
Enhancement of Strength–Ductility Synergy of Al-Li Cast Alloy via New Forming Processes and Sc Addition




Abstract
1. Introduction
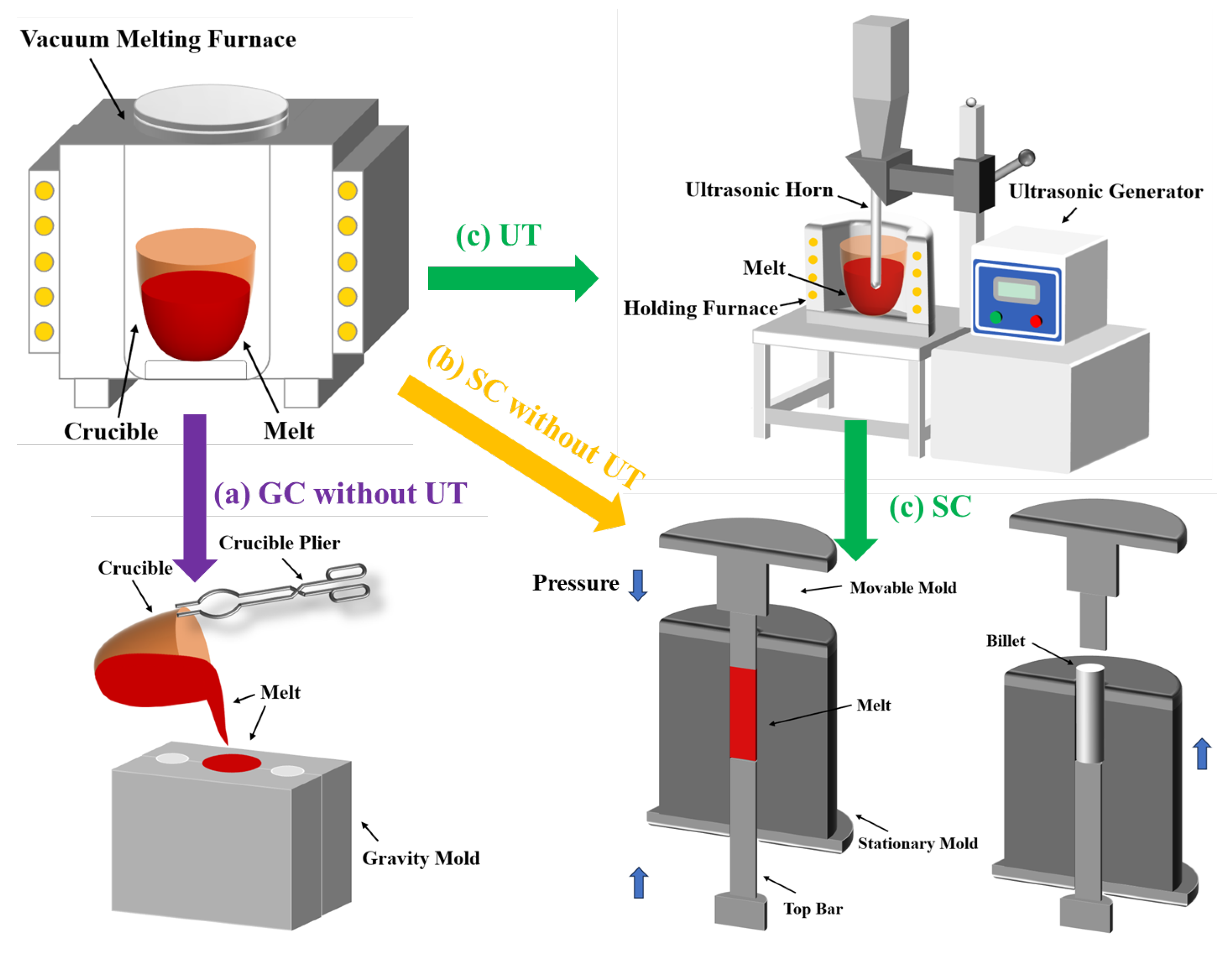
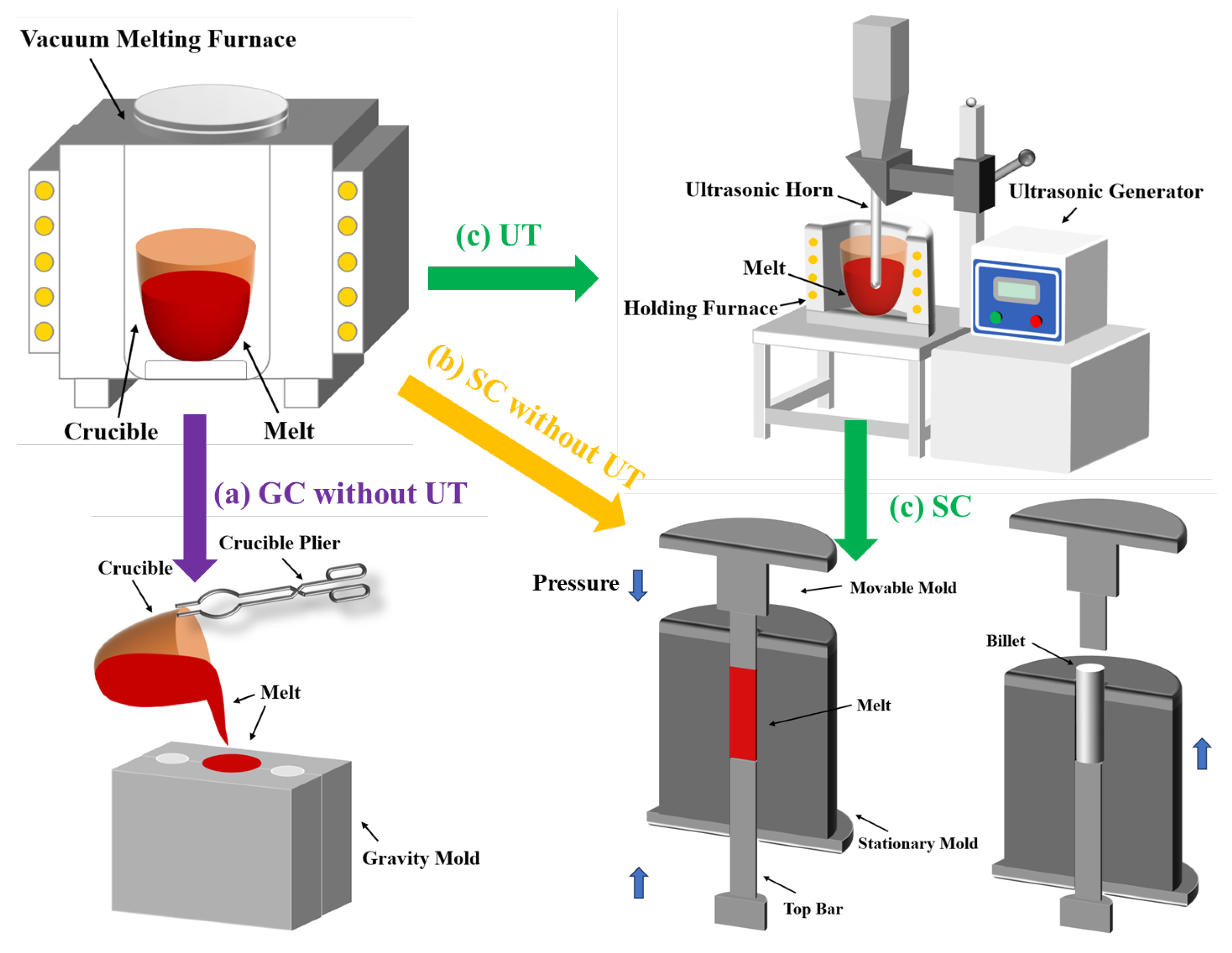
2. Materials and Methods
3. Results
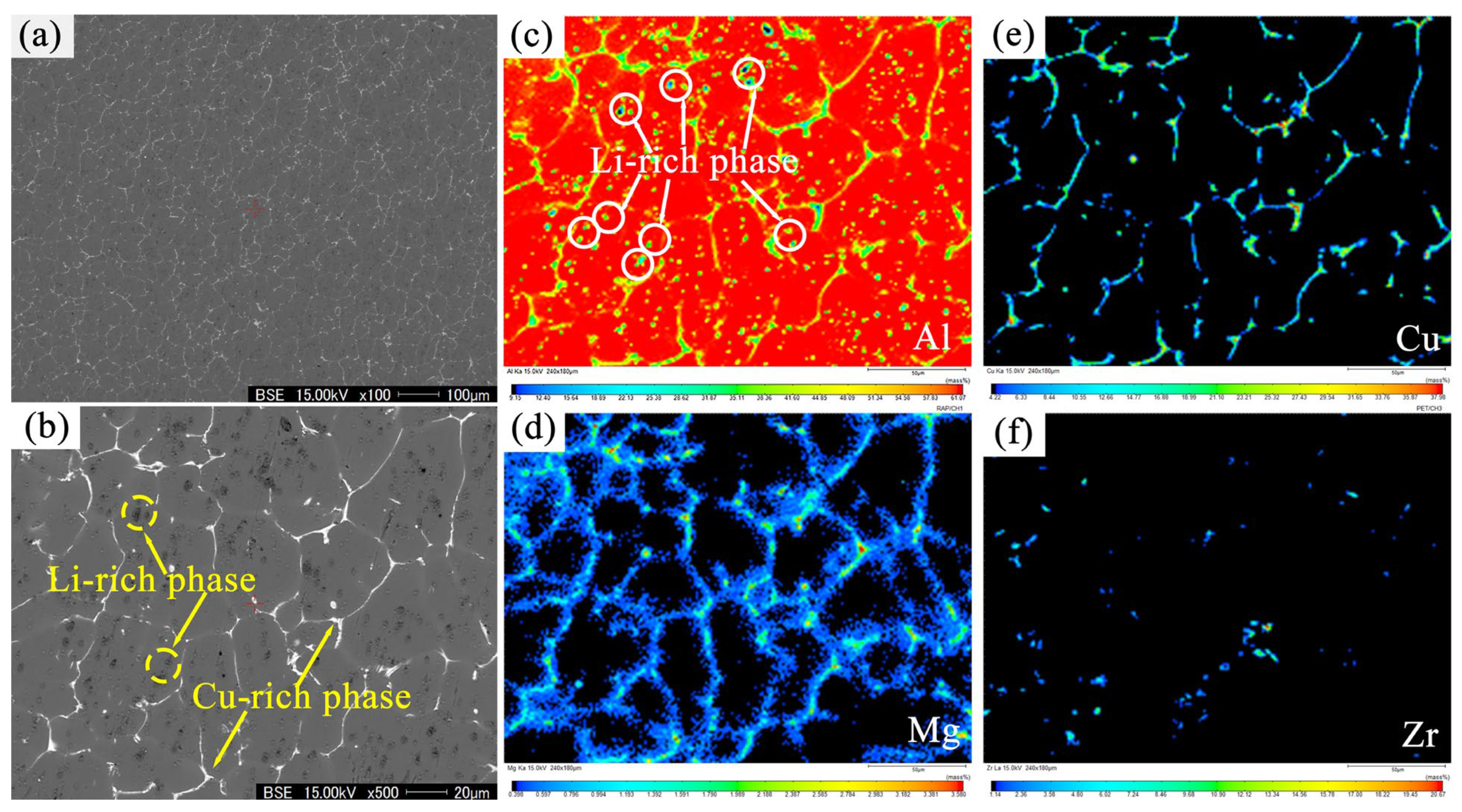
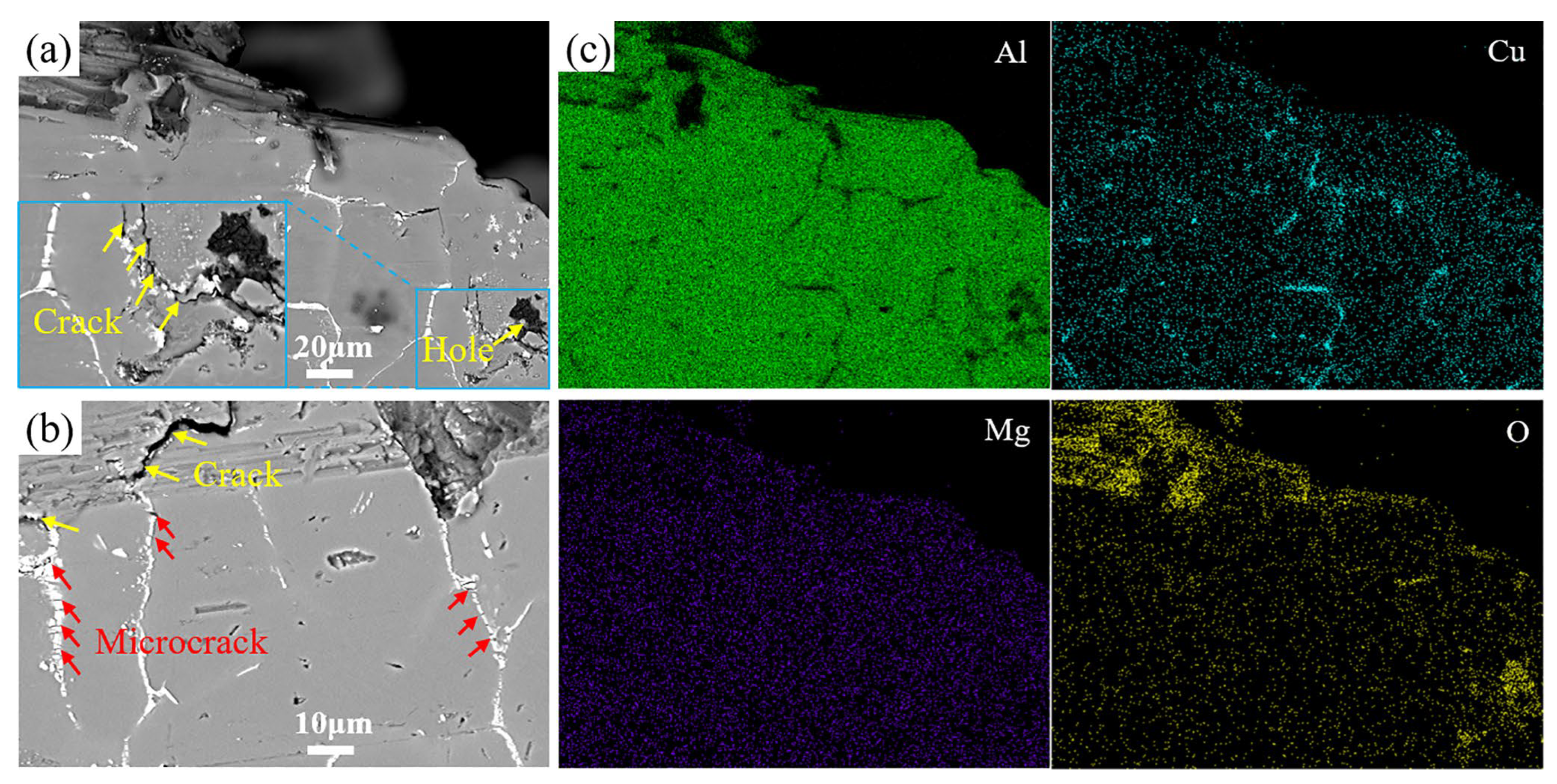
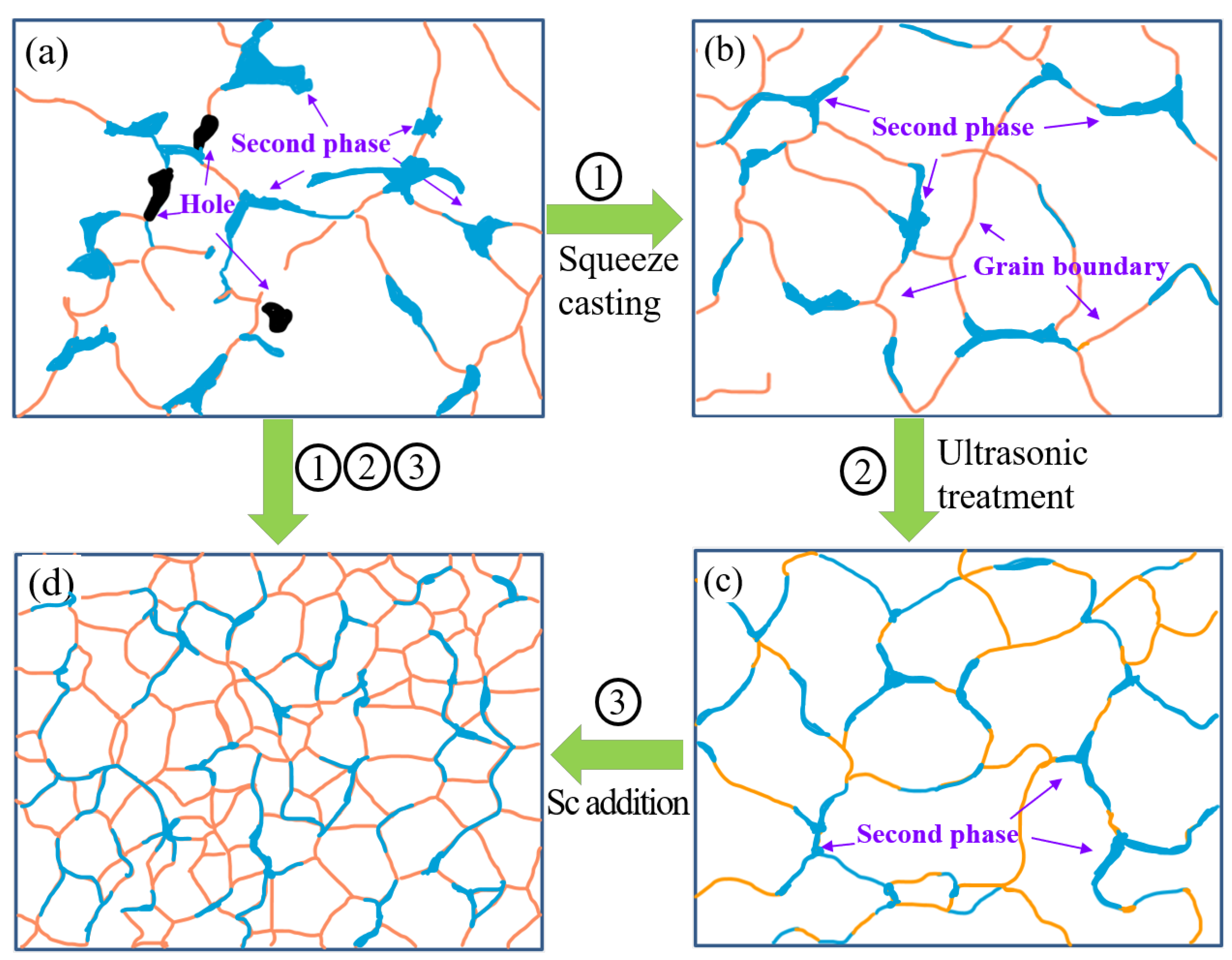
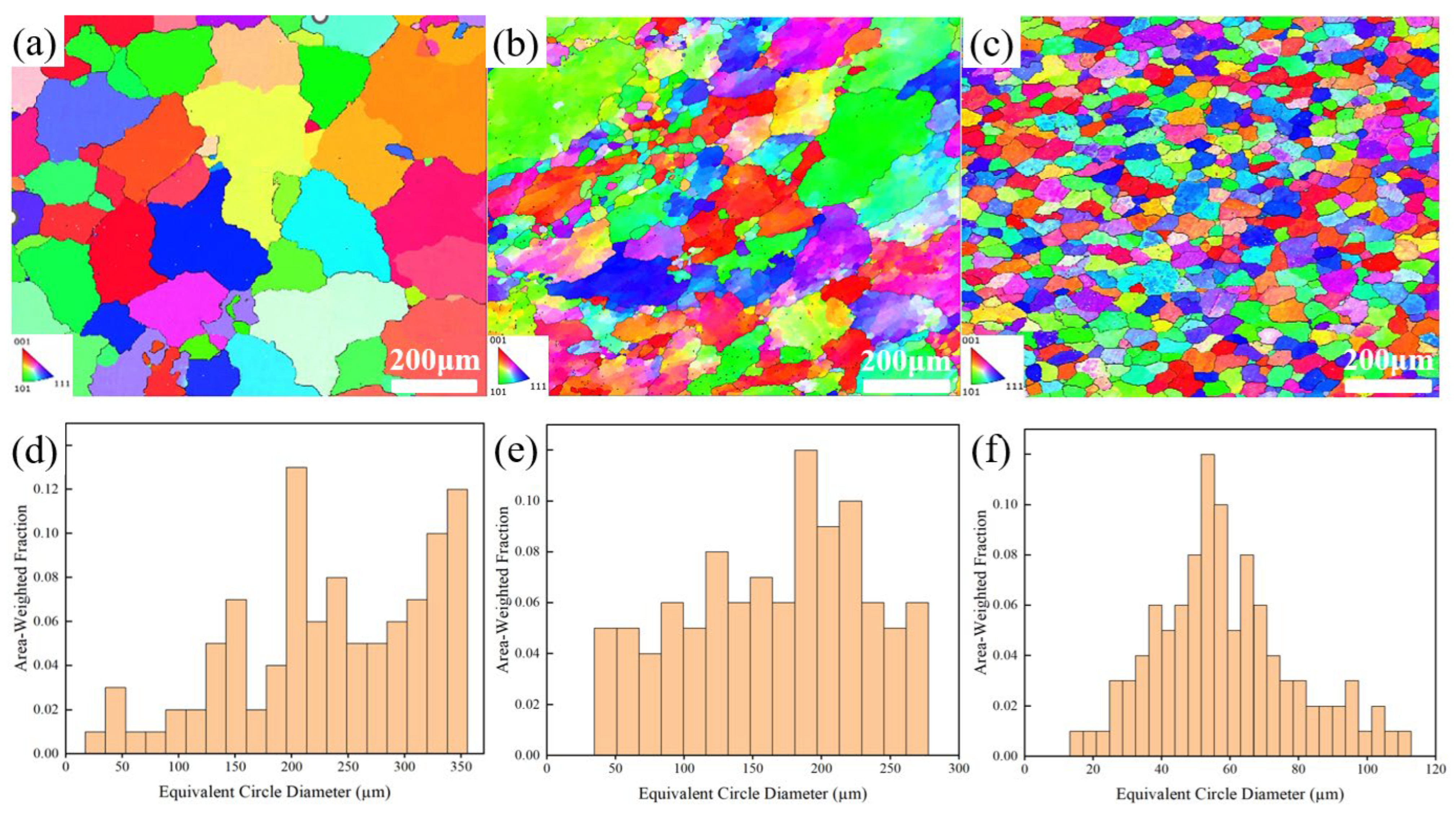
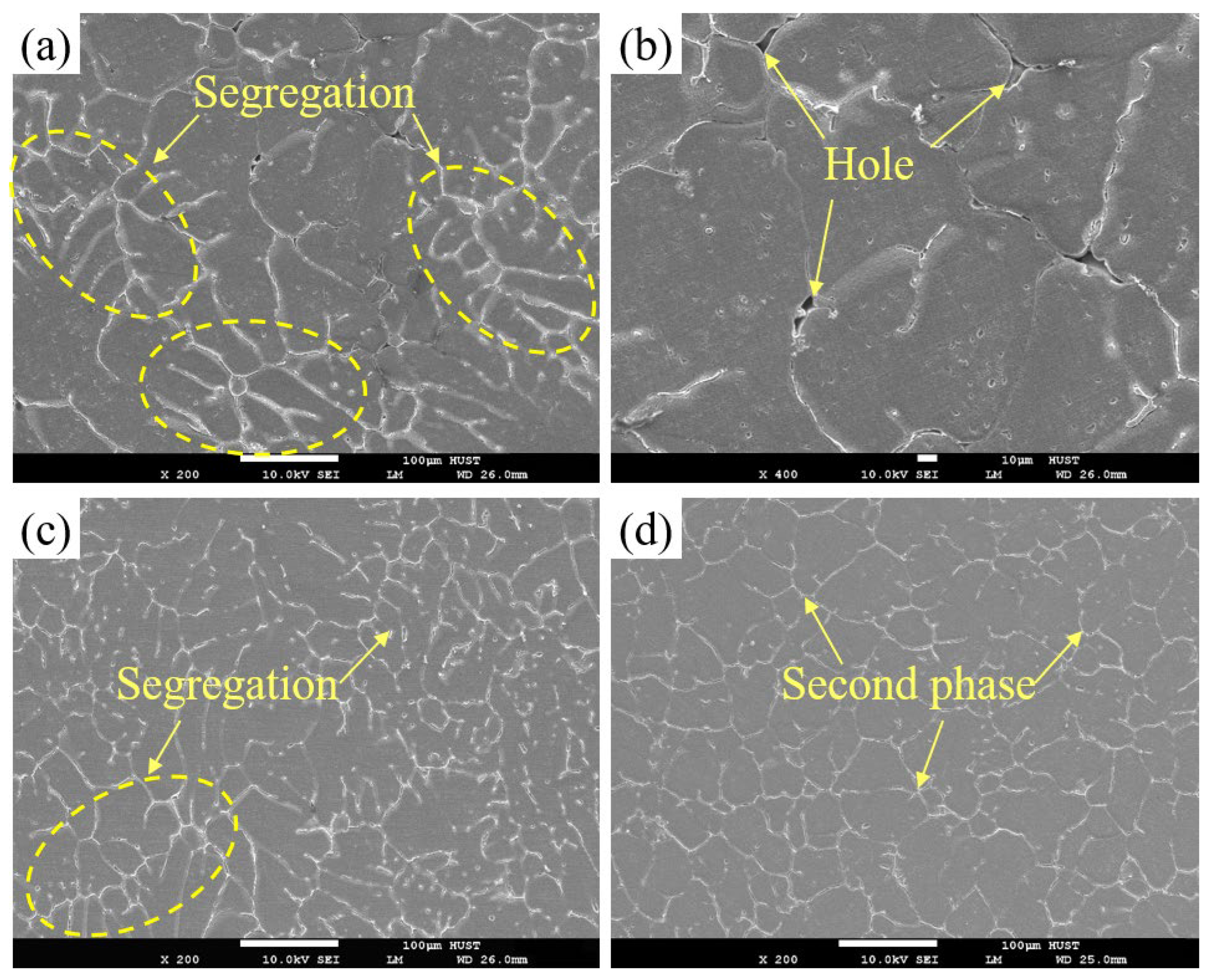
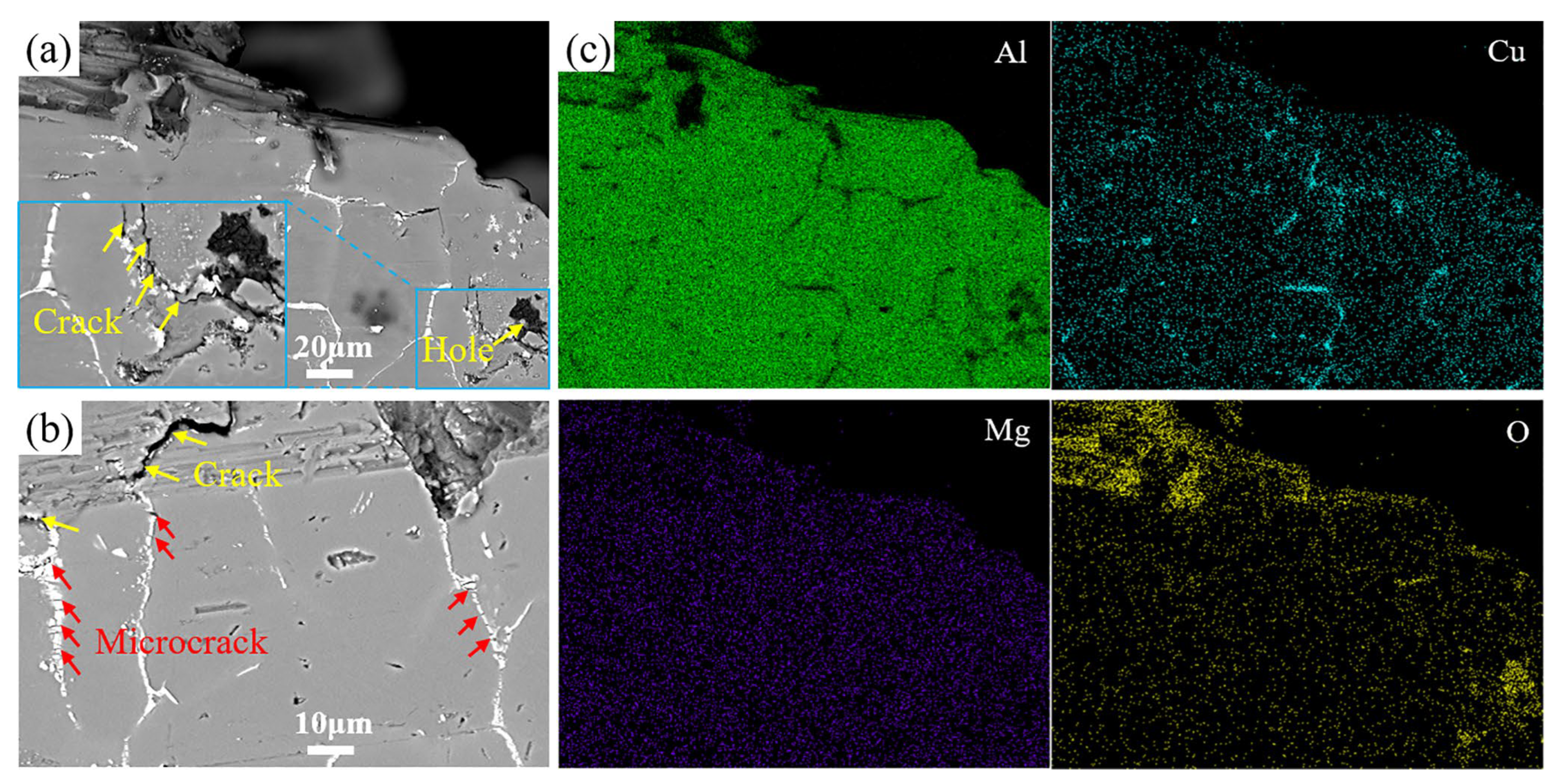
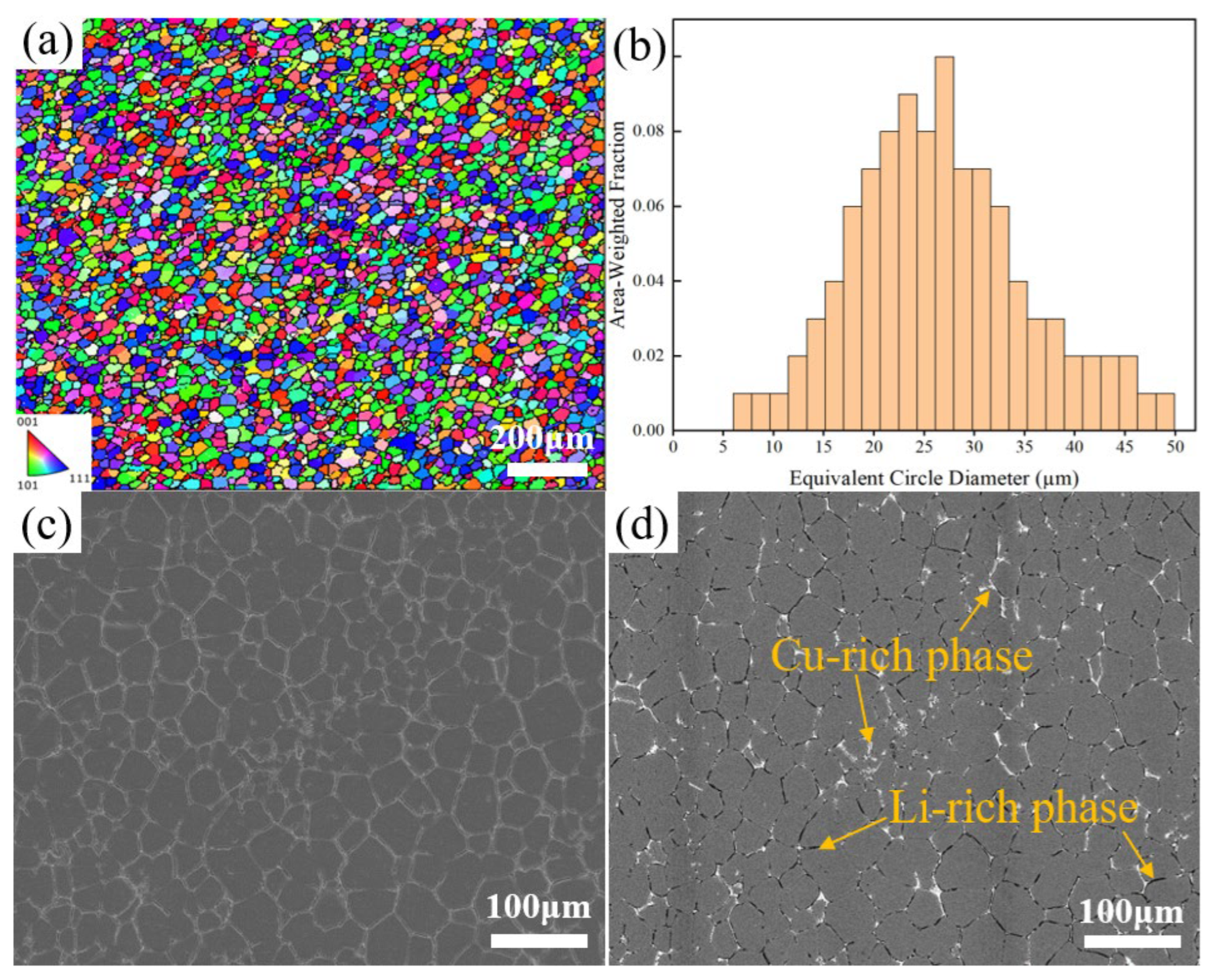
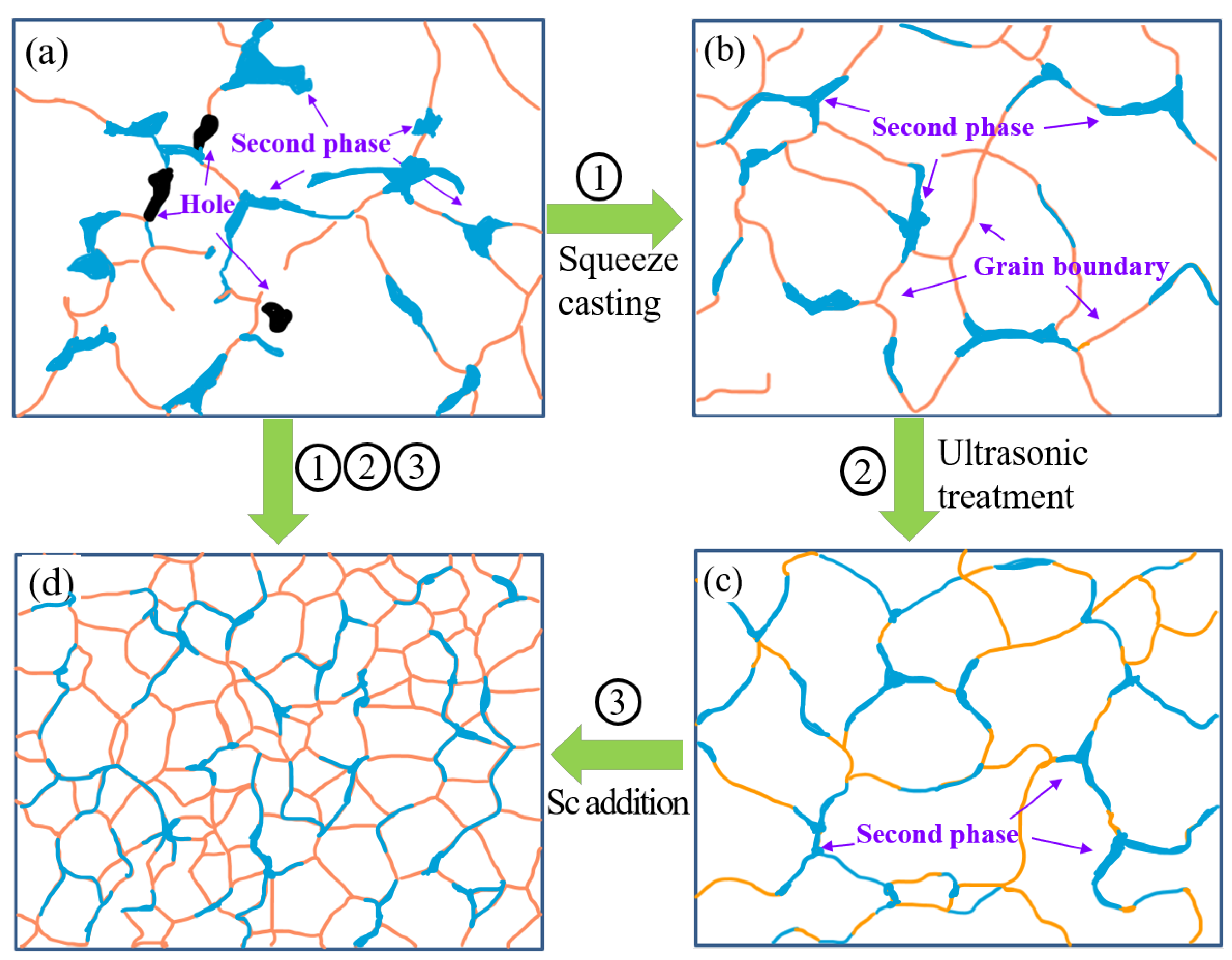
3.1. Microstructure Evolution of Al-Li Cast Alloy under Different Forming Processes
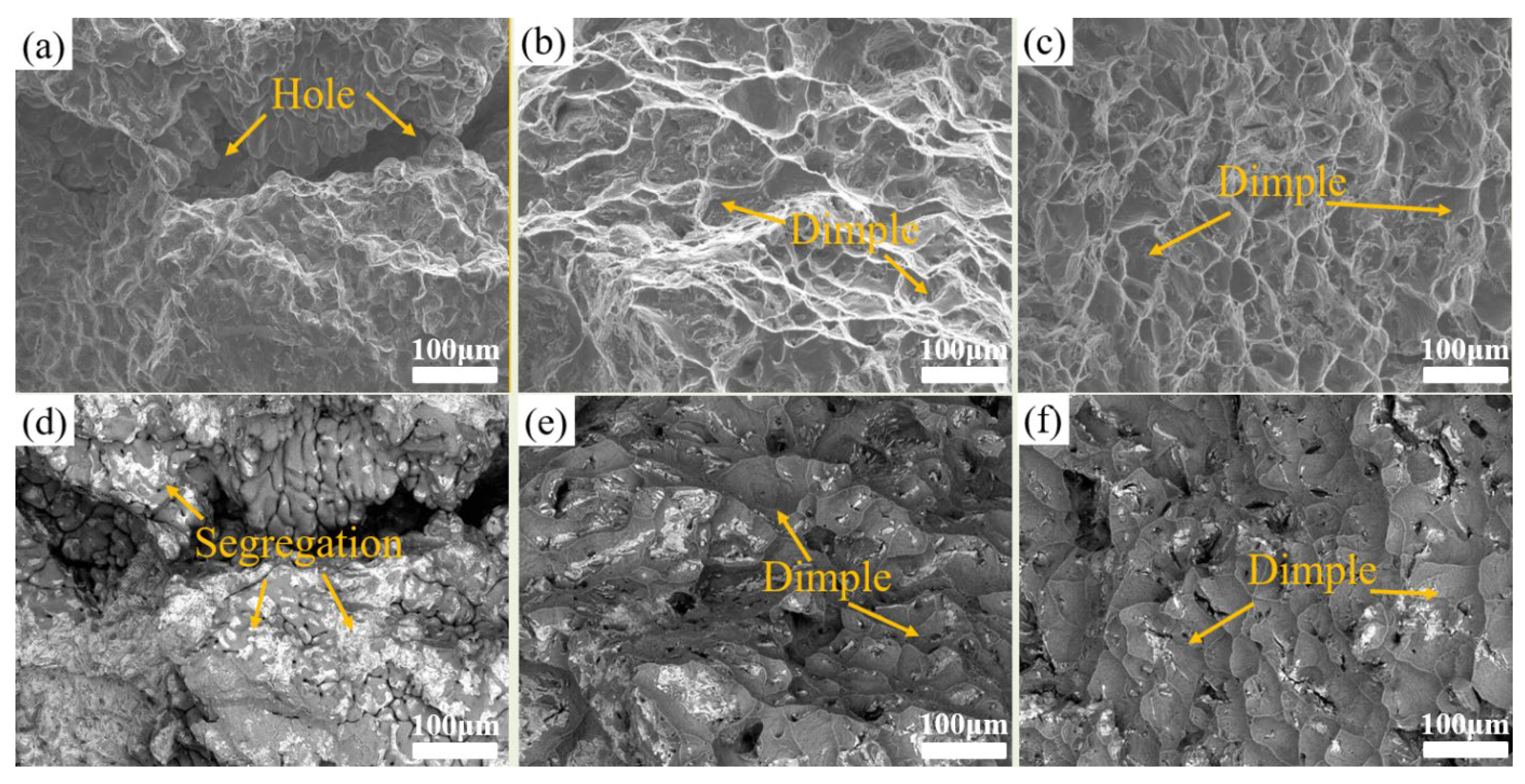
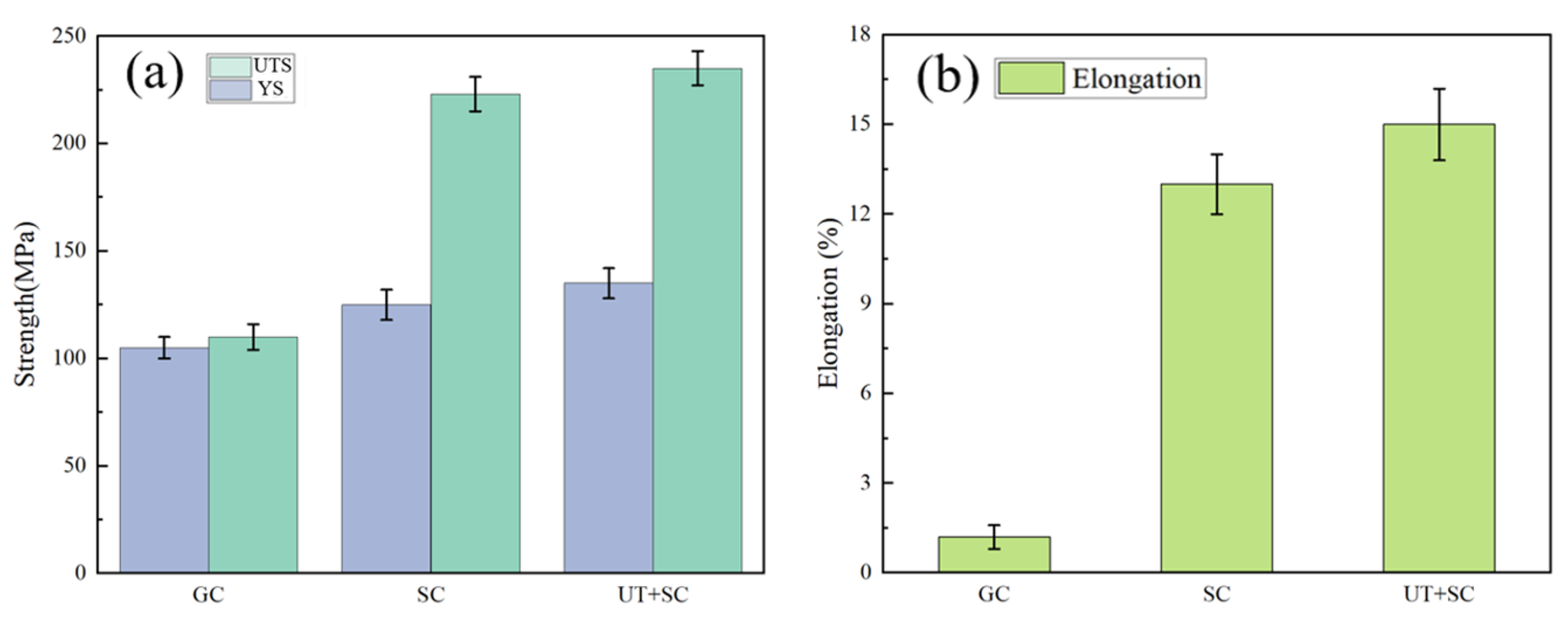
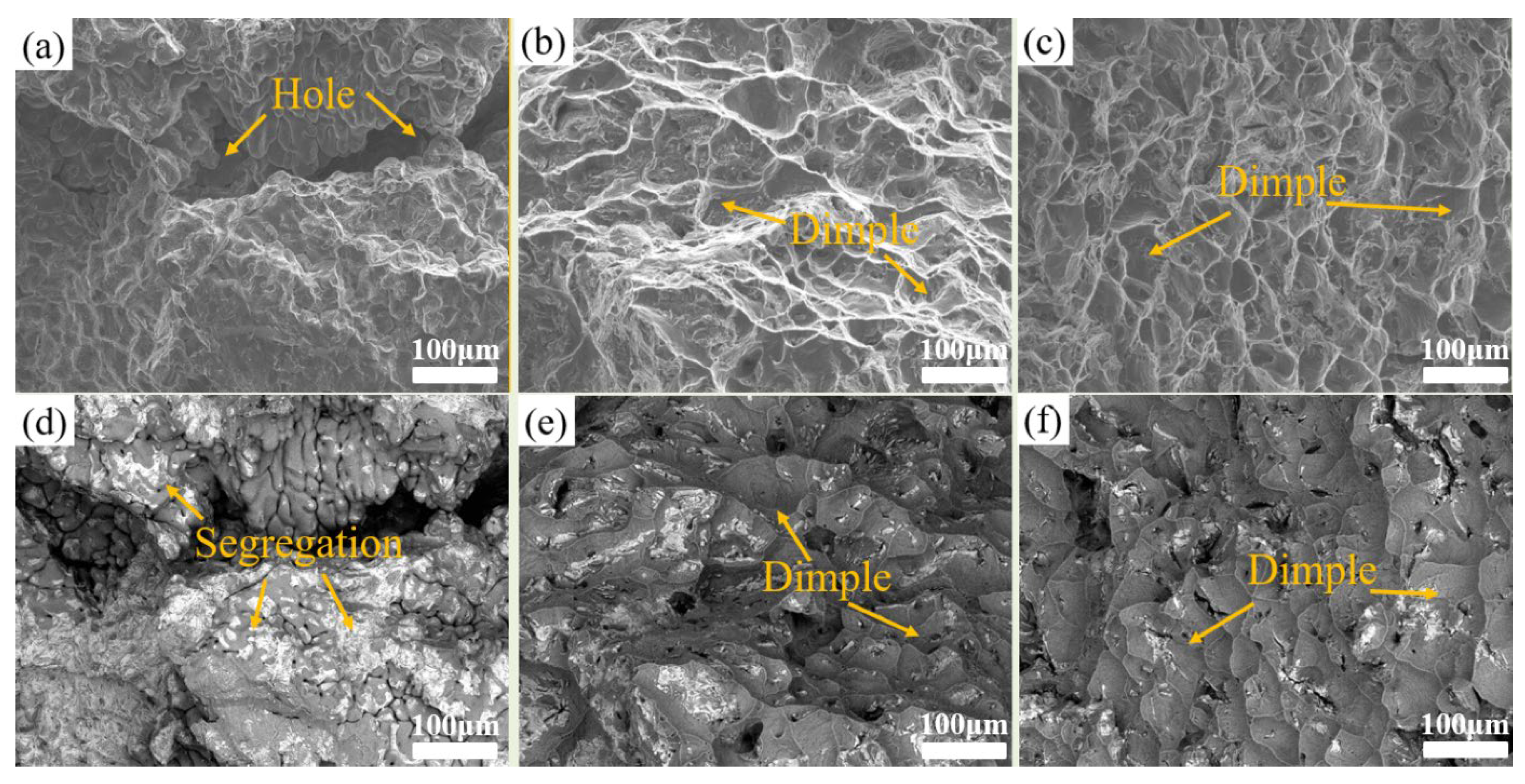
3.2. Mechanical Properties of Al-Li Cast Alloy under Different Forming Processes
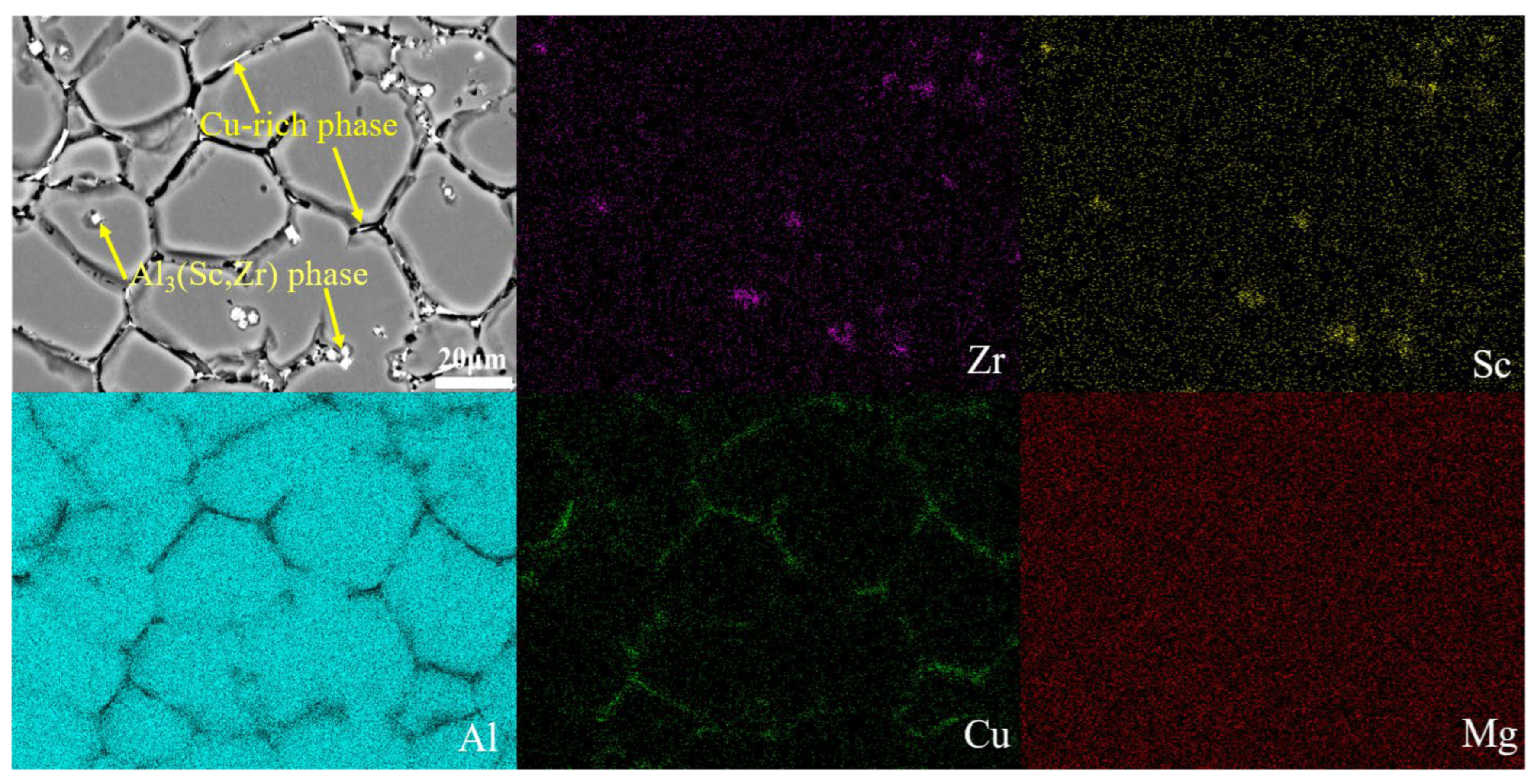
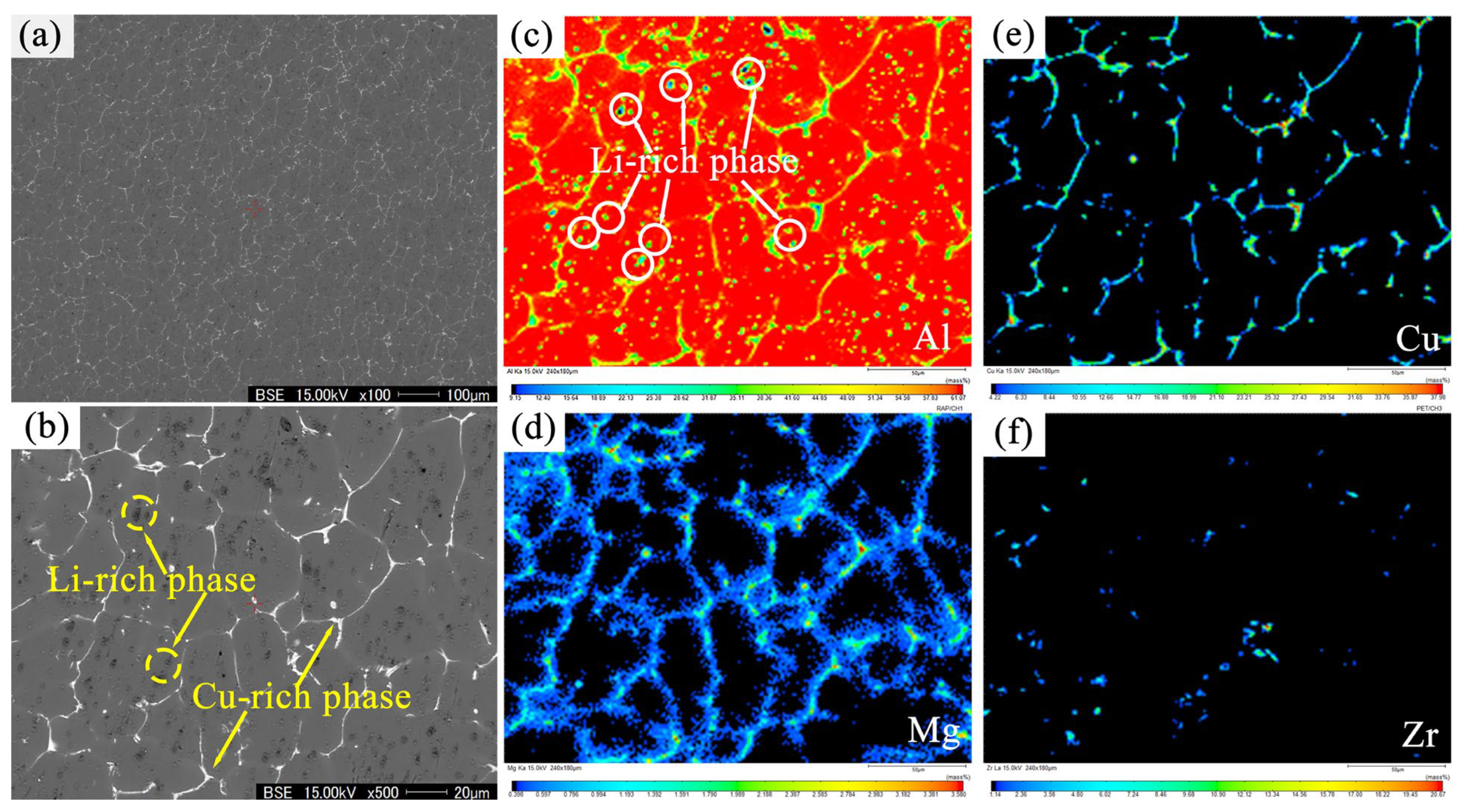
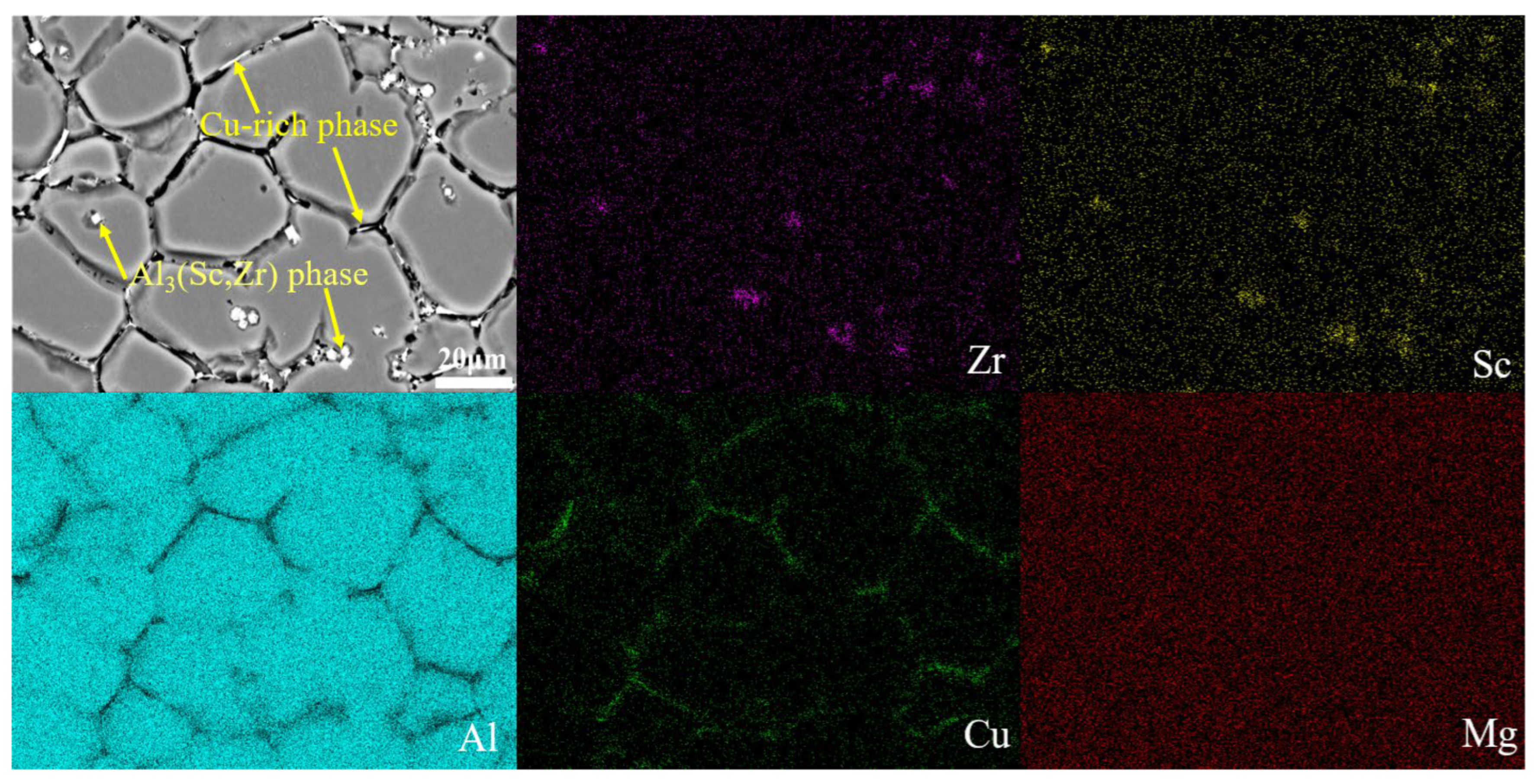
3.3. Effect of Sc Addition on the Microstructure and Properties of the Al-Li Cast Alloy
4. Discussion
4.1. Mechanisms of Microstructure Evolution under Forming Processes and Sc Addition
4.2. Mechanism for Change of Properties under Forming Processes and Sc Addition
5. Conclusions
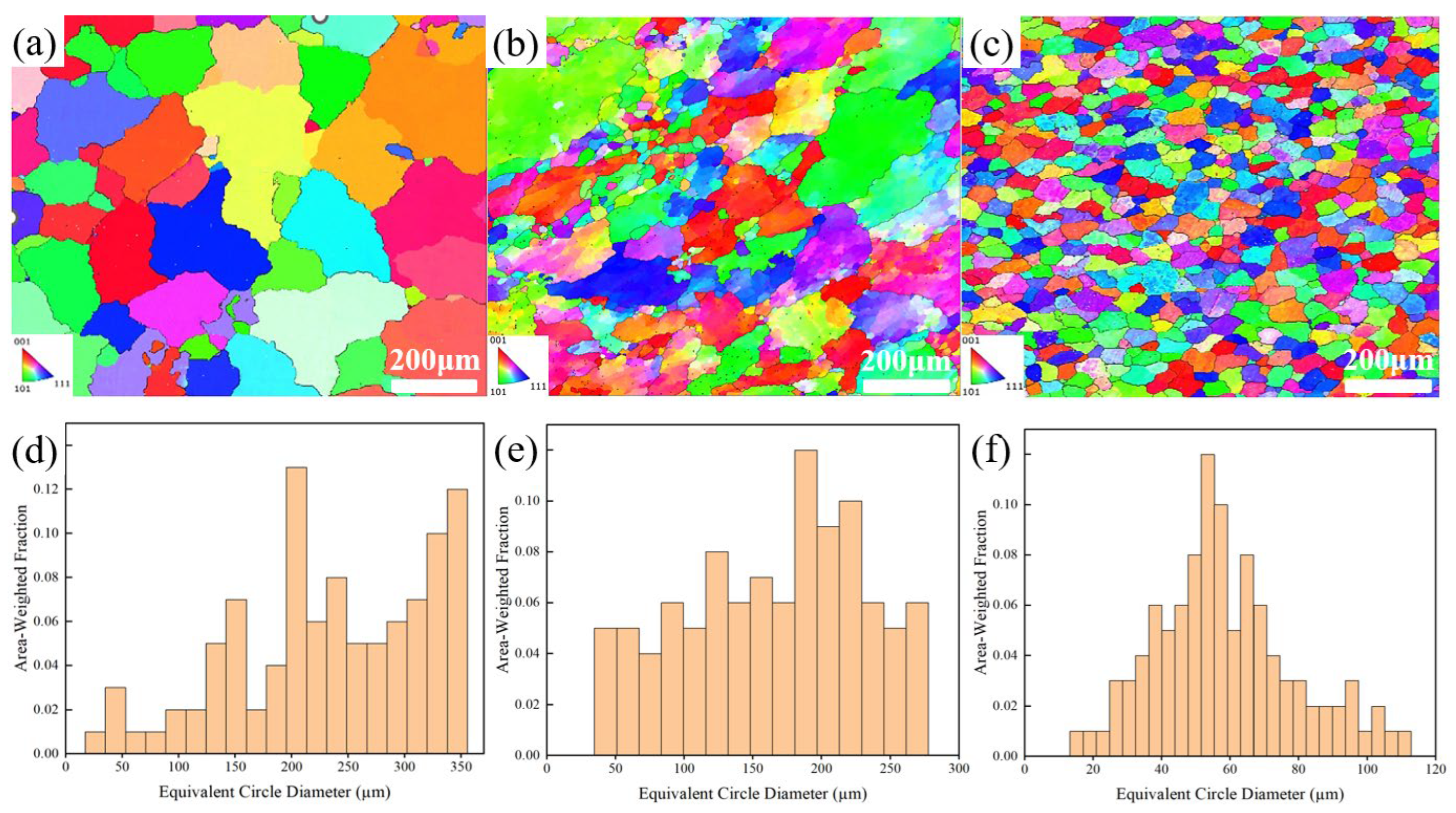
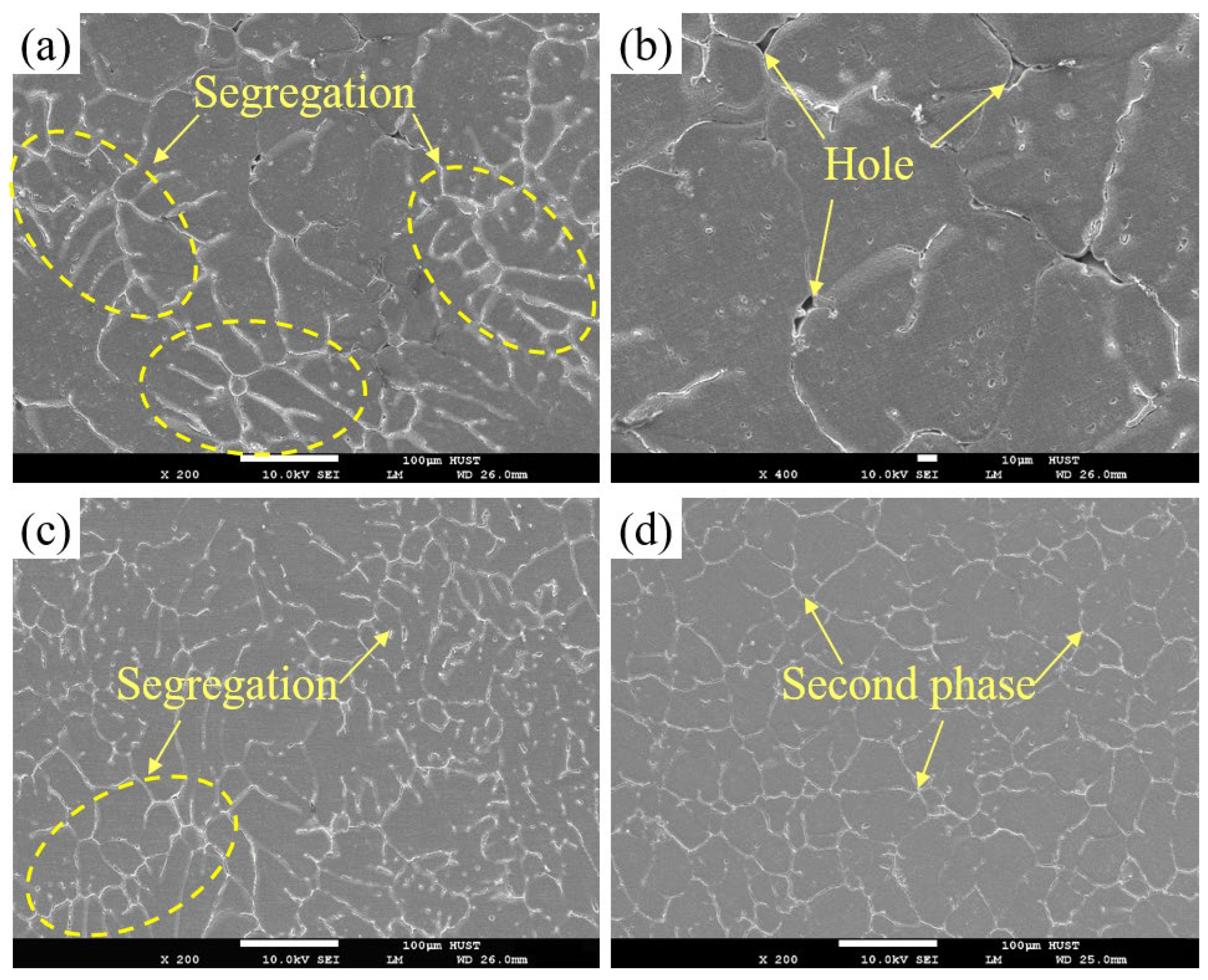
- Compared to the GC alloy, the SC alloy not only showed a 44.1% decrease in grain size but also a significant reduction in porosity, while compositional segregation still existed in both processes. After UT+SC, the α-Al grain of the Al-Li cast alloy was further refined from 104 μm to 44 μm, and its compositional segregation was effectively improved.
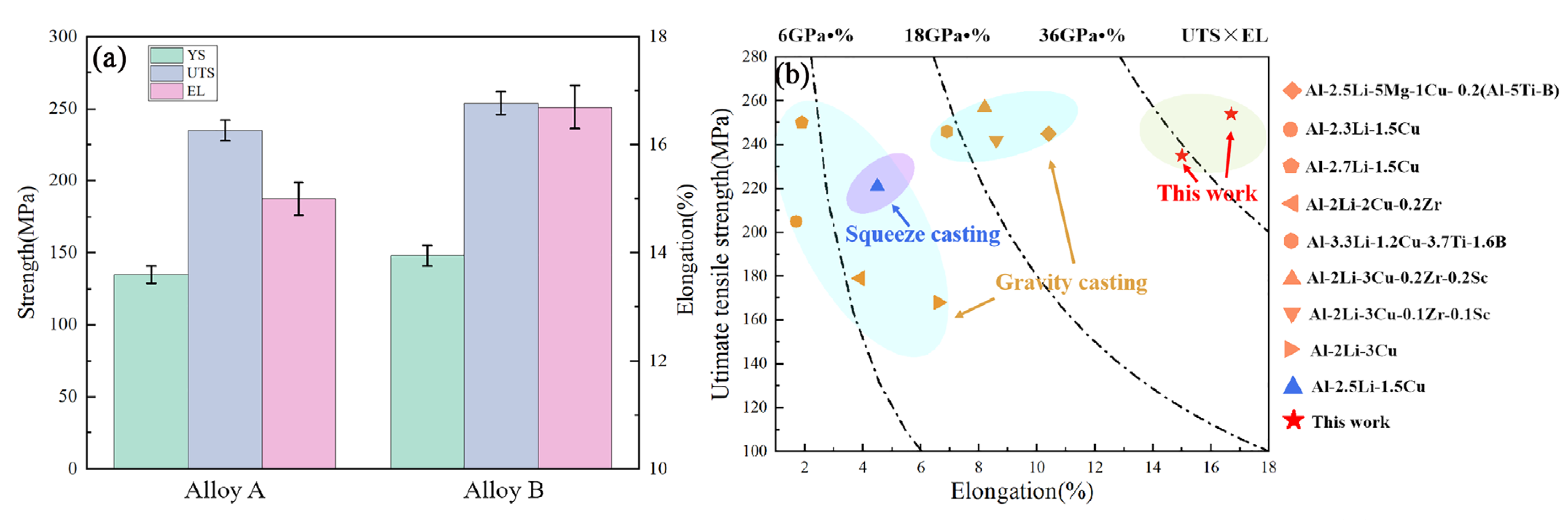
- The ultimate tensile strength (UTS), yield strength (YS), and elongation of the UT+SC alloy reached 235 MPa, 135 Mpa, and 15%, respectively. These values were 113.6%, 28.6%, and 1150% higher than those of the GC alloy, while 6.8%, 8%, and 15.4% higher than those of the SC alloy, respectively. The combined effects of porosity reduction, grain refinement, and uniform distribution of second phases were mainly responsible for the significant increase in strength and elongation of the Al-Li cast alloy.
- With the addition of 0.2 wt.% Sc element, the UT+SC alloy exhibited a better as-cast solidification microstructure, with the grain size reduced to as small as 20 μm, representing a 54.5% decrease compared to the Sc-free Al-Li cast alloy. The UTS, YS, and elongation of the Sc-containing Al-Li cast alloy are 254 MPa, 148 Mpa, and 16.7%, respectively, which are 8.1%, 9.6%, and 11.3% higher than the those of the alloy without Sc under the same UT+SC process. Interestingly, the product of strength and elongation (i.e., UTS × EL) for the two alloys reached 36 GPa•% and 42 GPa•%, respectively, which is much higher than that of the other Al-Li cast alloys reported in the available literature.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shao, S.; Liang, Z.; Yin, P.; Li, X.; Zhang, Y. Microstructure and Mechanical Properties of Al-Li Alloys with Different Li Contents Prepared by Selective Laser Melting. Materials 2024, 17, 657. [Google Scholar] [CrossRef]
- Li, J.; Pan, Y.; Wu, S.; Chen, L.; Guo, W.; Li, S.; Lü, S. Precipitates strengthening mechanism of a new squeeze-cast Al-Cu-Li-Mn alloy with high strength and ductility. J. Mater. Res. Technol. 2023, 25, 1334–1343. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminum alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- El-Aty, A.; Xu, Y.; Guo, X.; Zhang, S.; Chen, D. Strengthening mechanisms, deformation behavior, and anisotropic mechanical properties of Al-Li alloys: A review. J. Adv. Res. 2018, 10, 49–67. [Google Scholar] [CrossRef]
- Starke, E.A., Jr.; Sanders, T.H.; Palmer, I.G. New approaches to alloy development in the Al-Li system. J. Met. 1981, 33, 24–33. [Google Scholar] [CrossRef]
- Rioja, R.J.; Liu, J. The evolution of Al-Li base products for aerospace and space applications. Metall. Mater. Trans. A. 2012, 43, 3325–3337. [Google Scholar] [CrossRef]
- Rambabu, P.; Prasad, N.E.; Kutumbarao, V.V.; Wanhill, R.J.H. Aluminum alloys for aerospace applications. In Aerospace Materials and Material Technologies; Prasad, N.E., Wanhill, R.J.H., Eds.; Springer: Singapore, 2017; pp. 29–52. [Google Scholar]
- Singh, G.; Nayan, N.; Murty, S.N.; Yadava, M.; Bajargan, G.; Mohan, M. Hot deformation behavior of Sc/Nb modified AA2195 Al–Li–Cu alloys. Mater. Sci. Eng. A 2022, 844, 143169. [Google Scholar] [CrossRef]
- Grydin, O.; Stolbchenko, M.; Schaper, M.; Belejová, S.; Králík, R.; Bajtošová, L.; Křivská, B.; Hájek, M.; Cieslar, M. New Twin-Roll Cast Al-Li Based Alloys for High-Strength Applications. Metals 2020, 10, 987. [Google Scholar] [CrossRef]
- Li, J.; Pan, Y.; Zhao, D.; Lü, S.; Wu, S.; Guo, W. Development of a novel high strength and toughness Al–Cu–Li alloy casting billet with a new process. Mater. Sci. Eng. A 2022, 854, 143827. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, L.; Wu, G.; Sun, J.; Rong, M.; Hsieh, C.C.; Yu, Y. Influence of Sc content on the microstructure and mechanical properties of cast Al-2Li-2Cu-0.5Mg-0.2Zr alloy. Mater. Charact. 2018, 142, 223–236. [Google Scholar] [CrossRef]
- Jiang, L.; Li, J.K.; Liu, G.; Wang, R.H.; Chen, B.A.; Zhang, J.Y.; Sun, J.; Yang, M.X.; Yang, G.; Yang, J.; et al. Length-scale dependent microalloying effects on precipitation behaviors and mechanical properties of Al–Cu alloys with minor Sc addition. Mater. Sci. Eng. A 2015, 637, 139–154. [Google Scholar] [CrossRef]
- Kharakterova, M.L.; Eskin, D.G.; Toropova, L.S. Precipitation hardening in ternary alloys of the Al-Sc-Cu and Al-Sc-Si systems. Acta Metall. Mater. 1994, 42, 2285–2290. [Google Scholar] [CrossRef]
- Wang, Y.; Li, Z.; Yu, T.; Medjahed, A.; Wu, R.; Hou, L.; Zhang, J.; Li, X.; Zhang, M. Effect of Sc and Zr on Microstructure and Mechanical Properties of As-Cast Al–Li–Cu Alloys. Adv. Eng. Mater. 2018, 20, 1700898. [Google Scholar] [CrossRef]
- Il’in, A.A.; Nikitin, S.L.; Osintsev, O.E.; Borisov, Y.V. Effect of alloying elements on the structure and properties of Al-Li-Cu cast alloys. Russ. Metall. 2009, 4, 338–344. [Google Scholar] [CrossRef]
- Chao, Y. Research on Grain Refinement and Heat Treatment Process of Cast Al-2.5Li-5Mg-1Cu Alloy. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2019. [Google Scholar]
- Alizadeh, A.; Khayami, A.; Karamouz, M.; Hajizamani, M. Mechanical properties and wear behavior of Al5083 matrix composites reinforced with high amounts of SiC particles fabricated by combined stir casting and squeeze casting; A comparative study. Ceram. Int. 2022, 48, 179–189. [Google Scholar] [CrossRef]
- Fan, J.; Zhang, C.; Luo, Z. Effect of pressure on macro-/micro-structures and mechanical properties of Al-Li-Cu cast alloy. Chin. J. Nonferrous. Met. 2014, 9, 2307–2314. [Google Scholar]
- Li, J.; Pan, Y.; Yan, Z.; Lü, S.; Chen, L.; Zhao, D.; Guo, W.; Wu, S. Effects of Li content on microstructure evolution and mechanical properties of squeeze-cast Al-5Cu-xLi alloy assisted with ultrasonic treatment. J. Alloys Compd. 2023, 961, 171083. [Google Scholar] [CrossRef]
- Murray, J.J. The Al-Sc (aluminum-scandium) system. J. Phase Equilibria 1998, 19, 380–384. [Google Scholar] [CrossRef]
- Toropova, L.S.; Kamardinkin, A.N.; Kindzhibalo, V.V.; Tyvanchuk, A.T. Investigation of alloys of the Al-Sc-Zr system in the aluminium-rich range. Phys. Met. Metallogr. 1990, 70, 106–110. [Google Scholar]
- Rong, M.; Zhang, L.; Wu, G.; Li, W.; Zhang, X.; Sun, J.; Ding, W. Effect of refining processes on inclusions and mechanical properties of cast Al-2Li-2Cu-0.2Zr alloy. Trans. Nonferrous Met. Soc. China 2019, 29, 1375–1382. [Google Scholar] [CrossRef]
- Wu, L.; Zhou, C.; Li, X.; Ma, N.; Wang, H. Microstructural evolution and mechanical properties of cast high-Li-content TiB2/Al-Li-Cu composite during heat treatment. J. Alloys Compd. 2018, 739, 270–279. [Google Scholar] [CrossRef]
- Venkatesan, S.; Xavior, M.A. Analysis of mechanical properties of aluminum alloy metal matrix composite by squeeze Casting—A review. Mater. Today Proc. 2018, 5, 11175–11184. [Google Scholar] [CrossRef]
- Yue, T.; Chadwick, G.A. Squeeze casting of light alloys and their composites. J. Mater. Process. Technol. 1996, 58, 302–307. [Google Scholar] [CrossRef]
- Wang, G.; Dargusch, M.S.; Qian, M.; Eskin, D.G.; Stjohn, D.H. The role of ultrasonic treatment in refining the as-cast grain structure during the solidification of an Al–2Cu alloy. J. Cryst. Growth. 2014, 408, 119–124. [Google Scholar] [CrossRef]
- Jian, X.; Xu, H.; Meek, H.H. Effect of power ultrasound on solidification of aluminum A356 alloy. Mater. Lett. 2005, 59, 190–193. [Google Scholar] [CrossRef]
- Saikawa, S.; Nakai, K.; Sugiura, Y.; Kamio, A. Effect of hydrogen gas content on generation of porosity in Al-Li casting alloys. Mater. Trans. 1999, 40, 57–63. [Google Scholar] [CrossRef]
- Aghayani, M.K.; Niroumand, B. Effects of ultrasonic treatment on microstructure and tensile strength of AZ91 magnesium alloy. J. Alloys Compd. 2011, 509, 114–122. [Google Scholar] [CrossRef]
- Wang, F.; Eskin, D.; Mi, J.W.; Connolley, T.; Lindsay, J.; Mounib, M. A refining mechanism of primary Al3Ti intermetallic particles by ultrasonic treatment in the liquid state. Acta Mater. 2016, 116, 354–363. [Google Scholar] [CrossRef]
- Blake, N.; Hopkins, M.A. Constitution and age hardening of Al-Sc alloys. J. Mater. Sci. 1985, 20, 2861–2867. [Google Scholar] [CrossRef]
- Dritz, M.Y.; Ber, L.B.; Bykov, Y.G.; Toropova, L.S.; Anastas'eva, G.K. Ageing Alloy Al-0.3 at.% Sc. Phys. Met. Metallogr. 1984, 57, 118–126. [Google Scholar]
- Marquis, E.A.; Seidman, D.N. Nanoscale structural evolution of Al3Sc precipitates in Al (Sc) alloys. Acta Mater. 2001, 49, 1909–1919. [Google Scholar] [CrossRef]
- Røyset, J.; Ryum, N. Scandium in aluminium alloys. Int. Mater. Rev. 2005, 50, 19–44. [Google Scholar] [CrossRef]
- Hong, S.J.; Kim, H.M.; Huh, D.; Suryanarayana, C.; Chun, B.S. Effect of clustering on the mechanical properties of SiC particulate-reinforced aluminum alloy 2024 metal matrix composites. Mater. Sci. Eng. A 2003, 347, 198–204. [Google Scholar] [CrossRef]
- Li, J.; Lü, S.; Zhao, D.; Chen, L.; Pan, Y.; Guo, W.; Wu, S. Preparation of Mg2Si/Al-Cu composite under a novel continuous squeeze casting-extrusion process assisted with ultrasonic treatment. Mater. Sci. Eng. A 2023, 862, 144469. [Google Scholar] [CrossRef]
- Petch, N.J. The Cleavage Strength of Polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Jin, S.; Wang, A.; Wang, K.; Li, W.; Wan, B.; Zhai, T. Significant strengthening effect in ultra-fine grained Al alloy made by fast solidification and hot extrusion processes. J. Mater. Res. Technol. 2022, 16, 1761–1769. [Google Scholar] [CrossRef]
- Cai, Z.; Wang, S.; Zhou, Y.; Dong, J.; Yu, C.; Ma, L. The synergistic effect of grain refinement and precipitation strengthening on mechanical properties and dry sliding wear behavior of medium manganese steels. Tribol Int. 2023, 179, 108158. [Google Scholar] [CrossRef]
- Røyset, J. Scandium in aluminium alloys overview: Physical metallurgy properties and applications. Mater. Sci. Technol. 2013, 25, 11–21. [Google Scholar]
- Davydov, V.G.; Rostova, T.D.; Zakharov, V.V.; Filatov, Y.A.; Yelagin, V.I. Scientific principles of making an alloying addition of scandium to aluminium alloys. Mater. Sci. Eng. A 2000, 280, 30–36. [Google Scholar] [CrossRef]
- Knipling, K.E.; Dunand, D.C.; Seidman, D.N. Criteria for developing castable creep-resistant aluminum-based alloys—A review. Int. J. Mater. Res. 2006, 97, 246–265. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Li | Cu | Mg | Zr | Sc | Al |
|---|---|---|---|---|---|---|
| Alloy A | 2.05 | 1.97 | 0.48 | 0.21 | 0 | Bal. |
| Alloy B | 1.98 | 2.03 | 0.51 | 0.19 | 0.19 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lü, S.; Yan, Z.; Pan, Y.; Li, J.; Wu, S.; Guo, W. Enhancement of Strength–Ductility Synergy of Al-Li Cast Alloy via New Forming Processes and Sc Addition. Materials 2024, 17, 1558. https://doi.org/10.3390/ma17071558
Lü S, Yan Z, Pan Y, Li J, Wu S, Guo W. Enhancement of Strength–Ductility Synergy of Al-Li Cast Alloy via New Forming Processes and Sc Addition. Materials. 2024; 17(7):1558. https://doi.org/10.3390/ma17071558
Chicago/Turabian StyleLü, Shulin, Zhaoxiang Yan, Yu Pan, Jianyu Li, Shusen Wu, and Wei Guo. 2024. "Enhancement of Strength–Ductility Synergy of Al-Li Cast Alloy via New Forming Processes and Sc Addition" Materials 17, no. 7: 1558. https://doi.org/10.3390/ma17071558
APA StyleLü, S., Yan, Z., Pan, Y., Li, J., Wu, S., & Guo, W. (2024). Enhancement of Strength–Ductility Synergy of Al-Li Cast Alloy via New Forming Processes and Sc Addition. Materials, 17(7), 1558. https://doi.org/10.3390/ma17071558