
Microstructure and Mechanical Properties of Refill Friction Stir Spot-Welded Joints of 2A12Al and 7B04Al: Effects of Tool Size and Welding Parameters


Abstract
1. Introduction
2. Materials and Methods
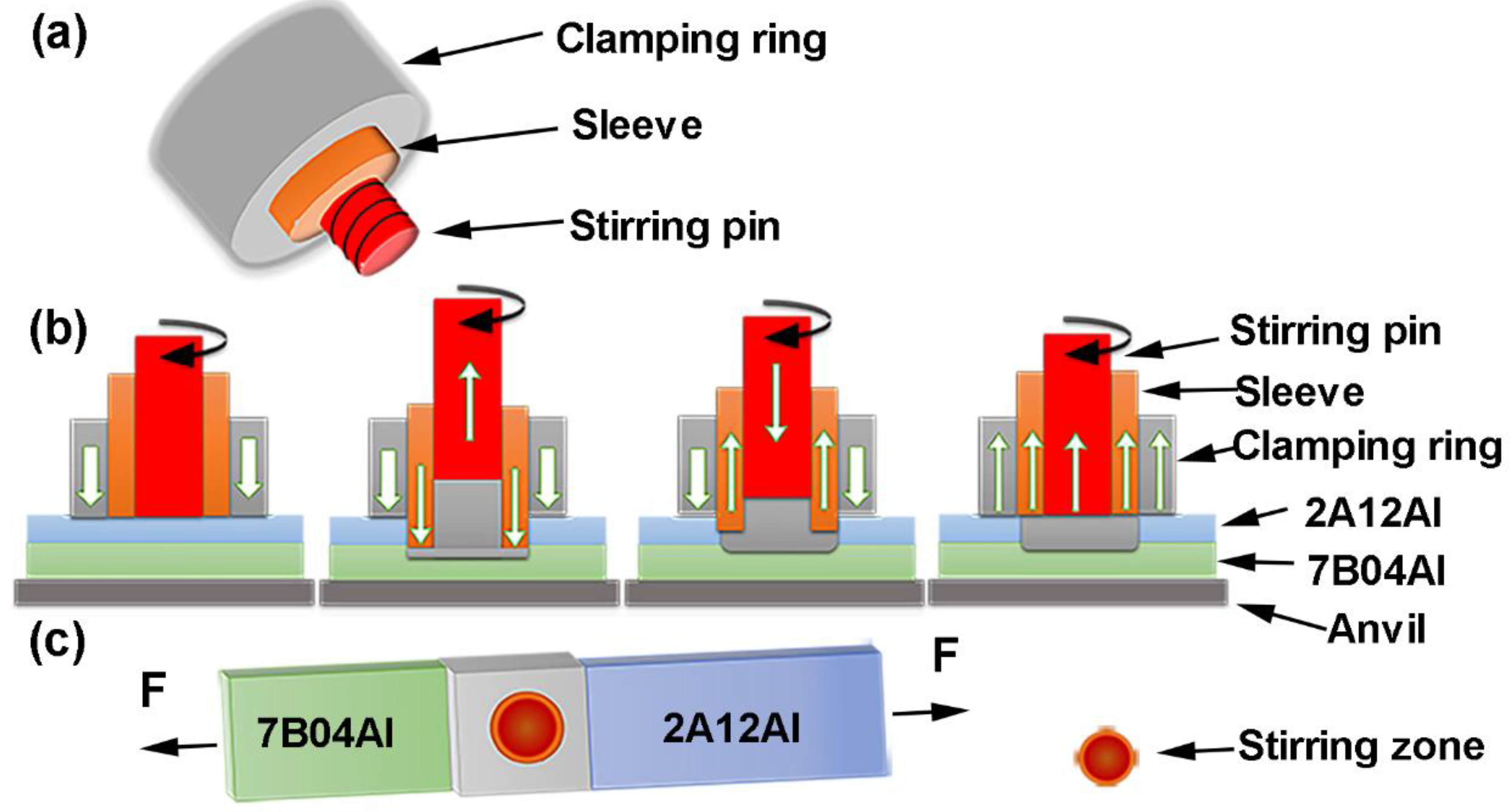
2.1. Refill Friction Stir Spot Welding
2.2. Microstructure and Mechanical Characterization
3. Results and Discussions
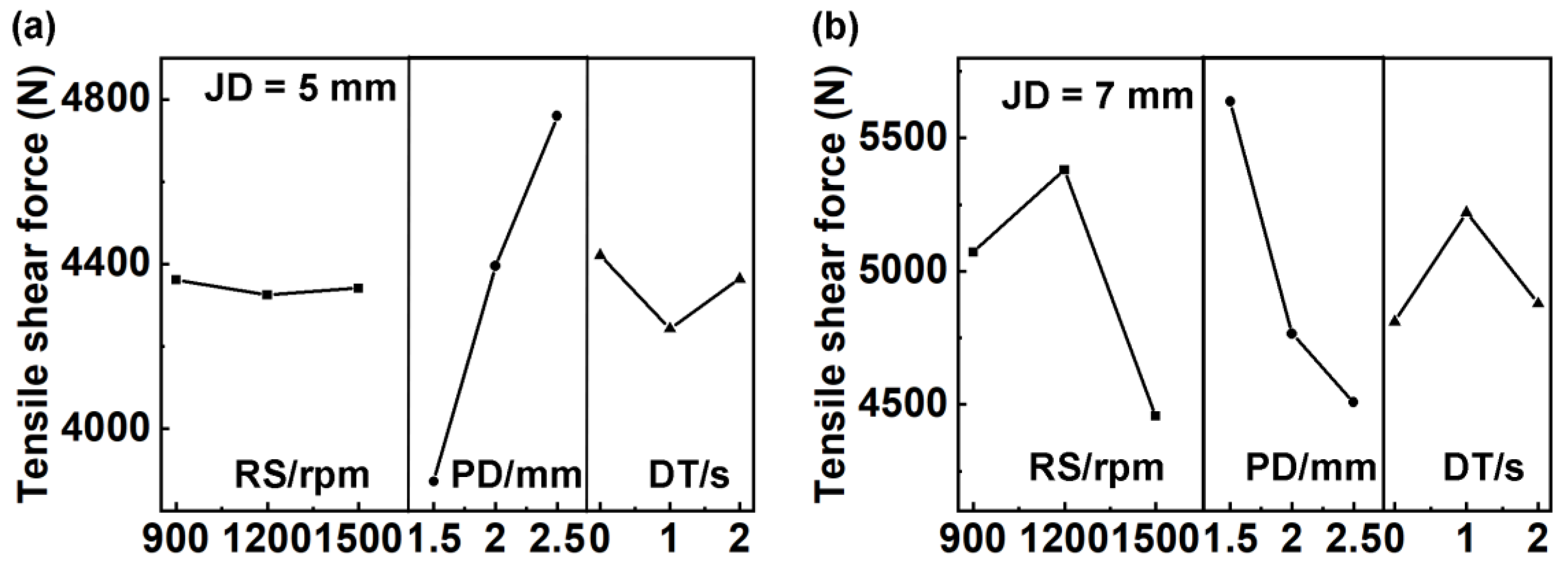
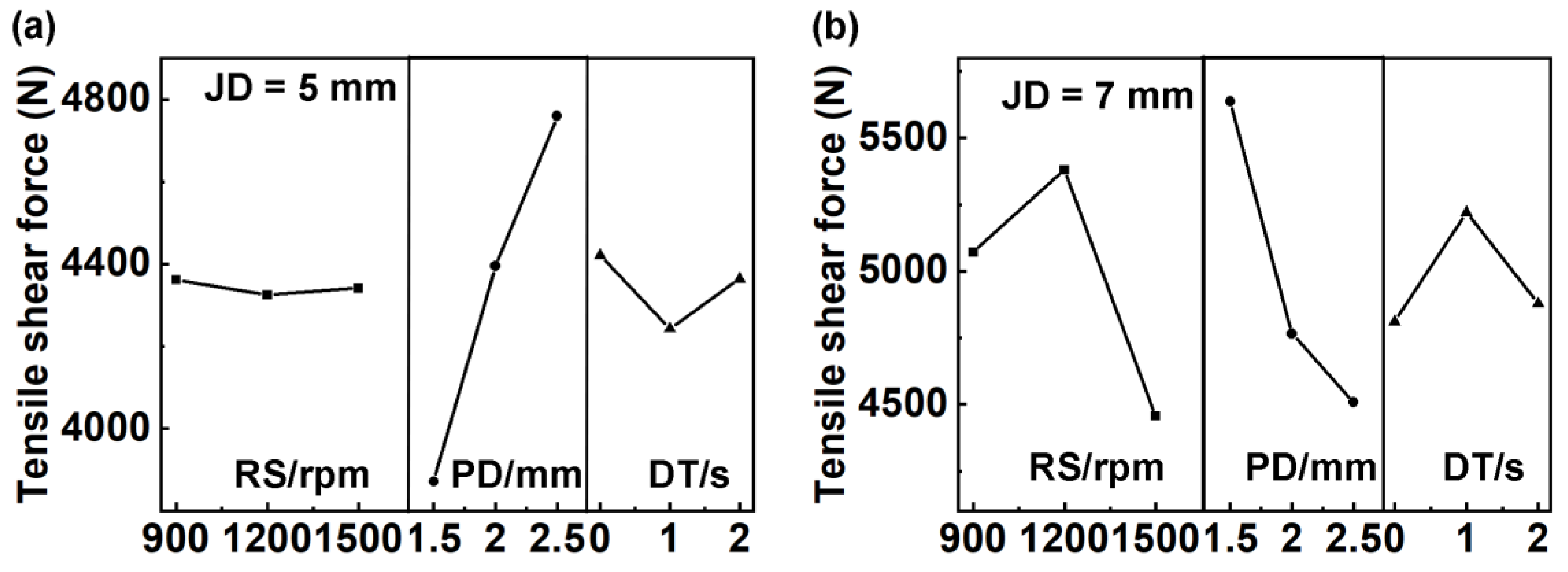
3.1. Mechanical Property Evolutions
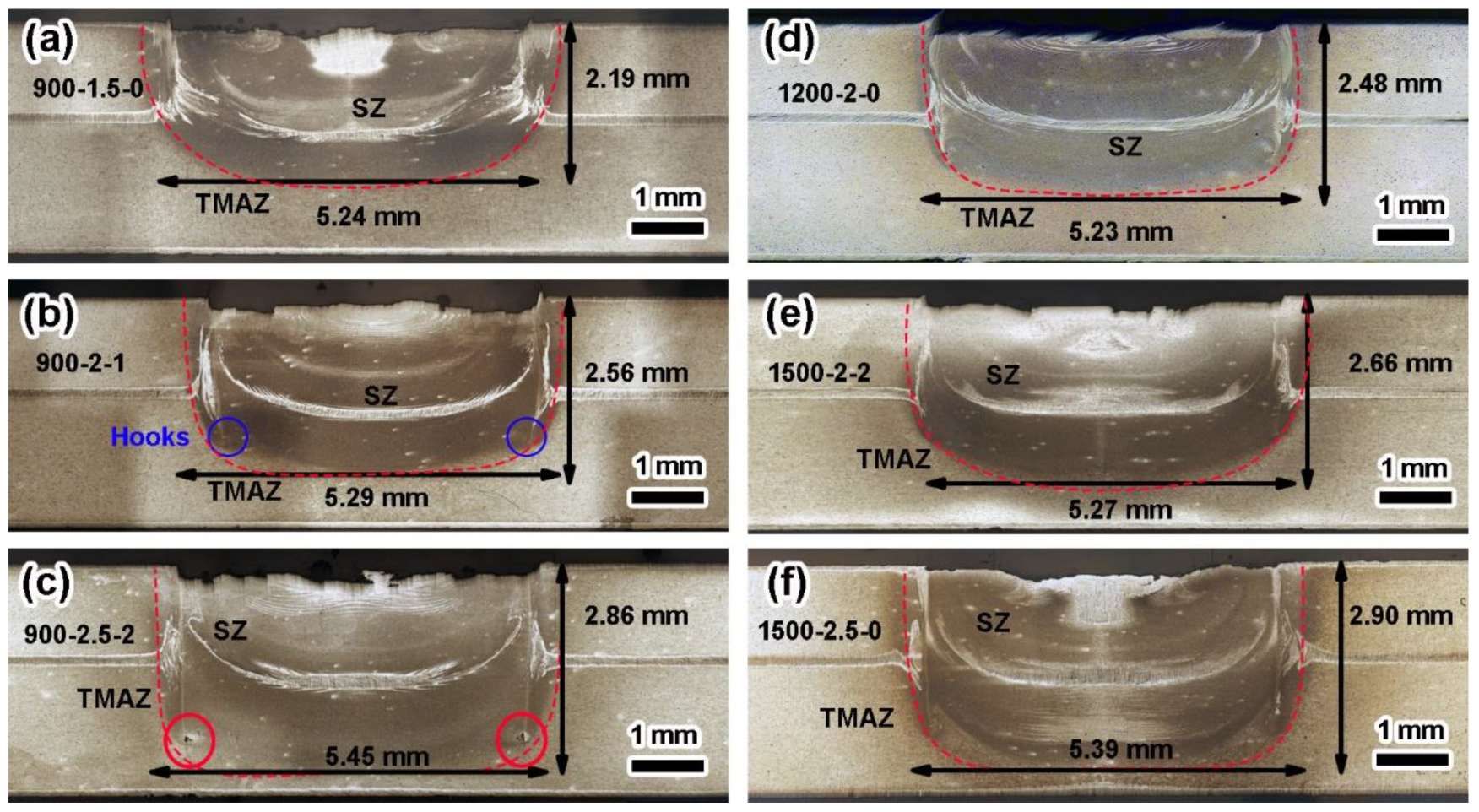
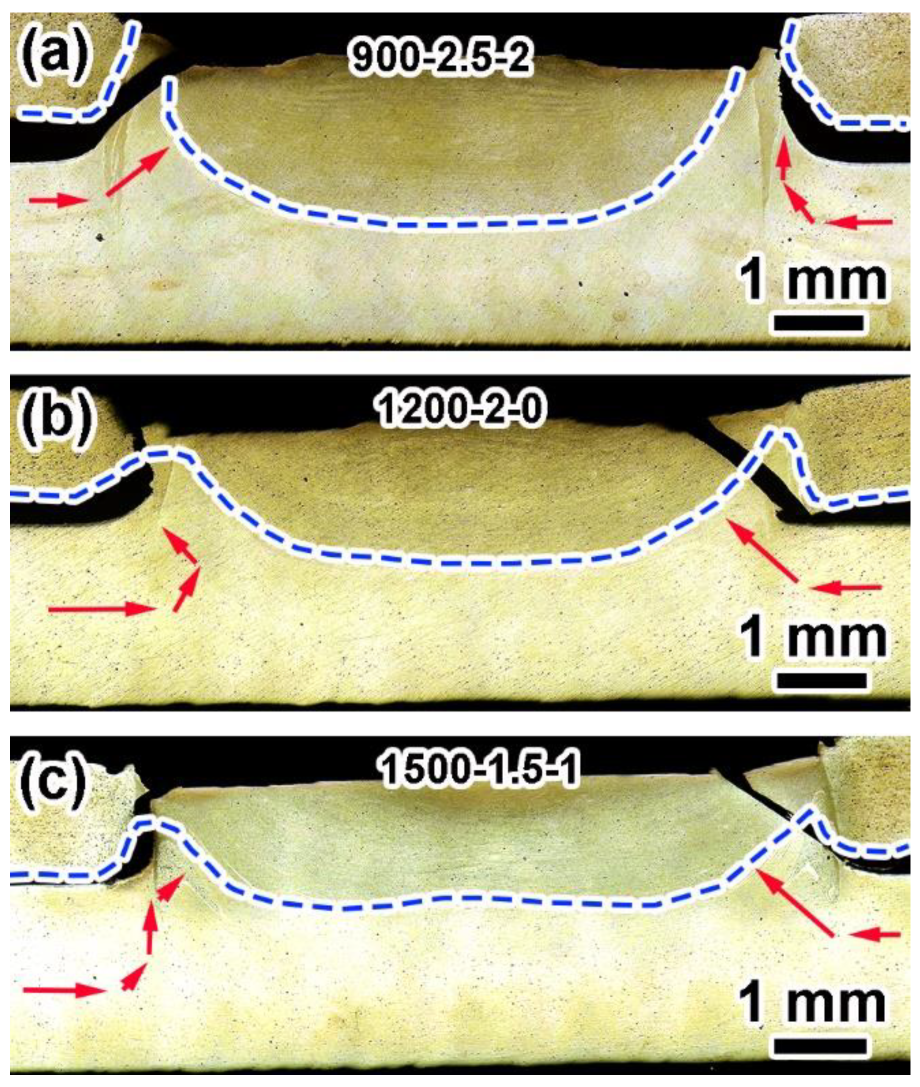
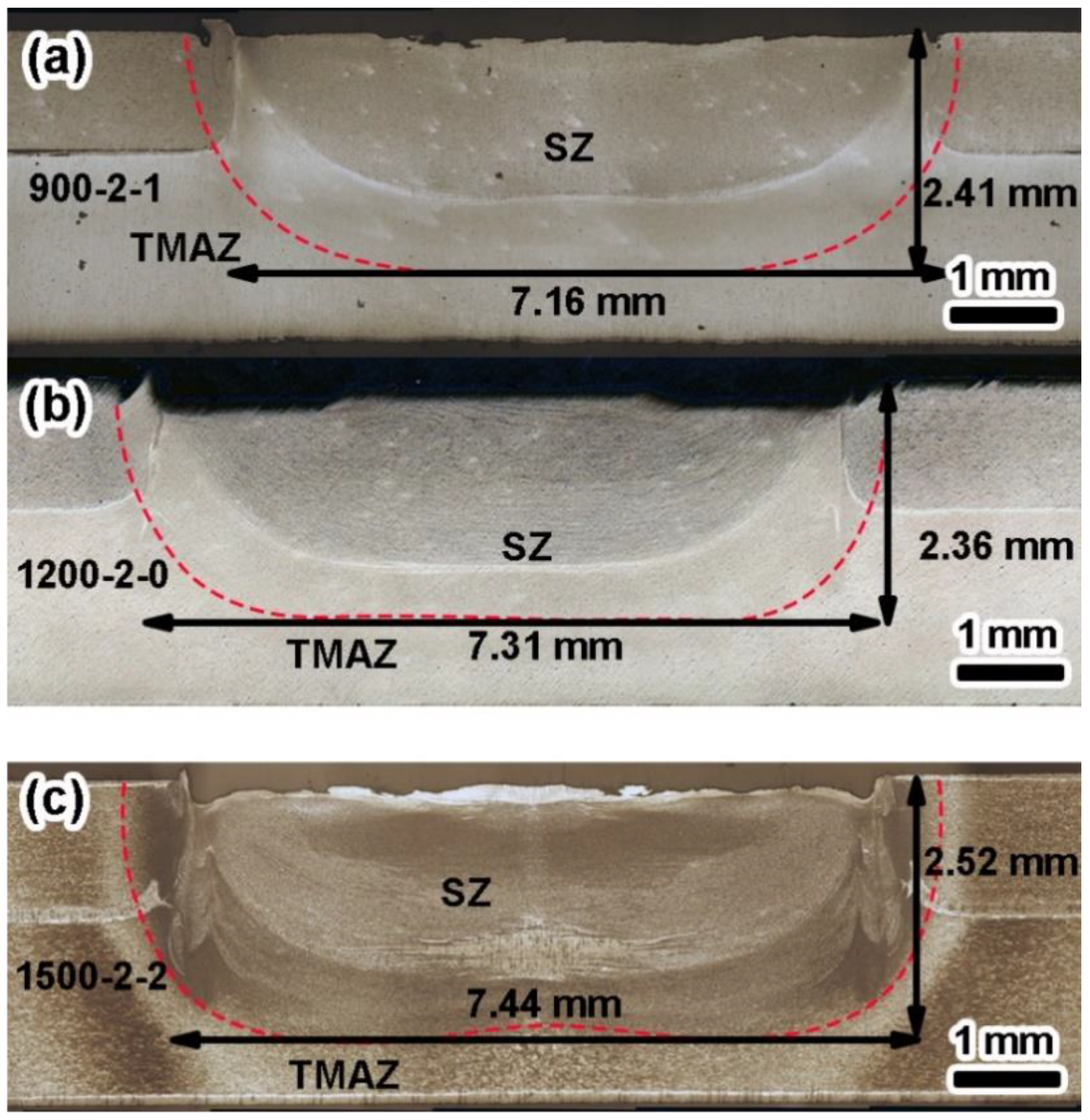
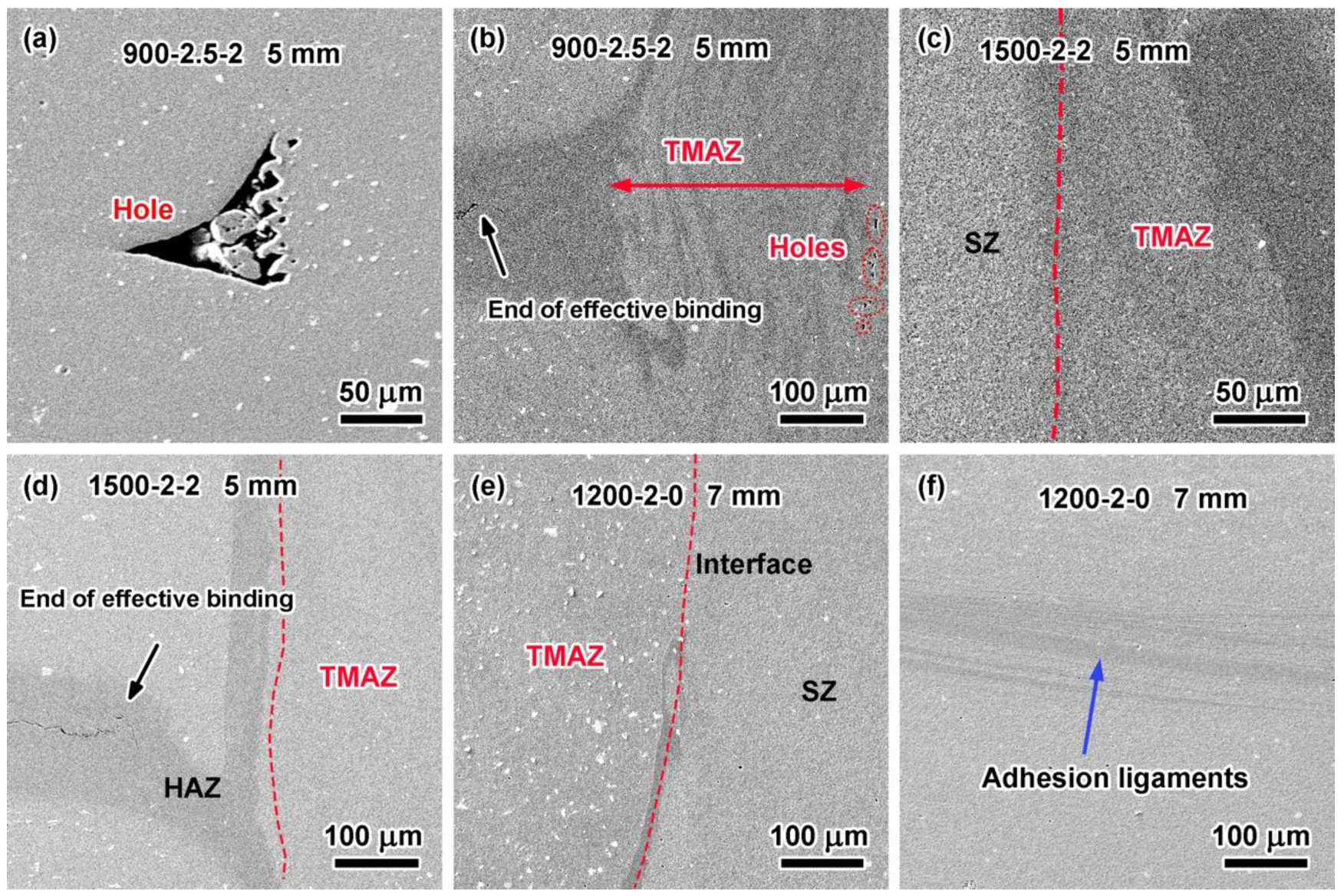
3.2. Effect of Welding Parameters on Microstructure
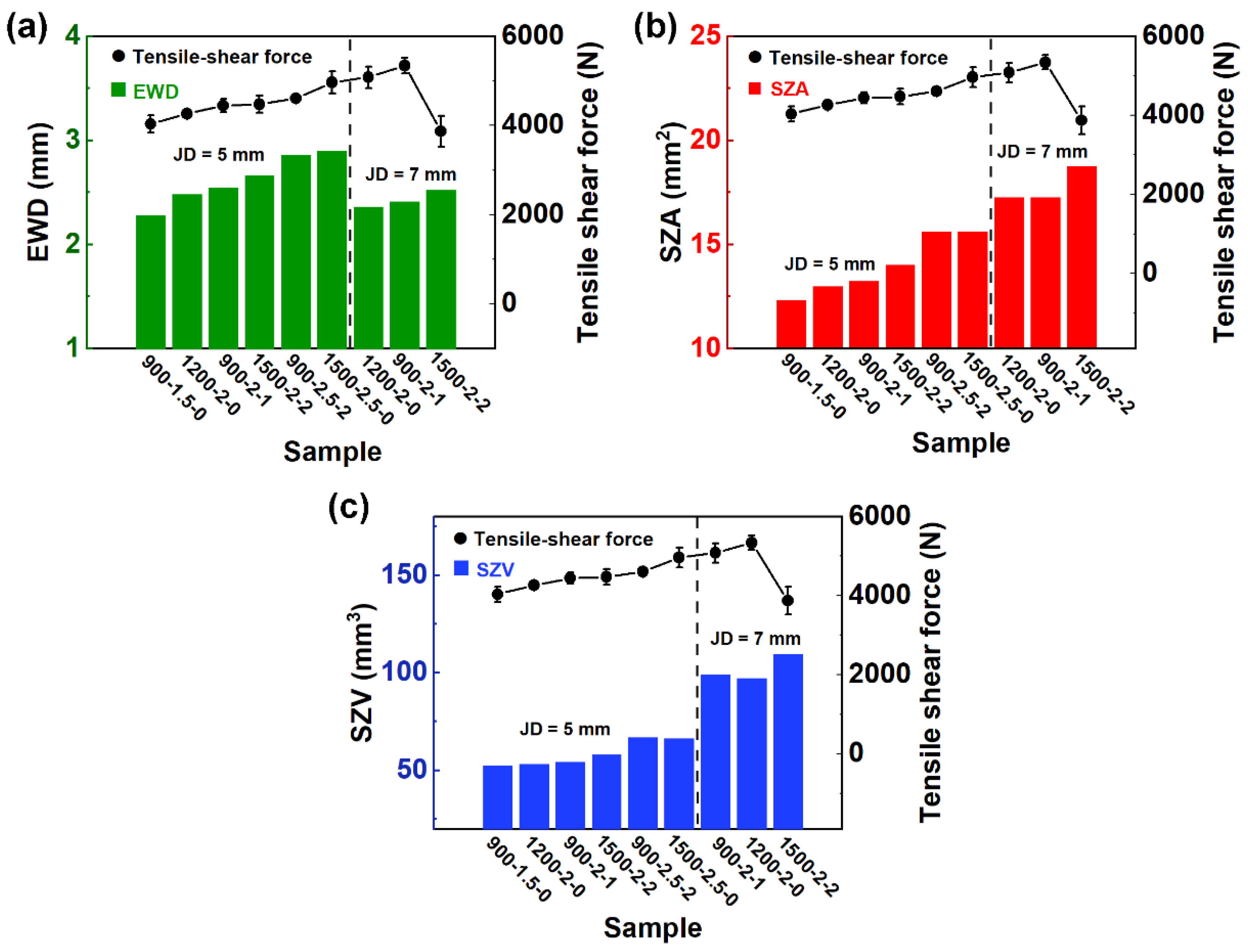
3.3. Effect of EWD and SZ Area on Tensile–Shear Force
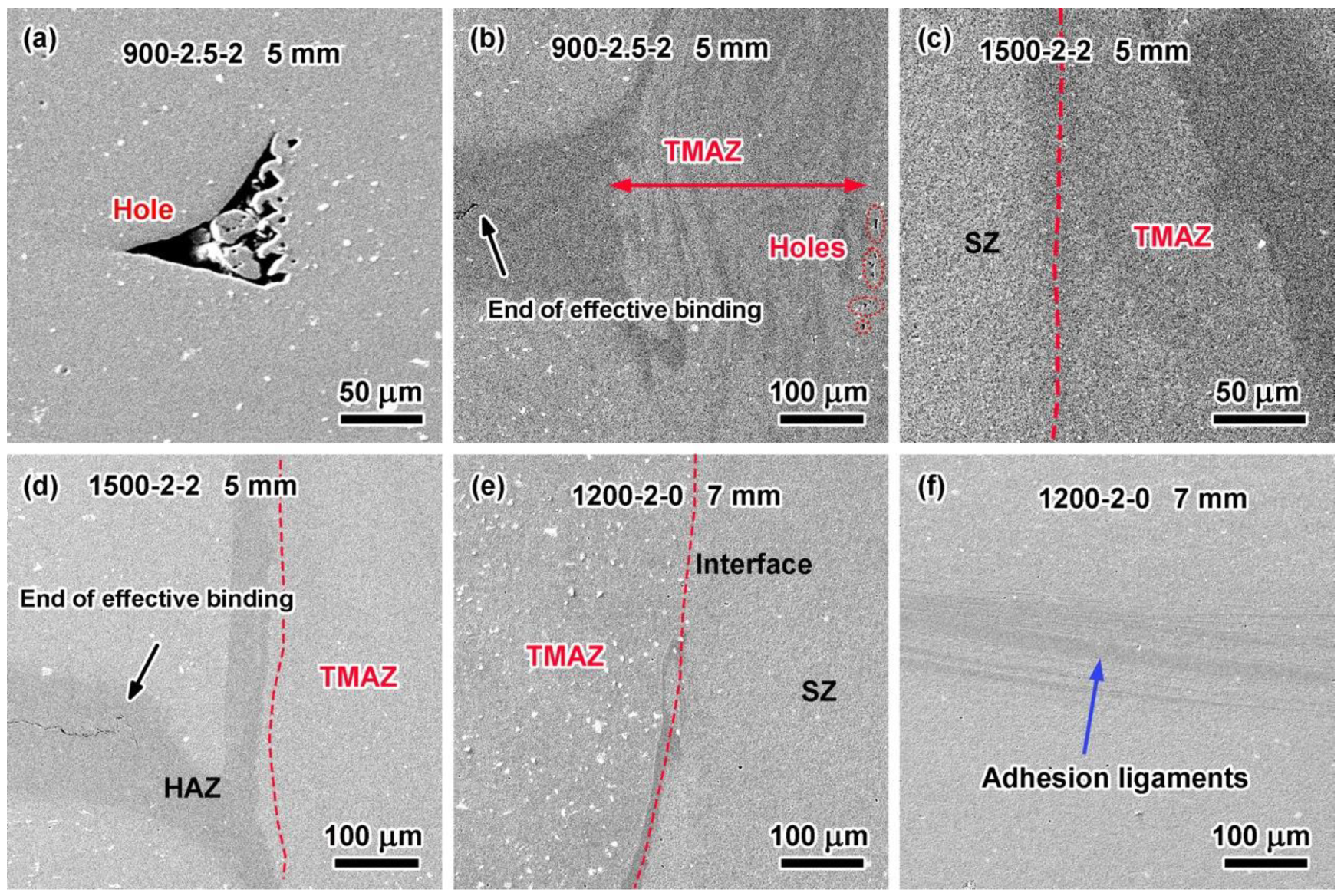
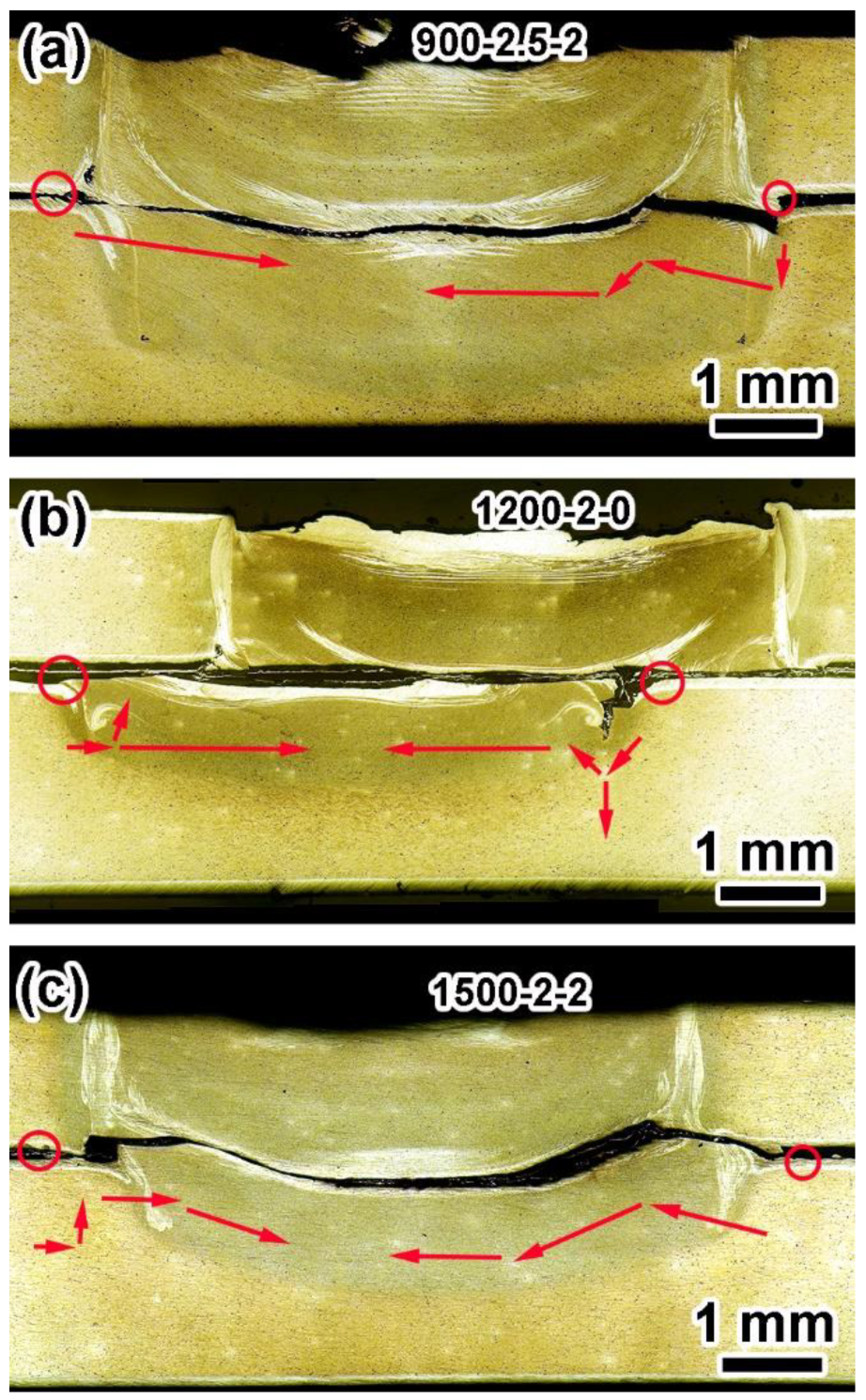
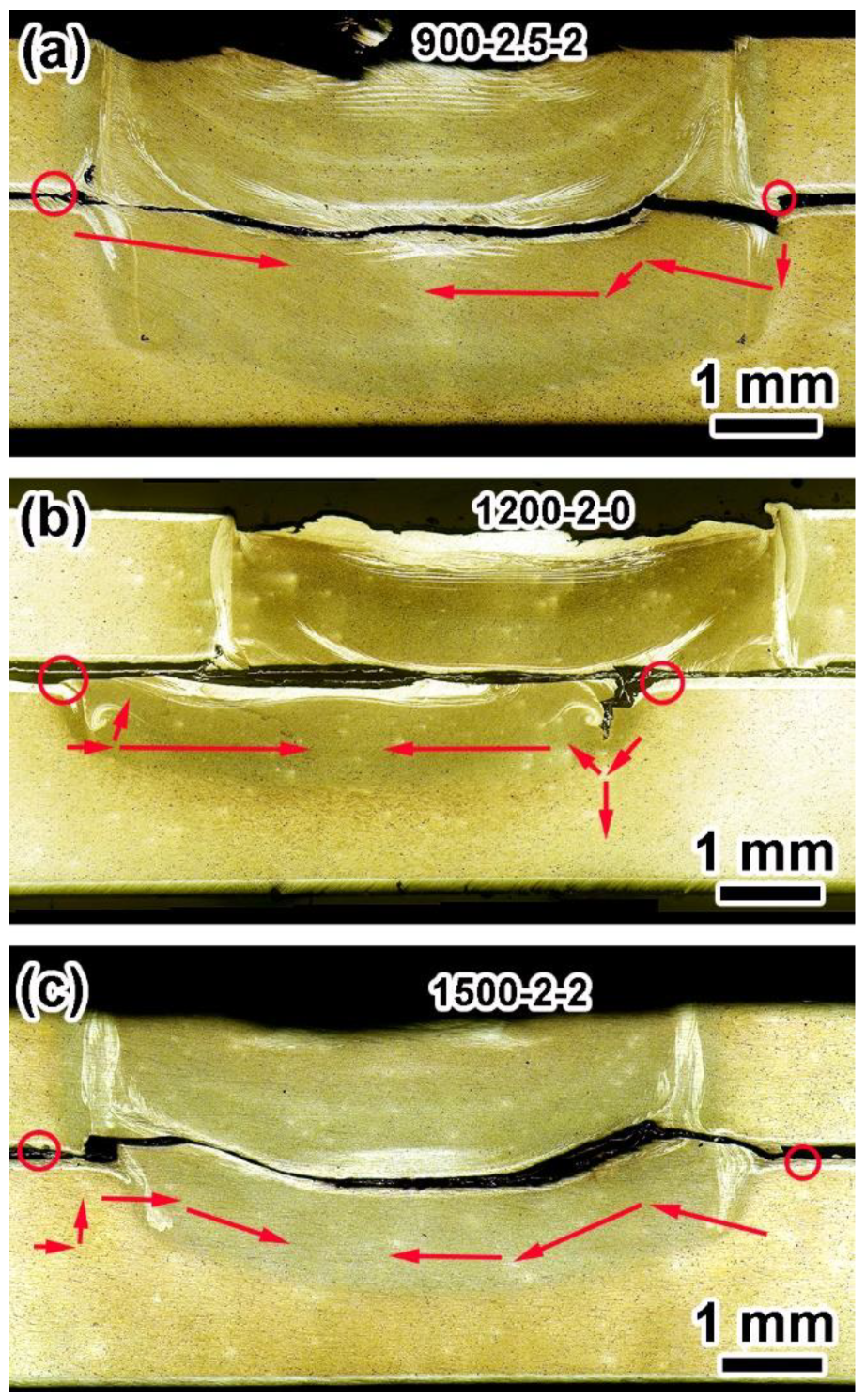
3.4. Effect of Tool Size on Fracture Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Anton Savio Lewise, K.; Edwin Raja Dhas, J.; Pandiyarajan, R.; Sabarish, S. Metallurgical and mechanical investigation on FSSWed dissimilar aluminum alloy. J. Alloys Metall. Syst. 2023, 2, 100010. [Google Scholar] [CrossRef]
- Homola, P.; Růžek, R.; McAndrew, A.R.; De Backer, J. Effect of primer and sealant in refill friction stir spot welded joints on strength and fatigue behaviour of aluminium alloys. Int. J. Fatigue 2023, 168, 107455. [Google Scholar] [CrossRef]
- Birsan, D.C.; Paunoiu, V.; Teodor, V.G. Neural Networks Applied for Predictive Parameters Analysis of the Refill Friction Stir Spot Welding Process of 6061-T6 Aluminum Alloy Plates. Materials 2023, 16, 4519. [Google Scholar] [CrossRef]
- Nian, S.; Li, M.; Ji, S.; Hu, W.; Zhang, Z.; Sun, Z. A novel seal-flow multi-vortex friction stir lap welding of metal to polymer matrix composites. Chin. J. Aeronaut. 2024, 37, 451–462. [Google Scholar] [CrossRef]
- Ji, S.; Zhang, Z.; Gong, P.; Liu, H.; Cui, X.; Zhang, Y. Microstructural formation and mechanical performance of friction stir double-riveting welded Al-Cu joints. Chin. J. Aeronaut. 2023, 36, 454–471. [Google Scholar] [CrossRef]
- Janga, V.S.R.; Awang, M.; Pedapati, S.R. A Numerical Study on the Effect of Tool Speeds on Temperatures and Material Flow Behaviour in Refill Friction Stir Spot Welding of Thin AA7075-T6 Sheets. Materials 2023, 16, 3108. [Google Scholar] [CrossRef] [PubMed]
- Ji, S.; Cui, X.; Ma, L.; Liu, H.; Zuo, Y.; Zhang, Z. Achieving High-Quality Aluminum to Copper Dissimilar Metals Joint via Friction Stir Double-Riveting Welding. Acta Metall. Sin. 2023, 36, 552–572. [Google Scholar] [CrossRef]
- Takeoka, N.; Tsuchida, T.; Matsuda, T.; Ogura, T.; Ohashi, R.; Hirose, A. Analysis of Mechanical Properties of Dissimilar Material Joint Using Scrubbing Refill Friction Stir Spot Welding. J. Adv. Join. Process. 2022, 5, 100112. [Google Scholar] [CrossRef]
- Raza, M.F.; Yapici, G.G. Effects of interlayer on the friction stir spot welding of stainless steel. Mater. Today Proc. 2022, 62, 4291–4294. [Google Scholar] [CrossRef]
- Li, Z.; Gao, S.; Ji, S.; Yue, Y.; Chai, P. Effect of Rotational Speed on Microstructure and Mechanical Properties of Refill Friction Stir Spot Welded 2024 Al Alloy. J. Mater. Eng. Perform. 2016, 25, 1673–1682. [Google Scholar] [CrossRef]
- de Castro, C.C.; Shen, J.; dos Santos, J.F.; Klusemann, B. Microstructural development of as-cast AM50 during Constrained Friction Processing: Grain refinement and influence of process parameters. J. Mater. Process. Technol. 2023, 318, 118018. [Google Scholar] [CrossRef]
- Zou, Y.; Li, W.; Yang, X.; Su, Y.; Chu, Q.; Shen, Z. Microstructure and mechanical properties of refill friction stir spot welded joints: Effects of tool size and welding parameters. J. Mater. Res. Technol. 2022, 21, 5066–5080. [Google Scholar] [CrossRef]
- Janga, V.S.R.; Awang, M. Influence of Plunge Depth on Temperatures and Material Flow Behavior in Refill Friction Stir Spot Welding of Thin AA7075-T6 Sheets: A Numerical Study. Metals 2022, 12, 927. [Google Scholar] [CrossRef]
- Schäfer, H.; Blaga, L.A.; Stöver, E.; Klusemann, B. Refill friction stir spot welding of thermoplastic composites: Case study on Carbon-fiber-reinforced polyphenylene sulfide. Thin-Walled Struct. 2023, 191, 111037. [Google Scholar] [CrossRef]
- Adamus, J.; Adamus, K. The analysis of reasons for defects formation in aluminum joints created using RFSSW technology. Manuf. Lett. 2019, 21, 35–40. [Google Scholar] [CrossRef]
- Ji, S.; Wang, Y.; Li, Z.; Yue, Y.; Chai, P. Effect of Tool Geometry on Material Flow Behavior of Refill Friction Stir Spot Welding. Trans. Indian Inst. Met. 2016, 70, 1417–1430. [Google Scholar] [CrossRef]
- Lu, K.; Ma, L.; Fu, T.; Cui, Q.; Ji, S. Changes in effective grain delineation criteria induced by strong texturing of Zn-0.15Mg alloys after friction stir processin. Mater. Lett. 2024, 357, 135751. [Google Scholar] [CrossRef]
- Li, Y.; Sun, G.; Zhang, Z.; Zhou, L.; Guo, N.; Meng, Q.; Dong, J.; Zhao, H. Texture evolution of refill friction stir spot welding in alclad 2A12-T42 aluminum alloy. Mater. Charact. 2023, 205, 113289. [Google Scholar] [CrossRef]
- Yu, M.; Zhao, H.; Zhang, Z.; Zhou, L.; Song, X. Friction surfacing assisted refilled friction stir spot welding of AA6061 alloy and Q235 steel. J. Manuf. Process. 2022, 77, 1–12. [Google Scholar] [CrossRef]
- Fritsche, S.; Draper, J.; Toumpis, A.; Galloway, A.; Amancio-Filho, S.T. Refill friction stir spot welding of AlSi10Mg alloy produced by laser powder bed fusion to wrought AA7075-T6 alloy. Manuf. Lett. 2022, 34, 78–81. [Google Scholar] [CrossRef]
- de Castro, C.C.; Shen, J.; Plaine, A.H.; Suhuddin, U.F.H.; de Alcântara, N.G.; dos Santos, J.F.; Klusemann, B. Tool wear mechanisms and effects on refill friction stir spot welding of AA2198-T8 sheets. J. Mater. Res. Technol. 2022, 20, 857–866. [Google Scholar] [CrossRef]
- Larsen, B.; Hunt, J.; Hovanski, Y. Investigating steel tool life in the RFSSW process. J. Manuf. Process. 2020, 58, 637–645. [Google Scholar] [CrossRef]
- Suryanarayanan, R.; Sridhar, V.G. Studies on the influence of process parameters in friction stir spot welded joints—A review. Mater. Today Proc. 2021, 37, 2695–2702. [Google Scholar] [CrossRef]
- Sioutis, I.; Tserpes, K.; Tsiangou, E.; Boutin, H.; Allègre, F.; Blaga, L. Experimental evaluation of Refill friction Stir spot Welds (RFSSW) as crack arrest features in co-consolidated thermoplastic laminates. Compos. Struct. 2023, 309, 116754. [Google Scholar] [CrossRef]
- Minhas, N.; Sharma, V.; Manda, S.; Thakur, A. Insights into the microstructure evolution and mechanical behavior of dissimilar friction stir welded joints of additively manufactured AlSi10Mg and conventional 7075-T651 aluminum alloys. Mater. Sci. Eng. A 2023, 881, 145407. [Google Scholar] [CrossRef]
- de Castro, C.C.; Plaine, A.H.; de Alcântara, N.G.; dos Santos, J.F. Taguchi approach for the optimization of refill friction stir spot welding parameters for AA2198-T8 aluminum alloy. Int. J. Adv. Manuf. Technol. 2018, 99, 1927–1936. [Google Scholar] [CrossRef]
- de Carvalho, W.S.; Vioreanu, M.C.; Lutz, M.R.A.; Cipriano, G.P.; Amancio-Filho, S.T. The Influence of Tool Wear on the Mechanical Performance of AA6061-T6 Refill Friction Stir Spot Welds. Materials 2021, 14, 7252. [Google Scholar] [CrossRef]
- Genichi, T.; Subir, C.; Yuin, W. Taguchi’s Quality Engineering Handbook; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2004. [Google Scholar]
- Standard Test Methods for Tension Testing of Metallic Materials. Available online: https://www.astm.org/standards/e8 (accessed on 29 January 2024).
- de Castro, C.C.; Plaine, A.H.; Dias, G.P.; de Alcântara, N.G.; dos Santos, J.F. Investigation of geometrical features on mechanical properties of AA2198 refill friction stir spot welds. J. Manuf. Process. 2018, 36, 330–339. [Google Scholar] [CrossRef]
- Ferrari, V.R.; Coury, F.G.; Suhuddin, U.F.H.; Alcântara, N.G.; dos Santos, J.F.; Ohashi, R.; Fujimoto, M.; Koga, G.Y. Effects of semi-solid structure on interface formation of dissimilar aluminum to galvanized steel welds produced by load-controlled Refill Friction Stir Spot Welding. J. Manuf. Process. 2022, 84, 298–315. [Google Scholar] [CrossRef]
- Chen, D.; Li, J.; Xiong, J.; Shi, J.; Dou, J.; Zhao, H. Enhance mechanical properties of refill friction stir spot welding joint of alclad 7050/2524 aluminum via suspension rotating process. J. Mater. Res. Technol. 2021, 12, 1243–1251. [Google Scholar] [CrossRef]
- Wang, Y.; Chai, P.; Ma, H.; Cao, X.; Zhang, Y. Formation mechanism and fracture behavior in extra-filling refill friction stir spot weld for Al–Cu–Mg aluminum alloy. J. Mater. Sci. 2019, 55, 358–374. [Google Scholar] [CrossRef]
- Xiong, J.; Peng, X.; Shi, J.; Wang, Y.; Sun, J.; Liu, X.; Li, J. Numerical simulation of thermal cycle and void closing during friction stir spot welding of AA-2524 at different rotational speeds. Mater. Charact. 2021, 174, 110984. [Google Scholar] [CrossRef]
- Zou, Y.; Li, W.; Xu, Y.; Yang, X.; Chu, Q.; Shen, Z. Detailed characterizations of microstructure evolution, corrosion behavior and mechanical properties of refill friction stir spot welded 2219 aluminum alloy. Mater. Charact. 2022, 183, 111594. [Google Scholar] [CrossRef]
- Kubit, A.; Trzepiecinski, T.; Gadalinska, E.; Slota, J.; Bochnowski, W. Investigation into the Effect of RFSSW Parameters on Tensile Shear Fracture Load of 7075-T6 Alclad Aluminium Alloy Joints. Materials 2021, 14, 3397. [Google Scholar] [CrossRef]
- André, N.M.; Bouali, A.; Maawad, E.; Staron, P.; dos Santos, J.F.; Zheludkevich, M.L.; Amancio-Filho, S.T. Corrosion behavior of metal–composite hybrid joints: Influence of precipitation state and bonding zones. Corros. Sci. 2019, 158, 108075. [Google Scholar] [CrossRef]
- Shahrabadi, A.; Ezatpour, H.; Paidar, M. Protrusion friction stir spot welding of dissimilar joints of 6061 aluminum alloy/Copper sheets with Zn interlayer. Mater. Lett. 2022, 328, 133107. [Google Scholar] [CrossRef]
- Bouali, A.C.; André, N.M.; Silva Campos, M.R.; Serdechnova, M.; dos Santos, J.F.; Amancio-Filho, S.T.; Zheludkevich, M.L. Influence of LDH conversion coatings on the adhesion and corrosion protection of friction spot-joined AA2024-T3/CF-PPS. J. Mater. Sci. Technol. 2021, 67, 197–210. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, J.; Ji, S.; Gong, P.; Sun, Y.; Liu, H.; Ma, L. Microstructure, mechanical property and bonding mechanism of the repaired mechanical hole out of dimension tolerance of 2024 aluminum alloy by radial-additive friction stir repairing. J. Mater. Res. Technol. 2024. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy/Element | Al | Cr | Cu | Fe | Mg | Mn | Zn |
|---|---|---|---|---|---|---|---|
| 2A12Al | Balance | -- | 4.0 | -- | 1.8 | 0.4 | -- |
| 7B04Al | Balance | 0.1 | 1.5 | 0.05 | 1.8 | 0.2 | 5 |
| Sample | Rotation Speed (rpm) | Plunge Depth (mm) | Dwell Time (s) |
|---|---|---|---|
| 900-1.5-0 | 900 | 1.5 | 0 |
| 900-2.0-1 | 900 | 2.0 | 1 |
| 900-2.5-2 | 900 | 2.5 | 2 |
| 1200-1.5-2 | 1200 | 1.5 | 2 |
| 1200-2.0-0 | 1200 | 2.0 | 0 |
| 1200-2.5-1 | 1200 | 2.5 | 1 |
| 1500-1.5-1 | 1500 | 1.5 | 1 |
| 1500-2.0-2 | 1500 | 2.0 | 2 |
| 1500-2.5-0 | 1500 | 2.5 | 0 |
| Sample | RS (rpm) | PD (mm) | DT (s) | JD (mm) | |||
|---|---|---|---|---|---|---|---|
| 5 | 7 | ||||||
| F (N) | F/JD (N/mm) | F (N) | F/JD (N/mm) | ||||
| 900-1.5-0 | 900 | 1.5 | 0 | 4033 ± 191 | 801 | 5293 ± 94 | 756 |
| 900-2.0-1 | 900 | 2.0 | 1 | 4444 ± 145 | 889 | 5081 ± 244 | 726 |
| 900-2.5-2 | 900 | 2.5 | 2 | 4608 ± 86 | 922 | 4843 ± 64 | 692 |
| 1200-1.5-2 | 1200 | 1.5 | 2 | 4004 ± 116 | 801 | 5920 ± 136 | 845 |
| 1200-2.0-0 | 1200 | 2.0 | 0 | 4265 ± 70 | 853 | 5342 ± 177 | 763 |
| 1200-2.5-1 | 1200 | 2.5 | 1 | 4705 ± 205 | 941 | 4882 ± 187 | 697 |
| 1500-1.5-1 | 1500 | 1.5 | 1 | 3580 ± 223 | 716 | 5699 ± 210 | 814 |
| 1500-2.0-2 | 1500 | 2.0 | 2 | 4477 ± 196 | 895 | 3871 ± 351 | 553 |
| 1500-2.5-0 | 1500 | 2.5 | 0 | 4965 ± 248 | 993 | 3799 ± 210 | 543 |
| JD | 5 mm | 7 mm | ||||
|---|---|---|---|---|---|---|
| Factor | RS | PD | DT | RS | PD | DT |
| K1 | 4362 | 3872 | 4421 | 5072 | 5637 | 4811 |
| K2 | 4325 | 4395 | 4243 | 5381 | 4765 | 5221 |
| K3 | 4341 | 4759 | 4363 | 4456 | 4508 | 4878 |
| Delta | 37 | 834 | 178 | 925 | 1129 | 409 |
| Rank | 3 | 1 | 2 | 2 | 1 | 3 |
| JD mm | Sample | Diameter of SZ mm | EWD mm | SZA mm2 | SZV mm3 | Tensile–Shear Force N |
|---|---|---|---|---|---|---|
| 5 | 900-1.5-0 | 5.41 | 2.28 | 12.33 | 52.38 | 4033 |
| 900-2-1 | 5.21 | 2.54 | 13.23 | 54.12 | 4444 | |
| 900-2.5-2 | 5.45 | 2.86 | 15.59 | 66.69 | 4608 | |
| 1200-2-0 | 5.23 | 2.48 | 12.97 | 53.25 | 4265 | |
| 1500-2-2 | 5.27 | 2.66 | 14.02 | 57.99 | 4477 | |
| 1500-2.5-0 | 5.39 | 2.9 | 15.63 | 66.14 | 4965 | |
| 7 | 900-2-1 | 7.16 | 2.41 | 17.26 | 96.99 | 5081 |
| 1200-2-0 | 7.31 | 2.36 | 17.25 | 98.99 | 5342 | |
| 1500-2-2 | 7.44 | 2.52 | 18.75 | 109.50 | 3871 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Li, P.; Jiang, H.; Yang, K.; Chen, Z.; Chuai, H.; Wu, X.; Meng, Q.; Ma, L. Microstructure and Mechanical Properties of Refill Friction Stir Spot-Welded Joints of 2A12Al and 7B04Al: Effects of Tool Size and Welding Parameters. Materials 2024, 17, 716. https://doi.org/10.3390/ma17030716
Wang Y, Li P, Jiang H, Yang K, Chen Z, Chuai H, Wu X, Meng Q, Ma L. Microstructure and Mechanical Properties of Refill Friction Stir Spot-Welded Joints of 2A12Al and 7B04Al: Effects of Tool Size and Welding Parameters. Materials. 2024; 17(3):716. https://doi.org/10.3390/ma17030716
Chicago/Turabian StyleWang, Yisong, Pengyang Li, Haitao Jiang, Kang Yang, Zhenhao Chen, Haijiao Chuai, Xiaoyan Wu, Qiang Meng, and Lin Ma. 2024. "Microstructure and Mechanical Properties of Refill Friction Stir Spot-Welded Joints of 2A12Al and 7B04Al: Effects of Tool Size and Welding Parameters" Materials 17, no. 3: 716. https://doi.org/10.3390/ma17030716
APA StyleWang, Y., Li, P., Jiang, H., Yang, K., Chen, Z., Chuai, H., Wu, X., Meng, Q., & Ma, L. (2024). Microstructure and Mechanical Properties of Refill Friction Stir Spot-Welded Joints of 2A12Al and 7B04Al: Effects of Tool Size and Welding Parameters. Materials, 17(3), 716. https://doi.org/10.3390/ma17030716