
The Influence of Urtica dioica and Vitis vinifera Fibers on the Thermal Properties and Flammability of Polylactide Composites




Abstract
1. Introduction
2. Materials
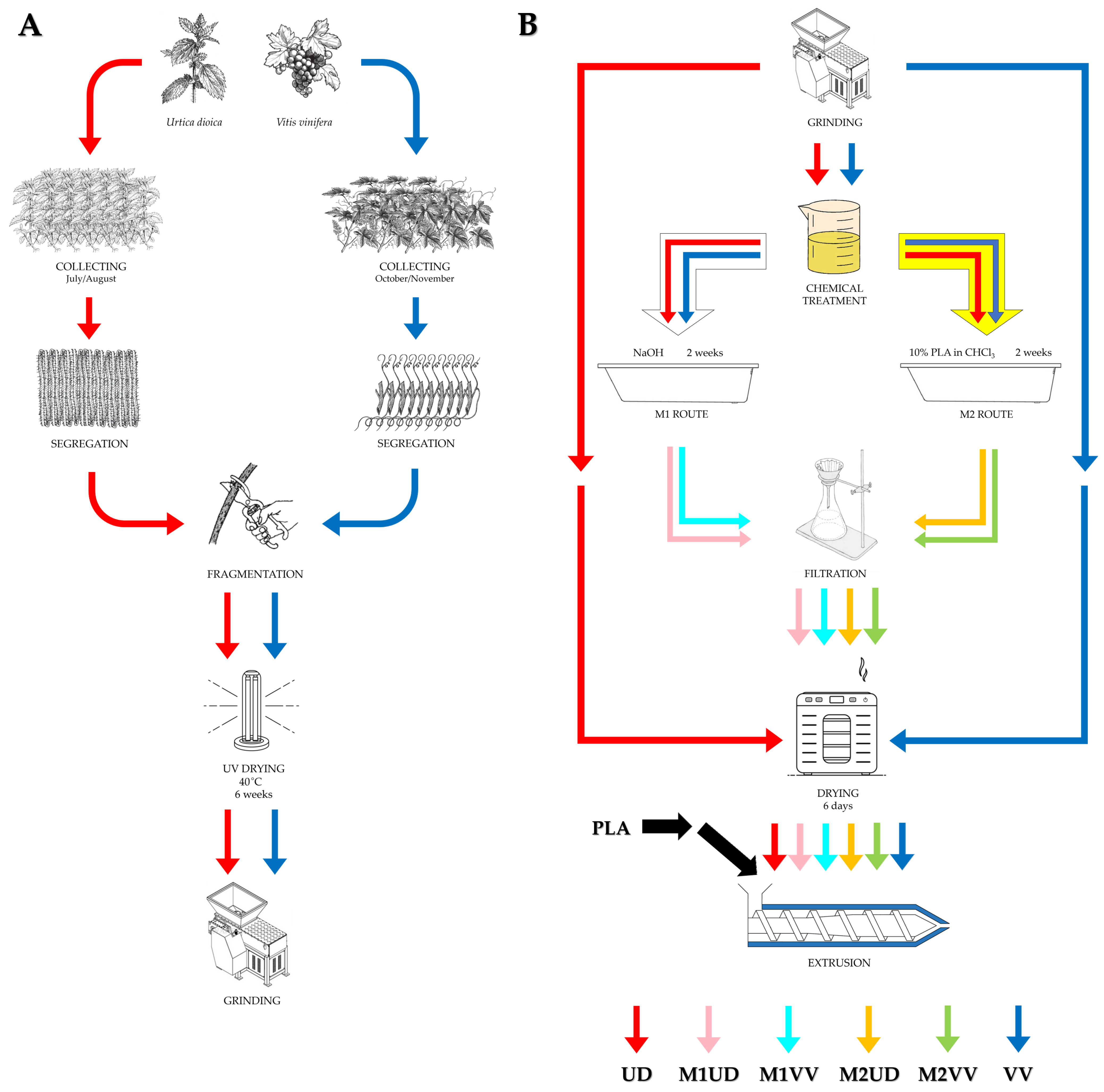
3. Samples Preparation
3.1. Natural Fibers’ Treatment
3.2. Biocomposites’ Preparation
4. Methods
- Thermal expansion coefficient of 1.3 μm/°C;
- Humidity of 30%;
- Gap width of 1.0–1.5 mm;
- Temperature range of 180–200 °C;
- Plate-to-plate measurement system;
- Shear rate of 10 1/s;
- Measurement time of 300 s.
- Heating at 25–200 °C at a rate of 10 °C/min;
- Cooling at 200–25 °C at a rate of 10 °C/min;
- Heating at 25–200 °C at a rate of 10 °C/min.
5. Results and Discussion
5.1. Rheological Tests
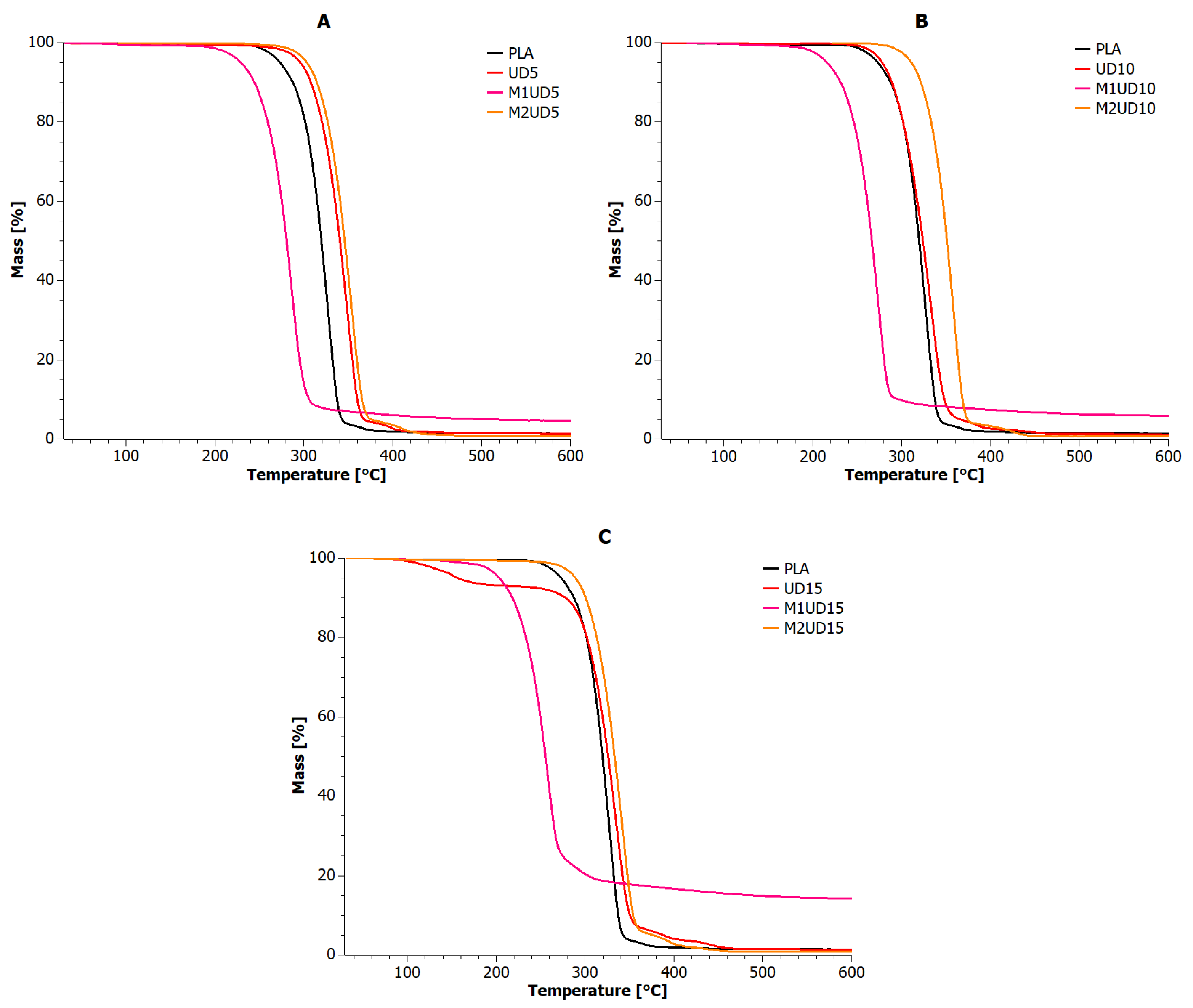
5.2. Thermogravimetric Analysis (TGA)
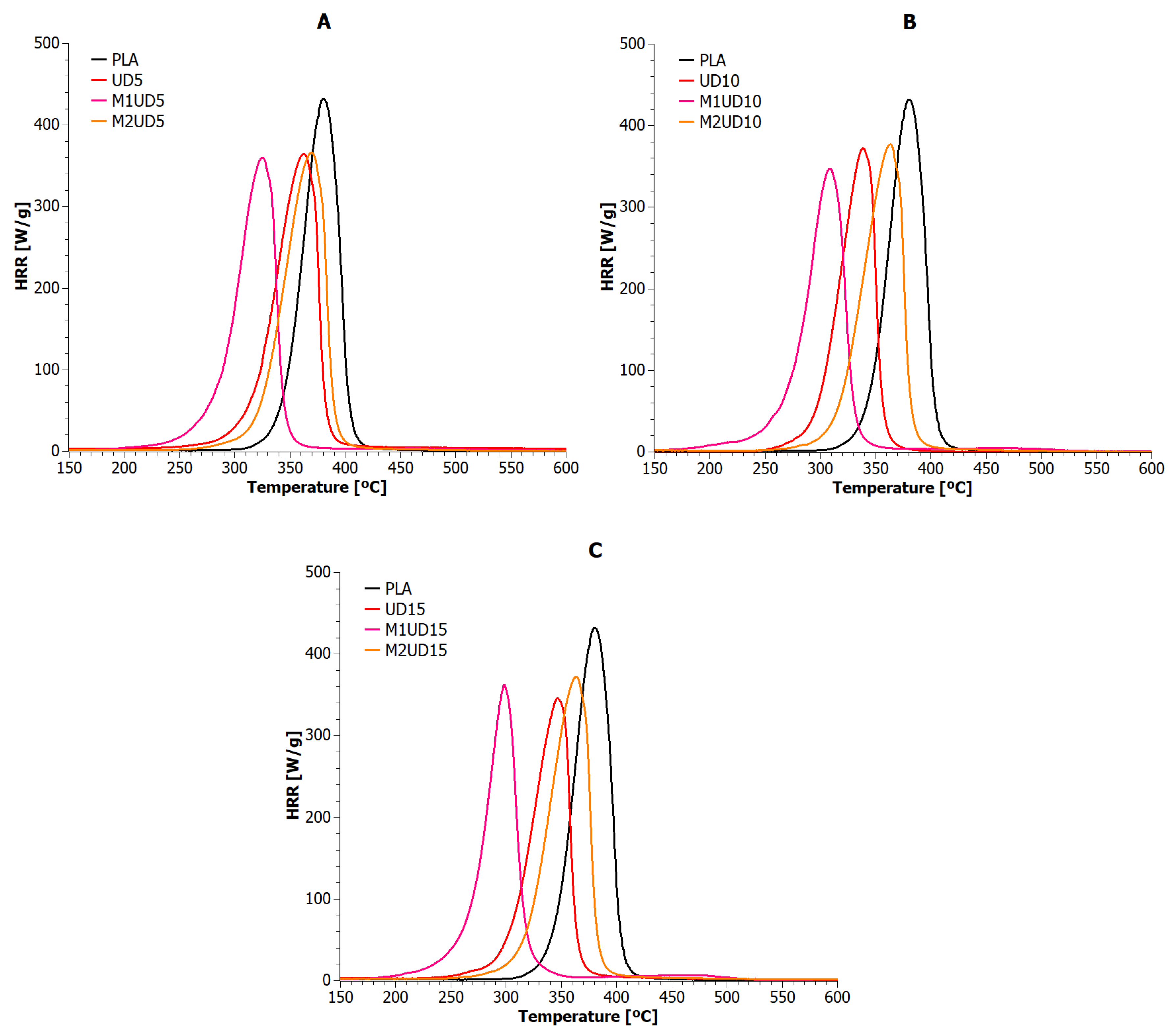
5.3. Micro Combustion Calorimetry (MCC)
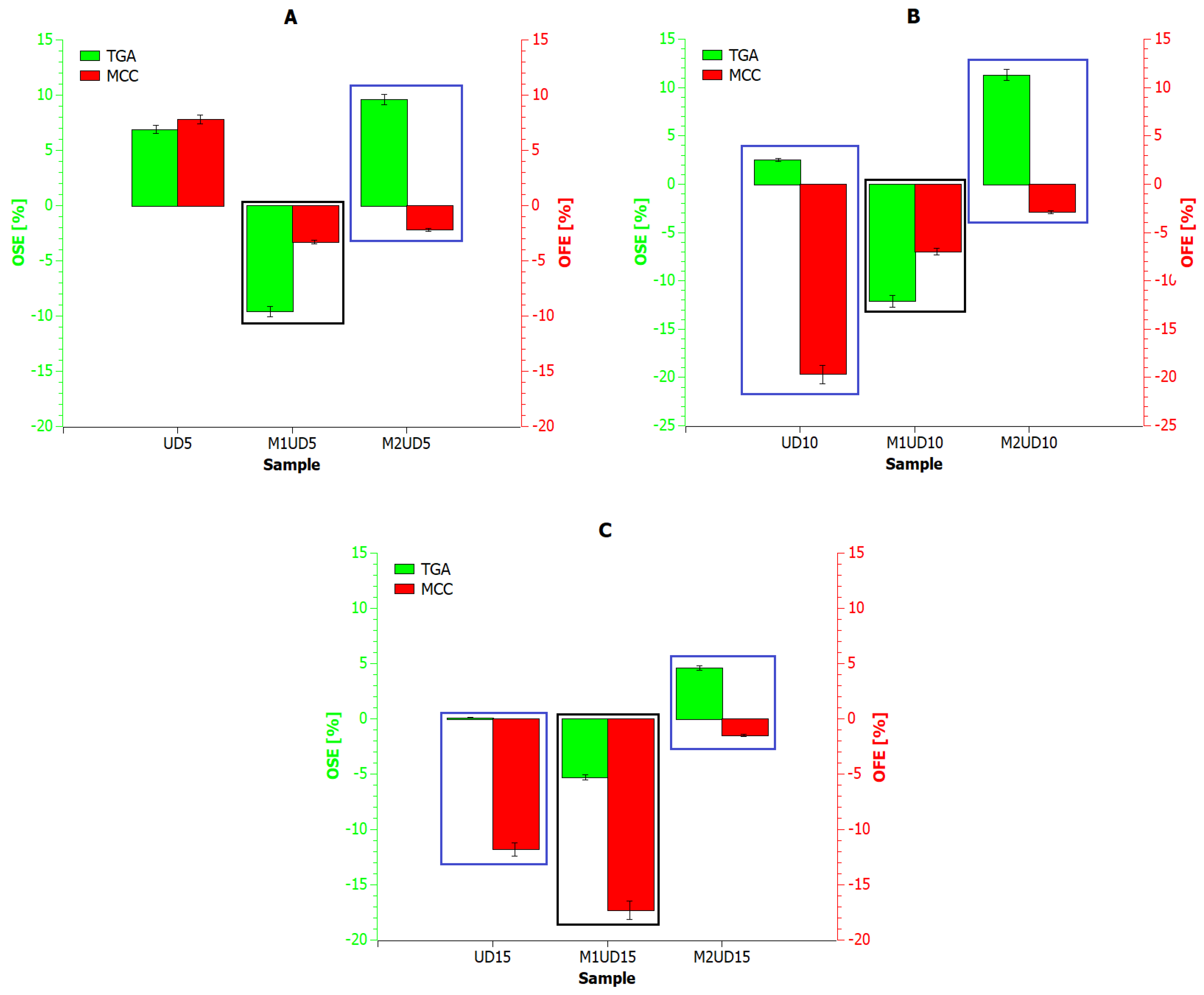
5.4. TGA vs. MCC
5.5. Differential Scanning Calorimetry (DSC)
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Global Fiber-Reinforced Polymer (FRP) Composites Market Size Booming to Touch USD 385.79 Billion by 2029. Available online: https://www.blueweaveconsulting.com/press-release/global-fiber-reinforced-polymer-frp-composites-market-size-booming-to-touch-usd-385-79-billion-by-2029 (accessed on 3 March 2024).
- Global Fiber Reinforced Polymer Composites Market to 2026—Increasing Demand in the Construction Sector Will Fuel Growth. Available online: https://www.prnewswire.com/news-releases/global-fiber-reinforced-polymer-composites-market-to-2026---increasing-demand-in-the-construction-sector-will-fuel-growth-301515870.html (accessed on 3 March 2024).
- Smarzewski, P.; Cao, M.; Khan, M.; Farooqi, M.U.; Ostrowski, K.A.; Chastre, C.; Furtak, K.; Malazdrewicz, S. Consideration of Critical Parameters for Improving the Efficiency of Concrete Structures Reinforced with FRP. Materials 2022, 15, 2774. [Google Scholar] [CrossRef]
- Camilleri, M.A. The Circular Economy’s Closed Loop and Product Service Systems for Sustainable Development: A Review and Appraisal. Sustain. Dev. 2019, 27, 530–536. [Google Scholar] [CrossRef]
- Rani, M.; Choudhary, P.; Krishnan, V.; Zafar, S. A Review on Recycling and Reuse Methods for Carbon Fiber/Glass Fiber Composites Waste from Wind Turbine Blades. Compos. B Eng. 2021, 215, 108768. [Google Scholar] [CrossRef]
- Chand, N.; Fahim, M. (Eds.) Cotton Reinforced Polymer Composites. In Tribology of Natural Fiber Polymer Composites; Woodhead Publishing: Cambridge, UK, 2008; pp. 129–161. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Gassan, J. Composites Reinforced with Cellulose Based Fibres. Prog Polym. Sci. 1999, 24, 221–274. [Google Scholar] [CrossRef]
- Bhat, A.R.; Kumar, R.; Mural, P.K.S. Natural Fiber Reinforced Polymer Composites: A Comprehensive Review of Tribo-Mechanical Properties. Tribol. Int. 2023, 189, 108978. [Google Scholar] [CrossRef]
- Senthamarai Kannan, C.; Ramesh, R.; Raviram, R.; Aadithya, M. Study of Mechanical Properties of Sustainable Biocomposite Panels Using Jute-PLA and Sisal-PLA. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Mazzanti, V.; Salzano de Luna, M.; Pariante, R.; Mollica, F.; Filippone, G. Natural Fiber-Induced Degradation in PLA-Hemp Biocomposites in the Molten State. Compos. Part A Appl. Sci. Manuf. 2020, 137, 105990. [Google Scholar] [CrossRef]
- Kian, L.K.; Saba, N.; Jawaid, M.; Sultan, M.T.H. A Review on Processing Techniques of Bast Fibers Nanocellulose and Its Polylactic Acid (PLA) Nanocomposites. Int. J. Biol. Macromol. 2019, 121, 1314–1328. [Google Scholar] [CrossRef] [PubMed]
- Mudoi, M.P.; Sinha, S.; Parthasarthy, V. Polymer Composite Material with Nettle Fiber Reinforcement: A Review. Bioresour. Technol. Rep. 2021, 16, 100860. [Google Scholar] [CrossRef]
- John, M.J.; Anandjiwala, R.D. Recent Developments in Chemical Modification and Characterization of Natural Fiber-Reinforced Composites. Polym. Compos. 2008, 29, 187–207. [Google Scholar] [CrossRef]
- Aziz, S.H.; Ansell, M.P. The Effect of Alkalization and Fibre Alignment on the Mechanical and Thermal Properties of Kenaf and Hemp Bast Fibre Composites: Part 1—Polyester Resin Matrix. Compos. Sci. Technol. 2004, 64, 1219–1230. [Google Scholar] [CrossRef]
- Noori, A.; Lu, Y.; Saffari, P.; Liu, J.; Ke, J. The Effect of Mercerization on Thermal and Mechanical Properties of Bamboo Fibers as a Biocomposite Material: A Review. Constr. Build. Mater. 2021, 279, 122519. [Google Scholar] [CrossRef]
- Kaewkuk, S.; Sutapun, W.; Jarukumjorn, K. Effects of Interfacial Modification and Fiber Content on Physical Properties of Sisal Fiber/Polypropylene Composites. Compos. B Eng. 2013, 45, 544–549. [Google Scholar] [CrossRef]
- Mazzanti, V.; Pariante, R.; Bonanno, A.; Ruiz de Ballesteros, O.; Mollica, F.; Filippone, G. Reinforcing Mechanisms of Natural Fibers in Green Composites: Role of Fibers Morphology in a PLA/Hemp Model System. Compos. Sci. Technol. 2019, 180, 51–59. [Google Scholar] [CrossRef]
- Manshor, M.R.; Anuar, H.; Nur Aimi, M.N.; Ahmad Fitrie, M.I.; Wan Nazri, W.B.; Sapuan, S.M.; El-Shekeil, Y.A.; Wahit, M.U. Mechanical, Thermal and Morphological Properties of Durian Skin Fibre Reinforced PLA Biocomposites. Mater. Des. 2014, 59, 279–286. [Google Scholar] [CrossRef]
- Fang, X.; Li, Y.; Zhao, J.; Xu, J.; Li, C.; Liu, J.; Liu, Y.; Guo, H. Improved Interfacial Performance of Bamboo Fibers/Polylactic Acid Composites Enabled by a Self-Supplied Bio-Coupling Agent Strategy. J. Clean. Prod. 2022, 380, 134719. [Google Scholar] [CrossRef]
- Komisarz, K.; Majka, T.M.; Pielichowski, K. Chemical and Physical Modification of Lignin for Green Polymeric Composite Materials. Materials 2022, 16, 16. [Google Scholar] [CrossRef]
- Komisarz, K.; Majka, T.M.; Pielichowski, K. Chemical Transformation of Lignosulfonates to Lignosulfonamides with Improved Thermal Characteristics. Fibers 2022, 10, 20. [Google Scholar] [CrossRef]
- Komisarz, K.; Majka, T.M.; Kurczab, M.; Pielichowski, K. Synthesis and Characterization of Thermally Stable Lignosulfonamides. Molecules 2022, 27, 7231. [Google Scholar] [CrossRef] [PubMed]
- Majka, T.M. The Influence of Amino Chain Length and Calcium Lignosulfonate Modification on Lignosulfonamides Flammability and Thermal Stability. Polimery 2023, 68, 544–554. [Google Scholar] [CrossRef]
- Budtova, T.; Navard, P. Cellulose in NaOH–Water Based Solvents: A Review. Cellulose 2015, 23, 5–55. [Google Scholar] [CrossRef]
- Verma, D.; Goh, K.L. Effect of Mercerization/Alkali Surface Treatment of Natural Fibres and Their Utilization in Polymer Composites: Mechanical and Morphological Studies. J. Compos. Sci. 2021, 5, 175. [Google Scholar] [CrossRef]
- Padmavathi, T.; Naidu, S.V.; Rao, R.M.V.G.K. Studies on Mechanical Behavior of Surface Modified Sisal Fibre—Epoxy Composites. J. Reinf. Plast. Compos. 2012, 31, 519–532. [Google Scholar] [CrossRef]
- Boumaaza, M.; Belaadi, A.; Bourchak, M. The Effect of Alkaline Treatment on Mechanical Performance of Natural Fibers-Reinforced Plaster: Optimization Using RSM. J. Nat. Fibers 2021, 18, 2220–2240. [Google Scholar] [CrossRef]
- Pothan, L.A.; George, J.; Thomas, S. Effect of Fiber Surface Treatments on the Fiber–Matrix Interaction in Banana Fiber Reinforced Polyester Composites. Compos. Interfaces 2002, 9, 335–353. [Google Scholar] [CrossRef]
- Bismarck, A.; Mohanty, A.K.; Aranberri-Askargorta, I.; Czapla, S.; Misra, M.; Hinrichsen, G.; Springer, J. Surface Characterization of Natural Fibers; Surfaceproperties and the Water up-Take Behavior of Modified Sisal and Coirfibers. Green Chem. 2001, 003, 100–107. [Google Scholar] [CrossRef]
- Bodros, E.; Baley, C. Study of the Tensile Properties of Stinging Nettle Fibres (Urtica dioica). Mater. Lett. 2008, 62, 2143–2145. [Google Scholar] [CrossRef]
- Fischer, H.; Werwein, E.; Graupner, N. Nettle Fibre (Urtica dioica L.) Reinforced Poly(Lactic Acid): A First Approach. J. Compos. Mater. 2012, 46, 3077–3087. [Google Scholar] [CrossRef]
- Paukszta, D.; Mańkowski, J.; Kołodziej, J.; Szostak, M. Polypropylene (PP) Composites Reinforced with Stinging Nettle (Utrica dioica L.) Fiber. J. Nat. Fibers 2013, 10, 147–158. [Google Scholar] [CrossRef]
- Bogard, F.; Bach, T.; Bogard, V.; Beaumont, F.; Murer, S.; Bliard, C.; Polidori, G. Mechanical Properties of a PLA/Nettle Agro-Composite with 10% Oriented Fibers. Appl. Sci. 2022, 12, 9835. [Google Scholar] [CrossRef]
- Kumar, N.; Das, D. Fibrous Biocomposites from Nettle (Girardinia diversifolia) and Poly(Lactic Acid) Fibers for Automotive Dashboard Panel Application. Compos. B Eng. 2017, 130, 54–63. [Google Scholar] [CrossRef]
- Chen, X.; Ren, J.; Zhang, N.; Gu, S.; Li, J. Effects of Heat Treatment on the Thermal and Mechanical Properties of Ramie Fabric-Reinforced Poly(Lactic Acid) Biocomposites. J. Reinf. Plast. Compos. 2014, 34, 28–36. [Google Scholar] [CrossRef]
- Nandi, P.; Das, D. Mechanical, Thermo-Mechanical and Biodegradation Behaviors of Green-Composites Prepared from Woven Structural Nettle (Girardinia diversifolia) Reinforcement and Poly(Lactic Acid) Fibers. Ind. Crops Prod. 2022, 175, 114247. [Google Scholar] [CrossRef]
- Suarsana, I.; Suryawan, I.; Suardana, N.; Winaya, S.; Soenoko, R.; Suyasa, B.; Sunu, W.; Rasta, M.; Suarsana, I.; Suryawan, I.; et al. Flexural Strength of Hybrid Composite Resin Epoxy Reinforced Stinging Nettle Fiber with Silane Chemical Treatment. AIMS Mater. Sci. 2021, 8, 185–199. [Google Scholar] [CrossRef]
- Ashothaman, A.; Sudha, J.; Senthilkumar, N. A Comprehensive Review on Biodegradable Polylactic Acid Polymer Matrix Composite Material Reinforced with Synthetic and Natural Fibers. Mater. Today Proc. 2023, 80, 2829–2839. [Google Scholar] [CrossRef]
- Ali, W.; Mehboob, A.; Han, M.G.; Chang, S.H. Novel Biodegradable Hybrid Composite of Polylactic Acid (PLA) Matrix Reinforced by Bioactive Glass (BG) Fibres and Magnesium (Mg) Wires for Orthopaedic Application. Compos. Struct. 2020, 245, 112322. [Google Scholar] [CrossRef]
- Hoque, M.; Janaswamy, S. Biodegradable Packaging Films from Banana Peel Fiber. Sustain. Chem. Pharm. 2024, 37, 101400. [Google Scholar] [CrossRef]
- kumar Gurajala, N.; Neelapala, R.; Vinay Kumar, A.; Kumar Manikanta Sai, Y.; Eswara Manikanta, J. Biodegradable Polymer Reinforced Natural Fiber Composition for Mechanical Properties: A Review. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Kajbič, J.; Fajdiga, G.; Klemenc, J. Material Extrusion 3D Printing of Biodegradable Composites Reinforced with Continuous Flax Fibers. J. Mater. Res. Technol. 2023, 27, 3610–3620. [Google Scholar] [CrossRef]
- Hazrol, M.D.; Sapuan, S.M.; Ilyas, R.A.; Zainudin, E.S.; Zuhri, M.Y.M.; Abdul, N.I. Effect of Corn Husk Fibre Loading on Thermal and Biodegradable Properties of Kenaf/Cornhusk Fibre Reinforced Corn Starch-Based Hybrid Composites. Heliyon 2023, 9, e15153. [Google Scholar] [CrossRef] [PubMed]
- Rajesh, M.; Balaji, K. Evaluation Properties of Areca Fiber Reinforced Biodegradable Composite Material. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Shrivastava, A.; Dondapati, S. Biodegradable Composites Based on Biopolymers and Natural Bast Fibres: A Review. Mater. Today Proc. 2021, 46, 1420–1428. [Google Scholar] [CrossRef]
- Raju, J.S.N.; Depoures, M.V.; Kumaran, P. Comprehensive Characterization of Raw and Alkali (NaOH) Treated Natural Fibers from Symphirema Involucratum Stem. Int. J. Biol. Macromol. 2021, 186, 886–896. [Google Scholar] [CrossRef]
- Chen, F.; Zhu, J.; Yang, Y.; Wang, L. Assessing Environmental Impact of Textile Production with Water Alkalization Footprint. Sci. Total Environ. 2020, 719, 137522. [Google Scholar] [CrossRef]
- Montreuil, A.; Mertz, G.; Bardon, J.; Guillot, J.; Grysan, P.; Addiego, F. Flax Fiber Treatment by an Alkali Solution and Poly(Dopamine) Coating: Effects on the Fiber Physico-Chemistry and Flax/Elium® Composite Interfacial Properties. Compos. Part A Appl. Sci. Manuf. 2024, 177, 107963. [Google Scholar] [CrossRef]
- Hidalgo-Salazar, M.A.; Correa, J.P. Mechanical and Thermal Properties of Biocomposites from Nonwoven Industrial Fique Fiber Mats with Epoxy Resin and Linear Low Density Polyethylene. Results Phys. 2018, 8, 461–467. [Google Scholar] [CrossRef]
- Gutiérrez, M.C.; De Paoli, M.A.; Felisberti, M.I. Cellulose Acetate and Short Curauá Fibers Biocomposites Prepared by Large Scale Processing: Reinforcing and Thermal Insulating Properties. Ind. Crops Prod. 2014, 52, 363–372. [Google Scholar] [CrossRef]
- Kovacevic, Z.; Bischof, S.; Fan, M. The Influence of Spartium junceum L. Fibres Modified with Montmorrilonite Nanoclay on the Thermal Properties of PLA Biocomposites. Compos. B Eng. 2015, 78, 122–130. [Google Scholar] [CrossRef]
- Shukor, F.; Hassan, A.; Saiful Islam, M.; Mokhtar, M.; Hasan, M. Effect of Ammonium Polyphosphate on Flame Retardancy, Thermal Stability and Mechanical Properties of Alkali Treated Kenaf Fiber Filled PLA Biocomposites. Mater. Des. 2014, 54, 425–429. [Google Scholar] [CrossRef]
- Ao, X.; Vázquez-López, A.; Mocerino, D.; González, C.; Wang, D.Y. Flame Retardancy and Fire Mechanical Properties for Natural Fiber/Polymer Composite: A Review. Compos. B Eng. 2024, 268, 111069. [Google Scholar] [CrossRef]
- Neto, J.S.S.; de Queiroz, H.F.M.; Aguiar, R.A.A.; Banea, M.D. A Review on the Thermal Characterisation of Natural and Hybrid Fiber Composites. Polymers 2021, 13, 4425. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, Q.; Zhang, D. Fire-Safe Biobased Composites: Enhancing the Applicability of Biocomposites with Improved Fire Performance. Fire 2023, 6, 229. [Google Scholar] [CrossRef]
- Chandramohan, P.; Kalimuthu, M.; Subramanian, K.; Nagarajan, R.; Muhammed, F.F.; Al-Lohedan, H.A.; Krishnan, K. Mechanical and Thermo-Mechanical Behaviors of Snake Grass Fiber-Reinforced Epoxy Composite. Bioresources 2024, 19, 1119–1135. [Google Scholar] [CrossRef]
- Karuppasamy, K.; Ranganathan, B. Development of Sustainable Polyester Biocomposites Using Lansium Parasiticum Fruit Shell Powder and Hemp Chopped Fibre: Mechanical, Wear, Hydrophobic and Flammability Behaviour. Biomass. Convers. Biorefin. 2024, 14, 5745–5758. [Google Scholar] [CrossRef]
- Kılıç, İ.; Avcı, B.; Atar, İ.; Korkmaz, N.; Yılmaz, G.; Mengeloğlu, F. Utilization of Flours from Hemp Stalks as Reinforcement in Polypropylene Matrix. Bioresources 2024, 19, 1494–1516. [Google Scholar] [CrossRef]
- Pari, L.; Baraniecki, P.; Kaniewski, R.; Scarfone, A. Harvesting Strategies of Bast Fiber Crops in Europe and in China. Ind. Crops Prod. 2015, 68, 90–96. [Google Scholar] [CrossRef]
- Kozłowski, R.M.; Mackiewicz-Talarczyk, M. Introduction to Natural Textile Fibres. In Handbook of Natural Fibres, 2nd ed.; Woodhead Publishing: Cambridge, UK, 2020; Volume 1, pp. 1–13. [Google Scholar] [CrossRef]
- Bacci, L.; Baronti, S.; Predieri, S.; di Virgilio, N. Fiber Yield and Quality of Fiber Nettle (Urtica dioica L.) Cultivated in Italy. Ind. Crops Prod. 2009, 29, 480–484. [Google Scholar] [CrossRef]
- Lukešová, H.; Palau, A.S.; Holst, B. Identifying Plant Fibre Textiles from Norwegian Merovingian Period and Viking Age Graves: The Late Iron Age Collection of the University Museum of Bergen. J. Archaeol. Sci. Rep. 2017, 13, 281–285. [Google Scholar] [CrossRef]
- Vogl, C.R.; Hartl, A. Production and Processing of Organically Grown Fiber Nettle (Urtica dioica L.) and Its Potential Use in the Natural Textile Industry: A Review. Am. J. Altern. Agric. 2003, 18, 119–128. [Google Scholar] [CrossRef]
- Biagini, B.; De Lorenzis, G.; Scienza, A.; Failla, O.; Imazio, S.; Maghradze, D. Wild Grapevine (Vitis vinifera L. Subsp. Sylvestris (Gmelin) Hegi) in Italy: Distribution and Preliminary Genetic Analysis. Acta Hortic. 2012, 948, 211–216. [Google Scholar] [CrossRef]
- Niang, B.; Schiavone, N.; Askanian, H.; Ndiaye, D.; Verney, V.; Niang, B.; Schiavone, N.; Askanian, H.; Ndiaye, D.; Verney, V. Morphological, Rheological and Mechanical Properties of Pla-Typha Based Biocomposites. Open J. Compos. Mater. 2021, 11, 111–122. [Google Scholar] [CrossRef]
- Bodros, E.; Pillin, I.; Montrelay, N.; Baley, C. Could Biopolymers Reinforced by Randomly Scattered Flax Fibre Be Used in Structural Applications? Compos. Sci. Technol. 2007, 67, 462–470. [Google Scholar] [CrossRef]
- Akti, F. Catalytic Degradation of Polylactic Acid over Al2O3@SiO2 Core–Shell Catalysts. J. Polym. Environ. 2021, 29, 2236–2247. [Google Scholar] [CrossRef]
- Luo, H.; Xiong, G.; Ma, C.; Chang, P.; Yao, F.; Zhu, Y.; Zhang, C.; Wan, Y. Mechanical and Thermo-Mechanical Behaviors of Sizing-Treated Corn Fiber/Polylactide Composites. Polym. Test 2014, 39, 45–52. [Google Scholar] [CrossRef]
- Sangeetha, V.H.; Valapa, R.B.; Nayak, S.K.; Varghese, T.O. Investigation on the Influence of EVA Content on the Mechanical and Thermal Characteristics of Poly(Lactic Acid) Blends. J. Polym. Environ. 2018, 26, 1–14. [Google Scholar] [CrossRef]
- Majka, T.M.; Bartyzel, O.; Raftopoulos, K.N.; Pagacz, J.; Pielichowski, K. Examining the Influence of Re–Used Nanofiller—Pyrolyzed Montmorillonite, on the Thermal Properties of Polypropylene–Based Engineering Nanocomposites. Materials 2019, 12, 2636. [Google Scholar] [CrossRef] [PubMed]
- Majka, T.M.; Leszczyńska, A.; Kandola, B.K.; Pornwannachai, W.; Pielichowski, K. Modification of Organo-Montmorillonite with Disodium H-Phosphonate to Develop Flame Retarded Polyamide 6 Nanocomposites. Appl. Clay Sci. 2017, 139, 28–39. [Google Scholar] [CrossRef]
- Majka, T.M.; Bartyzel, O.; Raftopoulos, K.N.; Pagacz, J.; Leszczyńska, A.; Pielichowski, K. Recycling of Polypropylene/Montmorillonite Nanocomposites by Pyrolysis. J. Anal. Appl. Pyrolysis 2016, 119, 1–7. [Google Scholar] [CrossRef]
- Tábi, T.; Hajba, S.; Kovács, J.G. Effect of Crystalline Forms (A′ and α) of Poly(Lactic Acid) on Its Mechanical, Thermo-Mechanical, Heat Deflection Temperature and Creep Properties. Eur. Polym. J. 2016, 82, 232–243. [Google Scholar] [CrossRef]
- Bourgeois, C.; Leclerc, É.A.; Corbin, C.; Doussot, J.; Serrano, V.; Vanier, J.R.; Seigneuret, J.M.; Auguin, D.; Pichon, C.; Lainé, É.; et al. Nettle (Urtica dioica L.) as a Source of Antioxidant and Anti-Aging Phytochemicals for Cosmetic Applications. C. R. Chim. 2016, 19, 1090–1100. [Google Scholar] [CrossRef]
- Kregiel, D.; Pawlikowska, E.; Antolak, H. Urtica Spp.: Ordinary Plants with Extraordinary Properties. Molecules 2018, 23, 1664. [Google Scholar] [CrossRef] [PubMed]
- Al-Tameme, H.J.; Hadi, M.Y.; Hameed, I.H. Phytochemical Analysis of Urtica dioica Leaves by Fourier-Transform Infrared Spectroscopy and Gas Chromatography-Mass Spectrometry. J. Pharmacogn. Phytother. 2015, 7, 238–252. [Google Scholar] [CrossRef]
- Khalili, N.; Fereydoonzadeh, R.; Mohtashami, R.; Mehrzadi, S.; Heydari, M.; Huseini, H.F. Silymarin, Olibanum, and Nettle, A Mixed Herbal Formulation in the Treatment of Type II Diabetes: A Randomized, Double-Blind, Placebo-Controlled, Clinical Trial. J. Evid. Based Complement. Altern. Med. 2017, 22, 603–608. [Google Scholar] [CrossRef]
- Asaduzzaman, A.K.M.; Chun, B.-S.; Kabir, S.R. Vitis vinifera Assisted Silver Nanoparticles with Antibacterial and Antiproliferative Activity against Ehrlich Ascites Carcinoma Cells. J. Nanoparticles 2016, 2016, 6898926. [Google Scholar] [CrossRef]
- Luchese, C.L.; Engel, J.B.; Tessaro, I.C. A Review on the Mercerization of Natural Fibers: Parameters and Effects. Korean J. Chem. Eng. 2024, 1–17. [Google Scholar] [CrossRef]
- Mwaikambo, L.Y.; Ansell, M.P. Chemical Modification of Hemp, Sisal, Jute, and Kapok Fibers by Alkalization. J. Appl. Polym. Sci. 2002, 84, 2222–2234. [Google Scholar] [CrossRef]
- Prem Kumar, N.; Chellapandian, M.; Arunachelam, N.; Vincent, P. Effect of Mercerization on the Chemical Characteristics of Plant-Based Natural Fibers. Mater. Today Proc. 2022, 68, 1201–1207. [Google Scholar] [CrossRef]
- Goda, K.; Sreekala, M.S.; Gomes, A.; Kaji, T.; Ohgi, J. Improvement of Plant Based Natural Fibers for Toughening Green Composites—Effect of Load Application during Mercerization of Ramie Fibers. Compos. Part A Appl. Sci. Manuf. 2006, 37, 2213–2220. [Google Scholar] [CrossRef]
- Rippon, J.A.; Evans, D.J. Improving the Properties of Natural Fibres by Chemical Treatments. In Handbook of Natural Fibres; Volume 2: Processing and Applications; Woodhead Publishing: Cambridge, UK, 2020; pp. 245–321. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Biocomposites Reinforced with Natural Fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Selected Keywords | Number of Phrases in Scopus |
|---|---|
| Step no 1 | |
| natural fibers, thermal properties | 5873 |
| natural fibers, flammability | 383 |
| natural fibers, biopolymer | 1561 |
| natural fibers, Urtica dioica | 35 |
| natural fibers, Vitis vinifera | 16 |
| Step no 2 | |
| natural fibers, biopolymer, thermal properties | 266 |
| natural fibers, biopolymer, flammability | 19 |
| Extruder | |||||||
|---|---|---|---|---|---|---|---|
| Temperature [°C] | Heating zones | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | Die | |
| 180 | 180 | 185 | 190 | 195 | 200 | 200 | |
| Degassing | - | - | - | - | Yes | - | - |
| Screws speed [rpm] | 150 | ||||||
| Feed capacity [%] | 5 | ||||||
| Cooling bath | |||||||
| Temperature [°C] | 20 | ||||||
| No. | Type of Fiber | Route of Modification | Name of Matrix | Filling Percentage [%] | Composite Designation | Color on Figures |
|---|---|---|---|---|---|---|
| 1 | - | - | PLA | - | PLA | Black |
| 2 | Urtica dioica | - | 5 | UD5 | Red | |
| 3 | 10 | UD10 | ||||
| 4 | 15 | UD15 | ||||
| 5 | M1 | 5 | M1UD5 | Pink | ||
| 6 | 10 | M1UD10 | ||||
| 7 | 15 | M1UD15 | ||||
| 8 | M2 | 5 | M2UD5 | Orange | ||
| 9 | 10 | M2UD10 | ||||
| 10 | 15 | M2UD15 | ||||
| 11 | Vitis vinifera | - | 5 | VV5 | Blue | |
| 12 | 10 | VV10 | ||||
| 13 | 15 | VV15 | ||||
| 14 | M1 | 5 | M1VV5 | Cyan | ||
| 15 | 10 | M1VV10 | ||||
| 16 | 15 | M1VV15 | ||||
| 17 | M2 | 5 | M2VV5 | Green | ||
| 18 | 10 | M2VV10 | ||||
| 19 | 15 | M2VV15 |
| Sample | η at 180 °C [Pas] | η at 185 °C [Pas] | η at 190 °C [Pas] | η at 195 °C [Pas] | η at 200 °C [Pas] |
|---|---|---|---|---|---|
| PLA | 786.6 | 485.7 | 349.8 | 285.6 | 145.2 |
| UD5 | 281.3 | 1412.9 | 1616.8 | 1432.3 | 1167.4 |
| UD10 | 152.5 | 725.5 | 702.6 | 709.5 | 769.0 |
| UD15 | 152.9 | 860.5 | 659.4 | 576.3 | 545.7 |
| M1UD5 | 156.8 | 499.3 | 507.0 | 491.5 | 446.2 |
| M1UD10 | 98.6 | 127.0 | 82.5 | 53.0 | 40.9 |
| M1UD15 | 87.3 | 90.7 | 64.4 | 48.6 | 38.1 |
| M2UD5 | 239.9 | 282.8 | 381.3 | 1138.9 | 1629.9 |
| M2UD10 | 354.5 | 1592.2 | 1617.4 | 1327.5 | 1116.0 |
| M2UD15 | 96.5 | 878.7 | 1110.6 | 974.3 | 836.3 |
| VV5 | 103.0 | 753.6 | 906.8 | 939.8 | 914.9 |
| VV10 | 347.8 | 454.1 | 649.1 | 258.3 | 7.8 |
| VV15 | 223.9 | 308.4 | 112.0 | 88.4 | 93.9 |
| M1VV5 | 45.3 | 46.3 | 39.9 | 33.1 | 27.2 |
| M1VV10 | 11.8 | 11.7 | 10.4 | 9.2 | 7.9 |
| M1VV15 | 11.9 | 11.9 | 11.5 | 10.2 | 8.4 |
| M2VV5 | 714.1 | 628.3 | 330.6 | 303.6 | 313.1 |
| M2VV10 | 693.3 | 509.2 | 488.4 | 345.8 | 111.6 |
| M2VV15 | 386.5 | 529.6 | 422.9 | 368.0 | 185.1 |
| Sample | T5% [°C] | T10% [°C] | T20% [°C] | T50% [°C] | TMAX [°C] | Residue at 600 °C [%] |
|---|---|---|---|---|---|---|
| PLA | 273 | 287 | 301 | 319 | 326 | 1.44 |
| UD5 | 296 | 308 | 320 | 340 | 349 | 1.40 |
| UD10 | 278 | 288 | 302 | 323 | 334 | 1.09 |
| UD15 | 156 | 278 | 302 | 325 | 334 | 1.34 |
| M1UD5 | 229 | 244 | 259 | 280 | 286 | 4.60 |
| M1UD10 | 216 | 231 | 246 | 266 | 275 | 5.83 |
| M1UD15 | 204 | 218 | 233 | 255 | 260 | 14.24 |
| M2UD5 | 303 | 314 | 326 | 345 | 353 | 0.86 |
| M2UD10 | 311 | 321 | 333 | 350 | 357 | 0.79 |
| M2UD15 | 289 | 301 | 313 | 333 | 342 | 0.89 |
| VV5 | 272 | 281 | 292 | 312 | 316 | 1.38 |
| VV10 | 272 | 285 | 300 | 315 | 319 | 1.06 |
| VV15 | 270 | 280 | 294 | 315 | 321 | 1.15 |
| M1VV5 | 234 | 249 | 263 | 285 | 293 | 3.26 |
| M1VV10 | 230 | 244 | 257 | 275 | 282 | 5.45 |
| M1VV15 | 218 | 234 | 246 | 265 | 272 | 7.55 |
| M2VV5 | 276 | 285 | 296 | 315 | 321 | 1.42 |
| M2VV10 | 305 | 314 | 324 | 340 | 345 | 0.87 |
| M2VV15 | 309 | 319 | 330 | 345 | 353 | 0.50 |
| Sample | PHRR [W/g] | TTI | TOF | Combustion Time [s] | ||
|---|---|---|---|---|---|---|
| [s] | [°C] | [s] | [°C] | |||
| PLA | 432 | 303 | 342 | 370 | 407 | 67 |
| UD5 | 364 | 265 | 311 | 340 | 385 | 75 |
| UD10 | 372 | 245 | 294 | 312 | 358 | 67 |
| UD15 | 346 | 250 | 301 | 315 | 365 | 65 |
| M1UD5 | 360 | 239 | 278 | 309 | 347 | 70 |
| M1UD10 | 347 | 227 | 268 | 295 | 335 | 68 |
| M1UD15 | 362 | 216 | 265 | 271 | 320 | 55 |
| M2UD5 | 366 | 277 | 318 | 353 | 392 | 76 |
| M2UD10 | 377 | 277 | 312 | 349 | 382 | 72 |
| M2UD15 | 372 | 278 | 315 | 348 | 382 | 70 |
| VV5 | 352 | 275 | 327 | 349 | 400 | 74 |
| VV10 | 352 | 296 | 327 | 371 | 400 | 75 |
| VV15 | 352 | 282 | 327 | 353 | 396 | 71 |
| M1VV5 | 344 | 233 | 280 | 309 | 355 | 76 |
| M1VV10 | 373 | 227 | 273 | 283 | 328 | 56 |
| M1VV15 | 351 | 223 | 259 | 280 | 316 | 57 |
| M2VV5 | 394 | 301 | 338 | 373 | 408 | 72 |
| M2VV10 | 365 | 292 | 336 | 364 | 405 | 72 |
| M2VV15 | 382 | 283 | 332 | 354 | 401 | 71 |
| Sample | Qmax [W/g] | T5% | T95% | FGC [J/gK] | ηc [J/gK] | hc [kJ/g] | ||
|---|---|---|---|---|---|---|---|---|
| [s] | [K] | [s] | [K] | |||||
| PLA | 432 | 301 | 614 | 365 | 673 | 353.93 | 481.11 | 17.70 |
| UD5 | 364 | 248 | 567 | 419 | 743 | 179.33 | 401.22 | 19.07 |
| UD10 | 372 | 247 | 569 | 304 | 623 | 318.16 | 409.53 | 14.21 |
| UD15 | 346 | 229 | 552 | 320 | 644 | 231.79 | 374.76 | 15.61 |
| M1UD5 | 360 | 222 | 534 | 316 | 629 | 252.18 | 395.63 | 17.11 |
| M1UD10 | 347 | 200 | 514 | 307 | 623 | 227.03 | 381.93 | 16.45 |
| M1UD15 | 362 | 190 | 513 | 287 | 611 | 217.45 | 395.15 | 14.64 |
| M2UD5 | 366 | 274 | 588 | 349 | 661 | 297.32 | 399.51 | 17.30 |
| M2UD10 | 377 | 274 | 582 | 346 | 652 | 305.63 | 421.16 | 17.18 |
| M2UD15 | 372 | 270 | 580 | 353 | 661 | 277.63 | 413.68 | 17.44 |
| VV5 | 352 | 270 | 595 | 349 | 673 | 286.83 | 382.91 | 17.75 |
| VV10 | 352 | 294 | 598 | 370 | 672 | 289.92 | 392.66 | 17.28 |
| VV15 | 352 | 275 | 593 | 352 | 668 | 274.86 | 388.10 | 16.49 |
| M1VV5 | 344 | 225 | 545 | 320 | 641 | 251.61 | 376.71 | 17.49 |
| M1VV10 | 373 | 210 | 529 | 417 | 742 | 141.55 | 410.61 | 15.68 |
| M1VV15 | 351 | 207 | 517 | 434 | 748 | 133.55 | 390.93 | 15.02 |
| M2VV5 | 394 | 298 | 609 | 390 | 703 | 249.33 | 439.94 | 18.09 |
| M2VV10 | 365 | 280 | 596 | 388 | 707 | 226.29 | 402.00 | 18.31 |
| M2VV15 | 382 | 273 | 595 | 354 | 674 | 288.38 | 417.83 | 17.96 |
| Sample | Tg [°C] | Tcc [°C] | Tm [°C] | ∆Hm [J/g] | Tc [°C] | Xc [%] |
|---|---|---|---|---|---|---|
| PLA | 63 | 122 | 154 | 10 | 119 | 11 |
| M1UD10 | 58 | 111 | 147 | 21 | 115 | 23 |
| M1VV10 | 57 | 111 | 148 | 29 | 113 | 32 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Majka, T.M.; Piech, R.; Piechaczek, M.; Ostrowski, K.A. The Influence of Urtica dioica and Vitis vinifera Fibers on the Thermal Properties and Flammability of Polylactide Composites. Materials 2024, 17, 1256. https://doi.org/10.3390/ma17061256
Majka TM, Piech R, Piechaczek M, Ostrowski KA. The Influence of Urtica dioica and Vitis vinifera Fibers on the Thermal Properties and Flammability of Polylactide Composites. Materials. 2024; 17(6):1256. https://doi.org/10.3390/ma17061256
Chicago/Turabian StyleMajka, Tomasz M., Radosław Piech, Marcin Piechaczek, and Krzysztof Adam Ostrowski. 2024. "The Influence of Urtica dioica and Vitis vinifera Fibers on the Thermal Properties and Flammability of Polylactide Composites" Materials 17, no. 6: 1256. https://doi.org/10.3390/ma17061256
APA StyleMajka, T. M., Piech, R., Piechaczek, M., & Ostrowski, K. A. (2024). The Influence of Urtica dioica and Vitis vinifera Fibers on the Thermal Properties and Flammability of Polylactide Composites. Materials, 17(6), 1256. https://doi.org/10.3390/ma17061256