
Flash Tempering of High-Strength, Low-Alloy Martensitic Steel via Electrical Pulsing Treatment


Highlights
- Electric pulse treatment (EPT) can be used for rapid heat treatment, has unique advantages in making the process time- and energy saving.
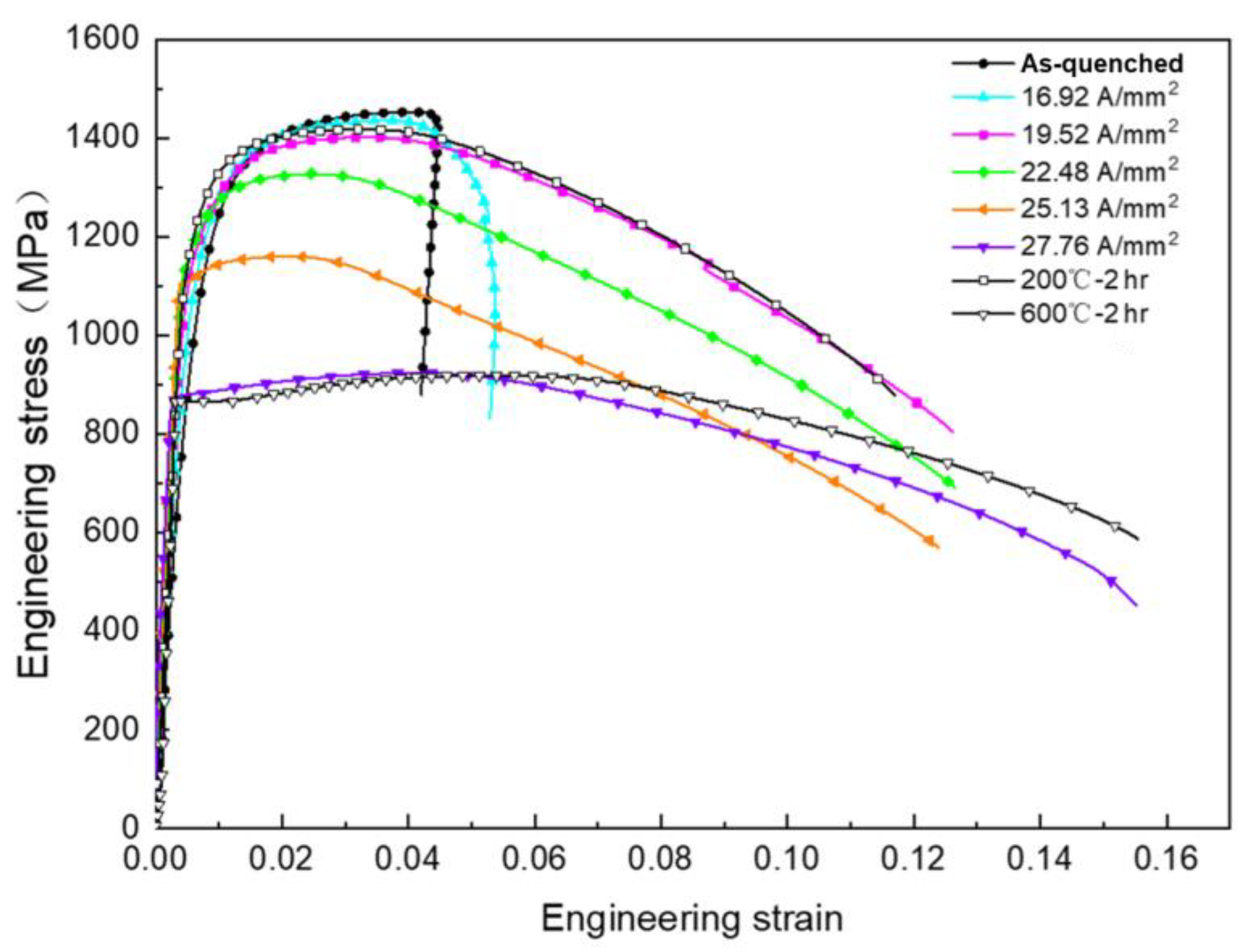
- Flash tempering (10 s) by electric pulse treatment (EPT) at 19.52 A/mm2 reduces residual stress, promotes fine carbide precipitation, boosting elongation to 12.4% with no strength loss.
- A 10-second EPT tempering at 27.76 A/mm2 achieves tempering equivalent to 4 h at 600 °C.
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Experimental Setup
2.2. Microstructure Characterization
2.3. Measurement of Mechanical Properties
3. Results
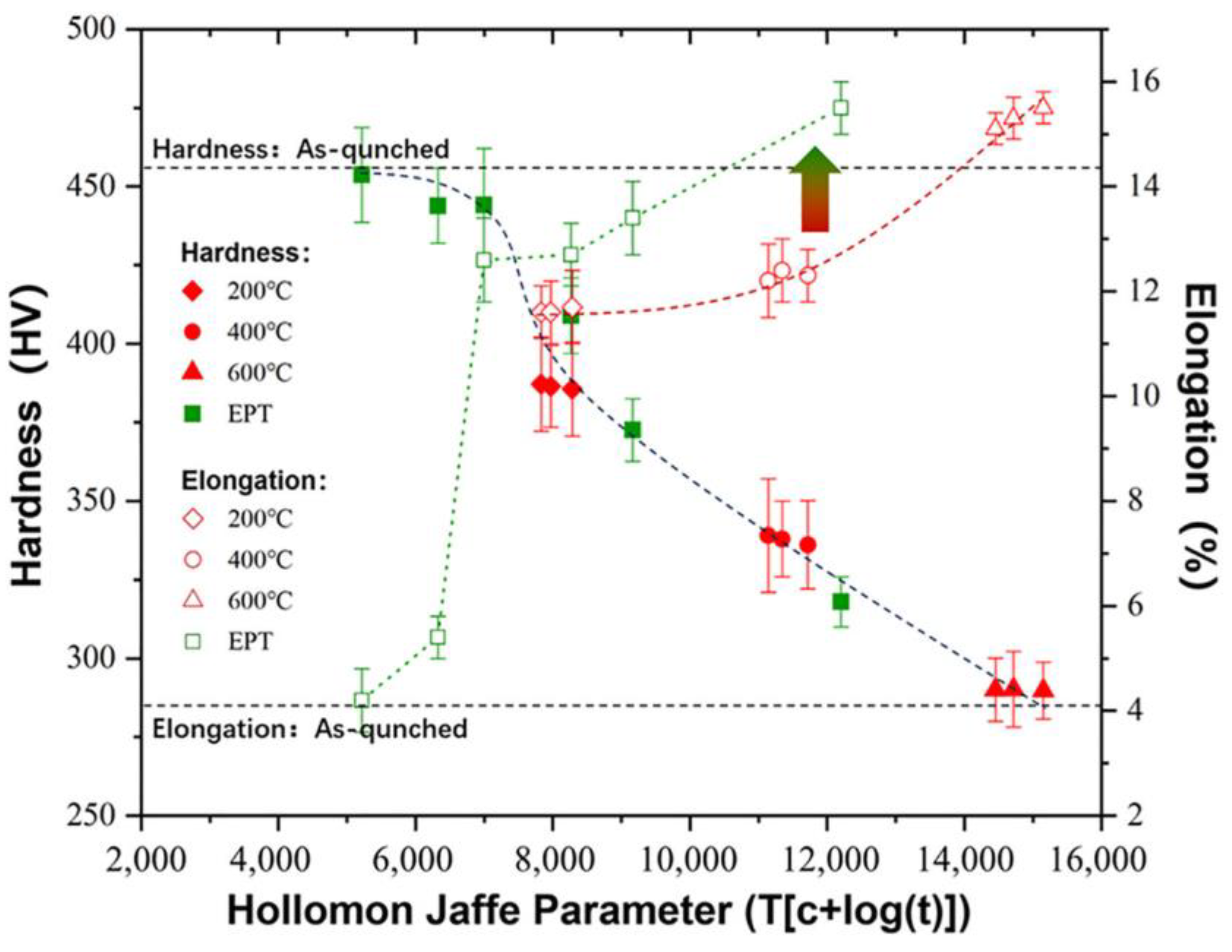
3.1. Mechanical Properties
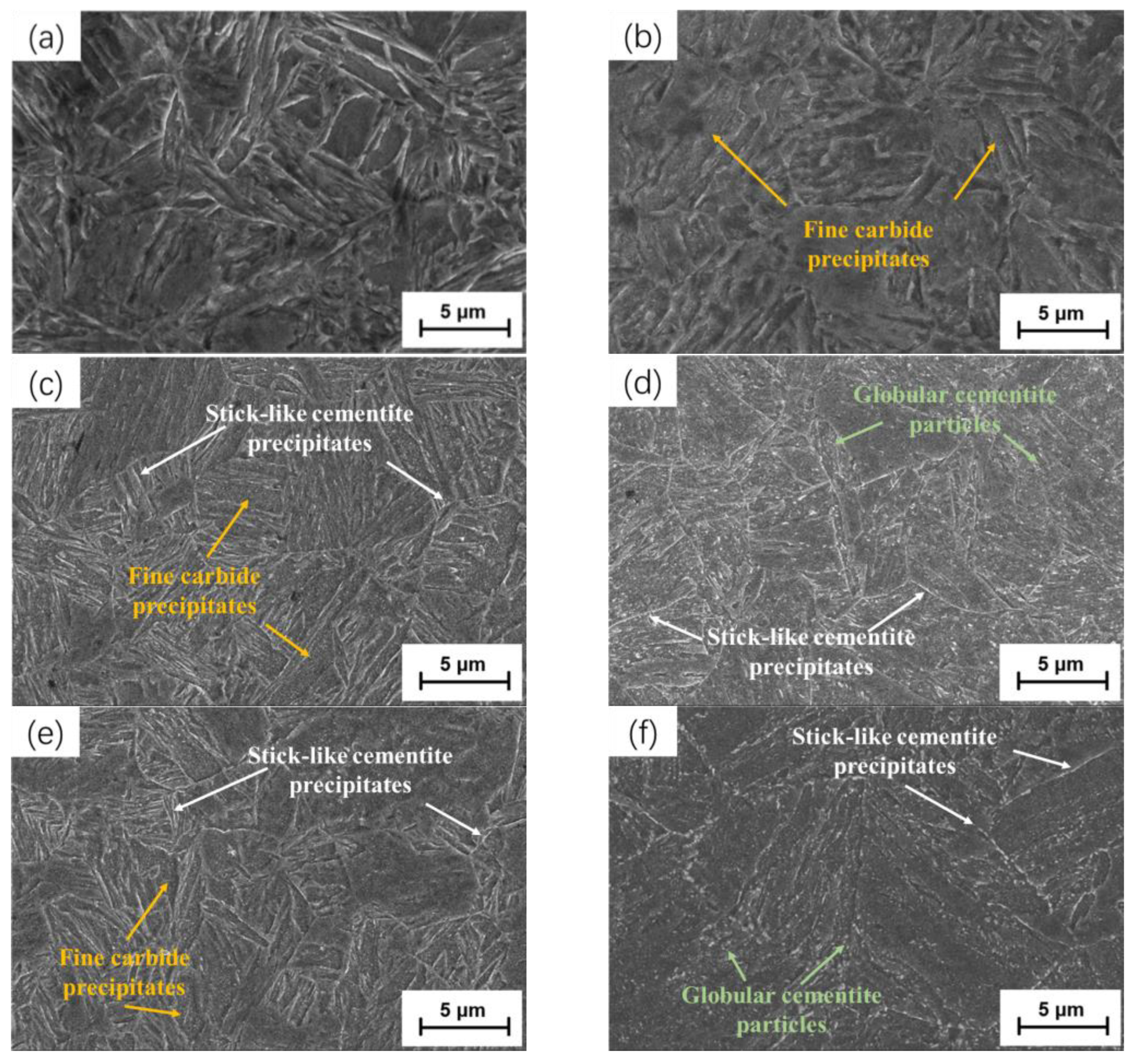
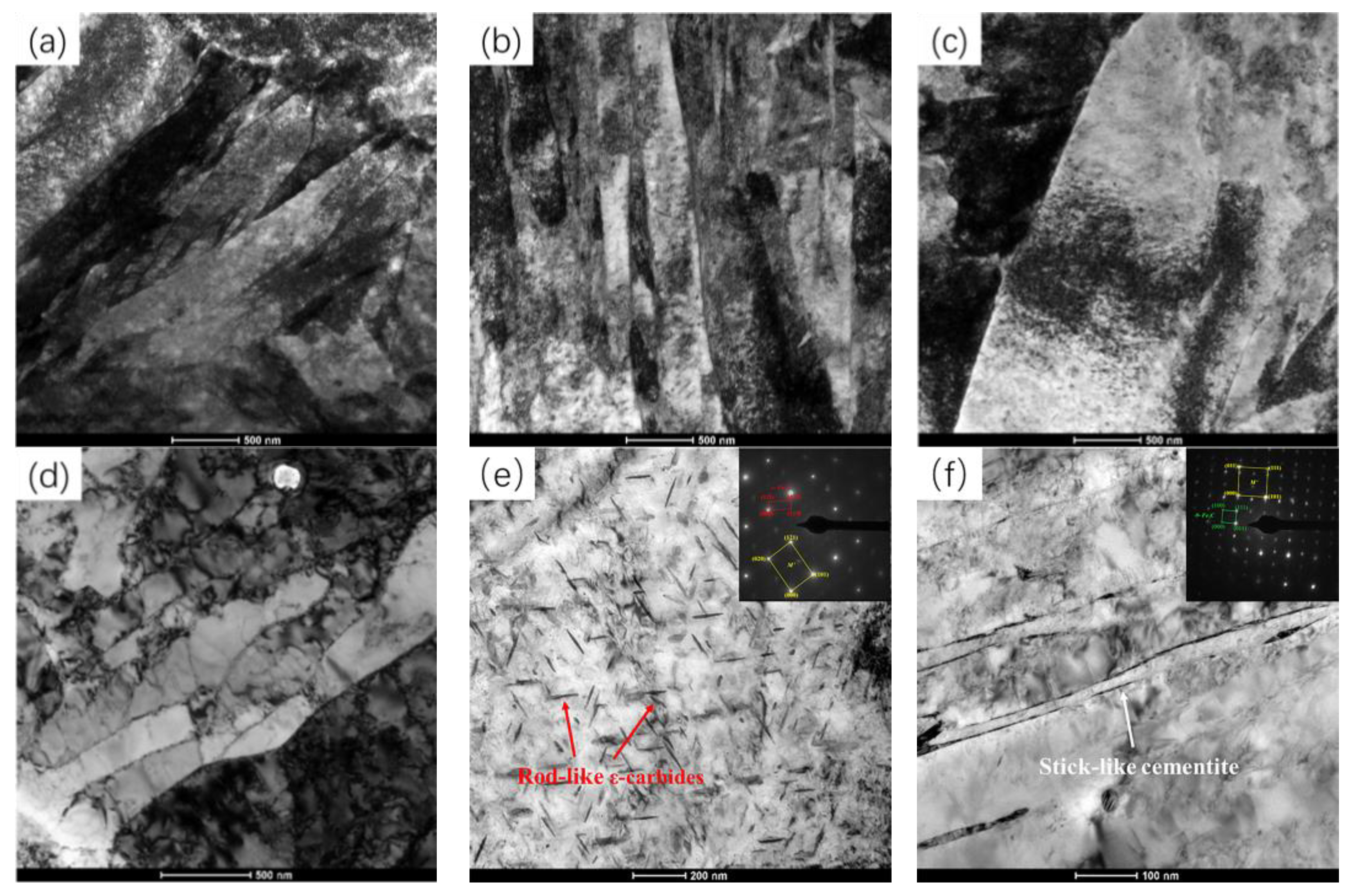
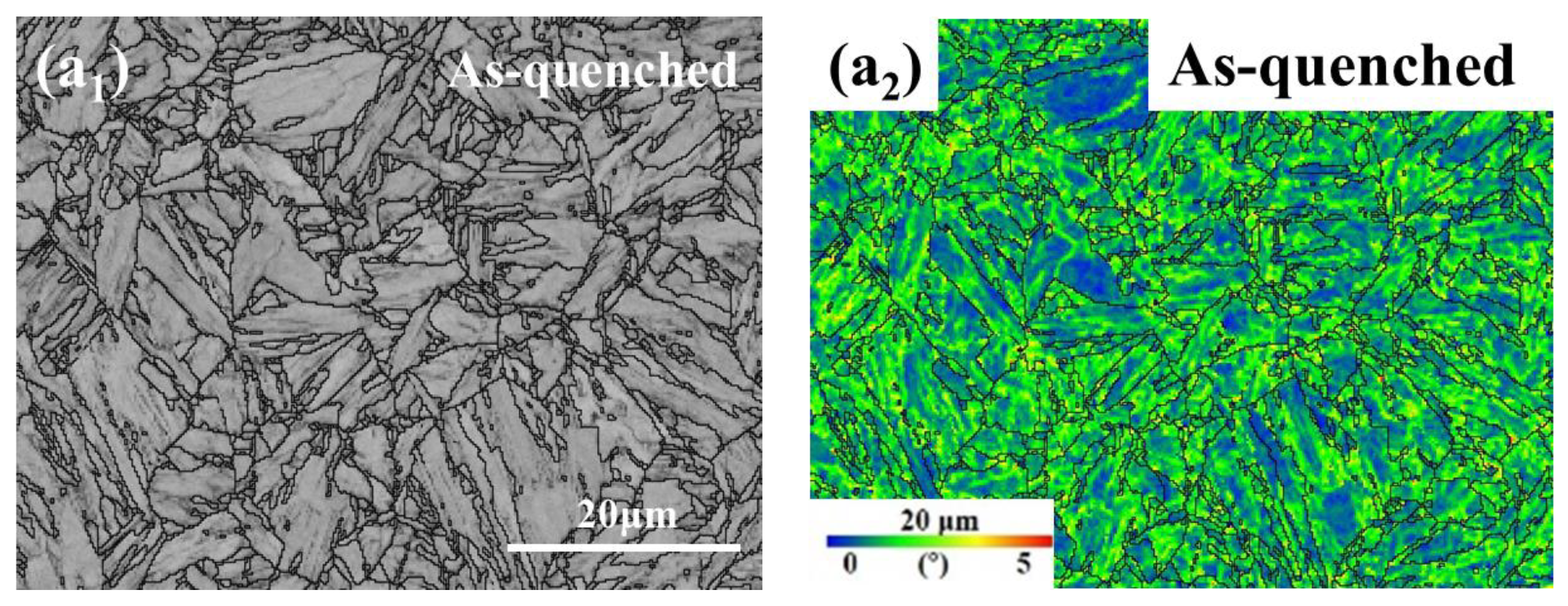
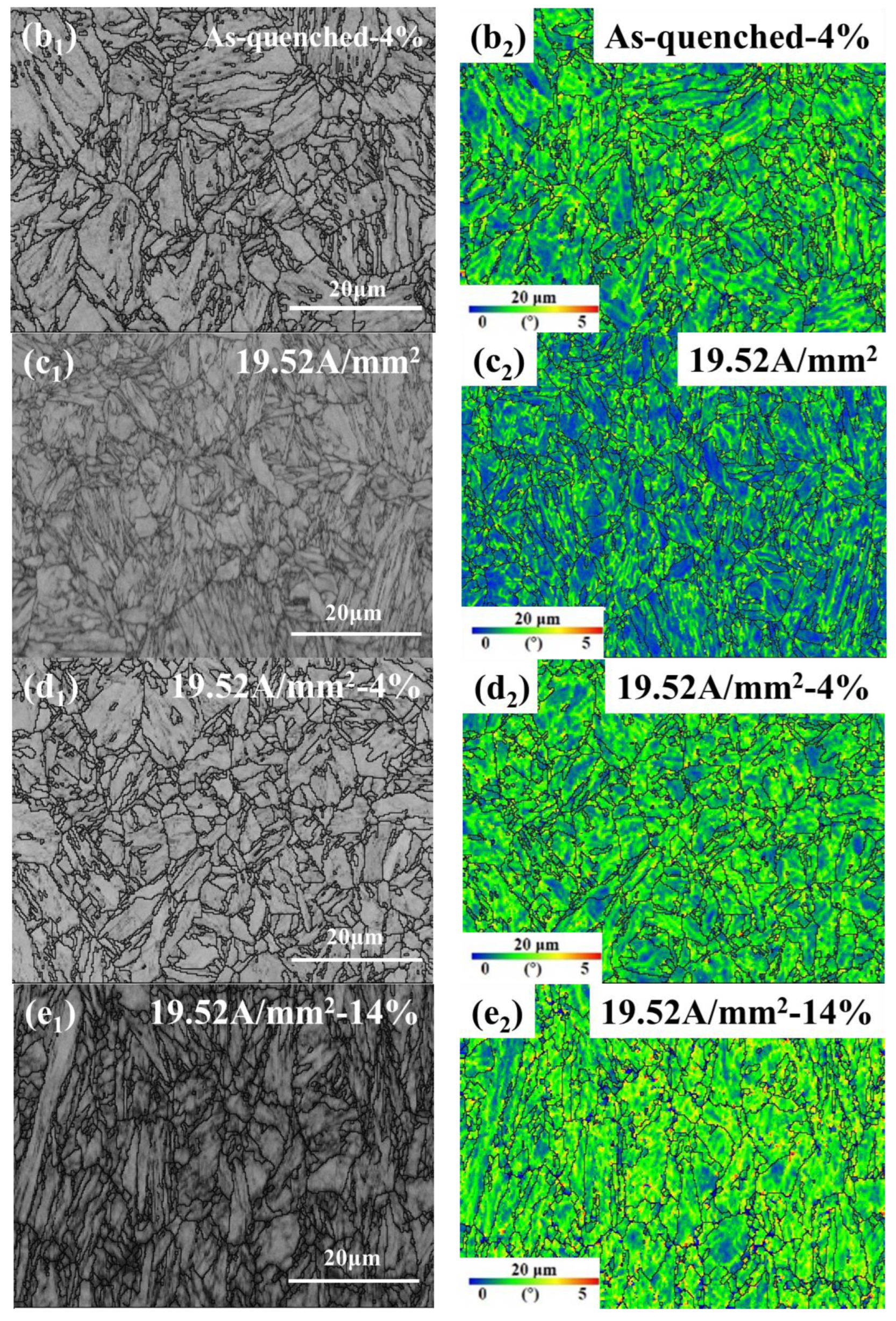
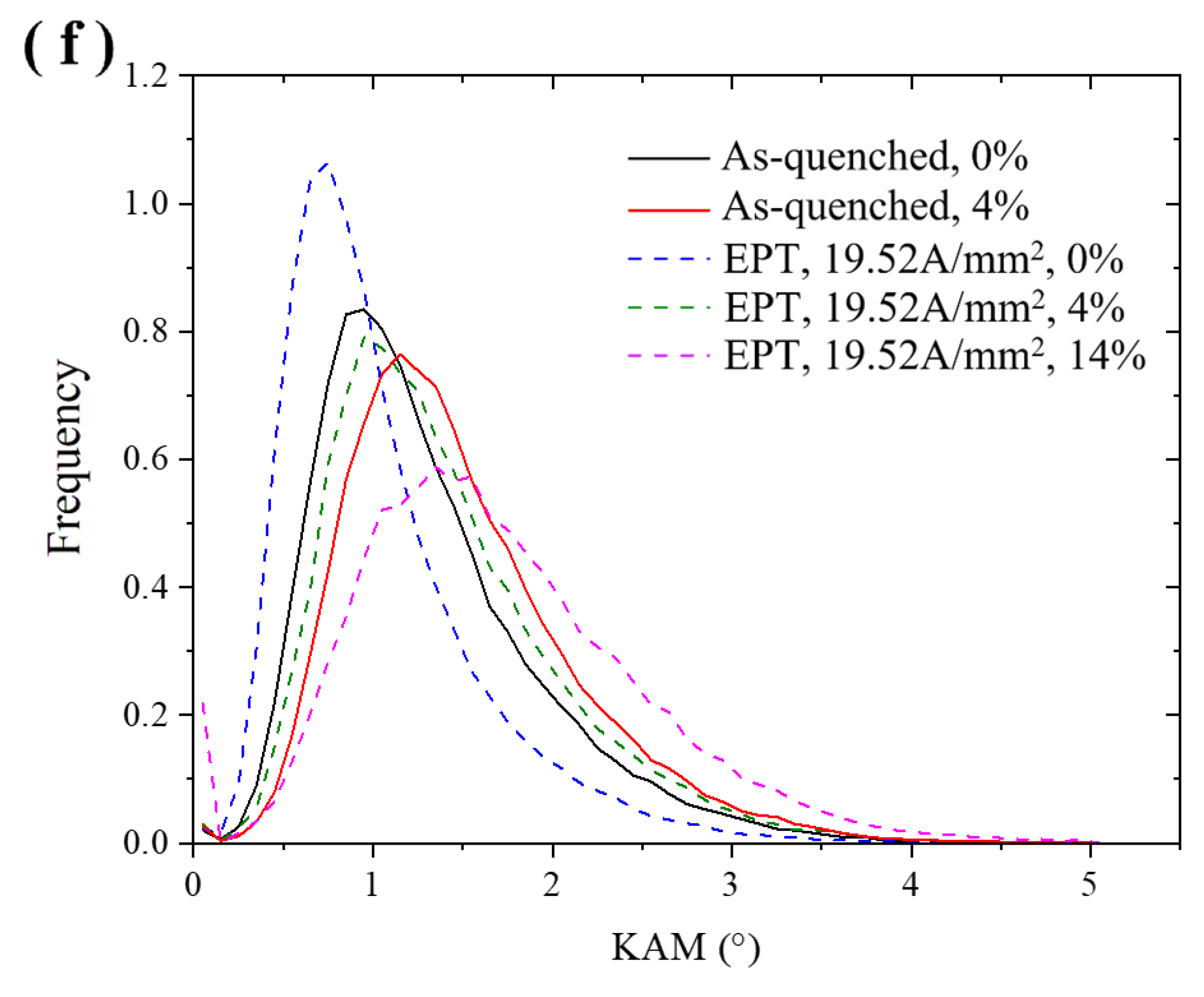
3.2. Microstructure Characterization
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hollomon, J.H.; Jaffe, L.D. Time-Temperature Relations in Tempering Steel. Trans. AIME 1945, 162, 27. [Google Scholar]
- Euser, V.K.; Clarke, A.J.; Speer, J.G. Rapid Tempering: Opportunities and Challenges. J. Mater. Eng. Perform. 2020, 29, 4155–4161. [Google Scholar] [CrossRef]
- Ding, C.; Niu, G.; Wang, E.M.; Liu, J.X.; Gong, N.; Liu, H.F.; Wang, Y.; Yu, X.P.; Wang, X.L.; Shang, C.J.; et al. Significant efficiency improvement of conventional tempering by a novel flash tempering technique. J. Mater. Res. Technol. 2023, 25, 3551–3560. [Google Scholar] [CrossRef]
- Javaheri, V.; Pallaspuro, S.; Sadeghpour, S.; Ghosh, S.; Sainio, J.; Latypova, R.; Kömi, J. Rapid tempering of a medium-carbon martensitic steel: In-depth exploration of the microstructure—Mechanical property evolution. Mater. Des. 2023, 231, 112059. [Google Scholar] [CrossRef]
- Judge, V.K.; Speer, J.G.; Clarke, K.D.; Findley, K.O.; Clarke, A.J. Rapid Thermal Processing to Enhance Steel Toughness. Sci. Rep. 2018, 8, 445. [Google Scholar] [CrossRef] [PubMed]
- Biro, E.; McDermid, J.R.; Vignier, S.; Zhou, Y.N. Decoupling of the softening processes during rapid tempering of a martensitic steel. Mater. Sci. Eng. A 2014, 615, 395–404. [Google Scholar] [CrossRef]
- Xiang, S.Q.; Zhang, X.F. Dislocation structure evolution under electroplastic effect. Mater. Sci. Eng. A 2019, 761, 138036. [Google Scholar] [CrossRef]
- Jeong, K.; Jin, S.W.; Kang, S.G.; Park, J.W.; Jeong, H.J.; Hong, S.T.; Cho, S.H.; Kim, M.J.; Han, H.N. Athermally enhanced recrystallization kinetics of ultra-low carbon steel via electric current treatment. Acta Mater. 2022, 232, 117925. [Google Scholar] [CrossRef]
- Dimitrov, N.K.; Liu, Y.C.; Horstemeyer, M.F. Electroplasticity: A review of mechanisms in electro-mechanical coupling of ductile metals. Mech. Adv. Mater. Struct. 2022, 29, 705–716. [Google Scholar] [CrossRef]
- Xu, X.F.; Fu, X.G.; Wu, C.; Wu, Z.C.; Wei, L.; Yu, Y.Q.; Yang, X.H.; Tian, T. Rapid reversion of martensite in low-alloy steel under electropulsing treatment: Exploring feasibility of reversible transformation. Mater. Charact. 2024, 217, 114436. [Google Scholar] [CrossRef]
- Wang, Y.; Deng, T.Q.; Chang, X.S.; Qi, Y.S.; Chen, G.; Chen, Q. High temperature electropalsticity in Aermet100 steel by decoupling electron wind effect. Mater. Sci. Eng. A 2024, 915, 147293. [Google Scholar] [CrossRef]
- Mu, Y.X.; Xu, P.W.; Liang, Y.; Xiang, S.; Yin, C.H. Improving the tensile ductility in the fully pearlitic steel using sequential refinement of colony and laminated structure. Mater. Sci. Eng. A 2022, 851, 143642. [Google Scholar] [CrossRef]
- Conrad, H. Effects of electric current on solid state phase transformations in metals. Mater. Sci. Eng. A 2000, 287, 227–237. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Lei, Y.; Li, S.D. Electro-dislocation multiplication and strain effect in 2091 Al-Li alloy. Trans. Nonferrous Met. Soc. China 2000, 10, 39–43. [Google Scholar]
- Saha, D.C.; Nayak, S.S.; Biro, E.; Gerlich, A.P.; Zhou, Y. Mechanism of Secondary Hardening in Rapid Tempering of Dual-Phase Steel. Metall. Mater. Trans. A 2014, 45, 6153–6162. [Google Scholar] [CrossRef]
- Liu, Q.; Jensen, D.J.; Hansen, N. Effect of grain orientation on deformation structure in cold-rolled polycrystalline aluminium. Acta Mater. 1998, 46, 5819–5838. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elservier Science Ltd.: Amsterdam, The Netherlands, 1995. [Google Scholar]
- Yi, K.; Zhou, M.C.; Huang, X.S.; Zhang, D.; Zhang, X.F. Current-manipulated martensite transformation to enhance strength-ductility synergy in a medium Mn steel. Mater. Today Commun. 2024, 41, 110305. [Google Scholar] [CrossRef]
- Zhu, Y.H.; To, S.; Lee, W.B.; Liu, X.M.; Jiang, Y.B.; Tang, G.Y. Effects of dynamic electropulsing on microstructure and elongation of a Zn–Al alloy. Metall. Mater. Trans. A 2009, 501, 125–132. [Google Scholar] [CrossRef]
- Wang, Z.M.; Lu, J.; Song, Y.L.; Yu, Y.Q.; Wu, Y.H.; Xie, L.C.; Hua, L. Mechanical properties improvement of titanium alloy and its grain boundary dislocation evolution mechanism by novel electroshock treatment. J. Mater. Res. Technol. 2024, 32, 1437–1448. [Google Scholar] [CrossRef]
- Zhao, S.; Zhang, R.; Chong, Y.; Li, X.; Abu-Odeh, A.; Rothchild, E.; Chrzan, D.C.; Asta, M.; Morris, J.W., Jr.; Minor, A.M. Defect reconfiguration in a Ti–Al alloy via electroplasticity. Nat. Mater. 2020, 20, 468. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Ni | Mn | Cr | Mo | Si | V | Nb |
|---|---|---|---|---|---|---|---|---|
| Bal. | 0.179 | 1.30 | 0.79 | 0.47 | 0.37 | 0.21 | 0.016 | 0.011 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, C.; Luo, X.; Liu, J.; Zhou, X.; Tu, Y. Flash Tempering of High-Strength, Low-Alloy Martensitic Steel via Electrical Pulsing Treatment. Materials 2025, 18, 182. https://doi.org/10.3390/ma18010182
Zhang C, Luo X, Liu J, Zhou X, Tu Y. Flash Tempering of High-Strength, Low-Alloy Martensitic Steel via Electrical Pulsing Treatment. Materials. 2025; 18(1):182. https://doi.org/10.3390/ma18010182
Chicago/Turabian StyleZhang, Chuhan, Xi Luo, Jun Liu, Xuefeng Zhou, and Yiyou Tu. 2025. "Flash Tempering of High-Strength, Low-Alloy Martensitic Steel via Electrical Pulsing Treatment" Materials 18, no. 1: 182. https://doi.org/10.3390/ma18010182
APA StyleZhang, C., Luo, X., Liu, J., Zhou, X., & Tu, Y. (2025). Flash Tempering of High-Strength, Low-Alloy Martensitic Steel via Electrical Pulsing Treatment. Materials, 18(1), 182. https://doi.org/10.3390/ma18010182