
Mechanical and Magnetic Properties Variation in Non-Oriented Electrical Steels with Different Cutting Technology: A Review
 , , and
, , and
Abstract
:1. Introduction
2. Main Grade and Chemical Composition of Non-Oriented Silicon Iron Strips
3. Morphology of Local Deformation Generated by Cutting Technology at the Cut Edge and Macroscopic Properties Modification
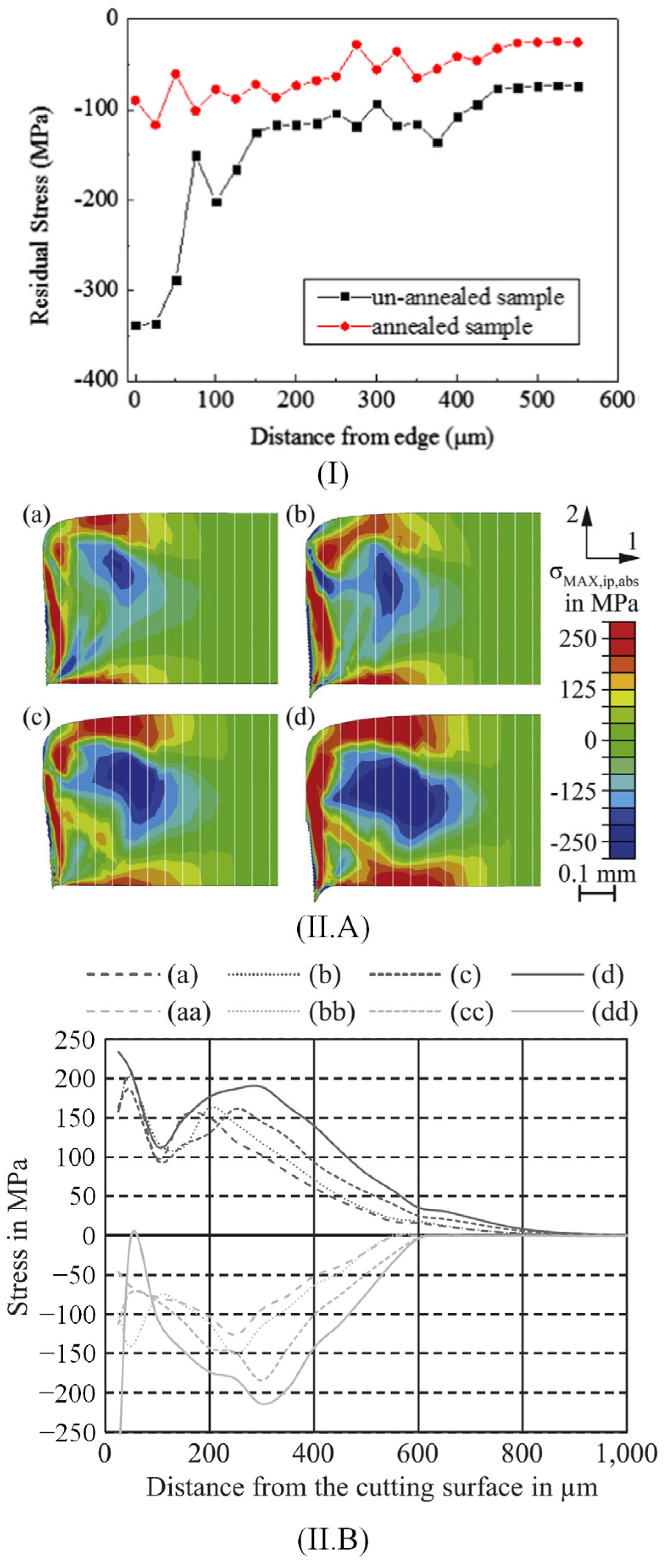
3.1. Microhardness and Residual Stresses

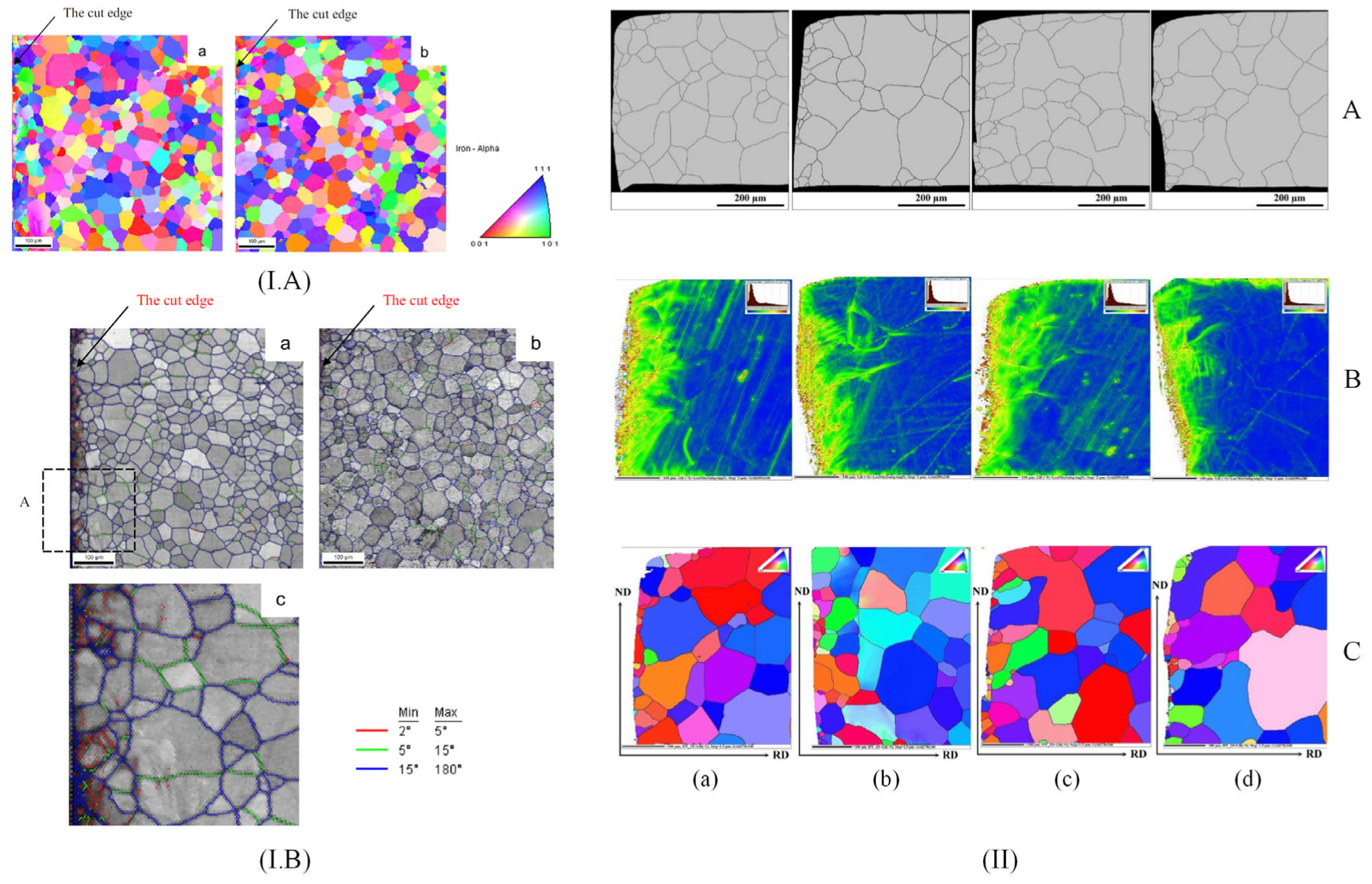
3.2. Crystallographic Texture and Material Structure
3.3. Magnetic Domain Structure
4. Influence of Cutting Technology on Magnetic Properties of Non-Oriented Electrical Steels
4.1. Experimental Investigations
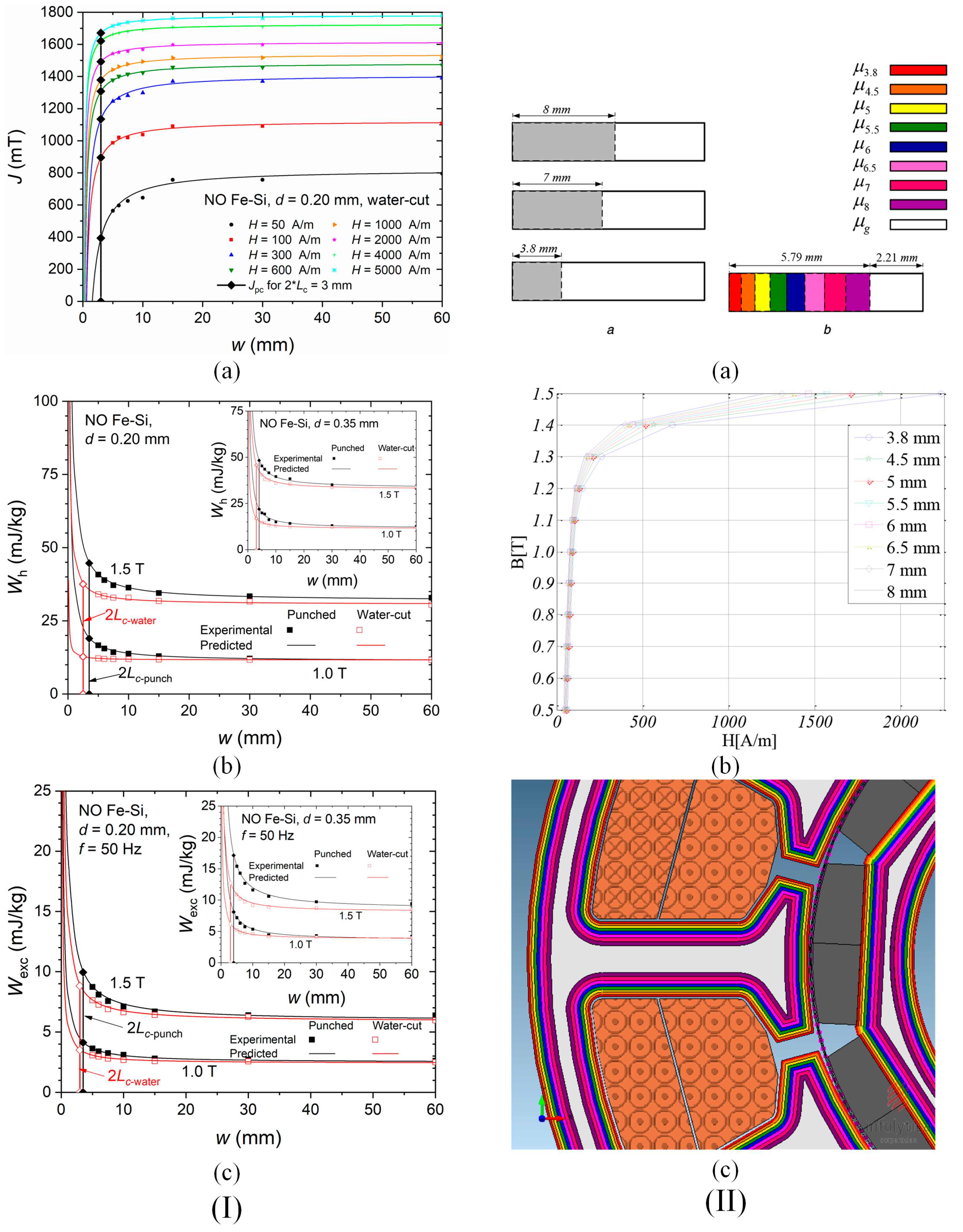
4.1.1. Normal Magnetization Curves and Quasi-Static Energy Losses
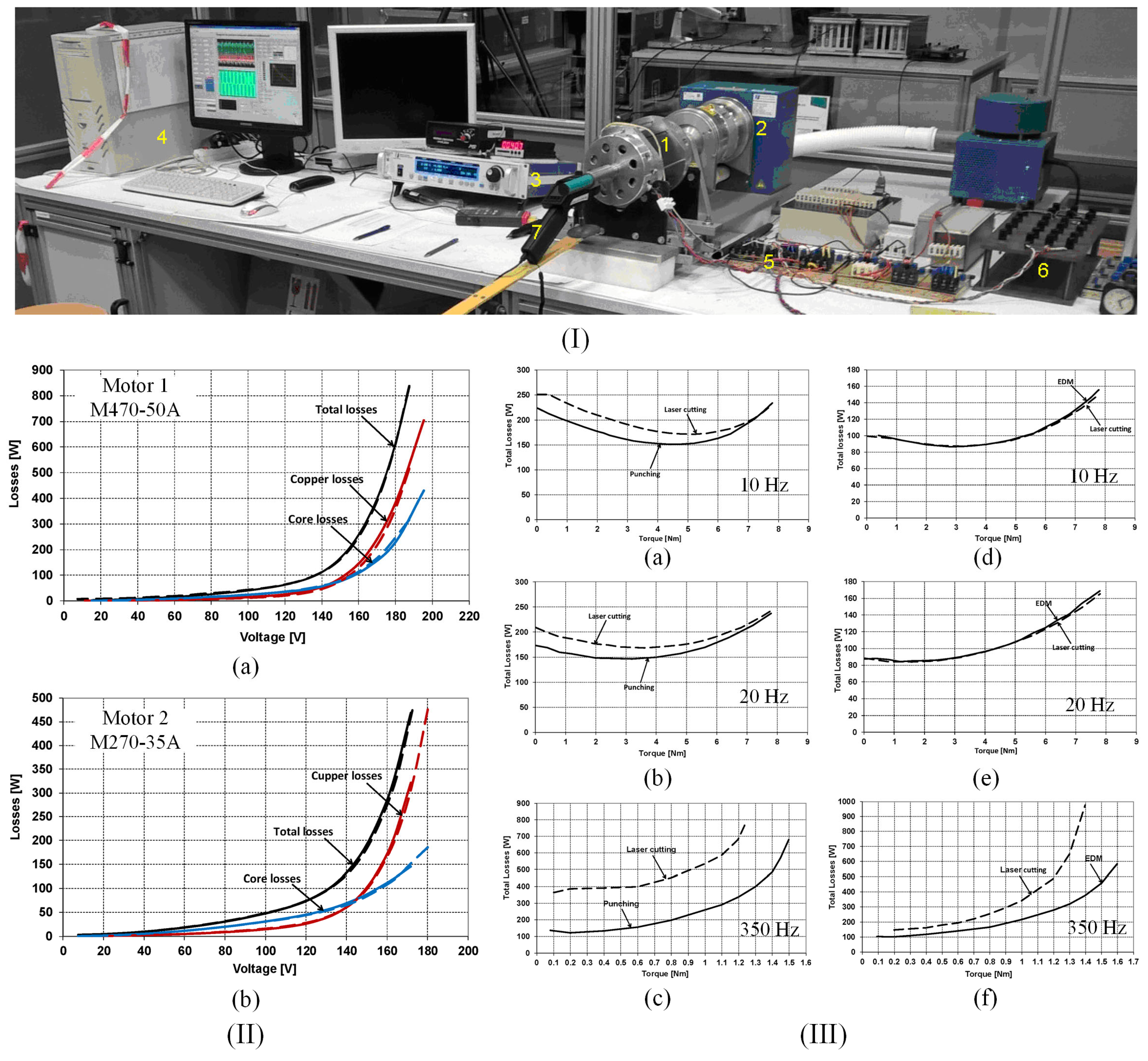
4.1.2. Total Losses and Dynamic Behavior
4.2. Analytical and Numerical Models

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Analytical Models (d = index denoting degraded property due to the cutting procedure, n = index denoting non-degraded property) | ||||
| Analyzed Physical Quantities | NO FeSi Type/Cutting Technology | Analytical Formulation | Remarks | Ref. |
| Relative magnetic permeability μ, power losses pFe | M330-50A/punching |
| [86] | |
| μ, pFe | M330-50A/punching and EDM |
| [84,85] | |
| Magnetic flux density B, magnetic field strength H | - | (Bi, Hi) is mathematically scaled to (Bi, Hi/γ(s)), |
| [90] |
| B | M250-50A, M400-50A, M800-50A, M940-50A/punching |
| [82] | |
| Normal magnetization curve J(H), peak magnetic polarization Jp hysteresis Wh and excess energy Wexc losses | NO20, M300-35A/punching and WJ |
| [5,10] | |
| B, total power losses | M400-50A, M800-65A, M270-35A/punching and laser |
| [79,80] | |
| Μ, B, H, pFe | M235-35A/guillotine |
| [83] | |
| μ, pFe | M1000-65D/punching |
| [81] | |
| μ | NO20, M330-35A/punching |
| [91] | |
| μ, pFe | M400-50A/punching, laser, and EDM |
| [92,93,94] | |
| μ, pFe | M400-50A/punching |
| [87,88] | |
| M, magnetic susceptibility χ, pFe | M270-50A/punching |
| [89] | |
| Numerical models | ||||
| Analyzed physical quantities | NO FeSi | Numerical formulation | Remarks | Ref. |
| Magnetic flux density B maps, for motor models: electromagnetic torque, iron losses | M330-50A/punching |
|
| [86] |
| B distributions, specific iron losses | M330-50A/punching, EDM |
|
| [84] |
| B maps, iron losses, magnetomotive force | - |
|
| [90] |
| B maps, iron loss | M400-50A, M800-65A, M270-35A/punching |
|
| [80] |
| B maps, core losses, thermal analysis | M400-50A/punching and laser |
|
| [92,93,94] |
| B maps, core losses, efficiency | M270-50A/punching |
|
| [89] |
| Electromagnetic torque | B35AV1900/shearing |
|
| [95] |
| B maps, electromagnetic torque, harmonic analysis for magnetic flux density | M330-50A/punching |
|
| [96] |
| B maps, torque-speed maps, total power loss-speed maps | NO30-1600/punching |
|
| [97] |
| torque-speed graphs, Lq and Ld computation, maximum current | M270-35A/laser |
|
| [98] |
| Cogging torque, efficiency, B maps | M330-50A/punching |
|
| [99] |
| B maps, specific iron losses for ring samples, | M330-50A/EDM and punching |
|
| [100] |
| Relative magnetic permeability maps, B maps in motor tooth, cogging torque | M330-50A/punching |
|
| [101] |
| B maps | - |
|
| [102] |
5. Practical Implementation of Different Cutting Technologies in Electric Motor Manufacture
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Commission Regulation. (EU) 2021/341 of 23 February 2021 Amending Regulations (EU) 2019/424, (EU) 2019/1781, (EU) 2019/2019, (EU) 2019/2020, (EU) 2019/2021, (EU) 2019/2022, (EU) 2019/2023 and (EU) 2019/2024 with Regard to Ecodesign Requirements for Servers and Data Storage Products, Electric Motors and Variable Speed Drives, Refrigerating Appliances, Light Sources and Separate Control Gears, Electronic Displays, Household Dishwashers, Household Washing Machines and Household Washer-Dryers and Refrigerating Appliances with a Direct Sales Function (Text with EEA Relevance)—Publications Office of the EU. Available online: https://op.europa.eu/en/publication-detail/-/publication/cd09c1c9-77d5-11eb-9ac9-01aa75ed71a1 (accessed on 23 December 2023).
- Gheorghe, C.M.; Piperca, S. The Induction Machine in Eastern Europe: A Research Agenda. Rev. Roum. Sci. Tech.–Electrotech. Energétique 2018, 63, 371–378. [Google Scholar]
- Dems, M.; Komęza, K.; Majer, K. Core Losses of the Induction Motor Operating in a Wide Frequency Range Supplied from the Inverter. Int. J. Appl. Electrom. 2020, 64, S65–S82. [Google Scholar] [CrossRef]
- De Almeida, A.T.; Ferreira, F.J.T.E.; Baoming, G. Beyond Induction Motors—Technology Trends to Move Up Efficiency. IEEE Trans. Ind. Appl. 2014, 50, 2103–2114. [Google Scholar] [CrossRef]
- Manescu (Paltanea), V.; Paltanea, G.; Ferrara, E.; Nemoianu, I.V.; Fiorillo, F.; Gavrila, H. Influence of Mechanical and Water-Jet Cutting on the Dynamic Magnetic Properties of NO Fe-Si Steels. J. Magn. Magn. Mater. 2020, 499, 166257. [Google Scholar] [CrossRef]
- Weiss, H.A.; Leuning, N.; Steentjes, S.; Hameyer, K.; Andorfer, T.; Jenner, S.; Volk, W. Influence of Shear Cutting Parameters on the Electromagnetic Properties of Non-Oriented Electrical Steel Sheets. J. Magn. Magn. Mater. 2017, 421, 250–259. [Google Scholar] [CrossRef]
- Cao, H.; Hao, L.; Yi, J.; Zhang, X.; Luo, Z.; Chen, S.; Li, R. The Influence of Punching Process on Residual Stress and Magnetic Domain Structure of Non-Oriented Silicon Steel. J. Magn. Magn. Mater. 2016, 406, 42–47. [Google Scholar] [CrossRef]
- Dems, M.; Gmyrek, Z.; Komeza, K. Analytical Model of an Induction Motor Taking into Account the Punching Process Influence on the Material Properties’ Change of Lamination. Energies 2021, 14, 2459. [Google Scholar] [CrossRef]
- Nasulea, D.; Filip, A.C.; Zisu, S.; Oancea, G. Research Regarding the Dimensional Precision of Electrical Steel Strips Machined by Waterjet Cutting in Multilayer Packages. Processes 2023, 11, 2788. [Google Scholar] [CrossRef]
- Manescu (Paltanea), V.; Paltanea, G.; Nemoianu, I.V. Degradation of Static and Dynamic Magnetic Properties of Non-Oriented Steel Sheets by Cutting. IEEE Trans. Magn. 2018, 54, 2001705. [Google Scholar] [CrossRef]
- Zhao, H.; Ferrara, E.; Manescu (Paltanea), V.; Paltanea, G.; Gavrila, H.; Fiorillo, F. Effect of Punching and Water-Jet Cutting Methods on Magnetization Curve and Energy Losses of Non-Oriented Magnetic Steel Sheets. JAE 2017, 55, 69–76. [Google Scholar] [CrossRef]
- Ouyang, G.; Chen, X.; Liang, Y.; Macziewski, C.; Cui, J. Review of Fe-6.5 wt%Si High Silicon Steel—A Promising Soft Magnetic Material for Sub-kHz Application. J. Magn. Magn. Mater. 2019, 481, 234–250. [Google Scholar] [CrossRef]
- Hong, J.; Choi, H.; Lee, S.; Kim, J.K.; Koo, Y. mo Effect of Al Content on Magnetic Properties of Fe-Al Non-Oriented Electrical Steel. J. Magn. Magn. Mater. 2017, 439, 343–348. [Google Scholar] [CrossRef]
- Du, Y.; O’Malley, R.; Buchely, M.F. Review of Magnetic Properties and Texture Evolution in Non-Oriented Electrical Steels. Appl. Sci. 2023, 13, 6097. [Google Scholar] [CrossRef]
- He, Q.; Liu, Y.; Zhu, C.; Xie, X.; Zhu, R.; Li, G. Effect of Phosphorus Content on Magnetic and Mechanical Properties of Non-Oriented Electrical Steel. Materials 2022, 15, 6332. [Google Scholar] [CrossRef] [PubMed]
- Elgamli, E.; Anayi, F. Diffusion of Alloying Cobalt Oxide (II, III) into Electrical Steel. Materials 2023, 16, 6315. [Google Scholar] [CrossRef] [PubMed]
- Chen, D.-M.; Wang, G.-D.; Liu, H.-T. Effects of Slab Reheating Temperature and Hot Rolling Process on Microstructure, Texture and Magnetic Properties of 0.4% Si Non-Oriented Electrical Steel. Mater. Chem. Phys. 2023, 298, 127419. [Google Scholar] [CrossRef]
- He, Q.; Zhu, C.; Liu, Y.; Yan, W.; Wan, X.; Li, G. Effect of Annealing Temperature on the Properties of Phosphorus Micro-Alloyed Non-Oriented Electrical Steels. J. Mater. Res. Technol. 2023, 23, 4454–4465. [Google Scholar] [CrossRef]
- Wu, S.; Wang, W.; Yue, C.; Li, H. Effect of Hot Band Annealing Prior to Cold Rolling on the Mechanical Toughness and Magnetic Properties of Non-Oriented Electrical Steel. Metall. Res. Technol. 2023, 120, 311. [Google Scholar] [CrossRef]
- Bali, M.; Muetze, A. The Degradation Depth of Non-Grain Oriented Electrical Steel Sheets of Electric Machines Due to Mechanical and Laser Cutting: A State-of-the-Art Review. IEEE Trans. Ind. Appl. 2019, 55, 366–375. [Google Scholar] [CrossRef]
- Arshad, W.M.; Ryckebush, T.; Magnussen, F.; Lendenmann, H.; Soulard, J.; Eriksson, B.; Malmros, B. Incorporating Lamination Processing and Component Manufacturing in Electrical Machine Design Tools. In Proceedings of the 2007 IEEE Industry Applications Annual Meeting, New Orleans, LA, USA, 23–27 September 2007; pp. 94–102. [Google Scholar]
- Emura, M.; Landgraf, F.J.G.; Ross, W.; Barreta, J.R. The Influence of Cutting Technique on the Magnetic Properties of Electrical Steels. J. Magn. Magn. Mater. 2003, 254–255, 358–360. [Google Scholar] [CrossRef]
- Bayraktar, Ş.; Turgut, Y. Experimental and Statistical Analysis of the Effects of Punching and Laser Cutting Methods on Induction Motor Efficiency and Total Magnetic Losses in Silicon Lamination Sheets. J. Magn. Magn. Mater. 2023, 572, 170599. [Google Scholar] [CrossRef]
- Bali, M.; Muetze, A. Influence of Different Cutting Techniques on the Magnetic Characteristics of Electrical Steels Determined by a Permeameter. IEEE Trans. Ind. Appl. 2017, 53, 971–981. [Google Scholar] [CrossRef]
- Xiang, Q.; Cheng, L.; Wu, K. Effects of Laser Cutting Parameters on the Magnetic Properties of 50W350 High-Grade Non-Oriented Electrical Steel. Materials 2023, 16, 1642. [Google Scholar] [CrossRef] [PubMed]
- Schoppa, A.; Louis, H.; Pude, F.; Von Rad, C. Influence of Abrasive Waterjet Cutting on the Magnetic Properties of Non-Oriented Electrical Steels. J. Magn. Magn. Mater. 2003, 254–255, 370–372. [Google Scholar] [CrossRef]
- Robert, F.; Prince A, A.; Fredo A R, J. Influence of Wire Electrical Discharge Machine Cutting Parameters on the Magnetization Characteristics of Electrical Steel Laminations. Mater. Today Proc. 2022, 52, 746–750. [Google Scholar] [CrossRef]
- Lautre, N.K.; Dharmik, B.Y. Surface Integrity and Core Loss in Lamination Coated Thin Sheets of M-43 Grade Cold Rolled Non-Grain-Oriented Electrical Steel. J. Mater. Eng. Perform. 2022, 31, 9001–9018. [Google Scholar] [CrossRef]
- Winter, K.; Liao, Z.; Ramanathan, R.; Axinte, D.; Vakil, G.; Gerada, C. How Non-Conventional Machining Affects the Surface Integrity and Magnetic Properties of Non-Oriented Electrical Steel. Mater. Des. 2021, 210, 110051. [Google Scholar] [CrossRef]
- Demir, Y.; Ocak, O.; Ulu, Y.; Aydin, M. Impact of Lamination Processing Methods on Performance of Permanent Magnet Synchronous Motors. In Proceedings of the 2014 International Conference on Electrical Machines (ICEM), Berlin, Germany, 2–5 September 2014; pp. 1218–1223. [Google Scholar]
- Pulnikov, A. Modification of Magnetic Properties of Non Oriented Electrical Steels by the Production of Electromagnetic Devices/Alexandre Pulnikov. Ph.D. Thesis, Ghent University, Ghent, Belgium, 2004. [Google Scholar]
- Paltanea, G.; Manescu (Paltanea), V.; Gavrila, H.; Nicolaide, A.; Dumitrescu, B. Comparison Between Magnetic Industrial Frequency Properties of Non-Oriented Fesi Alloys, Cut By Mechanical and Water Jet Technologies. Rev. Roum. Sci. Techn.–Électrotechn. Énerg. 2016, 61, 26–31. [Google Scholar]
- GmbH, T.L. A Comparison of Cutting Technologies. Available online: https://www.troteclaser.com/en/learn-support/faqs/comparison-of-cutting-technologies (accessed on 25 February 2024).
- Principal Cutting Process Advantages and Disadvantages. Available online: https://www.twi-global.com/technical-knowledge/faqs/faq-what-are-the-advantages-and-disadvantages-of-the-principal-cutting-process.aspx (accessed on 25 February 2024).
- Paltanea, G.; Manescu (Paltanea), V.; Stefanoiu, R.; Nemoianu, I.V.; Gavrila, H. Correlation between Magnetic Properties and Chemical Composition of Non-Oriented Electrical Steels Cut through Different Technologies. Materials 2020, 13, 1455. [Google Scholar] [CrossRef]
- Saleem, A.; Alatawneh, N.; Rahman, T.; Lowther, D.A.; Chromik, R.R. Effects of Laser Cutting on Microstructure and Magnetic Properties of Non-Orientation Electrical Steel Laminations. IEEE Trans. Magn. 2020, 56, 6100609. [Google Scholar] [CrossRef]
- Wang, Z.; Li, S.; Cui, R.; Wang, X.; Wang, B. Influence of Grain Size and Blanking Clearance on Magnetic Properties Deterioration of Non-Oriented Electrical Steel. IEEE Trans. Magn. 2018, 54, 2000607. [Google Scholar] [CrossRef]
- Zhu, Y.; Yan, Q.; Lu, J.; Xu, W. Effects of Shearing Processing on the Quality and Magnetic Properties of Electric Steel Sheet. Ain Shams Eng. J. 2024, 15, 102395. [Google Scholar] [CrossRef]
- Füzer, J.; Dobák, S.; Petryshynets, I.; Kollár, P.; Kováč, F.; Slota, J. Correlation between Cutting Clearance, Deformation Texture, and Magnetic Loss Prediction in Non-Oriented Electrical Steels. Materials 2021, 14, 6893. [Google Scholar] [CrossRef]
- Naumoski, H.; Riedmüller, B.; Minkow, A.; Herr, U. Investigation of the Influence of Different Cutting Procedures on the Global and Local Magnetic Properties of Non-Oriented Electrical Steel. J. Magn. Magn. Mater. 2015, 392, 126–133. [Google Scholar] [CrossRef]
- Hofmann, M.; Naumoski, H.; Herr, U.; Herzog, H.-G. Magnetic Properties of Electrical Steel Sheets in Respect of Cutting: Micromagnetic Analysis and Macromagnetic Modeling. IEEE Trans. Magn. 2016, 52, 2000114. [Google Scholar] [CrossRef]
- Zhang, H.; Yu, L.; Liu, T.; Ni, H.; Li, Y.; Chen, Z.; Yang, Y. Optimizing the Preheating Temperature of Hot Rolled Slab from the Perspective of the Oxidation Kinetic. J. Mater. Res. Technol. 2020, 9, 12501–12511. [Google Scholar] [CrossRef]
- Saleem, A. Effect of Manufacturing on Microstructure and Magnetic Properties of Non-Oriented Electrical Steel. Ph.D. Thesis, McGill University, Montreal, QC, Canada, 2017. [Google Scholar]
- IEC 60404-8-2; Magnetic Materials—Part 8-2: Specifications for Individual Materials—Cold-Rolled Electrical Alloyed Steel Sheet and Strip Delivered in the Semi-Processed State. International Electrotechnical Commission (IEC): Geneva, Switzerland, 1998. Available online: https://global.ihs.com/doc_detail.cfm?document_name=IEC%2060404%2D8%2D2&item_s_key=00132851 (accessed on 26 February 2024).
- IEC 60404-8-4|IEC. Available online: https://webstore.iec.ch/publication/65821 (accessed on 26 February 2024).
- Fiorillo, F. Measurement and Characterization of Magnetic Materials; Elsevier Series in Electromagnetism; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Spadło, S.; Bańkowski, D.; Młynarczyk, P.; Hlaváčová, I.M. Influence of Local Temperature Changes on the Material Microstructure in Abrasive Water Jet Machining (AWJM). Materials 2021, 14, 5399. [Google Scholar] [CrossRef]
- Bańkowski, D.; Młynarczyk, P.; Hlaváčová, I.M. Temperature Measurement during Abrasive Water Jet Machining (AWJM). Materials 2022, 15, 7082. [Google Scholar] [CrossRef] [PubMed]
- Krahmer, D.M.; Polvorosa, R.; López De Lacalle, L.N.; Alonso-Pinillos, U.; Abate, G.; Riu, F. Alternatives for Specimen Manufacturing in Tensile Testing of Steel Plates. Exp. Tech. 2016, 40, 1555–1565. [Google Scholar] [CrossRef]
- Yu, H.; Wen, Y.; Bi, X. Magnetic and Mechanical Properties of the Gradient FeSi Alloys Fabricated by Magnetron Sputtering. J. Alloys Compd. 2015, 634, 83–86. [Google Scholar] [CrossRef]
- Omura, T.; Zaizen, Y.; Fukumura, M.; Senda, K.; Toda, H. Effect of Hardness and Thickness of Nonoriented Electrical Steel Sheets on Iron Loss Deterioration by Shearing Process. IEEE Trans. Magn. 2015, 51, 2005604. [Google Scholar] [CrossRef]
- Shi, W.; Liu, J.; Li, C. Effect of Cutting Techniques on the Structure and Magnetic Properties of a High-Grade Non-Oriented Electrical Steel. J. Wuhan Univ. Technol.-Mater. Sci. Edit. 2014, 29, 1246–1251. [Google Scholar] [CrossRef]
- Araujo, E.G.; Schneider, J.; Verbeken, K.; Pasquarella, G.; Houbaert, Y. Dimensional Effects on Magnetic Properties of Fe-Si Steels Due to Laser and Mechanical Cutting. IEEE Trans. Magn. 2010, 46, 213–216. [Google Scholar] [CrossRef]
- Kurosaki, Y.; Mogi, H.; Fujii, H.; Kubota, T.; Shiozaki, M. Importance of Punching and Workability in Non-Oriented Electrical Steel Sheets. J. Magn. Magn. Mater. 2008, 320, 2474–2480. [Google Scholar] [CrossRef]
- Daem, A.; Sergeant, P.; Dupré, L.; Chaudhuri, S.; Bliznuk, V.; Kestens, L. Magnetic Properties of Silicon Steel after Plastic Deformation. Materials 2020, 13, 4361. [Google Scholar] [CrossRef]
- Xiong, X.; Hu, S.; Dang, N.; Hu, K. Effect of Stress-Relief Annealing on Microstructure, Texture and Hysteresis Curve of Mechanically Cut Non-Oriented Fe-Si Steel. Mater. Charact. 2017, 132, 239–247. [Google Scholar] [CrossRef]
- Gmyrek, Z.; Kucharska, B. Investigation of Local Properties of the Fe-Si Alloy Subjected to Mechanical and Laser Cutting. Arch. Electr. Eng. 2023, 72, 697–713. [Google Scholar] [CrossRef]
- Elgamli, E.; Anayi, F. Advancements in Electrical Steels: A Comprehensive Review of Microstructure, Loss Analysis, Magnetic Properties, Alloying Elements, and the Influence of Coatings. Appl. Sci. 2023, 13, 10283. [Google Scholar] [CrossRef]
- Wei, X.; Krämer, A.; Hirt, G.; Stöcker, A.; Kawalla, R.; Heller, M.; Korte-Kerzel, S.; Böhm, L.; Volk, W.; Leuning, N.; et al. Influence of Process Parameters on Grain Size and Texture Evolution of Fe-3.2 Wt.-% Si Non-Oriented Electrical Steels. Materials 2021, 14, 6822. [Google Scholar] [CrossRef]
- Calvillo, N.; Soria, M.; Salinas, A.; Gutiérrez, E.; Reyes, I.; Carrillo, F. Influence of Thickness and Chemical Composition of Hot-Rolled Bands on the Final Microstructure and Magnetic Properties of Non-Oriented Electrical Steel Sheets Subjected to Two Different Decarburizing Atmospheres. Metals 2017, 7, 229. [Google Scholar] [CrossRef]
- Wang, S.-J.; Li, M.; Wang, H.-X.; Xu, C.-X.; Lin, Y.; Wei, H.; Zhang, W.-K.; Qiu, S.-Y.; Wang, Y.-D. Effect of Grain Size Before Cold Rolling on Microstructure, Texture and Magnetic Properties of Ultra-Thin Low-Si Non-Oriented Silicon Steel. JOM 2023, 75, 1824–1838. [Google Scholar] [CrossRef]
- Xiong, X.; Hu, S.; Hu, K.; Zeng, S. Texture and Magnetic Property Evolution of Non-Oriented Fe–Si Steel Due to Mechanical Cutting. J. Magn. Magn. Mater. 2016, 401, 982–990. [Google Scholar] [CrossRef]
- Takezawa, M.; Kitajima, K.; Morimoto, Y.; Yamasaki, J.; Kaido, C. Effect of Strain by Mechanical Punching on Nonoriented Si–Fe Electrical Sheets for a Nine-Slot Motor Core. IEEE Trans. Magn. 2006, 42, 2790–2792. [Google Scholar] [CrossRef]
- Naumoski, H.; Maucher, A.; Vandenbossche, L.; Jacobs, S.; Herr, U.; Chassang, X. Magneto-Optical and Field-Metric Evaluation of the Punching Effect on Magnetic Properties of Electrical Steels with Varying Alloying Content and Grain Size. In Proceedings of the 2014 4th International Electric Drives Production Conference (EDPC), Nuremberg, Germany, 30 September–1 October 2014; IEEE: Nuremberg, Germany, 2014; pp. 1–9. [Google Scholar]
- Xiang, Q.; Cheng, L.; Wu, K. Influencing Factors of the Specific Total Loss of Non-Oriented Electrical Steels Processed by Laser Cutting. Metals 2023, 13, 595. [Google Scholar] [CrossRef]
- Bitter, F. On Inhomogeneities in the Magnetization of Ferromagnetic Materials. Phys. Rev. 1931, 38, 1903–1905. [Google Scholar] [CrossRef]
- Fiorillo, F.; Küpferling, M.; Appino, C. Magnetic Hysteresis and Barkausen Noise in Plastically Deformed Steel Sheets. Metals 2017, 8, 15. [Google Scholar] [CrossRef]
- Gao, Y.; Zhao, H.; Gotoh, Y.; Guan, W.; Muramatsu, K. Estimation of DC Hysteresis Property Using Nonlinear Eddy Current Analysis Considering Hysteretic Property. In Proceedings of the 2021 24th International Conference on Electrical Machines and Systems (ICEMS), Gyeongju, Republic of Korea, 31 October–3 November 2021; pp. 1565–1568. [Google Scholar]
- Dems, M.; Komeza, K.; Gmyrek, Z.; Szulakowski, J. The Effect of Sample’s Dimension and Cutting Technology on Magnetization and Specific Iron Losses of FeSi Laminations. Energies 2022, 15, 2086. [Google Scholar] [CrossRef]
- Dems, M.; Komeza, K.; Szulakowski, J. Practical Approximation of Sheet Losses Taking into Account the Guillotine and Laser Cutting Effect. Energies 2023, 16, 2831. [Google Scholar] [CrossRef]
- IEC 60404-3; Magnetic Materials—Part 3: Methods of Measurement of the Magnetic Properties of Electrical Steel Strip and Sheet by Means of a Single Sheet Tester 2010. International Electrotechnical Commission (IEC): Geneva, Switzerland, 2022.
- Ragusa, C.; Zhao, H.; Appino, C.; Khan, M.; De la Barrière, O.; Fiorillo, F. Loss Decomposition in Non-Oriented Steel Sheets: The Role of the Classical Losses. IEEE Magn. Lett. 2016, 7, 5106105. [Google Scholar] [CrossRef]
- Barbisio, E.; Fiorillo, F.; Ragusa, C. Predicting Loss in Magnetic Steels under Arbitrary Induction Waveform and with Minor Hysteresis Loops. IEEE Trans. Magn. 2004, 40, 1810–1819. [Google Scholar] [CrossRef]
- Bertotti, G. Physical Interpretation of Eddy Current Losses in Ferromagnetic Materials. II. Analysis of Experimental Results. J. Appl. Phys. 1985, 57, 2118–2126. [Google Scholar] [CrossRef]
- Nyyssönen, T.; Hutchinson, B.; Broddefalk, A. Higher Strength Steels for Magnetic Applications in Motors. Mater. Sci. Technol. 2021, 37, 883–892. [Google Scholar] [CrossRef]
- Leuning, N.; Jaeger, M.; Schauerte, B.; Stöcker, A.; Kawalla, R.; Wei, X.; Hirt, G.; Heller, M.; Korte-Kerzel, S.; Böhm, L.; et al. Material Design for Low-Loss Non-Oriented Electrical Steel for Energy Efficient Drives. Materials 2021, 14, 6588. [Google Scholar] [CrossRef] [PubMed]
- Bali, M.; Muetze, A. The Degradation Depth of Electrical Steel Sheets Due to Mechanical and Laser Cutting. In Proceedings of the 2017 IEEE 11th International Symposium on Diagnostics for Electrical Machines, Power Electronics and Drives (SDEMPED), Tinos, Greece, 29 August–1 September 2017; pp. 544–549. [Google Scholar]
- Lewis, N.; Anderson, P.; Hall, J.; Gao, Y. Power Loss Models in Punched Non-Oriented Electrical Steel Rings. IEEE Trans. Magn. 2016, 52, 7300704. [Google Scholar] [CrossRef]
- Bali, M.; Gersem, H.D.; Muetze, A. Determination of Original Nondegraded and Fully Degraded Magnetic Properties of Material Subjected to Mechanical Cutting. IEEE Trans. Ind. Appl. 2016, 52, 2297–2305. [Google Scholar] [CrossRef]
- Bali, M.; De Gersem, H.; Muetze, A. Determination of Original Nondegraded and Fully Degraded Magnetic Characteristics of Material Subjected to Laser Cutting. IEEE Trans. Ind. Appl. 2017, 53, 4242–4251. [Google Scholar] [CrossRef]
- Kedous-Lebouc, A.; Cornut, B.; Perrier, J.C.; Manfé, P.; Chevalier, T. Punching Influence on Magnetic Properties of the Stator Teeth of an Induction Motor. J. Magn. Magn. Mater. 2003, 254–255, 124–126. [Google Scholar] [CrossRef]
- Peksoz, A.; Erdem, S.; Derebasi, N. Mathematical Model for Cutting Effect on Magnetic Flux Distribution near the Cut Edge of Non-Oriented Electrical Steels. Comput. Mater. Sci. 2008, 43, 1066–1068. [Google Scholar] [CrossRef]
- Vandenbossche, L.; Jacobs, S.; Henrotte, F.; Hameyer, K. Impact of Cut Edges on Magnetization Curves and Iron Losses in E-Machines for Automotive Traction. World Electr. Veh. J. 2010, 4, 587–596. [Google Scholar] [CrossRef]
- Goldbeck, G.; Cossale, M.; Kitzberger, M.; Bramerdorfer, G.; Andessner, D.; Amrhein, W. Incorporating the Soft Magnetic Material Degradation to Numerical Simulations. IEEE Trans. Ind. Appl. 2020, 56, 3584–3593. [Google Scholar] [CrossRef]
- Cossale, M.; Kitzberger, M.; Goldbeck, G.; Bramerdorfer, G.; Andessner, D.; Amrhein, W. Local Degradation in Soft Magnetic Materials: A Simplified Modeling Approach. IEEE Trans. Ind. Appl. 2019, 55, 5897–5905. [Google Scholar] [CrossRef]
- Mohammadi, A.A.; Zhang, S.; Pop, A.-C.; Gyselinck, J.J.C. Effect of Electrical Steel Punching on the Performance of Fractional-kW Electrical Machines. IEEE Trans. Energy Convers. 2022, 37, 1854–1863. [Google Scholar] [CrossRef]
- Gürbüz, I.T.; Martin, F.; Billah, M.M.; Belahcen, A.; Rasilo, P. Effective Implementation of the Effect of Electrical Steel Sheet Cutting into Finite-Element Simulation. In Proceedings of the 2022 IEEE 20th Biennial Conference on Electromagnetic Field Computation (CEFC), Virtual, 24–26 October 2022; pp. 1–2. [Google Scholar]
- Gürbüz, I.T.; Martin, F.; Aydin, U.; Asaf Ali, A.B.; Chamosa, M.; Rasilo, P.; Belahcen, A. Experimental Characterization of the Effect of Uniaxial Stress on Magnetization and Iron Losses of Electrical Steel Sheets Cut by Punching Process. J. Magn. Magn. Mater. 2022, 549, 168983. [Google Scholar] [CrossRef]
- Martin, F.; Aydin, U.; Sundaria, R.; Rasilo, P.; Belahcen, A.; Arkkio, A. Effect of Punching the Electrical Sheets on Optimal Design of a Permanent Magnet Synchronous Motor. IEEE Trans. Magn. 2018, 54, 8102004. [Google Scholar] [CrossRef]
- Bali, M.; De Gersem, H.; Muetze, A. Finite-Element Modeling of Magnetic Material Degradation Due to Punching. IEEE Trans. Magn. 2014, 50, 745–748. [Google Scholar] [CrossRef]
- Kedous-Lebouc, A.; Messal, O.; Youmssi, A. Joint Punching and Frequency Effects on Practical Magnetic Characteristics of Electrical Steels for High-Speed Machines. J. Magn. Magn. Mater. 2017, 426, 658–665. [Google Scholar] [CrossRef]
- Sundaria, R.; Lehikoinen, A.; Arkkio, A.; Belahcen, A. Effects of Manufacturing Processes on Core Losses of Electrical Machines. IEEE Trans. Energy Convers. 2021, 36, 197–206. [Google Scholar] [CrossRef]
- Sundaria, R.; Nair, D.G.; Lehikoinen, A.; Arkkio, A.; Belahcen, A. Effect of Laser Cutting on Core Losses in Electrical Machines—Measurements and Modeling. IEEE Trans. Ind. Electron. 2020, 67, 7354–7363. [Google Scholar] [CrossRef]
- Sundaria, R.; Nair, D.G.; Lehikoinen, A.; Arkkio, A.; Belahcen, A. Loss Model for the Effects of Steel Cutting in Electrical Machines. In Proceedings of the 2018 XIII International Conference on Electrical Machines (ICEM), Alexandroupoli, Greece, 3–6 September 2018; pp. 1260–1266. [Google Scholar]
- Alatawneh, N.; Saleem, A.; Rahman, T.; Lowther, D.A.; Chromik, R. Modelling and Analysis of the Effects of Cutting of Core Laminations in Electric Machines. IET Electr. Power Appl. 2020, 14, 2355–2361. [Google Scholar] [CrossRef]
- Colombo, L.; Tokat, A.; Bitsi, K.; Márquez-Fernández, F.J.; Alaküla, M. Performance Degradation Due to Cut Edge Effect for an Axial-Flux Induction Machine. In Proceedings of the 2022 International Conference on Electrical Machines (ICEM), Valencia, Spain, 5–8 September 2022; pp. 1253–1259. [Google Scholar]
- Soltanipour, S.; Thiringer, T.; Lindström, J. Battery Electric Vehicle Performance Evaluation by Considering Punching Effect on PMSM Iron Cores. In Proceedings of the 2022 International Conference on Electrical Machines (ICEM), Valencia, Spain, 5–8 September 2022; pp. 2162–2168. [Google Scholar]
- Credo, A.; Petrov, I.; Pyrhönen, J.; Villani, M. Impact of Manufacturing Stresses on Multiple-Rib Synchronous Reluctance Motor Performance. IEEE Trans. Ind. Appl. 2023, 59, 1253–1262. [Google Scholar] [CrossRef]
- Bramerdorfer, G. Effect of the Manufacturing Impact on the Optimal Electric Machine Design and Performance. IEEE T. Energy Conver. 2020, 35, 1935–1943. [Google Scholar] [CrossRef]
- Goldbeck, G.; Bramerdorfer, G.; Amrhein, W. Impact of Local Degradation in Soft Magnetic Materials on Performance of Permanent Magnet Synchronous Machines. In Proceedings of the 2019 IEEE Energy Conversion Congress and Exposition (ECCE), Baltimore, MA, USA, 29 September–3 October 2019; pp. 3081–3087. [Google Scholar]
- Abedini Mohammadi, A.; Zhang, S.; Gyselinck, J.; Pop, A.-C.; Zhang, W. Manufacturing-Induced Cogging Torque in Segmented Stator Permanent-Magnet Machines with Respect to Steel Punching. IEEE Trans. Magn. 2022, 58, 8107808. [Google Scholar] [CrossRef]
- Sundaria, R.; Lehikoinen, A.; Hannukainen, A.; Arkkio, A.; Belahcen, A. Mixed-Order Finite-Element Modeling of Magnetic Material Degradation Due to Cutting. IEEE Trans. Magn. 2018, 54, 7402008. [Google Scholar] [CrossRef]
- ONELAB: Open Numerical Engineering LABoratory. Available online: https://onelab.info/ (accessed on 9 March 2024).
- SyMSpace. Available online: https://symspace.lcm.at/ (accessed on 9 March 2024).
- Sano, H.; Narita, K.; Zeze, E.; Yamada, T.; Kazuki, U.; Akatsu, K. A Practical Approach for Electromagnetic Analysis with the Effect of the Residual Strain Due to Manufacturing Processes. In Proceedings of the 2016 IEEE Energy Conversion Congress and Exposition (ECCE), Milwaukee, WI, USA, 18–22 September 2016; IEEE: Milwaukee, WI, USA, 2016; pp. 1–7. [Google Scholar]
- Boubaker, N.; Matt, D.; Enrici, P.; Nierlich, F.; Durand, G. Measurements of Iron Loss in PMSM Stator Cores Based on CoFe and SiFe Lamination Sheets and Stemmed from Different Manufacturing Processes. IEEE Trans. Magn. 2019, 55, 8100309. [Google Scholar] [CrossRef]
- Leitner, S.; Gruebler, H.; Muetze, A. Effect of Manufacturing Influences on Magnetic Performance Parameters of Sub-Fractional Horsepower Motors. IEEE Trans. Magn. 2021, 57, 8205209. [Google Scholar] [CrossRef]
- Bayraktar, Ş.; Turgut, Y. Effects of Different Cutting Methods for Electrical Steel Sheets on Performance of Induction Motors. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 1287–1294. [Google Scholar] [CrossRef]
- Dems, M.; Komeza, K.; Kubiak, W.; Szulakowski, J. Impact of Core Sheet Cutting Method on Parameters of Induction Motors. Energies 2020, 13, 1960. [Google Scholar] [CrossRef]
- Bayraktar, Ş.; Turgut, Y. Effects of WEDM and AWJ Cutting Methods on Induction Motor Efficiency and Total Magnetic Losses: Experimental Design and Response Surface Methodology. Measurement 2023, 221, 113548. [Google Scholar] [CrossRef]
- IEC 60034-2-1; Rotating Electrical Machines—Part 2-1: Standard Methods for Determining Losses and Efficiency from Tests (Excluding Machines for Traction Vehicles) 2014. International Electrotechnical Commission (IEC): Geneva, Switzerland, 2014.



| Cutting Technology | Advantages | Disadvantages |
|---|---|---|
| Mechanical (Guillotine) |
|
|
| Mechanical (Die cutting) |
|
|
| Laser |
|
|
| Waterjet |
|
|
| Electrical discharge machining |
|
|
| Alloy Grade | Chemical Element | Ref. | ||||||
|---|---|---|---|---|---|---|---|---|
| Fe [%] | Si [%] | Mn [%] | Al [%] | P [%] | S [%] | C [%] | ||
| M800-65A | 96.4 | 1.43 | 0.58 | 0.215 | 0.049 | 0.005 | 0.033 | [35] |
| M800-50A | 98.3 | 1.177 | 0.213 | 0.129 | 0.043 | 0.005 | 0.0095 | [35] |
| M400-65A | 96.8 | 2.19 | 0.146 | 0.401 | 0.021 | 0.003 | 0.0095 | [35] |
| M400-50A | 97.1 | 1.99 | 0.183 | 0.376 | 0.021 | 0.003 | 0.0094 | [35] |
| M350-50A | 96.8 | 2.42 | 0.268 | 0.398 | 0.014 | - | 0.003 | [39] |
| M330-35A | - | 2.8 | - | 0.4 | - | - | - | [41] |
| M300-35A | 96.7 | 1.95 | 0.251 | 0.458 | 0.029 | 0.004 | 0.0094 | [35] |
| NO20 | 96.5 | 2.31 | 0.185 | 0.341 | 0.033 | 0.004 | 0.0120 | [35] |
| 50WW800 | - | 1.80–2.20 | 0.15–0.35 | 0.20–0.4 | ≤0.030 | ≤0.006 | ≤0.0030 | [42] |
| 50WW470 | - | 0.25–0.70 | 0.30–0.70 | 0.25–0.50 | 0.050–0.110 | ≤0.008 | ≤0.0030 | [42] |
| 35WW300 | 95.92 | 3.1 | 0.26 | 0.65 | 0.005 | 0.002 | 0.01 | [36,43] |
| 35WW250 | 95.75 | 3.01 | 0.22 | 0.84 | 0.005 | 0.001 | 0.01 | [36,43] |
| B35AV1900 | 96.1 | 3.13 | 0.29 | 0.44 | 0.11 | 0.001 | 0.01 | [36,43] |
| NO FeSi | 95.9 | 3.3 | - | 0.7 | - | - | - | [37] |
| MS101 | 95.76 | 2.90 | 0.15 | 0.85 | 0.03 | 0.25 | 0.06 | [38] |
| Fully processed NO FeSi with thickness of 0.35 mm | - | 2.8 | 0.2 | 0.4 | - | - | - | [40] |
| Material | Cutting Technology | Residual Stress | Hardness | Ref. |
|---|---|---|---|---|
| M270-35A | Guillotine | Yield strength = 452 MPa, tensile strength = 590 MPa, fracture elongation 47.2% | - | [55] |
| FeSi with a thickness of 0.5 mm and 2.1 wt.%Si (Wuhan Iron and Steel Corp—WISCO, Wuhan, China) (SRA treatment applied after cutting procedure) | Shearing | The upper surface of the samples exhibited compression residual stresses (−300 MPa before SRA; −130 MPa after SRA), while the lower surface displayed tensile residual stresses (240 MPa before SRA, 85 MPa after SRA) | - | [56] |
| 50WW470 cold-rolled non-oriented silicon steel from WISCO (SRA treatment applied for selected samples) | Punching | The residual stresses in NO FeSi are of compressive type. For the un-annealed and annealed samples, the maximum values of −340 MPa and −100 MPa, respectively, were found. The residual stress-affected zone was estimated at about 0.4–0.5 mm before the SRA | Testing conditions: Berkovich indenter, displacement 0.2 nm, load accuracy 3 nN, 23 measuring points at a distance of 25 μm. The maximum height located in the cross-section profile of the un-annealed sample was equal to −277.37 nm | [7] |
| NO FeSi with a hardness of HV150-220, thickness of 0.20–0.50 mm, and grain size of 70 μm | Shearing | Thicker strips showed more significant plastic strain and wider areas of increased hardness | The maximum hardness value near the cut edge was about 60% (HV0.5):154 and 50% (HV0.5):217. It gradually decreased to about 0% for a distance from a sheared edge of about 0.5 mm | [51] |
| M300-35, M470-50 | Guillotine, laser | The guillotine-cut samples exhibited higher residual stresses (−179 MPa) in comparison with the laser-cut strips (−126 MPa) | For the guillotine-cut strip, the maximum values of hardness measured at the cut edge were equal to 350 HV0.1–M300-35 and 236 HV0.1–M470-50. The damaged zone width was about 200 μm. In the case of laser cut samples, the maximum values reached were 270 HV0.1–M300-35, and 160 HV0.1–M470-50. The damaged zone width was estimated at 70–80 μm | [57] |
| NO FeSi with 2.4 wt.% Si, thickness of 0.35 mm and 0.5 mm | Punching | In the area placed near the cut edge were numerically identified compression and tension stresses of about 250 MPa. Compression stresses in the cross-sectional area were determined in the middle of the blank. The shear stress had low values compared to compression and tension stresses | The maximum value of mean normalized hardness is about 1.7 in the case of a worn cutting tool at 0.15 m/s measured near the cut edge. The minimum value of 1.52 was noticed for a sharp cutting tool at 0.04 m/s | [6] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paltanea, G.; Manescu, V.; Antoniac, A.; Nemoianu, I.V.; Gavrila, H. Mechanical and Magnetic Properties Variation in Non-Oriented Electrical Steels with Different Cutting Technology: A Review. Materials 2024, 17, 1345. https://doi.org/10.3390/ma17061345
Paltanea G, Manescu V, Antoniac A, Nemoianu IV, Gavrila H. Mechanical and Magnetic Properties Variation in Non-Oriented Electrical Steels with Different Cutting Technology: A Review. Materials. 2024; 17(6):1345. https://doi.org/10.3390/ma17061345
Chicago/Turabian StylePaltanea, Gheorghe, Veronica Manescu (Paltanea), Aurora Antoniac, Iosif Vasile Nemoianu, and Horia Gavrila. 2024. "Mechanical and Magnetic Properties Variation in Non-Oriented Electrical Steels with Different Cutting Technology: A Review" Materials 17, no. 6: 1345. https://doi.org/10.3390/ma17061345