
Performance Tests of HX340 Microalloyed Steel Sheets Joined Using Clinch-Rivet Technology




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
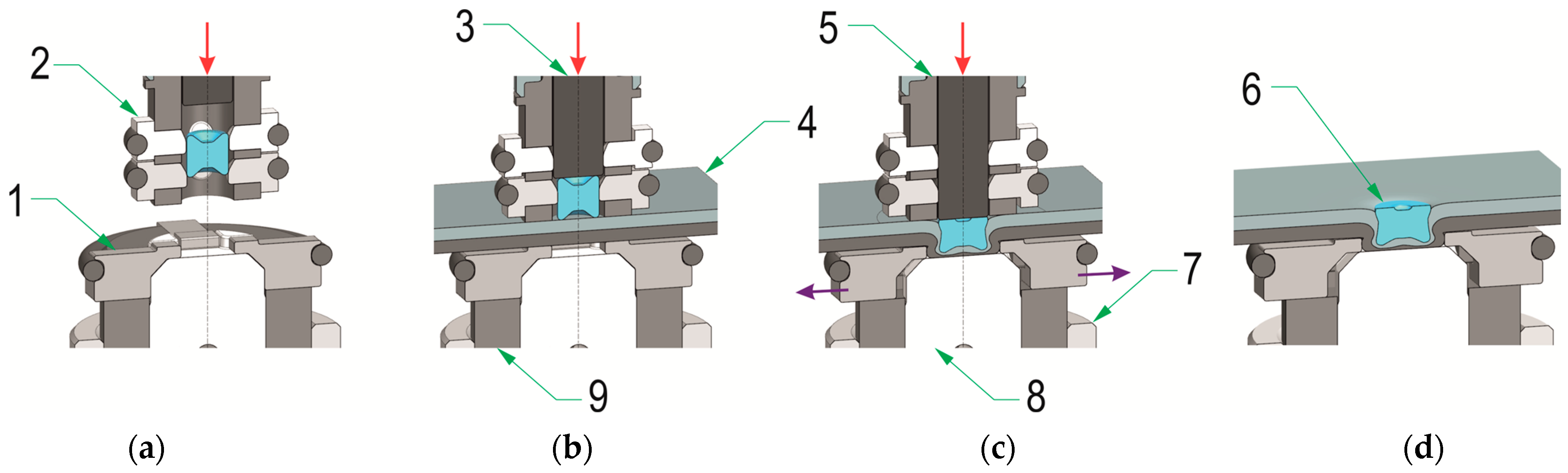
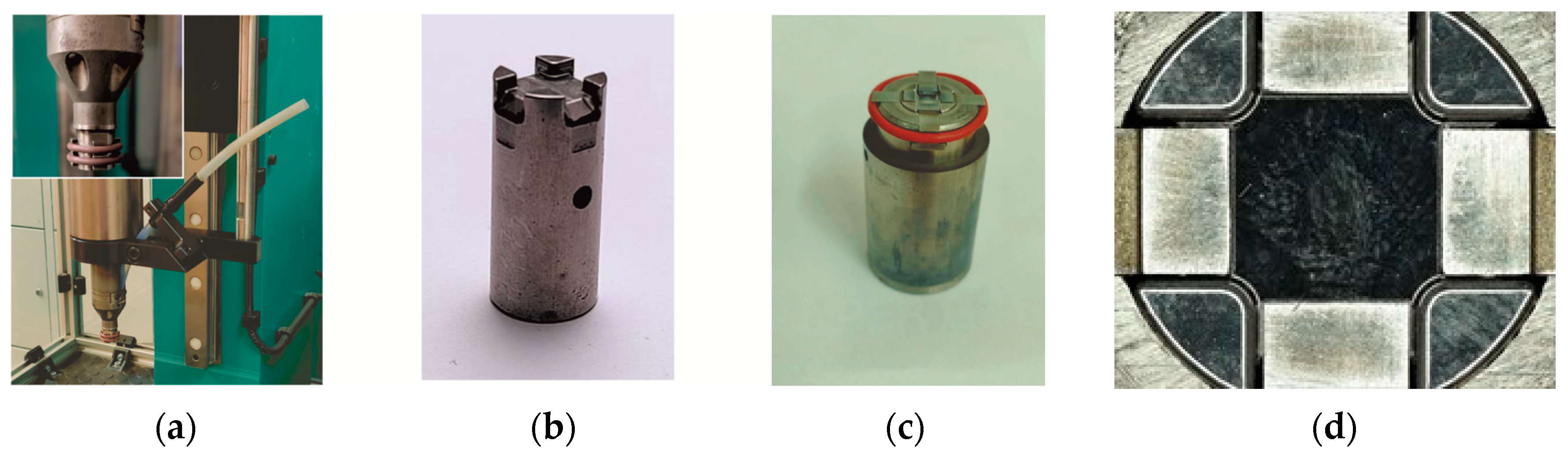
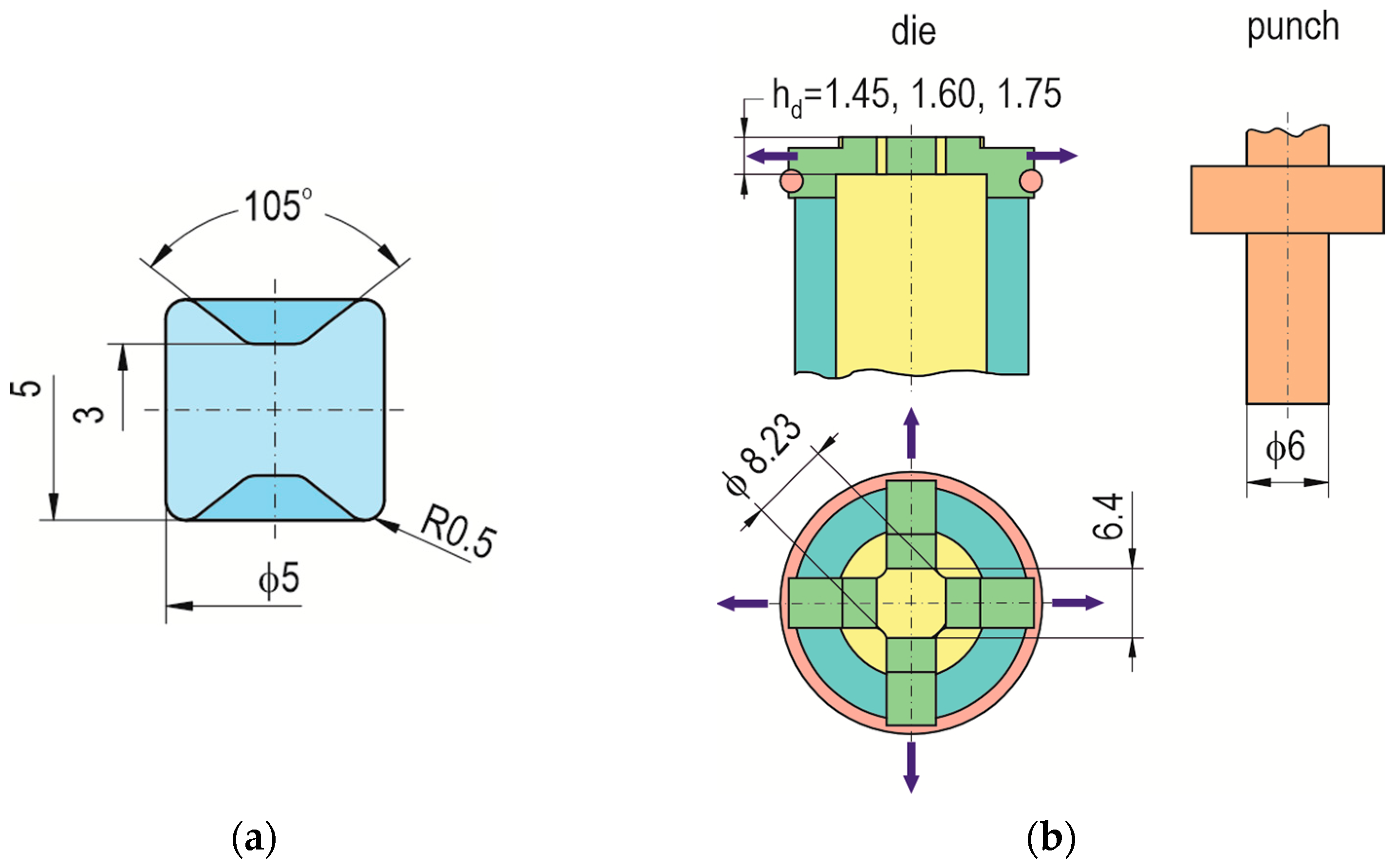
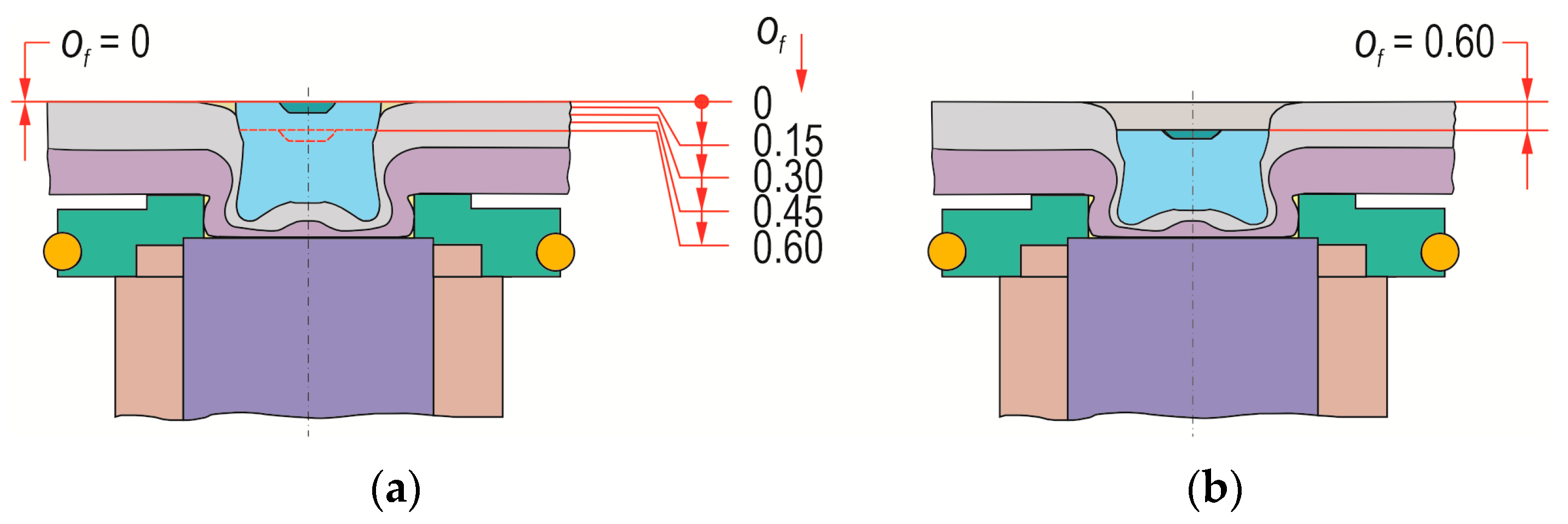
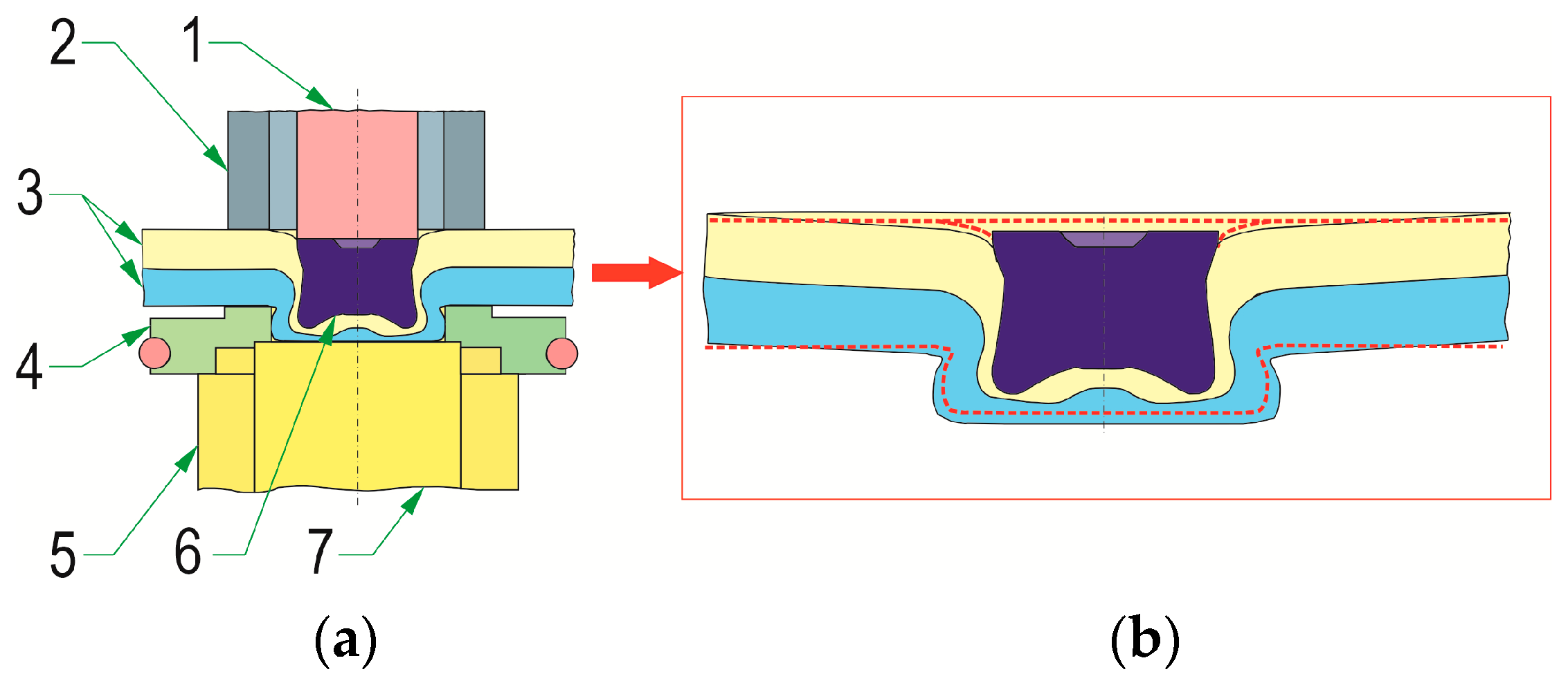
2.2. Mechanical Joining Process
3. Results and Discussion
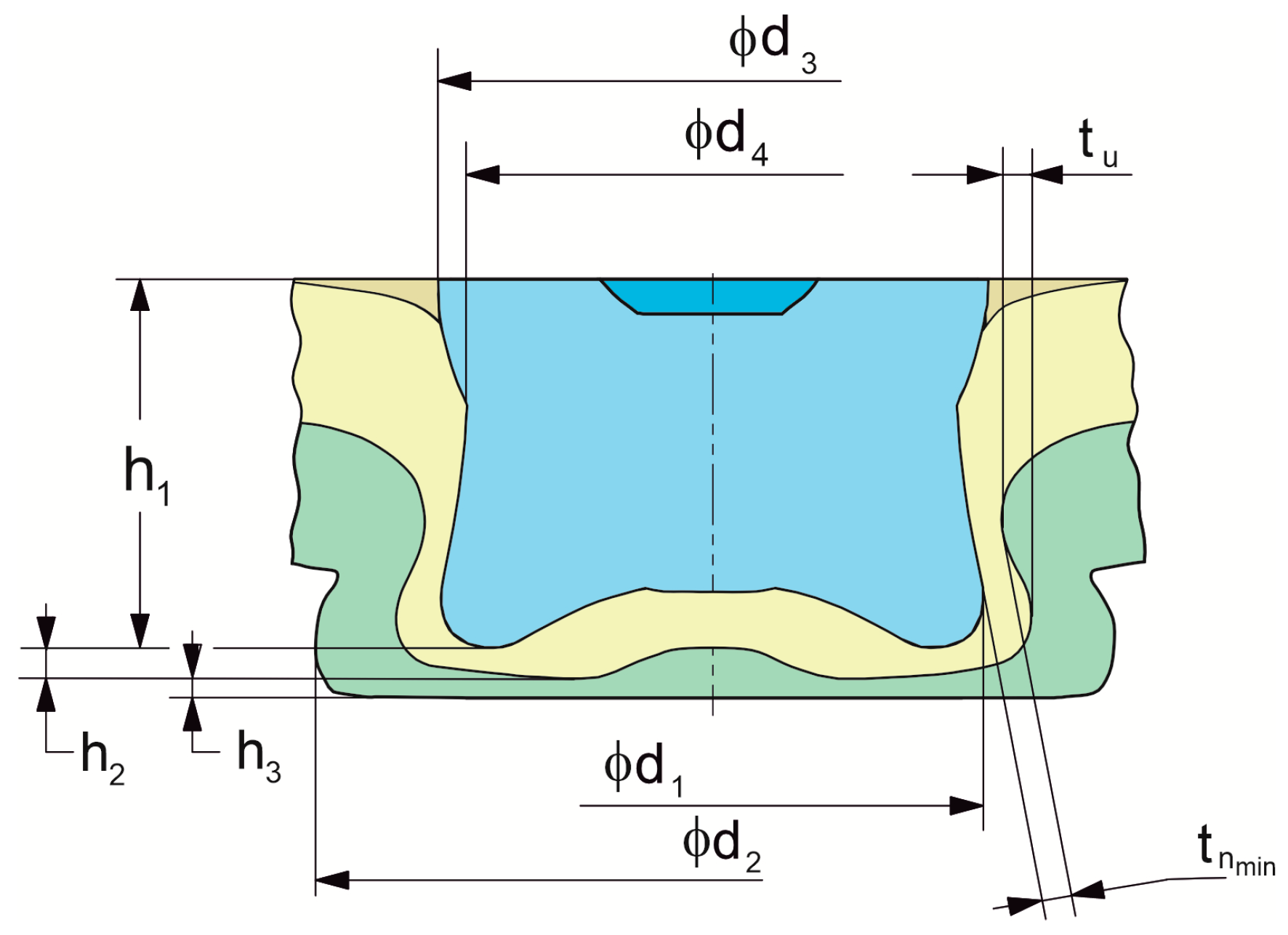
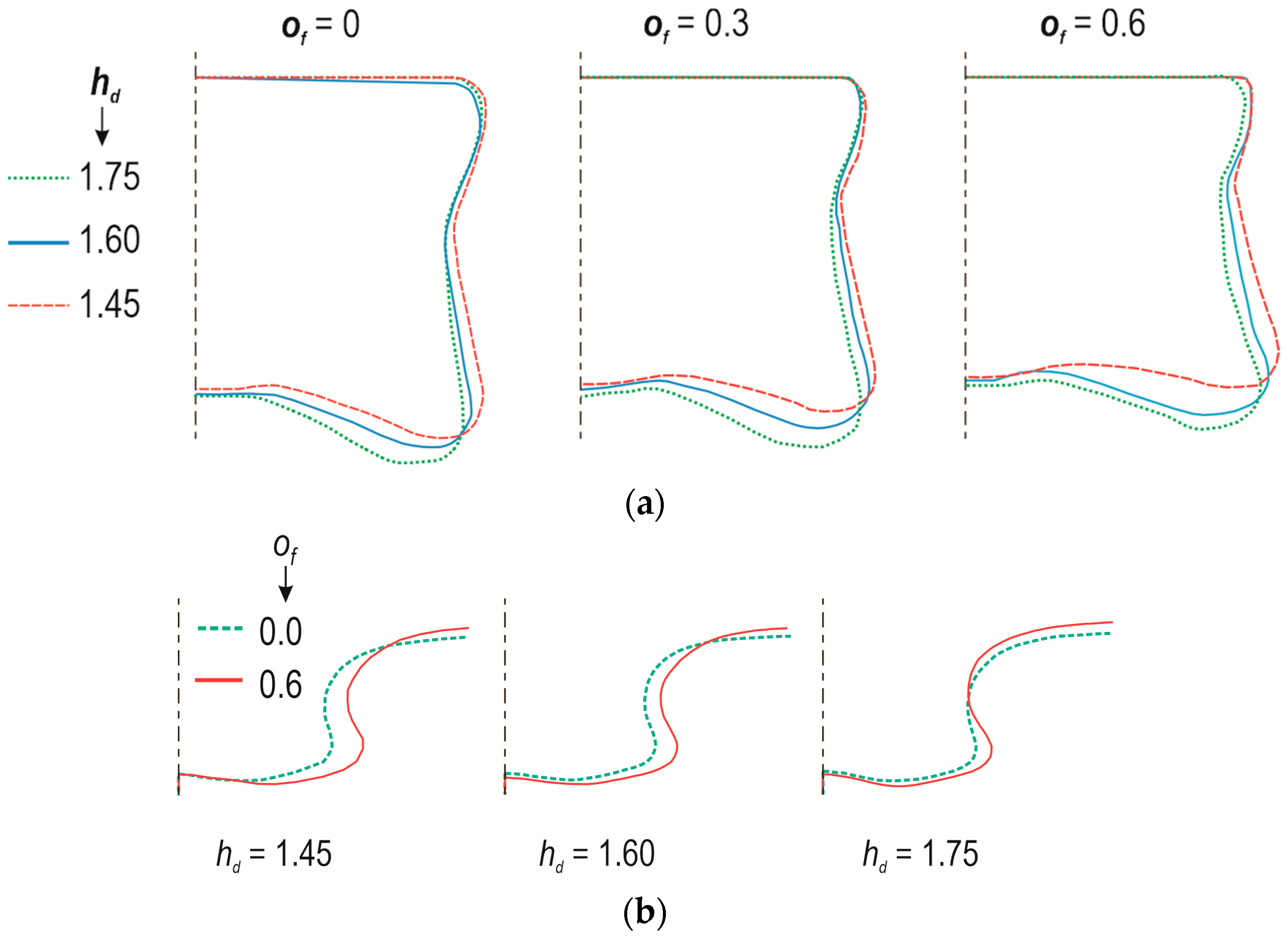
3.1. Joint Forming Process and Interlock Parameters
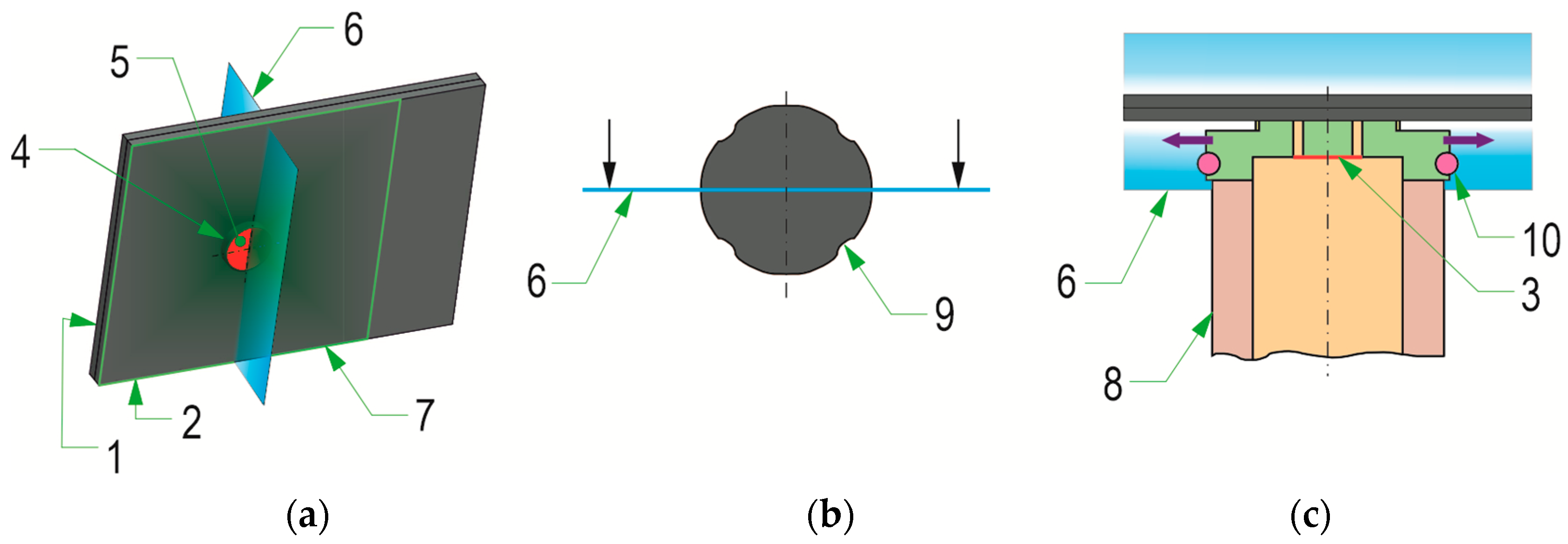
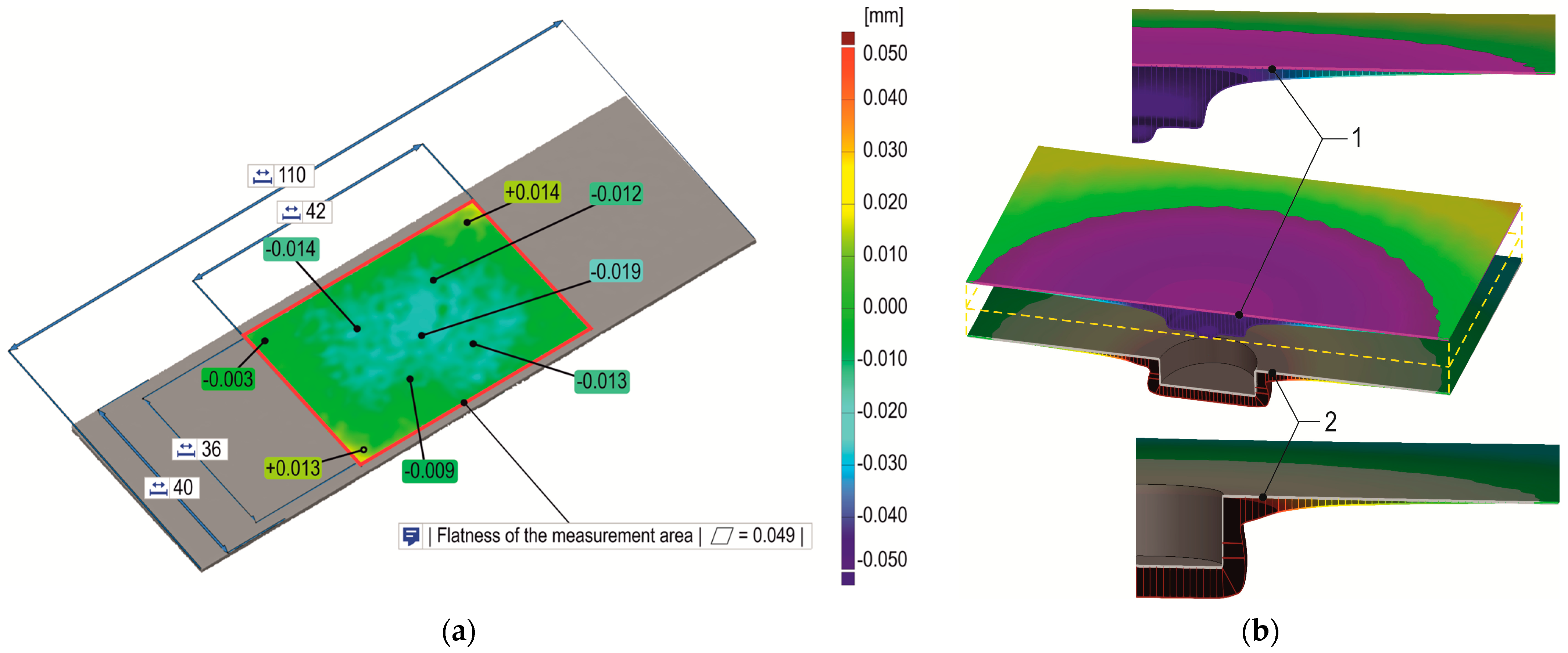
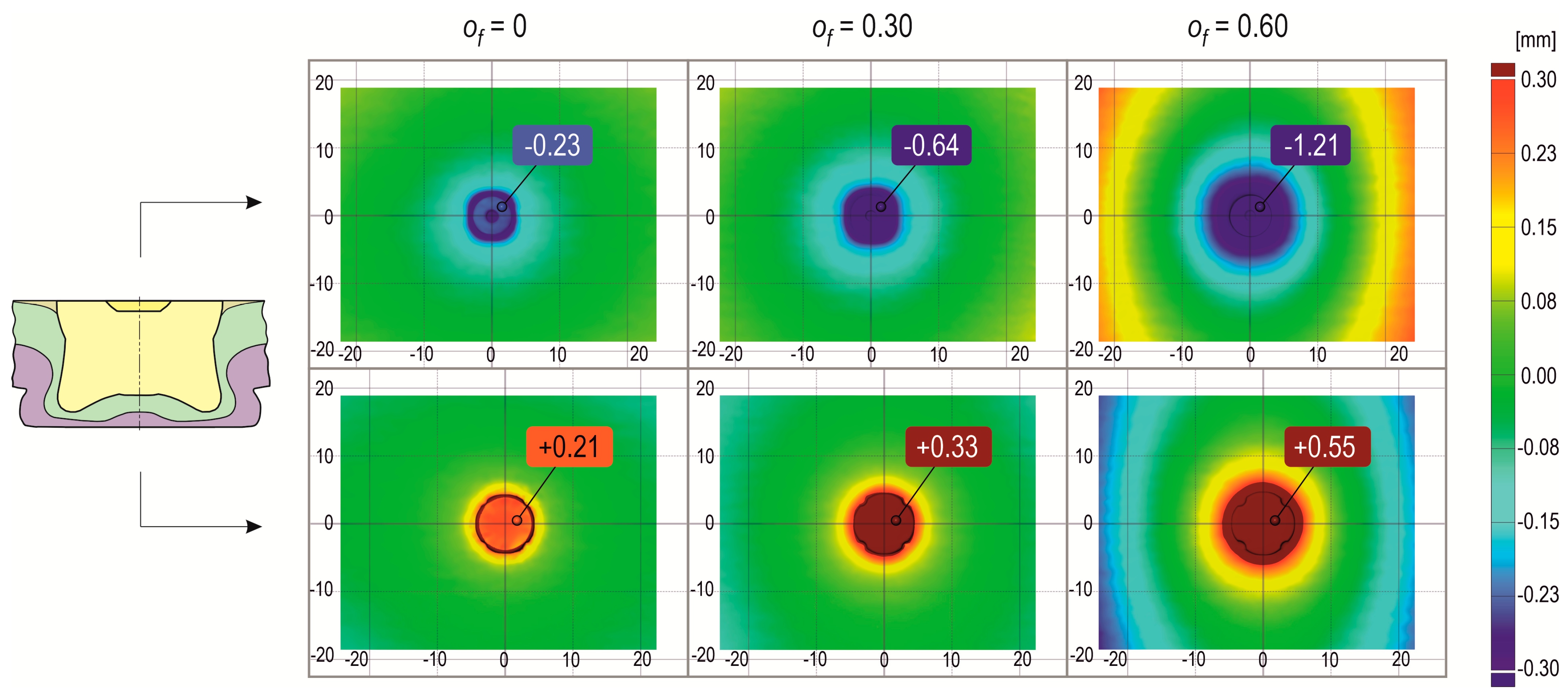
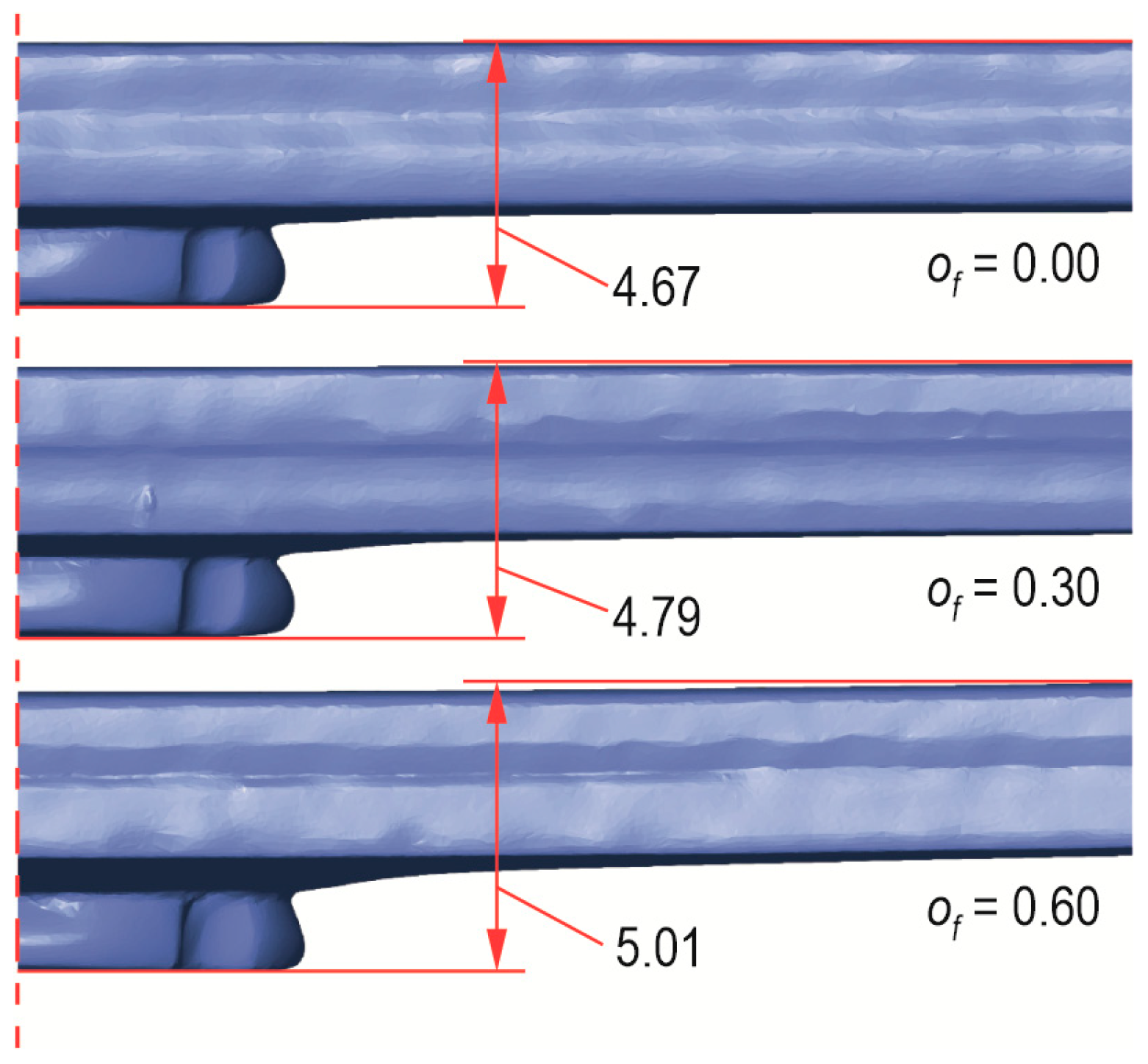
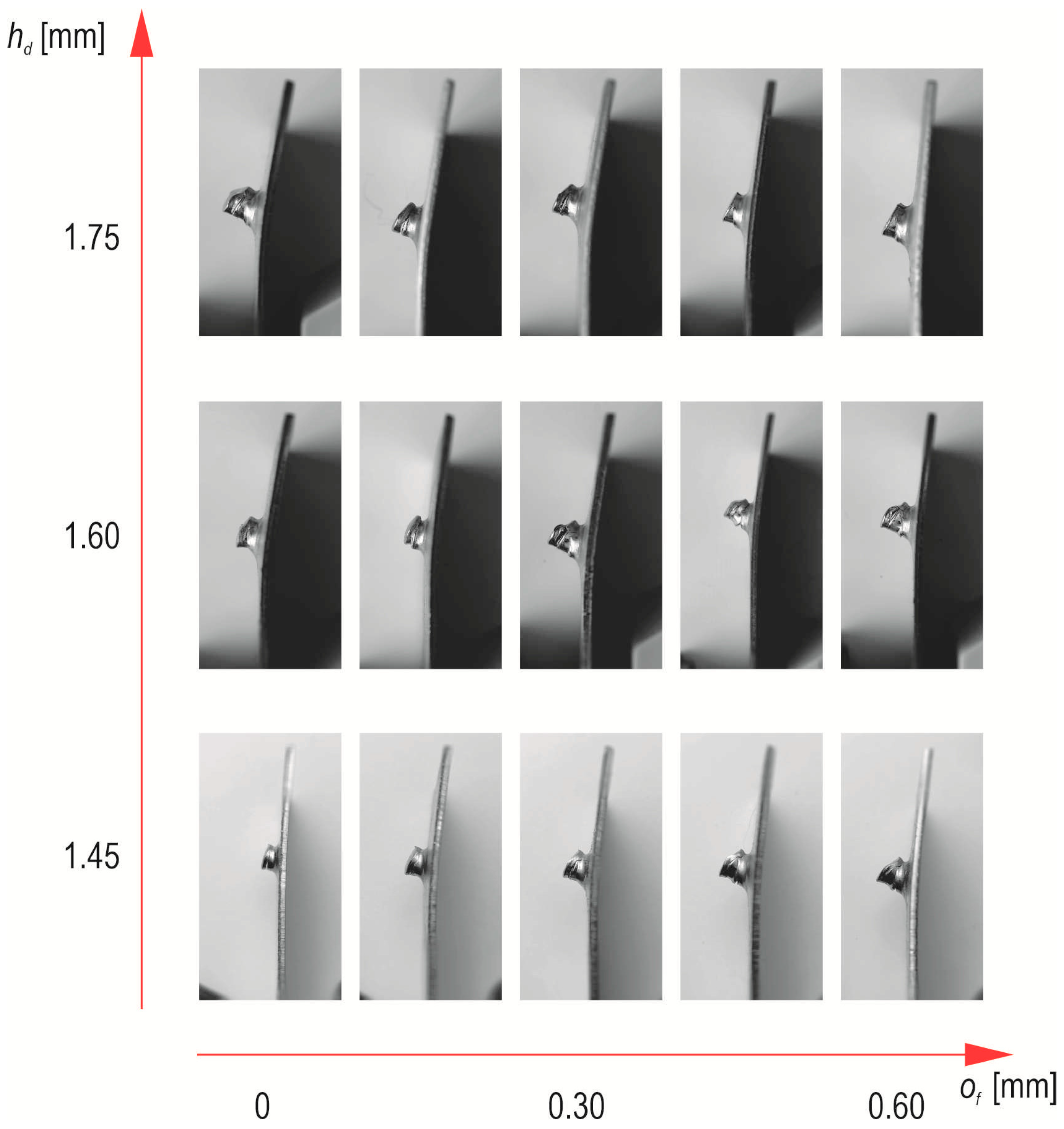
3.2. Rivet and Sheet Deviations
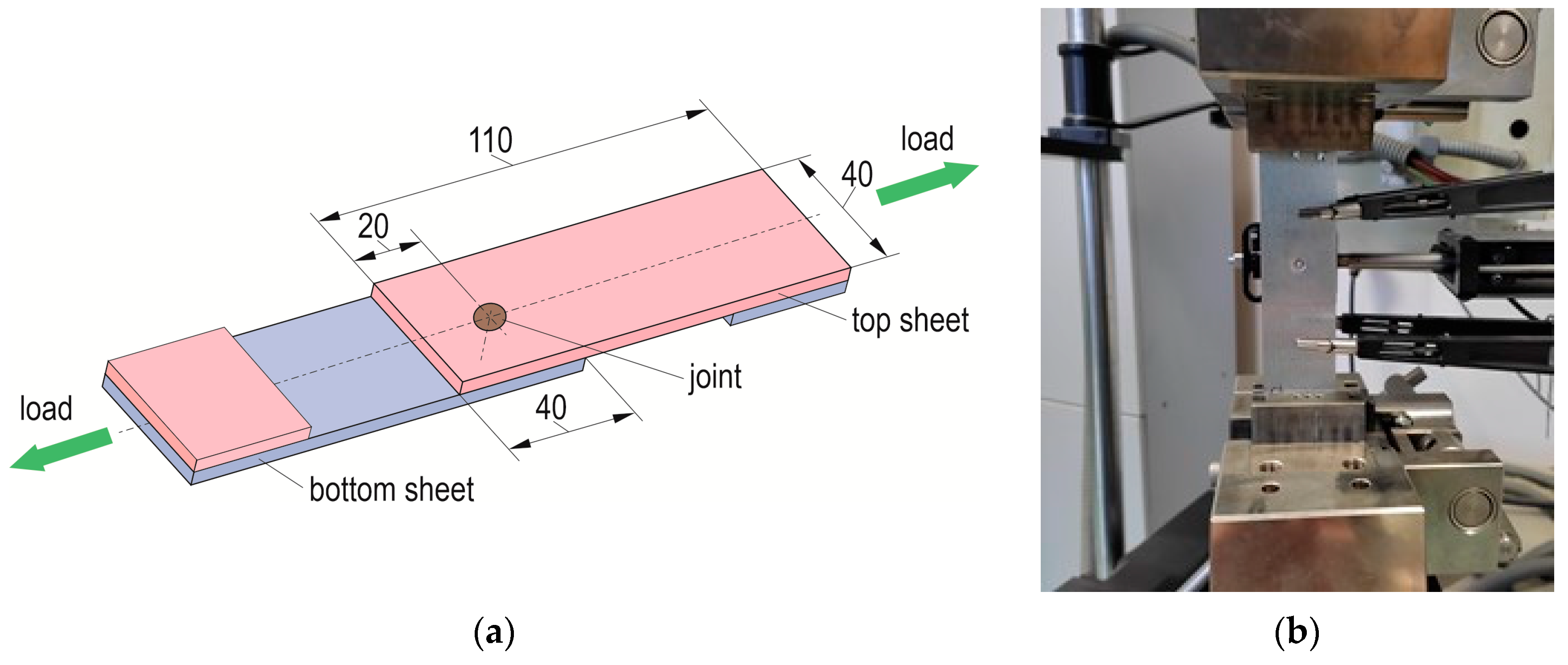
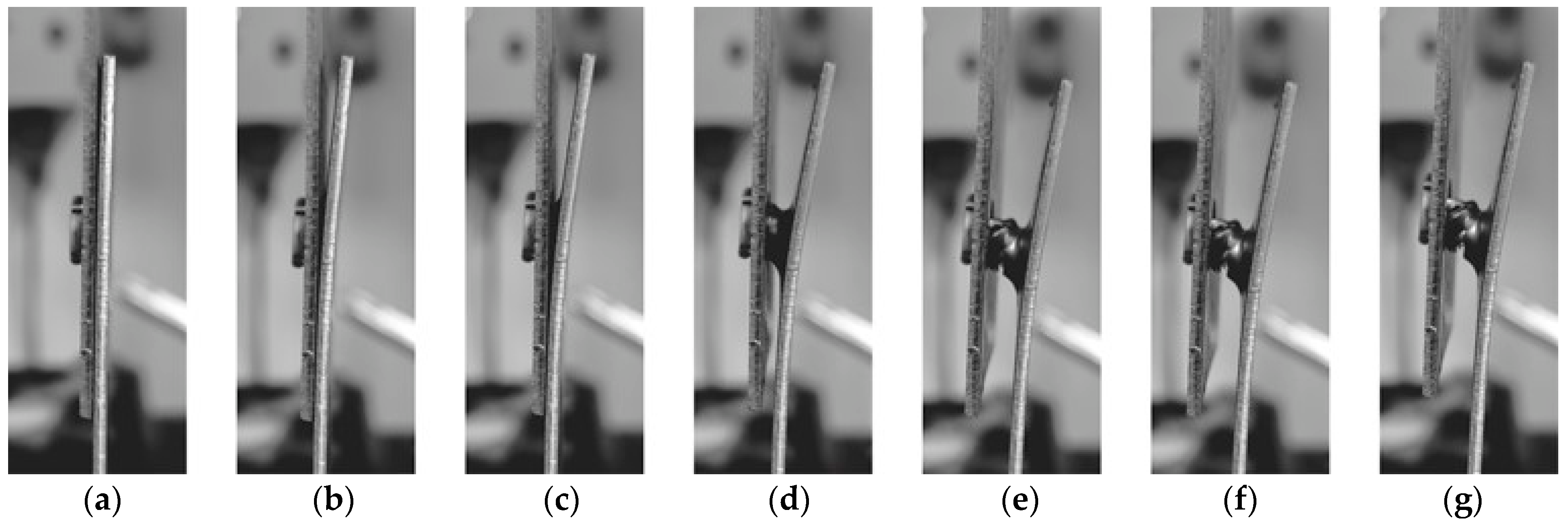
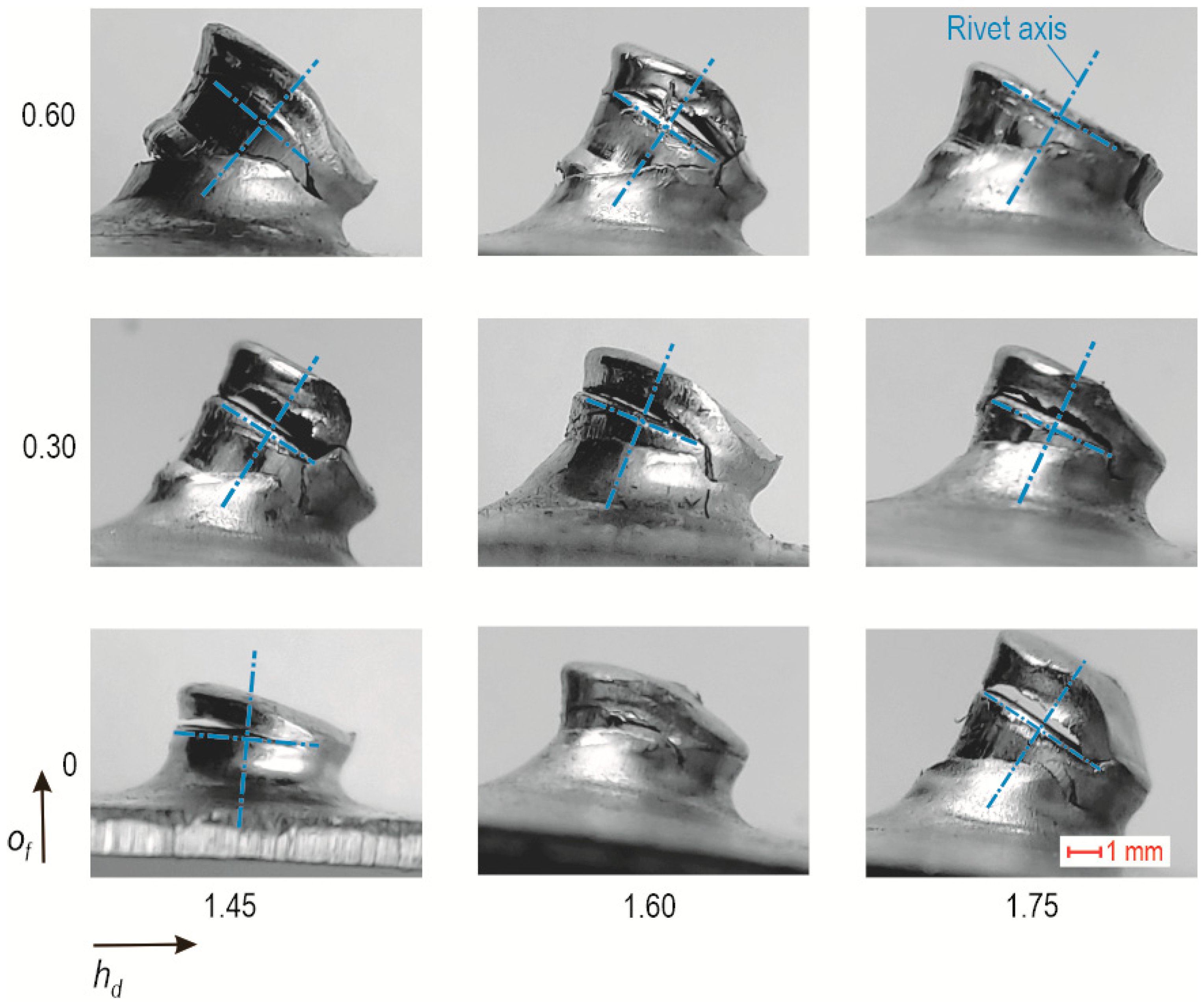
3.3. Strength and Failure Mechanism of the “CR” Joint
4. Conclusions
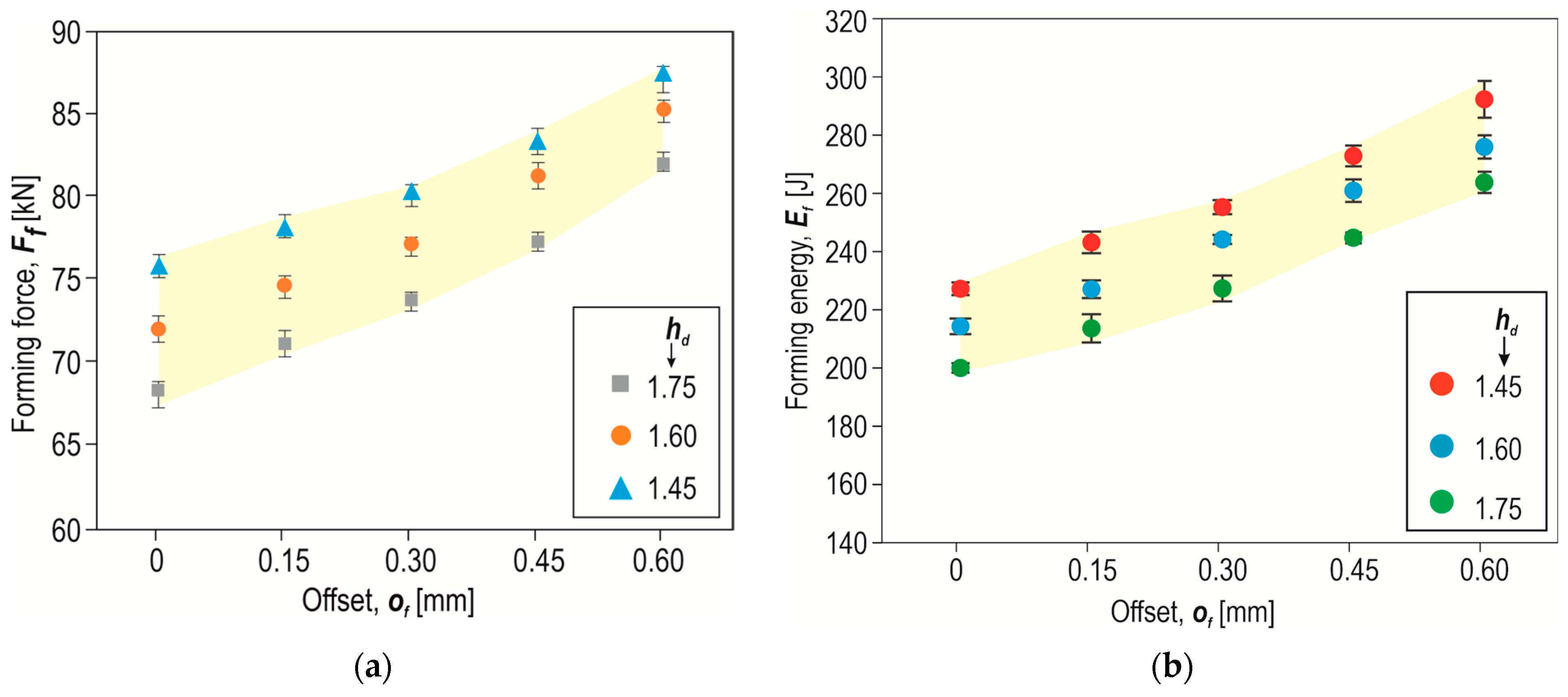
- As the depth of the die (hd) increased, the maximum value of the forming force decreased. Increasing the depth of the die from 1.45 mm to 1.75 mm (by more than 20%) resulted in a reduction in the forming force by 12%. The greater the rivet offset below the upper surface of the sheet metal, the smaller the difference in the forming force.
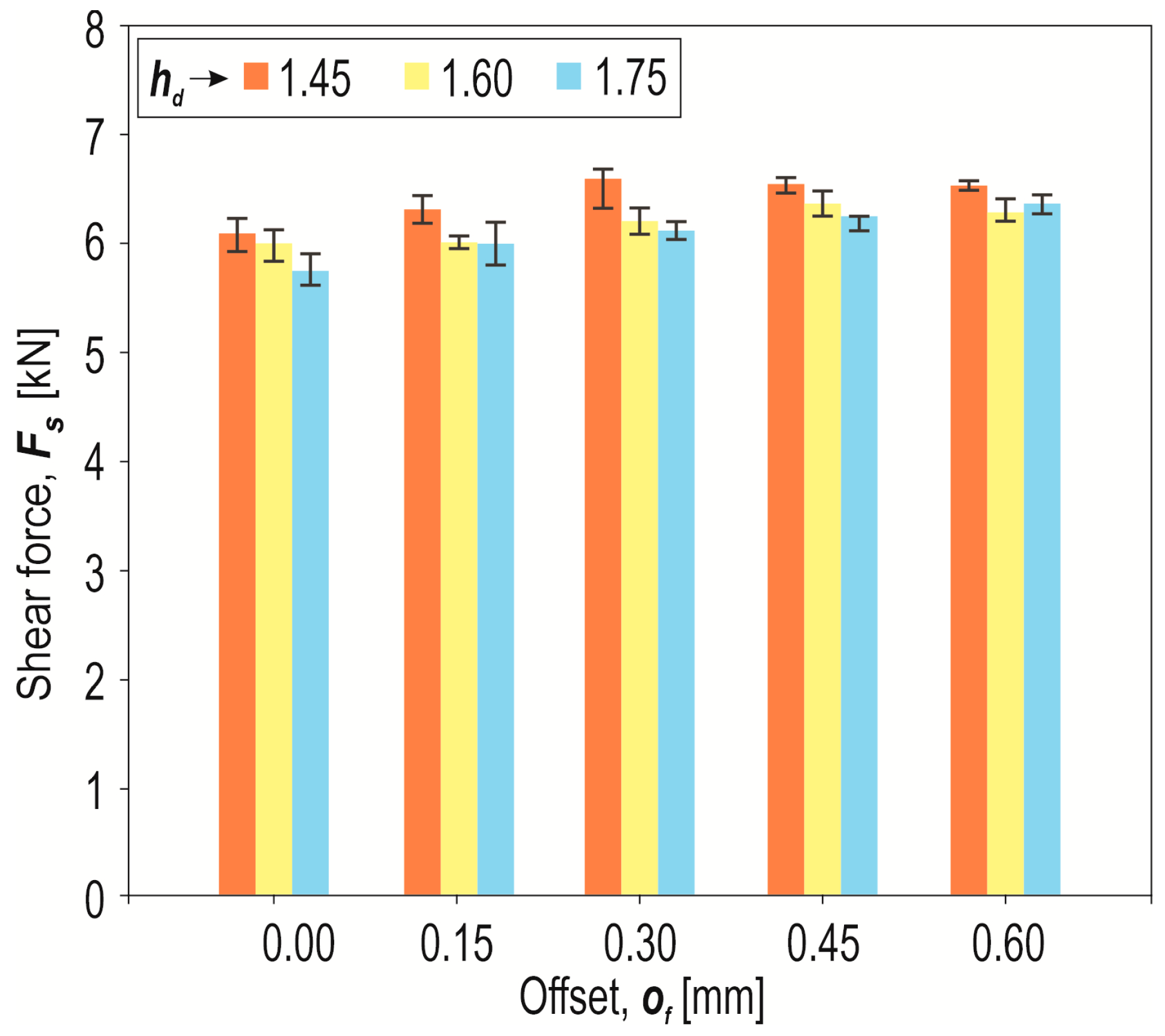
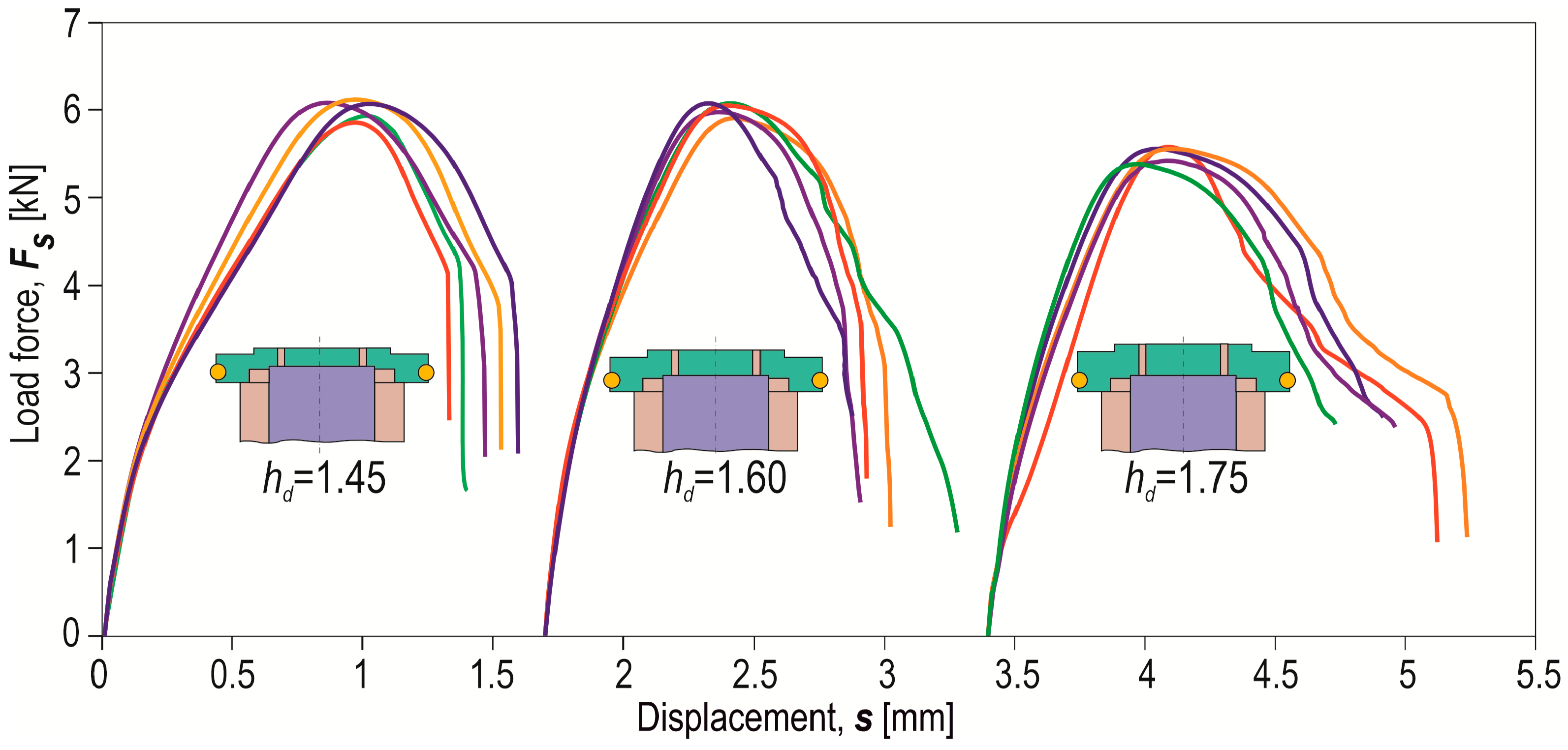
- The lesser the die depth (hd) used, the greater the maximum shear force obtained in the lap joint. The size of the rivet offset below the surface of the upper sheet increased by 13%, while the maximum joint load capacity increased by only 7% (hd = 1.45 mm). In the case of increasing the die depth to 1.75 mm, an increase of 0.6 mm in the offset value resulted in an increase in the forming force by 10%, and the maximum joint shear force increased by 6.5%.
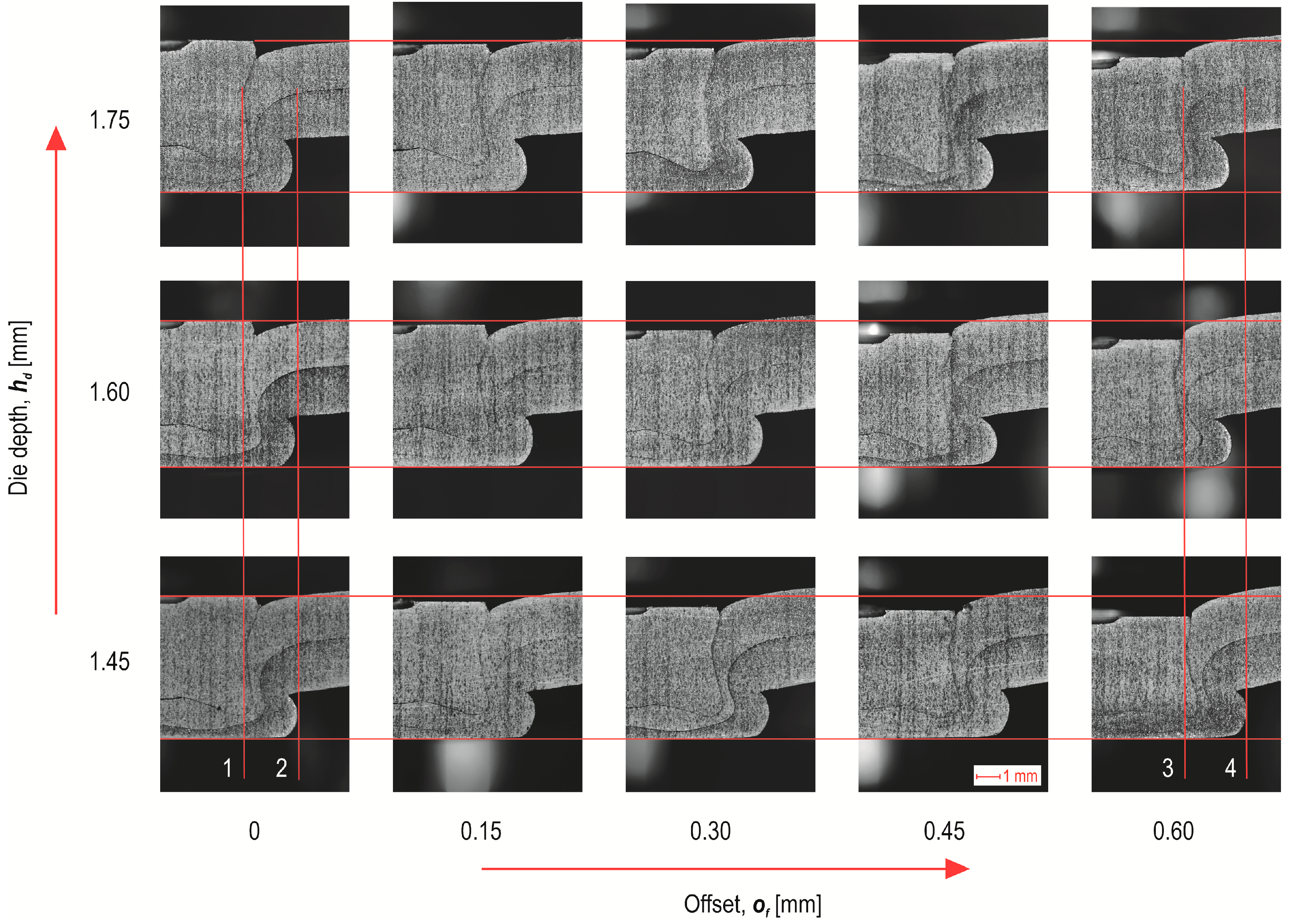
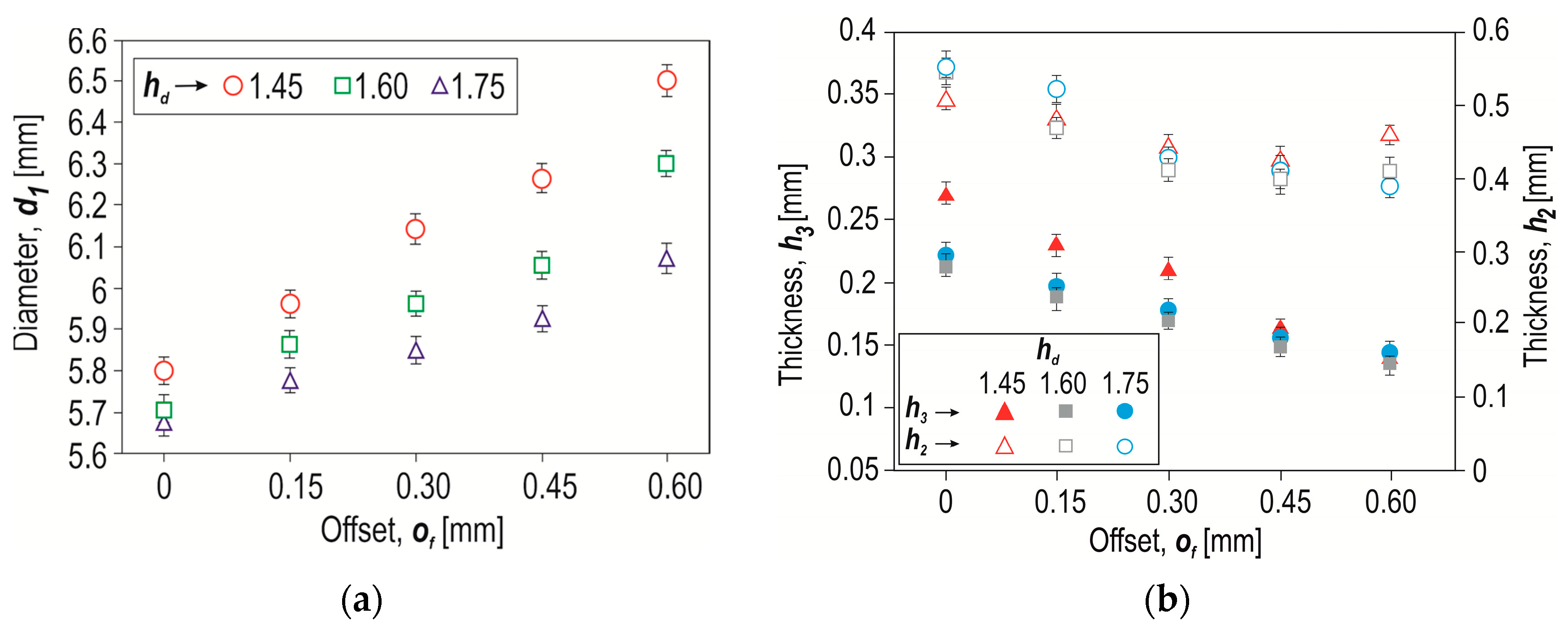
- Increasing the value of the rivet offset resulted in an increase in the load capacity of the joint. Analysing the geometry of the interlock, it was observed that increasing the offset from 0 mm to 0.6 mm resulted in an increase in the interlock tu (mm). For a joint formed using a die with hd = 1.45 mm, the interlock value (tu) increased by 136%; for hd = 1.60 mm, by almost 128%; and for hd = 1.75 mm, the interlock value increased by 85%.
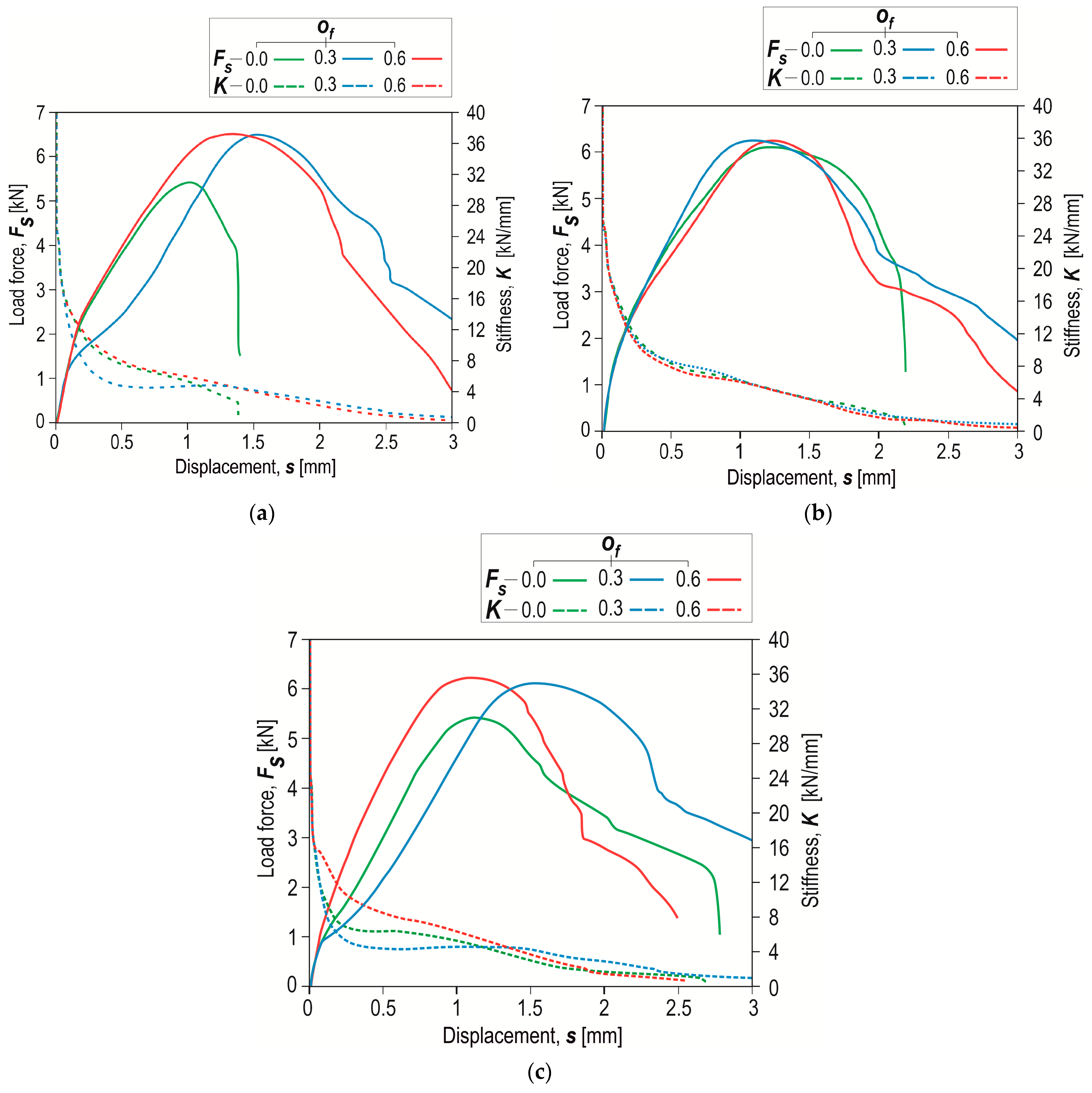
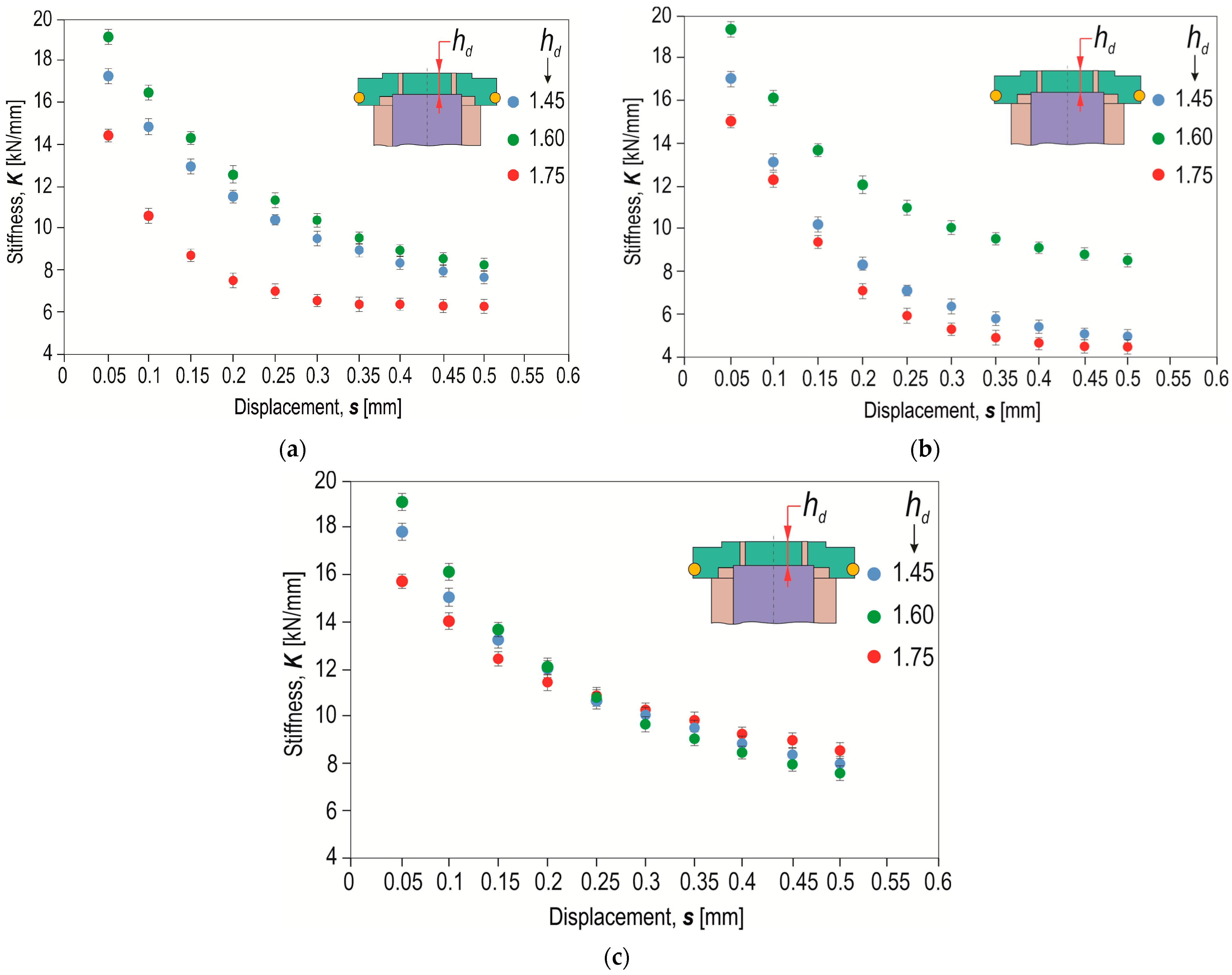
- Despite a relatively large increase in the size of the interlock (tu), there was no significant increase in the maximum shear force. A change in the stiffness of the connection was observed. Increasing the depth of the die from 1.45 mm to 1.60 mm (an increase of over 10%) resulted in an increase of 12%in the joint stiffness value. In turn, increasing the depth of the die by more than 20% (to 1.75 mm) resulted in the joint having a 16% lower stiffness in the initial loading phase (for a joint formed with a die with hd = 1.45 mm).
- Analysis of the deformation of the sheet-metal surface in the area of the joint showed that for each value of the position of the upper plane of the rivet in the joint, it was below the given value (measured in relation to the nominal model). The largest deformations were obtained in the area analysed for the joints formed with a hd = 1.45 mm. As a result of the impact of springback deformations, the upper surface of the rivet in the joint moved by almost 0.23 mm (of = 0 mm, whereas for of = 0.6, it was 102% lower than the set position. With an increase in the offset of, the deformation of the sheets and the area of the deformation changed. Increasing the rivet offset depth from 0 mm to 0.6 mm resulted in a deviation of the sheets in the analysed area by a maximum of 0.3 mm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Heeren, R.; Timmermann, R. Mechanical Joining in the Automotive Industry. In Sheet Metal Welding Conference X, Sterling Heights, MI, Paper; No. 4-1; AWS Detroit Section: Detroit, MI, USA, 2002. [Google Scholar]
- Zhou, Y.; Lan, F.; Chen, J. Influence of tooling geometric parameters on clinching joint properties for steel-aluminum car-body structures. In Proceedings of the 3rd IEEE International Conference on Computer Science and Information Technology, ICCSIT, Chengdu, China, 7–10 July 2010. [Google Scholar]
- Mucha, J.; Witkowski, W. The experimental analysis of the double joint type change effect on the joint destruction process in uniaxial shearing test. Thin-Wall. Struct. 2013, 66, 39–49. [Google Scholar] [CrossRef]
- Saberi, S.; Enzinger, N.; Vallant, R.; Cerjak, H.; Hinterdorfer, J.; Rauch, R. Influence of plastic anisotropy on the mechanical behavior of clinched joint of different coated thin steel sheets. Int. J. Mater. Form. 2008, 1, 273–276. [Google Scholar] [CrossRef]
- Spišák, E.; Kaščák, L. Joining Car Body Steel Sheets Using the Clinching Method. Acta Mech. Slov. 2011, 1, 28–35. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, C.; Peng, H. Recent development of clinching tools and machines. Int. J. Adv. Manuf. Technol. 2022, 121, 2867–2899. [Google Scholar] [CrossRef]
- Džupon, M.; Kaščák, Ľ.; Cmorej, D.; Čiripová, L.; Mucha, J.; Spišák, E. Clinching of high-strength steel sheets with local preheating. Appl. Sci. 2023, 13, 7790. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, C.; Shan, H.; Li, Y.; Luo, Z. High-toughness joining of aluminum alloy 5754 and DQSK steel using hybrid clinching–welding process. J. Mater. Process. Technol. 2018, 259, 33–44. [Google Scholar] [CrossRef]
- Lee, C.-J.; Shen, G.; Kim, B.-M.; Lambiase, F.; Ko, D.-C. Analysis of failure-mode dependent joint strength in hole clinching from the aspects of geometrical interlocking parameters. Metals 2018, 8, 1020. [Google Scholar] [CrossRef]
- He, X.; Pearson, I.; Young, K. Self-pierce riveting for sheet materials: State of the art. J. Mater. Process. Technol. 2008, 199, 27–36. [Google Scholar] [CrossRef]
- Ang, H.Q. An overview of self-piercing riveting process with focus on joint failures, Corrosion issues and optimisation techniques. Chin. J. Mech. Eng. 2021, 34, 1–25. [Google Scholar] [CrossRef]
- Xing, B.; He, X.; Zeng, K.; Wang, Y. Mechanical properties of self-piercing riveted joints in aluminum alloy 5052. Int. J. Adv. Manuf. Technol. 2014, 75, 351–361. [Google Scholar] [CrossRef]
- Zhang, X.; He, X.; Gu, F.; Ball, A. Self-piercing riveting of aluminium–lithium alloy sheet materials. J. Mater. Process. Technol. 2019, 268, 192–200. [Google Scholar] [CrossRef]
- Zhao, L.; He, X.; Xing, B.; Zhang, X.; Cheng, Q.; Gu, F.; Ball, A. Fretting behavior of self-piercing riveted joints in titanium sheet materials. J. Mater. Process. Technol. 2017, 249, 246–254. [Google Scholar] [CrossRef]
- He, X.; Wang, Y.; Lu, Y.; Zeng, K.; Gu, F.; Ball, A. Self-piercing riveting of similar and dissimilar titanium sheet materials. Int. J. Adv. Manuf. Technol. 2015, 80, 2105–2115. [Google Scholar] [CrossRef]
- Mechanical Joining Techniques. Available online: https://global.abb (accessed on 30 November 2023).
- Heyser, P.; Wiesenmayer, S.; Frey, P.; Nehls, T.; Scharr, C.; Flügge, W.; Merklein, M.; Meschut, G. Consideration of the manufacturing history of sheet metal components for the adaptation of a clinching process. Proc. Inst. Mech. Eng. L J. Mater. Des. Appl. 2022, 236, 1203–1215. [Google Scholar] [CrossRef]
- Chen, C.; Zhang, X.; Wen, C.; Yin, Y. Effect of blank holder force on joining quality of the flat clinch-rivet process. Int. J. Adv. Manuf. Technol. 2022, 121, 6315–6323. [Google Scholar] [CrossRef]
- Kaščák, L.; Cmorej, D.; Slota, J.; Spišák, E.; Varga, J. Numerical and experimental studies on clinch-bonded hybrid joining of steel sheet DX53D+Z. Acta Metall. Slovaca. 2022, 4, 219–223. [Google Scholar] [CrossRef]
- Mucha, J.; Boda, Ł.; Poręba, M.; Witkowski, W. Mixed-mode loading tests for determining the mechanical properties of clinched joints with an additional rivet used in the assembly of thin-walled structures. Thin-Wall. Struct. 2023, 190, 110965. [Google Scholar] [CrossRef]
- Chen, C.; Li, Y.; Zhang, H.; Li, Y.; Pan, Q.; Han, X. Investigation of a renovating process for failure clinched joint to join thin-walled structures. Thin-Wall. Struct. 2020, 151, 106686. [Google Scholar] [CrossRef]
- Chen, C.; Ran, X.; Pan, Q.; Zhang, H.; Yi, R.; Han, X. Research on the mechanical properties of repaired clinched joints with different forces. Thin-Wall. Struct. 2020, 152, 106752. [Google Scholar] [CrossRef]
- Mucha, J.; Boda, Ł.; Witkowski, W. Geometrical parameters and strength of clinching joint formed with the use of an additional rivet. Arch. Civ. Mech. Eng. 2023, 114, 1–16. [Google Scholar] [CrossRef]
- Ren, X.; Chen, C.; Ran, X.; Li, Y.; Zhang, X. Microstructure evolution of AA5052 joint failure process and mechanical performance after reconditioning with tubular rivet. Trans. Nonferrous Met. Soc. China 2021, 31, 3380–3393. [Google Scholar] [CrossRef]
- Ren, X.; Chen, C.; Ran, X.; Gao, X.; Gao, Y. Investigation on lightweight performance of tubular rivet-reinforced joints for joining AA5052 sheets. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 333. [Google Scholar] [CrossRef]
- Chen, C.; Wu, J.; Li, H. Optimization design of cylindrical rivet in flat bottom riveting. Thin-Wall. Struct. 2021, 168, 108292. [Google Scholar] [CrossRef]
- Neugebauer, R.; Jesche, F.; Israel, M. Enlargement of the application range of solid punch riveting by two-piece dies. Int. J. Mater. Form. 2010, 3, 999–1002. [Google Scholar] [CrossRef]
- Mucha, J. The effect of material properties and joining process parameters on behavior of self-pierce riveting joints made with the solid rivet. Mater. Des. 2013, 52, 932–946. [Google Scholar] [CrossRef]
- Han, D.; Yang, K.; Meschut, G. Mechanical joining of glass fibre reinforced polymer (GFRP) through an innovative solid self-piercing rivet. J. Mater. Process. Technol. 2021, 296, 117–182. [Google Scholar] [CrossRef]
- Vorderbrüggen, J.; Köhler, D.; Grüber, B.; Troschitz, J.; Gude, M.; Meschut, G. Development of a rivet geometry for solid self-piercing riveting of thermally loaded CFRP-metal joints in automotive construction. Compos. Struct. 2022, 291, 115583. [Google Scholar] [CrossRef]
- Eckert, A.; Neugebauer, R.; Rössinger, M.; Wahl, M.; Schulz, F.; Hofmann, A.; Hecht, B. Application limits of a method to predict distortion caused by mechanical joining technologies in Car body construction. In Proceedings of the 8th International Conference and Workshop on Numerical Simulation of 3D Sheet Metal Forming Processes (NUMISHEET 2011), Seoul, Republic of Korea, 21–26 August 2011. [Google Scholar]
- Meschut, G.; Janzen, V.; Olfermann, T. Innovative and Highly Productive Joining Technologies for Multi-Material Lightweight Car Body Structures. J. Mater. Eng. Perform. 2014, 23, 1515–1523. [Google Scholar] [CrossRef]
- Kaščák, Ľ.; Slota, J.; Bidulská, J.; Bidulský, R.; Kubit, A. Experimental investigation of joining the metal/polymer/metal composite sheets by clinching method. Acta Metall. Slovaca. 2023, 4, 214–218. [Google Scholar] [CrossRef]
- Kaščák, L.; Spišák, E.; Majerníková, J. Joining three car body steel sheets by clinching method. Open. Eng. 2016, 6, 566–573. [Google Scholar] [CrossRef]
- Cai, W.; Lesperance, R.M.; Marin, S.P.; Meyer, W.W.; Oetjens, T.J. Digital Panel Assembly for Automotive Body-in-White. In Proceedings of the ASME 2002 International Mechanical Engineering Congress and Exposition, New Orleans, LA, USA, 17–22 November 2002. [Google Scholar]
- EN 10143:2006; Continuously Hot-Dip Coated Steel Sheet and Strip—Tolerances on Dimensions and Shape. iTeh Standard: Newark, DE, USA, 2006.
- EN 10346:2009; Continuously Hot-Dip Coated Steel Flat Products—Technical Delivery Conditions. iTeh Standard: Newark, DE, USA, 2009.
- ISO 6507-1:2018; Metallic Materials—Vickers Hardness Test—Part 1: Test Method. Technical Committee ISO/TC 164, Mechanical Testing of Metals, Subcommittee SC 3, Hardness Testing. ISO: Geneva, Switzerland, 2018.
- VDI/VDE 2634-3:2008-12; Optical 3D-Measuring Systems—Multiple View Systems Based on Area Scanning. Beuth Verlag GmbH: Berlin, Germany, 2008.
- ISO 12996:2013; Mechanical Joining—Destructive Testing of Joints—Specimen Dimensions and Test Procedure for Tensile Shear Testing of Single Joints, Technical Committee ISO/TC 44/SC 6 Resistance Welding and Allied Mechanical Joining. ISO: Geneva, Switzerland, 2013.
- Kaščák, L.; Mucha, J.; Spišák, E.; Kubík, R. Wear Study of Mechanical Clinching Dies During Joining of Advanced High-Strength Steel Sheets. Strength Mater. 2017, 49, 726–773. [Google Scholar] [CrossRef]
- Kaščák, L.; Spišák, E.; Kubik, R.; Mucha, J. FEM Analysis of Clinching Tool Load in a Joint of Dual-Phase Steels. Strength Mater. 2016, 48, 533–539. [Google Scholar] [CrossRef]
- Abe, Y.; Maeda, T.; Yoshioka, D.; Mori, K.-I. Mechanical Clinching and Self-Pierce Riveting of Thin Three Sheets of 5000 Series Aluminium Alloy and 980 MPa Grade Cold Rolled Ultra-High Strength Steel. Materials 2020, 13, 4741. [Google Scholar] [CrossRef] [PubMed]
- Mori, K.; Kato, T.; Abe, Y.; Ravshanbek, Y. Plastic Joining of Ultra High Strength Steel and Aluminium Alloy Sheets by Self Piercing Rivet. CIRP Ann. 2006, 55, 283–286. [Google Scholar] [CrossRef]
- Tozaki, Y.; Uematsu, Y.; Tokaji, K. Effect of tool geometry on microstructure and static strength in friction stir spot welded aluminium alloys. Int. J. Mach. Tools Manuf. 2007, 47, 2230–2236. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, X.; Guo, J.; Manladan, S.M.; Luo, Z.; Li, Y. Effects of local stiffness on the spot joints mechanical properties: Comparative study between resistance spot welding and resistance spot clinching joints. J. Manuf. Process. 2019, 39, 93–101. [Google Scholar] [CrossRef]
- He, X.; Zhao, L.; Deng, C.; Xing, B.; Gu, F.; Ball, A. Self-piercing riveting of similar and dissimilar metal sheets of aluminum alloy and copper alloy. Mater. Des. 2015, 65, 923–933. [Google Scholar] [CrossRef]
- Kaščák, Ľ.; Cmorej, D.; Spišák, E.; Slota, J. Joining the High-Strength Steel Sheets Used in Car Body Production. J. Adv. Sci. Technol. Res. 2021, 15, 184–196. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.; Zhao, S.; Cui, M.; Han, X.; Fan, S. Mechanical properties of the two-steps clinched joint with a clinch-rivet. J. Mater. Process. Technol. 2016, 237, 361–370. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mn | Si | Ti | C | Nb | P | S | Al | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.88 | 0.01 | 0.011 | 0.09 | 0.031 | 0.02 | 0.007 | 0.032 | remainder |
| Material Designation | Surface Finish + Z [g/m2] | Young’s Modulus E [GPa] | Poisson’s Ratio ν | Yield Strength Rp0.2 [MPa] | Tensile Strength Rm [MPa] | Elongation after Fracture A80 [%] | Strength Coefficient K [MPa] | Strain Hardening Exponent n [–] |
|---|---|---|---|---|---|---|---|---|
| HX340 | zinc layer quality 100 | 188 | 0.29 | 365 | 463 | 29 | 807 | 0.16 |
| Offset Dimension of mm | Die Depth hd mm | ||
|---|---|---|---|
| 1.45 | 1.60 | 1.75 | |
| 0 | I-00 | II-00 | III-00 |
| 0.15 | I-15 | II-15 | III-15 |
| 0.30 | I-30 | II-30 | III-30 |
| 0.45 | I-45 | II-45 | III-45 |
| 0.60 | I-60 | II-60 | III-60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boda, Ł.; Mucha, J.; Witkowski, W. Performance Tests of HX340 Microalloyed Steel Sheets Joined Using Clinch-Rivet Technology. Materials 2024, 17, 596. https://doi.org/10.3390/ma17030596
Boda Ł, Mucha J, Witkowski W. Performance Tests of HX340 Microalloyed Steel Sheets Joined Using Clinch-Rivet Technology. Materials. 2024; 17(3):596. https://doi.org/10.3390/ma17030596
Chicago/Turabian StyleBoda, Łukasz, Jacek Mucha, and Waldemar Witkowski. 2024. "Performance Tests of HX340 Microalloyed Steel Sheets Joined Using Clinch-Rivet Technology" Materials 17, no. 3: 596. https://doi.org/10.3390/ma17030596
APA StyleBoda, Ł., Mucha, J., & Witkowski, W. (2024). Performance Tests of HX340 Microalloyed Steel Sheets Joined Using Clinch-Rivet Technology. Materials, 17(3), 596. https://doi.org/10.3390/ma17030596