd-Y substantially enhances both the yield and tensile strengths of the alloy, with comparable improvement levels. However, the addition of Gd-Y results in less sacrifice of plasticity in Mg-3Zn-0.5Ca-0.5Mn alloy, which is attributed to its finer recrystallized grain size and weaker deformation texture.
- (3)
- The addition of both Gd-Ce and Gd-Y increases the corrosion current of magnesium alloys. However, Mg-Zn-Mn-Ca alloy with Gd-Y exhibits better corrosion resistance. As revealed by EIS analysis, this is because the addition of Gd-Ce forms a capacitor loop with greater impedance during corrosion, indicating the formation of a protective layer, whereas the addition of Gd-Y hardly forms such a protective layer.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, X.; Wan, Q.-H.; Zhu, B.-W.; Liu, W.-H.; Li, L.-X.; Xu, C.-C.; Guo, P.-C. Effect of low-angle grain boundary and twin on precipitation mechanism in pre-rolled AZ91 magnesium alloy. J. Mater. Sci. 2024, 59, 3662–3675. [Google Scholar] [CrossRef]
- Hu, K.; Li, C.; Xu, G.; Ruizhen, G.; Le, Q.; Liao, Q. Effect of extrusion temperature on the microstructure and mechanical properties of low Zn containing wrought Mg alloy micro-alloying with Mn and La-rich misch metal. Mater. Sci. Eng. A 2019, 742, 692–703. [Google Scholar] [CrossRef]
- Jin, S.-C.; Cha, J.W.; Lee, J.H.; Lee, T.; Han, S.-H.; Park, S.H. Improvement in tensile strength of extruded Mg–5Bi alloy through addition of Sn and its underlying strengthening mechanisms. J. Magnes. Alloys 2022, 10, 3100–3112. [Google Scholar] [CrossRef]
- Zhang, J.H.; Nie, K.B.; Deng, K.K.; Han, X.Z.; Wang, Z.D. Effect of Nd on the microstructure and mechanical properties of Mg–3Zn-0.5Zr alloy. Mater. Sci. Eng. A 2022, 838. [Google Scholar] [CrossRef]
- Matsubara, H.; Ichige, Y.; Fujita, K.; Nishiyama, H.; Hodouchi, K. Effect of impurity Fe on corrosion behavior of AM50 and AM60 magnesium alloys. Corros. Sci. 2013, 66, 203–210. [Google Scholar] [CrossRef]
- Ding, Z.-Y.; Cui, L.-Y.; Zeng, R.-C.; Zhao, Y.-B.; Guan, S.-K.; Xu, D.-K.; Lin, C.-G. Exfoliation corrosion of extruded Mg-Li-Ca alloy. J. Mater. Sci. Technol. 2018, 34, 1550–1557. [Google Scholar] [CrossRef]
- Baek, S.M.; Kim, H.J.; Jeong, H.Y.; Sohn, S.D.; Shin, H.J.; Choi, K.J.; Lee, K.S.; Lee, J.G.; Yim, C.D.; You, B.S.; et al. Effect of alloyed Ca on the microstructure and corrosion properties of extruded AZ61 Mg alloy. Corros. Sci. 2016, 112, 44–53. [Google Scholar] [CrossRef]
- Luo, Y.; Deng, Y.; Guan, L.; Ye, L.; Guo, X. The microstructure and corrosion resistance of as-extruded Mg-6Gd-2Y- (0–1.5) Nd-0.2Zr alloys. Mater. Des. 2020, 186, 108289. [Google Scholar] [CrossRef]
- Zhao, Z.Y.; Guan, R.G.; Shen, Y.F.; Bai, P.K. Grain refinement mechanism of Mg-3Sn-1Mn-1La alloy during accumulative hot rolling. J. Mater. Sci. Technol. 2021, 91, 251–261. [Google Scholar] [CrossRef]
- Hu, Z.; Yin, Z.; Yin, Z.; Tang, B.; Huang, X.; Yan, H.; Song, H.; Luo, C.; Chen, X. Influence of Sm addition on microstructural and mechanical properties of as-extruded Mg–9Li–5Al alloy. J. Alloys Compd. 2020, 842, 155836. [Google Scholar] [CrossRef]
- He, C.; Yuan, M.; Jiang, B.; Bai, S.; Lei, B.; Qian, X.; Huang, G.; Zhang, D.; Pan, F. Improving the isotropy and formability of extruded Mg-2Gd-1Zn (wt.%) alloy sheet by introducing an ellipse texture. Mater. Sci. Eng. A 2022, 836, 142699. [Google Scholar] [CrossRef]
- Li, D.; Le, Q.; Li, X.; Wang, P.; Liao, Q.; Zhou, X.; Hu, C. The microstructure evolution and mechanical anisotropy of extruded Mg-2Zn-0.4Ce-0.4Mn alloy tube during tension in different directions. J. Alloys Compd. 2021, 873, 159829. [Google Scholar]
- Hu, K.; Liao, Q.; Li, C.; Le, Q.; Yu, F. High ductility induced by un-DRXed grains in a Mg–Zn–Mn–La–Ce alloy. J. Mater. Sci. 2019, 54, 1–16. [Google Scholar] [CrossRef]
- Asadi, A.H.; Kalayeh, P.M.; Mirzadeh, H.; Malekan, M.; Emamy, M. Precipitation kinetics and mechanical properties of Mg–Y–Zn and Mg–Y–Ni alloys containing long-period stacking ordered (LPSO) structures. J. Mater. Res. Technol. 2023, 24, 9513–9522. [Google Scholar] [CrossRef]
- Xu, Y.L.; Wang, S.W.; Wang, Y.Y.; Chen, L.; Yang, L.X.; Xiao, L.; Yang, L.; Hort, N. Mechanical behaviors of extruded Mg alloys with high Gd and Nd content. Prog. Nat. Sci. Mater. 2021, 31, 591–598. [Google Scholar] [CrossRef]
- Bao, J.; Li, Q.; Chen, X.; Zhang, Q.; Chen, Z. Microstructure and texture evolution with Sm addition in extruded Mg–Gd–Sm–Zr alloy. Mater. Res. Express 2021, 8, 096523. [Google Scholar] [CrossRef]
- Li, L.; Bao, J.; Qiao, M.; Tian, J.; Yang, Y.; Sha, J.; Zhang, Z. Improvement of strength-ductility balance and corrosion resistance in as-extruded Mg-Gd-Zn-Zr alloys by Zn/Gd ratio. Mater. Sci. Eng. A 2023, 872, 144979. [Google Scholar] [CrossRef]
- Xu, Y.; Li, J.; Qi, M.; Guo, W.; Deng, Y. A newly developed Mg-Zn-Gd-Mn-Sr alloy for degradable implant applications: Influence of extrusion temperature on microstructure, mechanical properties and in vitro corrosion behavior. Mater. Charact. 2022, 188, 111867. [Google Scholar] [CrossRef]
- Liu, L.; Zhou, X.J.; Yu, S.L.; Zhang, J.; Lu, X.Z.; Shu, X.; Su, Z.J. Effects of heat treatment on mechanical properties of an extruded Mg-4.3Gd-3.2Y-1.2Zn-0.5Zr alloy and establishment of its Hall-Petch relation. J. Magnes. Alloys 2022, 10, 501–512. [Google Scholar] [CrossRef]
- Zheng, J.; Chen, Z.; Yan, Z.; Zhang, Z.; Wang, Q.; Xue, Y. Preparation of ultra-high strength Mg-Gd-Y-Zn-Zr alloy by pre-ageing treatment prior to extrusion. J. Alloys Compd. 2022, 894, 162490. [Google Scholar] [CrossRef]
- Wu, G.; Li, Z.; Yu, J.; Hu, H.; Duan, Y.; Dong, B.; Zhang, Z. Texture evolution and effect on mechanical properties of repetitive upsetting-extruded and heat treatment Mg-Gd-Y-Zn-Zr alloy containing LPSO phases. J. Alloys Compd. 2023, 938, 168666. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, D.; Nagaumi, H.; Yang, X. Highly improved creep resistance of hot-extruded Mg-0.9Mn-0.5Ce alloy by conventional forging. Mater. Sci. Eng. A 2022, 857, 144083. [Google Scholar] [CrossRef]
- Li, Z.-J.; Wang, J.-G.; Yan, R.-F.; Chen, Z.-Y.; Ni, T.-Y.; Dong, Z.-Q.; Lu, T.-S. Effect of Ce addition on hot deformation behavior and microstructure evolution of AZ80 magnesium alloy. J. Mater. Res. Technol. 2022, 16, 1339–1352. [Google Scholar] [CrossRef]
- ASTM B557M-15; Standard Test Methods for Tension Testing Wrought and Cast Aluminum- and Magnesium-Alloy Products. ASTM Standards: West Conshohocken, PA, USA, 2014.
- Kavyani, M.; Ebrahimi, G.R.; Ezatpour, H.R.; Jahazi, M. Microstructure refinement, mechanical and biocorrosion properties of Mg–Zn–Ca–Mn alloy improved by a new severe plastic deformation process. J. Magnes. Alloys 2022, 10, 1640–1662. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, D.; Xu, J.; Feng, J.; Zhao, Y.; Jiang, B.; Pan, F. Improvement of mechanical properties of hot extruded and age treated Mg–Zn–Mn–Ca alloy through Sn addition. J. Alloys Compd. 2021, 850, 156711. [Google Scholar] [CrossRef]
- Sabbaghian, M.; Mahmudi, R.; Shin, K.S. Microstructure; texture, mechanical properties and biodegradability of extruded Mg–4Zn–xMn alloys. Mater. Sci. Eng. A 2020, 792, 139828. [Google Scholar] [CrossRef]
- Pan, H.; Kang, R.; Li, J.; Xie, H.; Zeng, Z.; Huang, Q.; Yang, C.; Ren, Y.; Qin, G. Mechanistic investigation of a low-alloy Mg–Ca-based extrusion alloy with high strength–ductility synergy. Acta Mater. 2020, 186, 278–290. [Google Scholar] [CrossRef]
- Li, C.; Li, X.; Ke, X.; Dong, Y.; Wang, N.; Wang, S.; Zhang, Z. Enhancing corrosion resistance of Mg-Li-Zn-Y-Mn alloy containing long period stacking ordered (LPSO) structure through homogenization treatment. Corros. Sci. 2024, 228, 111829. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, R.; Peng, C.; Cai, Z. Microstructure and corrosion behavior of as-extruded Mg-xLi-3Al-2Zn-0.2Zr alloys (x = 5, 8, 11 wt.%). Corros. Sci. 2020, 167, 108487. [Google Scholar] [CrossRef]
- Yao, H.; Fang, B.Y.; Shi, H.A.; Singh, H.; Huttula, M.; Cao, W. Microstructures, mechanical properties and degradation behavior of as-extruded Mg-1.8Zn-0.5Zr-xGd (0 <= x <= 2.5 wt%) biodegradable alloys. J. Mater. Sci. 2021, 56, 11137–11153. [Google Scholar]
- Li, M.-X.; Wang, C.; Li, Y.-J.; Wang, D.-W.; Zha, M.; Gao, Y.; Wang, H.-Y. Tailoring the microstructure and enhancing the corrosion resistance of extruded dilute Mg-0.6Al-0.5Mn-0.25Ca alloy by adding trace Ce. Corros. Sci. 2022, 207, 110605. [Google Scholar] [CrossRef]
- Li, F.; Cheng, W.L.; Yu, H.; Wang, H.X.; Niu, X.F.; Wang, L.F.; Li, H.; Hou, H. Corrosion behavior and mechanical properties of extruded low-alloyed Mg-0.5Bi-0.5Y-0.2Zn alloy. Trans. Nonferrous Met. Soc. China 2023, 33, 743–754. [Google Scholar] [CrossRef]
- Kwon, J.; Baek, S.-M.; Jung, H.; Kim, J.C.; Lee, S.-Y.; Park, S.S. Role of microalloyed Sm in enhancing the corrosion resistance of hot-rolled Mg–8Sn–1Al–1Zn alloy. Corros. Sci. 2021, 185, 109425. [Google Scholar] [CrossRef]
- Cui, L.-Y.; Gao, S.-D.; Li, P.-P.; Zeng, R.-C.; Zhang, F.; Li, S.-Q.; Han, E.-H. Corrosion resistance of a self-healing micro-arc oxidation/polymethyltrimethoxysilane composite coating on magnesium alloy AZ31. Corros. Sci. 2017, 118, 84–95. [Google Scholar]
- Delgado, M.C.; García-Galvan, F.R.; Llorente, I.; Pérez, P.; Adeva, P.; Feliu, S. Influence of aluminium enrichment in the near-surface region of commercial twin-roll cast AZ31 alloys on their corrosion behaviour. Corros. Sci. 2017, 123, 182–196. [Google Scholar] [CrossRef]
- Qu, Q.; Li, S.; Li, L.; Zuo, L.; Ran, X.; Qu, Y.; Zhu, B. Adsorption and corrosion behaviour of Trichoderma harzianum for AZ31B magnesium alloy in artificial seawater. Corros. Sci. 2017, 118, 12–23. [Google Scholar] [CrossRef]
- Qu, Q.; Wang, L.; Li, L.; He, Y.; Yang, M.; Ding, Z. Effect of the fungus. Aspergillus niger, on the corrosion behaviour of AZ31B magnesium alloy in artificial seawater. Corros. Sci. 2015, 98, 249–259. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Nominal Composition (wt.%) | Actual Composition (wt.%) | ||||||
|---|---|---|---|---|---|---|---|---|
| Mg | Zn | Ca | Mn | Gd | Ce | Y | ||
| ZMX310 | Mg-3Zn-1Mn-0.5Ca | Balance | 2.95 | 0.41 | 0.85 | - | - | - |
| ZMXE3101(Gd Ce) | Mg-3Zn-1Mn-0.5Ca-1Gd-0.5Ce | Balance | 3.21 | 0.55 | 0.89 | 1.10 | 0.53 | - |
| ZTXE3101(Gd Y) | Mg-3Zn-1Sn-0.5Ca-1Gd-0.5Y | Balance | 3.20 | 0.47 | 1.12 | 0.96 | - | 0.61 |
| Alloy | Mg | Ca | Zn | Mn | Gd | Ce | Y |
|---|---|---|---|---|---|---|---|
| ZMX310 | |||||||
| 1 | 43.9 | 15.0 | 40.9 | 0.2 | - | - | - |
| 2 | 60.8 | 9.7 | 29.4 | - | - | - | - |
| ZMXE3101(GdCe) | |||||||
| 3 | 10.4 | - | 34.5 | - | 45.2 | 9.6 | - |
| 4 | 25.6 | 3.3 | 61.3 | - | - | - | - |
| 5 | 27.9 | - | 51.4 | - | - | 14.8 | - |
| 6 | 29.9 | 3.9 | 44.6 | - | - | 16.9 | - |
| ZTXE3101(GdY) | |||||||
| 7 | 19.4 | 3.5 | 66.6 | - | - | - | - |
| 8 | 84.0 | - | 16.0 | - | - | - | - |
| 9 | 11.0 | 1.91 | 39.3 | - | 35.8 | - | 12.6 |
| 10 | 19.0 | 6.1 | 65.3 | - | - | - | - |
| Alloy | Mg | Ca | Zn | Mn | Gd | Ce | Y |
|---|---|---|---|---|---|---|---|
| ZMX310 | |||||||
| 1 | 43.9 | 15.0 | 40.9 | 0.2 | - | - | - |
| 2 | 60.8 | 9.7 | 29.4 | - | - | - | - |
| 3 | 55.93 | - | 25.40 | - | - | - | - |
| ZMXE3101(GdCe) | |||||||
| 4 | 45.0 | 1.07 | 34.5 | - | 23.5 | 3.0 | - |
| 5 | 30.2 | 2.1 | 51.6 | - | - | 12.95 | - |
| 6 | 32.6 | 1.6 | 43.3 | 4.8 | - | 14.9 | - |
| ZTXE3101(GdY) | |||||||
| 7 | 13.1 | - | 36.5 | - | 38.3 | - | 10.4 |
| 8 | 51.5 | 3.9 | 42.6 | - | - | - | - |
| 9 | 2.5 | 1.9 | 1.00 | - | 47.7 | - | 42.9 |
| Alloys | TYS | UTS | δT | K | n |
|---|---|---|---|---|---|
| (MPa) | (MPa) | (%) | |||
| ZMX310 | 224.6 | 281.3 | 24.5 | 4.77 | 0.36 |
| ZMXE3101(GdCe) | 304.5 | 319.1 | 17.4 | 5.27 | 0.23 |
| ZMXE3101(GdY) | 296.8 | 318.3 | 20.3 | 5.16 | 0.27 |
| Alloy | Ecorr (V) | Icorr (μA·cm−2) |
|---|---|---|
| ZMX310 | −1.419 ± 0.016 | 14.005 ± 4.52 |
| ZMXE3101(GdCe) | −1.349 ± 0.015 | 17.095 ± 0.67 |
| ZMXE3101(GdY) | −1.409 ± 0.025 | 25.689 ± 0.36 |
| Alloy | Rs (Ω cm2) | Q film (×10−5 F sn1 cm−2) | n1 | RL (Ω cm2) | Q dl (×10−5 F sn2 cm−2) | n2 | Rf (Ω cm2) | Rct (Ω cm2) | L (H·cm2) |
|---|---|---|---|---|---|---|---|---|---|
| ZMX310 | 0.452 | 0.2074 | 1.00 | 83.79 | 14.49 | 0.92 | 6.74 | 131.70 | 306.90 |
| ZMXE3101(GdCe) | 0.6775 | 0.0748 | 1.00 | 0.03585 | 13.14 | 0.98 | 5.58 | 86.90 | 634.4 |
| ZMXE3101(GdY) | 2.805 | 5.776 | 0.671 | 78.14 | 14.57 | 0.922 | 2.47 | 93.05 | 132.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, K.; Zhou, J.; Zhou, Y.; He, G.; Zhao, W.; Guo, J.; Liu, X.; Li, L.; Guo, F. Comparative Study on Combined Addition of Gd-Ce and Gd-Y on the Mechanical Properties and Electrochemical Behavior of Mg-Zn-Mn-Ca Alloys. Materials 2025, 18, 196. https://doi.org/10.3390/ma18010196
Hu K, Zhou J, Zhou Y, He G, Zhao W, Guo J, Liu X, Li L, Guo F. Comparative Study on Combined Addition of Gd-Ce and Gd-Y on the Mechanical Properties and Electrochemical Behavior of Mg-Zn-Mn-Ca Alloys. Materials. 2025; 18(1):196. https://doi.org/10.3390/ma18010196
Chicago/Turabian StyleHu, Ke, Junru Zhou, Yan Zhou, Guoxian He, Wenhao Zhao, Jingjing Guo, Xiao Liu, Lingling Li, and Fujian Guo. 2025. "Comparative Study on Combined Addition of Gd-Ce and Gd-Y on the Mechanical Properties and Electrochemical Behavior of Mg-Zn-Mn-Ca Alloys" Materials 18, no. 1: 196. https://doi.org/10.3390/ma18010196
APA StyleHu, K., Zhou, J., Zhou, Y., He, G., Zhao, W., Guo, J., Liu, X., Li, L., & Guo, F. (2025). Comparative Study on Combined Addition of Gd-Ce and Gd-Y on the Mechanical Properties and Electrochemical Behavior of Mg-Zn-Mn-Ca Alloys. Materials, 18(1), 196. https://doi.org/10.3390/ma18010196