
The Influence of Graphite Filler on the Self-Lubricating Properties of Epoxy Composites
 , , , , , and
, , , , , and
Abstract
:1. Introduction
- Sedimentation of filler particles;
- Porosity of the material;
- Filler particles flotation;
- Inhomogeneity caused by [47] agglomeration of filler particles;
- High crosslinking temperature leading to resin boiling in the volume;
- Limited production time due to crosslinking reactions.
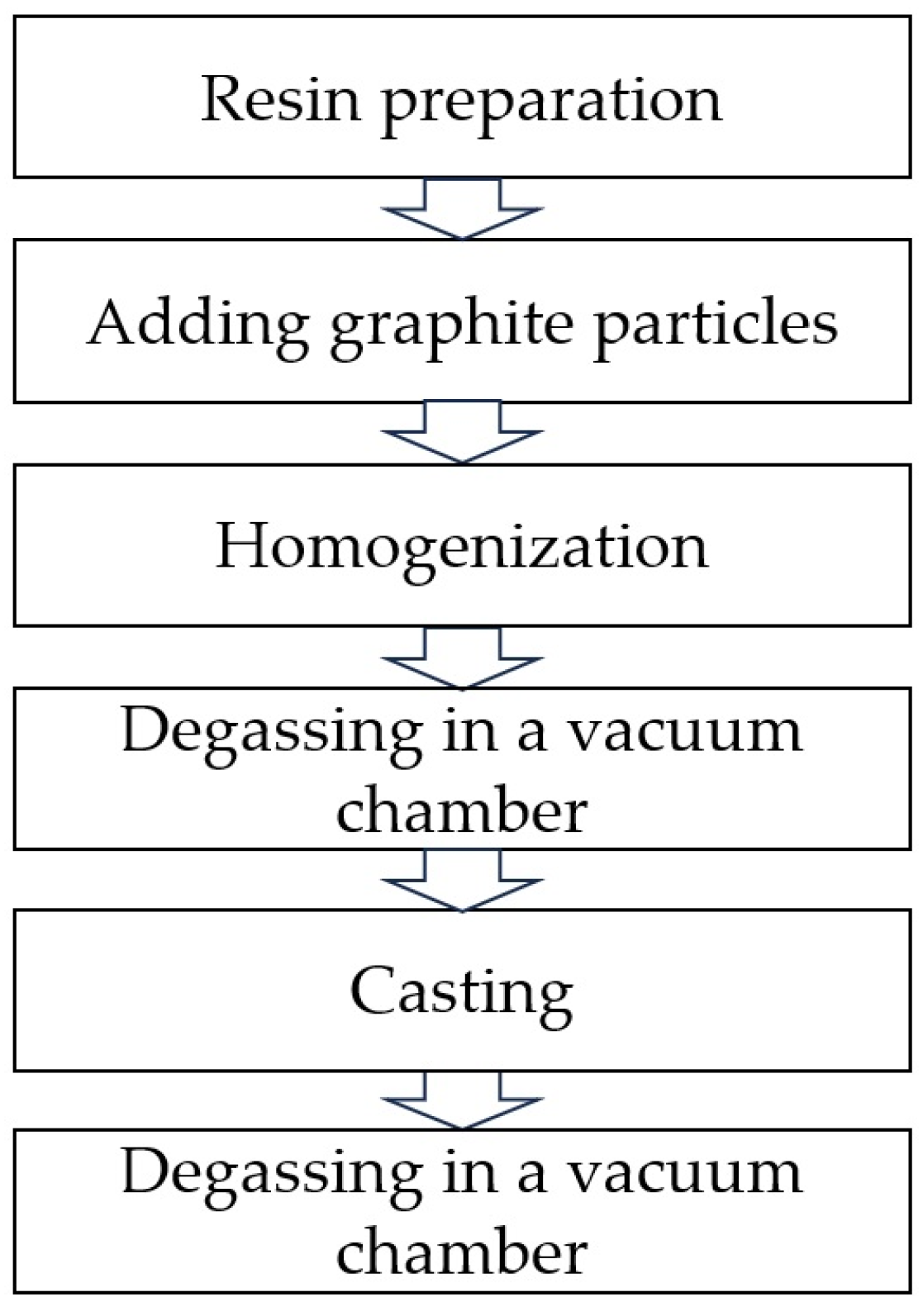
2. Materials and Methods
3. Results and Discussion
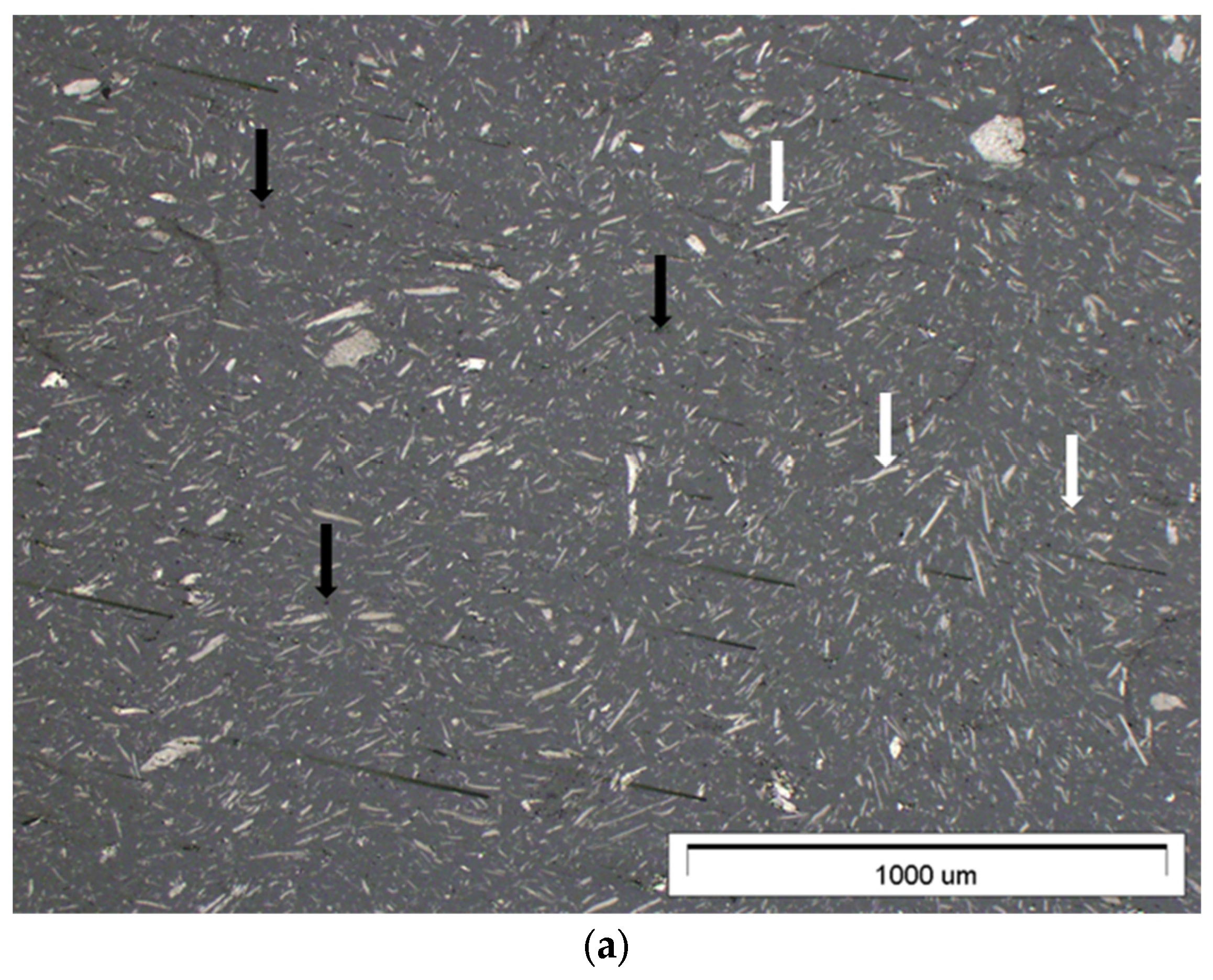
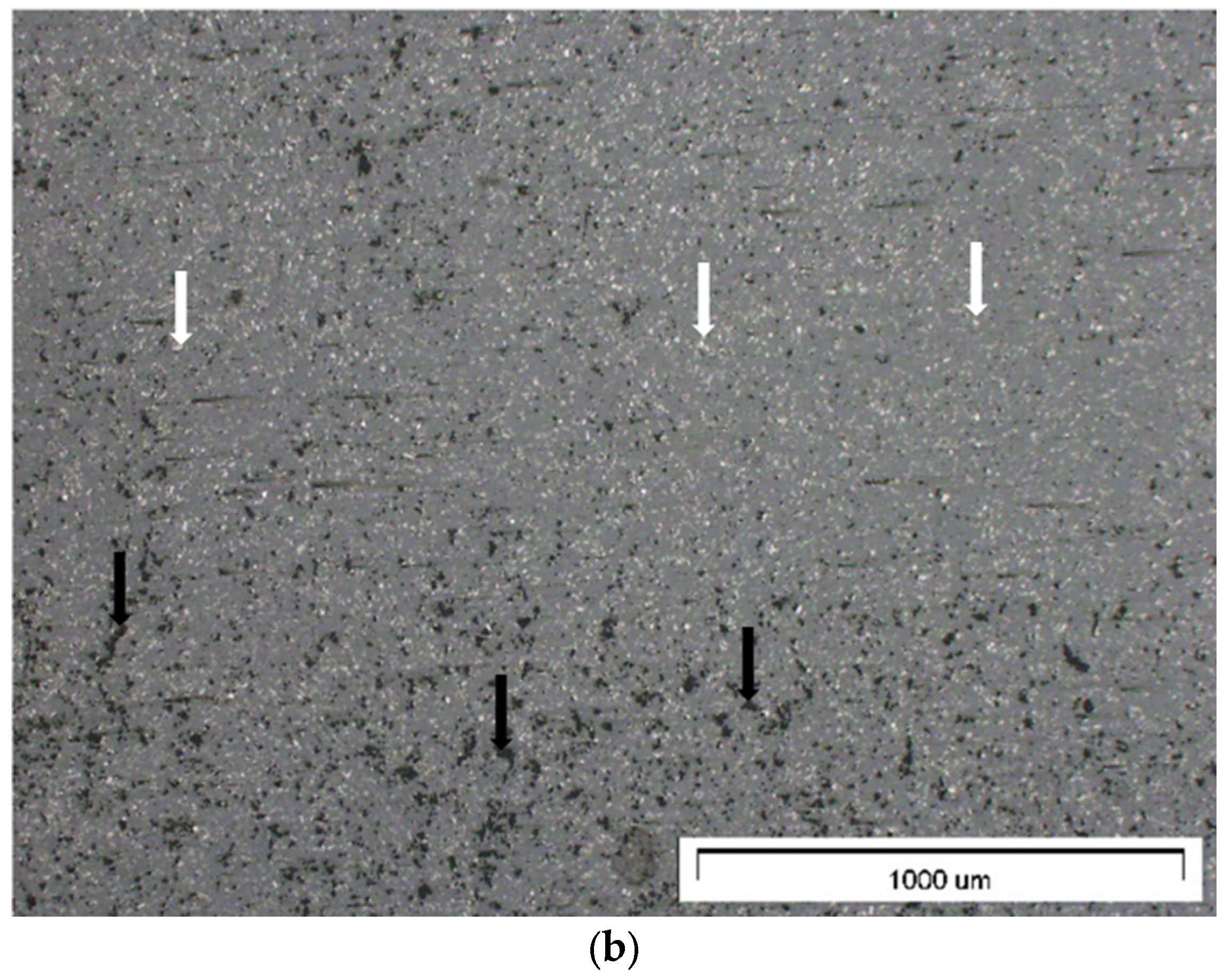
3.1. Cross-Section of Materials and Quantitative Assessment
3.2. Viscosity
3.3. Hardness
3.4. Mechanical Properties
3.5. Tribological Properties
4. Conclusions
- Dynamic viscosity of the epoxy resin at the level of 600 cP with a gelation time of approximately 30 min (at a temperature of 20 °C) prevents the sedimentation process of graphite particles with a particle size below 45 μm and a weight addition above 5%;
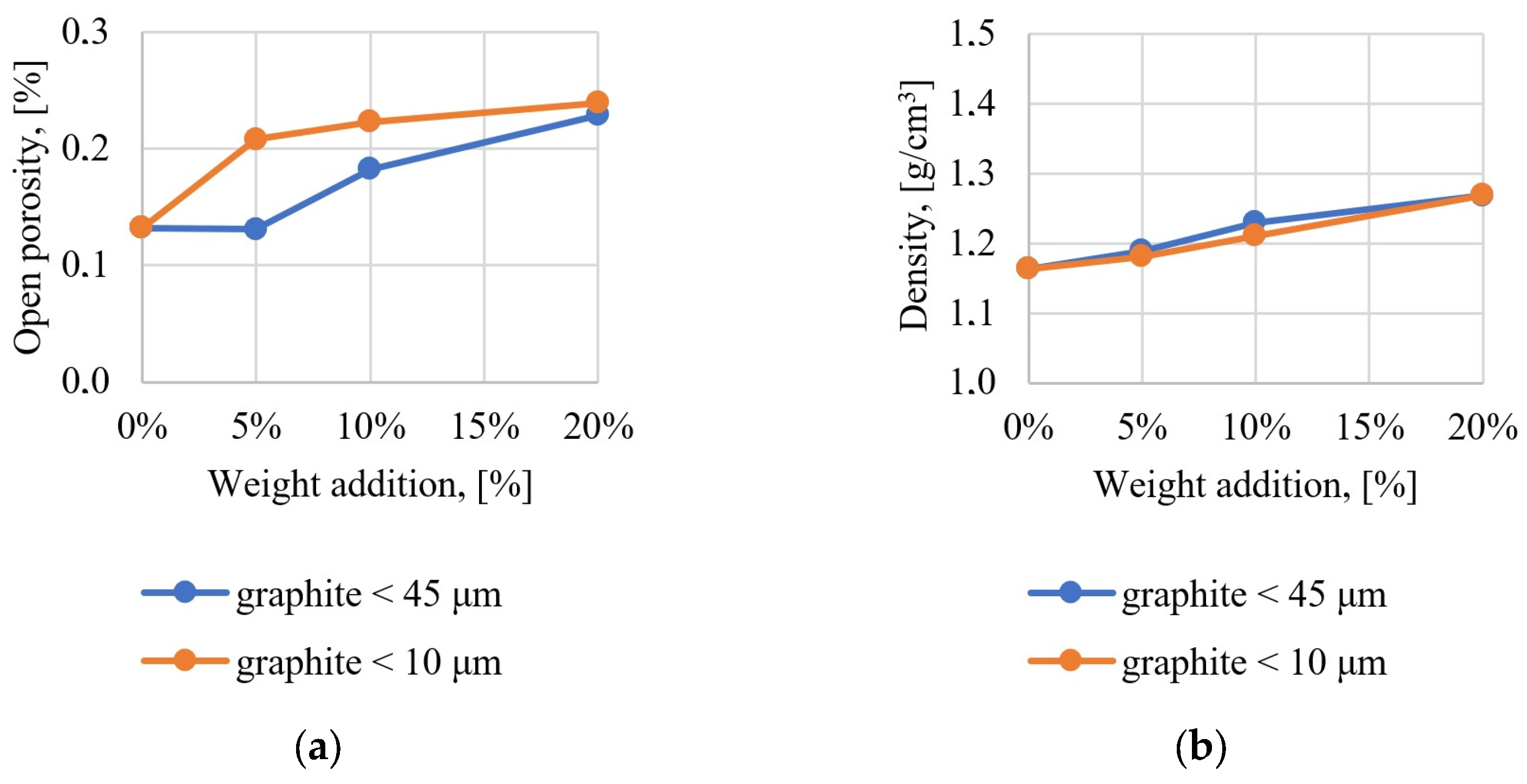
- With the increase in the addition of flake graphite in the liquid epoxy resin, the ease of degassing of the system decreases, and the graphite content above 15% by weight leads to the formation of porosity in the material;
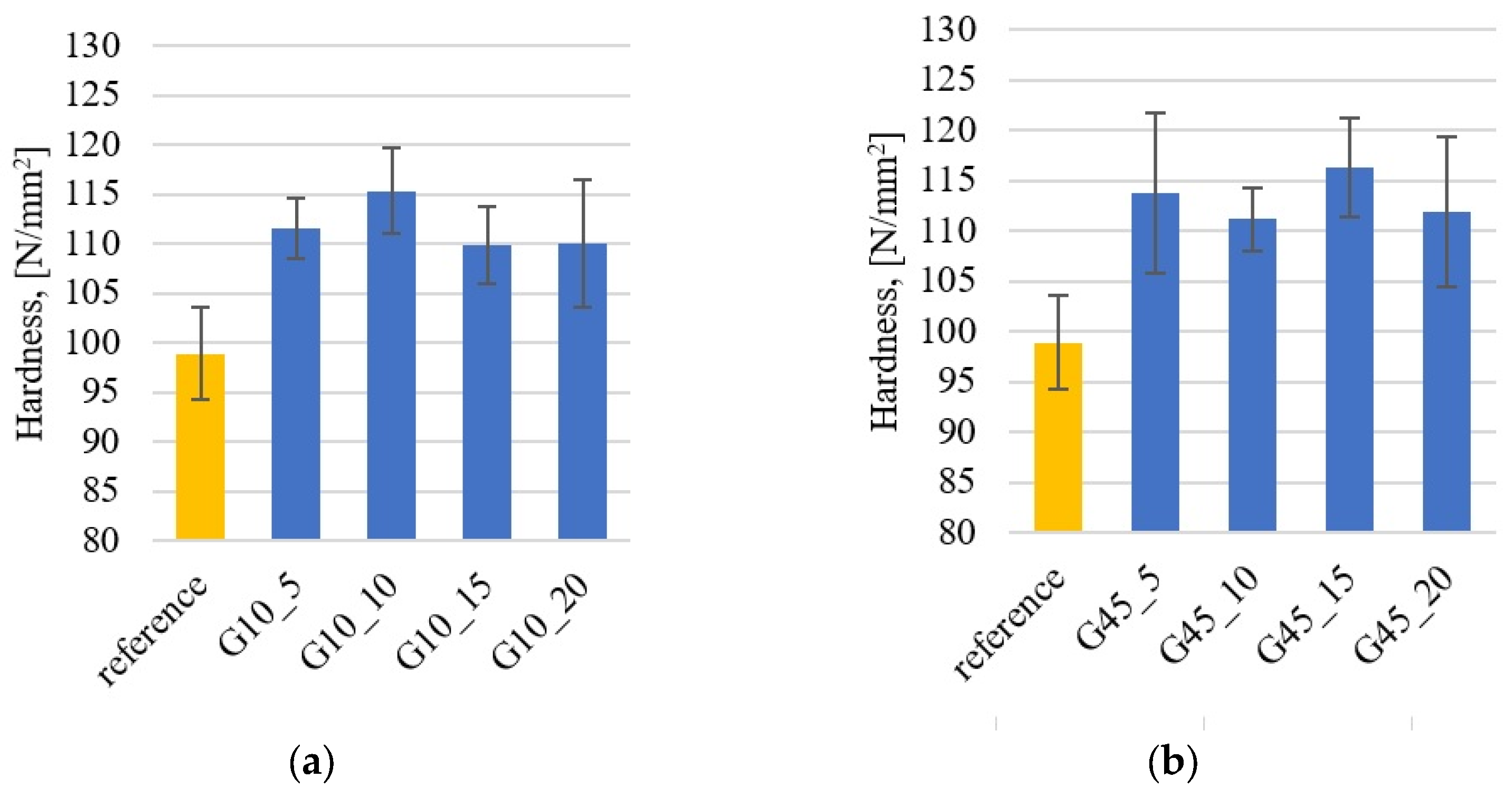
- The addition of harder graphite particles to the epoxy resin produces a synergistic effect of increasing the hardness of the composite by approximately 10%;
- The addition of flake graphite has a negative effect on the flexural strength, which decreases by approximately 20–30% compared to the unfilled epoxy resin. The increase in graphite content increases the tendency to create porosity inside the material, which has an adverse effect on the mechanical properties;
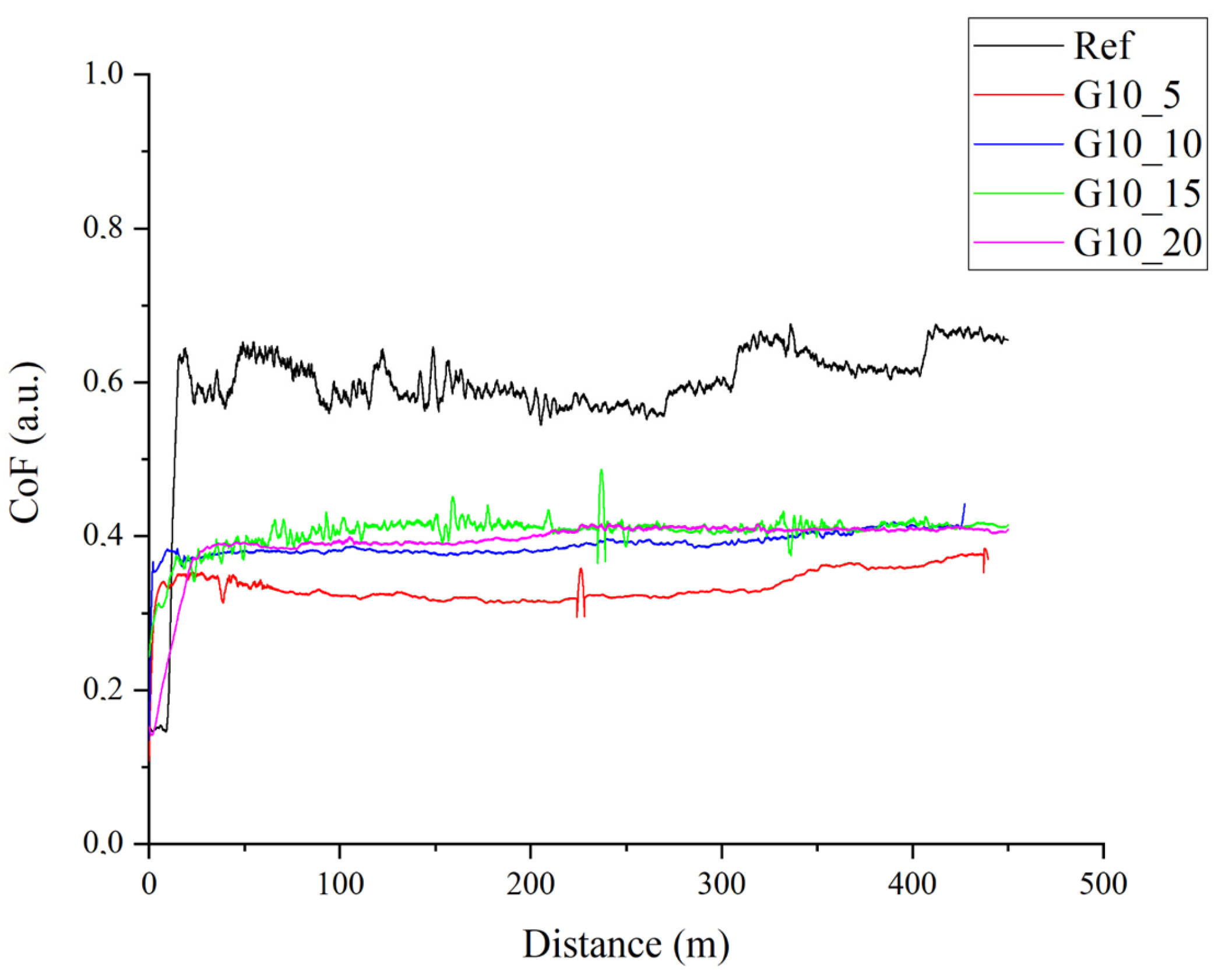
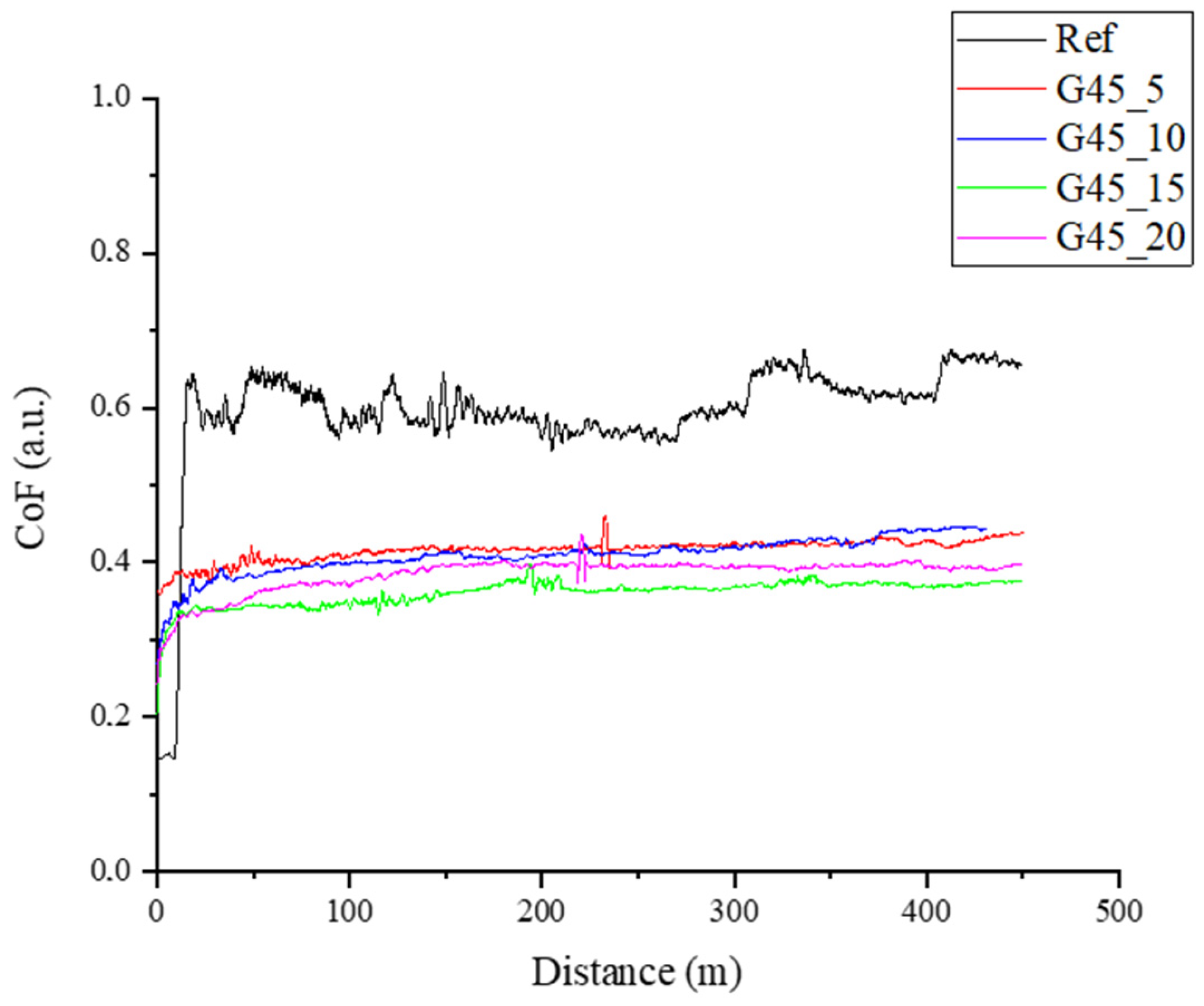
- There are no significant differences in the friction coefficient between graphite with a particle size below 10 μm and graphite with a particle size below 45 μm;
- Producing self-lubricating composites by adding flake graphite to epoxy resin is possible. The friction coefficient after adding graphite with a particle size below 45 μm allows the friction coefficient to be reduced by over 30% (from a value of 0.6 for unfilled resin to a value of 0.4 for composites). An additional advantage of adding graphite is a significant reduction in the abrasive wear of the material because graphite, due to friction, creates a carbon tribofilm on the surface of the material, providing protection against rapid wear;
- The developed sliding composite can be successfully used in the production of bearings, guides, slides, sleeves and other elements in the machinery industry, household appliances, vehicle components, etc.;
- Sliding composites based on resins with the addition of graphite are a low-cost material that allows for unit and mass production, which gives an advantage over traditional sliding materials, the unit production of which is unprofitable due to high tooling costs, e.g., the cost of producing an injection mold. Additionally, the geometry of products cast from resins allows for more complex geometry than that obtainable in the process of injection molding, extrusion or machining. The limitations of sliding composites based on liquid resins are the longer production time and problems related to the sedimentation of the filler and the porosity of the material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hsissou, R.; Seghiri, R.; Benzekri, Z.; Hilali, M.; Rafik, M.; Elharfi, A. Polymer composite materials: A comprehensive review. Compos. Struct. 2021, 262, 113640. [Google Scholar] [CrossRef]
- Gonçalves, F.A.; Santos, M.; Cernadas, T.; Alves, P.; Ferreira, P. Influence of fillers on epoxy resins properties: A review. J. Mater. Sci. 2022, 57, 15183–15212. [Google Scholar] [CrossRef]
- Jin, F.L.; Li, X.; Park, S.J. Synthesis and application of epoxy resins: A review. J. Ind. Eng. Chem. 2015, 29, 1–11. [Google Scholar] [CrossRef]
- Dursun, E.; Fron-Chabouis, H.; Attal, J.P.; Raskin, A. Bisphenol A release: Survey of the composition of dental composite resins. Open Dent. J. 2016, 10, 446. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.H.; Yi, S.K.; Kim, S.Y.; Kim, J.S.; Son, S.A.; Jeong, S.H.; Kim, J.B. Salivary bisphenol A levels and their association with composite resin restoration. Chemosphere 2017, 172, 46–51. [Google Scholar] [CrossRef] [PubMed]
- Zhang, T.; Zeng, Y.; Chen, S.; Ai, X.; Yang, H. Improved performances of E. coli-catalyzed microbial fuel cells with composite graphite/PTFE anodes. Electrochem. Commun. 2007, 9, 349–353. [Google Scholar] [CrossRef]
- Liu, S.; Taleghani, A.D.; Tabatabaei, M. Graphite reinforced polymers for sealing geothermal wells. Compos. Part B Eng. 2024, 270, 111121. [Google Scholar] [CrossRef]
- Vertuccio, L.; Foglia, F.; Pantani, R.; Romero-Sánchez, M.D.; Calderón, B.; Guadagno, L. Carbon nanotubes and expanded graphite based bulk nanocomposites for de-icing applications. Compos. Part B Eng. 2021, 207, 108583. [Google Scholar] [CrossRef]
- Menezes, P.L.; Reeves, C.J.; Rohatgi, P.K.; Lovell, M.R. Self-lubricating behavior of graphite-reinforced composites. In Tribology for Scientists and Engineers; Springer: New York, NY, USA, 2013; pp. 341–389. [Google Scholar] [CrossRef]
- Nturanabo, F.; Masu, L.M.; Govender, G. Automotive light-weighting using aluminium metal matrix composites. In Materials Science Forum; Trans Tech Publications Ltd.: Zurich, Switzerland, 2015; Volume 828, pp. 485–491. [Google Scholar] [CrossRef]
- Nanda, R.P.; Agarwal, P.; Shrikhande, M. Suitable friction sliding materials for base isolation of masonry buildings. Shock. Vib. 2012, 19, 1327–1339. [Google Scholar] [CrossRef]
- Yang, C.; Xie, G.; Kang, J.; Zhang, L. Research on polyamide based self-lubricating composites: A review. Polym. Compos. 2022, 43, 5767–5782. [Google Scholar] [CrossRef]
- Samyn, P.; De Baets, P. Friction and wear of acetal: A matter of scale. Wear 2005, 259, 697–702. [Google Scholar] [CrossRef]
- Blanchet, T.A. Wear of polytetrafluoroethylene and PTFE composites. Polym. Tribol. 2009, 347–374. [Google Scholar] [CrossRef]
- Zhu, J.; Xie, F.; Dwyer-Joyce, R.S. PEEK composites as self-lubricating bush materials for articulating revolute pin joints. Polymers 2020, 12, 665. [Google Scholar] [CrossRef] [PubMed]
- Xu, S.; Tangpong, X.W. Tribological behavior of polyethylene-based nanocomposites. J. Mater. Sci. 2013, 48, 578–597. [Google Scholar] [CrossRef]
- Yang, C.; Jiang, P.; Qin, H.; Wang, X.; Wang, Q. 3D printing of porous polyimide for high-performance oil impregnated self-lubricating. Tribol. Int. 2021, 160, 107009. [Google Scholar] [CrossRef]
- Sunil, T.; Sandeep, M.; Kumaraswami, R.; Shravan, A. A critical review on solid lubricants. Int. J. Mech. Eng. Technol. 2016, 7, 193–199. [Google Scholar]
- Kumar, R.; Banga, H.K.; Singh, H.; Kundal, S. An outline on modern day applications of solid lubricants. Mater. Today Proc. 2020, 28, 1962–1967. [Google Scholar] [CrossRef]
- Kawakame, M.; Bressan, J.D. Study of wear in self-lubricating composites for application in seals of electric motors. J. Mater. Process. Technol. 2006, 179, 74–80. [Google Scholar] [CrossRef]
- Revill, P.; Clarke, A.; Pullin, R.; Dennis, G. Acoustic emission monitoring of wear in aerospace self-lubricating bearing liner materials. Wear 2021, 486, 204102. [Google Scholar] [CrossRef]
- Rodiouchkina, M.; Berglund, K.; Mouzon, J.; Forsberg, F.; Ullah Shah, F.; Rodushkin, I.; Larsson, R. Material characterization and influence of sliding speed and pressure on friction and wear behavior of self-lubricating bearing materials for hydropower applications. Lubricants 2018, 6, 39. [Google Scholar] [CrossRef]
- Trachsel, M.; Pittini, R.; Dual, J. Evaluation and quantification of friction using ionic liquids in small, self lubricating journal bearings. Tribol. Int. 2018, 122, 15–22. [Google Scholar] [CrossRef]
- John, M.; Menezes, P.L. Self-lubricating materials for extreme condition applications. Materials 2021, 14, 5588. [Google Scholar] [CrossRef]
- Kumar, R.; Antonov, M. Self-lubricating materials for extreme temperature tribo-applications. Mater. Today Proc. 2021, 44, 4583–4589. [Google Scholar] [CrossRef]
- Muthuraja, A.; Senthilvelan, S. Abrasive wear performance of tungsten carbide based self-lubricant cutting tool material. Int. J. Refract. Met. Hard Mater. 2015, 51, 91–101. [Google Scholar] [CrossRef]
- Li, P.; Zhang, Z.; Yang, M.; Yuan, J.; Jiang, W. Synchronously improved thermal conductivity and tribological performance of self-lubricating fabric liner composites via integrated design method with copper yarn. Tribol. Int. 2021, 164, 107204. [Google Scholar] [CrossRef]
- Zhang, D.Y.; Zhang, P.B.; Lin, P.; Dong, G.N.; Zeng, Q.F. Tribological properties of Self-Lubricating polymer–steel laminated composites. Tribol. Trans. 2013, 56, 908–918. [Google Scholar] [CrossRef]
- Wu, T.; Lu, Y.; Yang, X.; Liu, D.; Ji, Z.; Wang, X.; Zhou, F.; Wang, Q.; Liu, W. Vat photopolymerization 3D printing of oil filled cyanate ester for one-step fabricating self-lubricating parts. Compos. Part B Eng. 2023, 266, 110996. [Google Scholar] [CrossRef]
- Zhang, W.; Qi, X.; Yan, X.; Dong, Y.; Liu, C.; Fan, B. Effects of nickel shell microcapsules and short fibers on polyamide 6-matrix composites: Thermal, surface wetting, mechanical, and tribological properties. Polym. Compos. 2022, 43, 7074–7085. [Google Scholar] [CrossRef]
- Kashyap, S.; Datta, D. Process parameter optimization of plastic injection molding: A review. Int. J. Plast. Technol. 2015, 19, 1–18. [Google Scholar] [CrossRef]
- Hyvärinen, M.; Jabeen, R.; Kärki, T. The modelling of extrusion processes for polymers—A review. Polymers 2020, 12, 1306. [Google Scholar] [CrossRef]
- Peters, S.T. (Ed.) Handbook of Composites; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Hu, N. (Ed.) Composites and Their Applications; InTech Open: London, UK, 2012. [Google Scholar]
- Królikowski, W. Polimerowe Kompozyty Konstrukcyjne; Wydawnictwo Naukowe PWN: Warszawa, Poland, 2012. [Google Scholar]
- Marouani, S.; Curtil, L.; Hamelin, P. Composites realized by hand lay-up process in a civil engineering environment: Initial properties and durability. Mater. Struct. 2008, 41, 831–851. [Google Scholar] [CrossRef]
- Xiao, B.; Yang, Y.; Wu, X.; Liao, M.; Nishida, R.; Hamada, H. Hybrid laminated composites molded by spray lay-up process. Fibers Polym. 2015, 16, 1759–1765. [Google Scholar] [CrossRef]
- Amirkhosravi, M.; Pishvar, M.; Altan, M.C. Improving laminate quality in wet lay-up/vacuum bag processes by magnet assisted composite manufacturing (MACM). Compos. Part A Appl. Sci. Manuf. 2017, 98, 227–237. [Google Scholar] [CrossRef]
- Rydarowski, H.; Koziol, M. Repeatability of glass fiber reinforced polymer laminate panels manufactured by hand lay-up and vacuum-assisted resin infusion. J. Compos. Mater. 2015, 49, 573–586. [Google Scholar] [CrossRef]
- Sebe, G.; Cetin, N.S.; Hill, C.A.; Hughes, M. RTM hemp fibre-reinforced polyester composites. Appl. Compos. Mater. 2000, 7, 341–349. [Google Scholar] [CrossRef]
- Jucha, B.; Kozioł, M. Manufacturing gearbox housing case made of carbon fiber reinforced polymer composite by autoclave method. Compos. Theory Pract. 2019, 19, 135–142. [Google Scholar]
- Chatys, R.; Piernik, K. Influence pf speed of resin injection under pressure into mould on strength properties of polymer composite. Compos. Theory Pract. 2021, 21, 40–45. [Google Scholar]
- Jelf, P.M.; Fleck, N.A. Compression failure mechanisms in unidirectional composites. J. Compos. Mater. 1992, 26, 2706–2726. [Google Scholar] [CrossRef]
- Moschiar, S.M.; Reboredo, M.M.; Kenny, J.M.; Vazquez, A. Analysis of pultrusion processing of composites of unsaturated polyester resin with glass fibers. Polym. Compos. 1996, 17, 478–485. [Google Scholar] [CrossRef]
- Oleksy, M.; Heneczkowski, M.; Budzik, G. Composites of unsaturated polyester resins applied in vacuum casting technology. Polimery 2008, 53, 144–147. [Google Scholar] [CrossRef]
- Smoleń, J.; Godzierz, M.; Olesik, P.; Pawlik, T.; Kozioł, M. Utilization of CFRP waste as a filler in polyester resin-based composites. J. Compos. Mater. 2021, 55, 2693–2701. [Google Scholar] [CrossRef]
- Smoleń, J.; Olesik, P.; Jała, J.; Myalska-Głowacka, H.; Godzierz, M.; Kozioł, M. Application of mathematical and experimental approach in description of sedimentation of powder fillers in epoxy resin. Materials 2021, 14, 7520. [Google Scholar] [CrossRef] [PubMed]
- ISO 178:2019; Plastics—Determination of Flexural Properties. ISO: Geneva, Switzerland, 2019.
- Albozahid, M.; Diwan, A.A.; Habeeb, S.A. The effect of addition graphite filler on mechanical properties of epoxy material. Egypt. J. Chem. 2021, 64, 5747–5754. [Google Scholar] [CrossRef]
- Shalwan, A.; Alajmi, F.M.; Alajmi, N. The impact of filler content on mechanical and micro-structural characterization of graphite-epoxy composites. J. Mater. Sci. Chem. Eng. 2022, 10, 19–29. [Google Scholar] [CrossRef]
- Suherman, H.; Mahyoedin, Y.; Septe, E.; Rizade, R. Properties of Graphite/Epoxy Composites: The In-Plane Conductivity, Tensile Strength and Shore Hardness. AIMS Mater. Sci. 2019, 6, 165–173. [Google Scholar] [CrossRef]
- Williams, J.A.; Morris, J.H.; Ball, A. The effect of transfer layers on the surface contact and wear of carbon-graphite materials. Tribol. Int. 1997, 30, 663–676. [Google Scholar] [CrossRef]
- Zhao, J.; Li, Q.; Li, S.; Li, S.; Chen, G.; Liu, X.; He, Y.; Luo, J. Influence of a carbon-based tribofilm induced by the friction temperature on the tribological properties of impregnated graphite sliding against a cemented carbide. Friction 2021, 9, 686–696. [Google Scholar] [CrossRef]
- Myalski, J.; Godzierz, M.; Olszowska, K.; Szeluga, U.; Pusz, S.; Roskosz, S.; Myalska-Głowacka, H.; Posmyk, A. Glassy Carbon Open-Celled Foams as a Reinforcement in Polymer Matrix Composites Dedicated for Tribological Applications. Materials 2023, 16, 1805. [Google Scholar] [CrossRef] [PubMed]
- Olszowska, K.; Godzierz, M.; Pusz, S.; Myalski, J.; Kobyliukh, A.; Georgiev, G.; Posmyk, A.; Tsyntsarski, B.; Szeluga, U. Development of epoxy composites with graphene nanoplatelets and micro-sized carbon foam: Morphology and thermal, mechanical and tribological properties. Tribol. Int. 2023, 185, 108556. [Google Scholar] [CrossRef]
- Szeluga, U.; Olszowska, K.; Pusz, S.; Myalski, J.; Godzierz, M.; Kobyliukh, A.; Tsyntsarski, B. Effect of grain fractions of crushed carbon foam on morphology and thermomechanical and tribological properties of random epoxy-carbon composites. Wear 2021, 466, 203558. [Google Scholar] [CrossRef]
- Tu, H.; Ye, L. Thermal conductive PS/graphite composites. Polym. Adv. Technol. 2009, 20, 21–27. [Google Scholar] [CrossRef]
- Sun, Z.; Zhao, Z.K.; Zhang, Y.Y.; Li, Y.Q.; Fu, Y.Q.; Sun, B.G.; Shi, H.Q.; Huang, P.; Hu, N.; Fu, S.Y. Mechanical, tribological and thermal properties of injection molded short carbon fiber/expanded graphite/polyetherimide composites. Compos. Sci. Technol. 2021, 201, 108498. [Google Scholar] [CrossRef]
- Vasconcelos, P.V.; Lino, F.J.; Baptista, A.M.; Neto, R.J. Tribological behaviour of epoxy based composites for rapid tooling. Wear 2006, 260, 30–39. [Google Scholar] [CrossRef]
- Suh, N.P. Tribophysics; Prentice Hall: Englewood Cliffs, NJ, USA, 1986. [Google Scholar]
- Esteves, M.; Ramalho, A.; Ferreira, J.A.M.; Nobre, J.P. Tribological and mechanical behaviour of epoxy/nanoclay composites. Tribol. Lett. 2013, 52, 1–10. [Google Scholar] [CrossRef]
- Jia, Q.M.; Zheng, M.; Xu, C.Z.; Chen, H.X. The mechanical properties and tribological behavior of epoxy resin composites modified by different shape nanofillers. Polym. Adv. Technol. 2006, 17, 168–173. [Google Scholar] [CrossRef]
- Ren, Z.; Yang, Y.; Lin, Y.; Guo, Z. Tribological properties of molybdenum disulfide and helical carbon nanotube modified epoxy resin. Materials 2019, 12, 903. [Google Scholar] [CrossRef] [PubMed]
- Du, Y.; Zhang, Z.; Wang, D.; Zhang, L.; Cui, J.; Chen, Y.; Wu, M.; Kang, R.; Lu, Y.; Yu, J.; et al. Enhanced tribological properties of aligned graphene-epoxy composites. Friction 2022, 10, 854–865. [Google Scholar] [CrossRef]
- Campo, M.; Jiménez-Suárez, A.; Ureña, A. Tribological properties of different types of graphene nanoplatelets as additives for the epoxy resin. Appl. Sci. 2020, 10, 4363. [Google Scholar] [CrossRef]
- Wang, H.; Feng, J.; Hu, X.; Ng, K.M. Tribological behaviors of aligned carbon nanotube/fullerene-epoxy nanocomposites. Polym. Eng. Sci. 2008, 48, 1467–1475. [Google Scholar] [CrossRef]
- Joo, B.S.; Chang, Y.H.; Seo, H.J.; Jang, H. Effects of binder resin on tribological properties and particle emission of brake linings. Wear 2019, 434, 202995. [Google Scholar] [CrossRef]
- Hong, U.S.; Jung, S.L.; Cho, K.H.; Cho, M.H.; Kim, S.J.; Jang, H. Wear mechanism of multiphase friction materials with different phenolic resin matrices. Wear 2009, 266, 739–744. [Google Scholar] [CrossRef]
- Gurunath, P.V.; Bijwe, J. Friction and wear studies on brake-pad materials based on newly developed resin. Wear 2007, 263, 1212–1219. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Weight Addition, [%] | |
|---|---|---|
| Graphite < 10 μm | Graphite < 45 μm | |
| reference 1 | 0 | 0 |
| G10_5 | 5 | 0 |
| G10_10 | 10 | 0 |
| G10_15 | 15 | 0 |
| G10_20 | 20 | 0 |
| G45_5 | 0 | 5 |
| G45_10 | 0 | 10 |
| G45_15 | 0 | 15 |
| G45_20 | 0 | 20 |
| Sample | Share of the Area, [%] |
|---|---|
| reference | 0.00 |
| G10_5 | 4.73 |
| G10_10 | 8.22 |
| G10_15 | 13.84 |
| G10_20 | 19.77 |
| G45_5 | 3.62 |
| G45_10 | 8.66 |
| G45_15 | 13.20 |
| G45_20 | 19.27 |
| Sample | Flexural Strength, [MPa] | Standard Deviation | Young’s Modulus, [GPa] | Standard Deviation |
|---|---|---|---|---|
| reference | 91.37 | 7.51 | 3.20 | 0.10 |
| G10_5 | 63.36 | 5.17 | 2.90 | 0.18 |
| G10_10 | 62.38 | 1.54 | 2.86 | 0.22 |
| G10_15 | 57.26 | 3.17 | 3.43 | 0.52 |
| G10_20 | 44.24 | 7.07 | 3.62 | 0.56 |
| G45_5 | 55.41 | 2.80 | 2.56 | 0.04 |
| G45_10 | 54.88 | 1.62 | 3.21 | 0.20 |
| G45_15 | 52.81 | 3.81 | 3.42 | 0.48 |
| G45_20 | 49.37 | 1.56 | 3.66 | 0.21 |
| Sample | Dynamic Coefficient of Friction, μ | Standard Deviation of μ | Volume Loss, [cm3] | Mass Loss, [g] | Maximum Depth, [μm] |
|---|---|---|---|---|---|
| reference | 0.60 | 0.08 | 0.0102 | 0.0116 | 447.1 |
| G10_5 | 0.33 | 0.02 | 0.0003 | 0.0003 | 62.4 |
| G10_10 | 0.39 | 0.02 | 0.0002 | 0.0002 | 76.2 |
| G10_15 | 0.41 | 0.02 | 0.0003 | 0.0003 | 64.3 |
| G10_20 | 0.39 | 0.04 | 0.0001 | 1 × 10−4 | 74.5 |
| G45_5 | 0.42 | 0.01 | 0.0004 | 0.0005 | 65.8 |
| G45_10 | 0.41 | 0.02 | 0.0003 | 0.0003 | 67.7 |
| G45_15 | 0.36 | 0.02 | 0.0002 | 0.0002 | 65.9 |
| G45_20 | 0.38 | 0.02 | 0.0001 | 0.0001 | 72.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Smoleń, J.; Olesik, P.; Stępień, K.; Mikuśkiewicz, M.; Myalska-Głowacka, H.; Kozioł, M.; Gawron, A.; Godzierz, M. The Influence of Graphite Filler on the Self-Lubricating Properties of Epoxy Composites. Materials 2024, 17, 1308. https://doi.org/10.3390/ma17061308
Smoleń J, Olesik P, Stępień K, Mikuśkiewicz M, Myalska-Głowacka H, Kozioł M, Gawron A, Godzierz M. The Influence of Graphite Filler on the Self-Lubricating Properties of Epoxy Composites. Materials. 2024; 17(6):1308. https://doi.org/10.3390/ma17061308
Chicago/Turabian StyleSmoleń, Jakub, Piotr Olesik, Krzysztof Stępień, Marta Mikuśkiewicz, Hanna Myalska-Głowacka, Mateusz Kozioł, Anna Gawron, and Marcin Godzierz. 2024. "The Influence of Graphite Filler on the Self-Lubricating Properties of Epoxy Composites" Materials 17, no. 6: 1308. https://doi.org/10.3390/ma17061308