Self-Shielding of X-ray Emission from Ultrafast Laser Processing Due to Geometrical Changes of the Interaction Zone


Abstract
1. Introduction
2. Calculation of X-ray Emission
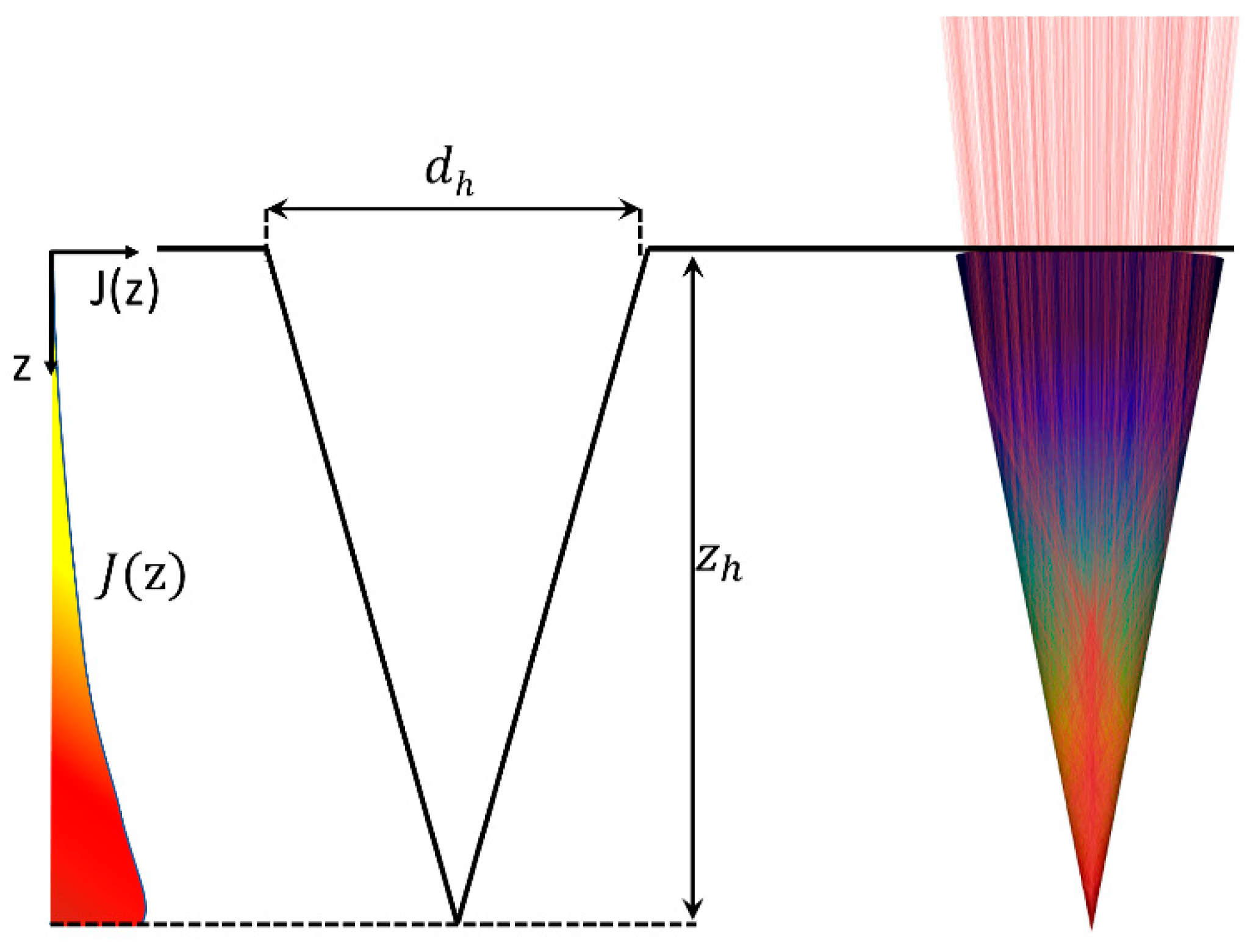
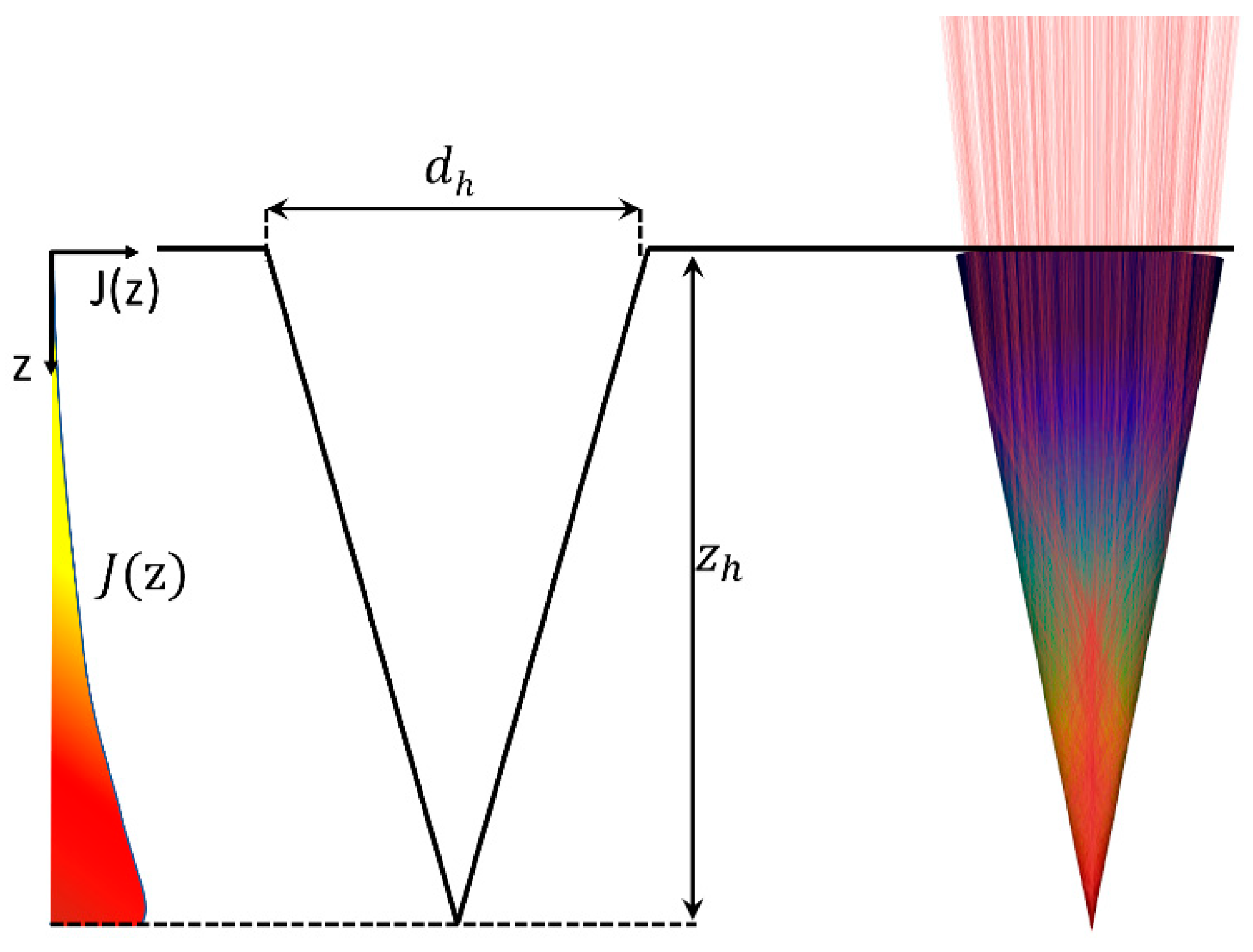
2.1. Raytracing in Laser Drilled Holes
2.2. Spectrum of the X-ray Emission
3. X-ray Emission from Percussion Drilling
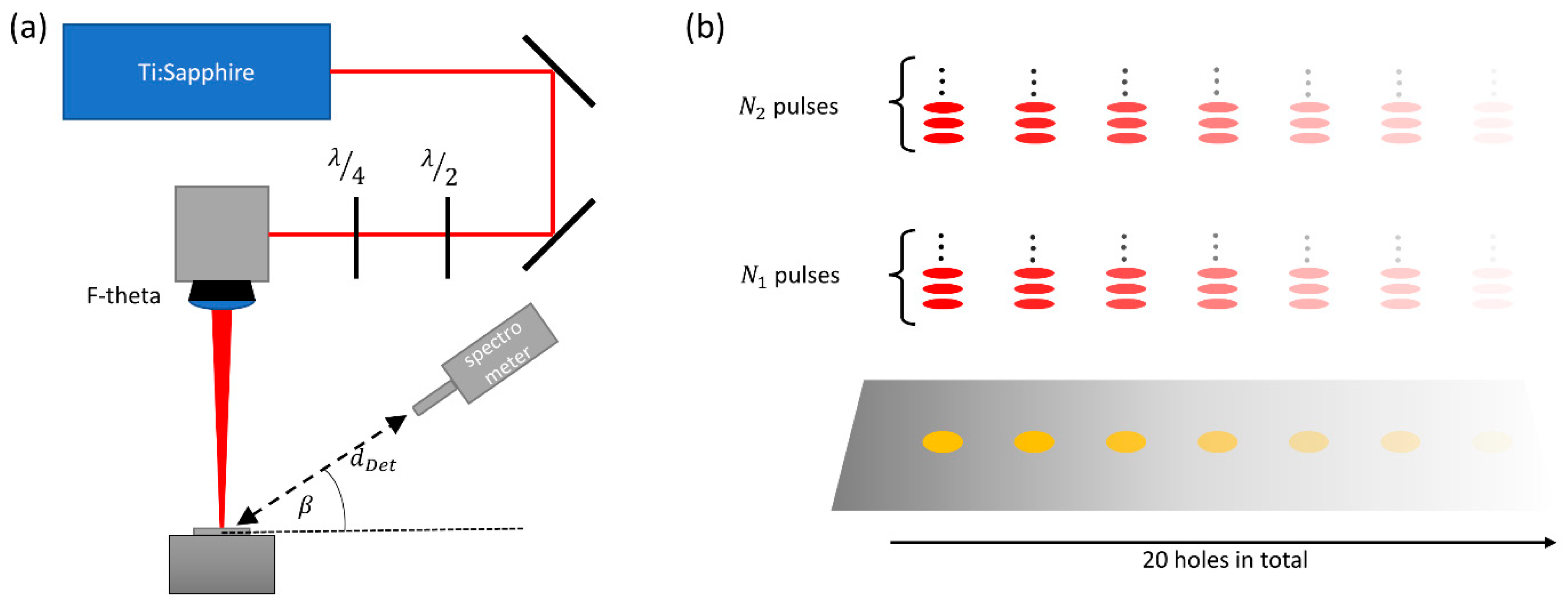
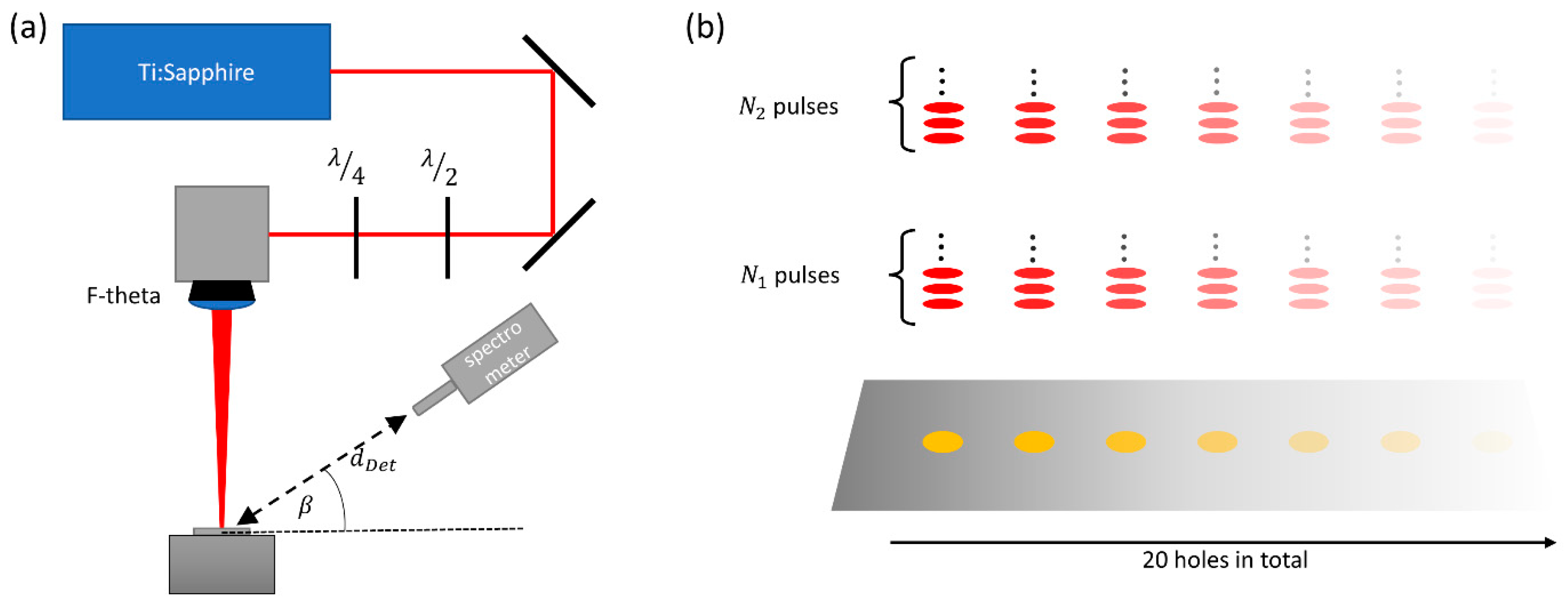
3.1. Pricinple of Detection
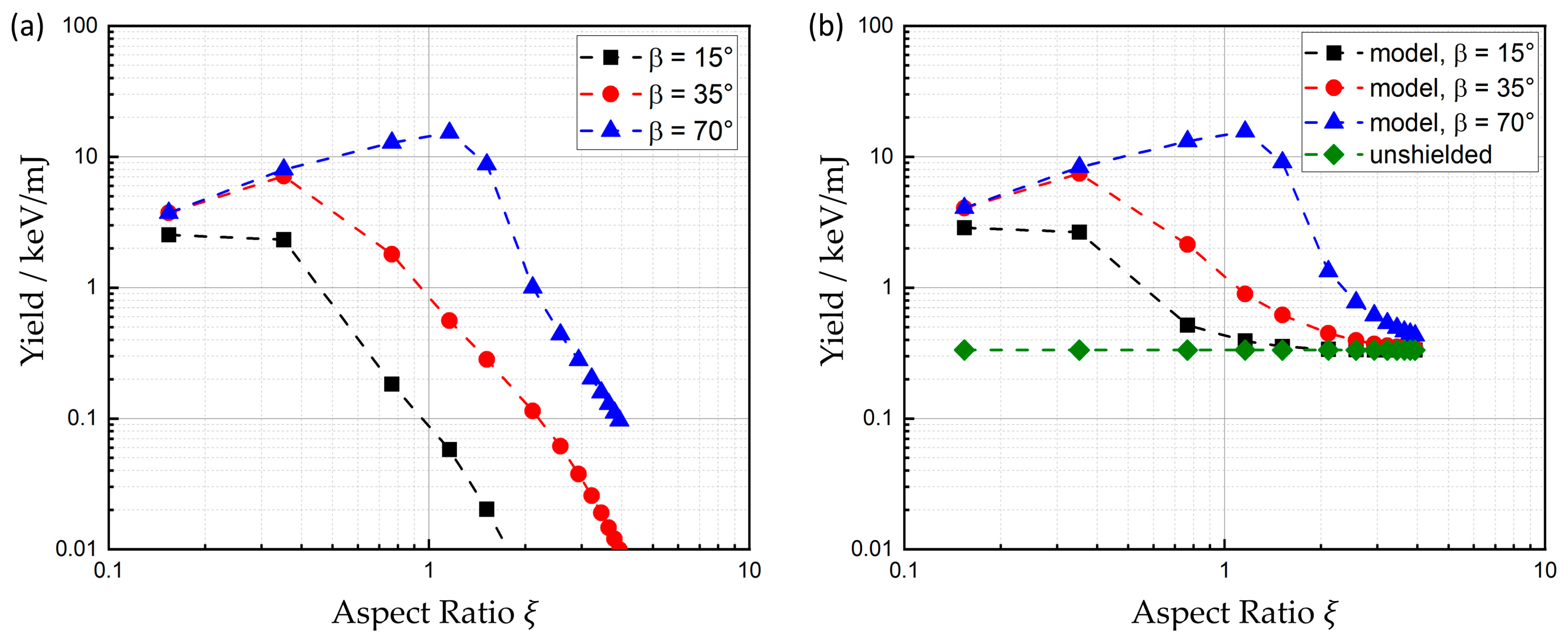
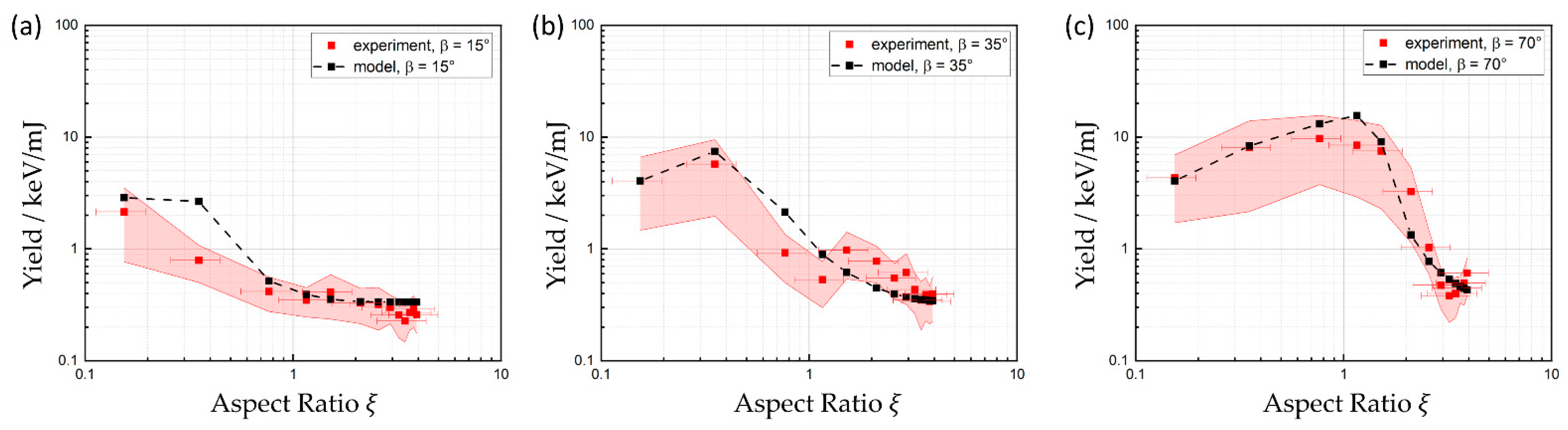
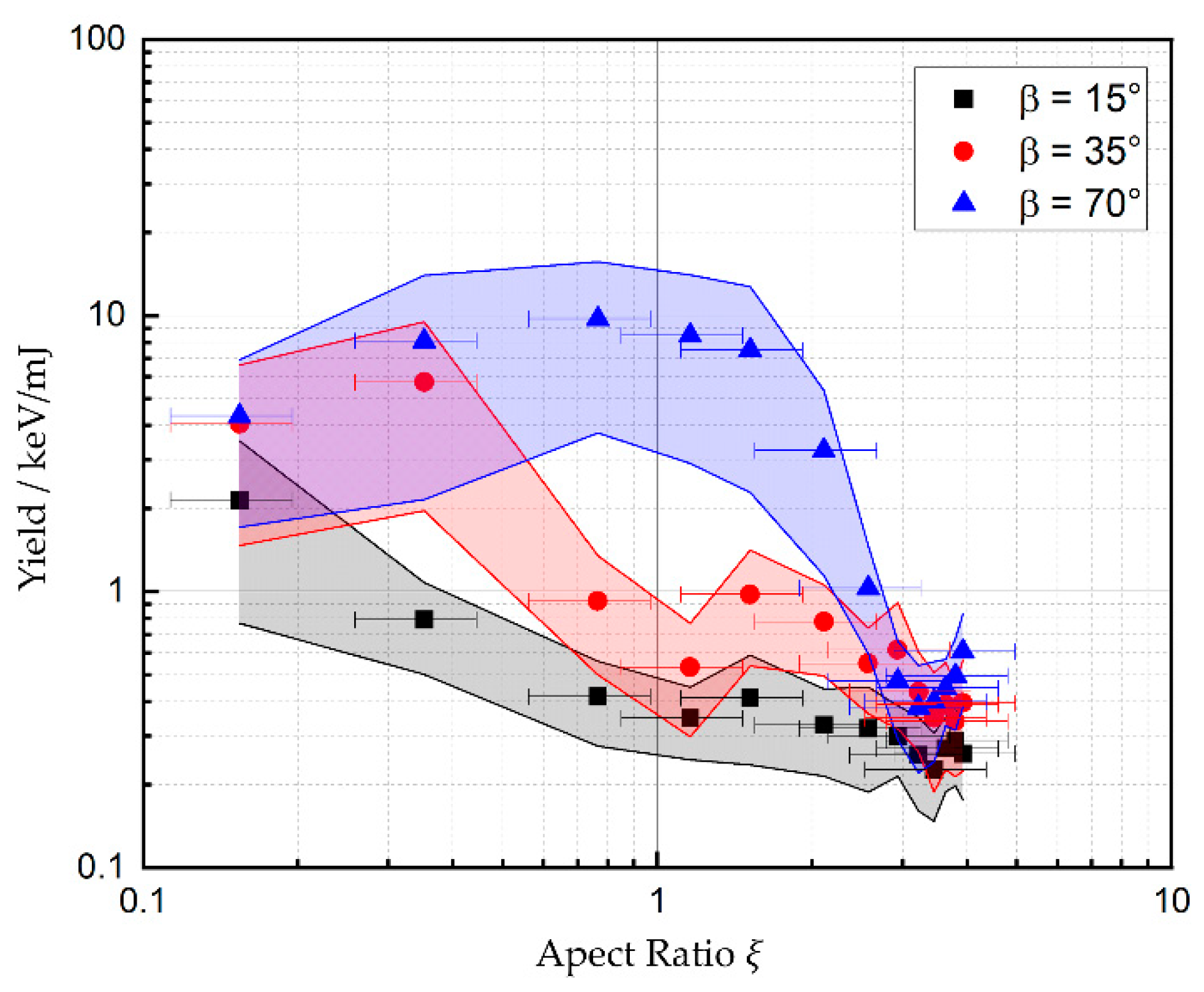
3.2. Experimental Results
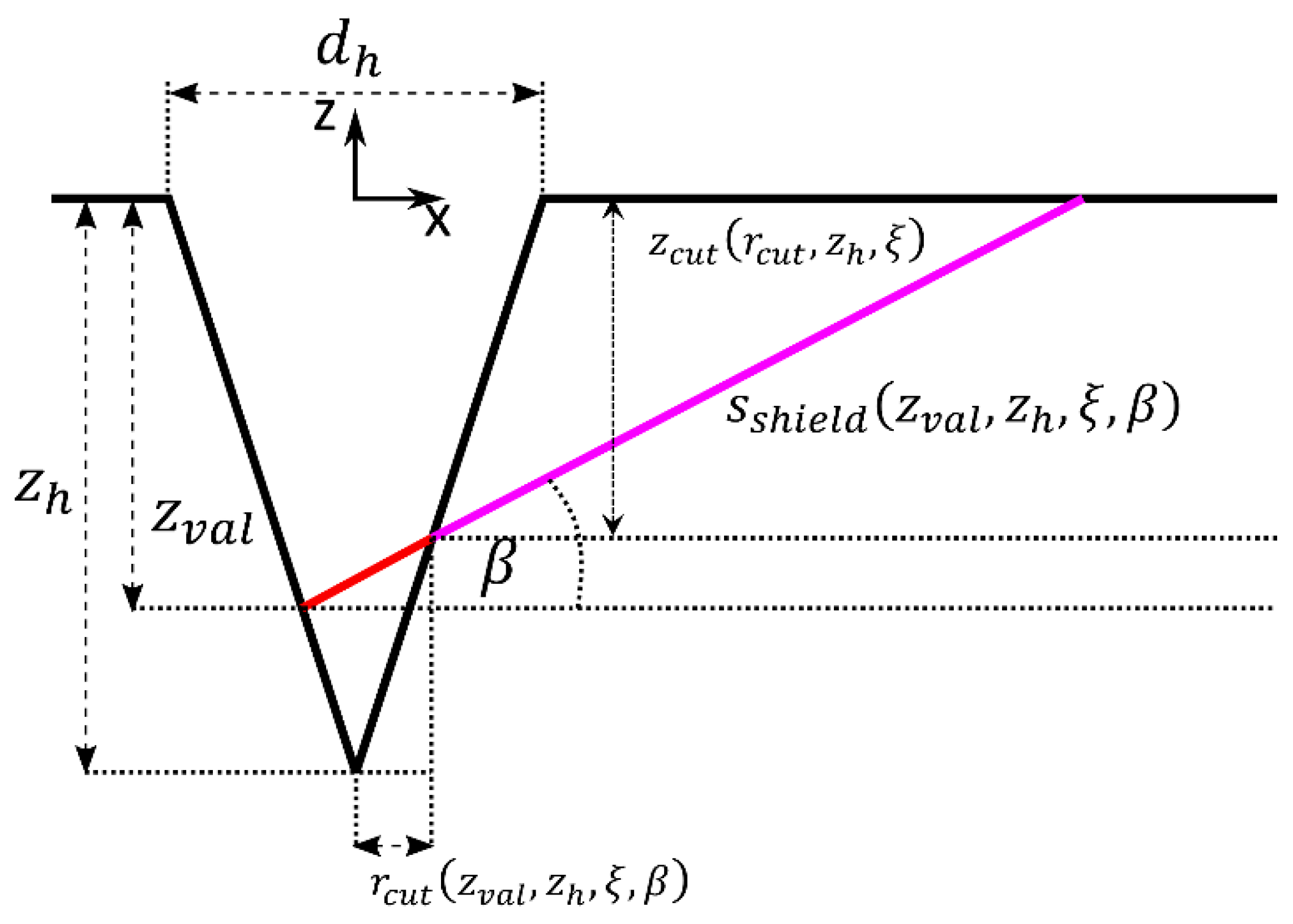
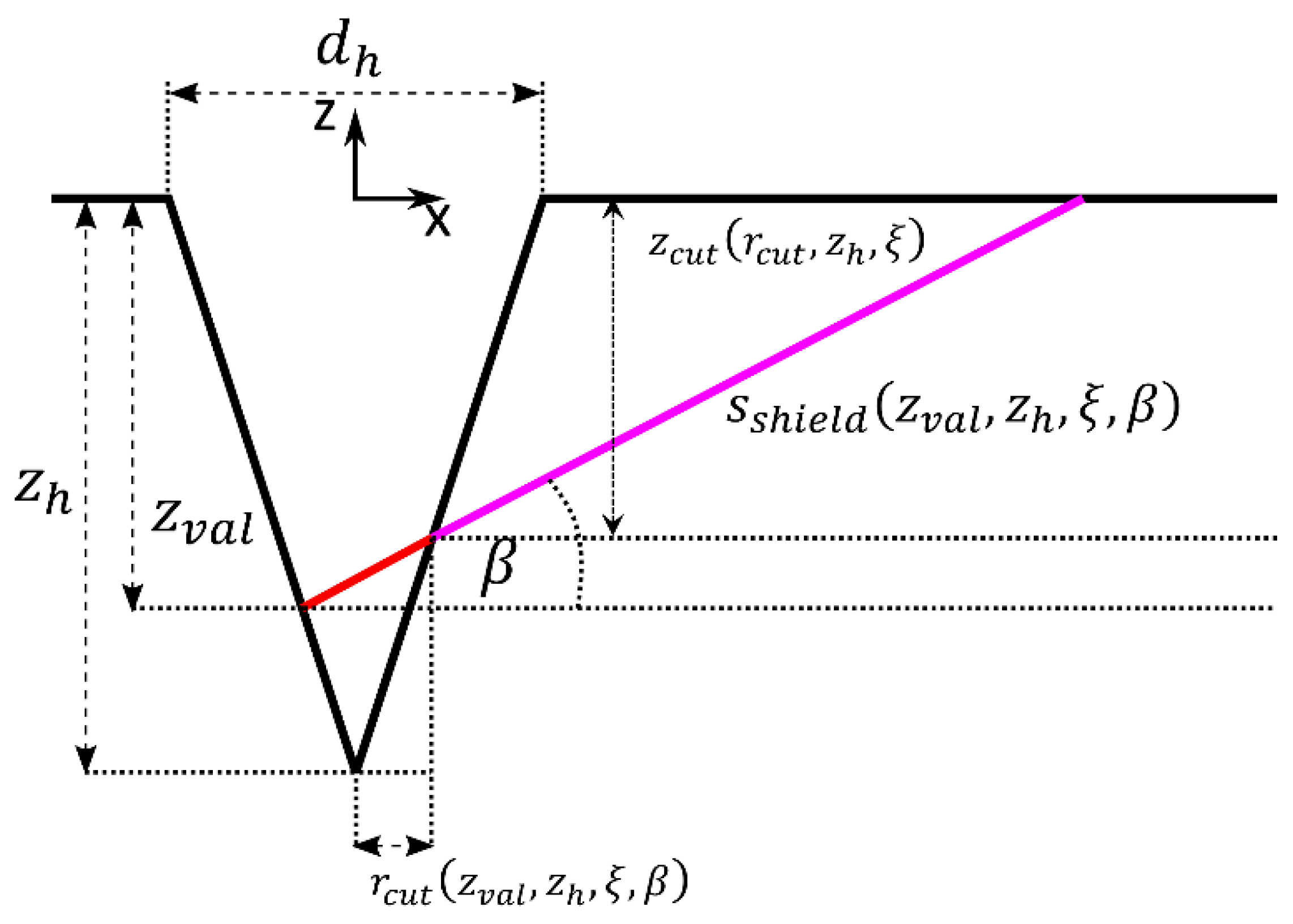
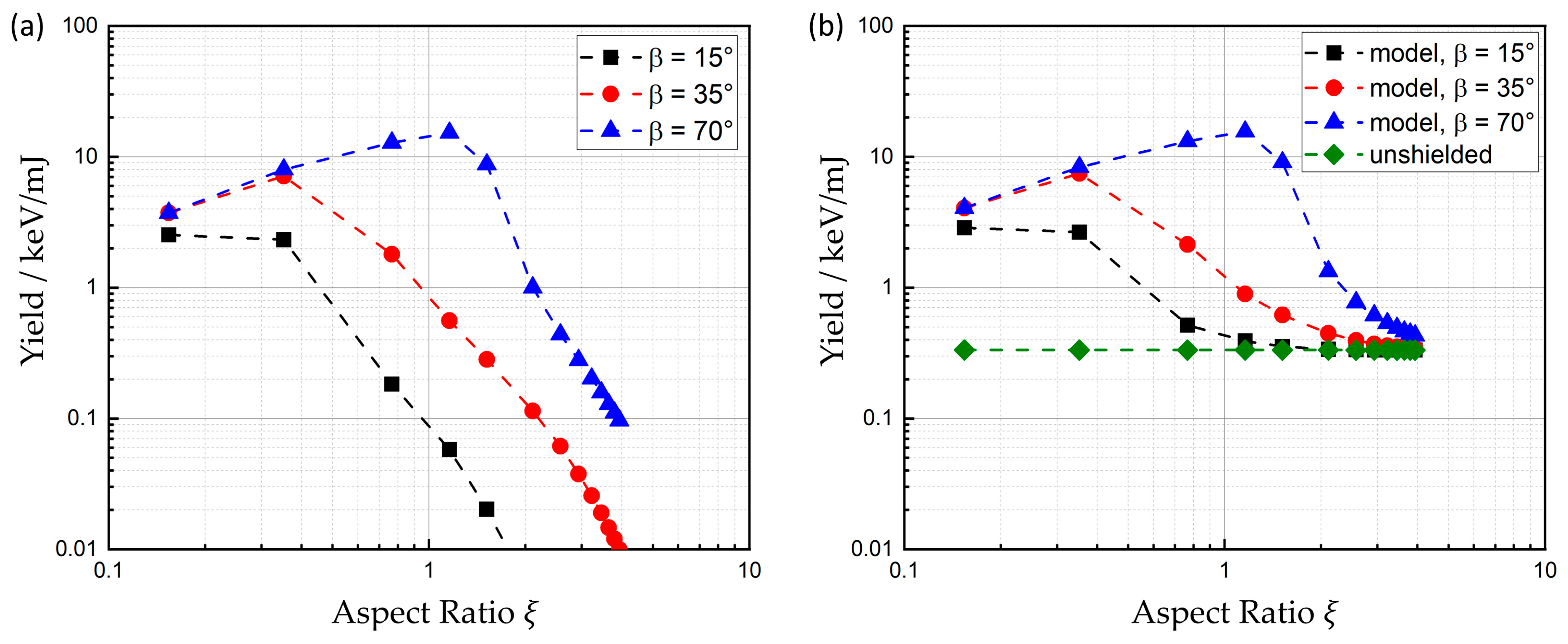
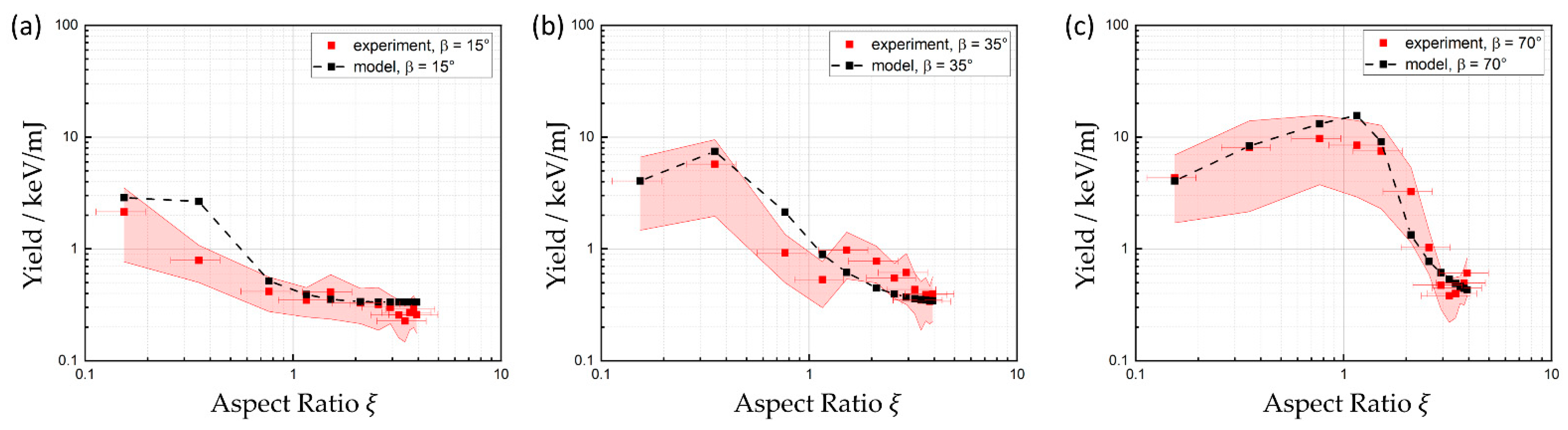
3.3. Calculation of Self-Shielding
- The evaluation depth zval further determines the thickness
- The total spectral power transmitted through the surrounding material was calculated by integrating over the walls of the hole up to the depth zh,
4. Discussion
5. Summary
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nolte, S.; Momma, C.; Jacobs, H.; Tünnermann, A.; Chichkov, B.N.; Wellegehausen, B.; Welling, H. Ablation of metals by ultrashort laser pulses. J. Opt. Soc. Am. B 1997, 14, 2716. [Google Scholar] [CrossRef]
- Gamaly, E.G.; Rode, A.V.; Luther-Davies, B.; Tikhonchuk, V.T. Ablation of solids by femtosecond lasers: Ablation mechanism and ablation thresholds for metals and dielectrics. Phys. Plasmas 2002, 9, 949–957. [Google Scholar] [CrossRef]
- Gamaly, E.G.; Rode, A.V. Physics of ultra-short laser interaction with matter: From phonon excitation to ultimate transformations. Prog. Quantum Electron. 2013, 37, 215–323. [Google Scholar] [CrossRef]
- Förster, D.J.; Weber, R.; Holder, D.; Graf, T. Estimation of the depth limit for percussion drilling with picosecond laser pulses. Opt. Express 2018, 26, 11546–11552. [Google Scholar] [CrossRef]
- Giulietti, D.; Gizzi, L.A. X-ray emission from laser-produced plasmas. Riv. Nuovo Cim. 1998, 21, 1–93. [Google Scholar] [CrossRef]
- Wilks, S.C.; Kruer, W.L. Absorption of ultrashort, ultra-intense laser light by solids and overdense plasmas. IEEE J. Quantum Electron. 1997, 33, 1954–1968. [Google Scholar] [CrossRef]
- Legall, H.; Schwanke, C.; Pentzien, S.; Dittmar, G.; Bonse, J.; Krüger, J. X-ray emission as a potential hazard during ultrashort pulse laser material processing. Appl. Phys. A 2018, 124, 407. [Google Scholar] [CrossRef]
- Henke, B.L.; Gullikson, E.M.; Davis, J.C. X-ray Interactions: Photoabsorption, Scattering, Transmission, and Reflection at E = 50–30,000 eV, Z = 1–92. At. Data Nucl. Data Tables 1993, 54, 181–342. [Google Scholar] [CrossRef]
- Bekefi, G. Radiation Processes in Plasmas; Wiley: Hoboken, NJ, USA, 1966; ISBN 9780471063506. [Google Scholar]
- Weber, R.; Cunningham, P.F.; Balmer, J.E. Temporal and spectral characteristics of soft x radiation from laser-irradiated cylindrical cavities. Appl. Phys. Lett. 1988, 53, 2596–2598. [Google Scholar] [CrossRef]
- Meyerhofer, D.D.; Chen, H.; Delettrez, J.A.; Soom, B.; Uchida, S.; Yaakobi, B. Resonance absorption in high-intensity contrast, picosecond laser–plasma interactions*. Phys. Fluids B Plasma Phys. 1993, 5, 2584–2588. [Google Scholar] [CrossRef]
- Balmer, J.E.; Donaldson, T.P. Resonance Absorption of 1.06-mm Laser Radiation in Laser-Generated Plasma. Phys. Rev. Lett. 1977, 39, 1084. [Google Scholar] [CrossRef]
- Dewald, E.L.; Rosen, M.; Glenzer, S.H.; Suter, L.J.; Girard, F.; Jadaud, J.P.; Schein, J.; Constantin, C.; Wagon, F.; Huser, G.; et al. X-ray conversion efficiency of high-Z hohlraum wall materials for indirect drive ignition. Phys. Plasmas 2008, 15, 072706. [Google Scholar] [CrossRef]
- Back, C.A.; Davis, J.; Grun, J.; Suter, L.J.; Landen, O.L.; Hsing, W.W.; Miller, M.C. Multi-keV X-ray conversion efficiency in laser-produced plasmas. Phys. Plasmas 2003, 10, 2047–2055. [Google Scholar] [CrossRef]
- Legall, H.; Schwanke, C.; Bonse, J.; Krüger, J. X-ray radiation protection aspects during ultrashort laser processing. J. Laser Appl. 2020, 32, 22004. [Google Scholar] [CrossRef]
- Legall, H.; Schwanke, C.; Bonse, J.; Krüger, J. The influence of processing parameters on X-ray emission during ultra-short pulse laser machining. Appl. Phys. A 2019, 125, 570. [Google Scholar] [CrossRef]
- Bunte, J.; Barcikowski, S.; Puester, T.; Burmester, T.; Brose, M.; Ludwig, T. Secondary Hazards: Particle and X-ray Emission. In Femtosecond Technology for Technical and Medical Applications; Dausinger, F., Lichtner, F., Lubatschowski, H., Eds.; Springer: Berlin/Heidelberg, Germany, 2004; pp. 309–321. ISBN 978-3-540-20114-4. [Google Scholar]
- Weber, R.; Giedl-Wagner, R.; Förster, D.J.; Pauli, A.; Graf, T.; Balmer, J.E. Expected X-ray dose rates resulting from industrial ultrafast laser applications. Appl. Phys. A 2019, 125, 635. [Google Scholar] [CrossRef]
- Schille, J.; Kraft, S.; Kattan, D.; Löschner, U. Enhanced X-ray Emissions Arising from High Pulse Repetition Frequency Ultrashort Pulse Laser Materials Processing. Materials 2022, 15, 2748. [Google Scholar] [CrossRef]
- Kraft, S.; Schille, J.; Bonse, J.; Löschner, U.; Krüger, J. X-ray emission during the ablative processing of biological materials by ultrashort laser pulses. Appl. Phys. A 2023, 129, 186. [Google Scholar] [CrossRef]
- Holland, J.; Weber, R.; Sailer, M.; Graf, T. Influence of Pulse Duration on X-ray Emission during Industrial Ultrafast Laser Processing. Materials 2022, 15, 2257. [Google Scholar] [CrossRef]
- Williams, W.E.; Soileau, M.J.; van Stryland, E.W. Picosecond air breakdown studies at 0.53 μm. Appl. Phys. Lett. 1983, 43, 352–354. [Google Scholar] [CrossRef]
- Schille, J.; Kraft, S.; Pflug, T.; Scholz, C.; Clair, M.; Horn, A.; Loeschner, U. Study on X-ray Emission Using Ultrashort Pulsed Lasers in Materials Processing. Materials 2021, 14, 4537. [Google Scholar] [CrossRef]
- Metzner, D.; Olbrich, M.; Lickschat, P.; Horn, A.; Weißmantel, S. X-ray generation by laser ablation using MHz to GHz pulse bursts. J. Laser Appl. 2021, 33, 32014. [Google Scholar] [CrossRef]
- Behrens, R.; Pullner, B.; Reginatto, M. X-ray emission from materials processing lasers. Radiat. Prot. Dosim. 2019, 183, 361–374. [Google Scholar] [CrossRef]
- Qin, Y.; Michalowski, A.; Weber, R.; Yang, S.; Graf, T.; Ni, X. Comparison between ray-tracing and physical optics for the computation of light absorption in capillaries--the influence of diffraction and interference. Opt. Express 2012, 20, 26606–26617. [Google Scholar] [CrossRef]
- Holder, D.; Weber, R.; Graf, T.; Onuseit, V.; Brinkmeier, D.; Förster, D.J.; Feuer, A. Analytical model for the depth progress of percussion drilling with ultrashort laser pulses. Appl. Phys. A 2021, 127, 1–8. [Google Scholar] [CrossRef]
- Ordal, M.A.; Bell, R.J.; Alexander, R.W.; Long, L.L.; Querry, M.R. Optical properties of fourteen metals in the infrared and far infrared: Al, Co, Cu, Au, Fe, Pb, Mo, Ni, Pd, Pt, Ag, Ti, V, and W. Appl. Opt. 1985, 24, 4493. [Google Scholar] [CrossRef]
- Liu, J.M. Simple technique for measurements of pulsed Gaussian-beam spot sizes. Opt. Lett. 1982, 7, 196–198. [Google Scholar] [CrossRef]
- PN Detector. XRF—Key Features. Available online: https://pndetector.de/products-applications/the-xrf-spectrometer-all-in-one/ (accessed on 22 February 2024).
- Usman, S.; Patil, A. Radiation detector deadtime and pile up: A review of the status of science. Nucl. Eng. Technol. 2018, 50, 1006–1016. [Google Scholar] [CrossRef]
- Tang, Q.; Wu, C.; Wu, T. Defocusing effect and energy absorption of plasma in picosecond laser drilling. Opt. Commun. 2021, 478, 126410. [Google Scholar] [CrossRef]
- Hubbell, J.H.; Seltzer, S.M. Tables of X-ray Mass Attenuation Coefficients and Mass Energy-Absorption Coefficients 1 keV to 20 meV for Elements z = 1 to 92 and 48 Additional Substances of Dosimetric Interest; Ionizing Radiation Div PB-95-220539/XAB; NISTIR-5632; National Inst. of Standards and Technology—PL: Gaithersburg, MD, USA, 1995. Available online: https://www.osti.gov/biblio/76335 (accessed on 25 July 2023).
- De Laeter, J.R.; Böhlke, J.K.; de Bièvre, P.; Hidaka, H.; Peiser, H.S.; Rosman, K.J.R.; Taylor, P.D.P. Errata: Atomic weights of the elements: Review 2000 (IUPAC Technical Report). Pure Appl. Chem. 2009, 81, 1535–1536. [Google Scholar] [CrossRef]
- Johnson, P.; Christy, R. Optical constants of transition metals: Ti, V, Cr, Mn, Fe, Co, Ni, and Pd. Phys. Rev. B 1974, 9, 5056–5070. [Google Scholar] [CrossRef]
- James, A.M.; Lord, M.P. Macmillan’s Chemical and Physical Data; Pan Macmillan: London, UK, 1992; ISBN 9780333511671. [Google Scholar]
- Kramida, A.; Ralchenko, Y. NIST Standard Reference Database 78; NIST Atomic Spectra Database: Gaithersburg, MD, USA, 1999.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Symbol | Value |
|---|---|---|
| Laser beam profile | Gaussian | |
| Pulse duration | τp | 1 ps |
| Beam power | P | 1 W |
| Laser pulse repetition rate | frep | 1 kHz |
| Beam waist radius (1/e2) | ω0 | 24 µm |
| Beam raw diameter | d0 | 10 mm |
| Focal width (F-Theta lens) | fL | 400 mm |
| Laser wavelength | λ | 800 nm |
| Atomic number (Material) | Ze | 26 (Iron) |
| Mass of ions | mi | 9.274·10−26 kg [34] |
| Complex refractive index | n, k | n = 2.8, k = 3.36 [35] |
| Material density | ρ | 7.874 g/cm3 [36] |
| Hole diameter | 90 µm | |
| Distance of detector | ddet | 35 cm |
| Angle of detection | β | 15°, 35°, 70° |
| Optical penetration depth | ℓa | 19 nm [35] |
| Max. ionization energy | Ei,max | 9278 eV [37] |
| Fraction of hot electrons | qh | 5.5·10−4 [18] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Holland, J.; Hagenlocher, C.; Weber, R.; Graf, T. Self-Shielding of X-ray Emission from Ultrafast Laser Processing Due to Geometrical Changes of the Interaction Zone. Materials 2024, 17, 1109. https://doi.org/10.3390/ma17051109
Holland J, Hagenlocher C, Weber R, Graf T. Self-Shielding of X-ray Emission from Ultrafast Laser Processing Due to Geometrical Changes of the Interaction Zone. Materials. 2024; 17(5):1109. https://doi.org/10.3390/ma17051109
Chicago/Turabian StyleHolland, Julian, Christian Hagenlocher, Rudolf Weber, and Thomas Graf. 2024. "Self-Shielding of X-ray Emission from Ultrafast Laser Processing Due to Geometrical Changes of the Interaction Zone" Materials 17, no. 5: 1109. https://doi.org/10.3390/ma17051109
APA StyleHolland, J., Hagenlocher, C., Weber, R., & Graf, T. (2024). Self-Shielding of X-ray Emission from Ultrafast Laser Processing Due to Geometrical Changes of the Interaction Zone. Materials, 17(5), 1109. https://doi.org/10.3390/ma17051109