
A Novel Method of Synthesizing Polymeric Aluminum Ferric Sulfate Flocculant and Preparing Red Mud-Based Ceramsite


College of Urban and Rural Construction, Shanxi Agricultural University, Taigu 030801, China
*
Author to whom correspondence should be addressed.
Materials 2024, 17(6), 1239; https://doi.org/10.3390/ma17061239
Submission received: 15 February 2024
/
Revised: 1 March 2024
/
Accepted: 5 March 2024
/
Published: 7 March 2024
Abstract
:A synthetic flocculant of aluminum (Al) and iron (Fe) extracted from red mud (RM) has been widely used in sewage treatment, while the remaining RM residue has been ignored. This study aimed to synthesize polymeric aluminum ferric sulfate (PAFS) flocculant from RM by acid leaching and then use the acidified RM residue to produce an acid RM-based ceramsite (ARMC) by mixing bentonite, hydroxypropyl methylcellulose, and starch. Our results showed that sintering, reaction temperature, H2SO4 concentration, reaction time, and liquid-to-solid ratio had an obvious effect on the leaching of Al and Fe in RM, which was a necessary prerequisite for the efficient PAFS flocculants. At a PAFS dosage of 60 mg/L, turbidity and phosphate removal rates were 95.21 ± 0.64% and 89.17 ± 0.52%, respectively. When the pH value was 8.0, the turbidity and phosphate removal efficiency were 99.22 ± 0.66% and 95.98 ± 1.63%, respectively. Considering the adsorption capacity and mechanical properties, the best conditions for ARMC production included using 60% ARM and ceramsite calcination at 600 °C, with the BET surface area 56.16 m2/g and a pore volume of 0.167 cm3/g. Thermogravimetric analysis indicated that 400 °C was a reasonable preheating temperature to enhance the ARMC mechanical strength, as this temperature allows the removal of surface-adsorbed and constituent water. Under a scanning electron microscope, the ARMC appeared rough before adsorption, while relatively uniform pores occupied it after adsorption. Our conclusion will help to improve the zero-waste strategy of RM and speed up the industrial production of RM in flocculants as well as utilizing ARMC as a new type of adsorbent for phosphorus adsorption in sewage treatment.
1. Introduction
Red mud (RM) is a strong alkaline industrial solid waste produced during alumina production from bauxite [1]. Depending on the iron oxide content, RM can be red, reddish-brown, dark-red, or gray. Moreover, it has a high-water content and contains harmful components, such as heavy metals. Currently, 1.5–2.0 t of RM is produced from 1 t of alumina. According to the National Bureau of Statistics, China’s alumina production increased by 5% from that recorded in 2020 to 777, 475,000 t in 2021, and a plan is underway for increased production. Therefore, in the near future, the environmental issues associated with the massive accumulation of RM will become severe [2,3], endangering the survival of animals and plants. The Chinese government pays close attention to RM-related challenges and actively promotes the comprehensive utilization of RM.
RM mainly comprises fine particles, such as aluminum (Al), iron (Fe), silicon (Si), titanium (Ti), sodium (Na), and rare earth elements [4]. The recovery of metals from RM has become the focus of research. The recovery rates of Fe through reduction roasting with pulverized coal using hydrocyclone and a two-stage magnetic separation process were more than 70% and more than 75%, respectively [5]. Phosphoric acid was used to prepare active biochar from pitaya peel as a new material for the adsorption and recovery of scandium from RM leachate. The results showed that at a pH of 3, the recovery rate of scandium was 83% [6]. At 1323 K, Na can be effectively separated from Na-rich slag by super-gravity, and the recovery rate of Na from anorthite can reach 97.09% [7]. Numerous studies have explored the extraction of Al and Fe cations using hydrochloric or sulfuric acid to produce inorganic flocculants [8,9,10]. Owing to their high efficiency, non-toxicity, strong adaptability, and low price, inorganic polymer flocculants are widely used for sewage treatment [11,12,13]. Zhang et al. (2020) [14] obtained Fe-Al based flocculants by a microwave selective carbothermic reduction and magnetic separation technique. Cheng et al. (2021) [15] prepared a high-efficiency polyaluminum iron chloride flocculant by adjusting the pH of the leaching solution, the molar ratio of Al and Fe, and the polymerization temperature, and produced excellent flocculation performance. However, few studies consider how to use RM residue after metal extraction [16], which causes secondary environmental pollution.
Owing to its porous nature, RM can be transformed into a high-performance adsorbent. Activated RM has better adsorption capacity under bio-oxidation by the acidophilic bacterium [17], sintering at different temperatures [18], acid treatment [19], and the combination of acid treatment and heating [20]. Most studies on activated RM focused on the powdered form, impeding its practical application in wastewater treatment and resulting in serious issues, such as pore clogging, mass loss during operation, and difficulty in separating powdered absorbent. Recently, Ke et al. (2022) [16] tried to synthesize geopolymer from the iron-separated RM residue after treating the RM with carbothermal reduction for iron recovery, which achieved a zero-waste strategy to utilize RM. Meanwhile, the adsorption performance of geopolymer for pollutants has not been explored. Shabnam et al. (2019) [21] produced red-mud based ceramic and explored the application in a constructed wetland, and the result showed that the ceramic and I. latifolia enhanced the removal of phosphate. Therefore, ceramsite produced from acidified-RM (ARM) can become an ideal substrate for phosphorus removal in constructed wetlands [22]. Moreover, the ceramsite was sintered under optimum synthesis conditions and no environmental risks are caused by the release of heavy metals [23].
In our study, we aimed to suggest a novel method of producing flocculant from RM and using its subsequent residue to prepare ceramsite, explore the effects of phosphorus removal and turbidity reduction of the prepared flocculant, analyze the phosphorus removal performance and mechanical strength of acidified-RM ceramsite, and evaluate the acidified-RM ceramsite phosphate-adsorption mechanism.
2. Materials and Methods
2.1. Materials
The main raw material, RM, was obtained from Shanxi Huaxing Aluminum, Lvliang, China and sieved over a 100-mesh. The composition of RM varies with the difference in natural bauxite deposits. The chemical composition of RM is presented in Table 1. RM comprised mainly 26.96%, 23.11%, and 20.25% of Fe2O3, Al2O3, and SiO2, respectively. X-ray diffractometry (XRD) showed that raw RM-specific chemical compositions were hematite, cancrinite, katoite, and gibbsite (Figure 1), consistent with the compositions presented in Table 1.
Chemical reagents, including H2SO4, NaOH, and H2O2, were obtained from the Shanghai Chemical Reagent Co., Ltd., Shanghai, China. The wastewater samples used for flocculant performance evaluation were obtained from the Taigu Wastewater Treatment Plant in Shanxi Province, Taigu, China (Table 2). Bentonite was purchased from the Tianjin Yandong Mineral Products Co., Ltd., Tianjin, China. Analytical grade hydroxypropyl methylcellulose (HPMC) was obtained from the Alfa Aesar (Tianjin) Chemical Co., Ltd. (Tianjin, China). Starch was selected as a pore-forming agent. All materials were comminuted, sieved through a 100-mesh screen (Xinxiang Dezhong Intelligent equipment Co., Ltd., Xinxiang, China), air-dried at 105 °C, and stored in a desiccator (Shenzhen Baiji Porpoise Biotechnology Co., Ltd., Shenzhen, China) for follow-up experiments. Phosphate solution was prepared with analytical grade potassium dihydrogen phosphate (K2HPO4, Sinopharm Chemical Reagent Co., Ltd., Shanghai, China).
2.2. Methods
2.2.1. Red Mud Pre-Treatment Experiment
RM samples were sintered at different temperatures (500, 600, 700, 800, 900, and 1000 °C), and RM at optimal calcination temperature was determined (SRM) (Figure 2). Thereafter, the SRM was stirred at a speed of 300 rpm in a magnetic heating mixer (ZNCL-TS; Yuezhong Instrument Equipment Co., Ltd., Shanghai, China) under different H2SO4 concentrations (20, 35, 50, 65, and 80%), reaction temperatures (20, 35, 50, 65, and 80 °C), reaction times (0.5, 1.0, 1.5, 2.0, 2.5, 3.0, and 4.0 h), and solid–liquid ratios (5:1, 6:1, 7:1, 8:1, 9:1, and 10:1). Subsequently, acid leaching solution and residue were obtained by filtration with a vacuum suction filter (SHB-IIIA, Hangzhou Gengyu Instrument Co., Ltd., Hangzhou, China).
2.2.2. Preparation of Polymeric Aluminum Ferric Sulfate
Under the best leaching conditions, Fe and Al oxides, including Al2(SO4)3, FeSO4, and Fe2(SO4)3, were formed by adding hydrogen peroxide (H2O2) to the solution and thereafter polymerized with an alkali to obtain PAFS (pH = 3.0–5.0). PAFS solution was stirred for 2 h at 60 °C and cooled to 25 °C. After 5 h of cooling, reddish-brown liquid PAFS was dried at 105 °C to obtain solid PAFS.
2.2.3. The Synthesized Flocculant Performance Verification
The liquid 0.05% of PAFS was added to 100 mL of wastewater, stirred at 200 rpm for 2 min, and kept stable for 10 min. The turbidity and phosphate content of the supernatant were determined at different dosages (10, 20, 30, 40, 50, and 60 mg/L) and initial pH (2, 4, 6, 8, 10, and 12), and compared simultaneously with industrial polyaluminium chloride (PAC) (ZhengzhouTengquan Environmental Technology Co., Ltd., Zhengzhou, China).
2.2.4. Preparation of Red Mud-Based Ceramsite
The RM residue after acid leaching (ARM), bentonite, HPMC, and starch were mixed to produce ceramsite. The mass ratio of bentonite was fixed at 20% to obtain a string of granular products. Based on the Riley phase diagram in the ceramic grain preparation method [24], the mass ratio of starch was fixed at 10% to guarantee a homogenous aerogenous spread. ARM and HPMC were mixed at a proportion of 70:0, 60:10, 50:20, and 40:30. An appropriate amount of deionized water (Molelement1830DF; Chongqing Molecular Water System Co., Ltd., Chongqing, China) was added to the mixture and stirred for 2 h at a speed of 100 rpm. Ball ceramsites with a diameter of 1 cm were made using abrasive tools and dried under natural conditions for 24 h. The ceramsites were preheated at 400 °C for 20 min and sintered at 500 °C to 1000 °C for 10 min in a muffle furnace (SX2-4-10N; Shanghai Yiheng Scientific Instrument Co., Ltd., Shanghai, China). ARMC was finally prepared for subsequent adsorption experiments.
2.2.5. Phosphate Adsorption Capacities of ARMC
ARMC in Section 2.2.4 was added to 250 mL of phosphorus solution with a concentration of 100 mg/L and a liquid–solid ratio of 5:1. The rotating speed was 300 rpm for a certain time. The concentration of total phosphorus (TP) in the filtrate was determined by the ammonium molybdate phosphate spectrophotometry method [25].
2.2.6. Fe and Al Analyses and Adsorbents Characterization
Fe and Al ions concentration of RM were determined by inductively coupled plasma mass spectrometry (Agilent, Santa Clara, CA, USA) and then calculated in the form of Al2O3 and Fe2O3. Turbidity was determined using a portable turbidimeter (Hach, Loveland, CO, USA). The phosphate concentration was determined by a spectrophotometer (UV1280; Biobase; Jinan, China). The chemical composition of RM was quantified using X-ray fluorescence (XRF, Axios mAx, PANalytical B.V., Almelo, The Netherlands). The mineralogical composition of RM, PAFS, ARM, and ARMC was characterized using an XRD (XD8 Advance, Bruker, Karlsruhe, Germany) with Cu Kα radiation at 40 kV and 30 mA, which was recorded in a 2θ range of 10–70° at a scan speed range of 0.02 deg/s. A Fourier transform infra-red (FT-IR) spectrophotometer (Nicolet NEXUS 670; ThermoFisher; Waltham, MA, USA) was used to determine the structural composition and characteristic functional groups of the PAFS. The specific surface area and pore size distribution of ARM-based ceramsites were determined using the Brunauer–Emmett–Teller (BET) nitrogen adsorption equilibrium method (Quantachrome; Autosirb-iQ; Boynton Beach, FL, USA). The microstructure of the ARMC was characterized using an X650 scanning electron microscope (SEM). Thermogravimetric analysis of ARMC was performed using a DTG-60 instrument (Autosorb-iQ-C chemisorption analyzer; Quantachrome; Boynton Beach, FL, USA) from 35 to 600 °C at a heating rate of 5 °C/min. Helium was used as a protective gas, and the flow rate was controlled at 20 mL/min. Mixed air was used as a purge gas, and the flow rate was controlled at 50 mL/min. The bulk density, apparent density, true density, and 1 h water adsorption capacity of ARMC were tested according to the Chinese standard (GB/T17431.2-2010) [26].
2.2.7. Statistical Method
Three parallel sets of adsorption capacity () data were used for analysis. data are expressed as mean ± standard deviation (SD). The calculation formula for the phosphate adsorption capacity () of the ARMC is as follows:
where is the adsorption capacity (mg/g); m is the ARMC quality (g); is the initial TP solution concentration (mg/L); is the TP solution concentration after adsorption equilibrium (mg/L).
Optimal leaching conditions were determined by measuring the leaching rates of Al and Fe from the solution. Three parallel sets of data were used for analysis. data are expressed as mean ± standard deviation (SD). The leaching rate (η) of the ions was calculated using Equation (1):
where η is the leaching rate of ions (%), V is the volume of the filtrate (mL), C is the concentration of the ions in the filtrate (g/mL), Q is the weight of RM (g), and α is the percentage of ions in the RM (%).
The bulk density (ρb), apparent density (ρa), actual density (ρt), and 1 h water adsorption capacity of the samples were calculated using Equations (2), (3), (4), and (5), respectively.
where ρb is the bulk density (g/cm3), m1 is the mass of the dried samples (g), V1 is the stacking volume of samples (cm3), ρa is the apparent density (g/cm3), V2 is the total volume of the sample and added water in the graduated cylinder (cm3), Vw is the volume of the added water (cm3), V3 is the volume of the sample and added water after 1 h of water adsorption (cm3), wa is the water absorption capacity of the samples for 1 h (%), and m2 is the mass of the sample after water absorption (g).
The mechanical strength (MPa) of ARMC was determined using a microcomputer-controlled strength-testing machine (WE-300B; Jinan Zhongluchang Testing Machine Manufacturing Co., Ltd., Jinan, China) and calculated according to the following Equation (6) [27]:
where Pc is the crushing load (N) and X is the distance between the upper and lower loading plates (mm).
3. Results and Analysis
3.1. Effect of the Different Sintering Temperature on Red Mud Leaching of Al and Fe
The effect of different sintering temperatures on RM leaching of Al2O3 and Fe2O3 was investigated at a 20% H2SO4, 20 °C reaction temperature, a 2 h reaction time, and a liquid-to-solid ratio of 10:1. The Al2O3 leaching rate initially increased continuously with the increasing sintering temperature, from 500 to 900 °C, and then significantly decreased at 1000 °C, whereas the Fe2O3 leaching rate increased as the sintering temperature increased, from 500 to 700 °C, and then began to decrease and became stable at 1000 °C (Figure 3a). An increased sintering temperature led to the loss of crystalline water from RM and the reduction of gibbsite (Al(OH)3) to Al2O3. The XRD pattern of SRM demonstrated a significant reduction in hematite and gibbsite peaks with the increasing sintering temperature (Figure 3b), indicating the leaching of Fe and Al ions due to the transformation of its crystalline structure. Therefore, through a comprehensive comparison of the leaching rates of Al and Fe and saving sintering energy consumption, the optimal sintering temperature was determined as 700 °C.
3.2. Effect of Reaction Temperature on Red Mud Leaching of Al and Fe
The SRM was added to a 20% concentrated H2SO4 at a liquid–solid ratio of 10:1 and stirred for 2 h at different reaction temperatures (20–80 °C). The leaching rate of Al2O3 was approximately 83% (Figure 4a). It remained basically unchanged with the increasing reaction temperature. Meanwhile, Fe was easier to leach than Al. The increasing reaction temperature promotes the activity of RM components, speeding up their reaction rate and diffusion. The viscosity of RM in the reaction system tends to be reduced, resulting in fewer substances adsorbed on its surface [28]. However, the leaching rate of Fe2O3 was basically the same at 50 °C and 65 °C. This may be caused by the large amount of leaching of interfering ions, such as calcium, magnesium, and silicon, which have varying degrees of impact on Fe ions. As illustrated in Figure 4c, the hematite crystalline structure in acid-leaching residue disappears with the increasing reaction temperature, whereas the gibbsite structure is unchanged. In addition, the peak value representing metallic elements increased significantly. Therefore, the increased reaction temperature contributed significantly to the leaching of Fe ions. The optimal reaction temperature was 80 °C.
3.3. Effect of the Initial H2SO4 Concentration on Al and Fe Leaching from Red Mud
At various concentrations of H2SO4 (20–80%), a reaction temperature of 20 °C for 2 h, and a liquid-to-liquid ratio of 10:1, SRM leaching of Al and Fe was determined. As shown in Figure 4b, the leaching rates of Al2O3 and Fe2O3 gradually increased with increasing concentrations of H2SO4. However, when the H2SO4 concentration was 60%, the exudation of Fe2O3 decreased slightly, which may because the large number of leaching of interfering ions leached have an impact on the leaching of Fe ions. The characteristic peaks of hematite and gibbsite weakened or disappeared (Figure 4d), indicating that both minerals were significantly dissolved with increasing H2SO4 concentrations. Increased H2SO4 concentration changed the Gibbs free energy [29], allowing the acid-leaching reaction to proceed more easily. Considering the cost of H2SO4, 50% concentrated H2SO4 was selected for further study.
3.4. Effect of the Reaction Time on Al and Fe Leaching from Red Mud
A mixture of SRM and 20% H2SO4 with a liquid-to-liquid ratio of 10:1 at 20 °C was used to determine the effects of the different reaction time (0.5–4 h) on the leaching rates of Al2O3 and Fe2O3. The leaching rate of Al2O3 increased rapidly in the first 1 h and thereafter stabilized, whereas that of Fe2O3 changed slightly with the increasing reaction time (Figure 5a). The average leaching rates of Al2O3 and Fe2O3 were approximately 81.74% and 30.79%, respectively. H2SO4-induced leaching of Al and Fe from RM was completed in a short time. Meanwhile, with the increased reaction time, flocs were formed, making the follow-up solid–liquid separation more difficult. Considering the leaching rate of Al2O3 and Fe2O3 and its influence on the subsequent filtration process, a suitable reaction time of 2 h was selected.
3.5. Effect of Liquid-to-Solid Ratio on Al and Fe Leaching from Red Mud
A mixture of SRM and 20% H2SO4 at 20 °C was used to determine the effects of different liquid–solid ratios (5:1–10:1) on the leaching of Al2O3 and Fe2O3 by RM. The leaching rates of Al2O3 fluctuated from 74.59% ± 0.93 to 86.63% ± 0.90 with an increasing liquid–solid ratio and the Fe2O3 kept slightly changing from 28.73% ± 1.44 to 31.66% ± 0.92 (Figure 5b). When the liquid-to-solid ratio was 10:1, the leaching rates of Al2O3 and Fe2O3 were 86.63 ± 0.90% and 31.86 ± 1.22%, respectively. Therefore, the best liquid–solid ratio was 10:1.
In summary, the optimal parameters for the RM acid leaching process were determined using single-factor experiments; that is, a sintering temperature of 700 °C, reaction temperature of 80 °C, H2SO4 concentration of 50%, reaction time of 2 h, and liquid-to-solid ratio of 10:1.
3.6. Characteristics of the Synthesized Flocculant
The acid leachate obtained under optimal conditions was used for flocculant (PAFS) synthesis. The PAFS production process comprised the oxidation of Fe ions, hydrolysis, and polymerization of Al and Fe ions. The relevant chemical reactions refer to the literature [15]:
The synthesized PAFS is a brownish-yellow solid flocculant with a density more than 1.80 g/cm3, pH value (1% aqueous solution) of 3.0–5.0, and salinity of more than 35%. As shown in Figure 6a, PAFS contained Al and Fe ions, indicating the occurrence of polymerization reactions to form Fe2(SO4)3 and Al2(SO4)3. The presence of several diffraction peaks with small peaks in the spectrum suggested that PAFS contains a few amorphous substances, resulting from the addition of Na+ during the polymerization process. Therefore, the produced PAFS is characterized by the co-existence of multiple crystalline phases.
Figure 6b presents a broad absorption peak around 3451 cm−1, which was attributed to the stretching vibration of -OH groups [30]. The wide peaks indicate that different atoms are connected to -OH. Combined with the chemical composition of the coagulant, it is speculated that there may be bonds such as Al-OH, Fe-OH, Si-OH and their internal H-OH adsorbing water molecules, resulting in polyhydroxyl polymers. The FTIR spectra showed medium and weak peaks at 1140 cm−1 and 995 cm−1, respectively (Figure 6b). Both were assigned to the asymmetric stretching vibration of Fe-O-Si or Al-O-Si [31]. Furthermore, the peak at 619 cm−1 was attributed to the bending vibration of Fe-OH and Al-OH [32]. The different absorption peaks indicate the polymerization of Fe3+ and Al3+ for PAFS production.
3.7. Turbidity and Phosphate Removal by the Synthesized Flocculant
3.7.1. Effect of pH on Turbidity and Phosphate Removal
The initial pH of the wastewater plays an important role in turbidity and phosphate removal as it affects the flocculant’s surface chemistry. Therefore, studying the effect of pH on turbidity and phosphorus removal is necessary to evaluate the flocculant’s performance [33]. In our study, PAC and PAFS displayed low efficiency at removing turbidity and phosphate under acidic and alkaline conditions (Figure 7a,b). Optimal turbidity and phosphate removal occurred at a pH value of 6.0–8.0, and the removal rates of turbidity by PAC and PAFS were 99.16 ± 0.95% and 99.22 ± 0.66%, respectively; the removal rates of phosphate by PAC and PAFS were 97.29 ± 1.16% and 95.98 ± 1.63%, respectively. When the pH is low, iron and aluminum salts mainly exist in the form of Fe3+, Al3+, Fe(OH)2+, and Al(OH)2+, and the phosphoric acid solution also mainly exists in the form of H3PO4. H3PO4 is not easily combined with the positively charged flocculant to form floc and is removed, so the phosphorus removal rate is low. When the pH = 6–8, phosphoric acid solution mainly exists in two forms, H2PO4− and HPO42−, and is easy to combine with the positively charged flocculant to form iron hydroxyphosphate and aluminum hydroxyphosphate precipitation [12], which continuously improves the phosphorus removal rate. As the pH further increases, OH− replaces PO43− in iron hydroxyphosphate and aluminum hydroxyphosphate, forming hydroxide precipitation. At this time, phosphorus removal mainly relies on the adsorption of iron and aluminum hydroxide flocs, and the phosphorus removal rate decreases. In particular, some iron salts and aluminum salts generate soluble Fe(OH)4− and Al(OH)4−, resulting in a further decrease in the phosphorus removal rate.
3.7.2. Effect of the Synthesized Flocculant Dosage on Turbidity and Phosphate Removal
The effect of the PAFS dosage on turbidity and phosphate removal efficiency was investigated at a pH of 8.0. The turbidity and phosphate removal efficiency increased dramatically with increasing PAFS and PAC and reached stability. The turbidity and phosphate removal efficiency when the PAC dosage was 60 mg/L were 95.12 ± 0.42% and 90.75 ± 0.59%, respectively; when the PAFS dosage was 60 mg/L, the removal efficiency was 95.21 ± 0.64% and 89.17 ± 0.52%, respectively (Figure 7c,d). Therefore, the PAFS was an efficient flocculant for turbidity and phosphate removal. Previous studies have shown that the Zeta potential of flocculants increases from negative to positive with increasing dosage. When the Zeta potential approaches zero, the flocculant has the best performance of turbidity and phosphorus removal, which easily forms large flocs with a fast settling speed [34].
3.8. Properties of the Red Mud-Based Ceramsite
Preparation of high-strength ceramsite provided a novel method for efficient utilization of ARM. Not only can it reduce secondary pollution caused by ARM emissions, it can also be used as an adsorption material. Mechanical strength is a key indicator that affects its popularization and application [35]. The mechanical strength of the ARMC increased with the increasing calcination temperature. It reached a maximum at a sintering temperature of 1000 °C except for ARMC with 50% ARM (Figure 8). When ARM was 40%, the mechanical strength of ARMC was higher than the ARMC with other ARM ratios, with a maximum value of 59.55 MPa at 1000 °C. The ARMC adsorption capacity increased first, then decreased with the increasing sintering temperature. When ARM was 60%, the phosphate adsorption capacities of ARMC were optimal (5.25 mg/g) at a sintering temperature of 600 °C, and the mechanical strength was 36.63 MPa. To maximize the use of ARM, we chose ARMC with 60% of ARM sintering at 600 °C as the next research focus (Named: ARMC-60%-600 °C).
The XRD patterns of ARMC comprising 60% ARM at different sintering temperatures (Figure 8c) indicated that hematite was the main chemical constituent of the ARMC. The chemical composition of ARMC undergoes a transformation at 600 °C and 800 °C with the increased sintering temperature. When the sintering temperature rises to 600 °C, the amount of anhydrite increases with decreased calcite. Tricalcium aluminate and pyroxene peaked at a sintering temperature of more than 800 °C, indicating the formation of these two chemical components, and there were invisible anhydrite peaks simultaneously.
A previous study demonstrated that CaO, Fe2O3, and η, χ, γ-Al2O3 are the essential chemical components of ARMC when the sintering temperature is less than 800 °C [25]. The formation of Ca3Al2O6 from the reaction between CaO with Al2O3 and Fe2O3 decreased with the increasing sintering temperature, which is consistent with the results of XRD analysis of ARMC. The formation of Ca3Al2O6 and Ca (Mg, Fe, Al) (Si, Al)2O6 can strengthen the ARMC. Therefore, the increased sintering temperature significantly improves the strengthening effect, and the structure is more stable, especially above 900 °C.
The surface of ARMC-60%-600 °C was rougher and had more pore structures than others, which was confirmed by the results of the BET analysis of ARMC with different mass ratios at 600 °C (Table 3). The pore volume of ARMC-60%-600 °C was 0.167 cm3/g, which is larger than 0.149 cm3/g, 0.128 cm3/g, and 0.025 cm3/g for ARMC-70%-600 °C, ARMC-50%-600 °C, and ARMC-40%-600 °C, respectively. A greater pore volume indicates more BET surface areas for phosphate adsorption.
Moreover, ARMC-60%-600 °C showed different degrees of weight loss with increased temperature, which could be divided into three stages according to the weight loss curve (Figure 9). The initial weight loss was 4.40% at 35–300 °C, which can be attributed to the volatilization of adsorbed water on the surface. The second-stage weight loss was 17.71% at 300–400 °C, mainly due to the removal of water in the internal mineral crystals, accompanied by the carbonization of organic matter [24]. When the temperature rises above 400 °C, the third weight loss is 5.65%, which finally tends to be stable due to the decomposition of chemicals (such as releasing a small amount of gas from carbonate decomposition) [36]. Owing to ARMC-60%-600 °C thermal instability, it is reasonable to choose 400 °C as the preheating temperature, which allows the removal of surface-adsorbed and constituent water from ARMC-60%-600 °C, while ensuring that the effective carbonization of organic matter and chemical substances will not be decomposed in advance at a high temperature.
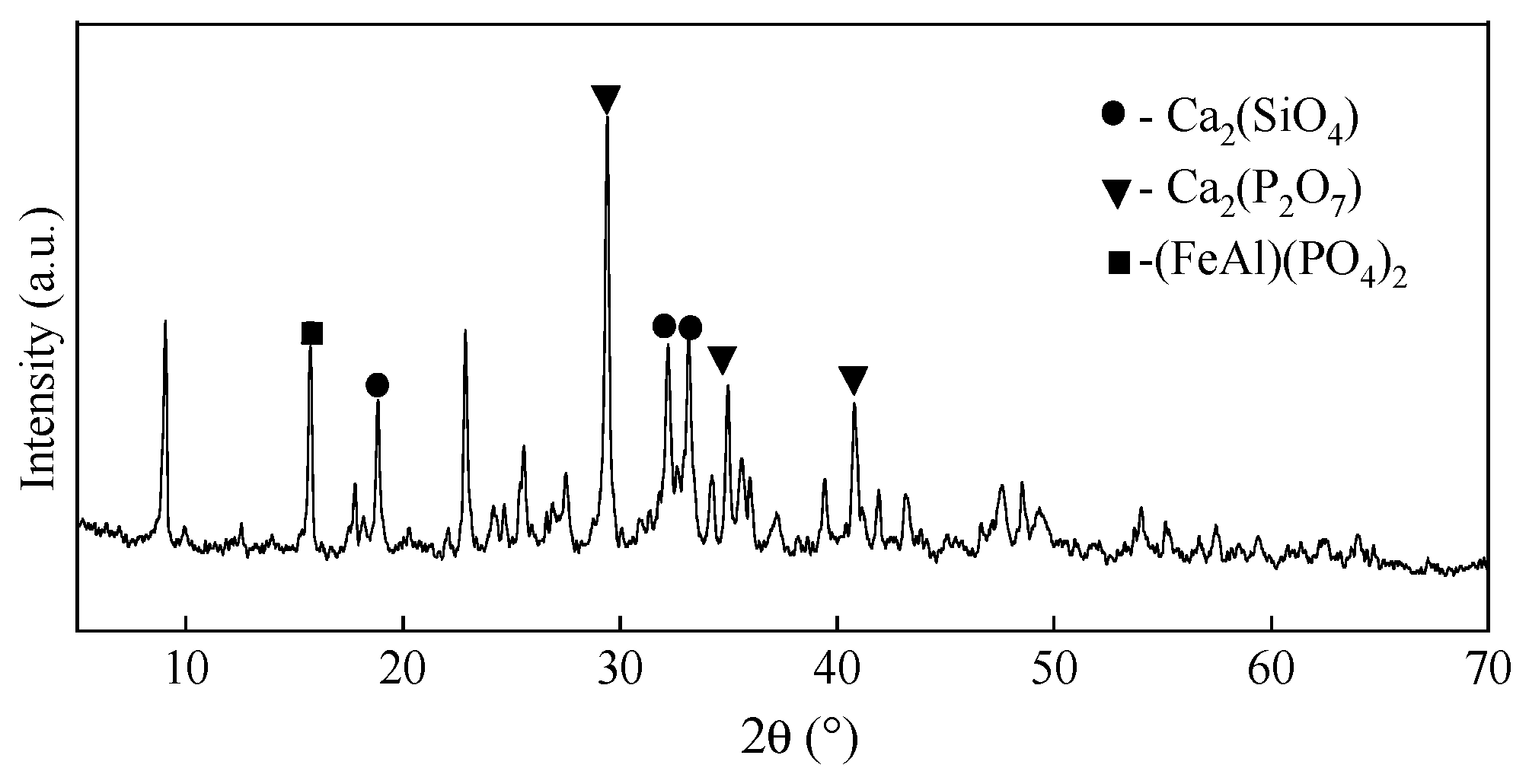
The SEM before and after phosphate adsorption at ARMC-60%-600 °C showed that the appearance of ARMC-60%-600 °C before adsorption is rough, and the pore distribution on the surface is relatively uniform (Figure 10), and is caused by the gas produced in the sintering process. After adsorption, the pores on the surface seem to be occupied. Furthermore, no evidence exists to show that the surface of ARMC-60%-600 °C was eroded or collapsed, indicating that RM granular adsorbents can resist water erosion and the loss of effective adsorption components. After phosphorus adsorption, ARMC particles formed a phosphorus-containing phase of Ca2(P2O7) (Figure 11). In addition, there was also a crystal phase of (FeAl)(PO4)2, indicating that phosphorus was adsorbed successfully.
4. Discussions
Previous research suggested that sintering of RM contributed to the leaching of Fe and Al ions [37] and had been used for Fe and Al extraction [18,38,39]. Recently, Feng and Yang (2018) [40] have reported that the composition of Bayer RM from the drying process was Fe2O3 (7.69 ± 0.09%), Al2O3 (20.52 ± 0.09%), SiO2 (22.47 ± 0.16%), CaO (18.42 ± 0.09%), and TiO2 (4.92 ± 0.02%), the corresponding results for the sintering RM were Fe2O3 (8.50 ± 0.09%), Al2O3 (7.28 ± 0.07%), SiO2 (24.02 ± 0.18%), CaO (44.00 ± 0.2%), and TiO2 (4.17 ± 0.08%), and the sintering RM showed much higher levels of CaO but low levels of Al2O3 as compared to the RM; similar trends have also been reported by Wang and Liu (2012) [41], which indicates that a different sintering temperature has a significant impact on the leaching of Fe and Al. In this study, RM sintering at 600 °C had a positive effect on the leaching of iron and aluminum.
The composite copolymerization of Al-salt and Fe-salt is not a simple mechanical mixture, but a new type of composite water-soluble polymer formed by physical and chemical reactions. The flocculation mechanism of PAFS is dominated by electric neutralization, with auxiliary effects of adsorption bridging and net capture [42]. Pan et al. (2012) [43] suggested that there are hydroxyl bridges between irons and between aluminum, and the strong association between iron, aluminum and hydroxyl groups, so as to achieve PAFS preparation. When PAFS is added to the aqueous solution, it will hydrolyze to form a multinuclear hydroxyl complex micelle bond and a large number of Al3+ and Fe3+, and then connect with each other to form a ring structure, and finally crisscross each other to form a three-dimensional network structure, which has a strong adsorption capacity and can adsorb smaller organic compounds [15]. As the dosage of the flocculant gradually increases, it begins to settle. During the settling process, it continues to adsorb small particles in the solution, promoting a continuous increase in the volume of flocculent particles and an acceleration in the settling speed, thus achieving the ideal flocculation effect.
The residue after leaching still contains a certain amount of Al, Fe, Na, and Ca, which can cause secondary pollution to the environment if discharged [44]. The production of ARMC not only reuses the residue, but also provides a new possibility for the selection of phosphorus removal substrate in constructed wetland. In this study, the ARMC has a strength of 36.63 MPa at a sintering temperature of 600 °C, which is higher than high-strength ceramsite of 21.01 MPa was prepared from red mud, fly ash, and bentonite by Mi et al. (2021) [45] and 3.3 MPa by Ma and Li (2013) [46]. Moreover, the maximum adsorption capacity of ARMC for phosphate was 5.25 mg/g at a sintering temperature of 600 °C, which is higher than the red mud-based ceramic medium of 0.42 mg/g produced by Shabnam et al. (2019) [21]. Therefore, ARMC is an efficient phosphorus adsorption material, which can be used in the advanced treatment of sewage in constructed wetland.
5. Conclusions
This study showed a novel method of synthesizing flocculant (PAFS) from RM. Moreover, the acidified RM residue (ARM) was used to synthesize ceramsite (ARMC). We determined that the rawing RM sintering (SRM) at 700 °C presented the optimal conditions for Al and Fe ions leaching. Additionally, it showed that the concentration of Fe and Al was further leached after the SRM was added into 50% concentrated sulfuric acid shaking with a liquid–solid ratio of 10:1 at 80 °C for 2 h. The synthesized PAFS was a solid brownish-yellow flocculant with a density of more than 1.80 g/cm3, pH value of 3.0–5.0, and salinity of more than 35%. When the initial pH ranged from 2.0 to 10.0, the turbidity and phosphate removal efficiency by PAFS increased first and then decreased, with the best removal efficiency at pH = 8. At a PAFS dosage of 60 mg/L, the turbidity and phosphate removal efficiency by PAFS increased to 95.21 ± 0.64% and 89.17 ± 0.52%, respectively. To maximize the use of ARM, taking into account the phosphate adsorption capacity and mechanical strength of ARMC, we chose the ARM-based ceramsite with 60% of ARM and sintering at 600 °C as the best ceramsite, while the BET surface area was 56.16 m2/g and pore volume was 0.167 cm3/g.
Author Contributions
Conceptualization, Z.Z. and H.M.; methodology, C.H. and Y.W.; writing—original draft preparation, H.M. and C.H.; writing—review and editing, Z.Z. and Y.W. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Research and Promotion of Water Conservancy Science and Technology program in Shanxi Province [grant number 2023GM40]; the Basic Research Project of Shanxi Province [grant number 202103021224135]; and the Scientific and Technological Innovation Project of Colleges and Universities in Shanxi Province [grant number 2020L0143] in China.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Qaidi, S.M.; Tayeh, B.A.; Isleem, H.F.; de Azevedo, A.R.; Ahmed, H.U.; Emad, W. Sustainable utilization of red mud waste (bauxite residue) and slag for the production of geopolymer composites: A review. Case Stud. Constr. Mater. 2022, 16, e00994. [Google Scholar] [CrossRef]
- Prasad, R.; Pai, A.R.; Oyadiji, S.O.; Thomas, S.; Parashar, S.K.S. Utilization of hazardous red mud in silicone rubber/MWCNT nanocomposites for high performance electromagnetic interference shielding. J. Clean. Prod. 2022, 377, 134290. [Google Scholar] [CrossRef]
- Ozden, B.; Brennan, C.; Landsberger, S. Investigation of bauxite residue (red mud) in terms of its environmental risk. J. Radioanal. Nucl. Chem. 2019, 319, 339–346. [Google Scholar] [CrossRef]
- Agrawal, V.; Paulose, R.; Arya, R.; Rajak, G.; Giri, A.; Bijanu, A.; Sanghi, S.K.; Mishra, D.; Prasanth, N.; Khare, A.K.; et al. Green conversion of hazardous red mud into diagnostic X-ray shielding tiles. J. Hazard. Mater. 2022, 424, 127507. [Google Scholar] [CrossRef]
- Rai, S.; Nimje, M.T.; Chaddha, M.J.; Modak, S.; Rao, K.R.; Agnihotri, A. Recovery of iron from bauxite residue using advanced separation techniques. Miner. Eng. 2019, 134, 222–231. [Google Scholar] [CrossRef]
- Dai, X.; Nhung, N.T.H.; Hamza, M.F.; Guo, Y.; Chen, L.; He, C.; Ning, S.; Wei, Y.; Dodbiba, G.; Fujita, T. Selective adsorption and recovery of scandium from red mud leachate by using phosphoric acid pre-treated pitaya peel biochar. Sep. Purif. Technol. 2022, 292, 121043. [Google Scholar] [CrossRef]
- Gao, J.; Qu, X.; Lan, X.; Li, Y.; Guo, Z. A green method for solidification and recovery of soluble sodium in red mud via super-gravity. Process Saf. Environ. Prot. 2022, 161, 384–391. [Google Scholar] [CrossRef]
- Hena, S.; bt Abdullah, N.F.; Keong, L.C.; Mohamed Najar, P.A.; Gutierrez, L.; Croué, J.P. Zero residual heavy metals in aqueous media using composite coagulant converted from bauxite residue. Int. J. Environ. Sci. Technol. 2023, 20, 5453–5470. [Google Scholar] [CrossRef]
- Anawar, H.; Strezov, V.; Hossain, M. Comparison of different nanoprocesses and industrial waste-based adsorbents such as red mud, steel slag, and fly ashes for treating wastewater nanomaterial contaminants. In Emerging and Nanomaterial Contaminants in Wastewater; Elsevier: Amsterdam, The Netherlands, 2019; pp. 107–136. [Google Scholar] [CrossRef]
- Vidya, A.; Poojitha, A.S.; Reddy, N.G.; Samal, K. Utilization of Red Mud (Bauxite Residue) in Environmental and Geotechnical Engineering Applications—An Overview. In Transportation and Environmental Geotechnics; Springer: Singapore, 2021; pp. 243–251. [Google Scholar] [CrossRef]
- Lee, C.S.; Robinson, J.; Chong, M.F. A review on application of flocculants in wastewater treatment. Process Saf. Environ. Prot. 2014, 92, 489–508. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, N.; Zhang, Y.; Liu, J.; Xiao, X.; Meng, K.; Chu, B.; Wang, C.; Chu, P.K. Multiple flocculant prepared with dealkalized red mud and fly ash: Properties and characterization. J. Water Process Eng. 2020, 34, 101173. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, M.; Liu, D.; Hou, X.; Zou, J.; Ma, X.; Shang, F.; Wang, Z. Aluminum and iron leaching from power plant coal fly ash for preparation of polymeric aluminum ferric chloride. Environ. Technol. 2019, 40, 1568–1575. [Google Scholar] [CrossRef]
- Zhang, J.; Guo, Q.; Tian, C.; Zhan, W.; Chen, S.; He, Z. High-Efficiency Preparation of Fe-Al Based Flocculants from Red Mud by Microwave Selective Carbothermic Reduction and Magnetic Separation. Environ. Prog. Sustain. Energy 2020, 39, e13466. [Google Scholar] [CrossRef]
- Cheng, Y.; Xu, L.; Liu, C. Red mud-based polyaluminium ferric chloride flocculant: Preparation, characterisation, and flocculation performance. Environ. Technol. Innov. 2022, 27, 102509. [Google Scholar] [CrossRef]
- Ke, Y.; Liang, S.; Hou, H.; Hu, Y.; Li, X.; Chen, Y.; Li, X.; Cao, L.; Yuan, S.; Xiao, K.; et al. A zero-waste strategy to synthesize geopolymer from iron-recovered Bayer red mud combined with fly ash: Roles of Fe, Al and Si. Constr. Build. Mater. 2022, 322, 126176. [Google Scholar] [CrossRef]
- Zhang, D.R.; Chen, H.R.; Zhao, X.-J.; Xia, J.L.; Nie, Z.-y.; Zhang, R.Y.; Shu, W.S.; Pakostova, E. Fe(II) bio-oxidation mediates red mud transformations to form Fe(III)/Al (hydr)oxide adsorbent for efficient As(V) removal under acidic conditions. Chem. Eng. J. 2022, 439, 135753. [Google Scholar] [CrossRef]
- Khanna, R.; Konyukhov, Y.; Zinoveev, D.; Jayasankar, K.; Burmistrov, I.; Kravchenko, M.; Mukherjee, P.S. Red mud as a secondary resource of low-grade iron: A global perspective. Sustainability 2022, 14, 1258. [Google Scholar] [CrossRef]
- Deihimi, N.; Irannajad, M.; Rezai, B. Characterization studies of red mud modification processes as adsorbent for enhancing ferricyanide removal. J. Environ. Manag. 2018, 206, 266–275. [Google Scholar] [CrossRef] [PubMed]
- Balarak, D.; Joghataei, A.; Mostafapour, F.K.; Bazrafshan, E. Ciprofloxacin antibiotics removal from effluent using heat-acid activated red mud. J. Pharm. Res. Int. 2018, 20, 1–8. [Google Scholar] [CrossRef]
- Shabnam, N.; Ahn, Y.; Maksachev, A.; Lee, J.H.; Huang, C.-P.; Kim, H. Application of red-mud based ceramic media for phosphate uptake from water and evaluation of their effects on growth of Iris latifolia seedling. Sci. Total Environ. 2019, 688, 724–731. [Google Scholar] [CrossRef]
- Didanovic, S.; Vrhovsek, D. Significance of substrate selection in the efficiency of wastewater treatment in constructed wetlands (cws). J. Water Resour. Prot. 2023, 15, 424–441. [Google Scholar] [CrossRef]
- Özcan, M.; Birol, B.; Dülger Kutlu, Ö.; Kaya, F. Photocatalytic properties of ZnO nanoparticle coating on porous ceramic substrates with varying porosities produced from fly ash and red mud. Int. J. Appl. Ceram. Technol. 2023. earlyview. [Google Scholar] [CrossRef]
- Sglavo, V.M.; Campostrini, R.; Maurina, S.; Carturan, G.; Monagheddu, M.; Budroni, G.; Cocco, G. Bauxite ‘red mud’ in the ceramic industry. Part 1: Thermal behaviour. J. Eur. Ceram. Soc. 2000, 20, 235–244. [Google Scholar] [CrossRef]
- State Environmental Protection Administration of China. Water and Wastewater Monitoring and Analysis Methods, 4th ed.; China Environmental Science Press: Beijing, China, 2002. [Google Scholar]
- GB/T 17431.2-2010; Lightweight Aggregates and Its Test Methods-Part 2: Test Methods for Lightweight Aggregates. China Building Materials Federation: Beijing, China, 2011.
- Yashima, S.; Kanda, Y.; Sano, S. Relationships between particle size and fracture energy or impact velocity required to fracture as estimated from single particle crushing. Powder Technol. 1987, 51, 277–282. [Google Scholar] [CrossRef]
- Hou, D.; Wu, D.; Wang, X.; Gao, S.; Yu, R.; Li, M.; Wang, P.; Wang, Y. Sustainable use of red mud in ultra-high performance concrete (UHPC): Design and performance evaluation. Cem. Concr. Compos. 2021, 115, 103862. [Google Scholar] [CrossRef]
- Kurfman, L.A.; Odbadrakh, T.T.; Shields, G.C. Calculating Reliable Gibbs Free Energies for Formation of Gas-Phase Clusters that Are Critical for Atmospheric Chemistry: (H2SO4)3. J. Phys. Chem. A 2021, 125, 3169–3176. [Google Scholar] [CrossRef]
- Moraes, C.V.; Demétrio da Silva, V.C.; Castegnaro, M.V.; Morais, J.; Schrekker, H.S.; Amico, S.C. Lightweight composites through imidazolium ionic liquid enhanced aramid–epoxy resin interactions. ACS Appl. Polym. Mater. 2020, 2, 1754–1763. [Google Scholar] [CrossRef]
- Tolkou, A.; Zouboulis, A. Synthesis and characterization of a novel composite pre-polymerized coagulant for water and wastewater treatment. Int. J. Environ. Eng. 2015, 2, 154–157. [Google Scholar]
- Oladipo, A.A.; Mustafa, F.S.; Ezugwu, O.N.; Gazi, M. Efficient removal of antibiotic in single and binary mixture of nickel by electrocoagulation process: Hydrogen generation and cost analysis. Chemosphere 2022, 300, 134532. [Google Scholar] [CrossRef] [PubMed]
- Agbovi, H.; Wilson, D. Design of amphoteric chitosan flocculants for phosphate and turbidity removal in wastewater. Carbohydr. Polym. 2018, 189, 360–370. [Google Scholar] [CrossRef]
- Ferasat, Z.; Panahi, R.; Mokhtarani, B. Natural polymer matrix as safe flocculant to remove turbidity from kaolin suspension: Performance and governing mechanism. J. Environ. Manag. 2020, 255, 109939. [Google Scholar] [CrossRef]
- Kunjie, L.; Jun, W.; Jianfeng, M.; Da, G.; Yao, B.; Yaoling, L.; Xiaorun, C. Effect of municipal sludge on the performance of coal gasification slag-based ceramsite. Ceram. Silikáty 2021, 65, 176–186. [Google Scholar] [CrossRef]
- Tancredi, N.; Medero, N.; Mller, F.; Píriz, J.; Plada, C.; Cordero, T. Phenol adsorption onto powdered and granular activated carbon, prepared from Eucalyptus wood. In Proceedings of the Joint International Conference on Information Sciences, Hainan, China, 22–24 March 2004; Volume 279, pp. 357–363. [Google Scholar] [CrossRef]
- Samal, S. Utilization of Red Mud as a Source for Metal Ions-A Review. Materials 2021, 14, 2211. [Google Scholar] [CrossRef] [PubMed]
- Khalifa, A.A.; Bazhin, V.Y.; Kuskova, Y.V.; Abdelrahim, A.; Ahmed, Y.M.Z. Study the recycling of red mud in iron ore sintering process. J. Ecol. Eng. 2021, 22, 191–201. [Google Scholar] [CrossRef]
- Agrawal, S.; Dhawan, N. Investigation of mechanical and thermal activation on metal extraction from red mud. Sustain. Mater. Technol. 2021, 27, e00246. [Google Scholar] [CrossRef]
- Feng, Y.; Yang, C. Analysis on Physical and Mechanical Properties of Red Mud Materials and Stockpile Stability after Dilatation. Adv. Mater. Sci. Eng. 2018, 2018, 8784232. [Google Scholar] [CrossRef]
- Wang, P.; Liu, D.-Y. Physical and Chemical Properties of Sintering Red Mud and Bayer Red Mud and the Implications for Beneficial Utilization. Materials 2012, 5, 1800. [Google Scholar] [CrossRef]
- Oladoja, N.A.; Unuabonah, E.I.; Amuda, O.S.; Kolawole, O.M. Polysaccharides as a Green and Sustainable Resources for Water and Wastewater Treatment; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Pan, L.T.; Wang, W.L.; Yu, B.; Shu, Y.B. The preparation and characterization of a new high polymeric flocculant-polymeric aluminum ferric sulfate chloride. Adv. Mater. Res. 2012, 356–360, 445–450. [Google Scholar] [CrossRef]
- Taneez, M.; Hurel, C. A review on the potential uses of red mud as amendment for pollution control in environmental media. Environ. Sci. Pollut. Res. 2019, 26, 22106–22125. [Google Scholar] [CrossRef]
- Mi, H.; Yi, L.; Wu, Q.; Xia, J.; Zhang, B. Preparation of high-strength ceramsite from red mud, fly ash, and bentonite. Ceram. Int. 2021, 47, 18218–18229. [Google Scholar] [CrossRef]
- Ma, L.; Li, G.Z. The Preparation of Red Mud Lightweight Ceramsite. Adv. Mater. Res. 2013, 648, 96–99. [Google Scholar] [CrossRef]
Figure 1.
X-ray diffractometry patterns of raw red mud.

Figure 2.
The process of determining the optional experimental conditions.

Figure 3.
(a) The leaching rates of Al2O3 and Fe2O3 of raw red mud (RM) under different sintering temperatures. (b) X-ray diffractometry patterns of sintering red mud (SRM).
Figure 3.
(a) The leaching rates of Al2O3 and Fe2O3 of raw red mud (RM) under different sintering temperatures. (b) X-ray diffractometry patterns of sintering red mud (SRM).

Figure 4.
The leaching rates of Al2O3 and Fe2O3 of sintering red mud (SRM) under (a) different reaction temperature at constant: sintering temperature 500 °C, H2SO4 concentration 20 wt%, liquid–solid ratio 10:1 and reaction time 2 h; and (b) different H2SO4 concentration at constant: reaction temperature 20 °C, liquid-to-liquid ratio 10:1, and reaction time 2 h; and the X-ray diffractometry patterns of the acid leaching residue after different treatment condition: (c) reaction temperature at constant: sintering temperature 500 °C, H2SO4 concentration 20 wt%, liquid–solid ratio 10:1 and reaction time 2 h; and (d) H2SO4 concentration at constant: reaction temperature 20 °C, liquid-to-liquid ratio 10:1, and reaction time 2 h.
Figure 4.
The leaching rates of Al2O3 and Fe2O3 of sintering red mud (SRM) under (a) different reaction temperature at constant: sintering temperature 500 °C, H2SO4 concentration 20 wt%, liquid–solid ratio 10:1 and reaction time 2 h; and (b) different H2SO4 concentration at constant: reaction temperature 20 °C, liquid-to-liquid ratio 10:1, and reaction time 2 h; and the X-ray diffractometry patterns of the acid leaching residue after different treatment condition: (c) reaction temperature at constant: sintering temperature 500 °C, H2SO4 concentration 20 wt%, liquid–solid ratio 10:1 and reaction time 2 h; and (d) H2SO4 concentration at constant: reaction temperature 20 °C, liquid-to-liquid ratio 10:1, and reaction time 2 h.
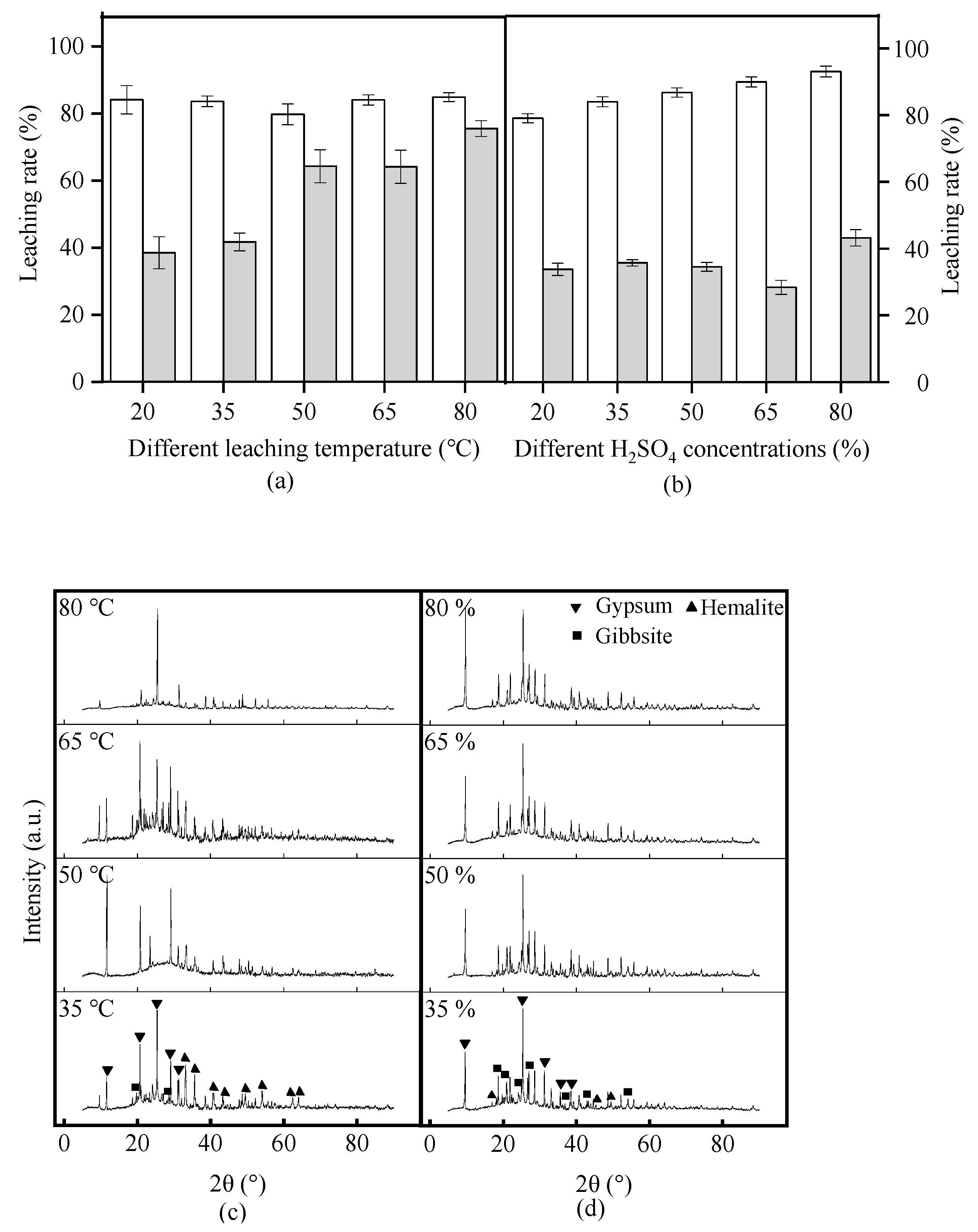
Figure 5.
Effects of different treatment conditions on the SRM leaching rate of Al2O3 and Fe2O3: (a) reaction time at constant: H2SO4 concentration 20 wt%, liquid-to-liquid ratio 10:1 and reaction temperature 20 °C; (b) liquid-to-solid ratio at constant: H2SO4 concentration 20 wt% and reaction temperature 20 °C.
Figure 5.
Effects of different treatment conditions on the SRM leaching rate of Al2O3 and Fe2O3: (a) reaction time at constant: H2SO4 concentration 20 wt%, liquid-to-liquid ratio 10:1 and reaction temperature 20 °C; (b) liquid-to-solid ratio at constant: H2SO4 concentration 20 wt% and reaction temperature 20 °C.
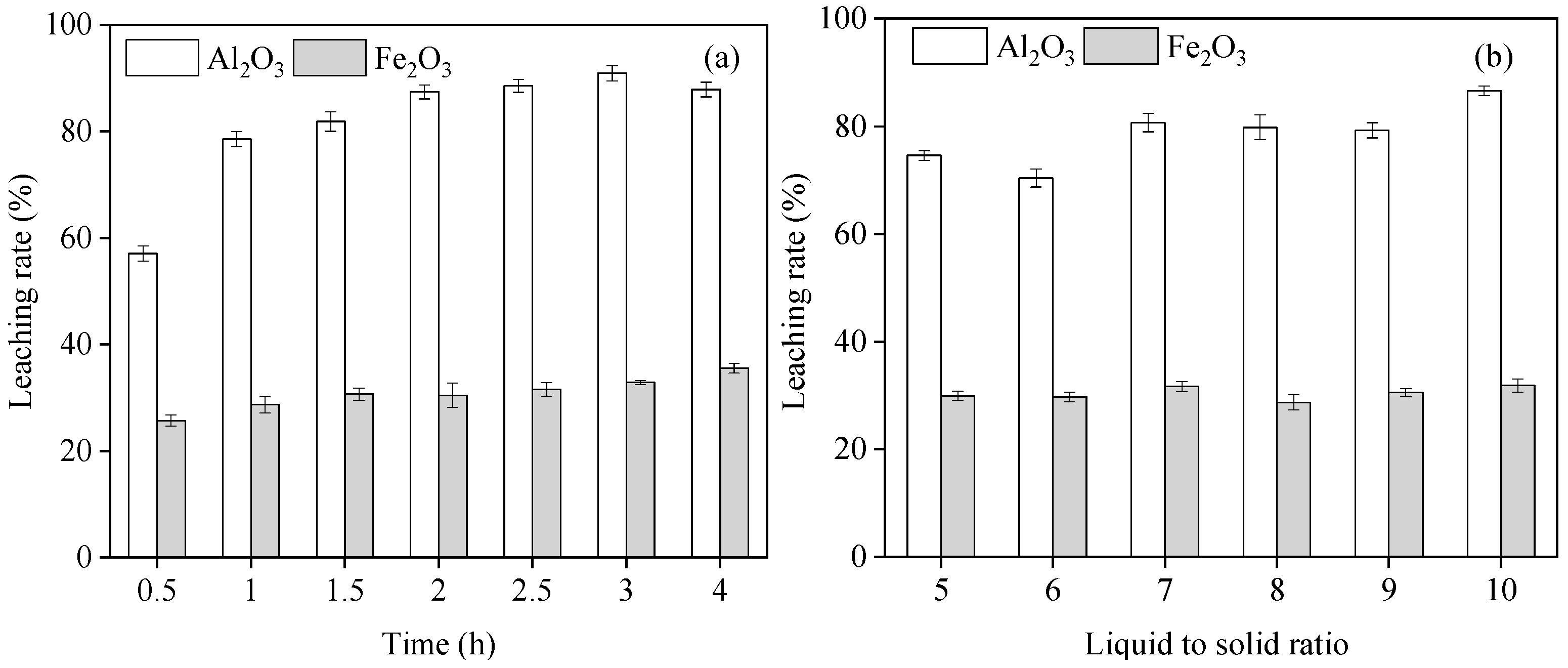
Figure 6.
(a) X-ray diffractometry patterns of polymeric aluminum ferric sulfate. (b) Fourier transform infrared spectroscopy spectra of polymeric aluminum ferric sulfate.
Figure 6.
(a) X-ray diffractometry patterns of polymeric aluminum ferric sulfate. (b) Fourier transform infrared spectroscopy spectra of polymeric aluminum ferric sulfate.

Figure 7.
Effect of different dosage and initial pH of polymeric aluminum ferric sulphate and polyaluminum chloride on turbidity and phosphate removal efficiency. (a) Effect of initial pH on turbidity. (b) Effect of initial pH on phosphate. (c) Effect of dosage on turbidity. (d) Effect of dosage on phosphate.
Figure 7.
Effect of different dosage and initial pH of polymeric aluminum ferric sulphate and polyaluminum chloride on turbidity and phosphate removal efficiency. (a) Effect of initial pH on turbidity. (b) Effect of initial pH on phosphate. (c) Effect of dosage on turbidity. (d) Effect of dosage on phosphate.
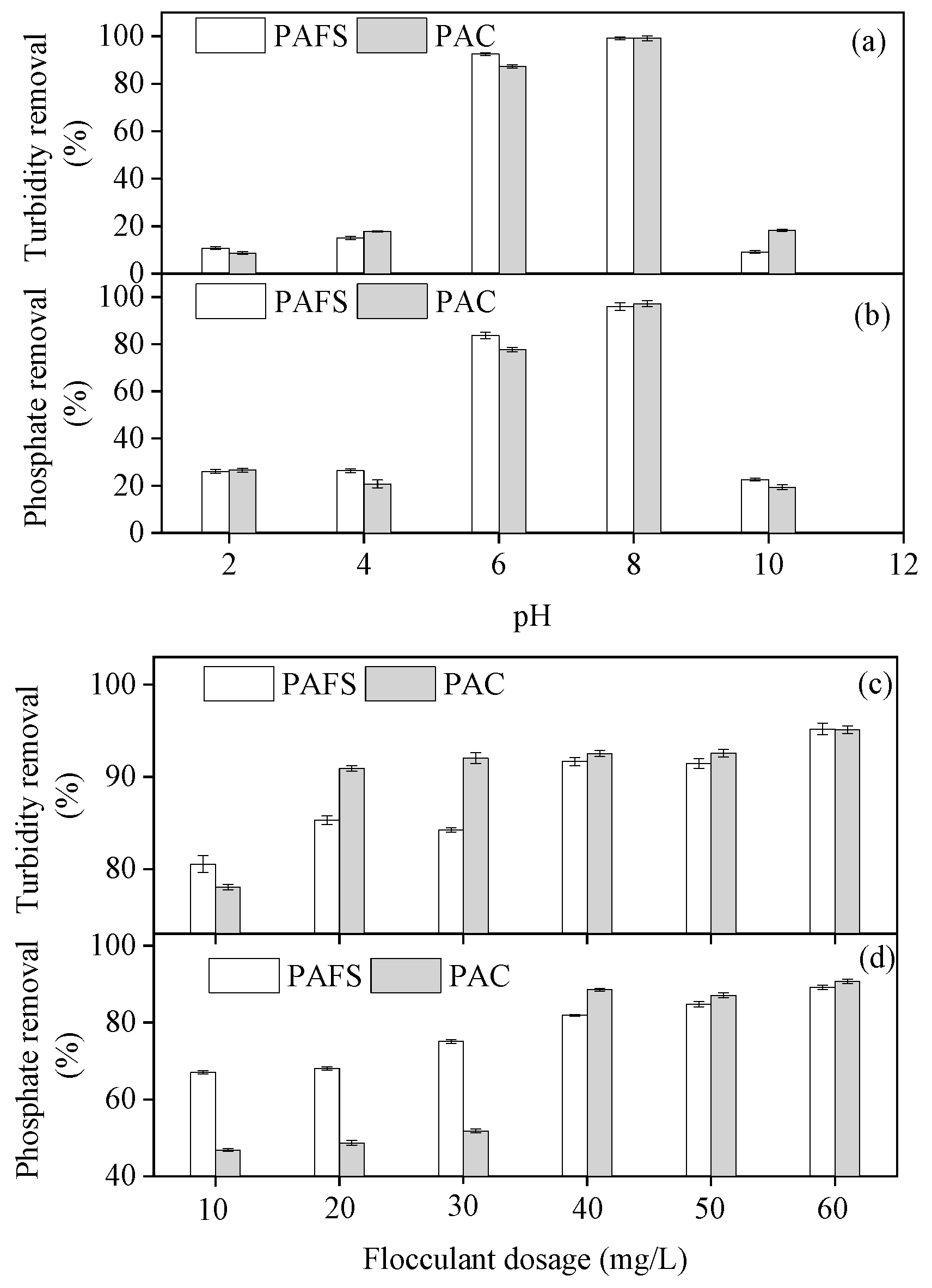
Figure 8.
(a) Phosphate adsorption capacities of acid residue leaching-based ceramsite (ARMC). (b) Mechanical strength of acid residue leaching-based ceramsite. (c) X-ray diffractometry patterns of red mud granular adsorbents with 60% acid residue leaching at different sintering temperatures.
Figure 8.
(a) Phosphate adsorption capacities of acid residue leaching-based ceramsite (ARMC). (b) Mechanical strength of acid residue leaching-based ceramsite. (c) X-ray diffractometry patterns of red mud granular adsorbents with 60% acid residue leaching at different sintering temperatures.

Figure 9.
Thermogravimetric curve of acid leaching residue-based ceramsite-60%-600 °C at a heating rate of 5 °C/min.
Figure 9.
Thermogravimetric curve of acid leaching residue-based ceramsite-60%-600 °C at a heating rate of 5 °C/min.
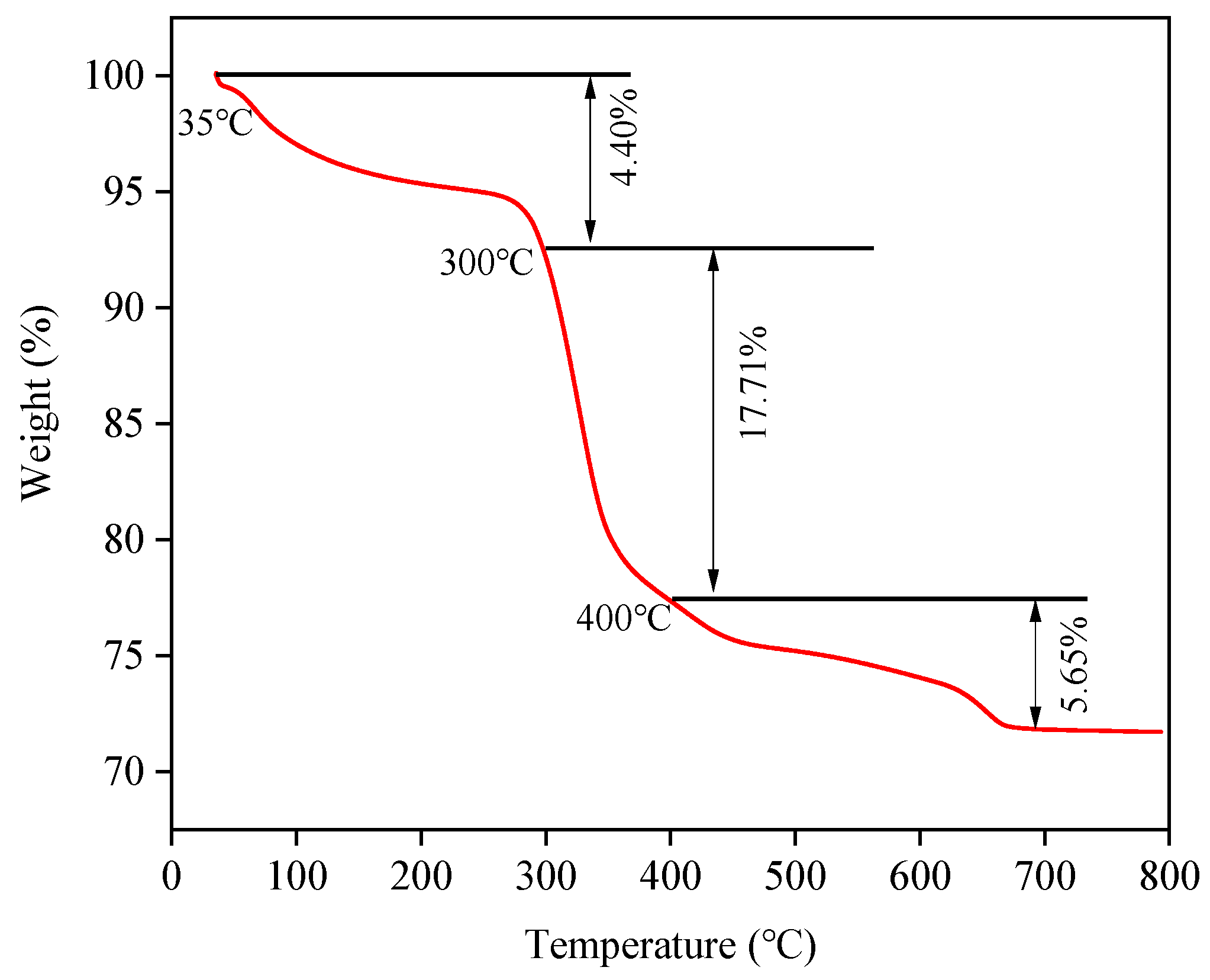
Figure 10.
The scanning electron microscope images of acid leaching residue-based ceramsite (ARMC)-60%-600 °C (a) before phosphate adsorption, and (b) after phosphate adsorption.
Figure 10.
The scanning electron microscope images of acid leaching residue-based ceramsite (ARMC)-60%-600 °C (a) before phosphate adsorption, and (b) after phosphate adsorption.

Figure 11.
X-ray diffractometry patterns of acid leaching residue-based ceramsite (ARMC)-60%-600 °C after phosphate adsorption.
Figure 11.
X-ray diffractometry patterns of acid leaching residue-based ceramsite (ARMC)-60%-600 °C after phosphate adsorption.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical compositions of RM (wt%).
| Components | Na2O | MgO | Al2O3 | SiO2 | CaO | TiO2 | Fe2O3 | K2O | Others |
|---|---|---|---|---|---|---|---|---|---|
| Mass percentage | 10.77 | 1.12 | 23.11 | 20.25 | 11.50 | 4.01 | 26.96 | 0.65 | 1.63 |
Table 2.
The quality of wastewater used for the evaluation of performance in flocculation.
| Water Quality Index | COD (mg/L) | TP (mg/L) | TN (mg/L) | NH3-N (mg/L) | pH |
|---|---|---|---|---|---|
| Concentration | 240.45 | 2.98 | 40.78 | 55.32 | 7.32 |
Table 3.
Surface area and pore volume of ARMC.
| Parameters | ARMC-70%-600 °C | ARMC-60%-600 °C | ARMC-50%-600 °C | ARMC-40%-600 °C |
|---|---|---|---|---|
| BET surface area (m2/g) | 40.62 | 56.16 | 25.24 | 4.79 |
| Pore volume (cm3/g) | 0.149 | 0.167 | 0.128 | 0.025 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhen, Z.; He, C.; Wang, Y.; Ma, H. A Novel Method of Synthesizing Polymeric Aluminum Ferric Sulfate Flocculant and Preparing Red Mud-Based Ceramsite. Materials 2024, 17, 1239. https://doi.org/10.3390/ma17061239
AMA Style
Zhen Z, He C, Wang Y, Ma H. A Novel Method of Synthesizing Polymeric Aluminum Ferric Sulfate Flocculant and Preparing Red Mud-Based Ceramsite. Materials. 2024; 17(6):1239. https://doi.org/10.3390/ma17061239
Chicago/Turabian StyleZhen, Zhilei, Chenxi He, Yanrong Wang, and Haotian Ma. 2024. "A Novel Method of Synthesizing Polymeric Aluminum Ferric Sulfate Flocculant and Preparing Red Mud-Based Ceramsite" Materials 17, no. 6: 1239. https://doi.org/10.3390/ma17061239
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.