

Effect of Surface Nanocrystallization on Wear Behavior of Steels: A Review



Abstract

1. Introduction
2. Summary of Wear Mechanisms
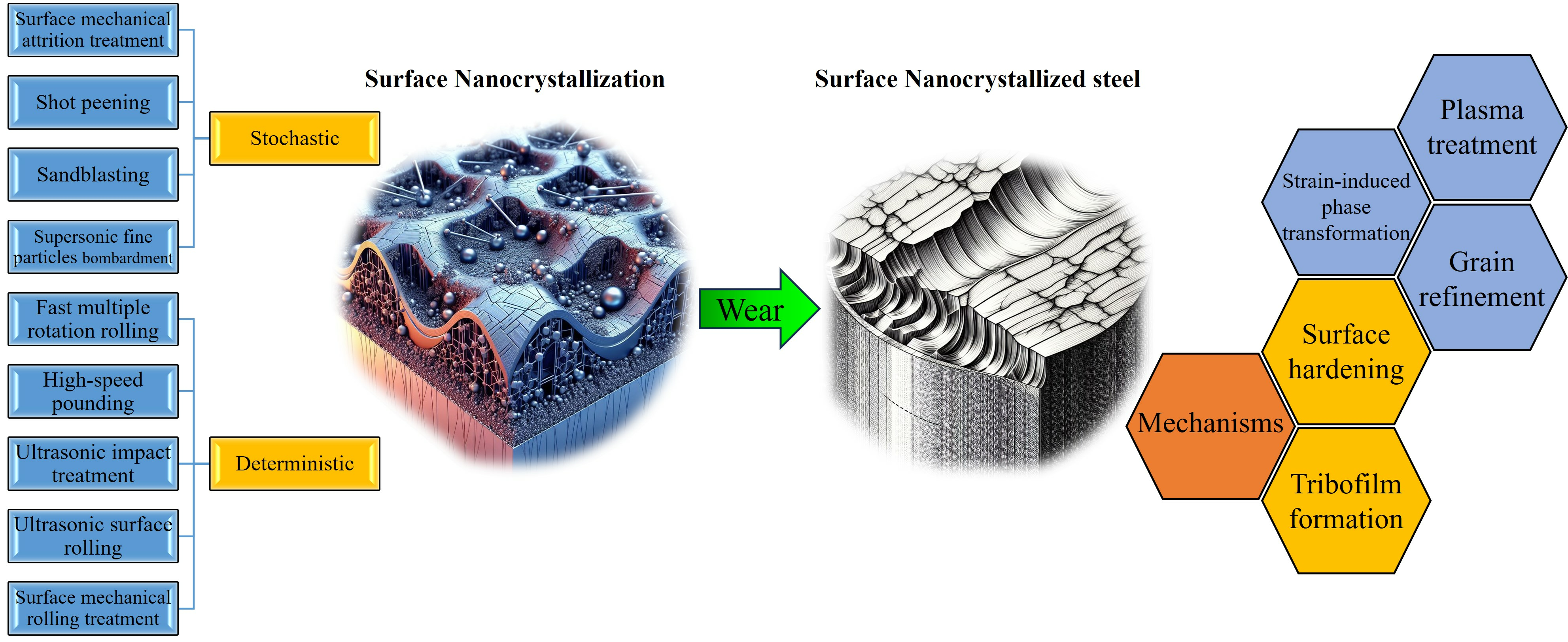
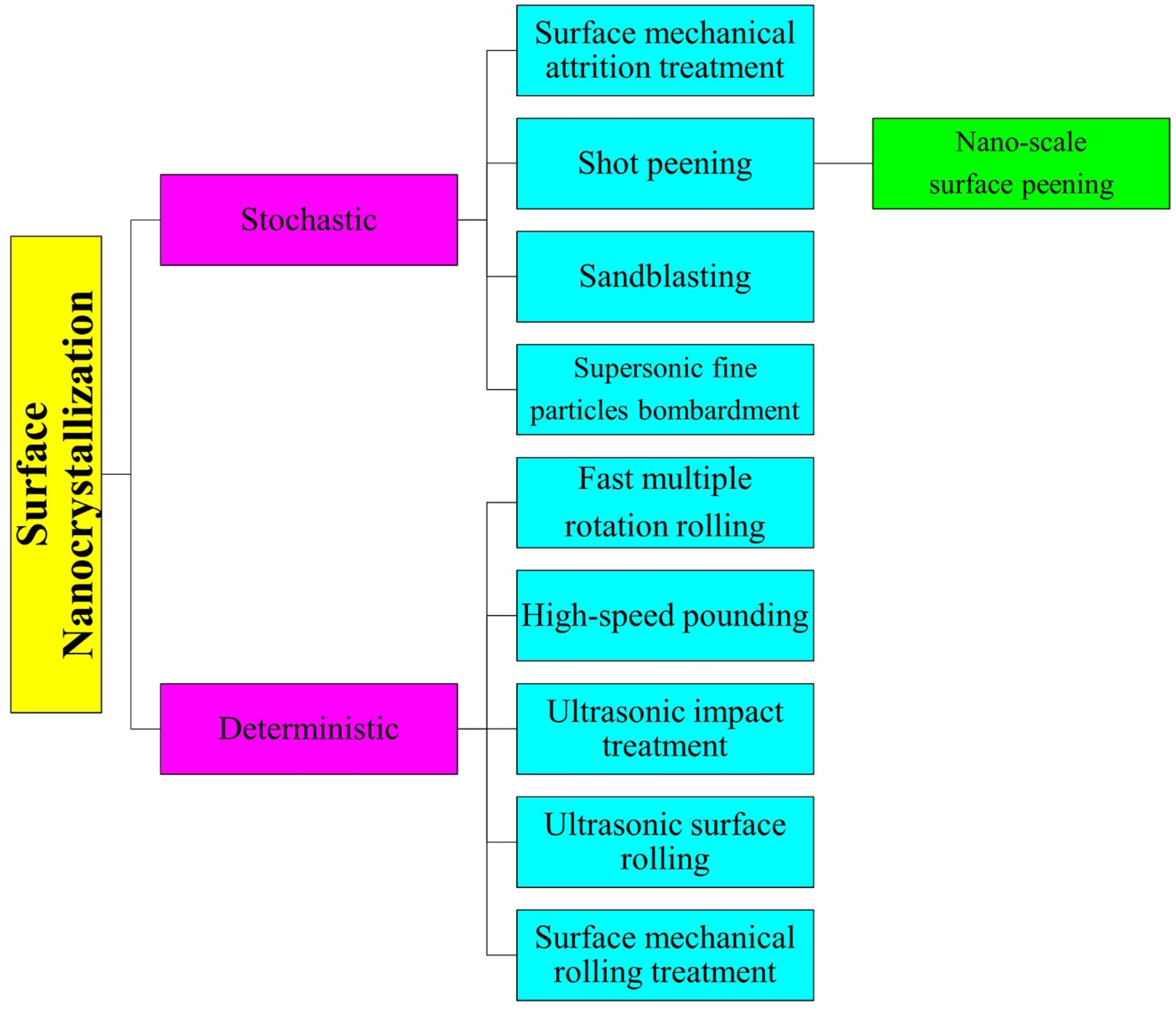
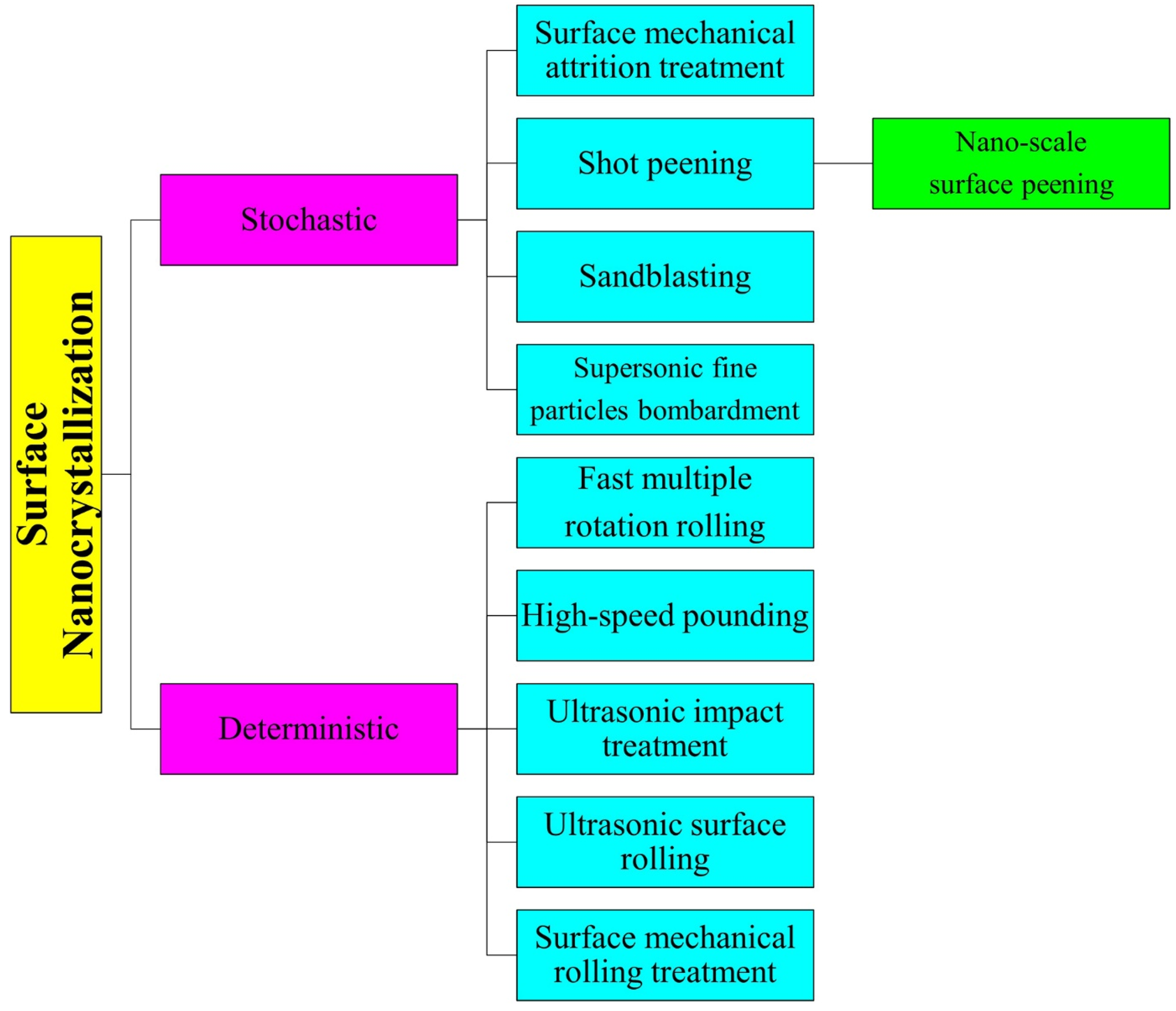
3. Surface Nanocrystallization Technologies
4. Summary of Studies on the Influence of SNC on the Wear of Steels
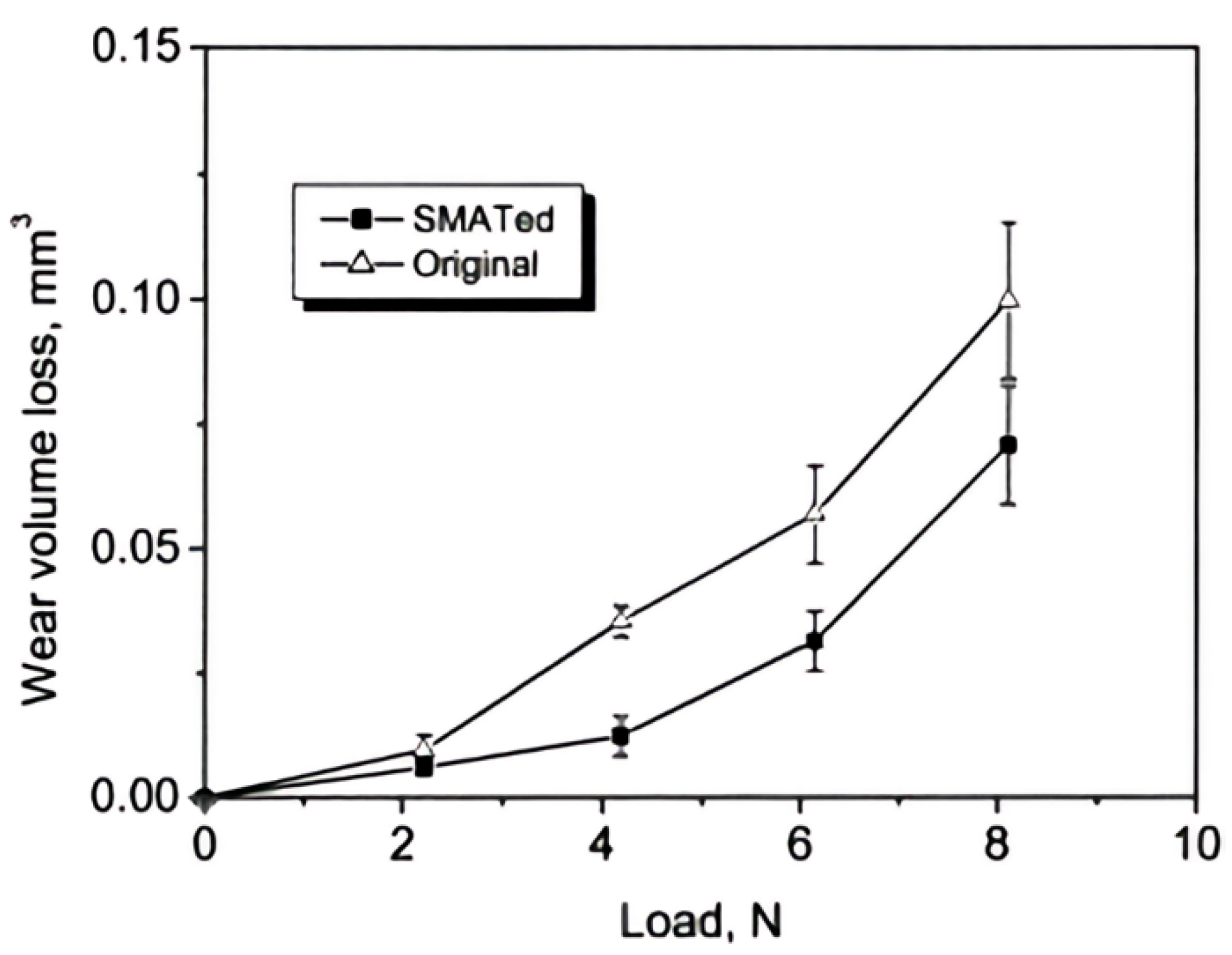
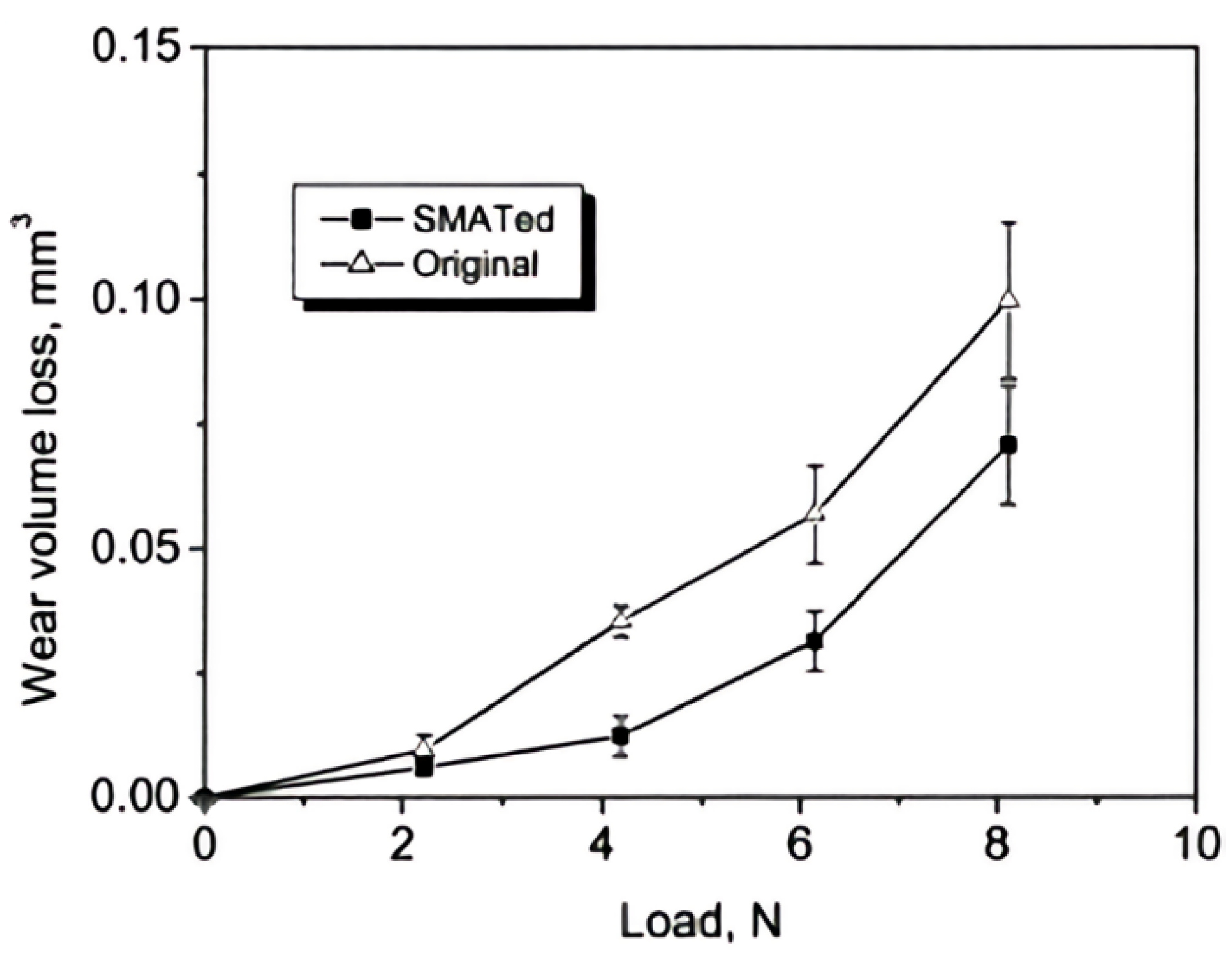
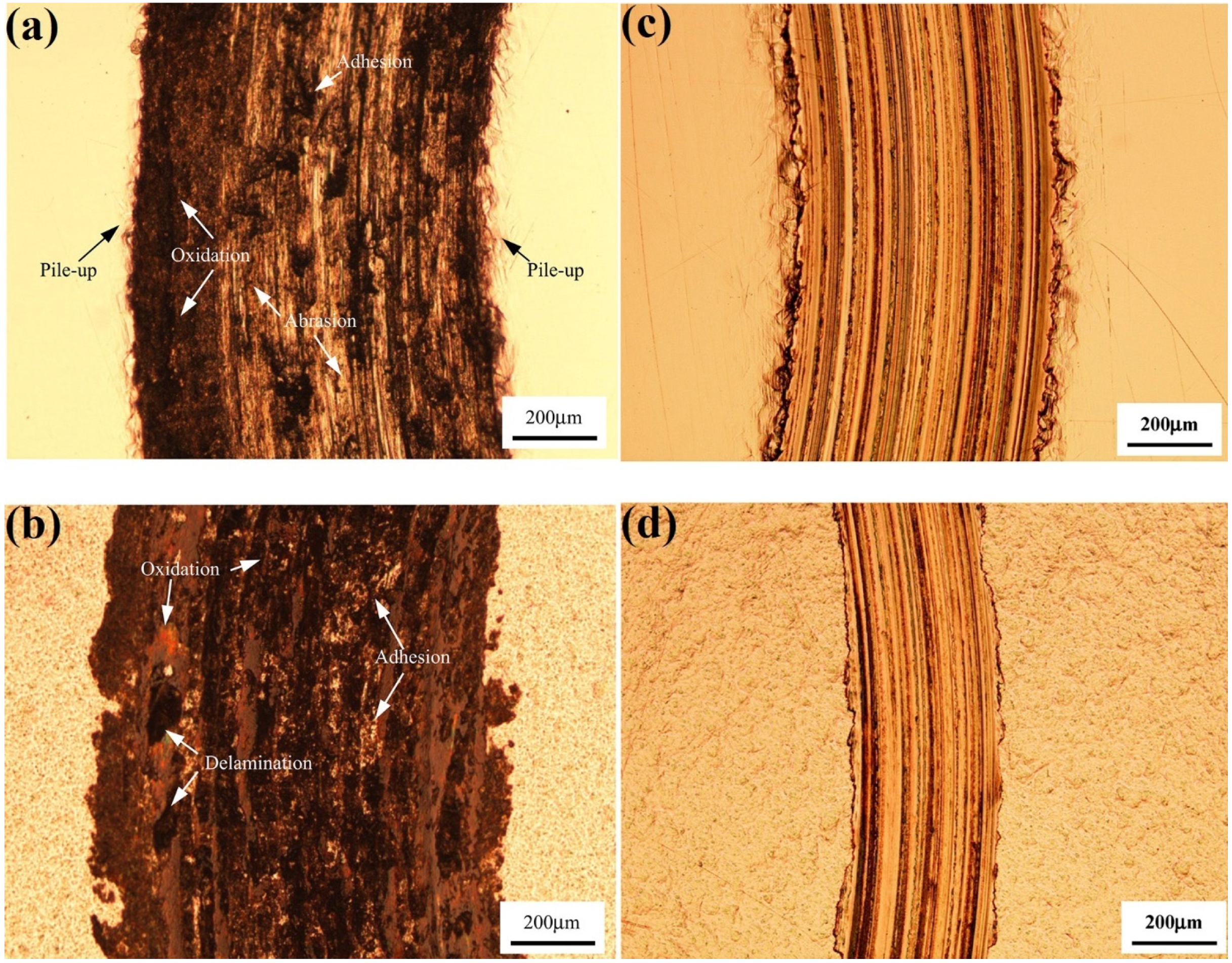
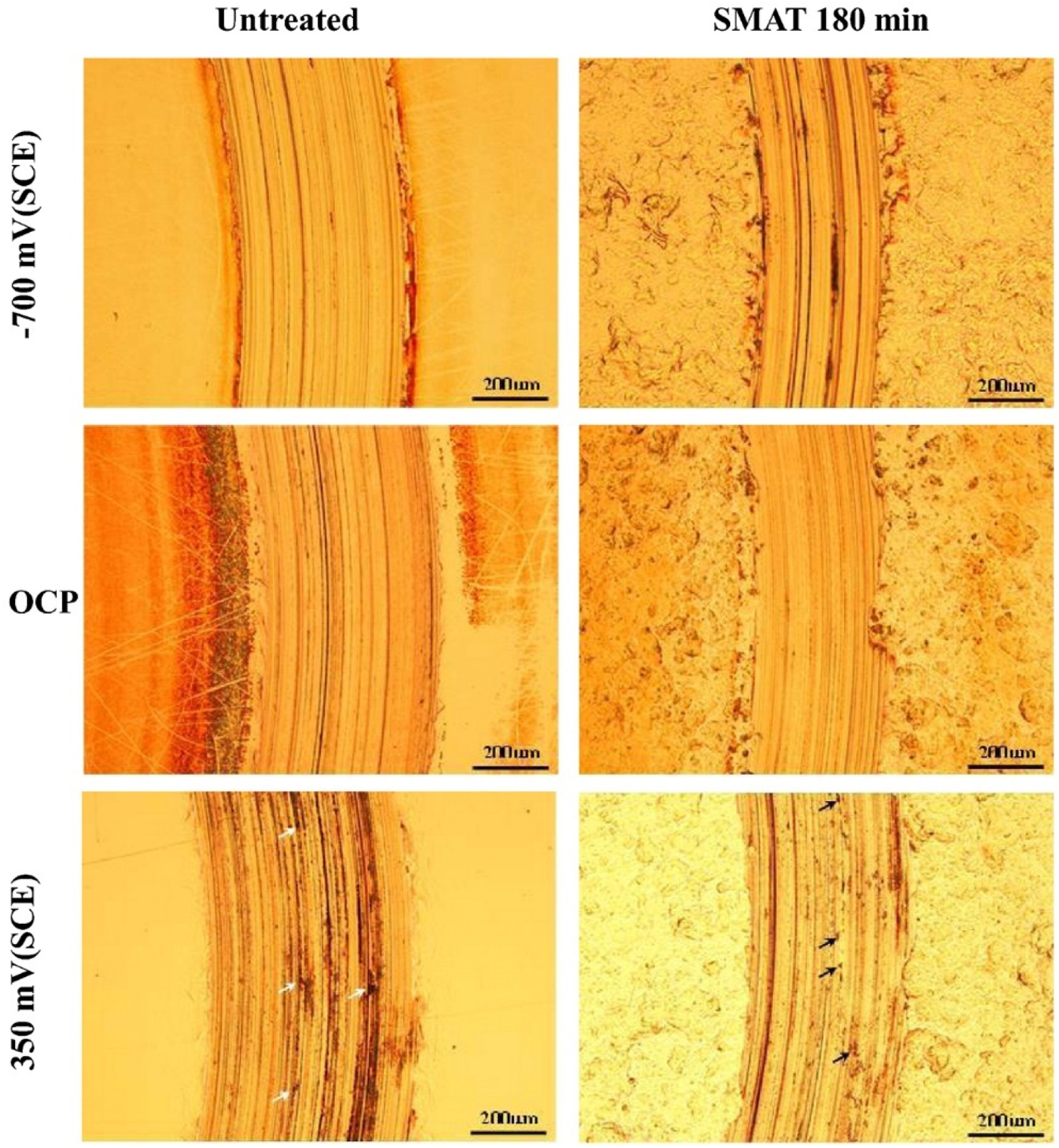
4.1. Surface Mechanical Attrition Treatment (SMAT)
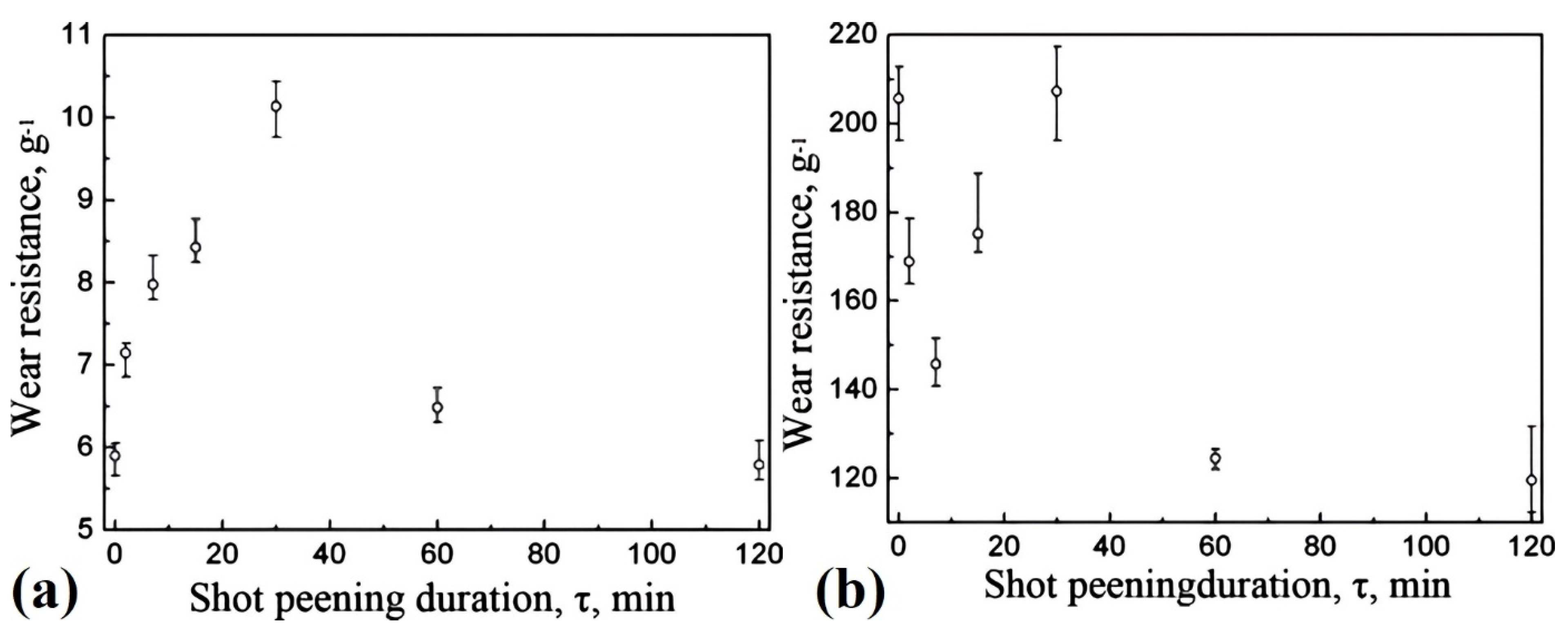
4.2. Shot Peening (SP)
Nano-Scale Surface Peening
4.3. Sandblasting
4.4. Supersonic Fine Particle Bombardment (SFPB)
4.5. Fast Multiple Rotation Rolling (FMRR)
4.6. High-Speed Pounding (HSP)
4.7. Ultrasonic Impact Treatment (UIT)
4.8. Ultrasonic Surface Rolling (USR) Process
4.9. Surface Mechanical Rolling Treatment (SMRT)
5. General Discussion

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Surface Treatment Method | Material | Grain Size (Deformed Region Thickness) | Wear Test (Condition) | General Comments | Ref. | |
|---|---|---|---|---|---|---|
| Surface Mechanical Attrition Treatment | Low-carbon steel | 10–20 nm (10 µm) | Reciprocating sliding wear test (dry) | Enhanced wear resistance and lower coefficient of friction due to surface hardening. | [30] | |
| 304 stainless steel | Not reported (Not reported) | Pin-on-disk test (unlubricated and lubricated) | The wear resistance of the SMATed alloy demonstrated an improvement under lubricated conditions, whereas it remained relatively unchanged under dry conditions. | [31] | ||
| 304 stainless steel | Not reported (Not reported) | Tribocorrosion test (NaCl solution) | The tribocorrosion resistance of SMATed SS was found to be better than that of the untreated alloy under different overpotentials. | [32] | ||
| 321 stainless steel | 18 nm (Not reported) | Reciprocating ball-on-disc (dry) | Improved wear resistance of nitrided SMATed SS compared to untreated counterpart. | [33] | ||
| Shot peening | Hadfield steel | 11.1–17.4 nm (100 µm) | Not reported | two-body and three-body abrasive wear tests (dry) | Surface nanocrystallization improved the three-body wear resistance of the alloy compared to its untreated counterpart, but it did not alter its two-body wear resistance. Light impact load was also found to be beneficial in improving wear resistance. | [34,35] |
| Medium carbon steel | 20 nm (30 µm) | Ring-on-disc test (dry) | The wear resistance of shot-peened alloy was enhanced compared to its annealed counterpart, primarily due to the higher hardness and presence of residual stress, when the applied load remained below a specific threshold. | [36] | ||
| 316L stainless steel | Not reported (Not reported) | Ball-on-disk test (dry) | The highest level of wear resistance was achieved with the sequentially plasma-treated stainless steel, first carburized and then nitrided at a higher temperature. | [37] | ||
| 2205 stainless steel | Not reported (30 µm) | Ball-on-disk test (simulated seawater) | Shot peening effectively enhanced the wear resistance of the alloy, and the subsequent surface polishing further improved this wear resistance by mitigating the negative effects of high surface roughness. | [38] | ||
| Nano-scale surface peening | 304L stainless steel | Not reported (150 µm) | Polished | Pin-on-disk tribocorrosion test (corrosive solution) | The tribocorrosion resistance of the surface-treated SS was improved under all experimental conditions. | [39] |
| 420 stainless steel | Not reported (110 µm) | Not reported | Pin-on-disk tribocorrosion test (corrosive solution) | The tribocorrosion resistance of nanopeened SS was superior to that of its untreated counterpart under different sliding conditions. | [19] | |
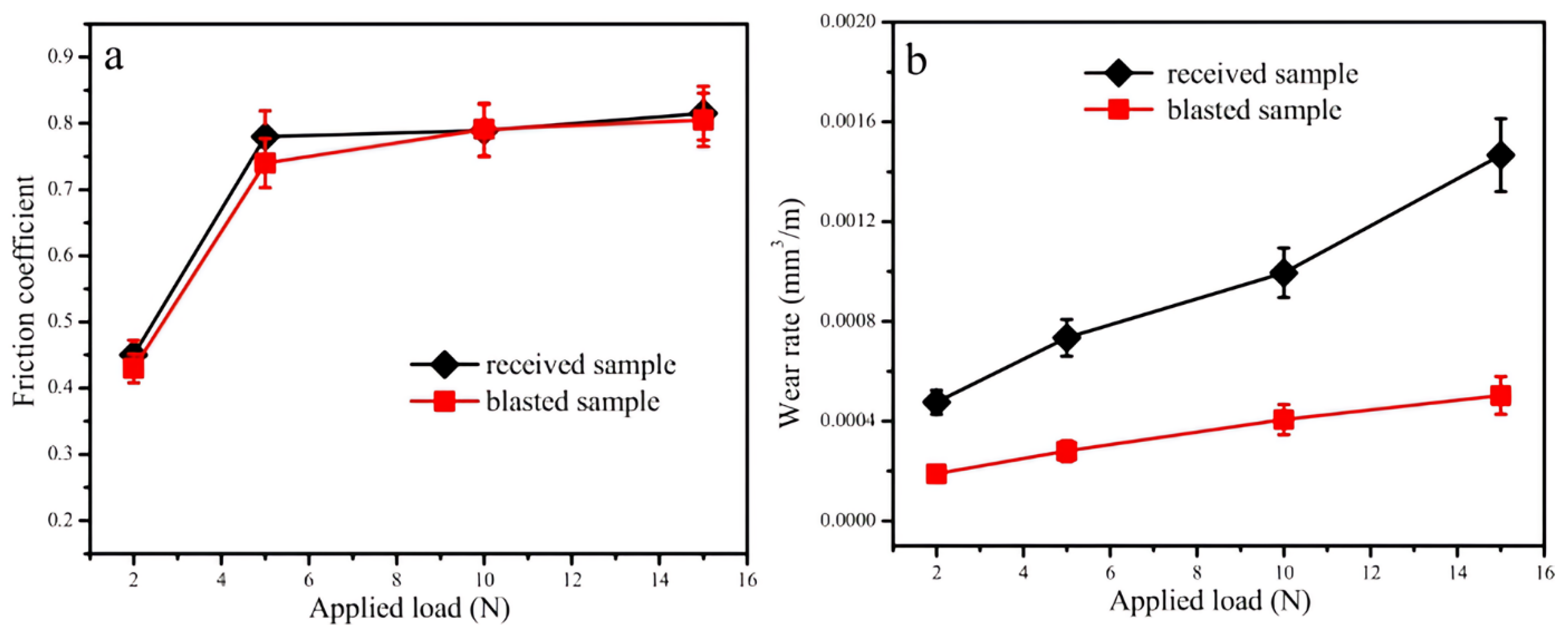
| Sandblasting | 304 stainless steel | 20 nm (70 µm) | Not reported | Ball-on-disk sliding wear test/Scratch test (dry and corrosive solution) | Annealing contributed to an enhancement in the wear resistance of sandblasted stainless steel (SS) by improving its mechanical properties. | [40] |
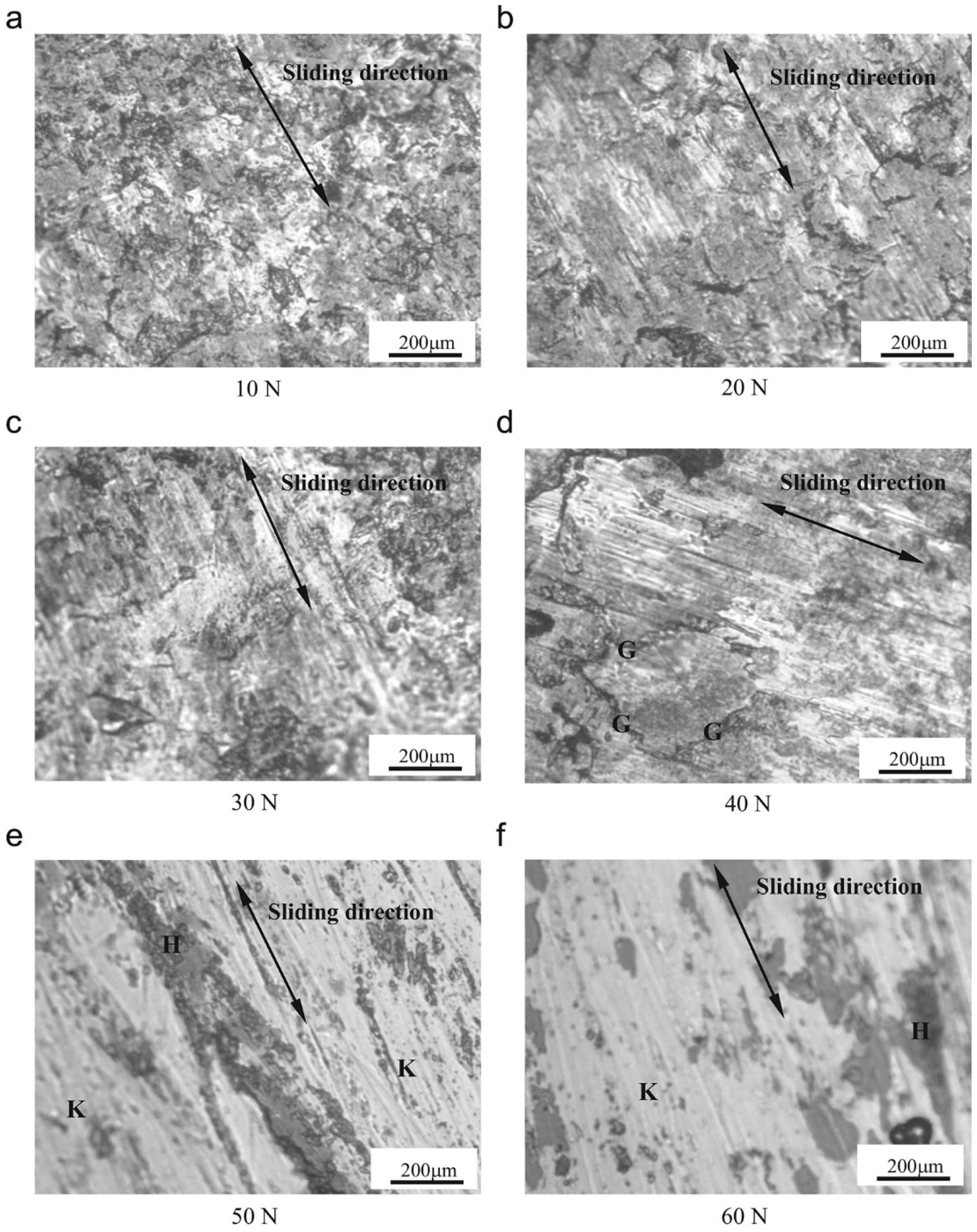
| 1090 steel | 78 nm (30 µm) | Not reported | Ball-on-disk sliding wear test (dry) | Sandblasting led to phase transformation combined with increased surface hardness, which improved the wear resistance and altered the wear mechanism. | [41] | |
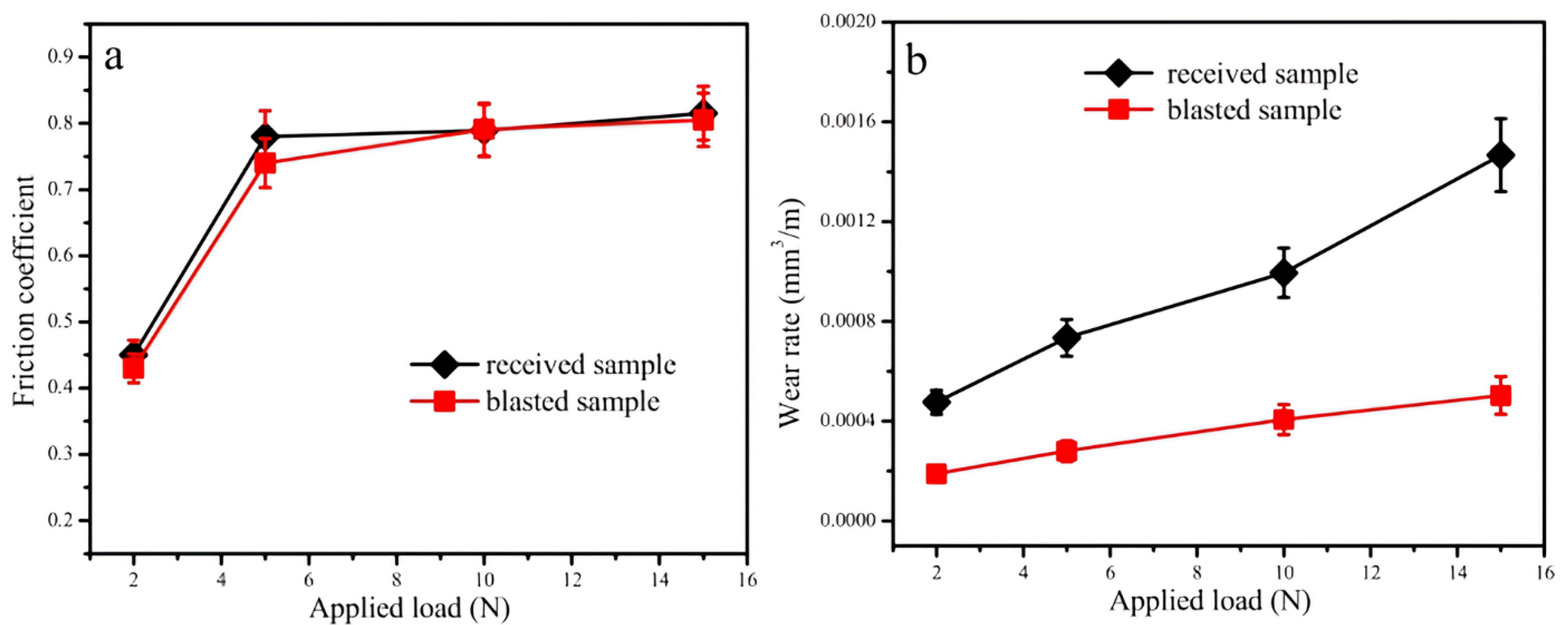
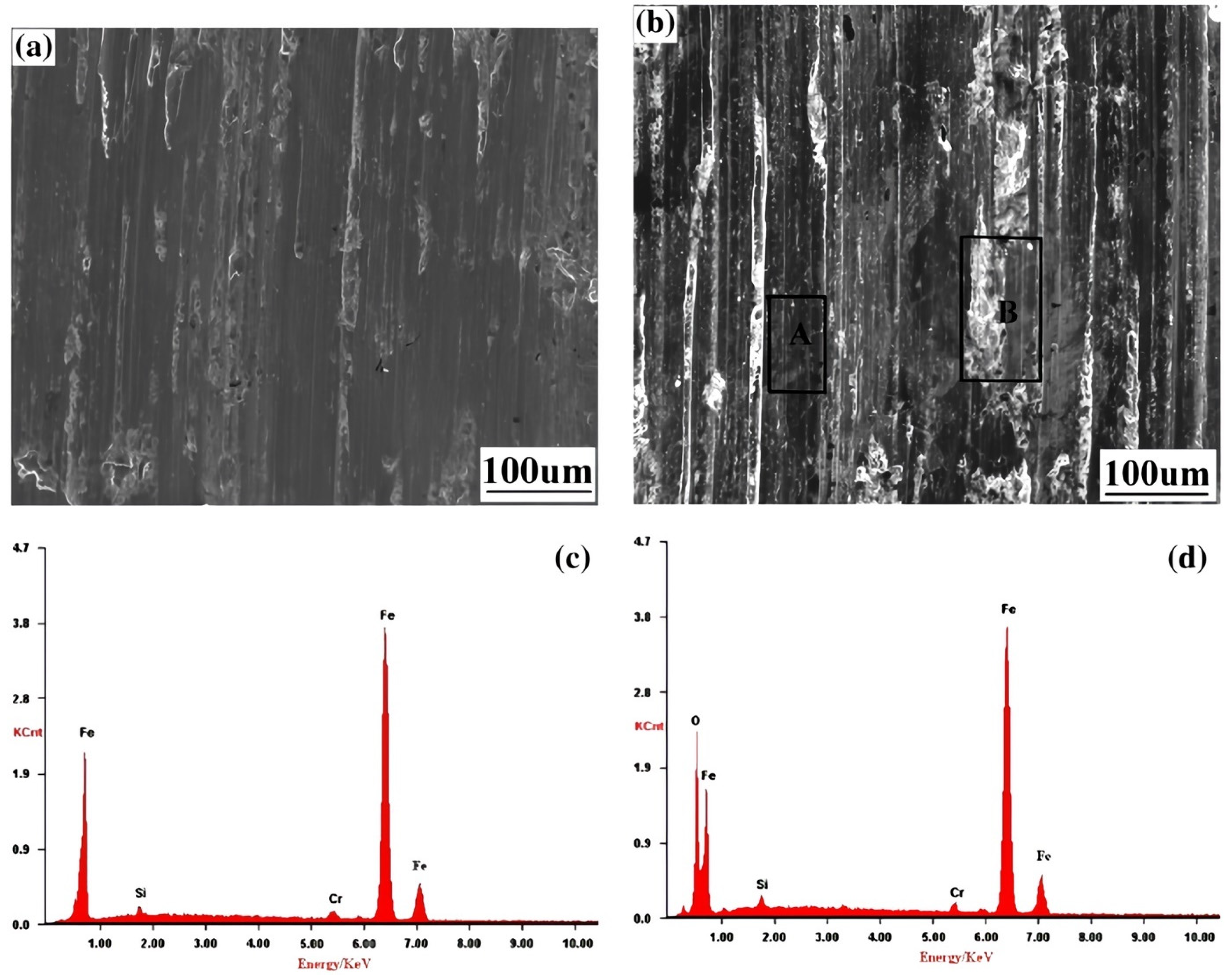
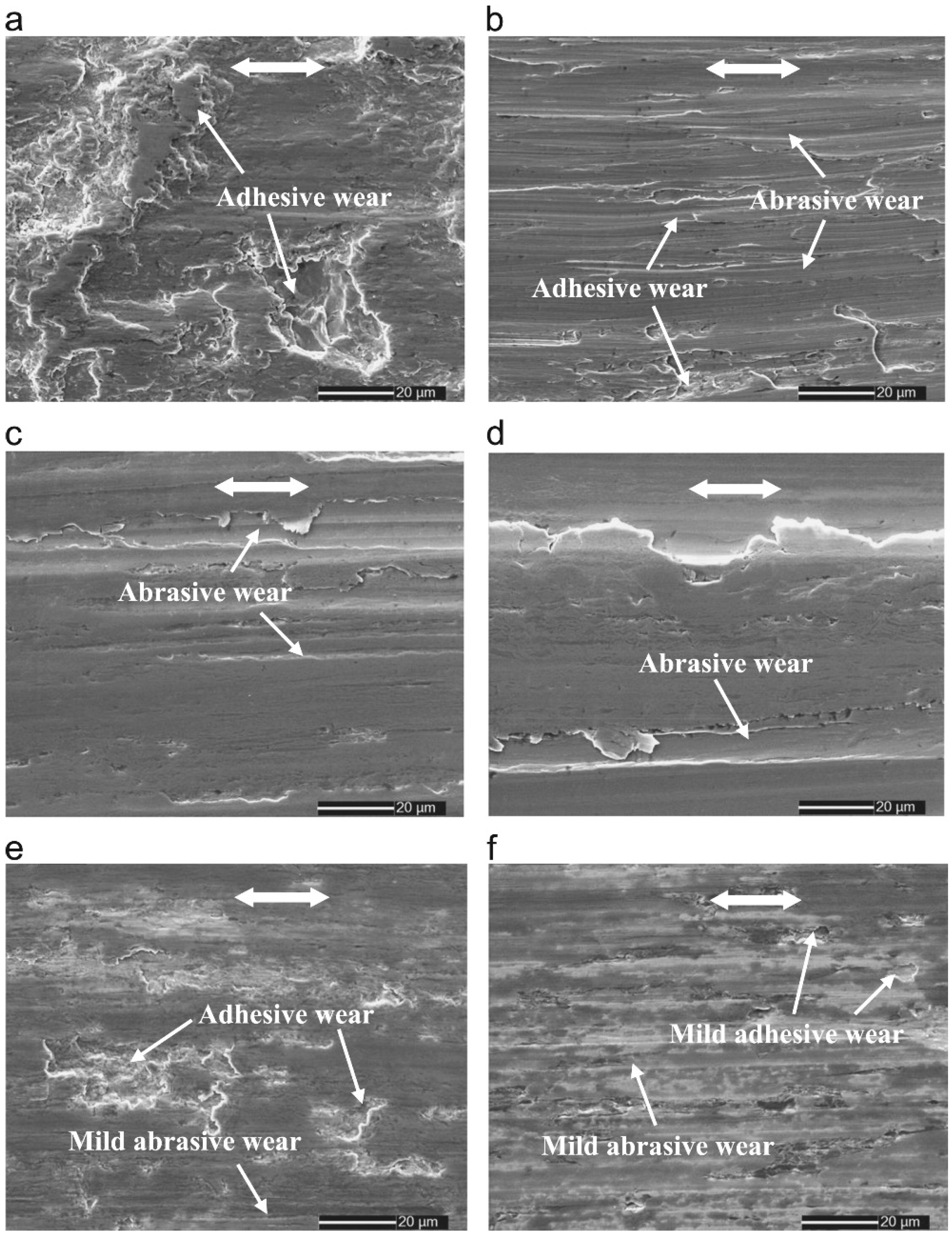
| Supersonic Fine Particles Bombardment | Chrome-silicon alloy steel | 16 nm (25 µm) | Not reported | Ball-on-disc wear test (dry) | The transition from a combination of abrasive and adhesive wear in the untreated alloy to abrasive wear in the surface-treated one was a key factor contributing to enhanced wear resistance of the surface nanocrystallized alloy. | [42] |
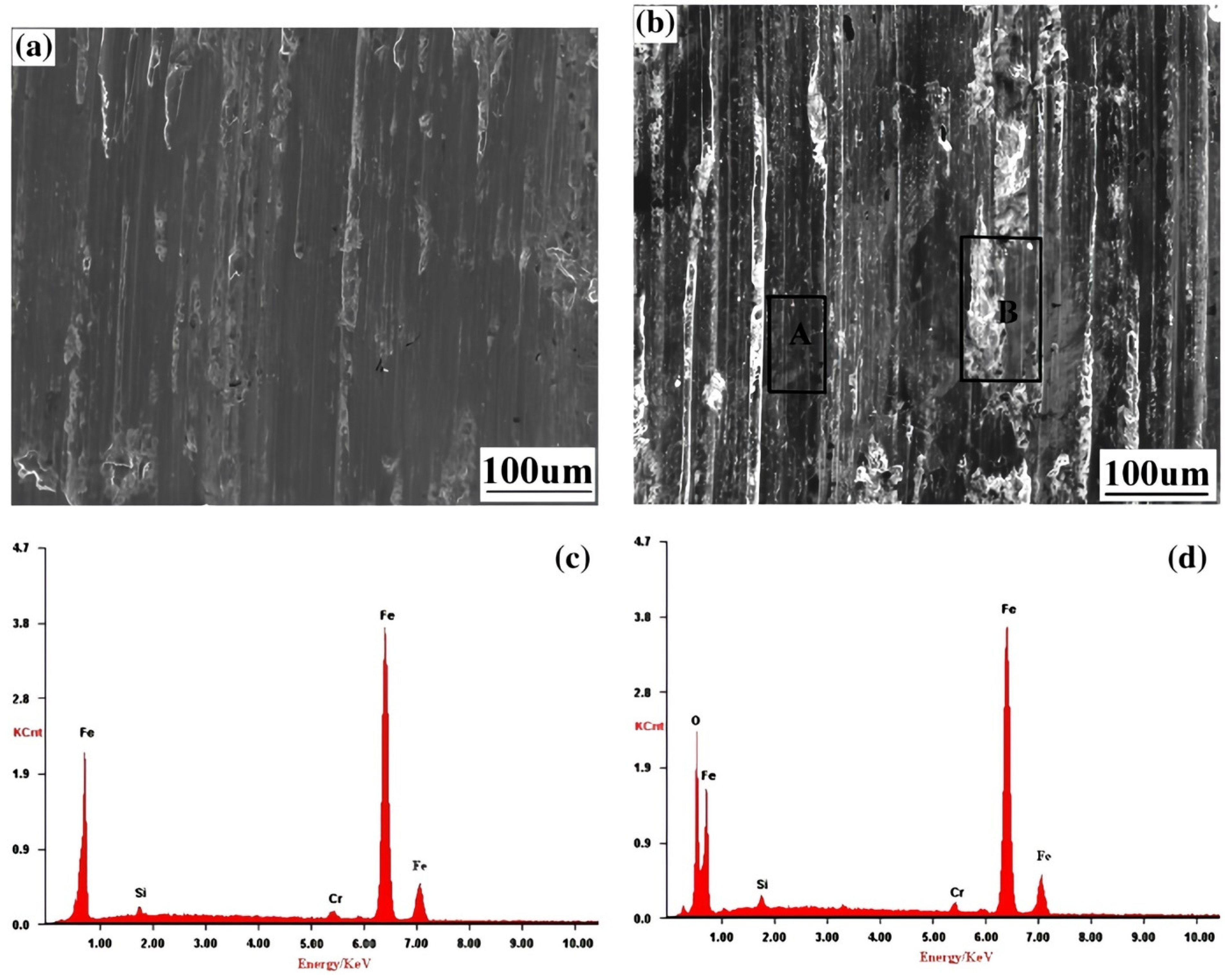
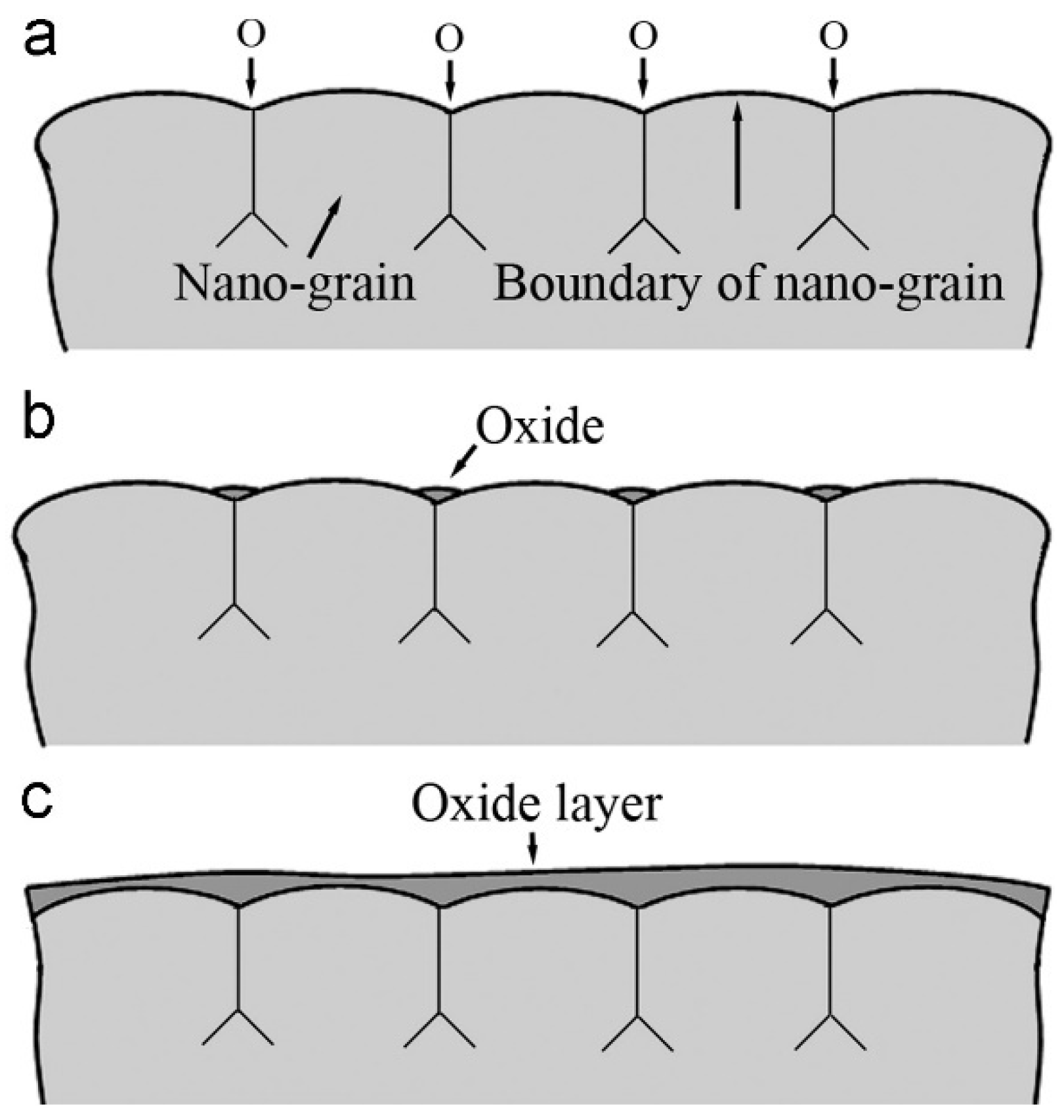
| 1Cr18Ni9Ti stainless steel | 30 nm (10 µm) | Not reported | Ball-on-disc wear test (dry) | The improved wear resistance of SFPBed stainless steel was attributed to two factors: the higher hardness of the surface layer and the lubrication effect of the oxide film formed due to the increased chemical activity of the surface. | [43] | |
| 18Cr2Ni4WA steel | 16.6–45.5 nm (53–74 µm) | Not reported | Ball-on-disc wear test (dry and seawater) | Carburization further boosted the positive influence of SNC on wear resistance. | [44] | |
| 321 stainless steel | 21 nm (Not reported) | Not reported | Ball-on-disc wear test (dry) | The addition of the FeS deposited layer onto the SFPB-treated stainless steel further enhanced its wear resistance. | [45] | |
| Fast multiple rotation rolling | Low carbon steel | 8–18 nm (30 µm) | Ball-on-disk test (dry) | The wear resistance of FMRR-treated steel was superior to that of the untreated steel. | [46] | |
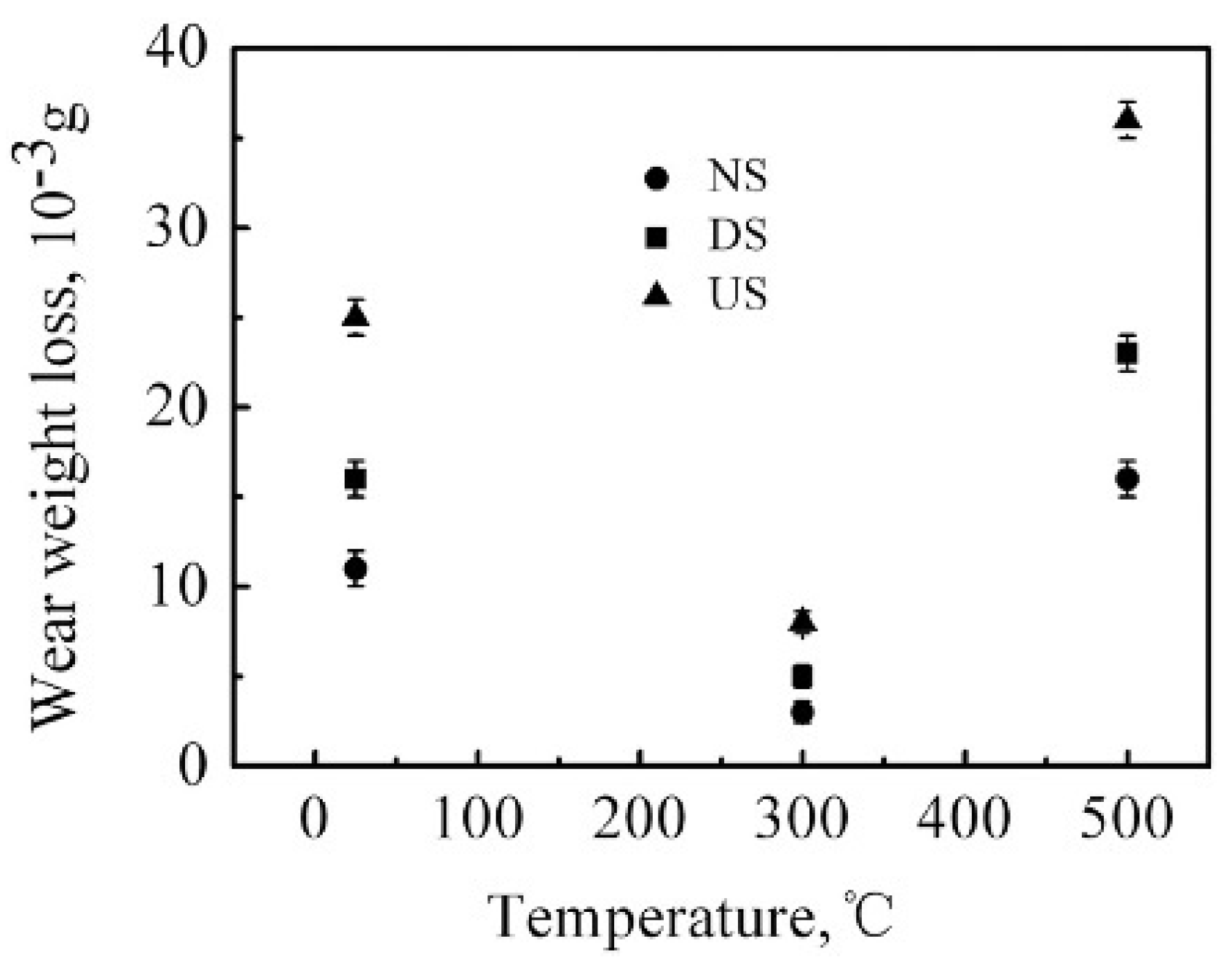
| High-speed pounding | Hadfield steel | 25 nm (Not reported) | Not reported | Pin-on-disc test (dry) | The nanocrystallized surface enhanced wear resistance under all experimental conditions. The highest wear resistance was observed at 300 °C, while the lowest was at 500 °C, and wear resistance was at a moderate level at 25 °C. | [47] |
| Ultrasonic impact treatment (Ultrasonic cold forging technology) | SUS301 stainless steel | 19 nm (150 µm) | Pin-on-disk wear test (dry) | Multiple UIT enhanced the wear resistance of austenitic SS, although it had no noticeable effect on the friction coefficient. | [48] | |
| 316L stainless steel | 19 nm (150 µm) | SRV reciprocating wear test (lubricated) | UCFT treatment significantly improved wear resistance under lubricated conditions. Moreover, the presence of additives in the lubricating oil further enhanced the wear performance due to the formation of a protective tribofilm. | [49] | ||
| Iron-based alloy | 100 nm (34 µm) | Not reported | Ring-on-block wear test (lubricated) | The wear properties of the iron-based deposited coating were improved compared to the as-deposited counterpart. The wear mechanism also changed from adhesive to abrasive wear after surface treatment. | [50] | |
| Ultrasonic surface rolling (High-frequency impacting and rolling) | 316L austenitic stainless steel | 6–15 nm (15 µm) | Ring-on-block wear test (dry) | Wear resistance USR-treated alloy was enhanced under both low and high sliding speeds. | [51] | |
| 40Cr steel | 6.2 nm (80 µm) | Not reported | Pin-on-disk wear test (dry) | The HFIR process significantly improved the wear resistance of the alloy to the extent that it effectively prevented fatigue wear, even under high applied loads. | [52] | |
| X210CrW12 steel | 40 nm (100 µm) | SRV reciprocating wear test (dry) | The wear volume loss of untreated and surface-treated samples were similar. | [53] | ||
| 8Cr4Mo4V bearing steel | Not reported (24 µm) | Ball-on-plate test (dry) | The wear properties were improved for surface-treated samples. The impact of USR-treatment parameters on the surface performance was also analyzed. | [54] | ||
| Surface mechanical rolling treatment | 316L austenitic stainless steel | 30 nm (200 µm) | Crossed cylinder contact tribocorrosion test (corrosive solution) | The tribocorrosion resistance in both pure water and HCl solution was enhanced after surface treatment, which significantly reduced delamination. | [55] |
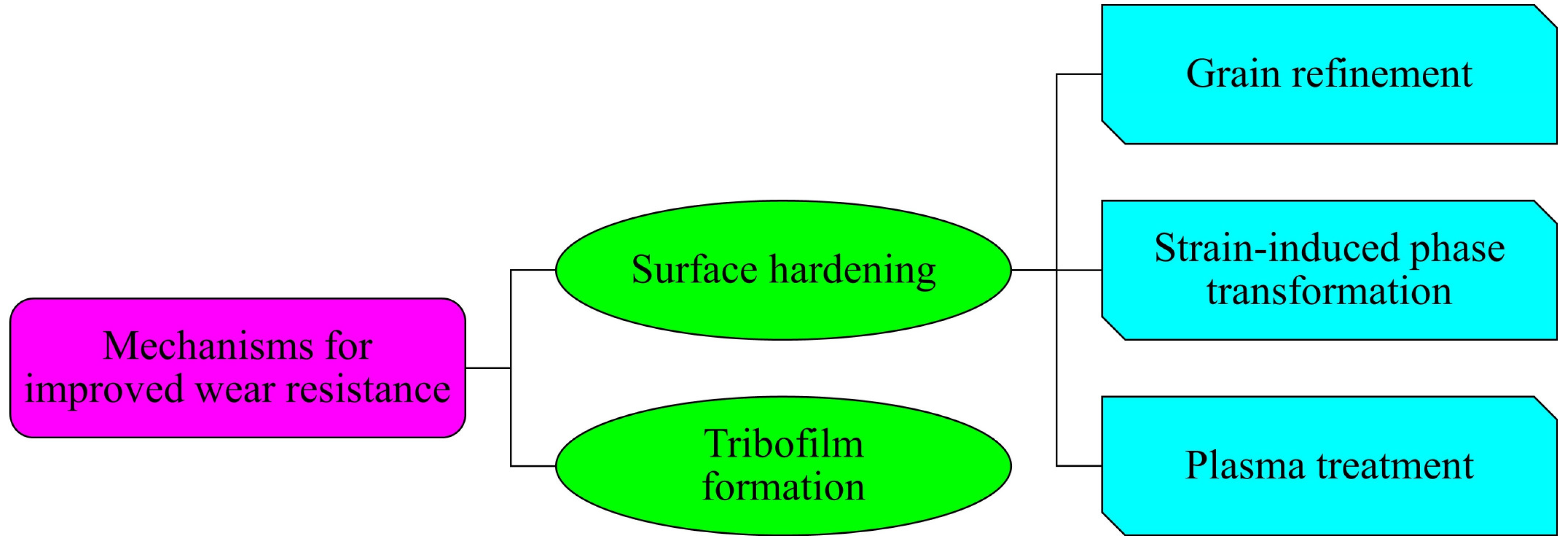
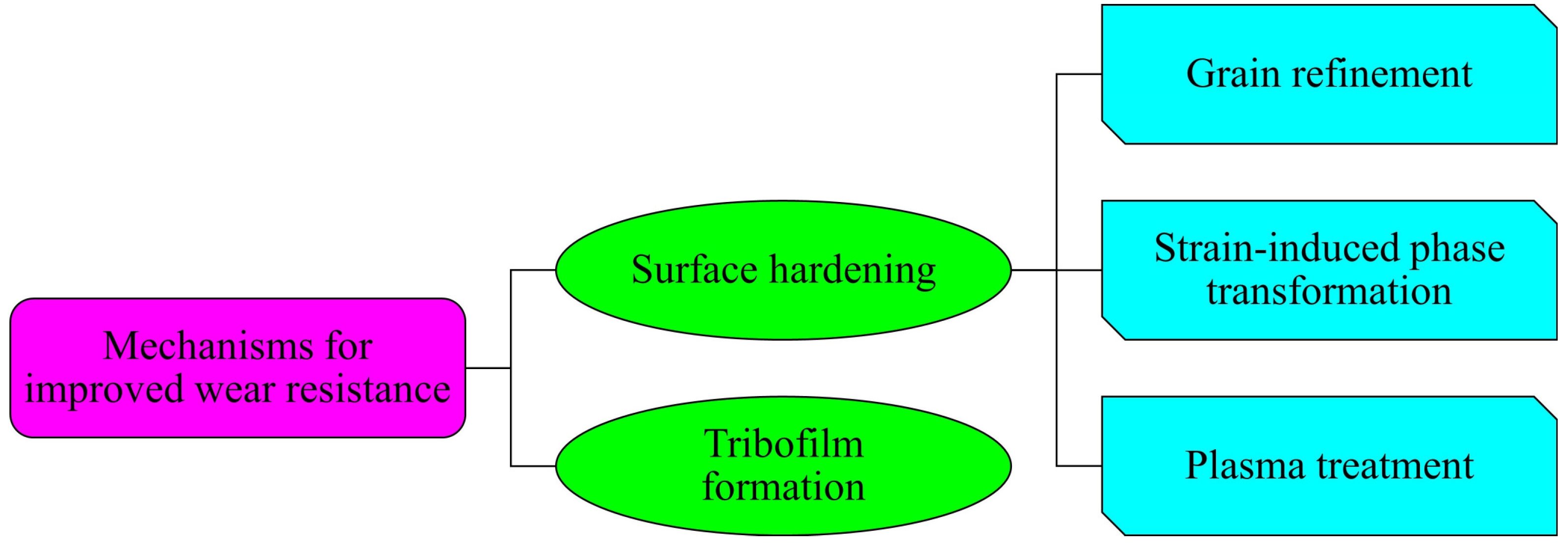
6. Mechanisms for Enhanced Wear Resistance of SNC-Treated Steels
6.1. Surface Hardening
6.1.1. Grain Refinement
6.1.2. Strain-Induced Phase Transformation
6.1.3. Plasma Treatment
6.2. Tribofilm Formation
7. Conclusions and Future Directions
- (1)
- Surface roughness in SNC-treated alloys remains inadequately explored. A comprehensive study is needed to investigate the influence of treatment variables on surface finish and its corresponding effect on the tribological behavior of surface nanocrystallized alloys.
- (2)
- More detailed investigations into the wear mechanisms of surface nanocrystallized alloys are recommended. Current literature lacks comprehensive examinations of the wear mechanisms governing the degradation of metallic materials.
- (3)
- Additive manufacturing (AM) technologies have found a unique niche for themselves in the production of near-net-shaped components with intricate designs. However, the resolution of components produced using AM methods, such as wire arc additive manufacturing (WAAM), can sometimes be unsatisfactory [59]. In this context, SNC treatments can be employed not only to enhance the surface finish of these parts [60] but also to improve the mechanical properties of the surface layer. This has the potential to facilitate the production of wear-resistant metallic components, which can then be subjected to wear behavior studies and compared to conventional parts.
- (4)
- While indirect surface nanocrystallization techniques, such as cavitation peening and pulsed-high energy density plasma, have been utilized to modify the corrosion properties of ferrous alloys, they remain unexplored for anti-wear purposes in these materials. Thoroughly investigating the effects of these indirect methods on wear characteristics in ferrous materials is suggested.
- (5)
- Combining different SNC techniques for surface modification of ferrous alloys could yield intriguing synergistic effects due to their unique characteristics. For example, the levels of hardness and roughness induced by each SNC technique may vary. Consequently, investigating the combined influence of multiple methods on wear responses compared to individual methods in ferrous alloys would be beneficial.
- (6)
- To date, there has been no examination of the in situ wear behavior of SNC-treated alloys. It is essential to explore how nanocrystallized surface layers behave under in-situ microscopic observations, coupled with in situ surface analysis. This approach would provide a deeper understanding of the wear mechanisms at play in ferrous alloys.
- (7)
- The impact of large grain boundary surface area per unit volume on the thermal stability of SNC-treated steels remains unexplored. Investigating the potential recrystallization and grain growth of nanograin structures during high-velocity sliding and its high heat generation effect is essential.
- (8)
- The SNC treatment methods described in the present paper may yield a gradient distribution of grain sizes on the surface. Researchers are encouraged to delve deeper into the effects of this grain size gradient on the material’s wear properties.
Funding
Data Availability Statement
Conflicts of Interest
References
- Totten, G.E. Steel Heat Treatment Handbook-2 Volume Set; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Rakesh, N.; Rameshkumar, K. Activated flux induced Tungsten inert gas welding of Ferrous alloys—A Review. J. Phys. Conf. Ser. 2022, 2272, 012020. [Google Scholar] [CrossRef]
- Morshed-Behbahani, K.; Zakerin, N. A Review on the Role of Surface Nanocrystallization in Corrosion of Stainless Steel. J. Mater. Res. Technol. 2022, 19, 1120–1147. [Google Scholar] [CrossRef]
- McKeen, L.W. 2-Introduction to the Tribology of Plastics and Elastomers. In Fatigue and Tribological Properties of Plastics and Elastomers, 3rd ed.; McKeen, L.W., Ed.; William Andrew Publishing: Norwich, NY, USA, 2016; pp. 27–44. [Google Scholar] [CrossRef]
- Bateni, M.; Szpunar, J.; Wang, X.; Li, D. Wear and corrosion wear of medium carbon steel and 304 stainless steel. Wear 2006, 260, 116–122. [Google Scholar] [CrossRef]
- Ralls, A.M.; Menezes, P.L. Revealing the fretting corrosion mechanisms of laser shock peened cold spray 316L stainless steel. Tribol. Int. 2024, 192, 109227. [Google Scholar] [CrossRef]
- Chintha, A.R. Metallurgical aspects of steels designed to resist abrasion, and impact-abrasion wear. Mater. Sci. Technol. 2019, 35, 1133–1148. [Google Scholar] [CrossRef]
- Lu, H.; Xue, K.; Xu, X.; Luo, K.; Xing, F.; Yao, J.; Lu, J. Effects of laser shock peening on microstructural evolution and wear property of laser hybrid remanufactured Ni25/Fe104 coating on H13 tool steel. J. Mater. Process. Technol. 2021, 291, 117016. [Google Scholar] [CrossRef]
- Wang, Y.; Jia, Z.; Ji, J.; Wei, B.; Heng, Y.; Liu, D. Determining the wear behavior of H13 steel die during the extrusion process of pure nickel. Eng. Fail. Anal. 2022, 134, 106053. [Google Scholar] [CrossRef]
- Zeng, Y.; Qin, Z.; Su, C.; Li, M.; Sun, C.; Yuan, X.; Ren, P.; Zhang, X. Effect of rainfall pH value on fretting corrosion characteristics of 60Si2Mn steel for high-speed railway track fastener clips. Eng. Fail. Anal. 2023, 144, 106954. [Google Scholar] [CrossRef]
- de Silva, A.; Fong, L.W. Effect of abrasive wear on the tensile strength of steel wire rope. Eng. Fail. Anal. 2002, 9, 349–358. [Google Scholar] [CrossRef]
- Tavares, S.S.; Pardal, J.M.; Corte, J.S.; Scandian, C.; Herculano, L.F.G. Failure induced by severe wear between studs and nuts of 17-4PH steel. Eng. Fail. Anal. 2009, 16, 1765–1769. [Google Scholar] [CrossRef]
- Wei, A.; Hu, J.; Li, Y.; Wang, S.; Feng, L.; Feng, Y.; Xie, Z. Friction behavior of 30CrNi2MoVA gun barrel steel after thermo-cyclic treatment: Air and simulated seawater. Eng. Fail. Anal. 2024, 157, 107948. [Google Scholar] [CrossRef]
- Birol, Y. Analysis of wear of a gas nitrided H13 tool steel die in aluminium extrusion. Eng. Fail. Anal. 2012, 26, 203–210. [Google Scholar] [CrossRef]
- Rani, A.; Singh, T.; Singh, J.; Patel, V.; Choudhary, M.K. Abrasive wear behavior of EN42 steel used in agricultural discs in field conditions. Eng. Fail. Anal. 2022, 142, 106789. [Google Scholar] [CrossRef]
- Das, D.; Dutta, A.; Ray, K. Influence of varied cryotreatment on the wear behavior of AISI D2 steel. Wear 2009, 266, 297–309. [Google Scholar] [CrossRef]
- Karmakar, D.P.; Muvvala, G.; Nath, A.K. High-temperature abrasive wear characteristics of H13 steel modified by laser remelting and cladded with Stellite 6 and Stellite 6/30% WC. Surf. Coat. Technol. 2021, 422, 127498. [Google Scholar] [CrossRef]
- Guo, D.; Zhang, P.; Jiang, Y.; Song, C.; Tan, D.; Yu, D. Effects of surface texturing and laminar plasma jet surface hardening on the tribological behaviors of GCr15 bearing steel. Tribol. Int. 2022, 169, 107465. [Google Scholar] [CrossRef]
- Ben Saada, F.; Ben Saada, M.; Elleuch, K.; Ponthiaux, P. Nanocrystallized Surface Effect on the Tribocorrosion Behavior of AISI 420. Lubricants 2022, 10, 304. [Google Scholar] [CrossRef]
- Wu, Y.; Xiong, Y.; Liu, W.; Chen, Z.; Zhang, X.; Wang, S.; Cao, W. Effect of supersonic fine particle bombardment on microstructure and fatigue properties of Ti-6.5Al-3.5Mo-1.5Zr-0.3Si titanium alloy at different temperatures. Surf. Coat. Technol. 2021, 421, 127473. [Google Scholar] [CrossRef]
- Chui, P.; Sun, K.; Sun, C.; Yang, X.; Shan, T. Effect of surface nanocrystallization induced by fast multiple rotation rolling on hardness and corrosion behavior of 316L stainless steel. Appl. Surf. Sci. 2011, 257, 6787–6791. [Google Scholar] [CrossRef]
- Zhang, F.; Yang, Z.; Qian, L.; Liu, F.; Lv, B.; Zhang, M. High speed pounding: A novel technique for the preparation of a thick surface layer with a hardness gradient distribution on Hadfield steel. Scr. Mater. 2011, 64, 560–563. [Google Scholar] [CrossRef]
- Chen, L.; Gu, Y.; Liu, L.; Liu, S.; Hou, B.; Liu, Q.; Ding, H. Effect of ultrasonic cold forging technology as the pretreatment on the corrosion resistance of MAO Ca/P coating on AZ31B Mg alloy. J. Alloys Compd. 2015, 635, 278–288. [Google Scholar] [CrossRef]
- She, D.; Yue, W.; Fu, Z.; Gu, Y.; Wang, C.; Liu, J. The effect of nitriding temperature on hardness and microstructure of die steel pre-treated by ultrasonic cold forging technology. Mater. Des. 2013, 49, 392–399. [Google Scholar] [CrossRef]
- Suh, C.-M.; Song, G.-H.; Suh, M.-S.; Pyoun, Y.-S. Fatigue and mechanical characteristics of nano-structured tool steel by ultrasonic cold forging technology. Mater. Sci. Eng. A 2007, 443, 101–106. [Google Scholar] [CrossRef]
- Vasylyev, M.; Chenakin, S.; Yatsenko, L. Ultrasonic impact treatment induced oxidation of Ti6Al4V alloy. Acta Mater. 2016, 103, 761–774. [Google Scholar] [CrossRef]
- John, M.; Ralls, A.M.; Dooley, S.C.; Thazhathidathil, A.K.V.; Perka, A.K.; Kuruveri, U.B.; Menezes, P.L. Ultrasonic surface rolling Process: Properties, characterization, and applications. Appl. Sci. 2021, 11, 10986. [Google Scholar] [CrossRef]
- Zhang, H.; Qiu, X.; Xu, D.; Liu, Y.; Zhao, X. Effect of precipitated phase on dislocation activity under high-frequency impacting and rolling. Micro Nano Lett. 2018, 13, 1542–1544. [Google Scholar] [CrossRef]
- Huang, H.; Wang, Z.; Lu, J.; Lu, K. Fatigue behaviors of AISI 316L stainless steel with a gradient nanostructured surface layer. Acta Mater. 2015, 87, 150–160. [Google Scholar] [CrossRef]
- Wang, Z.; Tao, N.; Li, S.; Wang, W.; Liu, G.; Lu, J.; Lu, K. Effect of surface nanocrystallization on friction and wear properties in low carbon steel. Mater. Sci. Eng. A 2003, 352, 144–149. [Google Scholar] [CrossRef]
- Sun, Y. Sliding wear behaviour of surface mechanical attrition treated AISI 304 stainless steel. Tribol. Int. 2013, 57, 67–75. [Google Scholar] [CrossRef]
- Sun, Y.; Bailey, R. Improvement in tribocorrosion behavior of 304 stainless steel by surface mechanical attrition treatment. Surf. Coat. Technol. 2014, 253, 284–291. [Google Scholar] [CrossRef]
- Lin, Y.; Lu, J.; Wang, L.; Xu, T.; Xue, Q. Surface nanocrystallization by surface mechanical attrition treatment and its effect on structure and properties of plasma nitrided AISI 321 stainless steel. Acta Mater. 2006, 54, 5599–5605. [Google Scholar] [CrossRef]
- Yan, W.; Fang, L.; Sun, K.; Xu, Y. Effect of surface work hardening on wear behavior of Hadfield steel. Mater. Sci. Eng. A 2007, 460, 542–549. [Google Scholar] [CrossRef]
- Yan, W.; Fang, L.; Zheng, Z.; Sun, K.; Xu, Y. Effect of surface nanocrystallization on abrasive wear properties in Hadfield steel. Tribol. Int. 2009, 42, 634–641. [Google Scholar] [CrossRef]
- Li, G.; Chen, J.; Guan, D. Friction and wear behaviors of nanocrystalline surface layer of medium carbon steel. Tribol. Int. 2010, 43, 2216–2221. [Google Scholar] [CrossRef]
- Menezes, M.R.; Godoy, C.; Buono, V.T.L.; Schvartman, M.M.; Avelar-Barista Wison, J.C. Effect of shot peening and treatment temperature on wear and corrosion resistance of sequentially plasma treated AISI 316L steel. Surf. Coat. Technol. 2017, 309, 651–662. [Google Scholar] [CrossRef]
- Wu, Y.; Kang, Y.; Chen, Y. Effect of shot peening on the corrosion and wear resistance of 2205 duplex stainless steel. J. Mater. Eng. Perform. 2022, 32, 3186–3201. [Google Scholar] [CrossRef]
- Ben Saada, F.; Antar, Z.; Elleuch, K.; Ponthiaux, P.; Gey, N. The effect of nanocrystallized surface on the tribocorrosion behavior of 304L stainless steel. Wear 2018, 394, 71–79. [Google Scholar] [CrossRef]
- Wang, X.; Li, D. Mechanical, electrochemical and tribological properties of nano-crystalline surface of 304 stainless steel. Wear 2003, 255, 836–845. [Google Scholar] [CrossRef]
- Peng, R.; Fu, L.; Zhou, L. Improved wear resistance by phase transformation of surface nanocrystalline 1090 steel prepared by sandblasting technique. Appl. Surf. Sci. 2016, 388, 406–411. [Google Scholar] [CrossRef]
- Ba, D.; Ma, S.; Meng, F.; Li, C. Friction and wear behaviors of nanocrystalline surface layer of chrome–silicon alloy steel. Surf. Coat. Technol. 2007, 202, 254–260. [Google Scholar] [CrossRef]
- Ma, G.-Z.; Xu, B.-S.; Wang, H.-D.; Si, H.-J.; Yang, D.-X. Effect of surface nanocrystallization on the tribological properties of 1Cr18Ni9Ti stainless steel. Mater. Lett. 2011, 65, 1268–1271. [Google Scholar] [CrossRef]
- Yang, Y.; Cui, X.; Zhao, X.; Dong, M.; Zhou, J.; Jin, G. Surface nanocrystallized structural steel with enhanced tribological properties under different sliding conditions. Wear 2020, 460, 203429. [Google Scholar] [CrossRef]
- Ding, L.; Li, Y. Reduction of Friction and Wear for AISI321 Stainless Steel through Surface Modification Using Nanocrystallization. Materials 2023, 16, 5303. [Google Scholar] [CrossRef] [PubMed]
- Chui, P.; Sun, K.; Sun, C.; Wu, C.; Wang, H.; Zhao, Y. Effect of surface nanocrystallization induced by fast multiple rotation rolling on mechanical properties of a low carbon steel. Mater. Des. 2012, 35, 754–759. [Google Scholar] [CrossRef]
- Feng, X.; Zhang, F.; Yang, Z.; Zhang, M. Wear behaviour of nanocrystallised Hadfield steel. Wear 2013, 305, 299–304. [Google Scholar] [CrossRef]
- Li, L.; Kim, M.; Lee, S.; Bae, M.; Lee, D. Influence of multiple ultrasonic impact treatments on surface roughness and wear performance of SUS301 steel. Surf. Coat. Technol. 2016, 307, 517–524. [Google Scholar] [CrossRef]
- Wang, Y.; Yue, W.; She, D.; Fu, Z.; Huang, H.; Liu, J. Effects of surface nanocrystallization on tribological properties of 316L stainless steel under MoDTC/ZDDP lubrications. Tribol. Int. 2014, 79, 42–51. [Google Scholar] [CrossRef]
- Li, L.; Zhao, S.; Zhang, N.; Guo, Y.; Gan, H. Enhanced wear resistance of iron-based alloy coating induced by ultrasonic impact. Coatings 2019, 9, 804. [Google Scholar] [CrossRef]
- Wang, C.; Han, J.; Zhao, J.; Song, Y.; Man, J.; Zhu, H.; Sun, J.; Fang, L. Enhanced wear resistance of 316 L stainless steel with a nanostructured surface layer prepared by ultrasonic surface rolling. Coatings 2019, 9, 276. [Google Scholar] [CrossRef]
- Zhao, X.; Zhao, B.; Liu, Y.; Cai, Y.; Hu, C. Research on friction and wear behavior of gradient nano-structured 40Cr steel induced by high frequency impacting and rolling. Eng. Fail. Anal. 2018, 83, 167–177. [Google Scholar] [CrossRef]
- Duan, Y.; Qu, S.; Jia, S.; Li, X. Effects of ultrasonic surface rolling processing on microstructure and wear properties of high-carbon high-chromium steel. Surf. Coat. Technol. 2021, 422, 127531. [Google Scholar] [CrossRef]
- Wang, P.; Guo, H.; Wang, D.; Duan, H.; Zhang, Y. Microstructure and tribological performances of M50 bearing steel processed by ultrasonic surface rolling. Tribol. Int. 2022, 175, 107818. [Google Scholar] [CrossRef]
- Shen, M.-X.; Rong, K.-J.; Liu, D.-J.; Xiong, G.-Y.; Ji, D.-H.; Wang, X.-G. Anti-corrosion and corrosive wear properties of AISI 316L stainless steel with surface nanocrystallization by surface mechanical rolling treatment. Surf. Topogr. Metrol. Prop. 2020, 8, 035009. [Google Scholar] [CrossRef]
- Tichy, J.A.; Meyer, D.M. Review of solid mechanics in tribology. Int. J. Solids Struct. 2000, 37, 391–400. [Google Scholar] [CrossRef]
- Chen, Y.; Yang, K.; Lin, H.; Zhang, F.; Xiong, B.; Zhang, H.; Zhang, C. Important contributions of multidimensional nanoadditives on the tribofilms: From formation mechanism to tribological behaviors. Compos. Part B Eng. 2022, 234, 109732. [Google Scholar] [CrossRef]
- Tang, H.; Sun, J.; He, J.; Wu, P. Research Progress of Interface Conditions and Tribological Reactions: A Review. J. Ind. Eng. Chem. 2020, 94, 105–121. [Google Scholar] [CrossRef]
- Morshed-Behbahani, K.; Aliyu, A.; Bishop, D.P.; Nasiri, A. Additive manufacturing of copper-based alloys for high-temperature aerospace applications: A review. Mater. Today Commun. 2024, 38, 108395. [Google Scholar] [CrossRef]
- Morshed-Behbahani, K.; Bishop, D.P.; Nasiri, A. A Review of the Corrosion Behavior of Conventional and Additively Manufactured Nickel–Aluminum Bronze (NAB) Alloys: Current Status and Future Challenges. Mater. Horiz. 2023, 10, 5391–5435. [Google Scholar] [CrossRef]



| Wear Mechanism | Description |
|---|---|
| Adhesive wear | Adhesive wear occurs when the asperities in the interface adhere to each other. These contact points can be separated as the surfaces move, potentially causing a fragment to break away from one surface and adhere to the other. |
| Abrasive wear | “Three-body abrasive wear” takes place when hard particles are present between the rubbing surfaces, resulting in material removal from both surfaces, or the embedding of these particles in the softer surface, which leads to material loss in the counter body. On the other hand, “two-body abrasive wear” happens when the hard surface’s asperities plow into the soft matrix of the counter body, creating debris particles. In practical scenarios, the most common type of wear often incorporates elements of both two-body and three-body abrasive wear. |
| Fatigue and fretting wear | Fatigue wear involves the cyclic growth of microcracks on the surface, which leads to the detachment of wear particles. As a result, the repetitive loading weakens the material’s surface. Fretting wear is defined as repeated cyclic rubbing between two surfaces. |
| Erosive wear | Various particles, such as sand and slurries, impinge the surface. |
| Corrosive and oxidative wear | In corrosive wear, the fine corrosive products present on the surface make up the wear particles. When the corrosive layer is disrupted or eroded due to sliding or abrasion, a new layer begins to form, and this cycle of removal and corrosive layer formation repeats. |
| SNC Method | Description | Ref. |
|---|---|---|
| Surface Mechanical Attrition Treatment (SMAT) | It involves a chamber that vibrates within a frequency range of 50 Hz–20 kHz. Within this chamber, smooth ceramic or steel spherical shots, flying at velocities ranging from 1 to 20 m/s, bombard the surface of the alloy. This intense bombardment results in extremely high strain rates within the targeted alloy surface, ultimately leading to the formation of a nanostructured surface layer. | [3] |
| Shot Peening (SP) | This technology bears similarities to SMAT, with the key distinction being the size of the shot particles utilized in each process. In SP, the shot particles employed are of smaller diameters (0.2–1 mm) compared to SMAT (3–10 mm). Moreover, SP involves the high-velocity impact of these smaller shots onto the alloy surface, with the impact velocity being at least five times greater than that used in the SMAT technique. | [3] |
| Sandblasting (SB) | If micron-sized ceramic sands are employed instead of spherical balls in shot peening to achieve surface nanocrystallization of the alloy, the process is referred to as sandblasting (SB). | [3] |
| Nanopeening Treatment | Nanopeening treatment, also referred to as nanoscale surface peening, closely resembles the shot peening process with one notable distinction: the deliberate selection of operating conditions, including shot diameters, projected speed, and, most notably, the incidence angle. Unlike traditional shot peening, nanopeening utilizes an incidence angle that is no longer perpendicular to the alloy surface. | [19] |
| Supersonic Fine Particle Bombardment (SFPB) | This process entails the repetitive bombardment of the alloy surface with fine particles, each having a diameter of less than 200 μm, propelled by supersonically compressed air at velocities ranging from 300 to 1200 m/s. | [20] |
| Fast Multiple Rotation Rolling (FMRR) | It involves the rapid rotation and rolling of rotational tool tips on the metal surface while applying static pressure. Simultaneously, the alloy can move steadily back and forth in a horizontal direction. | [21] |
| High-Speed Pounding (HSP) | It involves the use of a pounding tool equipped with a high-speed tip that continually impacts the surface of the alloy | [22] |
| Ultrasonic Cold Forging Technology (UCFT) | A WC ball, attached to an ultrasonic horn device, impacts the alloy’s surface at a frequency of 20 kHz. The dynamic load applied during this process exhibits an amplitude 1.5–5 times greater than the constant static pressure. This method corresponds to Ultrasonic Impact Treatment (UIT) as documented in existing literature. | [23,24,25,26] |
| High-Frequency Impacting and Rolling (HFIR) | In this process, also known as the Ultrasonic Surface Rolling Process (USRP), a combination of constant force rolling, and ultrasonic impacting is utilized. The High-Frequency Impact Rolling (HFIR) tool converts oscillation into ultrasonic vibrations with the aid of a piezoelectric ceramic transducer. These ultrasonic vibrations are further amplified by an amplitude-changing rod. Concurrently, the HFIR tool advances along the processing path under a static force. | [27,28] |
| Surface mechanical rolling treatment (SMRT) | While a cylindrical sample rotates at a certain velocity, a polished cermet (WC/Co) ball is pressed into its surface to a specified penetration depth. Simultaneously, the ball slides along the sample axis from right to left at a specific velocity. | [29] |
| Wear Test Type | 304SS | Sandblasted 304SS | Sandblast-Annealed 304SS |
|---|---|---|---|
| Dry wear | 6.90 | 3.39 | 2.70 |
| Corrosive wear in NaCl solution | 4.58 | 3.27 | 1.71 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morshed-Behbahani, K.; Farhat, Z.; Nasiri, A. Effect of Surface Nanocrystallization on Wear Behavior of Steels: A Review. Materials 2024, 17, 1618. https://doi.org/10.3390/ma17071618
Morshed-Behbahani K, Farhat Z, Nasiri A. Effect of Surface Nanocrystallization on Wear Behavior of Steels: A Review. Materials. 2024; 17(7):1618. https://doi.org/10.3390/ma17071618
Chicago/Turabian StyleMorshed-Behbahani, Khashayar, Zoheir Farhat, and Ali Nasiri. 2024. "Effect of Surface Nanocrystallization on Wear Behavior of Steels: A Review" Materials 17, no. 7: 1618. https://doi.org/10.3390/ma17071618
APA StyleMorshed-Behbahani, K., Farhat, Z., & Nasiri, A. (2024). Effect of Surface Nanocrystallization on Wear Behavior of Steels: A Review. Materials, 17(7), 1618. https://doi.org/10.3390/ma17071618