
Effect of Ti Doping on the Microstructure and Properties of SiCp/Al Composites by Pressureless Infiltration

 and
and
Abstract

1. Introduction
2. Materials and Methods
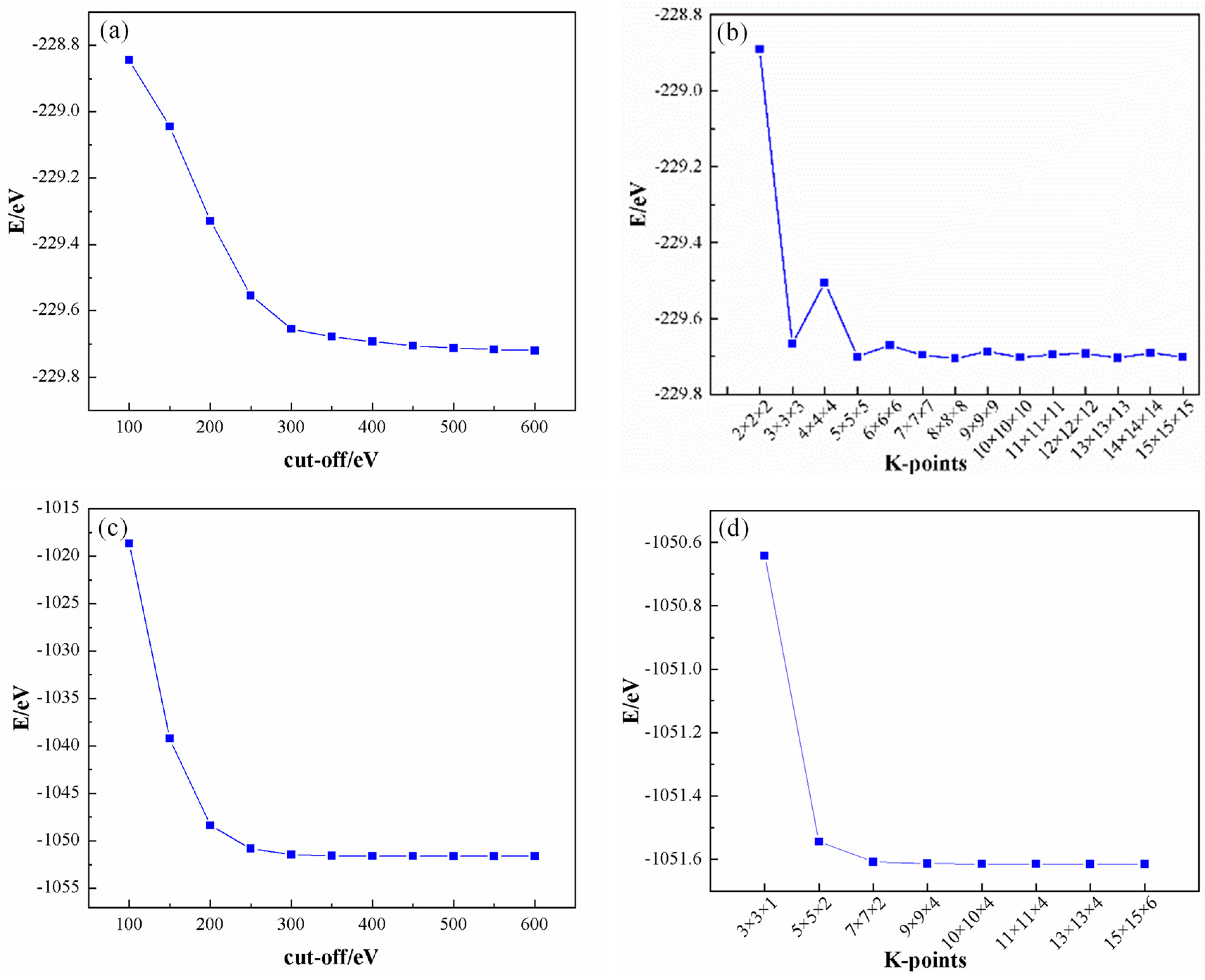
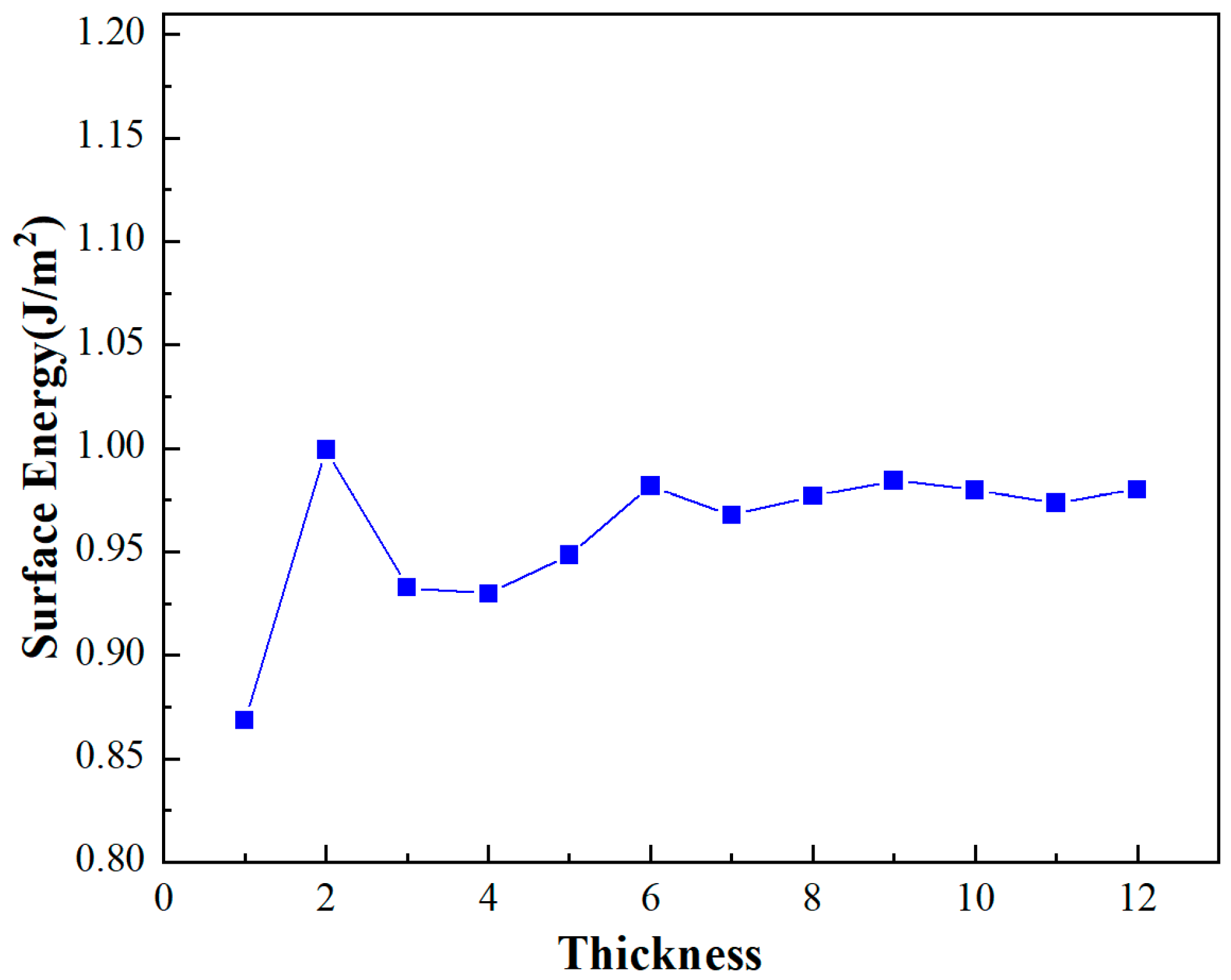
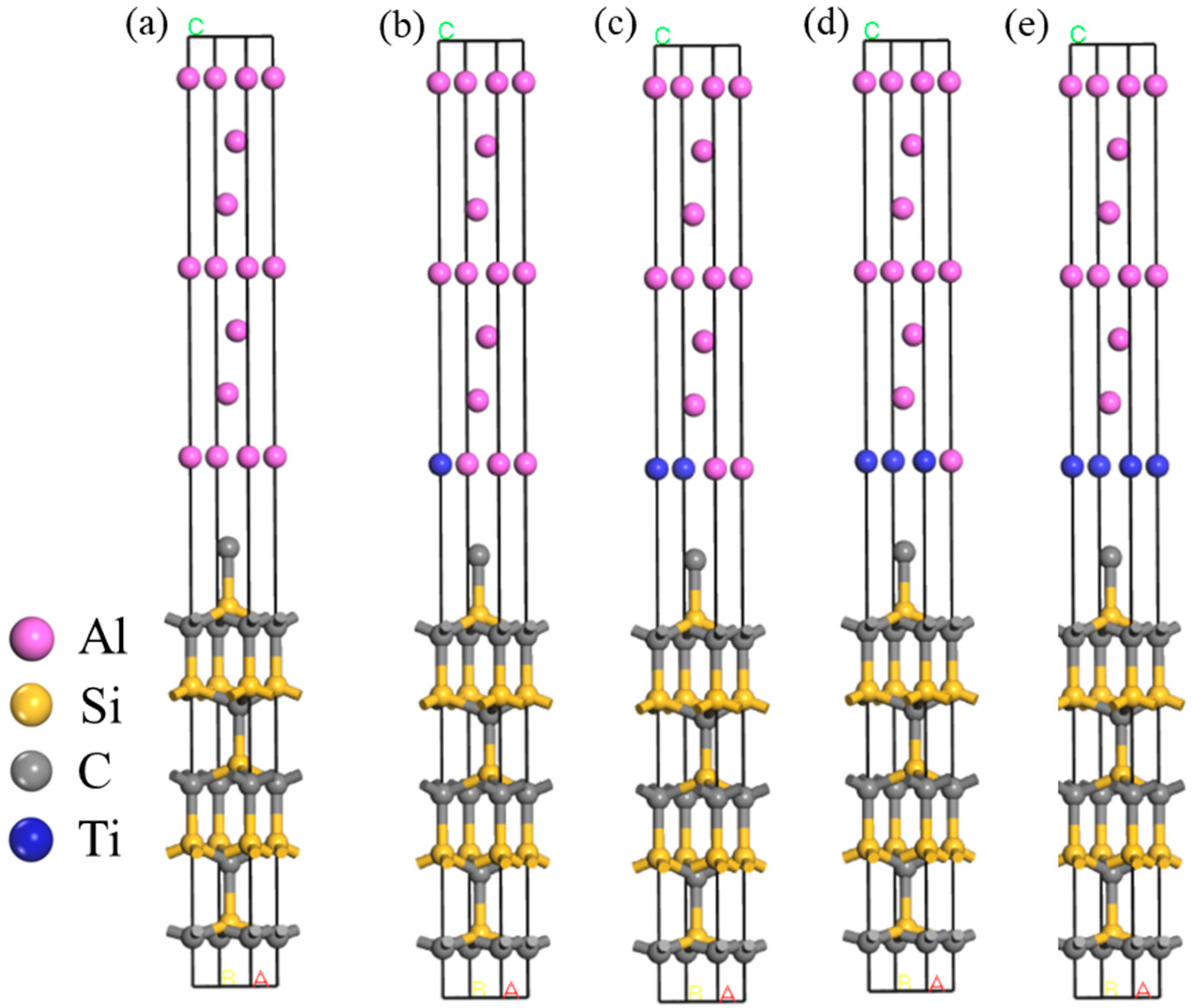
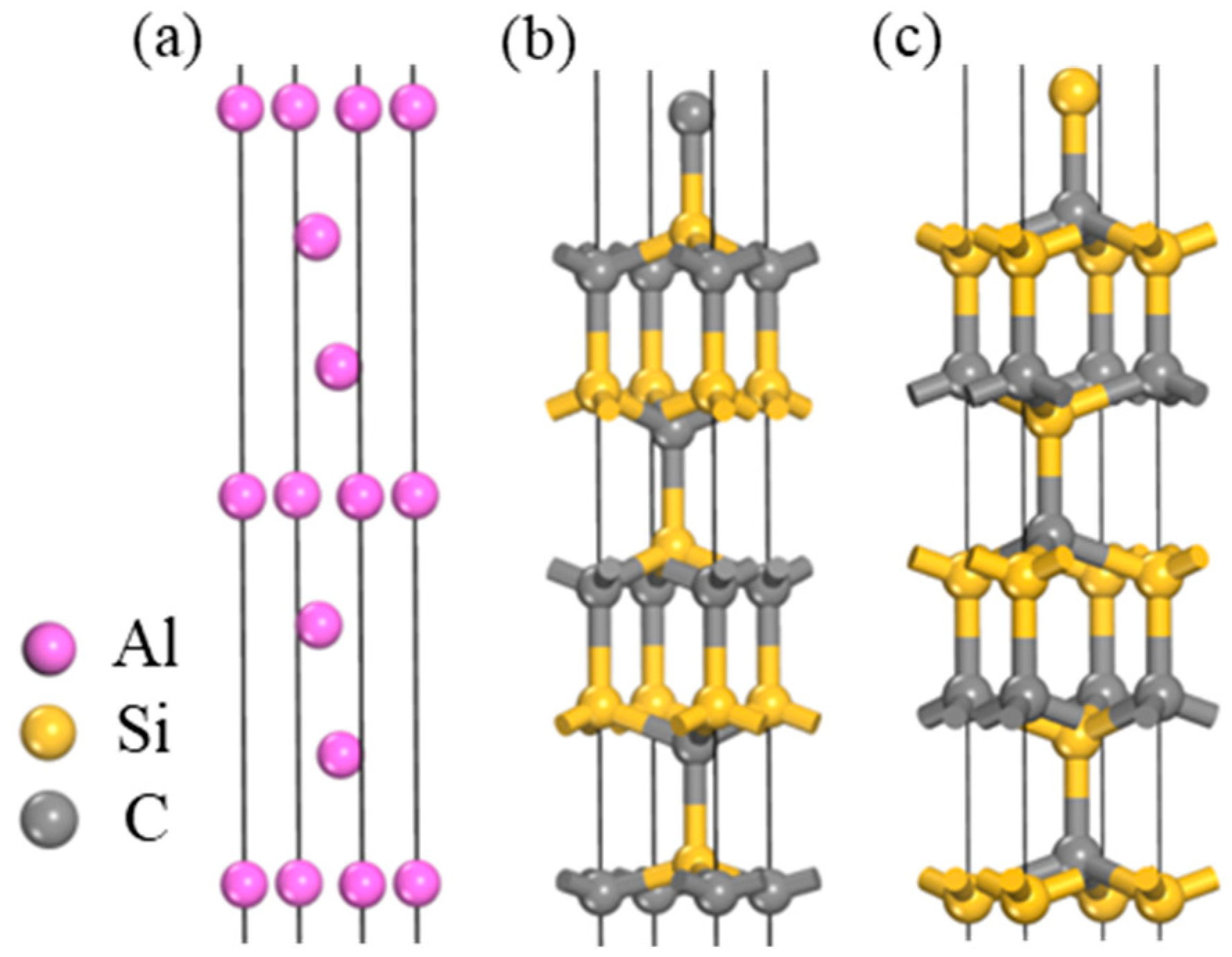
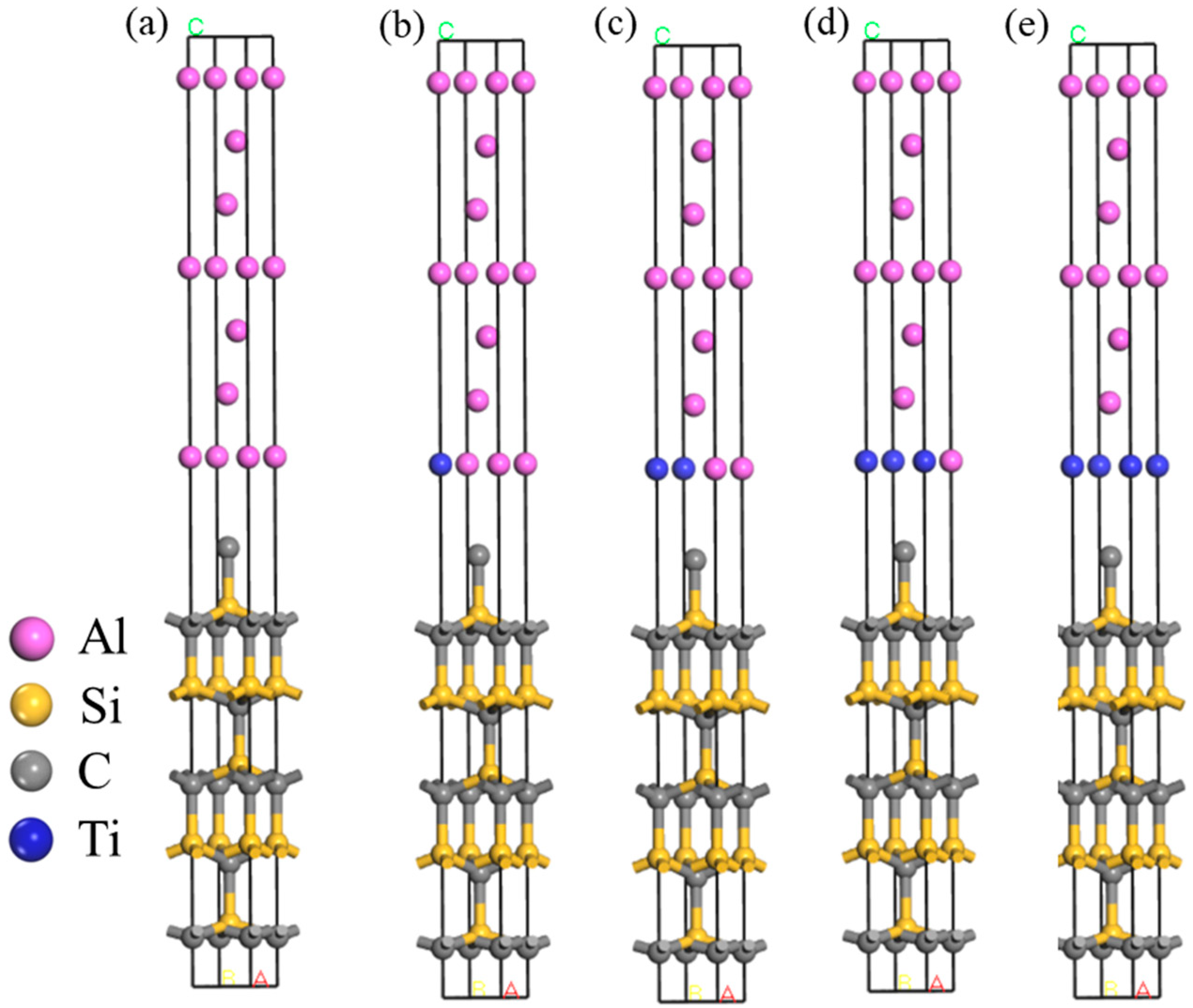
2.1. Computational Model Building
2.2. Comparison Experiments
2.3. Test and Characterization
3. Results and Discussions
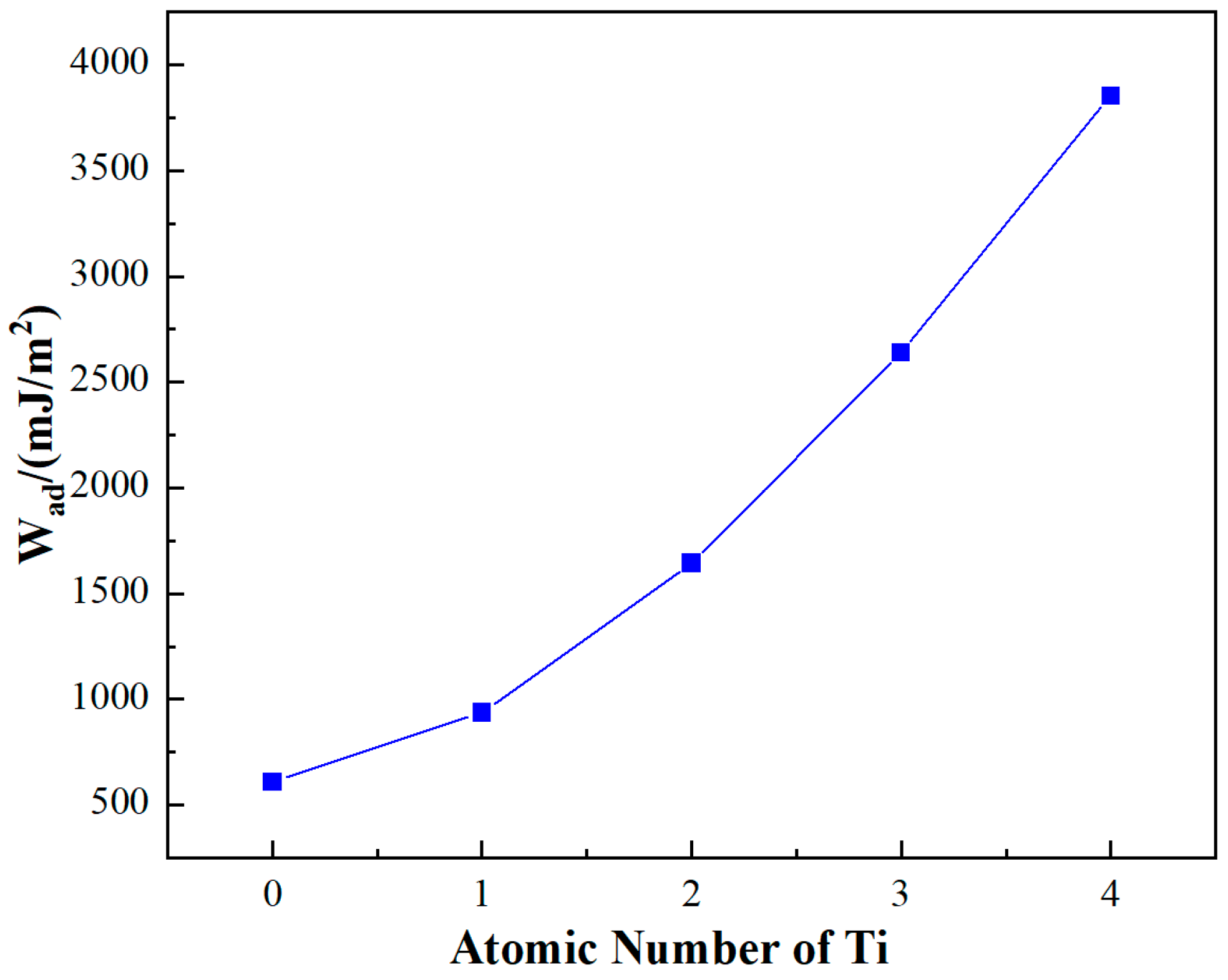
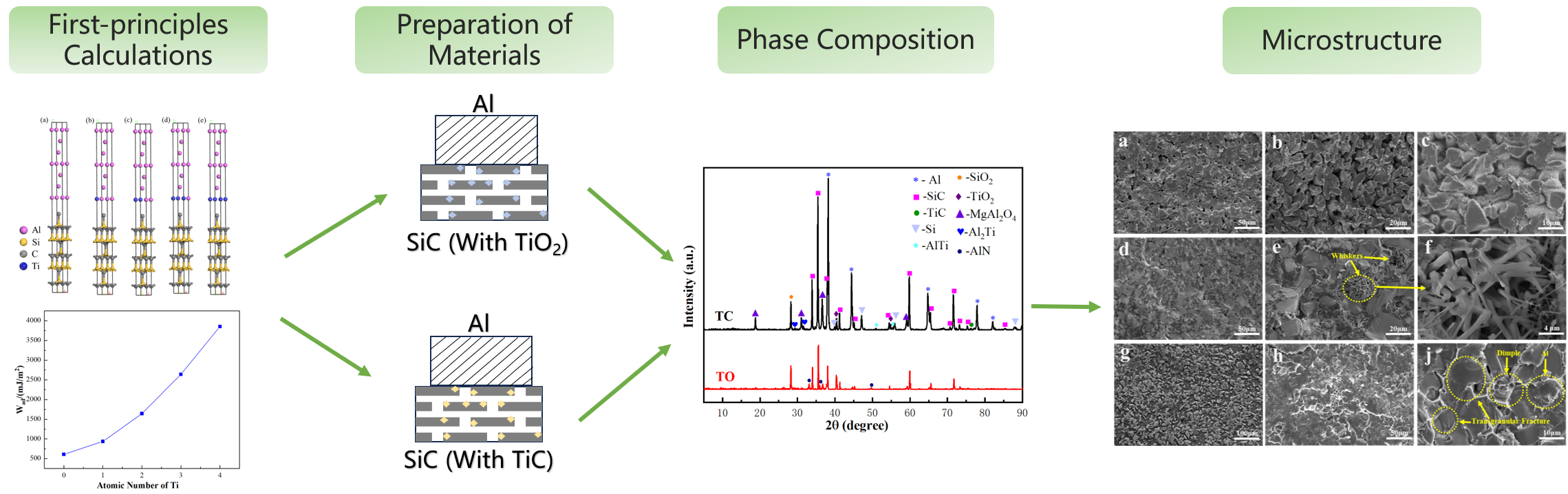
3.1. Effect of Ti Doping on the Adhesion Work of the SiCp/Al Interface
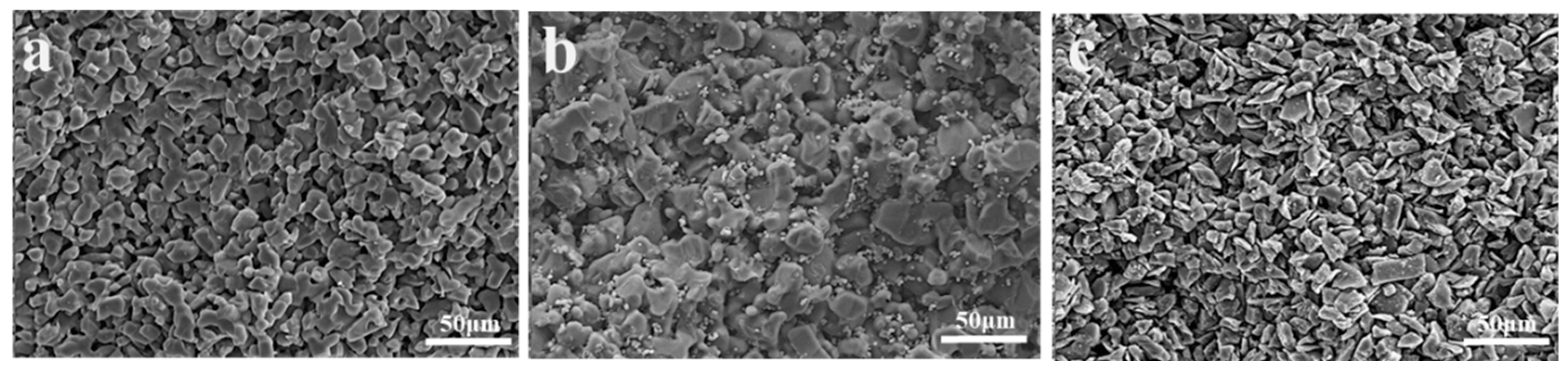
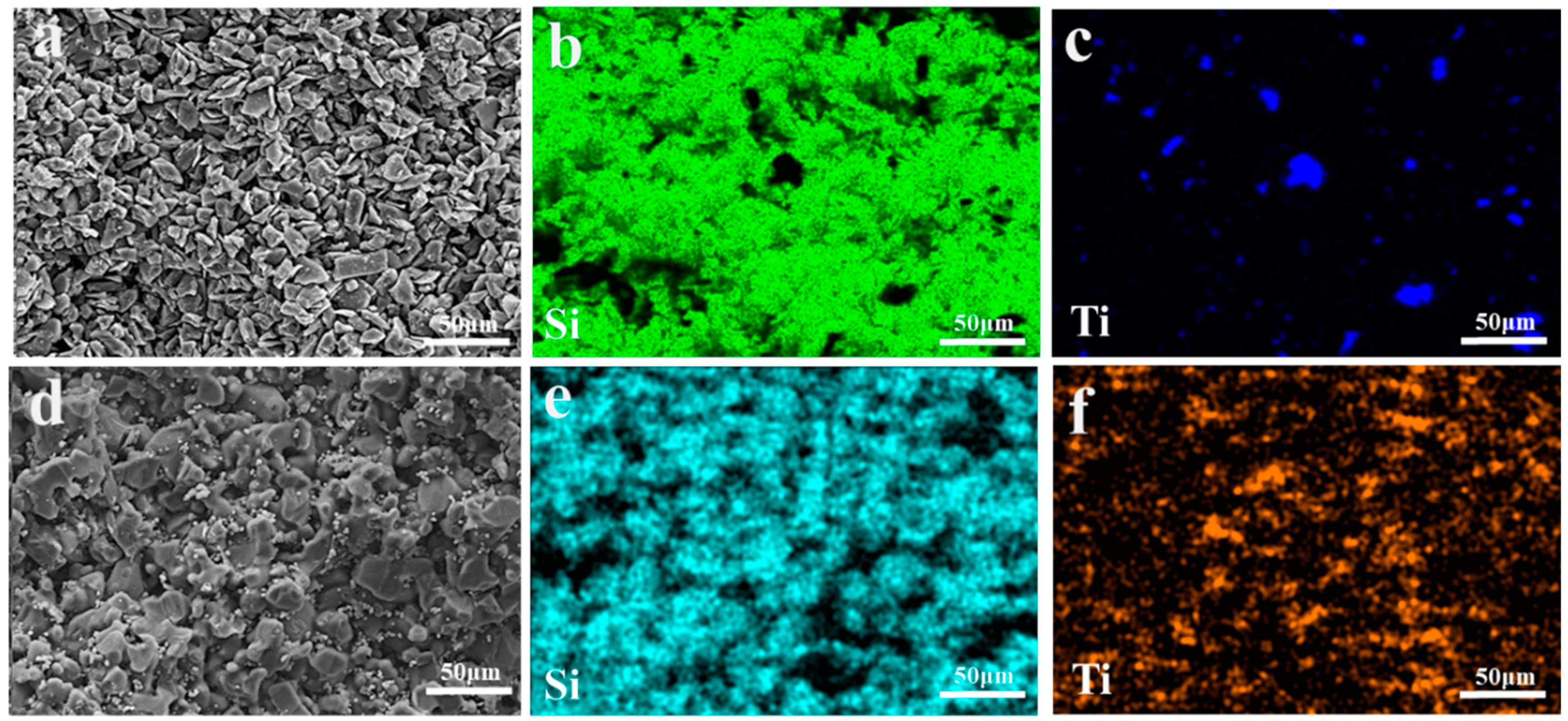
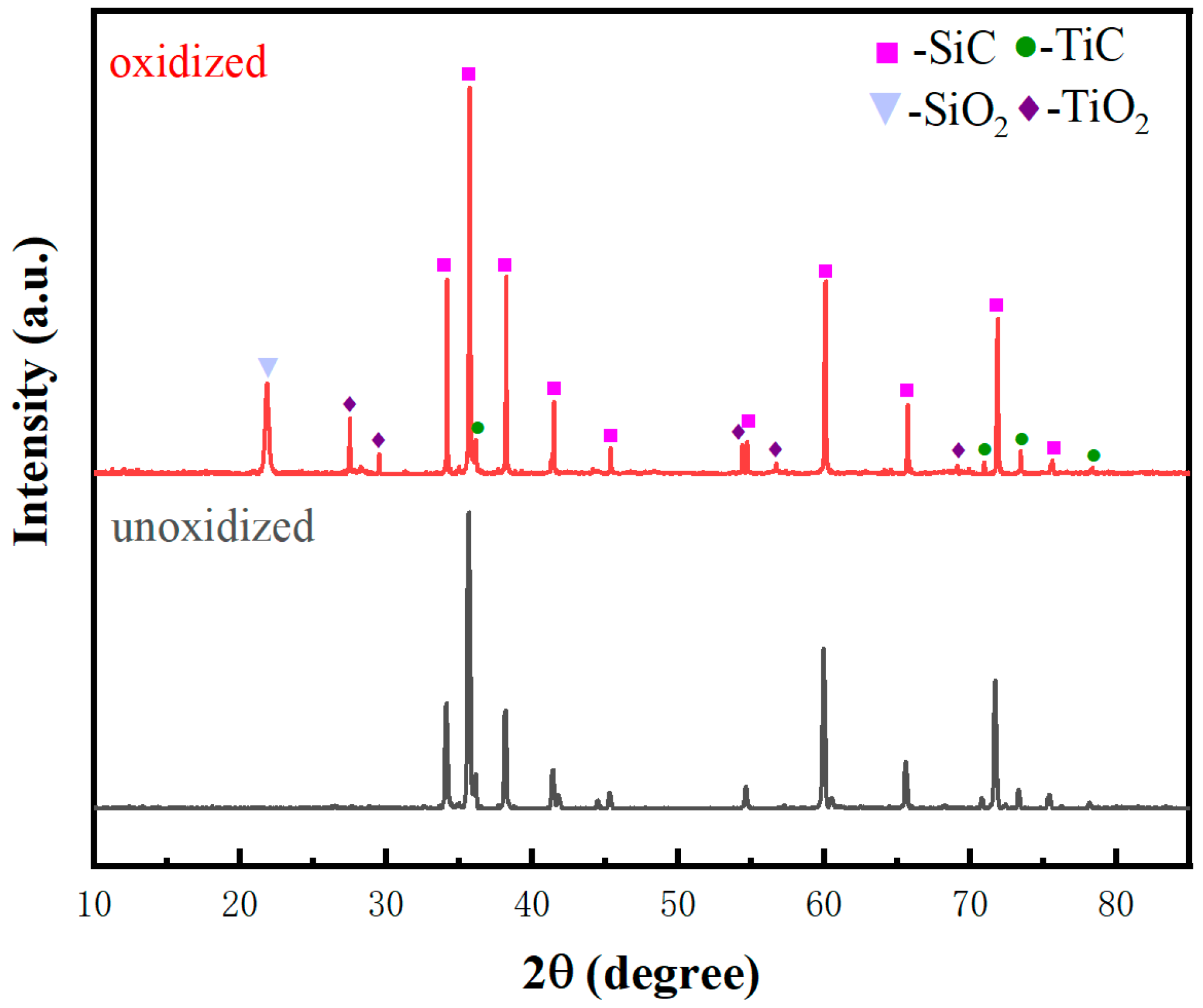
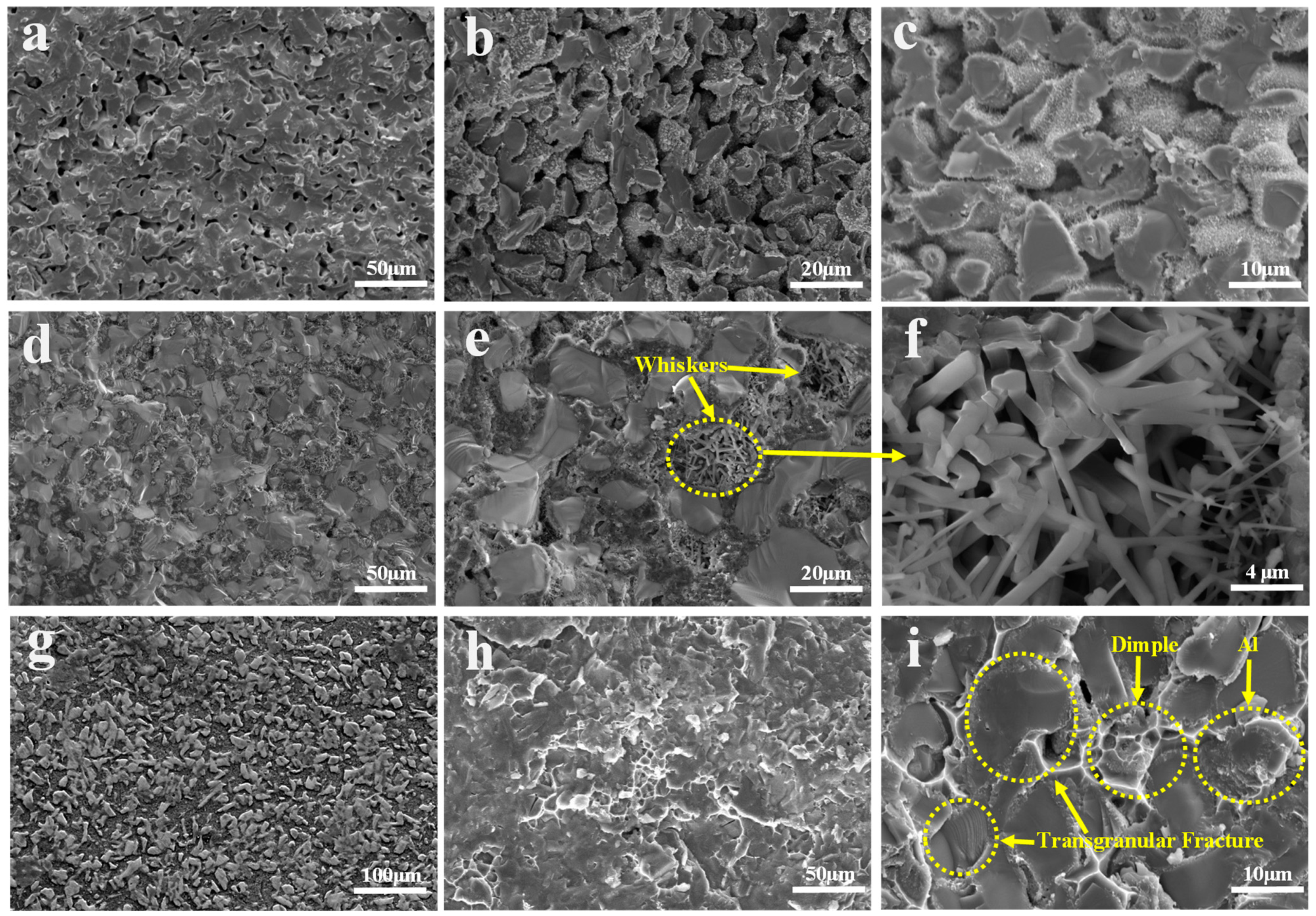
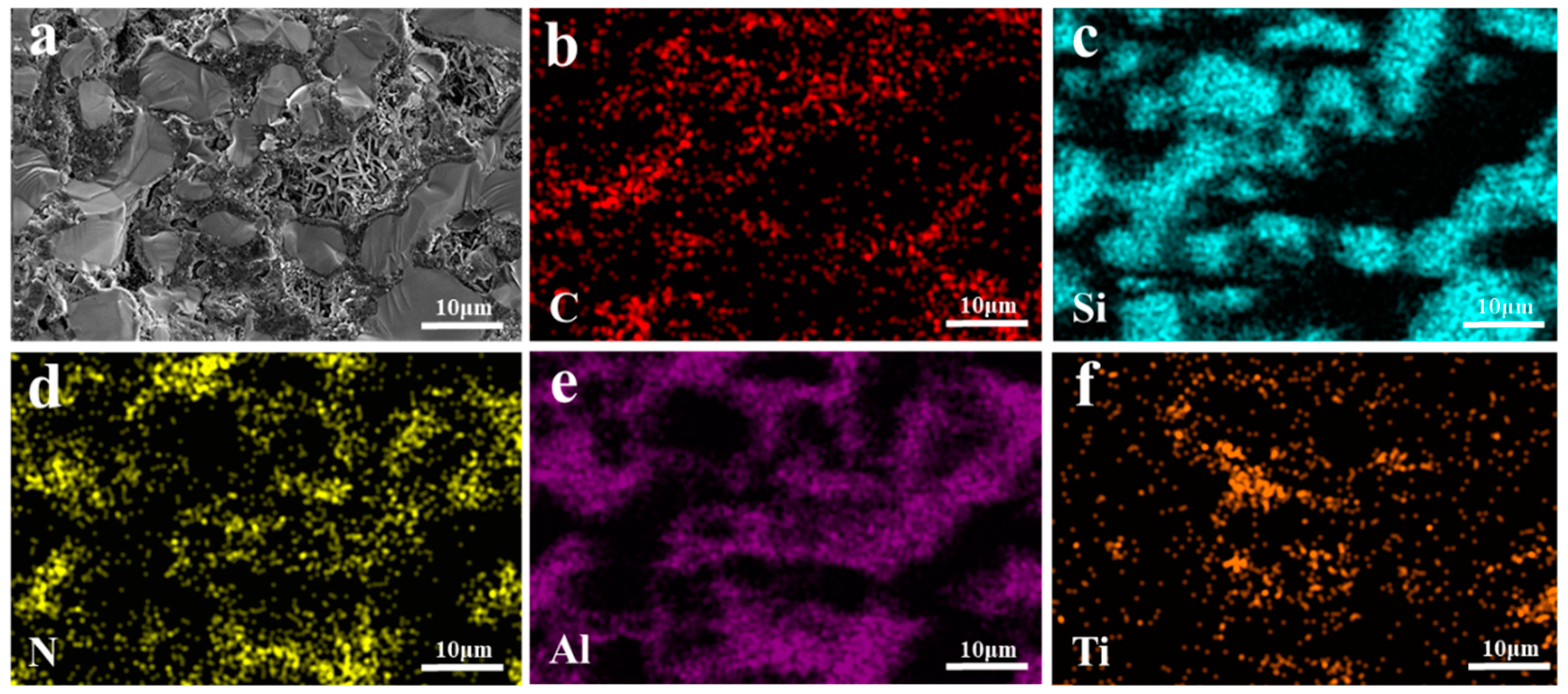
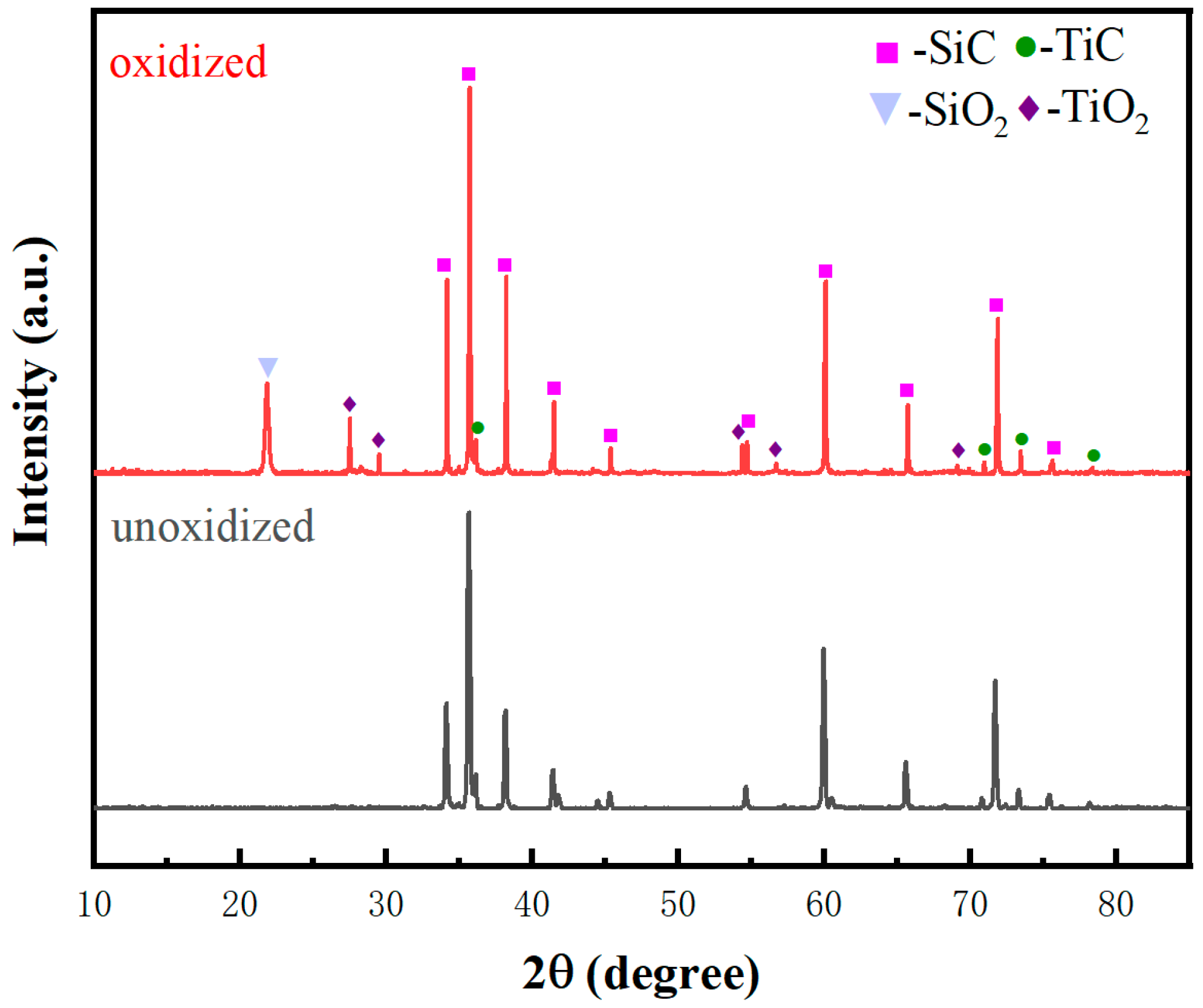
3.2. Microstructure and Phase Composition of SiC Preforms
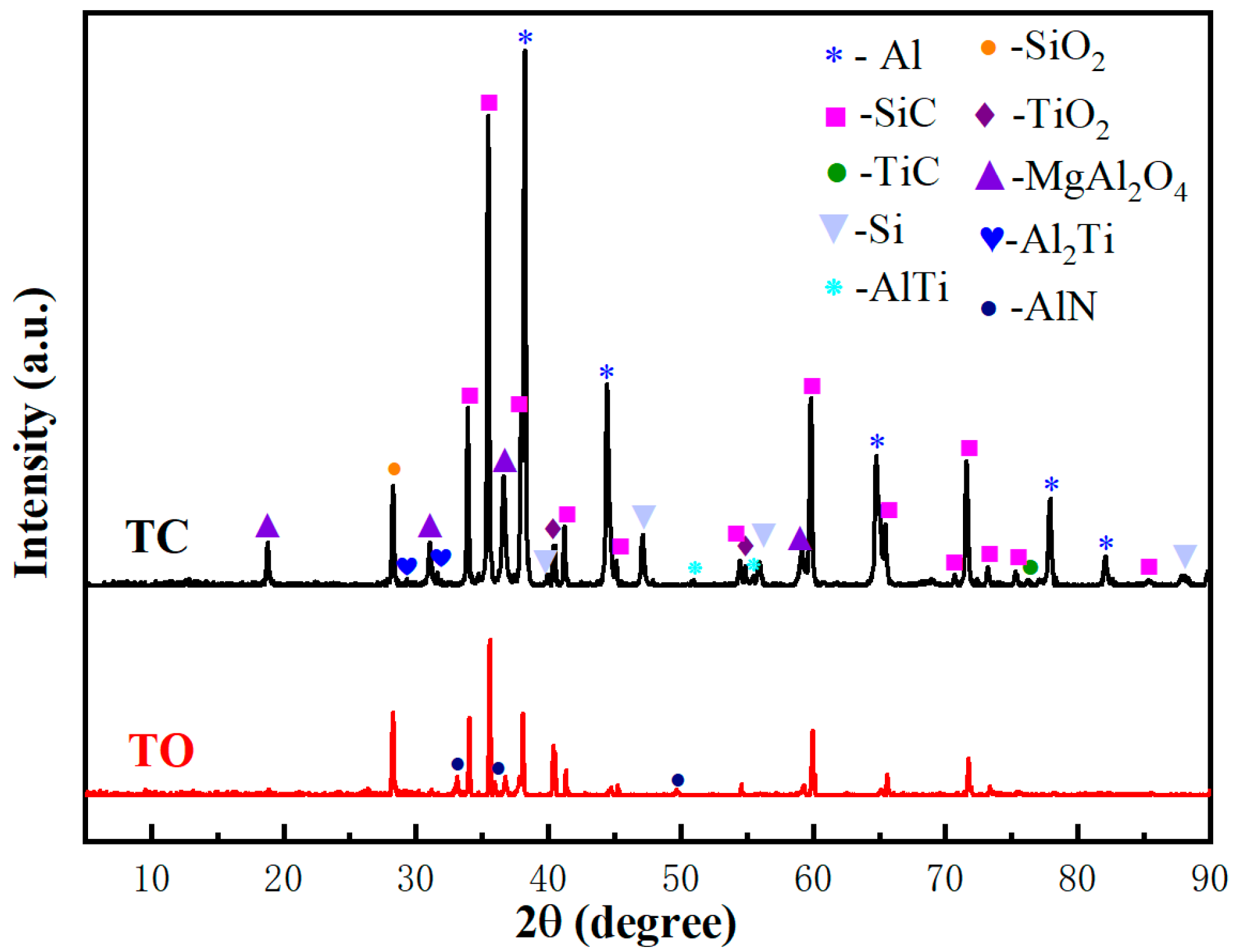
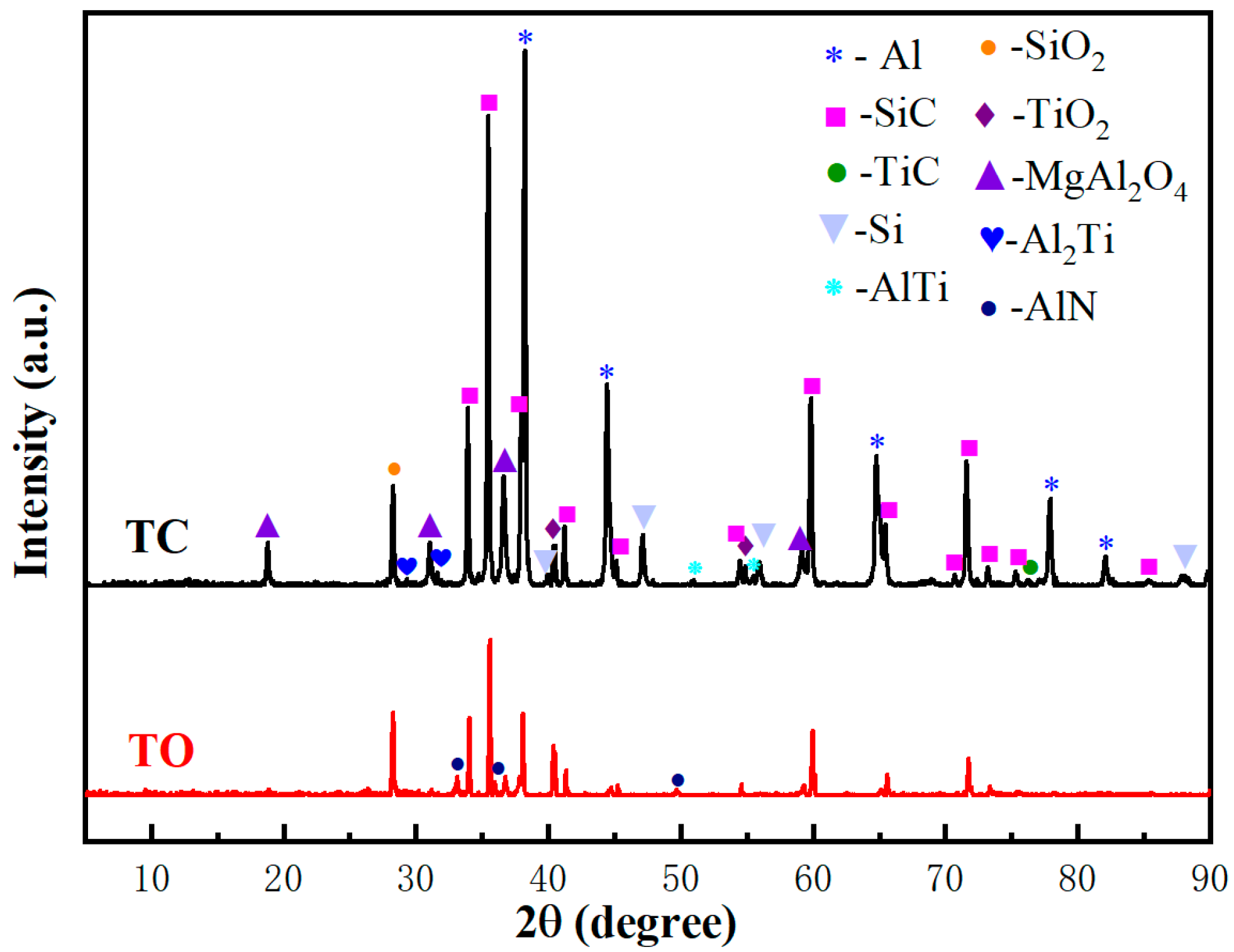
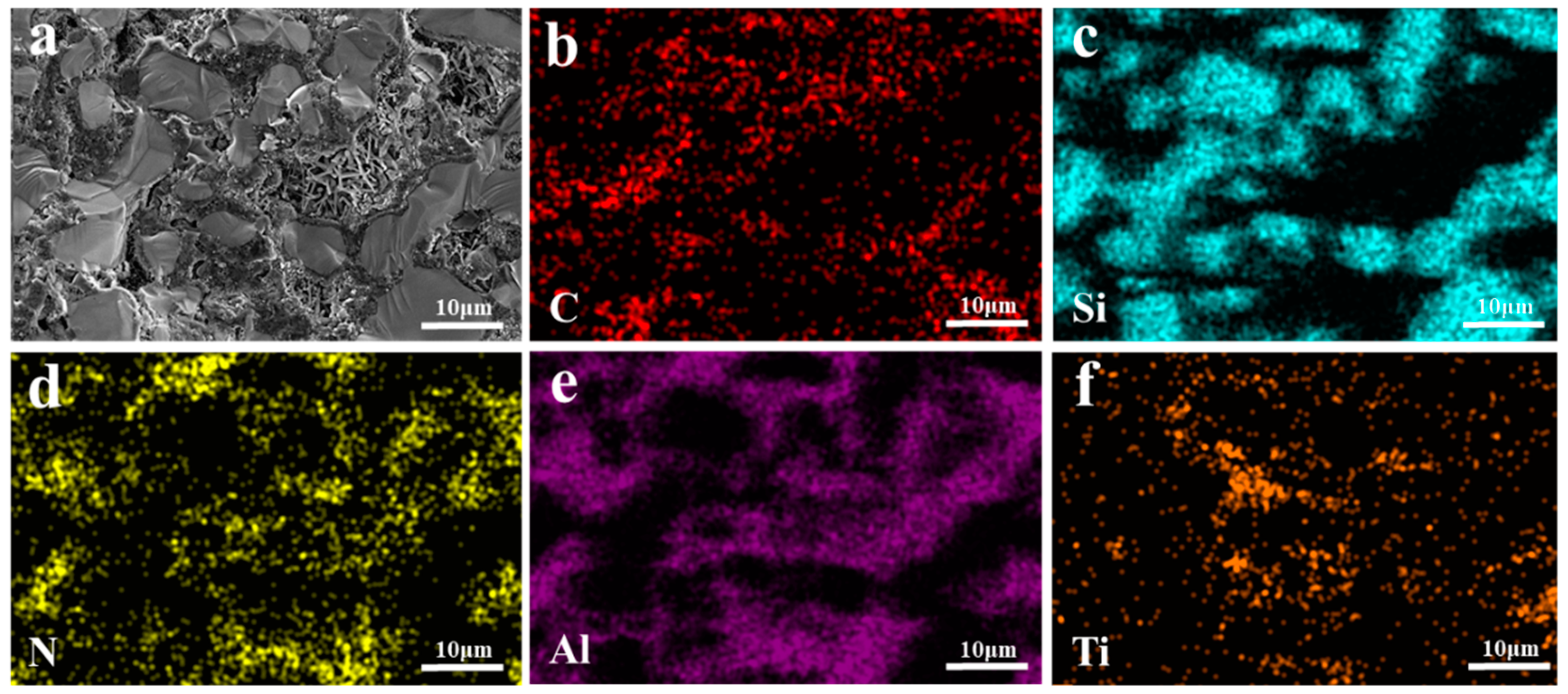
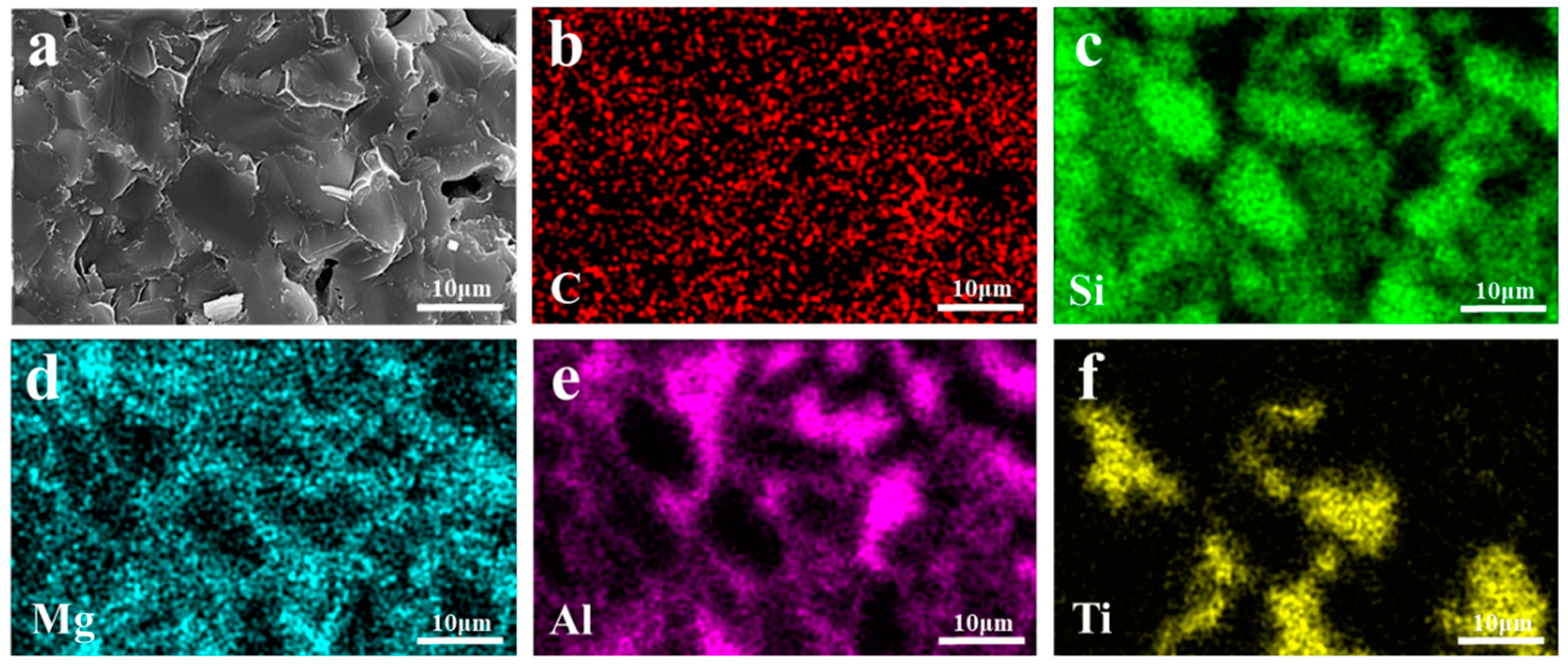
3.3. Effect of Ti Doping on Properties of SiCp/Al Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sun, S.; Chen, S.; Luo, X.; Fu, Y.; Ye, L.; Liu, J. Mechanical and thermal characterization of a novel nanocomposite thermal interface material for electronic packaging. Microelecteon. Reliab. 2016, 56, 129–135. [Google Scholar] [CrossRef]
- Heiderhoff, R.; Makris, A.; Riedl, T. Thermal microscopy of electronic materials. Mater. Sci. Semicond. Process. 2016, 43, 163–176. [Google Scholar] [CrossRef]
- Otiaba, K.C.; Ekere, N.N.; Amalu, E.H.; Bhatti, R.S.; Mallik, S. Thermal management materials for electronic control unit: Trends, processing technology and R and D challenges. Adv. Mater. Res. 2011, 367, 301–307. [Google Scholar] [CrossRef]
- Mallik, S.; Ekere, N.; Best, C.; Bhatti, R. Investigation of thermal management materials for automotive electronic control units. Appl. Therm. Eng. 2011, 31, 355–362. [Google Scholar] [CrossRef]
- Zahedi, A.M.; Javadpour, J.; Rezaie, H.R.; Mazaheri, M. The effect of processing conditions on the microstructure and impact behavior of melt infiltrated Al/SiCp composites. Ceram. Int. 2011, 37, 3335–3341. [Google Scholar] [CrossRef]
- Kaur, K.; Anant, R.; Pandey, O.P. Tribological behaviour of SiC particle reinforced Al–Si Alloy. Tribol. Lett. 2011, 44, 41–58. [Google Scholar] [CrossRef]
- Song, M.; Peng, K. Pre-oxidization of SiC on interfacial structure and mechanical properties of SiCp/Al composites prepared by vacuum-pressure infiltration. J. Mater. Res. Technol. 2023, 24, 6567–7854. [Google Scholar] [CrossRef]
- Parras-Medécigo, E.; Pech-Canul, M.I.; Rodrıguez-Reyes, M.; Gorokhovsky, A. Effect of processing parameters on the production of bilayer-graded Al/SiCp composites by pressureless infiltration. Mater. Lett. 2002, 56, 460–464. [Google Scholar] [CrossRef]
- Lee, H.S.; Hong, S.H. Pressure infiltration casting process and thermophysical properties of high volume fraction SiCp metal matrix composite. Mater. Sci. Technol. 2003, 19, 1057–1064. [Google Scholar] [CrossRef]
- Fath, A.; Sadou, A.; Abdelhameed, M. Effect of matrix/reinforcement particle size ratio (PSR) on the mechanical properties of extruded Al−SiC composite. Int. J. Adv. Manuf. Technol. 2014, 73, 1049–1056. [Google Scholar] [CrossRef]
- Ni, Z.L.; Wan, A.Q.; Xie, J.P.; Ming, F. Effect of SiCp volume fraction on the microstructure and performance of SiCp/Al−30Si composite. Mater. Sci. Eng. Powder Metall. 2013, 18, 78–82. [Google Scholar]
- Laurent, V.; Chatain, D.; Eustathopoulos, N. Wettability of SiC by aluminum and Al–Si alloys. J. Mater. Sci. 1987, 22, 244–250. [Google Scholar] [CrossRef]
- Lloyd, D.; Lagacé, H.; Mcleod, A.D.; Morris, P.L. Microstructural aspects of aluminum–silicon carbide particulate composites by a casting method. Mater. Sci. Eng. A 1989, 107, 73–80. [Google Scholar] [CrossRef]
- Park, J.K.; Lucas, J.P. Microstructure effect on SiCp/6061 Al MMC: Dissolution of interfacial Al4C3. Scr. Mater. 1997, 37, 511–516. [Google Scholar] [CrossRef]
- Salvo, L.; L’Espérance, G.; Suery, M.; Legoux, J.G. Interfacial reactions and age hardening in Al–Mg–Si metal matrix composites with SiC particles. Mater. Sci. Eng. A 1994, 177, 173–183. [Google Scholar] [CrossRef]
- Lee, J.C.; Ahn, J.P.; Shi, Z.; Kim, Y.; Lee, H.I. Modification of the interface in SiCp/Al composites. Metall. Mater. Trans. A 2000, 31, 2361–2368. [Google Scholar] [CrossRef]
- Shi, Z.; Yang, J.M.; Lee, J.C.; Zhang, D.; Lee, H.I.; Wu, R. The interfacial characterization of oxidized SiC(p)/2014 Al composites. Mater. Sci. Eng. A 2001, 303, 46–53. [Google Scholar] [CrossRef]
- Shi, Z.; Ochiai, S.; Hojo, M.; Lee, J.; Gu, M.; Lee, H. Joining characteristics of oxidized SiC particles reinforced Al–Mg matrix composite prepared by reaction infiltration processing. J. Mater. Res. 2001, 16, 400–406. [Google Scholar] [CrossRef]
- Urena, A.; Mart, E.E.; Rodrigo, P.; Gil, L. Oxidation treatments for SiC particles used as reinforcement in aluminum matrix composites. Compos. Sci. Technol. 2004, 64, 1843–1854. [Google Scholar] [CrossRef]
- Alonso, A.; Narciso, J.; Pamies, E.; Garc, C.; Louis, E. Effect of K2ZrF6 coating on pressure infiltration of packed SiC particulates by liquid aluminum. Scr. Mater. 1993, 29, 1559–1564. [Google Scholar] [CrossRef]
- Pech-Canul, M.I.; Katz, R.N.; Makhlouf, M.M. The role of silicon in wetting and pressureless infiltration of SiCp preforms by aluminum alloys. J. Mater. Sci. 2000, 35, 2167–2173. [Google Scholar] [CrossRef]
- Pech-Canul, M.I.; Katz, R.N.; Makhlouf, M.M. Optimum parameters for wetting silicon carbide by aluminum alloys. Metall. Mater. Trans. A 2000, 31, 565–573. [Google Scholar] [CrossRef]
- Pech-Canul, M.I.; Katz, R.N.; Makhlouf, M.M. Optimum conditions for pressureless infiltration of SiCp performs by aluminum alloys. J. Mater. Process. Technol. 2000, 108, 68–77. [Google Scholar] [CrossRef]
- Ren, S.B.; He, X.B.; Qu, X.H.; Humail, I.S.; Li, Y. Effect of Mg and Si in the aluminum on the thermo-mechanical properties of pressureless infiltrated SiCp/Al composites. Compos. Sci. Technol. 2007, 6, 2103–2113. [Google Scholar] [CrossRef]
- Eustathopoulos, N. Progress in understanding and modeling reactive wetting of metals on ceramics. Curr. Opin. Solid State Mater. Sci. 2005, 9, 152–160. [Google Scholar] [CrossRef]
- Xu, P.; Gui, X.; Zhang, X.; Zhang, M.; Liu, G.; Guo, Q.; Qiao, G. Wetting and interfacial behavior of Al–Ti/4H–SiC system: A combined study of experiment and DFT simulation. Ceram. Int. 2021, 47, 32545–33255. [Google Scholar] [CrossRef]
- Xu, X.-Y.; Wang, H.-Y.; Zha, M.; Wang, C.; Yang, Z.-Z.; Jiang, Q.-C.; Ti, E.O. Effects of Ti, Si, Mg and Cu additions on interfacial properties and electronic structure of Al(111)/4H-SiC(0001) interface: A first-principles study. Appl. Surf. Sci. 2018, 437, 103–109. [Google Scholar] [CrossRef]
- Jones, R.O.; Gunnarsson, O. Density-functional formalism: Sources of error in local-density applications. Phys. Rev. Lett. 1989, 61, 689–746. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.M.; Liu, J.C.; Tang, J.G.; Chen, M.A. Stability Calculation of Free Surface of Aluminum Crystal. Acta Metall. Sin.-Engl. 2009, 19, 1759–1765. [Google Scholar]
- Straumanis, M.E.; Woodward, C.L. Lattice Parameters and Thermal Expansion Coefficients of Al, Ag and Mo at Low Temperatures. Comparison with dilatometric data. Acta Crystallogr. Sect. A 2014, 27, 549–551. [Google Scholar] [CrossRef]
- Wan, C.P.; Li, B.; Zhu, H.P.; Xu, H.Y.; Ye, T.C. First principles calculation of strain effects on the density of interface states in 4H-SiC. J. Cryst. Growth 2023, 612, 127085. [Google Scholar] [CrossRef]
- Liu, C.G.; Wang, Y.H.; Wang, Y.T.; Cheng, Z.Q. First-principles investigation of point defects at 4H-SiC/SiO2 interface. In Proceedings of the 2018 1st Workshop on Wide Bandgap Power Devices and Applications in Asia (WiPDA Asia), Xi’an, China, 16–18 May 2018; pp. 135–139. [Google Scholar]
- Wang, C.Q.; Chen, W.G.; Jia, Y.; Xie, J. Calculating study on properties of Al (111)/6HSiC (0001) interfaces. Metals 2020, 10, 1197. [Google Scholar] [CrossRef]
- Feng, Z.; Qiang, L.; Glazoff, M.V.; Ott, R.T. First-principles study of interfaces in SiCp/Al metal-matrix composite system. Comp. Mater. Sci. 2023, 229, 11244. [Google Scholar]
- Hong, T.; Smith, J.R.; Srolovitz, D.J. Theory of meta-ceramic adhesion. Acta Metall. Mater. 1995, 43, 2721–2730. [Google Scholar] [CrossRef]
- Bao, J.; Ge, Z.; Cao, Q.; Dong, B.; Cui, C.; Zhao, R. Influence of TiO2 dopant on spontaneous infiltration to fabricate high volume fraction SiCp/Al cermets. Ceram. Int. 2020, 46, 5459–5546. [Google Scholar] [CrossRef]
- Shen, P.; Fujii, H.; Nogi, K. Wettability of polycrystalline rutile TiO2 by molten Al in different atmospheres. Acta Mater. 2006, 54, 1559–1569. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | Lattice Constant a (Å) | Lattice Constant c (Å) | Deviation (%) |
|---|---|---|---|
| References | 4.05 [29] | 4.05 [29] | |
| 4.04 [30] | 4.04 [30] | ||
| Model | 4.0495 | 4.0495 | |
| Calculation | 4.049443 | 4.0494 | 0.0025 |
| Source | Lattice Constant a (Å) | Lattice Constant c (Å) | Deviation (%) |
|---|---|---|---|
| References | 3.093 [31] | 10.125 [31] | |
| 3.073 [32] | 10.053 [32] | ||
| Model | 3.078003 | 10.046 | |
| Calculation | 3.083163 | 10.091233 | 0.7873 |
| Interlamellar Spacing (%) | Thickness | |||
|---|---|---|---|---|
| 7 | 9 | 11 | 13 | |
| Δ1/2 | −0.06627 | 0.012195 | 0.012725 | −0.03128 |
| Δ2/3 | 0.037935 | −0.00529 | −0.00529 | 0.03277 |
| Δ3/4 | −0.00901 | 0.007941 | 0.00847 | −0.00424 |
| Δ4/5 | 0.016913 | −0.01001 | −0.00948 | 0.005269 |
| Δ5/6 | −0.00635 | 0.011665 | 0.012195 | −0.00212 |
| Δ6/7 | 0.002634 | −0.0074 | −0.00529 | 0.003171 |
| Δ7/8 | 0.039704 | 0.009529 | −0.00212 | |
| Δ8/9 | −0.03846 | −0.01159 | 0.002107 | |
| Δ9/10 | 0.036585 | −0.00212 | ||
| Δ10/11 | −0.03383 | 0.0037 | ||
| Δ11/12 | −0.00318 | |||
| Δ12/13 | 0.006849 | |||
| Samples | Density/g·cm−3 | Porosity/% |
|---|---|---|
| C | 1.98 | 39 |
| TO | 2.05 | 38 |
| TC | 2.25 | 32 |
| Samples | Density (g·cm−3) | Relative Density (%) | Bending Strength (MPa) | Thermal Conductivity (W/(m·K)) |
|---|---|---|---|---|
| C | 2.6 | 87.2 | - | - |
| TO | 2.83 | 93.1 | - | - |
| TC | 3.06 | 99.4 | 287 ± 17.8 | 142 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, R.; Wu, H.; Liu, H.; Yang, Y.; Pei, B.; Han, J.; Liu, Z.; Wu, X.; Huang, Z. Effect of Ti Doping on the Microstructure and Properties of SiCp/Al Composites by Pressureless Infiltration. Materials 2024, 17, 1608. https://doi.org/10.3390/ma17071608
Feng R, Wu H, Liu H, Yang Y, Pei B, Han J, Liu Z, Wu X, Huang Z. Effect of Ti Doping on the Microstructure and Properties of SiCp/Al Composites by Pressureless Infiltration. Materials. 2024; 17(7):1608. https://doi.org/10.3390/ma17071608
Chicago/Turabian StyleFeng, Ruijie, Haibo Wu, Huan Liu, Yitian Yang, Bingbing Pei, Jianshen Han, Zehua Liu, Xishi Wu, and Zhengren Huang. 2024. "Effect of Ti Doping on the Microstructure and Properties of SiCp/Al Composites by Pressureless Infiltration" Materials 17, no. 7: 1608. https://doi.org/10.3390/ma17071608
APA StyleFeng, R., Wu, H., Liu, H., Yang, Y., Pei, B., Han, J., Liu, Z., Wu, X., & Huang, Z. (2024). Effect of Ti Doping on the Microstructure and Properties of SiCp/Al Composites by Pressureless Infiltration. Materials, 17(7), 1608. https://doi.org/10.3390/ma17071608