
Research on the Low-Temperature Impact Toughness of a New 100-mm Ultra-Thick Offshore Steel Fabricated Using the Narrow-Gap Laser Wire Filling Welding Process

 ,
,
Abstract
:
1. Introduction
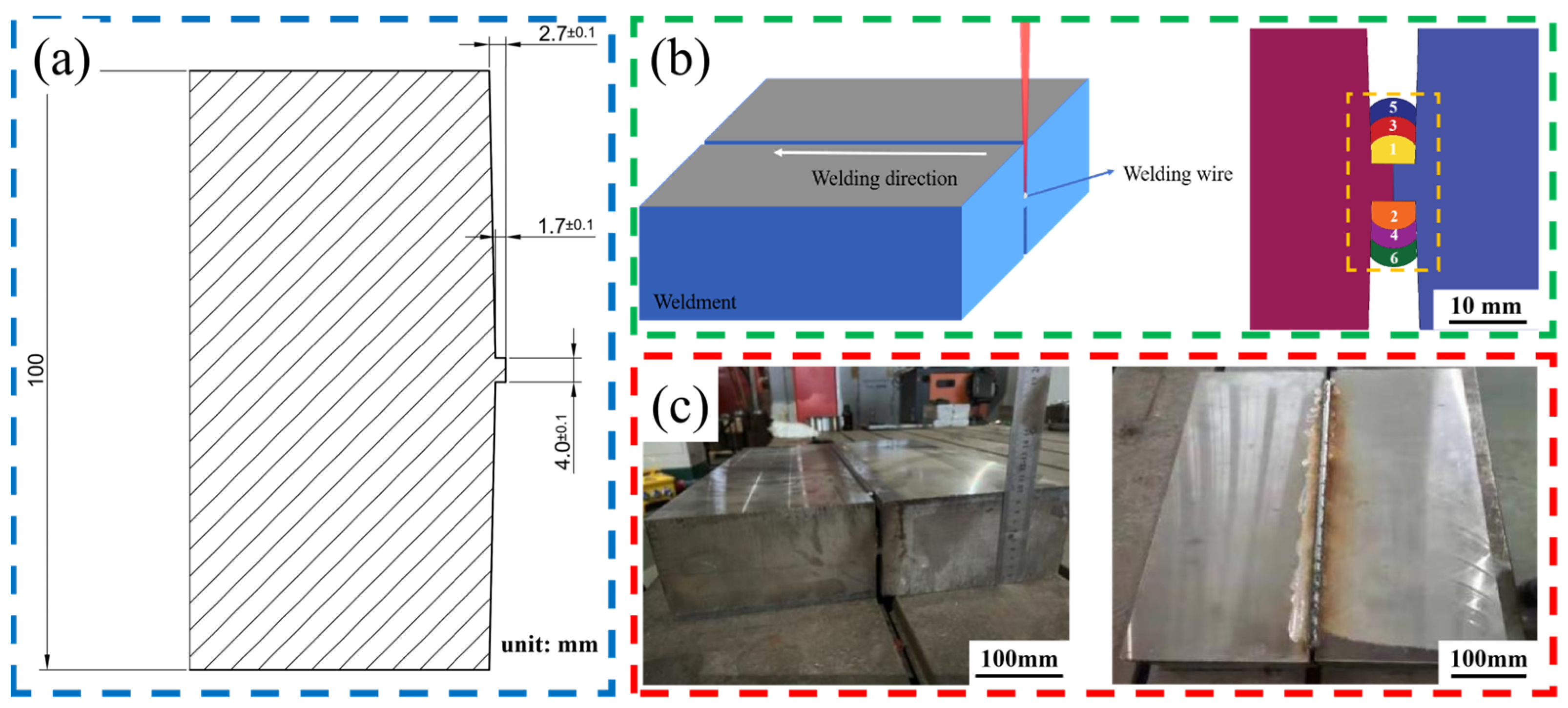
2. Experimental Materials and Methods
3. Finite Element Simulation Analysis
3.1. Establishment of the Model and Division of the Mesh
3.2. Setting of Boundary Conditions
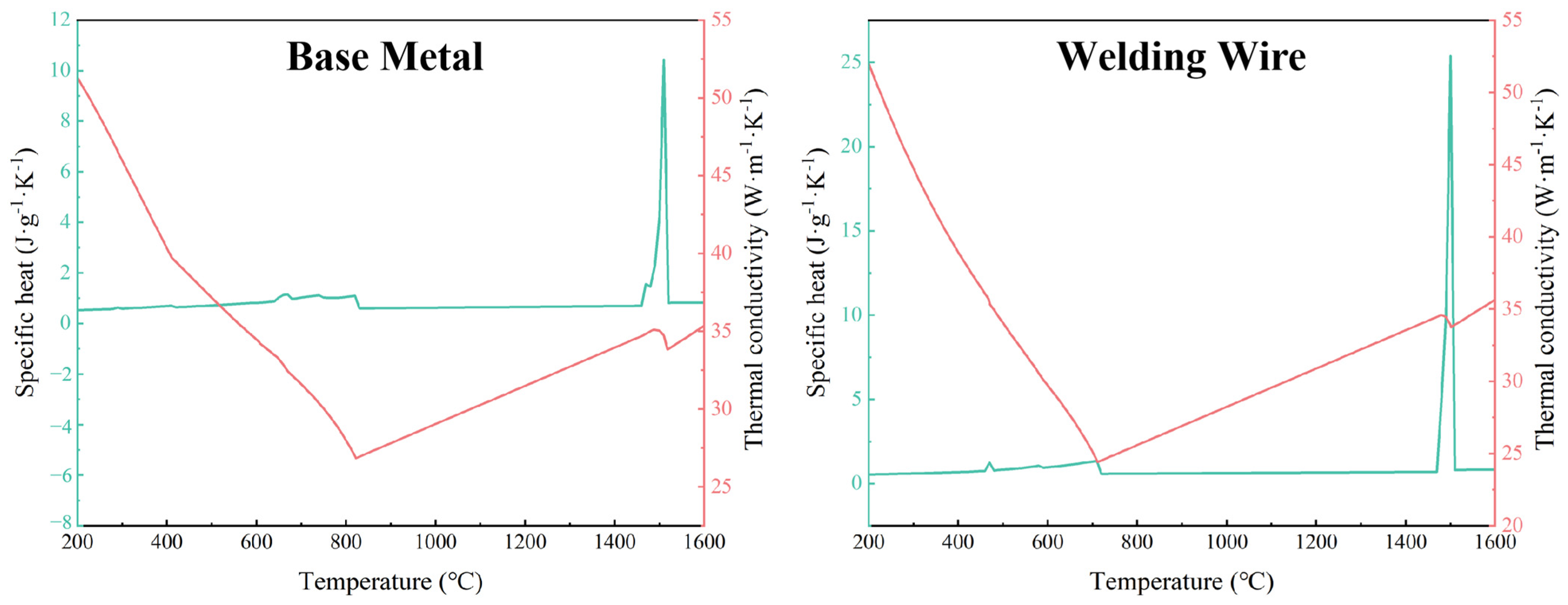
3.3. Material Thermophysical Property Parameters
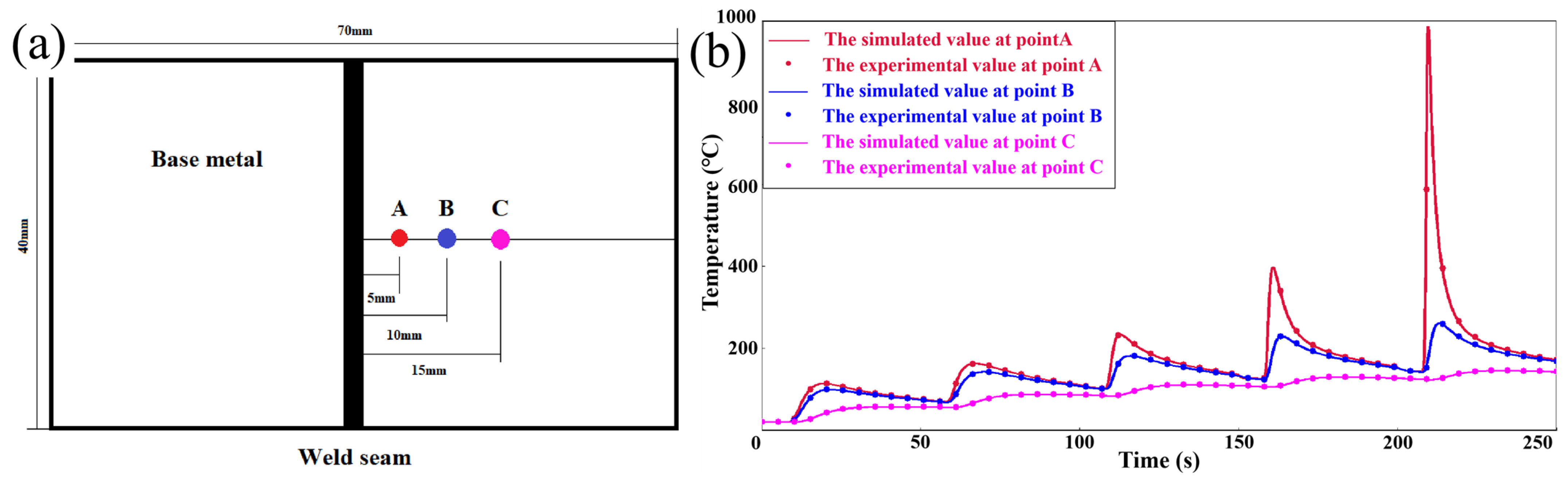
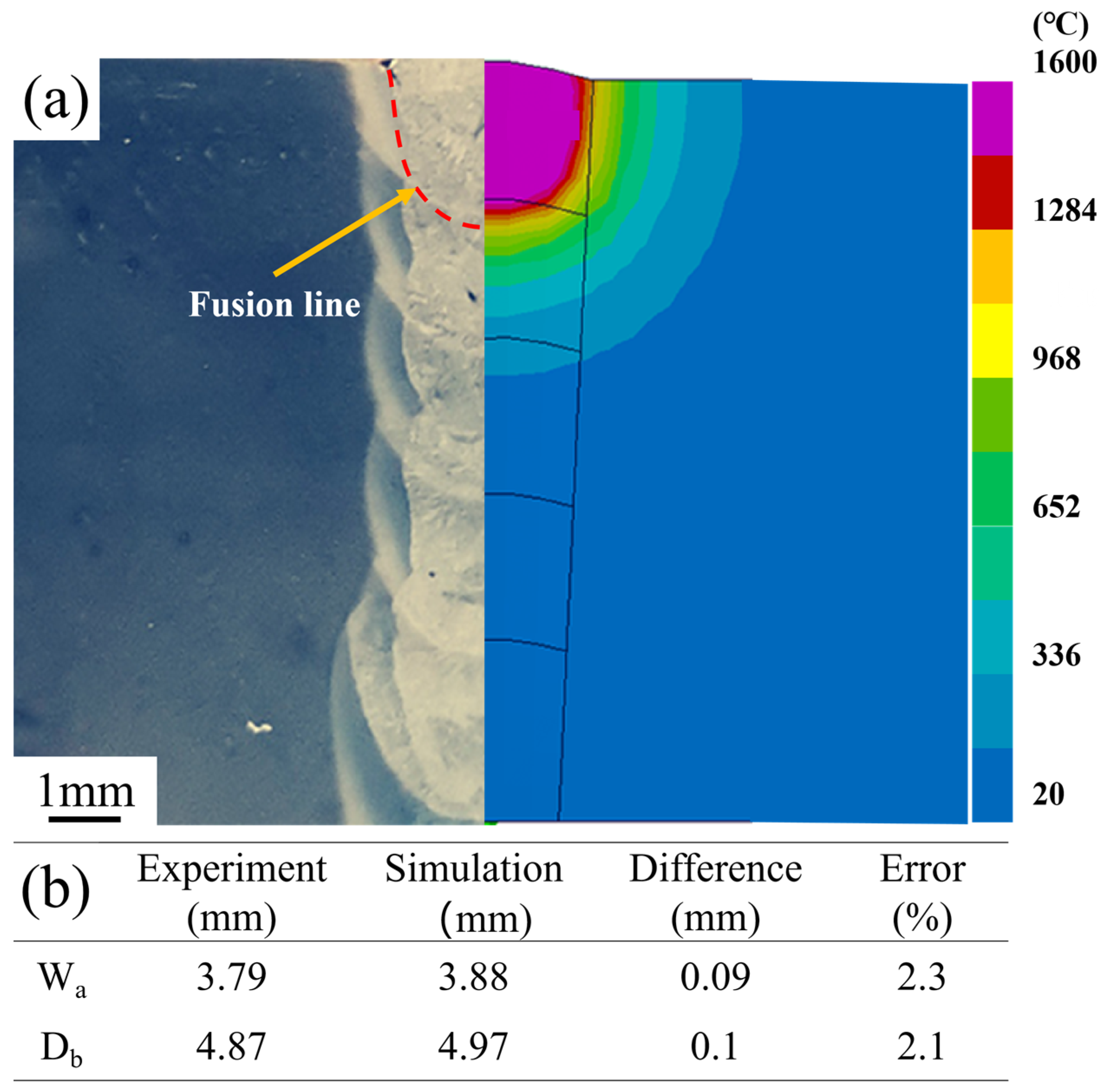
3.4. Verification of the Finite Element Model
3.5. Finite Element Temperature Field Simulation Analysis
4. Results and Discussion
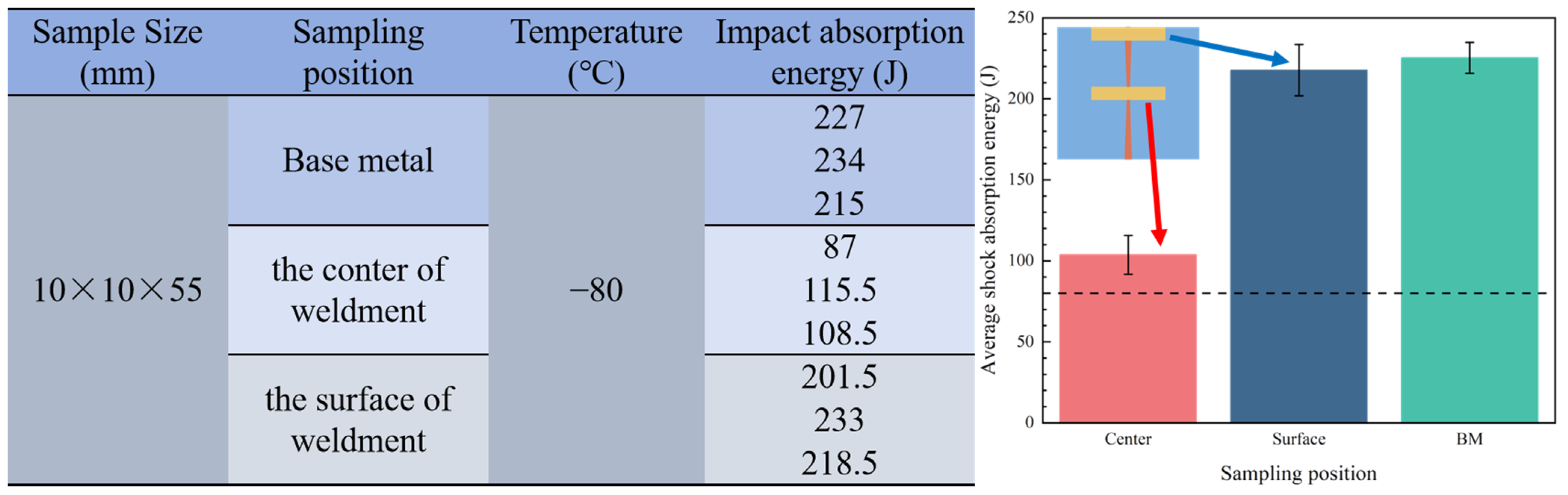
4.1. Impact Toughness Test
4.2. Microstructural Analysis
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kim, N.; Kang, Y.; Bang, J.; Song, S.; Seo, S.M.; Kang, C.Y.; Kang, N. Effect of Postweld Heat Treatments on Type IV Creep Failure in the Intercritical Heat-Affected Zone of 10% Cr Martensitic Steel Welded with Haynes 282 Filler. Metals 2021, 11, 726. [Google Scholar] [CrossRef]
- Sirohi, S.; Pandey, S.M.; Świerczyńska, A.; Rogalski, G.; Kumar, N.; Landowski, M.; Fydrych, D.; Pandey, C. Microstructure and mechanical properties of combined GTAW and SMAW dissimilar welded joints between Inconel 718 and 304L austenitic stainless steel. Metals 2022, 13, 14. [Google Scholar] [CrossRef]
- Tervo, H.; Kaijalainen, A.; Pallaspuro, S.; Anttila, S.; Mehtonen, S.; Porter, D.; Kömi, J. Low-temperature toughness properties of 500 MPa offshore steels and their simulated coarse-grained heat-affected zones. Mater. Sci. Eng. A 2020, 773, 138719. [Google Scholar] [CrossRef]
- Choi, D.; Lee, H.; Cho, S.K.; Kim, H.C.; Hyun, S.K.; Shin, S.Y. Microstructure and charpy impact properties of FCAW and SAW heat affected zones of 100 mm thick steel plate for offshore platforms. Met. Mater. Int. 2020, 26, 867–881. [Google Scholar] [CrossRef]
- Çolak, Z.; Ayan, Y.; Kahraman, N. Weld morphology and mechanical performance of marine structural steel welded underwater in a real marine environment. Int. J. Adv. Manuf. Technol. 2020, 109, 491–501. [Google Scholar] [CrossRef]
- Ahola, A.; Lipiäinen, K.; Lindroos, J.; Koskimäki, M.; Laukia, K.; Björk, T. On the Fatigue Strength of Welded High-Strength Steel Joints in the As-Welded, Post-Weld-Treated and Repaired Conditions in a Typical Ship Structural Detail. J. Mar. Sci. Eng. 2023, 11, 644. [Google Scholar] [CrossRef]
- Niraula, A.; Remes, H.; Lehto, P. Local weld geometry-based characterization of fatigue strength in laser-MAG hybrid welded joints. Weld. World 2023, 67, 1527–1544. [Google Scholar] [CrossRef]
- Braun, M.; Ahola, A.; Milaković, A.S.; Ehlers, S. Comparison of local fatigue assessment methods for high-quality butt-welded joints made of high-strength steel. Forces Mech. 2022, 6, 100056. [Google Scholar] [CrossRef]
- Brunnhofer, P.; Buzzi, C.; Pertoll, T.; Rieger, M.; Leitner, M. Fatigue design of mild and high-strength steel cruciform joints in as-welded and HFMI-treated condition by nominal and effective notch stress approach. Procedia Struct. Integr. 2022, 38, 477–489. [Google Scholar] [CrossRef]
- Huynh, V.V.; Dang, X.P.; Quach, H.N.; Le, N.A.V.; Le, C.L.; Truong, D.D. Effects of material strain rate, impulse profile on damage evolution of steel plates subjected to repeated pressures. IOP Conf. Ser. Earth Environ. Sci. 2023, 1278, 012028. [Google Scholar] [CrossRef]
- Ragavendran, M.; Vasudevan, M.; Hussain, N. Study of the Microstructure, Mechanical Properties, Residual Stresses, and Distortion in Type 316LN Stainless Steel Medium Thickness Plate Weld Joints. J. Mater. Eng. Perform. 2022, 31, 5013–5025. [Google Scholar] [CrossRef]
- Ning, J.; Zhang, L.J.; Yang, J.N.; Yin, X.Q.; Wang, X.W.; Wu, J. Characteristics of multi-pass narrow-gap laser welding of D406A ultra-high strength steel. J. Mater. Process. Technol. 2019, 270, 168–181. [Google Scholar] [CrossRef]
- Bunaziv, I.; Ren, X.; Olden, V. A comparative study of laser-arc hybrid welding with arc welding for fabrication of offshore substructures. J. Phys. Conf. Ser. 2023, 2626, 012033. [Google Scholar] [CrossRef]
- Kaplan, A.F.; Kim, K.H.; Bang, H.S.; Bang, H.S.; Näsström, J.; Frostevarg, J. Narrow gap laser welding by multilayer hot wire addition. J. Laser Appl. 2016, 28, 022410. [Google Scholar] [CrossRef]
- Fang, N.; Guo, E.; Huang, R.; Yin, L.; Chen, Y.; Zeng, C.; Cao, H.; Zou, J.; Xu, K. Effect of welding heat input on microstructure and properties of TC4 titanium alloy ultra-narrow gap welded joint by laser welding with filler wire. Mater. Res. Express 2021, 8, 016511. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, X.; Si, J. Properties of Hastelloy joint welded via laser wire-filling. Mater. Corros. 2022, 73, 1144–1152. [Google Scholar] [CrossRef]
- Guo, W.; Li, L.; Dong, S.; Crowther, D.; Thompson, A. Comparison of microstructure and mechanical properties of ultra-narrow gap laser and gas-metal-arc welded S960 high strength steel. Opt. Lasers Eng. 2017, 91, 1–15. [Google Scholar] [CrossRef]
- Gong, Y. Narrow Gap Laser Wire Filling Welding Process for Q355ND Thick Plate and the Microstructure and Properties of Joints. Master’s Thesis, Lanzhou University of Technology, Lanzhou, China, 2023. [Google Scholar]
- Zhang, B.; Huang, J.; Sun, Z.; Zhang, M. Microstructures and properties of narrow-gap multi-pass high strength thick plate steel joint by fiber laser welding with filler wire. Hot Work. Technol. 2016, 45, 70–73. [Google Scholar]
- Keßler, B.; Brenner, B.; Dittrich, D.; Standfuß, J.; Beyer, E.; Leyens, C. Laser-multi-pass-narrow-gap-welding of nickel superalloy-Alloy 617OCC. J. Laser Appl. 2019, 31, 2. [Google Scholar] [CrossRef]
- Elmesalamy, A.; Francis, J.A.; Li, L. A comparison of residual stresses in multi pass narrow gap laser welds and gas-tungsten arc welds in AISI 316L stainless steel. Int. J. Press. Vessel. Pip. 2014, 113, 49–59. [Google Scholar] [CrossRef]
- Zhang, G.; Yu, F. Ultra-narrow gap fiber laser conduction welding technology for 304 stainless steel thick plates and the mechanical properties of welding joints. Coatings 2022, 12, 59. [Google Scholar] [CrossRef]
- Guo, W.; Li, L.; Crowther, D.; Dong, S.; Francis, J.A.; Thompson, A. Laser welding of high strength steels (S960 and S700) with medium thickness. J. Laser Appl. 2016, 28, 022425. [Google Scholar] [CrossRef]
- Pu, J.; Zhao, Y.; Jiang, Y.; Zou, J.; Song, S. Influence of wire feeding speed on the melting behavior and formation of narrow-gap joint by laser welding with filler wire. J. Laser Appl. 2020, 32, 032007. [Google Scholar] [CrossRef]
- Guo, Z.; Han, Y. Study on Process Stability and Microstructure Properties of Low Alloy High Strength Steel by Laser Wire Filler Welding. Appl. Laser 2022, 42, 7–13. [Google Scholar]
- Jiang, L.; Shi, L.; Lu, Y.; Xiang, Y.; Zhang, C.; Gao, M. Effects of sidewall grain growth on pore formation in narrow gap oscillating laser welding. Opt. Laser Technol. 2022, 156, 108483. [Google Scholar] [CrossRef]
- Min, K.E.; Jang, J.W.; Kim, C. New Frontiers of Laser Welding Technology. Appl. Sci. 2023, 13, 1840. [Google Scholar] [CrossRef]
- Munafó, C.F.; Palumbo, A.; Versaci, M. An Inhomogeneous Model for Laser Welding of Industrial Interest. Mathematics 2023, 11, 3357. [Google Scholar] [CrossRef]
- Anupamadev, A.P.; Kumar, V.A.; Gupta, R.K.; Pradhan, S.K.; Kumar, R.R. Simulation and Experimental Validation of EBW Studies in Austenitic Stainless Steel AISI-321. Trans. Indian Natl. Acad. Eng. 2020, 5, 581–592. [Google Scholar] [CrossRef]
- Marques, E.S.; Silva, F.J.; Pereira, A.B. Comparison of finite element methods in fusion welding processes—A review. Metals 2020, 10, 75. [Google Scholar] [CrossRef]
- Dal, M.; Fabbro, R. An overview of the state of art in laser welding simulation. Opt. Laser Technol. 2016, 78, 2–14. [Google Scholar] [CrossRef]
- Lorin, S.; Madrid, J.; Söderberg, R.; Wärmefjord, K. A new heat source model for keyhole mode laser welding. J. Comput. Inf. Sci. Eng. 2022, 22, 011004. [Google Scholar] [CrossRef]
- Mróz, M.; Czech, R.; Kupiec, B.; Dec, A.; Spólnik, M.; Rąb, P. Numerical and Physical Simulation of MAG Welding of Large S235JRC+ N Steel Industrial Furnace Wall Panel. Materials 2023, 16, 2779. [Google Scholar] [CrossRef]
- Behúlová, M.; Babalová, E. Numerical Simulation of Temperature Fields during Laser Welding–Brazing of Al/Ti Plates. Materials 2023, 16, 2258. [Google Scholar] [CrossRef] [PubMed]
- Sojiphan, K. Experimental and simulation study of phase transformation in thermite welded railway steel heat-affected zone regions. Zavar. I Zavarene Konstr. 2021, 66, 63–71. [Google Scholar] [CrossRef]
- Uściłowska, A.; Szczucka-Lasota, B.; Węgrzyn, T.; Szymczak, T.; Łazarz, B.; Kamińska, J. Numerical Simulations Based on a Meshfree Method for Nickel-Steel Welded Joint Manufactured by Micro-Jet Cooling. Materials 2022, 15, 8579. [Google Scholar] [CrossRef]
- Akyel, F.; Reisgen, U.; Olschok, S.; Murthy, K. Simulation of Phase Transformation and Residual Stress of Low Alloy Steel in Laser Beam Welding. In Enhanced Material, Parts Optimization and Process Intensification, Proceedings of the First International Joint Conference on Enhanced Material and Part Optimization and Process Intensification, EMPOrIA 2020, Aachen, Germany, 19–20 May 2020; Springer International Publishing: Cham, Switzerland, 2021; pp. 3–13. [Google Scholar]
- Domański, T.; Piekarska, W.; Saternus, Z.; Kubiak, M.; Stano, S. Numerical Prediction of Strength of Socket Welded Pipes Taking into Account Computer Simulated Welding Stresses and Deformations. Materials 2022, 15, 3243. [Google Scholar] [CrossRef]
- Liu, J.; Zhan, X.; Gao, Z.; Yan, T.; Zhou, Z. Microstructure and stress distribution of TC4 titanium alloy joint using laser-multi-pass-narrow-gap welding. Int. J. Adv. Manuf. Technol. 2020, 108, 3725–3735. [Google Scholar] [CrossRef]
- Liu, X.; Ling, W.; Li, Y.; Wang, J.; Zhan, X. Interlaminar microstructure and mechanical properties of narrow gap laser welding of 40-mm-thick Ti-6Al-4V alloy. Materials 2022, 15, 7742. [Google Scholar] [CrossRef]
- Jiang, T.; Yu, C.; Xu, B.; Yu, W.; Xu, G.; Li, Y.; Wang, Z.; Wang, G. A novel investigation on the influence of Cu–P modifier on the microstructure, mechanical performance, and melting process of Al–50Si alloys treated by overheating. Prog. Nat. Sci. Mater. Int. 2021, 31, 461–470. [Google Scholar] [CrossRef]
- Hazra, B.; Ghosh, K.S.; Sarkar, R.; Bera, S.; Show, B.K. Microstructural modification and ageing behaviour of the Al–17Si–5Cu alloy using a novel approach. Mater. Sci. Technol. 2019, 35, 1632–1641. [Google Scholar] [CrossRef]
- Das, P.; Show, B.K.; Rathore, A.; Samanta, S.K. Wear behavior of cooling slope rheocast A356 Al alloy. Tribol. Trans. 2015, 58, 1054–1066. [Google Scholar] [CrossRef]
- Das, A.; Kumar, A.; Shankhwar, K.; Gubeljak, N. A review of heat source and resulting temperature distribution in arc welding. J. Therm. Anal. Calorim. 2022, 147, 12975–13010. [Google Scholar] [CrossRef]
- Bianucci, M.; Mannella, R. Recovering the Fourier law in harmonic chains: A Hamiltonian realization of the Debye/Visscher model. Commun. Nonlinear Sci. Numer. Simul. 2021, 95, 105652. [Google Scholar] [CrossRef]
- Nguyen, N.; Chujutalli, J.H. Simulating convective-radiative heat sink effect by means of FEA-based Gaussian heat sources and its approximate analytical solutions for semi-infinite body. Int. J. Adv. Manuf. Technol. 2021, 117, 3717–3742. [Google Scholar] [CrossRef]
- An, F.; Gong, Q.; Xu, G.; Zhang, T.; Hu, Q.; Zhu, J. Simulation Study on Weld Formation in Full Penetration Laser+ MIG Hybrid Welding of Copper Alloy. Materials 2020, 13, 5307. [Google Scholar] [CrossRef]
- Kik, T. Heat source models in numerical simulations of laser welding. Materials 2020, 13, 2653. [Google Scholar] [CrossRef]
- Al-Badour, F.; Merah, N.; Shuaib, A.; Bazoune, A. Thermo-mechanical finite element model of friction stir welding of dissimilar alloys. Int. J. Adv. Manuf. Technol. 2014, 72, 607–617. [Google Scholar] [CrossRef]
- Duan, C.; Wei, Y. Scaling of internal dissipation of polycrystalline solids on grain-size and frequency. Acta Mater. 2020, 201, 350–363. [Google Scholar] [CrossRef]
- Qian, S.; Ni, Y.; Gong, Y.; Yang, F.; Tong, Q. Higher Damping Capacities in Gradient Nanograined Metals. Nano Lett. 2022, 22, 1491–1496. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Cu | Ni | Cr | Mo | Nb | V | Ti | P | S |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| base metal | 0.06 | 0.2 | 1.44 | 0.25 | 0.58 | 0.21 | 0.22 | 0.03 | 0.04 | 0.011 | - | - |
| welding wire | 0.1 | 0.6 | 3.35 | - | 3.35 | - | - | - | - | - | 0.01 | 0.008 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hou, Z.-L.; Guo, H.-Q.; Wang, J.-J.; Huang, Z.-Y.; Wang, Z.-A.; Fang, D.-S.; Qiao, J. Research on the Low-Temperature Impact Toughness of a New 100-mm Ultra-Thick Offshore Steel Fabricated Using the Narrow-Gap Laser Wire Filling Welding Process. Materials 2024, 17, 1363. https://doi.org/10.3390/ma17061363
Hou Z-L, Guo H-Q, Wang J-J, Huang Z-Y, Wang Z-A, Fang D-S, Qiao J. Research on the Low-Temperature Impact Toughness of a New 100-mm Ultra-Thick Offshore Steel Fabricated Using the Narrow-Gap Laser Wire Filling Welding Process. Materials. 2024; 17(6):1363. https://doi.org/10.3390/ma17061363
Chicago/Turabian StyleHou, Zhong-Lin, Hai-Quan Guo, Jia-Ji Wang, Zeng-Yang Huang, Ze-An Wang, Di-Sheng Fang, and Jun Qiao. 2024. "Research on the Low-Temperature Impact Toughness of a New 100-mm Ultra-Thick Offshore Steel Fabricated Using the Narrow-Gap Laser Wire Filling Welding Process" Materials 17, no. 6: 1363. https://doi.org/10.3390/ma17061363