
Development of a Novel Water Jet Polisher Using Soft Abrasives for Small Complex-Structure Heat Pipes of Aluminum Alloy Produced Using Additive Manufacturing


Abstract
1. Introduction
2. Experimental Preparation
2.1. Additive Manufacturing of Heat Pipes
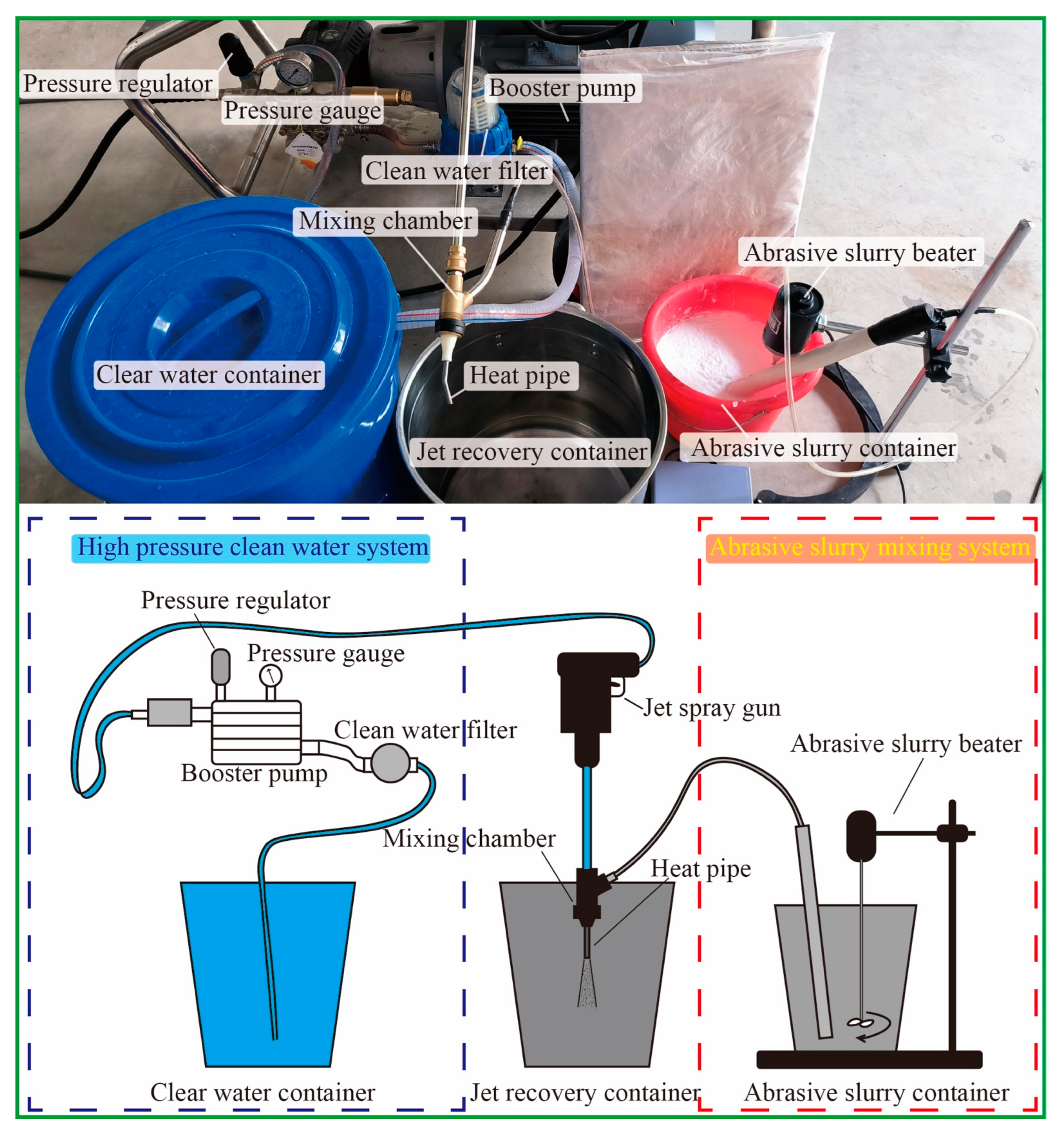
2.2. Experimental Equipment and Operation
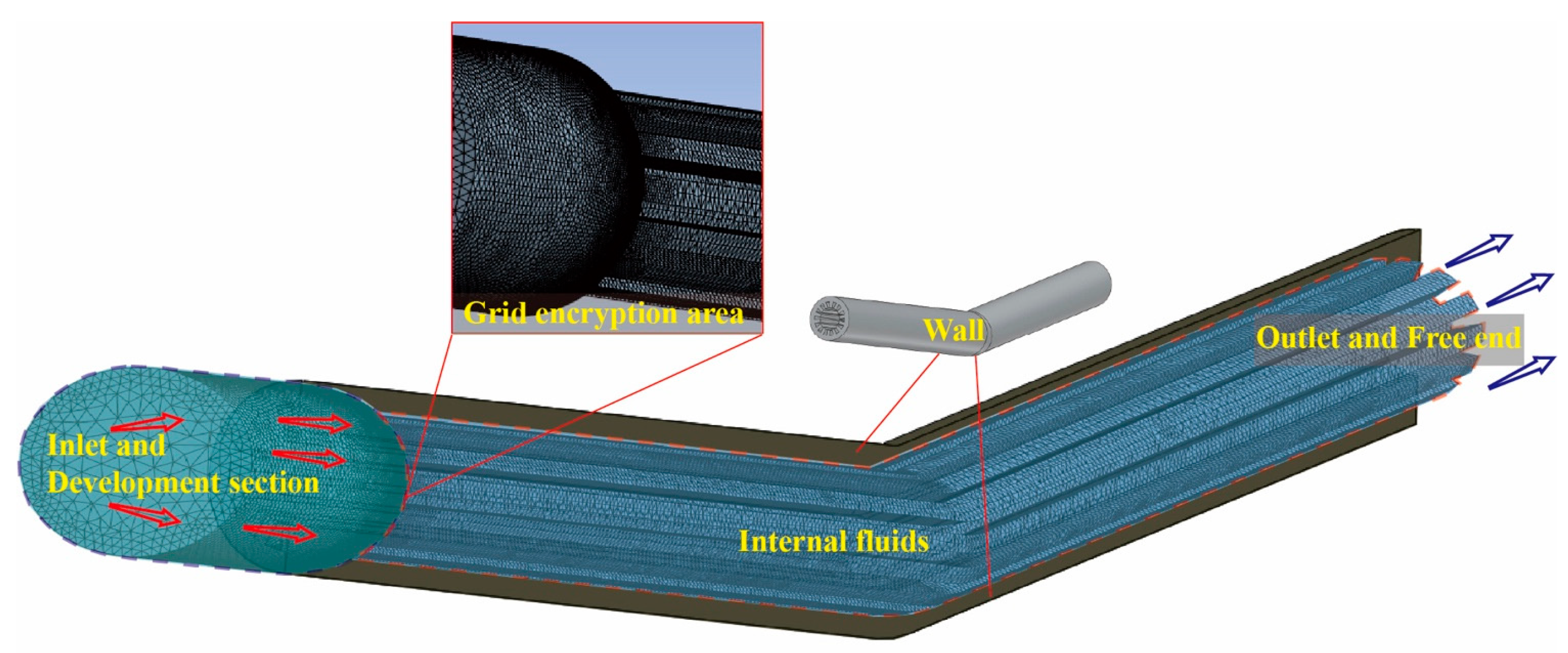
2.3. CFD Simulation
3. Results and Discussion
3.1. Commercial SiO2 Abrasive Particles for the Erosion Effects and Analysis of High-Pressure Water Jets
3.2. Plastic Abrasive Particles Are Used for the Treatment Effect and Analysis of High-Pressure Water Jets
3.3. CFD Mechanism Explanation and Analysis
4. Conclusions
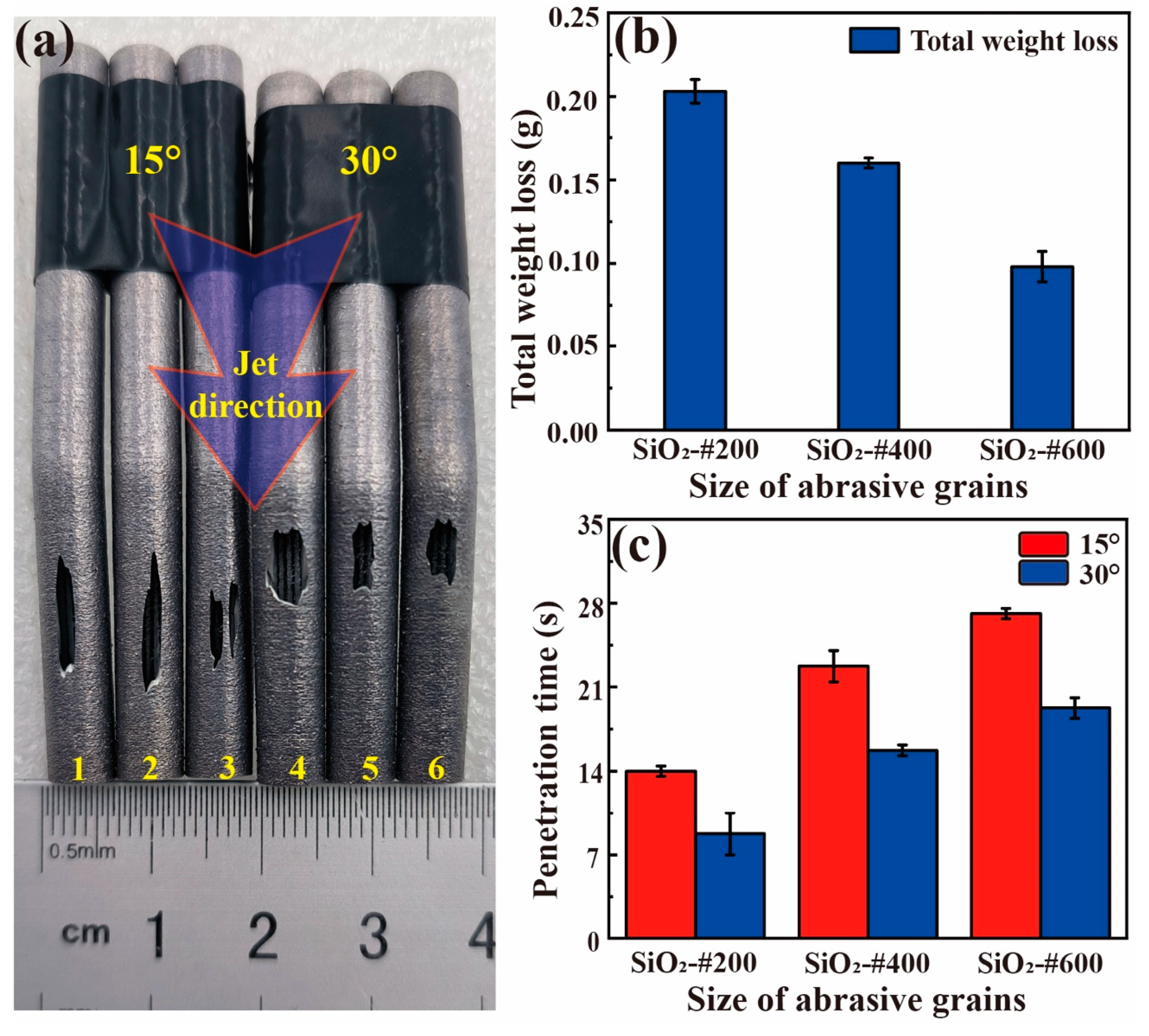
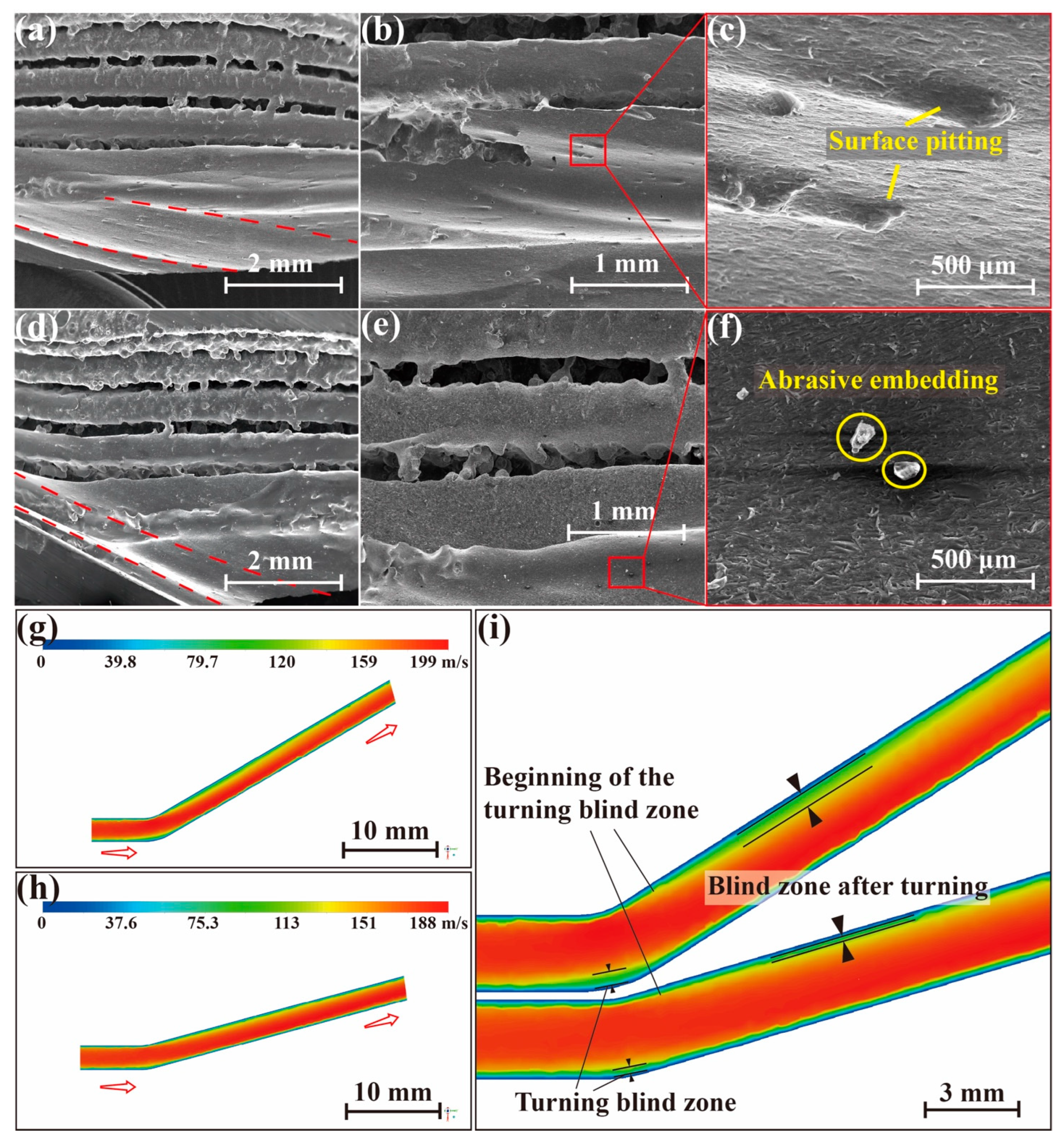
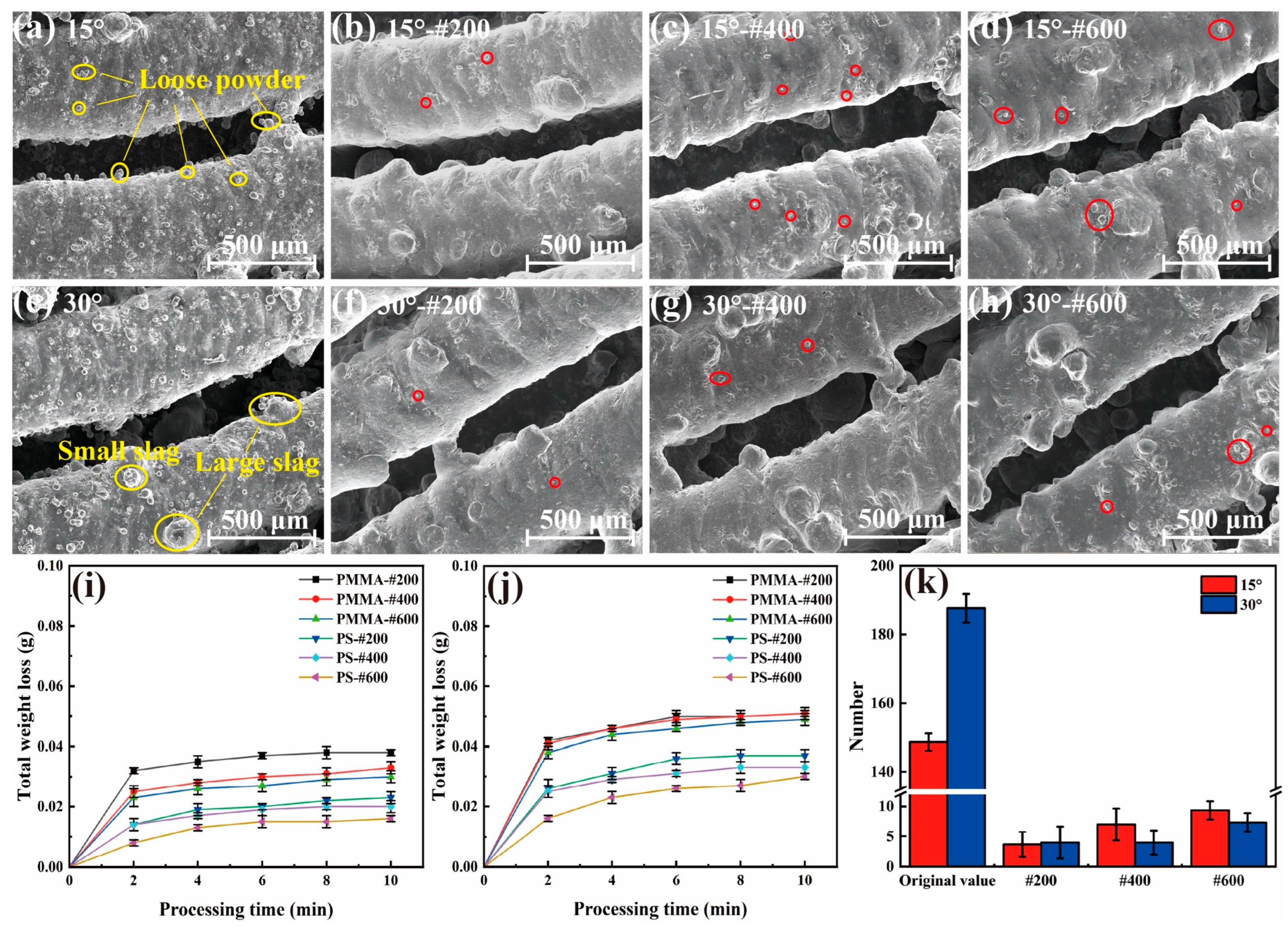
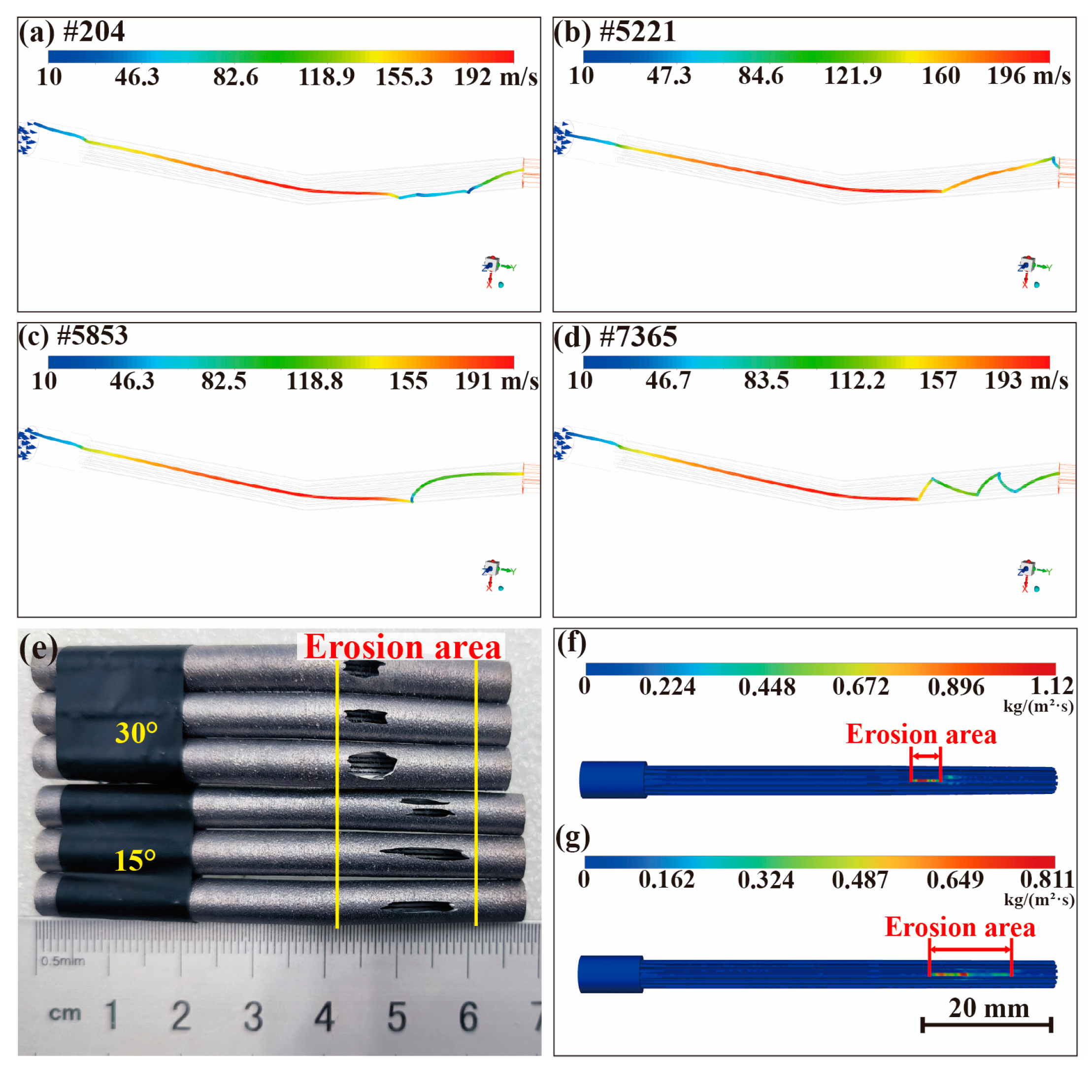
- The SiO2 abrasive can effectively remove both satellites and balling defects, but will lead to corner erosion and the heat pipe leaking rapidly. For a 15° and 30° heat pipe, the leaking time is 15–30 s and 10–20 s, respectively, showing that the SiO2 abrasive is not suitable for cleaning bent heat pipes.
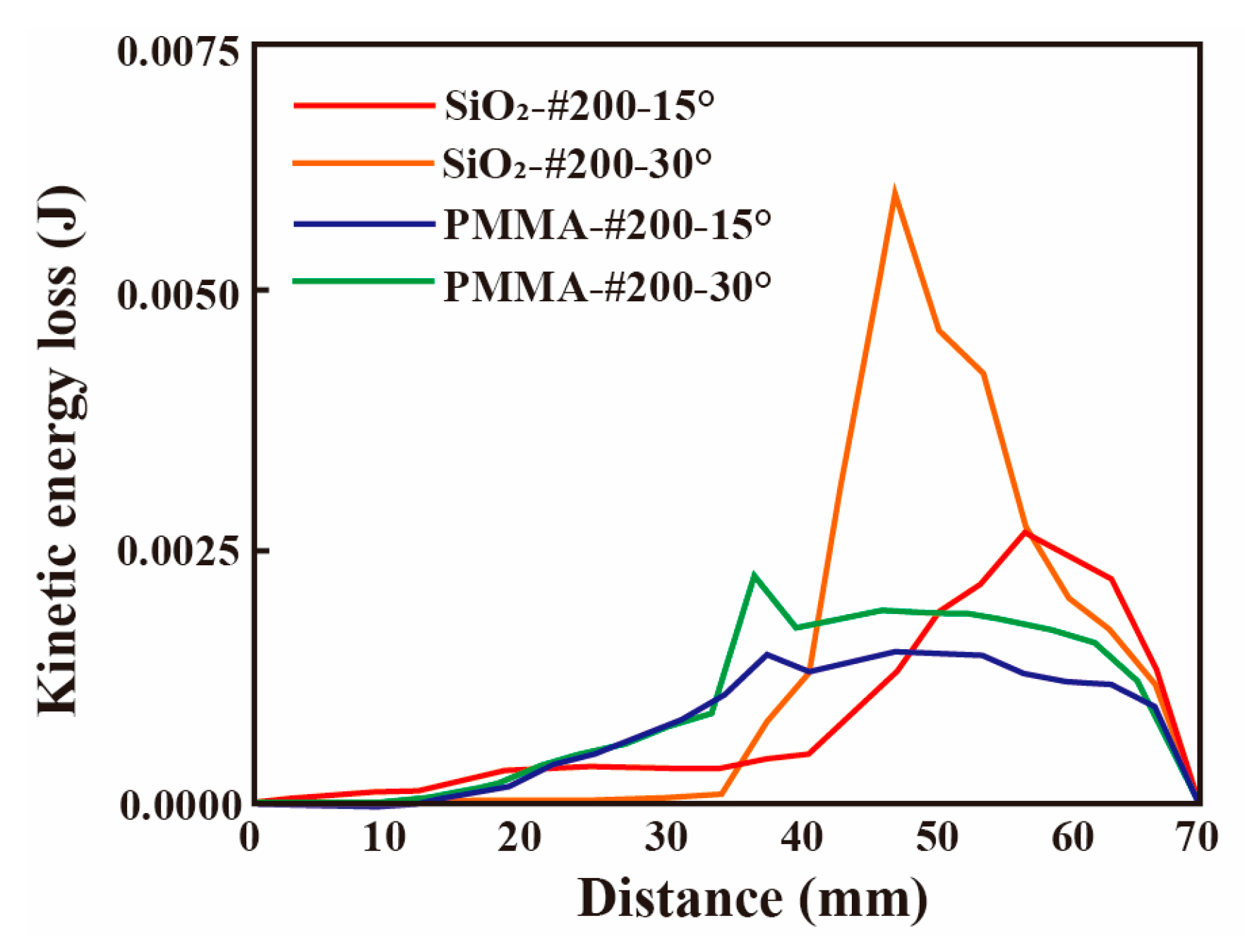
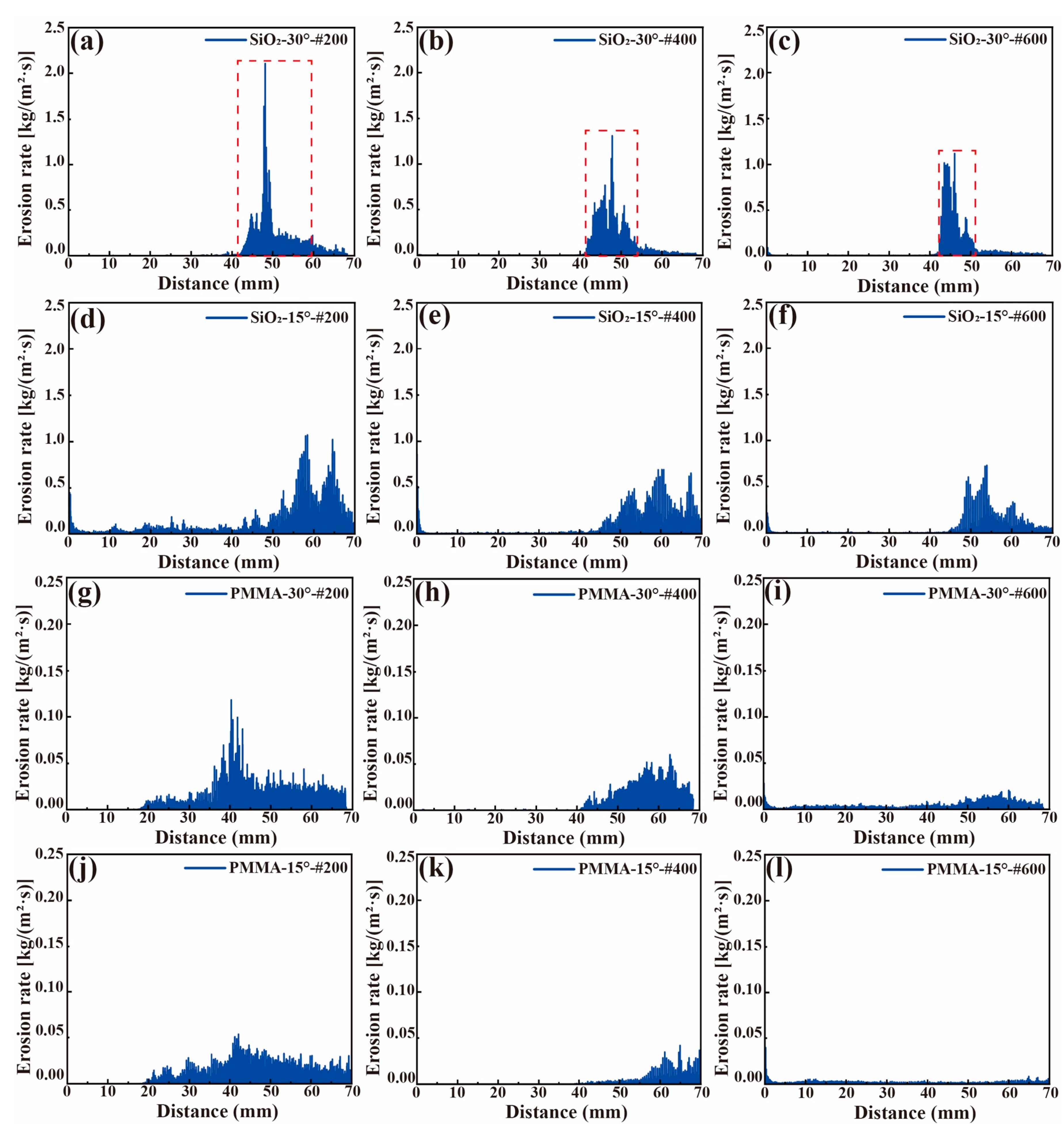
- Simulation revealed that the reacceleration of the abrasive is key to the cleaning process. Further analysis found that the erosion caused by the SiO2 abrasive particles will be enhanced with the increase in the bent angle or in the abrasive particle size. At a 30° angle, the erosion rate is more concentrated at the corner, with a higher peak, resulting in a shorter leakage time.
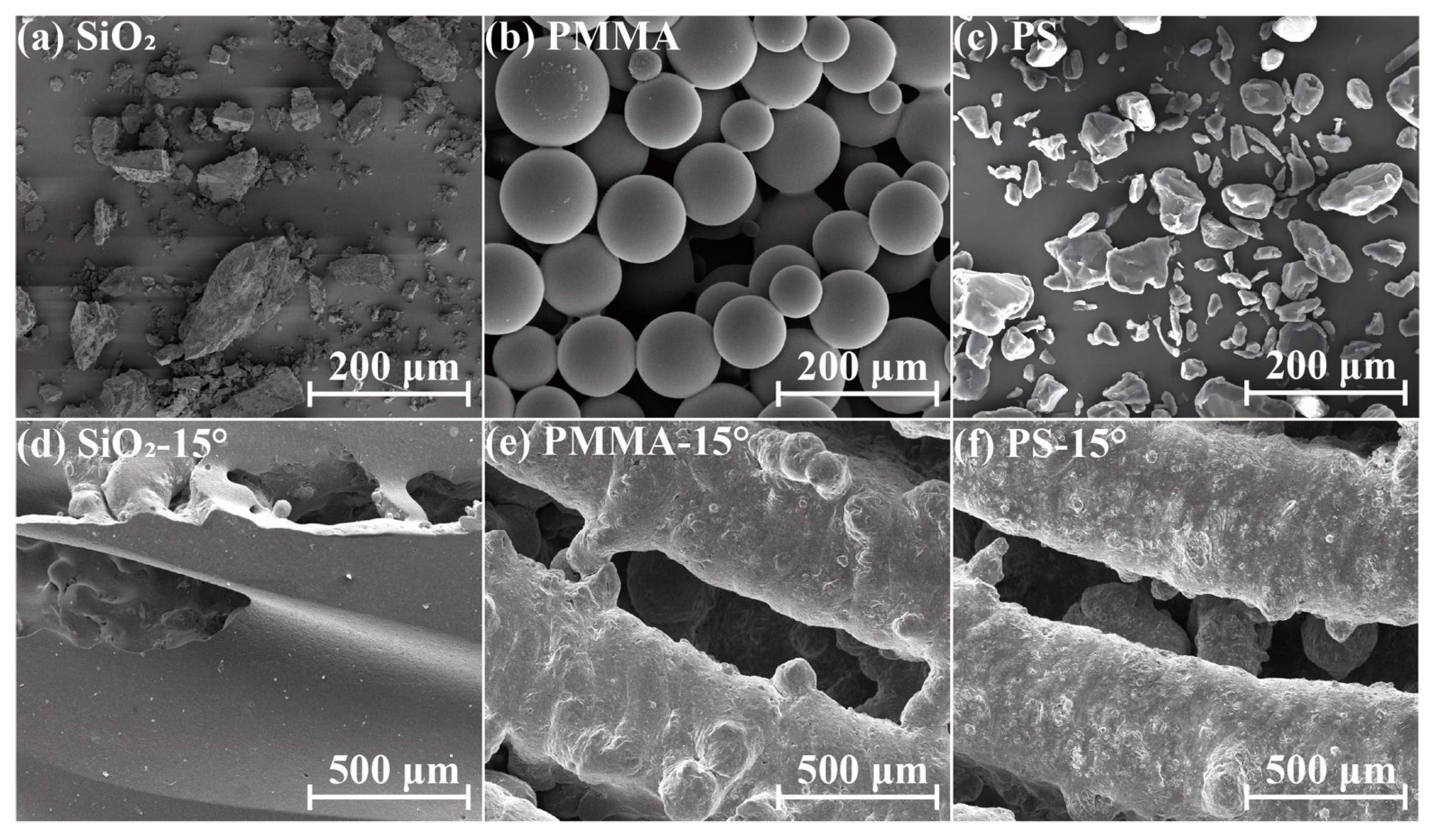
- The erosion rate of the SiO2 abrasive particles is 17 times higher than that of the PMMA abrasive particles, and the peak value of the momentum loss in the jet direction is more than 2 times higher. Second, the strength of PMMA in terms of physical properties such as density and hardness is much lower than that of the SiO2 abrasive particles, which, combined with its relatively homogeneous and rounded abrasive shape, makes it well suited for handling the microstructure of additively manufactured heat pipes.
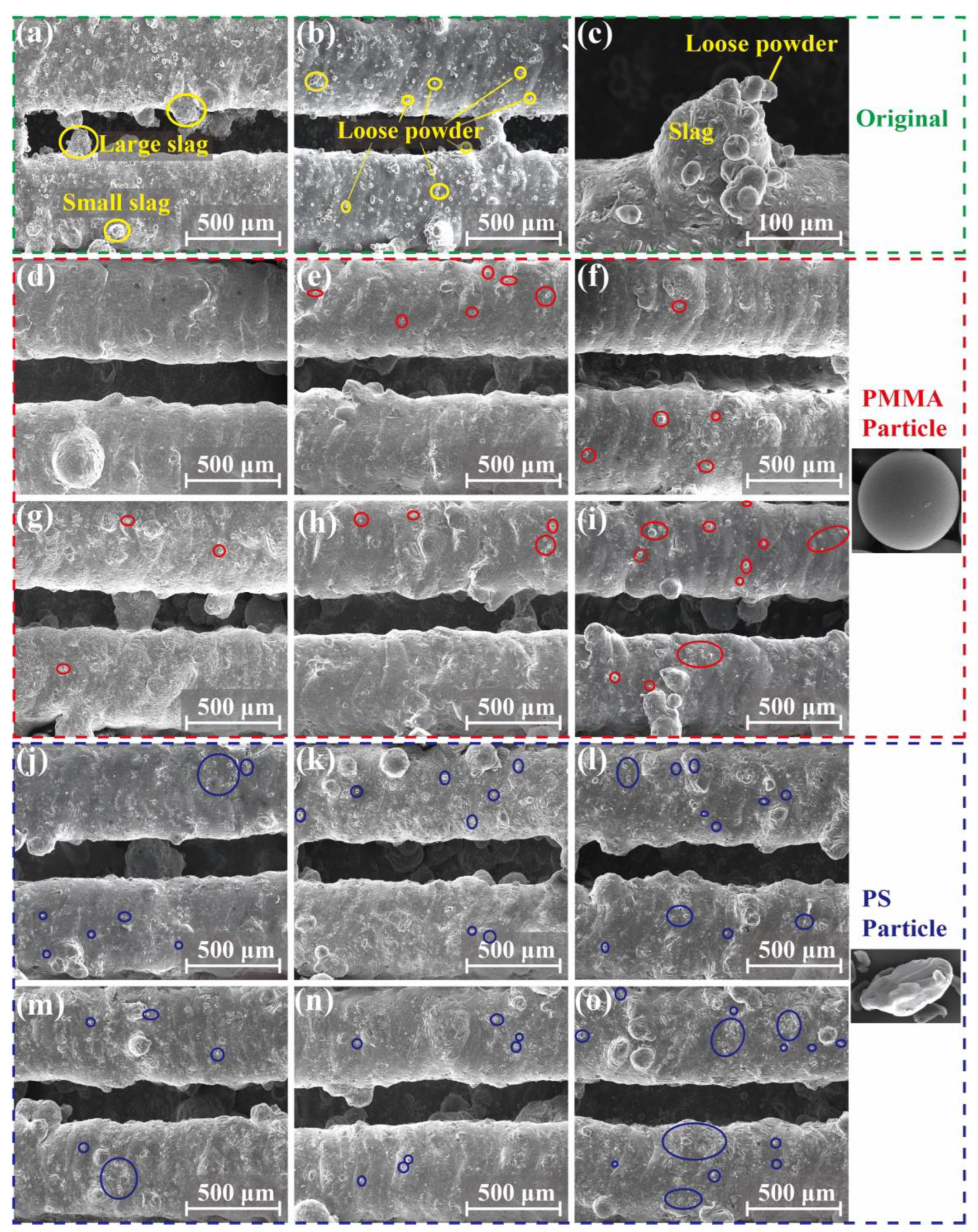
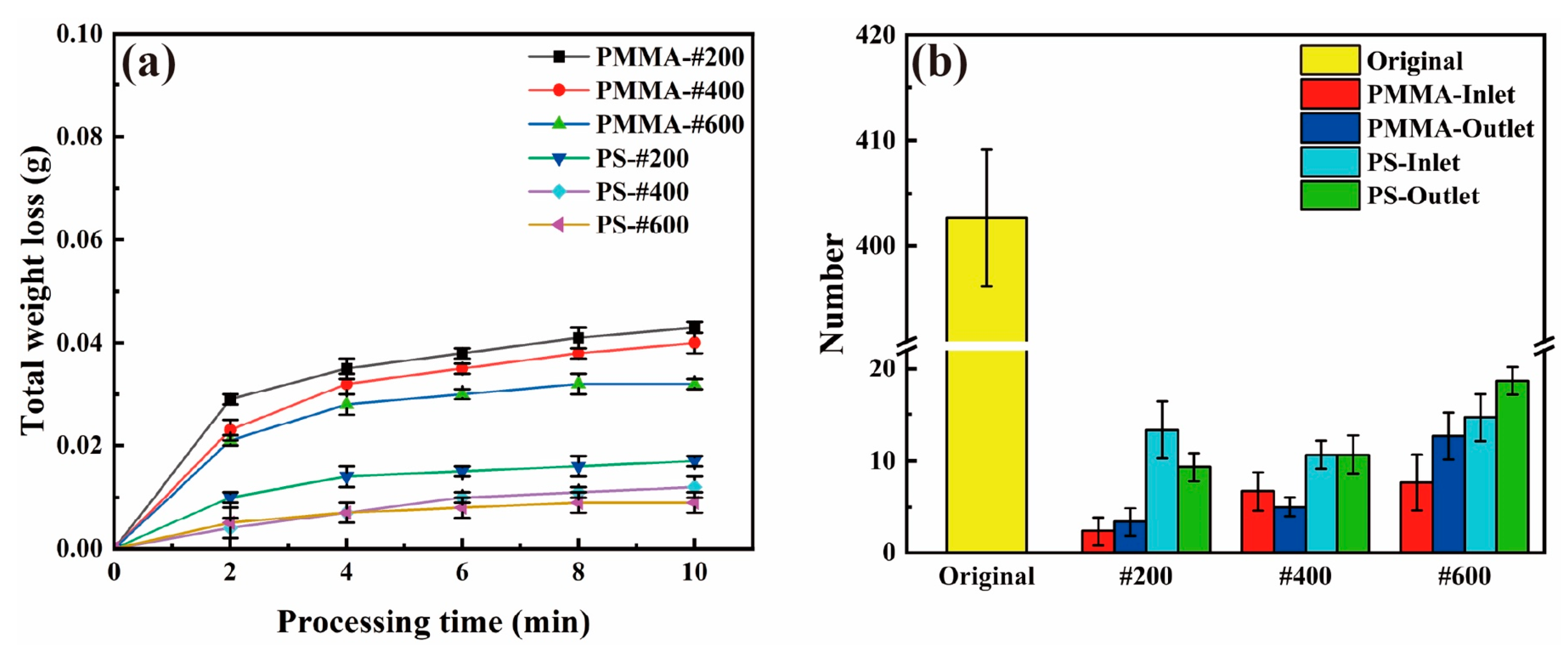
- The PMMA abrasive effectively eliminates satellites, and the removal efficiency of PMMA-#200 on the satellites is close to complete. The surface quality Sa of the straight heat pipe was increased from 3.410 μm to 0.989 μm after the PMMA-#200 abrasive treatment.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level 0 | Level 1 | Level 2 | |
|---|---|---|---|
| Factor A (Types of abrasive) | SiO2 | PMMA | PS |
| Factor B (Size of abrasive) | #200 | #400 | #600 |
| Factor C (Angle of heat pipe) | 0° | 15° | 30° |
| Factor C | ||||
|---|---|---|---|---|
| Factor A | Factor B | 0 | 1 | 2 |
| 0 | 0 | 000 | 001 | 002 |
| 0 | 1 | 010 | 011 | 012 |
| 0 | 2 | 020 | 021 | 022 |
| 1 | 0 | 100 | 101 | 102 |
| 1 | 1 | 110 | 111 | 112 |
| 1 | 2 | 120 | 121 | 122 |
| 2 | 0 | 200 | 201 | 202 |
| 2 | 1 | 210 | 211 | 212 |
| 2 | 2 | 220 | 221 | 222 |
References
- Gu, D.; Shi, X.; Poprawe, R.; Bourell, D.L.; Setchi, R.; Zhu, J. Material-structure-performance integrated laser-metal additive manufacturing. Science 2021, 372, 1487. [Google Scholar] [CrossRef] [PubMed]
- Palumbo, J.; Chandra, S. Additive manufacturing of complex structures and flow channels using wire-arc thermal spray. J. Manuf. Process. 2023, 107, 459–471. [Google Scholar] [CrossRef]
- Dimopoulos, A.; Salimi, M.; Gan, T.H.; Chatzakos, P. Support Structures Optimisation for High-Quality Metal Additive Manufacturing with Laser Powder Bed Fusion: A Numerical Simulation Study. Materials 2023, 16, 7164. [Google Scholar] [CrossRef] [PubMed]
- Chen, K.L.; Luo, K.Y.; Gupta, P.P.; Kang, S.W. SLM Additive Manufacturing of Oscillating Heat Pipe. Sustainability 2023, 15, 7538. [Google Scholar] [CrossRef]
- Tang, H.; Xie, Y.; Xia, L.; Tang, Y.; Sun, Y. Review on the fabrication of surface functional structures for enhancing heat transfer of heat pipes. Appl. Therm. Eng. 2023, 226, 120337. [Google Scholar] [CrossRef]
- Tebianian, M.; Aghaie, S.; Razavi Jafari, N.S.; Elmi Hosseini, S.R.; Pereira, A.B.; Fernandes, F.A.O.; Farbakhti, M.; Chen, C.; Huo, Y. A Review of the Metal Additive Manufacturing Processes. Materials 2023, 16, 7514. [Google Scholar] [CrossRef]
- Kuo, C.C.; Chen, C.M.; Chang, S.X. Polishing mechanism for ABS parts fabricated by additive manufacturing. Int. J. Adv. Manuf. Technol. 2017, 91, 1473–1479. [Google Scholar] [CrossRef]
- Tiwari, R.; Andhare, R.S.; Shooshtari, A.; Ohadi, M. Development of an additive manufacturing-enabled compact manifold microchannel heat exchanger. Appl. Therm. Eng. 2019, 147, 781–788. [Google Scholar] [CrossRef]
- Da Silva, R.P.P.; Mortean, M.V.V.; de Paiva, K.V.; Beckedorff, L.E.; Oliveira, J.L.G.; Brandão, F.G.; Monteiro, A.S.; Carvalho, C.S.; Oliveira, H.R.; Borges, D.G.; et al. Thermal and hydrodynamic analysis of a compact heat exchanger produced by additive manufacturing. Appl. Therm. Eng. 2021, 193, 116973. [Google Scholar] [CrossRef]
- Kaur, I.; Singh, P. State-of-the-art in heat exchanger additive manufacturing. Int. J. Heat Mass Transf. 2021, 178, 121600. [Google Scholar] [CrossRef]
- Zhou, J.; Teng, L.; Shen, Y.; Jin, Z. Simulation of, Optimization of, and Experimentation with Small Heat Pipes Produced Using Selective Laser Melting Technology. Materials 2023, 16, 6946. [Google Scholar] [CrossRef]
- Lee, J.Y.; Nagalingam, A.P.; Yeo, S.H. A review on the state-of-the-art of surface finishing processes and related ISO/ASTM standards for metal additive manufactured components. Virtual Phys. Prototyp. 2021, 16, 68–96. [Google Scholar] [CrossRef]
- Maleki, E.; Bagherifard, S.; Bandini, M.; Guagliano, M. Surface post-treatments for metal additive manufacturing: Progress, challenges, and opportunities. Addit. Manuf. 2021, 37, 101619. [Google Scholar] [CrossRef]
- De Oliveira, D.; Gomes, M.C.; Dos Santos, A.G.; Ribeiro, K.S.B.; Vasques, I.J.; Coelho, R.T.; Da Silva, M.B.; Hung, N.W. Abrasive and non-conventional post-processing techniques to improve surface finish of additively manufactured metals: A review. Prog. Addit. Manuf. 2023, 8, 223–240. [Google Scholar] [CrossRef]
- Buss, L.; Qi, Y.; Heidhoff, J.; Riemer, O.; Fritsching, U. Towards an Understanding of Multiphase Fluid Dynamics of a Microfluid Jet Polishing Process: A Numerical Analysis. Fluids 2022, 7, 119. [Google Scholar] [CrossRef]
- Qiao, S.; Shi, F.; Tian, Y.; Song, C.; Tie, G.; Shen, X.; Song, J. Modeling and experiment on elastic region low defect jet polishing for fused quartz. J. Manuf. Process. 2022, 77, 831–837. [Google Scholar] [CrossRef]
- Quitzke, S.; Kröning, O.; Safranchik, D.; Zeidler, H.; Danilov, I.; Martin, A.; Böttger-Hiller, F.; Essel, S.; Schubert, A. Design and setup of a jet-based technology for localized small scale Plasma electrolytic Polishing. J. Manuf. Process. 2022, 75, 1123–1133. [Google Scholar] [CrossRef]
- Urban, N.D.; Kafka, K.R.P.; Jang, J.-M.; Hoffman, B.N.; Marshall, K.L.; Emms, R.; Walker, D.; Demos, S.G. Performance characterization of freeform finished surfaces of potassium dihydrogen phosphate using fluid jet polishing with a nonaqueous slurry. Sci. Rep. 2023, 13, 6524. [Google Scholar] [CrossRef] [PubMed]
- Cao, Z.; Wang, M.; Yan, S.; Zhao, C.; Liu, H. Surface integrity and material removal mechanism in fluid jet polishing of optical glass. J. Mater. Process. Technol. 2023, 311, 117798. [Google Scholar] [CrossRef]
- Choudhary, S.; Kumar Duvedi, R.; Singh Saini, J. Effect of material removal characteristics with varying incident angle in fluid jet polishing process. Mater. Today Proc. 2022, 62, 215–219. [Google Scholar] [CrossRef]
- Zhao, J.; Xiang, Y.; Fan, C. A new method for polishing the inner wall of a circular tube with a soft abrasive rotating jet. Powder Technol. 2022, 398, 117068. [Google Scholar] [CrossRef]
- Feng, J.; Zhang, Z.; Yu, S.; Chen, X.; Wang, D.; Gu, Q.; Zhou, C.; Zhang, T.; Liu, B. Novel multiphase jet polishing for complicated structured components produced by laser powder bed fusion. Addit. Manuf. 2023, 72, 103634. [Google Scholar] [CrossRef]
- Javaheri, V.; Haiko, O.; Sadeghpour, S.; Valtonen, K.; Kömi, J.; Porter, D. On the role of grain size on slurry erosion behavior of a novel medium-carbon, low-alloy pipeline steel after induction hardening. Wear 2021, 476, 203678. [Google Scholar] [CrossRef]
- Zhang, D.; Liu, R.; Liu, Y.; Xing, S.; Yang, L.; Wei, E.; Dou, X. Multiscale characterization of seawater pipe erosion of B10 copper–nickel alloy welded joints. Sci. Rep. 2022, 12, 2164. [Google Scholar] [CrossRef] [PubMed]
- Singh, J.; Singh, S.; Pal Singh, J. Investigation on wall thickness reduction of hydropower pipeline underwent to erosion-corrosion process. Eng. Fail. Anal. 2021, 127, 105504. [Google Scholar] [CrossRef]
- Okonkwo, P.C.; Grami, S.; Murugan, S.; Khan, S. Effect of erosion on corrosion of API X120 steel in relation to erodent particle size. J. Iron Steel Res. Int. 2020, 27, 691–701. [Google Scholar] [CrossRef]
- Khan, R.; Mourad, A.H.I.; Seikh, A.H.; Petru, J.; Hamdan, H.Y. Erosion impact on mild steel elbow pipeline for different orientations under liquid-gas-sand annular flow. Eng. Fail. Anal. 2023, 153, 107565. [Google Scholar] [CrossRef]
- Abdu, M.T.; Khalifa, W.; Abdelrahman, M.S. Investigation of erosion-corrosion failure of API X52 carbon steel pipeline. Sci. Rep. 2023, 13, 20494. [Google Scholar] [CrossRef]
- Ke, J.H.; Tsai, F.C.; Hung, J.C.; Yang, T.Y.; Yan, B.H. Scrap wafer regeneration by precise abrasive jet machining with novel composite abrasive for design of experiments. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 881–890. [Google Scholar] [CrossRef]
- Yang, W.; Feng, X.; Xing, Y.; Pan, W.; Song, J. Study on Dry-Ice Particle Jet Polishing Process of 316L Stainless Steel Electrode. J. Phys. Conf. Ser. 2021, 1748, 052057. [Google Scholar] [CrossRef]
- Zhu, Y.; Lu, W.; Zuo, D.; Xiao, H.; Cao, D.; Ko, T.J.; Wu, J.; Yin, Y. Development of abrasive jet polishing by using amino thermosetting plastic abrasive for aluminum alloy. J. Manuf. Process. 2019, 43, 218–228. [Google Scholar] [CrossRef]
- ElTobgy, M.S.; Ng, E.; Elbestawi, M.A. Finite element modeling of erosive wear. Int. J. Mach. Tools Manuf. 2005, 45, 1337–1346. [Google Scholar] [CrossRef]
- Ejeh, C.J.; Boah, E.A.; Akhabue, G.P.; Onyekperem, C.C.; Anachuna, J.I.; Agyebi, I. Computational fluid dynamic analysis for investigating the influence of pipe curvature on erosion rate prediction during crude oil production. Exp. Comput. Multiph. Flow 2020, 2, 255–272. [Google Scholar] [CrossRef]
- Kim, J.H.; Joo, H.G.; Lee, K.Y. Simulation of solid particle erosion in WC-Ni coated wall using CFD. J. Mater. Process. Technol. 2015, 224, 240–245. [Google Scholar] [CrossRef]
- Bai, R.; Zhou, T.; Zhang, M.; Zhu, S.; Yang, H. Time-scaled study on the erosion in circulating fluidized bed based on CPFD method. Powder Technol. 2023, 430, 118830. [Google Scholar] [CrossRef]
- Abduljabbar, A.; Eissa Mohyaldinn, M.; Ridha, S.; Younis, O.; Saeed Alakbari, F. CFD-based erosion modelling of sand screen using dense discrete phase model: Investigating carrier fluid type effect. Adv. Powder Technol. 2023, 34, 104144. [Google Scholar] [CrossRef]
- Peng, X.; Kong, L.; Fuh, J.Y.; Wang, H. A Review of Post-Processing Technologies in Additive Manufacturing. J. Manuf. Mater. Process. 2021, 5, 38. [Google Scholar] [CrossRef]
- Jafari, D.; Wits, W.W.; Geurts, B.J. Metal 3D-printed wick structures for heat pipe application: Capillary performance analysis. Appl. Therm. Eng 2018, 143, 403–414. [Google Scholar] [CrossRef]
- Abduljabbar, A.; Mohyaldinn, M.E.; Younis, O.; Alghurabi, A.; Alakbari, F.S. Erosion of sand screens: A review of erosion prediction modelling approaches. Powder Technol. 2022, 407, 117628. [Google Scholar] [CrossRef]
- Liu, C.; Li, Q.; Fan, D. Fabrication and performance evaluation of flexible flat heat pipes for the thermal control of deployable structure. Int. J. Heat Mass Transf. 2019, 144, 118661. [Google Scholar] [CrossRef]



| Process Parameters | Specific Content |
|---|---|
| Laser power | 135 W |
| Spot size | 70 μm |
| Scan speed | 900 mm/s |
| Line spacing | 0.12 mm |
| Layer thickness | 0.03 mm |
| Name | Specific Content |
|---|---|
| Jet pressure | 30 MPa |
| Flow rate of water | 15 L/min |
| Concentration of abrasive | 1.5 wt.% |
| Size of abrasive | #200, #400, #600 |
| Types of abrasive | SiO2, PMMA, PS |
| SiO2 | PMMA | PS | |
|---|---|---|---|
| Density (g/cm3) | 2.2 | 1.2 | 1.05 |
| Mohs Hardness | 7.0 | 2–2.5 | 2 |
| Hygroscopicity | 0 | 0.4% | 0.02% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, T.; Zhang, Z.; Feng, J.; Shi, C.; Zhou, H.; Meng, F.; Tong, D. Development of a Novel Water Jet Polisher Using Soft Abrasives for Small Complex-Structure Heat Pipes of Aluminum Alloy Produced Using Additive Manufacturing. Materials 2024, 17, 582. https://doi.org/10.3390/ma17030582
Zhang T, Zhang Z, Feng J, Shi C, Zhou H, Meng F, Tong D. Development of a Novel Water Jet Polisher Using Soft Abrasives for Small Complex-Structure Heat Pipes of Aluminum Alloy Produced Using Additive Manufacturing. Materials. 2024; 17(3):582. https://doi.org/10.3390/ma17030582
Chicago/Turabian StyleZhang, Tianyu, Zhenyu Zhang, Junyuan Feng, Chunjing Shi, Hongxiu Zhou, Fanning Meng, and Dingyi Tong. 2024. "Development of a Novel Water Jet Polisher Using Soft Abrasives for Small Complex-Structure Heat Pipes of Aluminum Alloy Produced Using Additive Manufacturing" Materials 17, no. 3: 582. https://doi.org/10.3390/ma17030582
APA StyleZhang, T., Zhang, Z., Feng, J., Shi, C., Zhou, H., Meng, F., & Tong, D. (2024). Development of a Novel Water Jet Polisher Using Soft Abrasives for Small Complex-Structure Heat Pipes of Aluminum Alloy Produced Using Additive Manufacturing. Materials, 17(3), 582. https://doi.org/10.3390/ma17030582