
Heat Treatments for Minimization of Residual Stresses and Maximization of Tensile Strengths of Scalmalloy® Processed via Directed Energy Deposition

Abstract
:1. Introduction
2. Materials and Methods
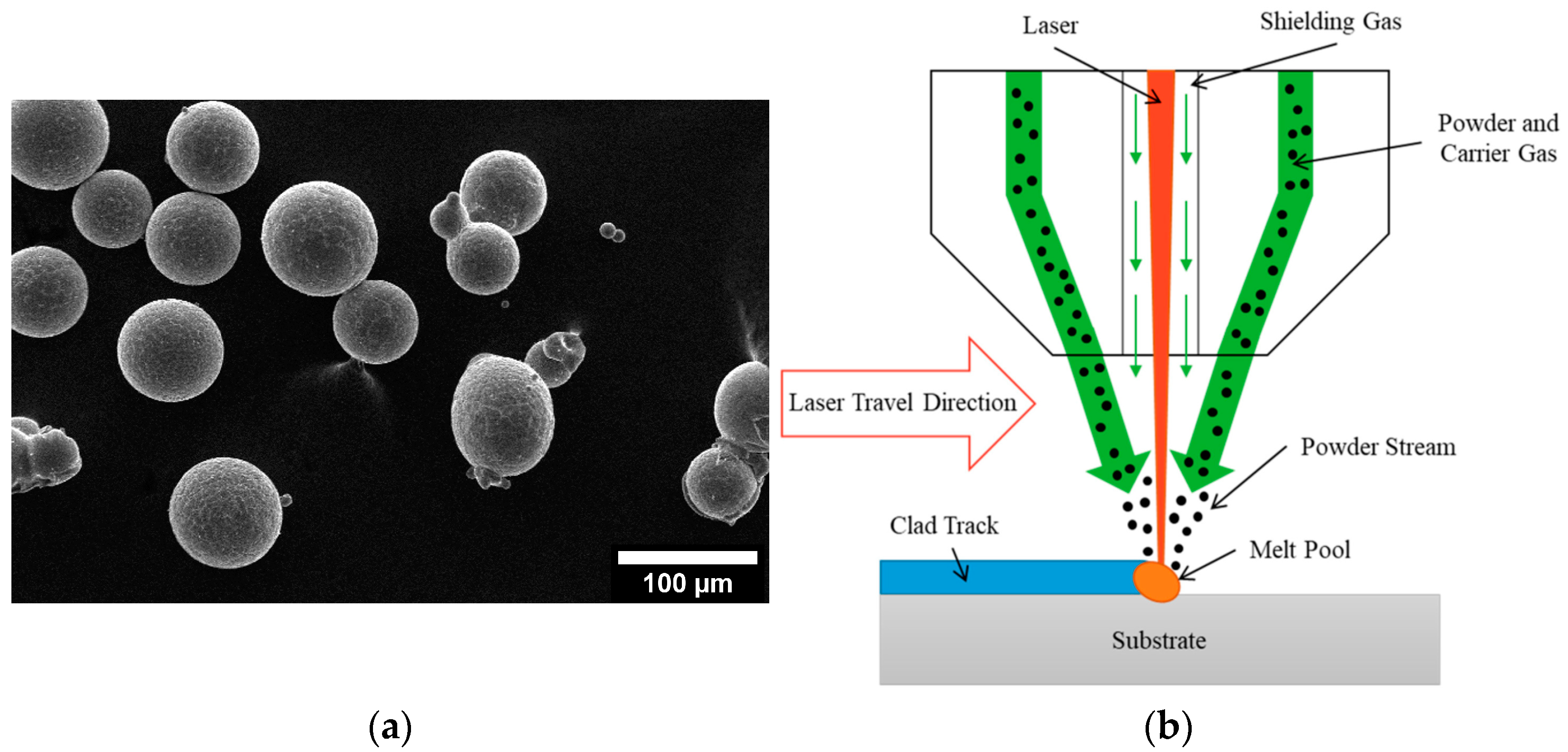
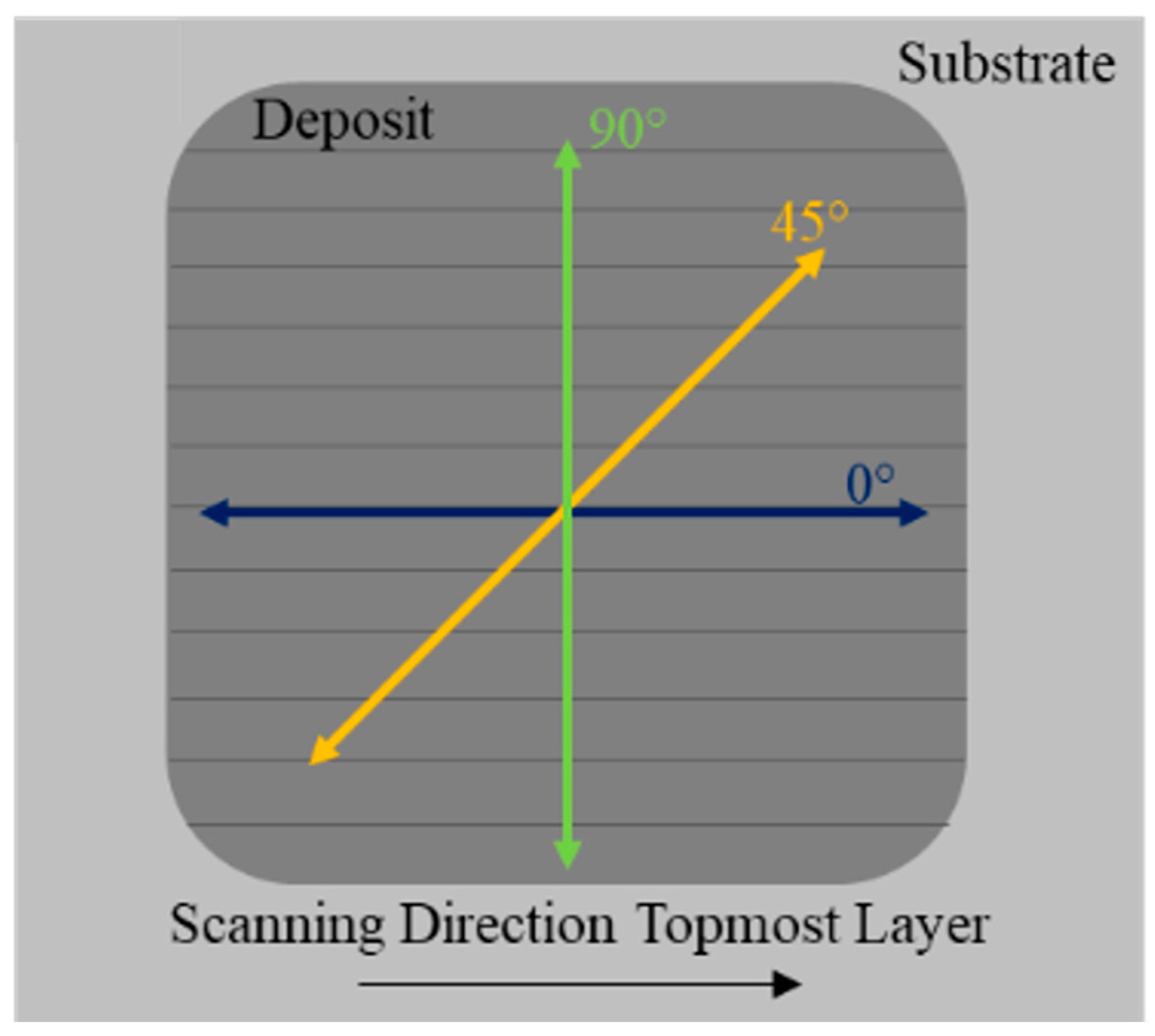
2.1. AM Processing
2.2. Stress Relief Heat Treatments
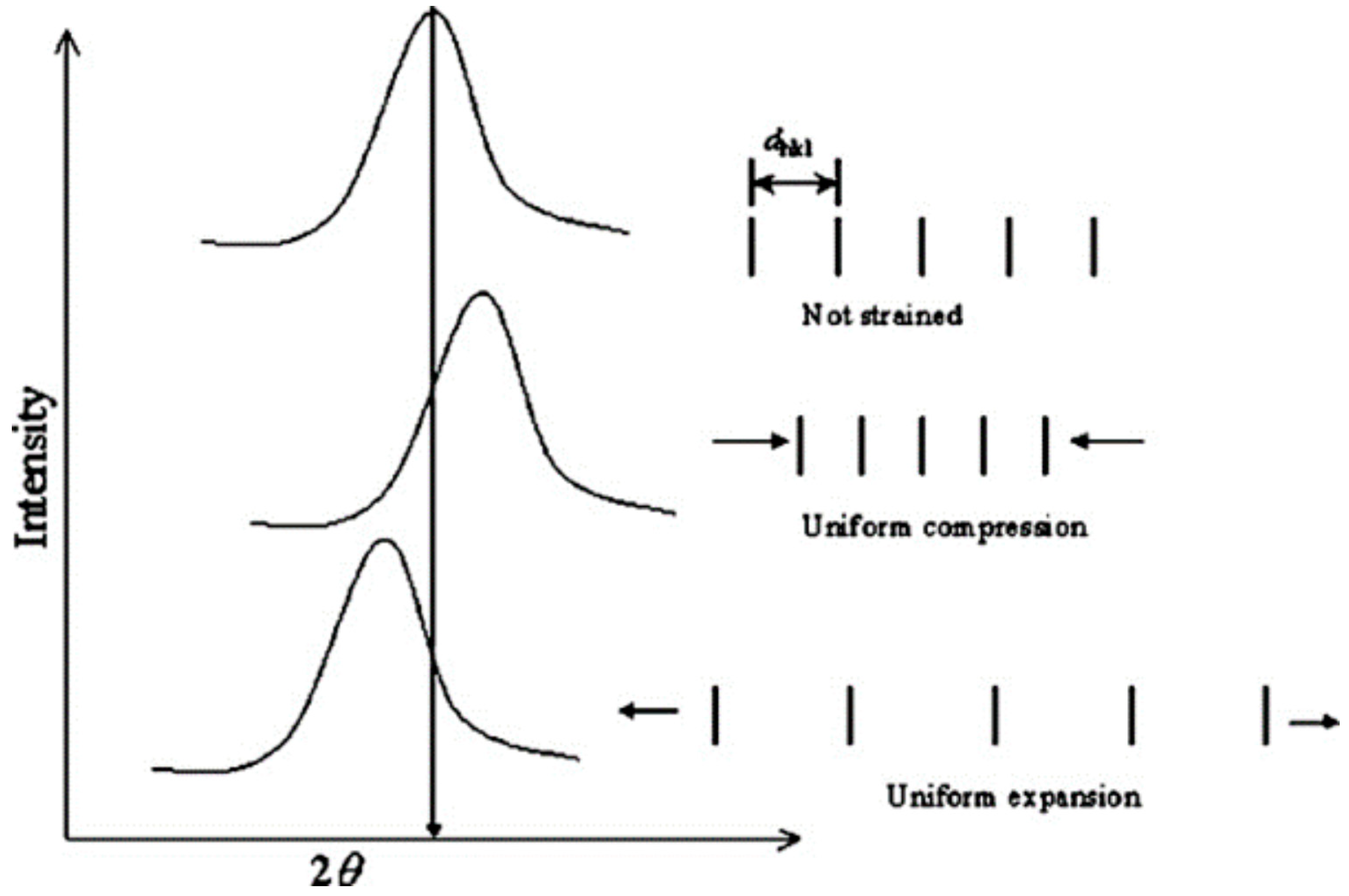
2.3. Residual Stress Measurements
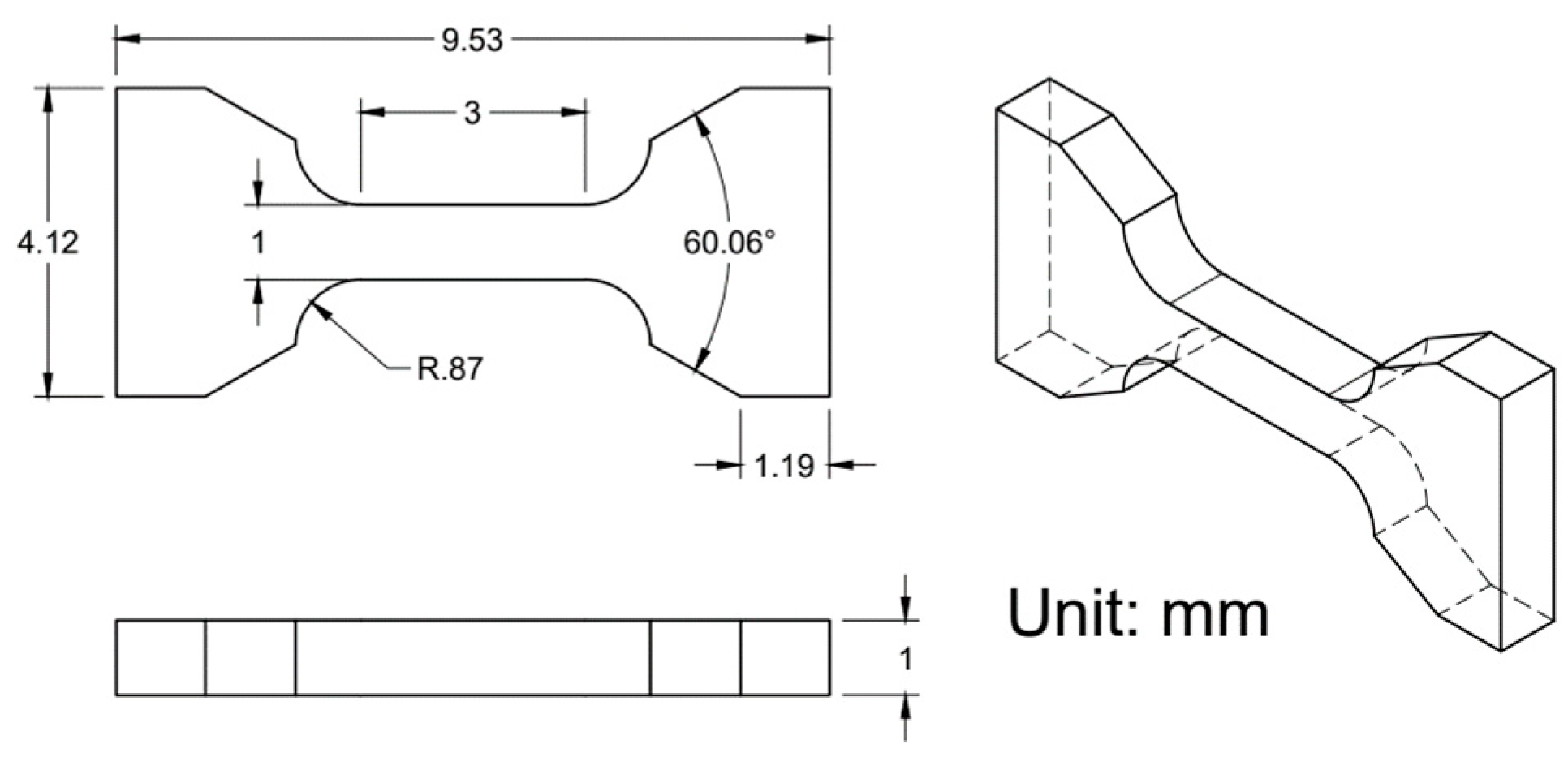
2.4. Microstructural and Mechanical Characterization
3. Results
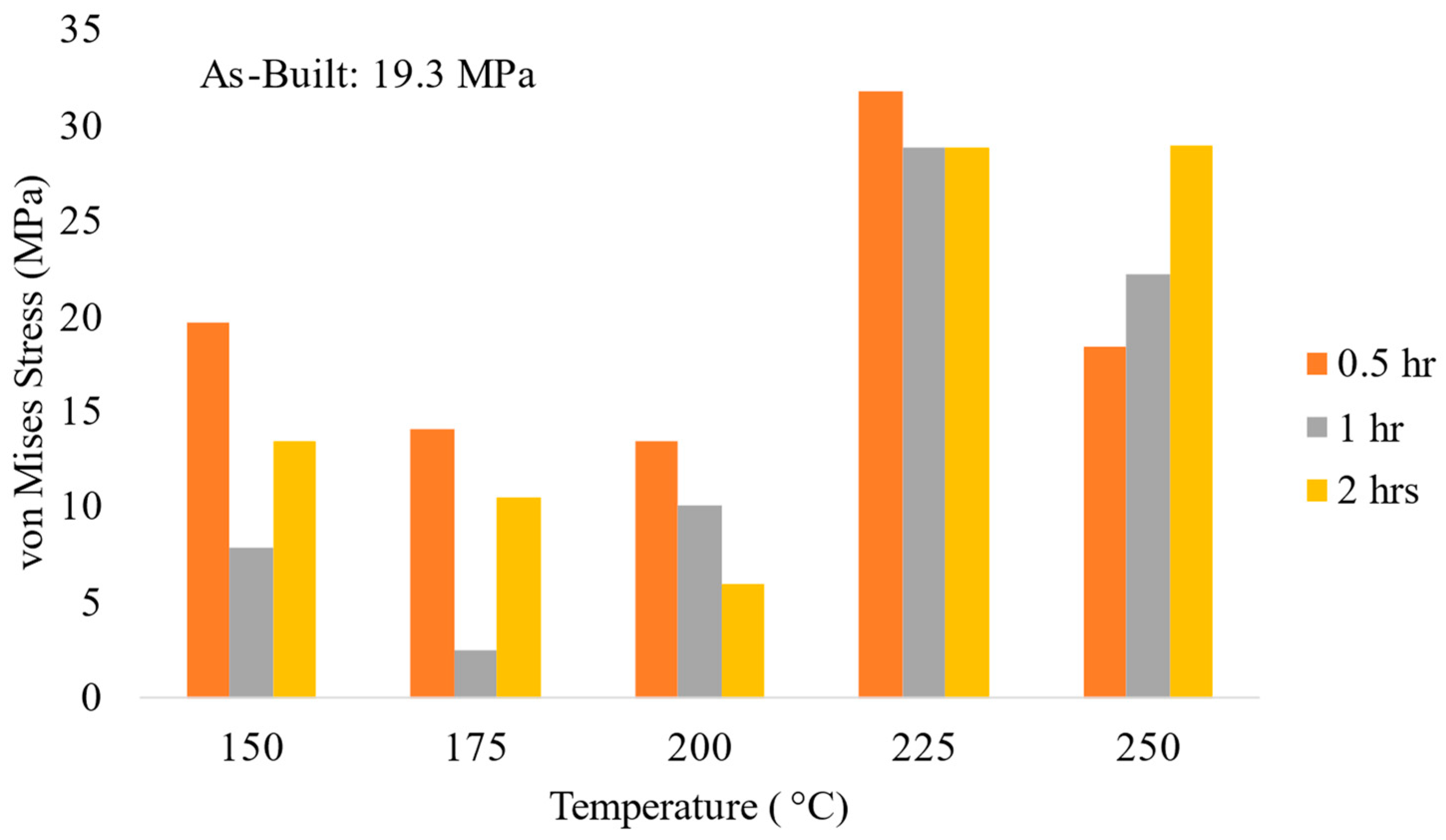
3.1. Residual Stress Testing
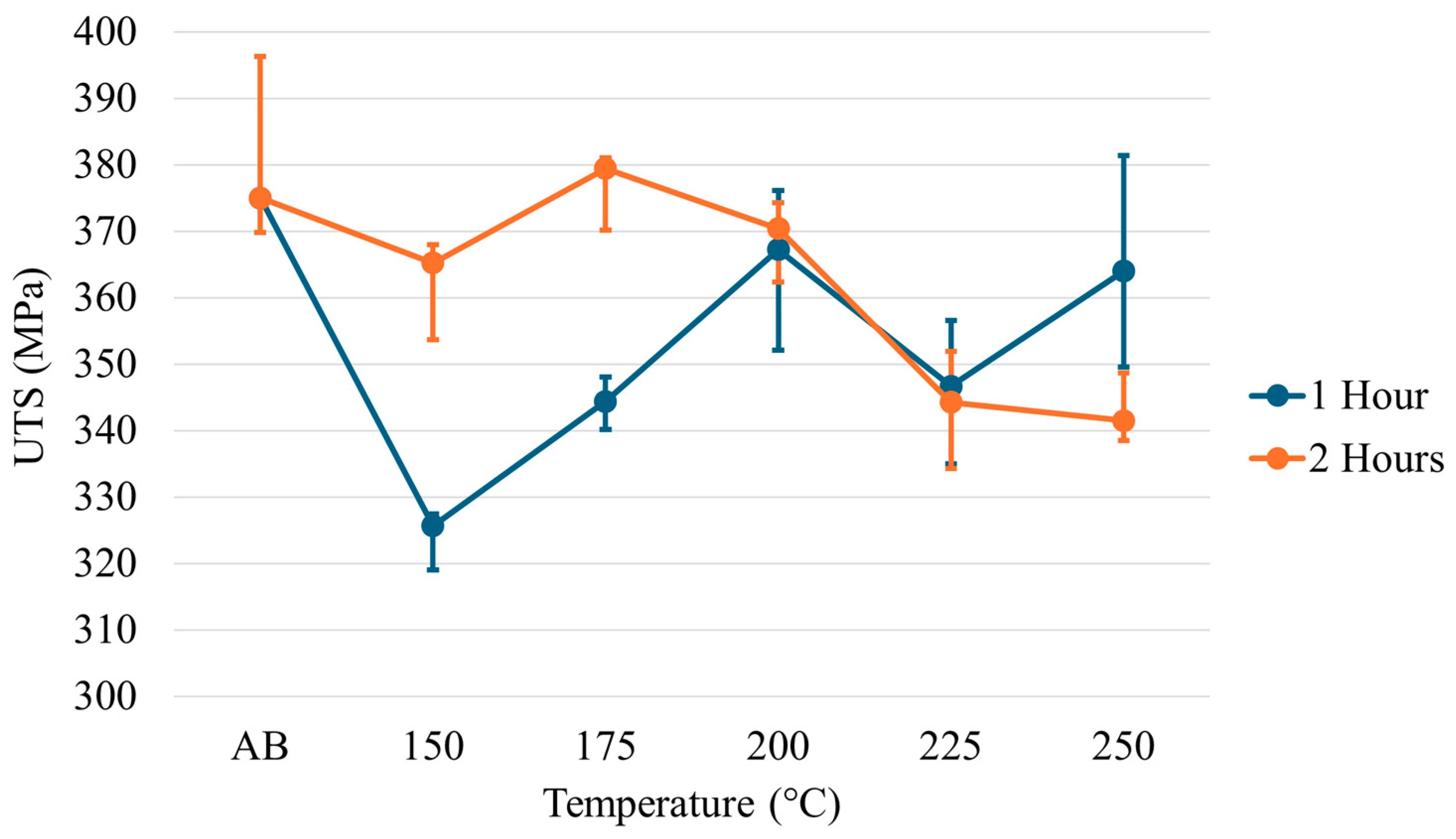
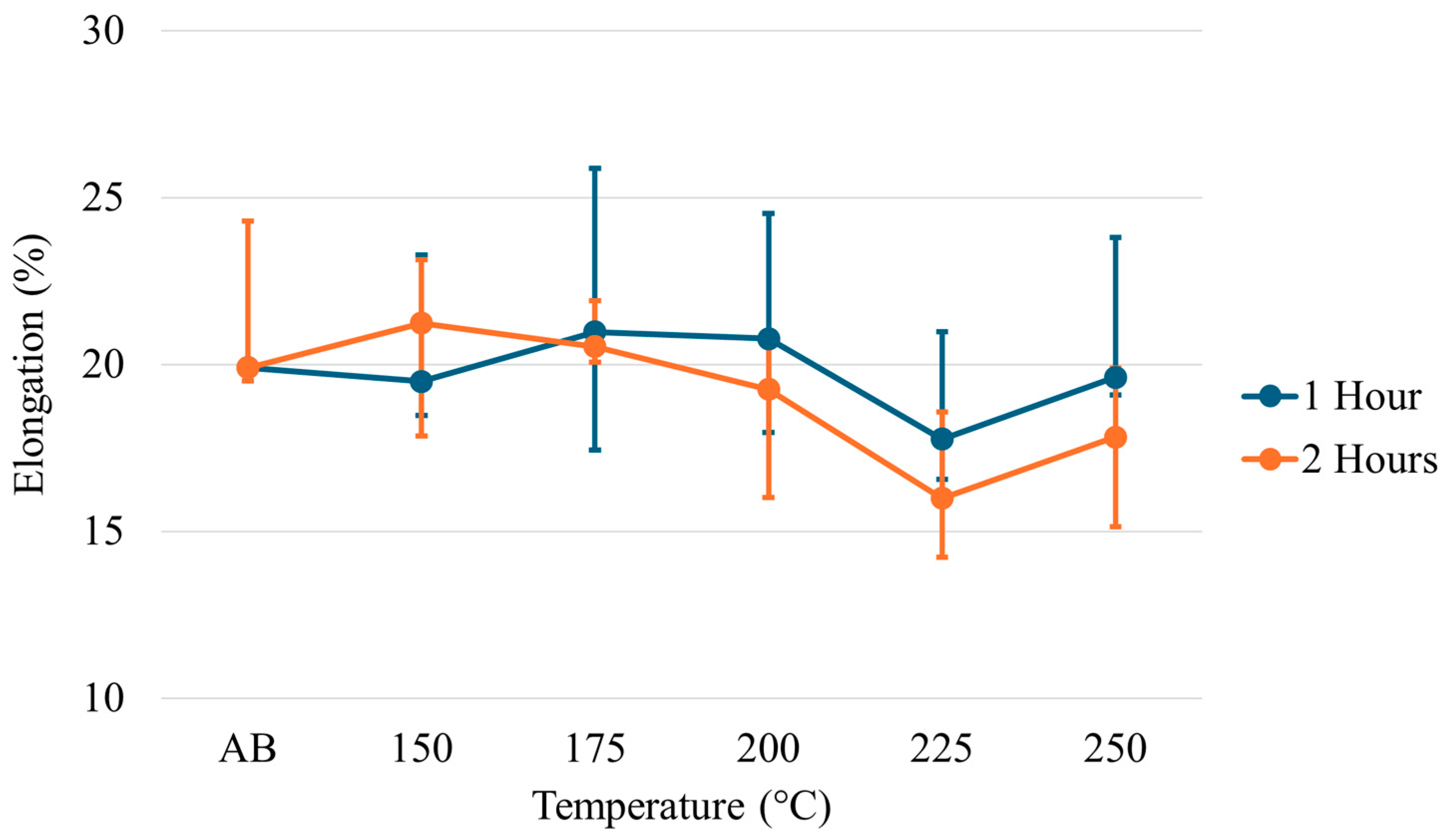
3.2. Tensile Properties
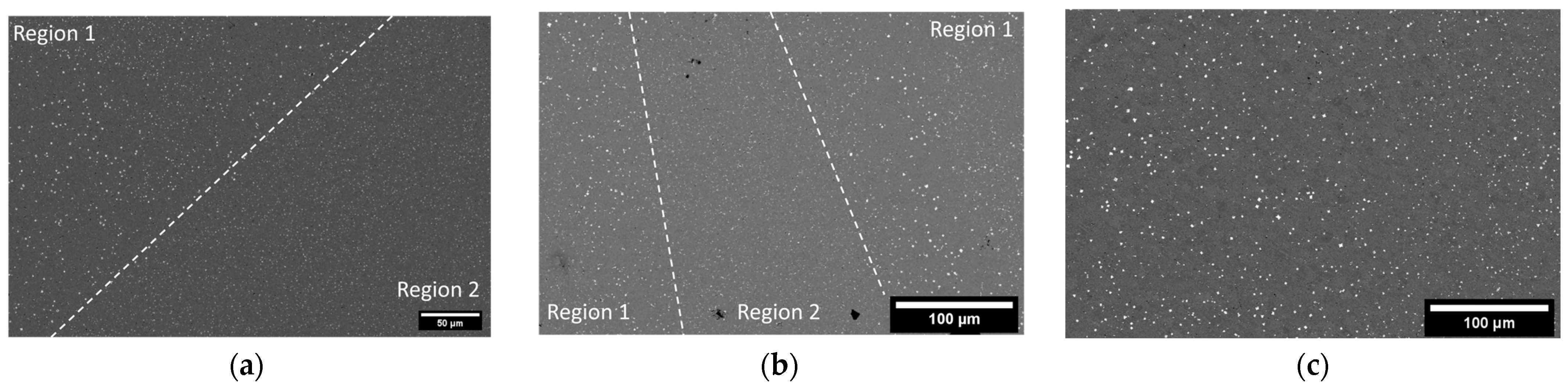
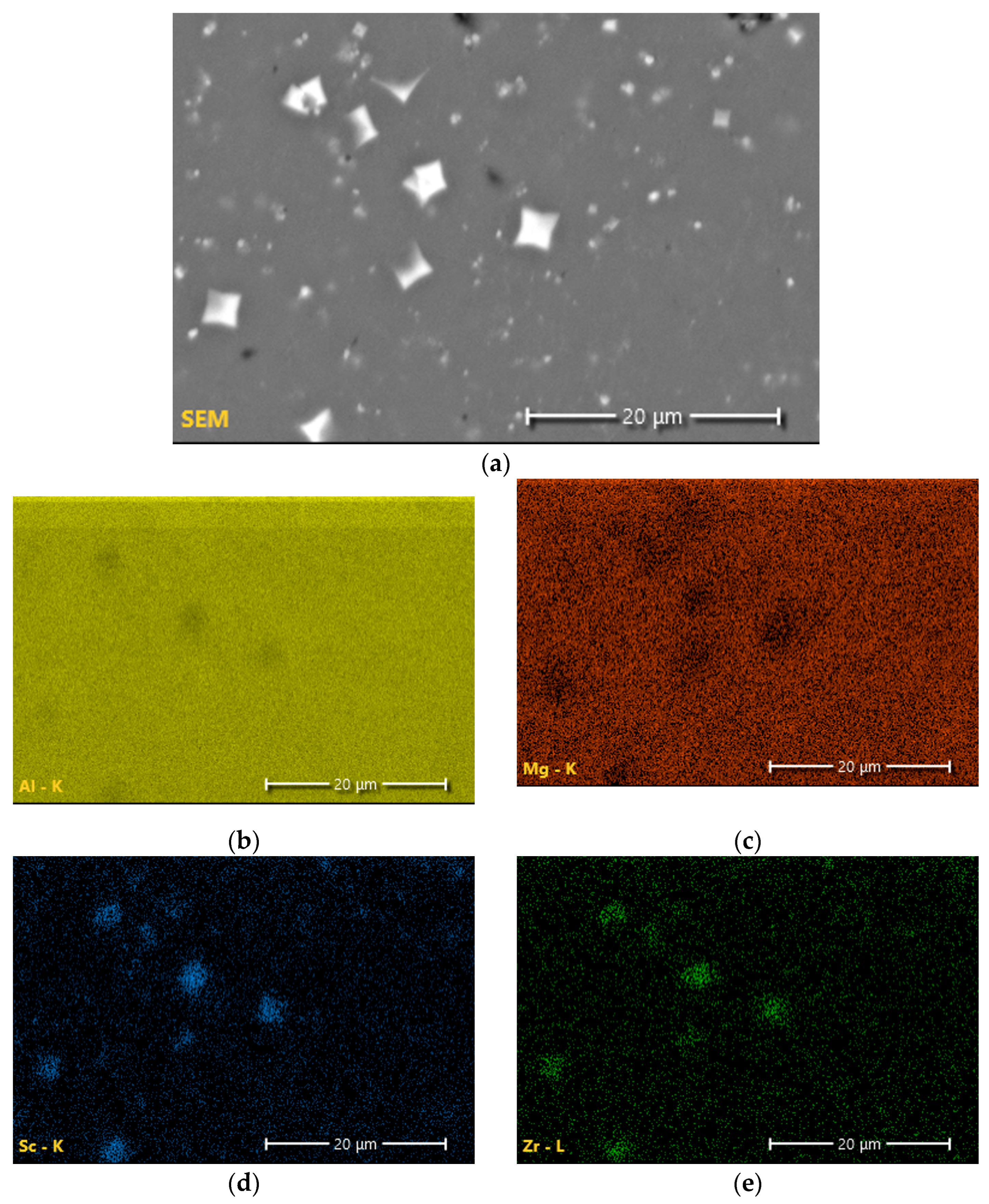
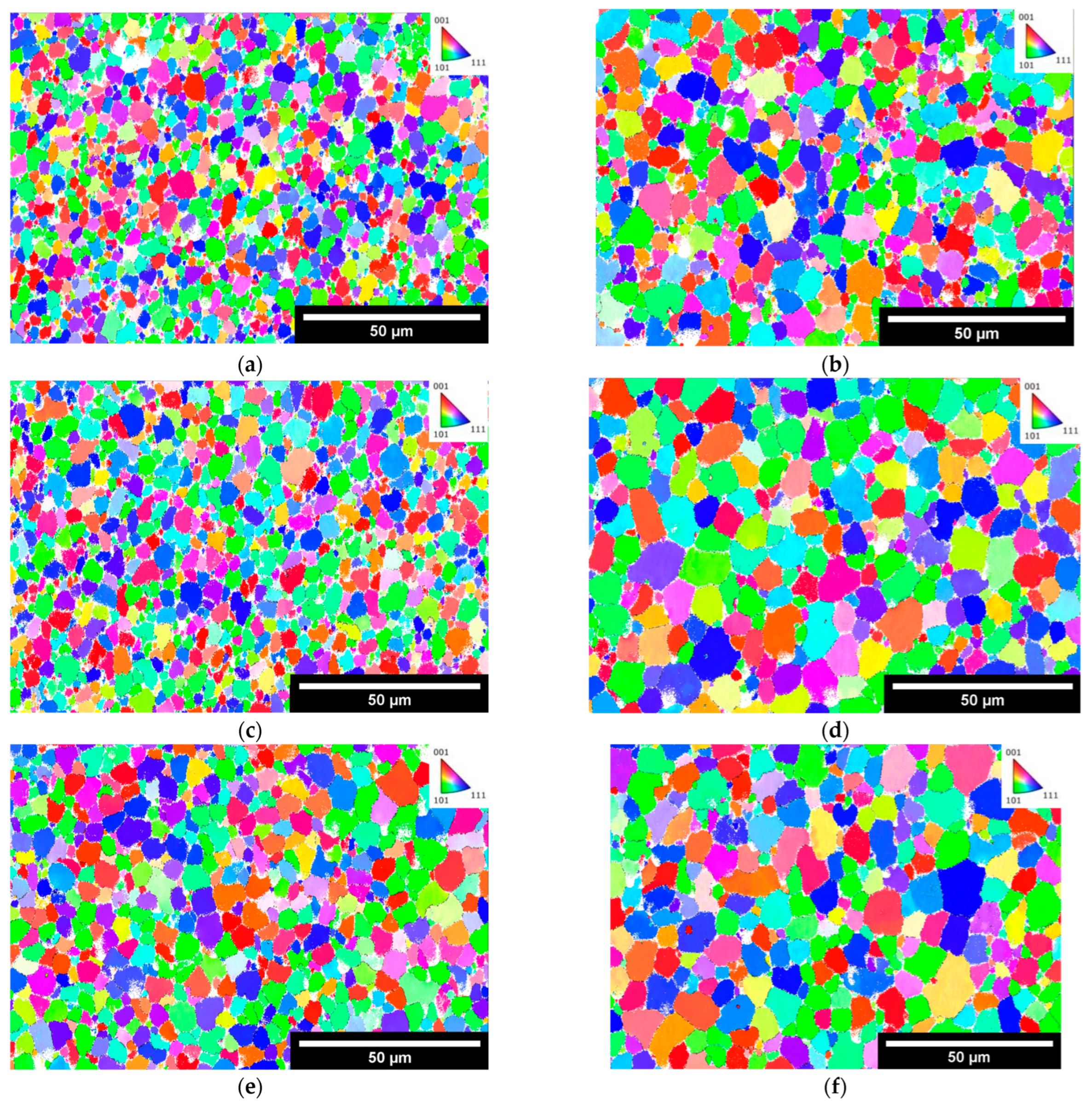
3.3. Microstructural Analysis
4. Discussion
4.1. Residual Stresses
4.2. Heat Treatments and the Impact on Tensile Strength
5. Conclusions
- A decrease in tensile strength accompanies successful stress relief. The greatest stress minimization occurred at 175 °C after 1 h of treatment; however, the YS and UTS diminished by 19 and 9.5%, respectively. Treatment at 175 °C for 2 h exhibited less stress minimization than treatment at 175 °C for 1 h; however, when compared to the as-built condition, minimization of residual stresses is present at a considerable 45.6% decrease. Furthermore, with the decrease in residual stresses, the samples exhibited very minimal diminishments in average yield and tensile strength of 1.75% and 0.92%, respectively. The second-greatest minimization of residual stresses occurred at 200 °C after 2 h. The residual stresses were decreased by 68.9% compared with the as-built condition. This treatment also showed minimal diminishments in average yield and tensile strength of 5.09% and 2.99%, respectively. The results show the possibility for balance between stress minimization and property diminishment.
- As-built AM components exhibit very fine grains due to the rapid solidification process. These fine grains provide considerable strengthening to the material. Subsequent heat treatment causes these grains to grow, reducing the effectiveness if not eliminating the benefits of Hall–Petch strengthening.
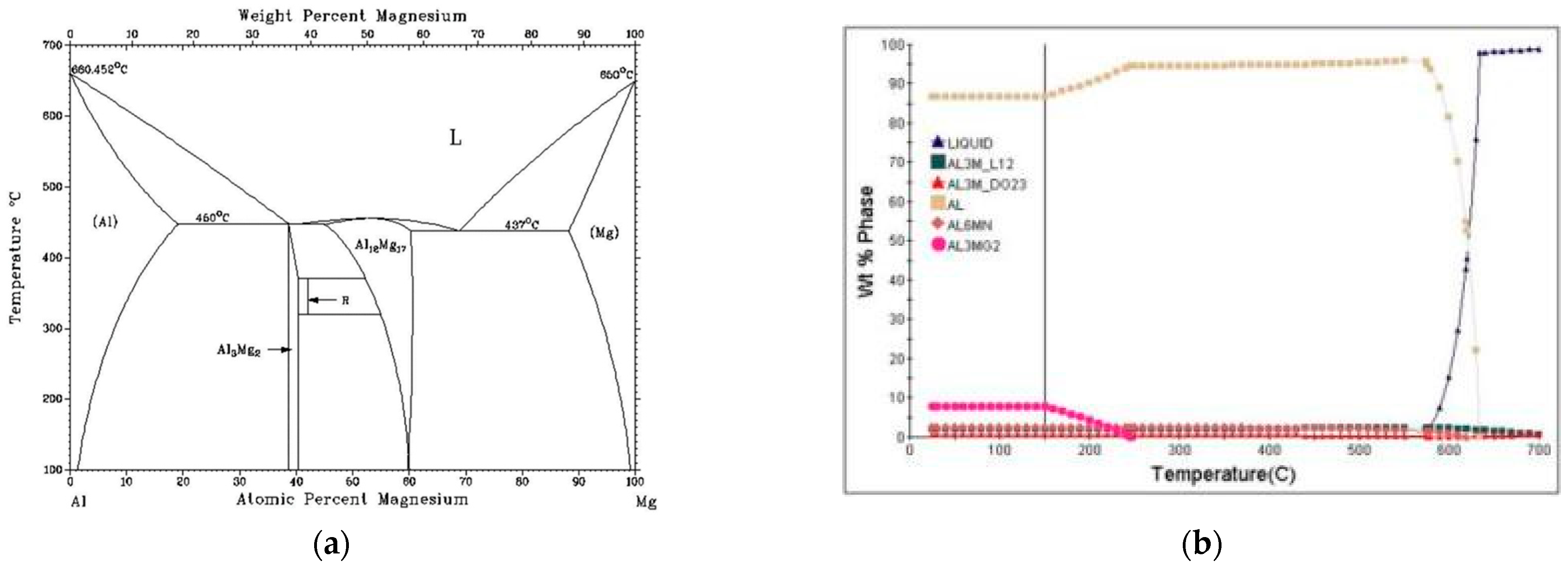
- At heat-treatment temperatures of 225 and 250 °C, the residual stresses were increased and even exceeded the stresses in the as-built condition. This is theorized to be the result of magnesium in the phase Al3Mg2 dissolving into solution.
- Observation of the microstructure found that grain coarsening was present with increasing temperatures and times despite the low treatment temperatures. This negatively impacts the potential for Hall–Petch strengthening and further contributes to the diminishment of tensile strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Altıparmak, S.C.; Yardley, V.A.; Shi, Z.; Lin, J. Challenges in Additive Manufacturing of High-Strength Aluminium Alloys and Current Developments in Hybrid Additive Manufacturing. Int. J. Light. Mater. Manuf. 2021, 4, 246–261. [Google Scholar] [CrossRef]
- Zafar, F.; Reis, A.; Vieira, M.; Emadinia, O. Additively Manufactured High-Strength Aluminum Alloys: A Review. In Recent Advancements in Aluminum Alloys; Rajendrachari, D.S., Ed.; IntechOpen: Rijeka, Croatia, 2023; ISBN 978-1-83768-510-3. [Google Scholar]
- Ding, Y.; Muñiz-Lerma, J.A.; Trask, M.; Chou, S.; Walker, A.; Brochu, M. Microstructure and Mechanical Property Considerations in Additive Manufacturing of Aluminum Alloys. MRS Bull. 2016, 41, 745–751. [Google Scholar] [CrossRef]
- Zhang, J.; Song, B.; Qingsong, W.; Bourell, D.; Shi, Y. A Review of Selective Laser Melting of Aluminum Alloys: Processing, Microstructure, Property and Developing Trends. J. Mater. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Reschetnik, W.; Brüggemann, J.P.; Kullmer, G.; Richard, H.A.; E Aydinöz, M.; Grydin, O.; Hoyer, K.-P.; Kullmer, G.; A Richard, H.; Richard, H.A. Fatigue Crack Growth Behavior and Mechanical Properties of Additively Processed EN AW-7075 Aluminium Alloy. Procedia Struct. Integr. 2016, 2, 3040–3048. [Google Scholar] [CrossRef]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D Printing of High-Strength Aluminium Alloys. Nature 2017, 549, 365–369. [Google Scholar] [CrossRef] [PubMed]
- Dixit, S.; Liu, S. Laser Additive Manufacturing of High-Strength Aluminum Alloys: Challenges and Strategies. J. Manuf. Mater. Process. 2022, 6, 156. [Google Scholar] [CrossRef]
- Zou, X.; Niu, B.; Pan, L.; Yi, J. Wire + Arc Additive Manufacturing and Heat Treatment of Super Martensitic Stainless Steel with a Refined Microstructure and Excellent Mechanical Properties. Materials 2022, 15, 2624. [Google Scholar] [CrossRef]
- Fleißner-Rieger, C.; Pfeifer, T.; Turk, C.; Clemens, H. Optimization of the Post-Process Heat Treatment Strategy for a Near-α Titanium Base Alloy Produced by Laser Powder Bed Fusion. Materials 2022, 15, 1032. [Google Scholar] [CrossRef]
- Chen, S.; Gao, H.; Zhang, Y.; Wu, Q.; Gao, Z.; Zhou, X. Review on Residual Stresses in Metal Additive Manufacturing: Formation Mechanisms, Parameter Dependencies, Prediction and Control Approaches. J. Mater. Res. Technol. 2022, 17, 2950–2974. [Google Scholar] [CrossRef]
- Kempen, K.; Vrancken, B.; Thijs, L.; Buls, S.; van Humbeeck, J.; Kruth, J.P. Lowering Thermal Gradients in Selective Laser Melting by Pre-Heating the Baseplate. In Proceedings of the Solid Freeform Fabrication Symposium Proceedings, Austin, TX, USA, 12–15 August 2013. [Google Scholar]
- Lu, X.; Chiumenti, M.; Cervera, M.; Tan, H.; Lin, X.; Wang, S. Warpage Analysis and Control of Thin-Walled Structures Manufactured by Laser Powder Bed Fusion. Metals 2021, 11, 686. [Google Scholar] [CrossRef]
- Růžičková, L.; Sobotová, J.; Beránek, L.; Pelikán, L.; Šimota, J. Influence of Stress Relief Annealing Parameters on Mechanical Properties and Decomposition of Eutectic Si Network of L-PBF Additive Manufactured Alloy AlSi10Mg. Metals 2022, 12, 1497. [Google Scholar] [CrossRef]
- Mfusi, B.J.; Mathe, N.R.; Tshabalala, L.C.; Popoola, P.A.I. The Effect of Stress Relief on the Mechanical and Fatigue Properties of Additively Manufactured AlSi10Mg Parts. Metals 2019, 9, 1216. [Google Scholar] [CrossRef]
- Trevisan, F.; Calignano, F.; Lorusso, M.; Pakkanen, J.; Ambrosio, E.; Lombardi, M.; Pavese, M.; Manfredi, D.; Fino, P. Effects of Heat Treatments on A357 Alloy Produced by Selective Laser Melting. In Proceedings of the Powder Metallurgy World Congress and Exhibition, European Powder Metallurgy Assoc, Hamburg, Germany, 10 October 2016. [Google Scholar]
- Cho, K.T.; Nunez, L.; Shelton, J.; Sciammarella, F. Investigation of Effect of Processing Parameters for Direct Energy Deposition Additive Manufacturing Technologies. J. Manuf. Mater. Process. 2023, 7, 105. [Google Scholar] [CrossRef]
- Ekubaru, Y.; Gokcekaya, O.; Ishimoto, T.; Sato, K.; Manabe, K.; Wang, P.; Nakano, T. Excellent Strength–Ductility Balance of Sc-Zr-Modified Al–Mg Alloy by Tuning Bimodal Microstructure via Hatch Spacing in Laser Powder Bed Fusion. Mater. Des. 2022, 221, 110976. [Google Scholar] [CrossRef]
- Bandyopadhyay, R.; Selbo, J.; Amidon, G.E.; Hawley, M. Application of Powder X-Ray Diffraction in Studying the Compaction Behavior of Bulk Pharmaceutical Powders. J. Pharm. Sci. 2005, 94, 2520–2530. [Google Scholar] [CrossRef] [PubMed]
- Kelley, J. Influence of Alloy Composition on the Process Robustness of Steels Consolidated via Laser-Directed Energy Deposition. Master’s Thesis, Missouri University of Science and Technology, Rolla, MO, USA, 2023. [Google Scholar]
- Wang, M.; Jia, P.; Lv, D.; Geng, H. Study on the Microstructure and Liquid–Solid Correlation of Al–Mg Alloys. Phys. Chem. Liq. 2015, 54, 507–514. [Google Scholar] [CrossRef]
- Awd, M.; Tenkamp, J.; Hirtler, M.; Siddique, S.; Bambach, M.; Walther, F. Comparison of Microstructure and Mechanical Properties of Scalmalloy® Produced by Selective Laser Melting and Laser Metal Deposition. Materials 2017, 11, 17. [Google Scholar] [CrossRef] [PubMed]
- Kuo, C.-N.; Peng, P.-C. The Strengthening Mechanism Synergy of Heat-Treated 3D Printed Al-Sc Alloy. Virtual Phys. Prototyp. 2023, 18, e2166539. [Google Scholar] [CrossRef]
- Ashby, M.F.; Jones, D.R. (Eds.) 10.0 Strengthening Methods and Plasticity of Polycrystals. In Engineering Materials 1—An Introduction to Properties, Applications, and Design, 4th ed.; Elsevier: Amsterdam, The Netherlands, 2012; pp. 147–155. ISBN 978-0-08-096665-6. [Google Scholar]
- Osman, T.M.; Rigney, J.D. Introduction to the Mechanical Behavior of Metals. In ASM Handbook: Mechanical Testing and Evaluation; Kuhn, H., Medlin, D., Eds.; ASM International: Materials Park, OH, USA, 2000; Volume 8, ISBN 978-1-62708-176-4. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ID | Power (W) | Scan Speed (mm/s) | Feed Rate (g/min) |
|---|---|---|---|
| 1 | 1500 | 12.5 | 2.25 |
| 2 | 1750 | 12.5 | 2.25 |
| 3 | 1500 | 17.5 | 2.25 |
| 4 | 1750 | 17.5 | 2.25 |
| 5 | 1500 | 12.5 | 3.25 |
| 6 | 1750 | 12.5 | 3.25 |
| 7 | 1500 | 17.5 | 3.25 |
| 8 | 1750 | 17.5 | 3.25 |
| 9 | 1500 | 15.0 | 2.75 |
| 10 | 1750 | 15.0 | 2.75 |
| 11 | 1625 | 12.5 | 2.75 |
| 12 | 1625 | 17.5 | 2.75 |
| 13 | 1625 | 15.0 | 2.25 |
| 14 | 1625 | 15.0 | 3.25 |
| 15 | 1625 | 15.0 | 2.75 |
| Parameters | |
|---|---|
| Power (W) | 1625 |
| Scan Speed (mm/s) | 15 |
| Powder Feed Rate (g/min) | 2.25 |
| Sample | Avg Max Feret Diameter | Avg Min Feret Diameter | Area Fraction Figure 11 | Number of Precipitates Figure 11 |
|---|---|---|---|---|
| As-Built | 0.693 ± 0.591 | 0.443 ± 0.393 | 3.85% | 5912 |
| 175 °C/2 h | 0.922 ± 0.688 | 0.596 ± 0.456 | 2.95% | 5402 |
| 250 °C/2 h | 0.940 ± 0.810 | 0.622 ± 0.564 | 1.79% | 1766 |
| Sample | Figure 13 ID | Avg Grain Size (μm) | Max Grain Size (μm) |
|---|---|---|---|
| As-Built | A | 2.83 ± 1.57 | 8.23 |
| C | 3.02 ± 1.75 | 9.22 | |
| E | 3.97 ± 2.19 | 11.21 | |
| 250 °C 2 h | B | 3.55 ± 2.54 | 12.82 |
| D | 5.05 ± 3.17 | 14.86 | |
| F | 4.90 ± 3.39 | 16.48 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boillat-Newport, R.; Isanaka, S.P.; Kelley, J.; Liou, F. Heat Treatments for Minimization of Residual Stresses and Maximization of Tensile Strengths of Scalmalloy® Processed via Directed Energy Deposition. Materials 2024, 17, 1333. https://doi.org/10.3390/ma17061333
Boillat-Newport R, Isanaka SP, Kelley J, Liou F. Heat Treatments for Minimization of Residual Stresses and Maximization of Tensile Strengths of Scalmalloy® Processed via Directed Energy Deposition. Materials. 2024; 17(6):1333. https://doi.org/10.3390/ma17061333
Chicago/Turabian StyleBoillat-Newport, Rachel, Sriram Praneeth Isanaka, Jonathan Kelley, and Frank Liou. 2024. "Heat Treatments for Minimization of Residual Stresses and Maximization of Tensile Strengths of Scalmalloy® Processed via Directed Energy Deposition" Materials 17, no. 6: 1333. https://doi.org/10.3390/ma17061333