
The Use of Graphite Micropowder in the Finish Turning of the Ti-6Al-4V Titanium Alloy Under Minimum Quantity Lubrication Conditions

 ,
,  ,
,  ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Tool Life
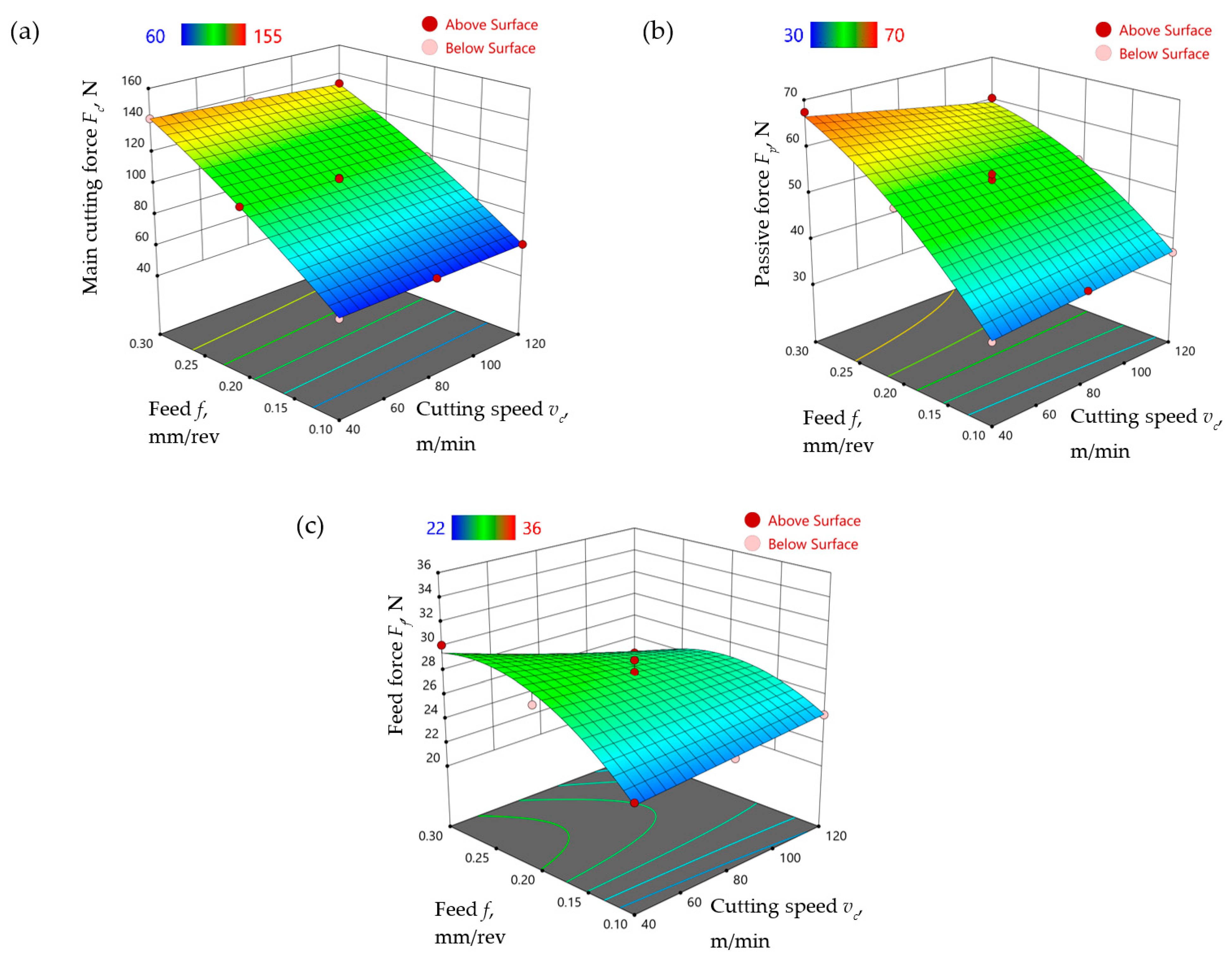
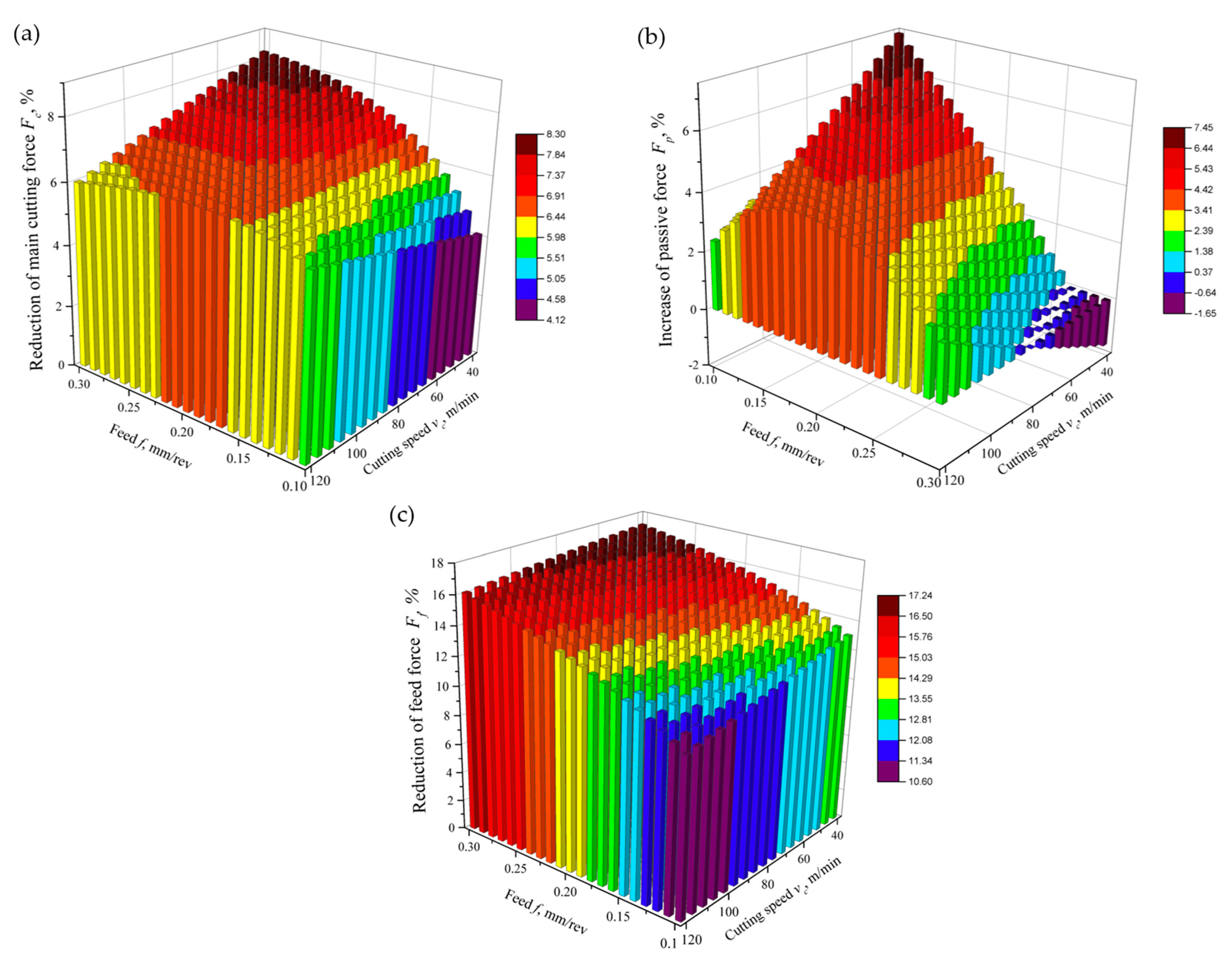
3.2. Modeling of the Cutting Force Components
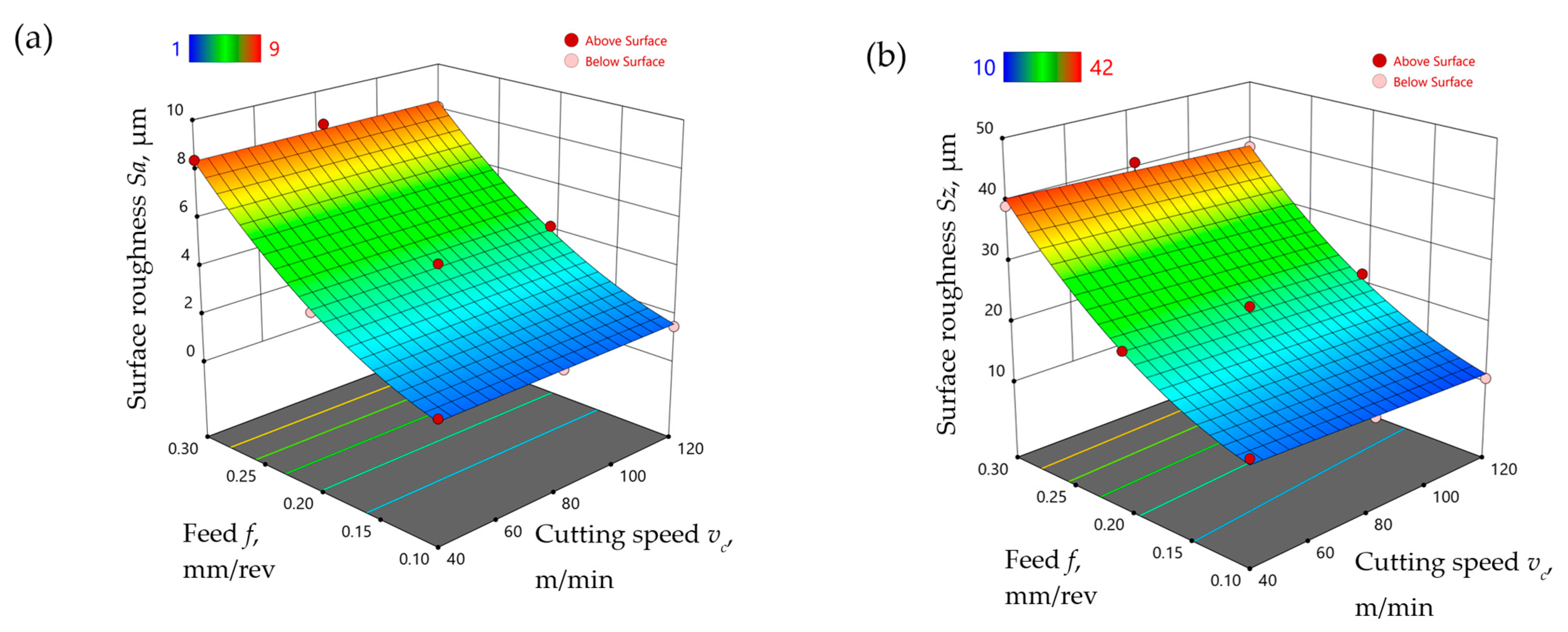
3.3. Modeling of the Sa and Sz Roughness Parameters
4. Discussion
5. Conclusions
- (1)
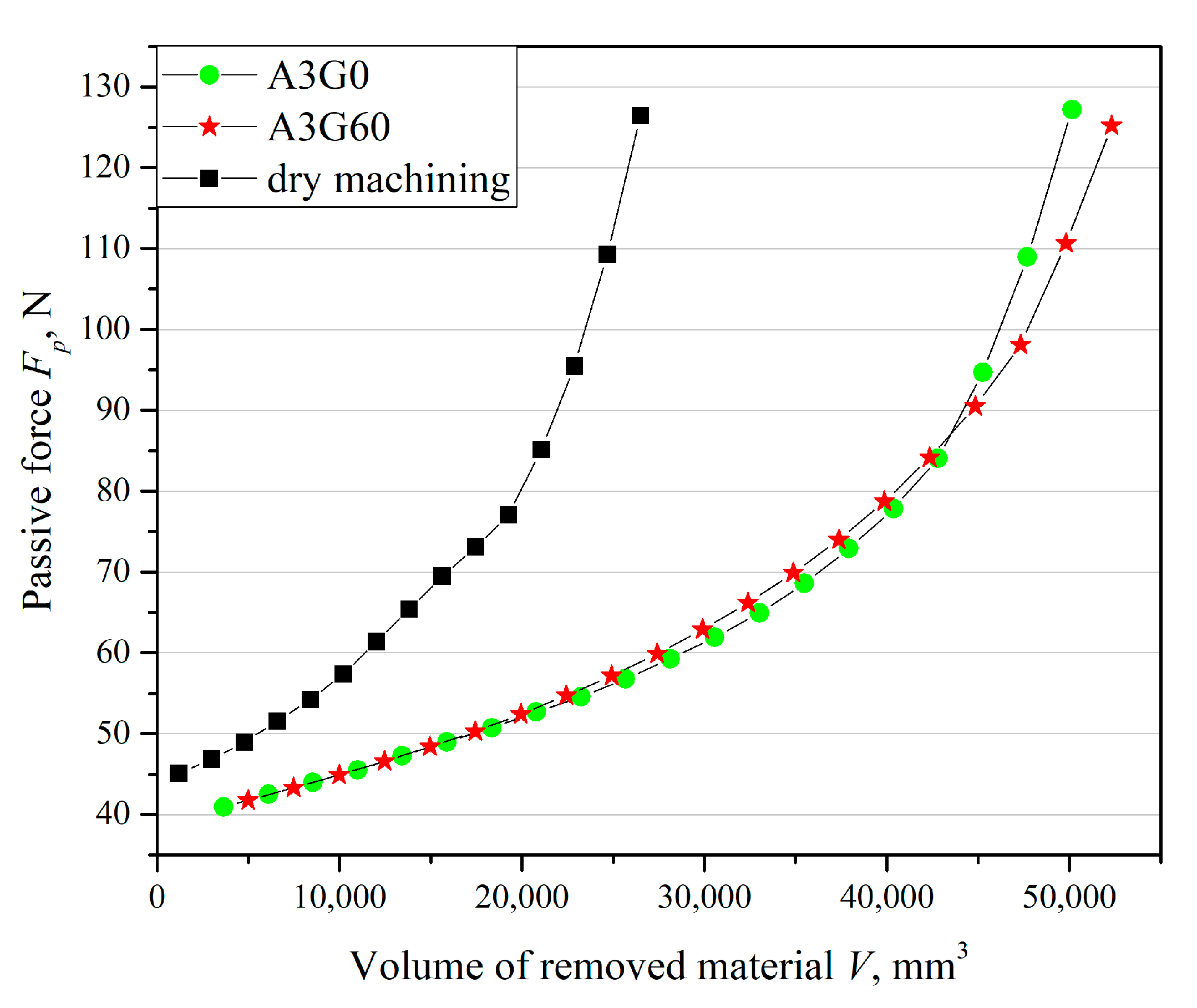
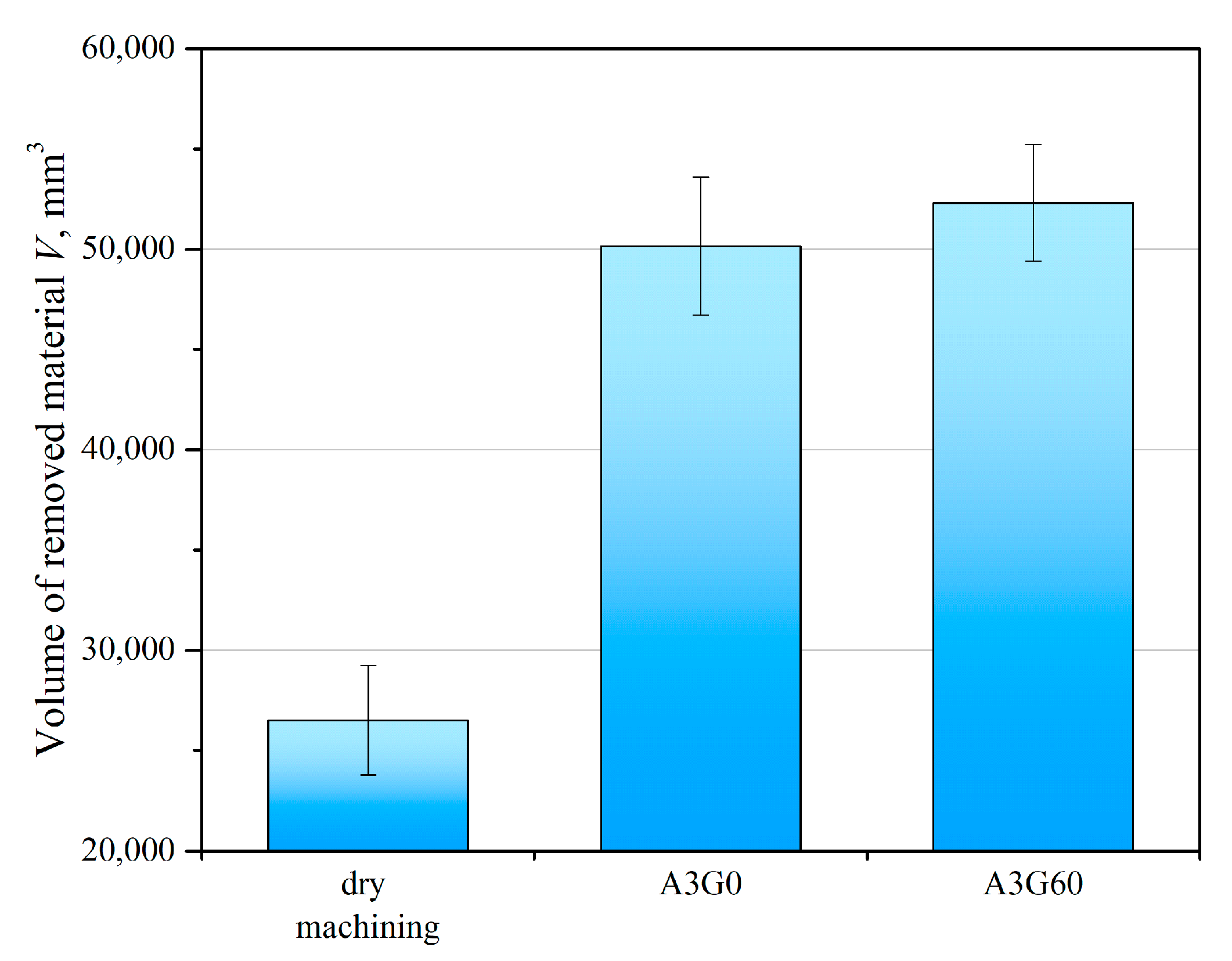
- The addition of 0.6 wt% of GMP increased tool life by 7% compared to machining with liquid without GMP and by 96% compared to dry machining due to reduced friction.
- (2)
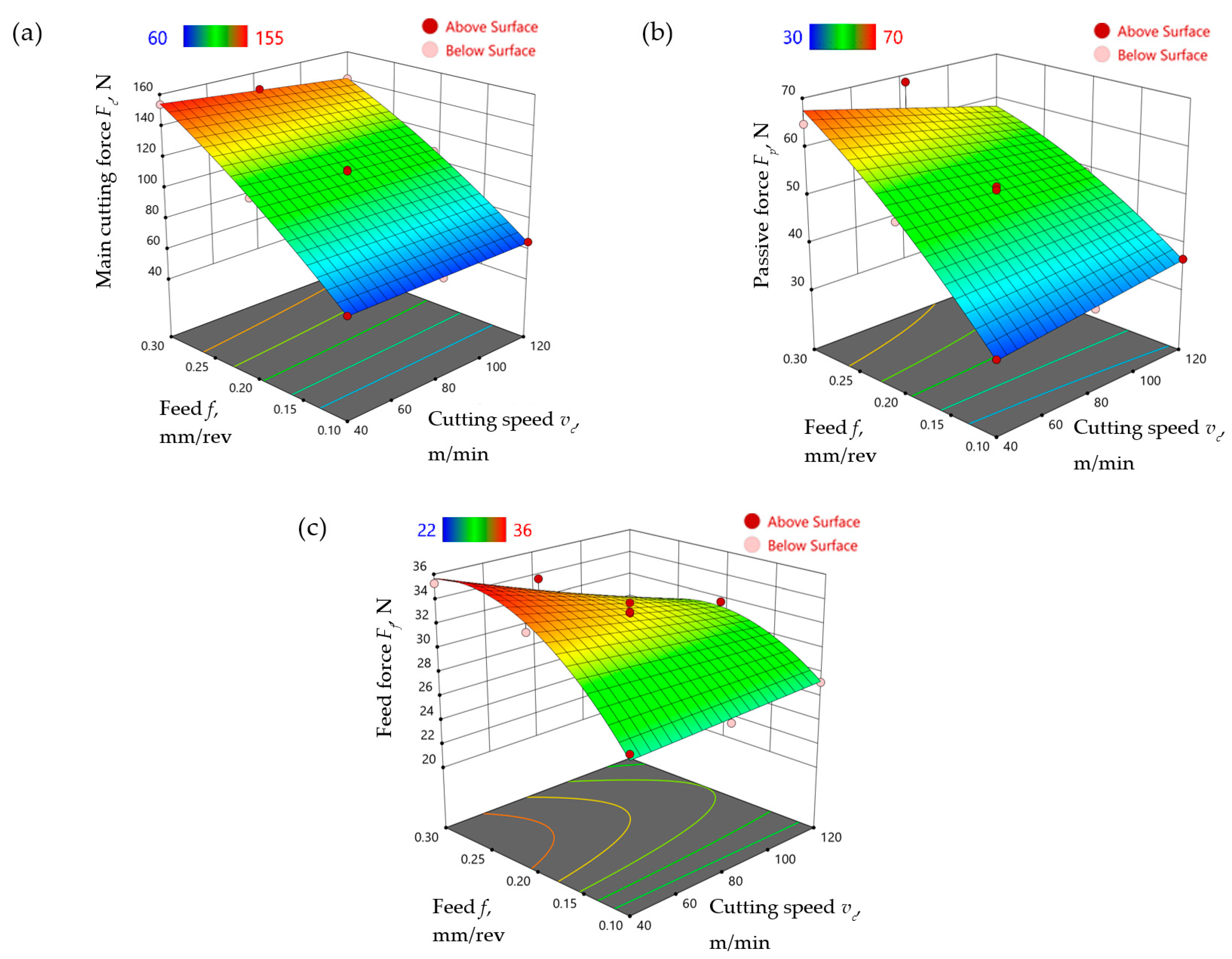
- Mathematical models showed that adding GMP decreased the main cutting force and feed force by 4–8% and 11–17%, respectively, but increased the passive force by up to 7%.
- (3)
- GMP reduced surface roughness Sa and Sz by 23% and 19%, respectively, at higher cutting speeds and extreme feed values in the tested range. However, for feeds of 0.15–0.25 mm/rev, surface roughness increased as cutting speed decreased.
- (4)
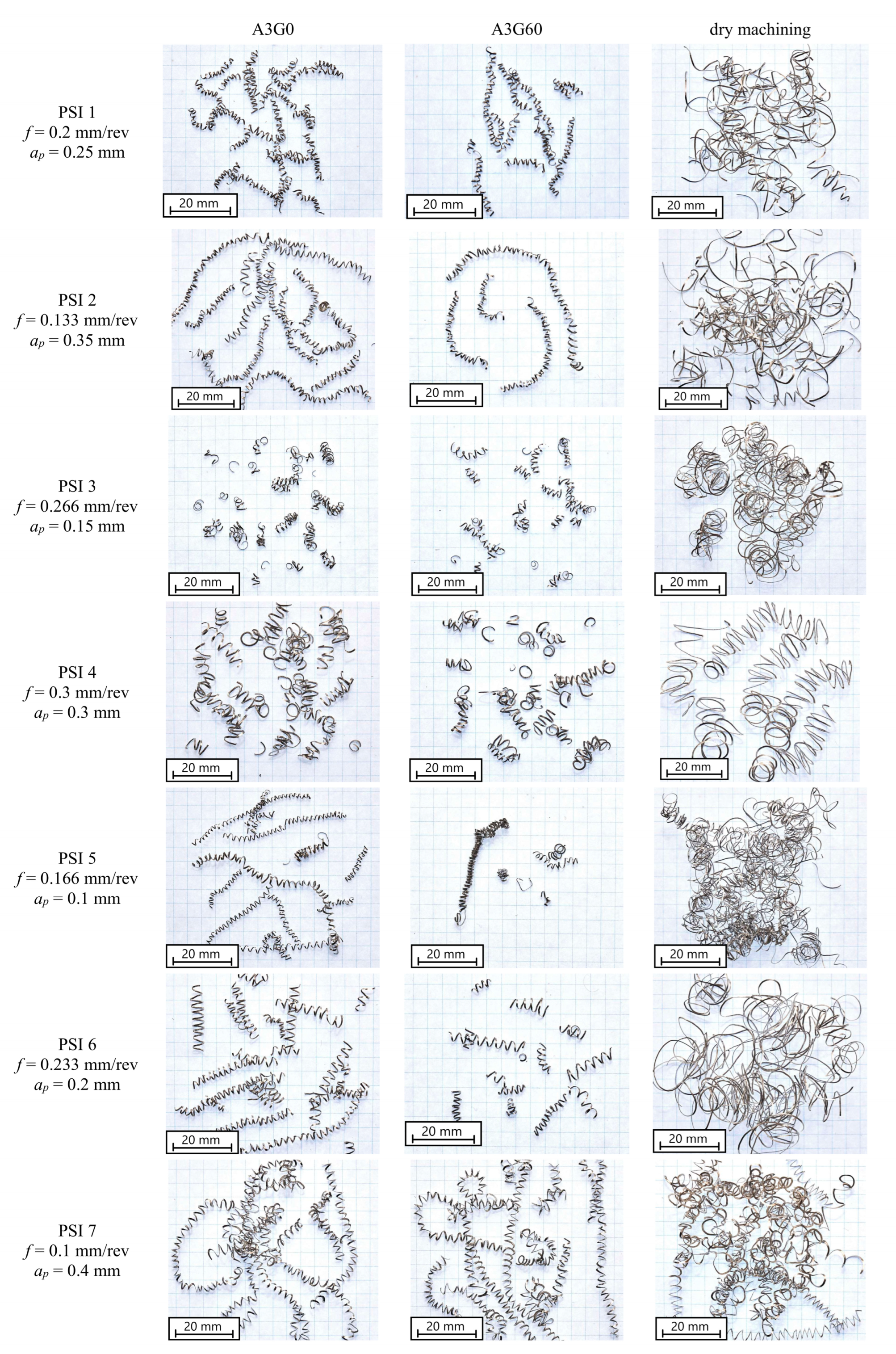
- The use of GMP extended the range of cutting parameters for which chip formation was safe and acceptable.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Varga, J.; Kender, Š.; Kaščák, Ľ.; Rohaľ, V.; Spišák, E. Evaluation of Non-Planar Tool Interaction in Milling of Shaped Surfaces Using a Copy Milling Cutter. Appl. Sci. 2024, 14, 285. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Meyer, D.; Huesmann-Cordes, A.G.; Herrmann, C. Metalworking fluids—Mechanisms and performance. CIRP Ann.—Manuf. Technol. 2015, 64, 605–628. [Google Scholar] [CrossRef]
- Prakash, D.; Ramana, M.V. Performance Evaluation of Different Tools in Turning of Ti-6Al-4V Alloy Under Different Coolant Condition. Int. J. Sci. Res. 2014, 122–126. [Google Scholar]
- Revuru, R.S.; Posinasetti, N.R.; Vsn, V.R.; Amrita, M. Application of cutting fluids in machining of titanium alloys—A review. Int. J. Adv. Manuf. Technol. 2017, 91, 2477–2498. [Google Scholar] [CrossRef]
- Habrat, W.F.; Laskowski, P.; Markopoulos, A.P. 3 Machining with High-Pressure Cooling. In Metal Cutting Technologies: Progress and Current Trends; Paulo Davim, J., Ed.; De Gruyter Oldenburg: Boston, MA, USA; Berlin, Germany, 2016; pp. 60–75. [Google Scholar]
- Maruda, R.W.; Krolczyk, G.M.; Wojciechowski, S.; Zak, K.; Habrat, W.; Nieslony, P. Effects of extreme pressure and anti-wear additives on surface topography and tool wear during MQCL turning of AISI 1045 steel. J. Mech. Sci. Technol. 2018, 32, 1585–1591. [Google Scholar] [CrossRef]
- Gunjal, S.U.; Patil, N.G. Experimental Investigations into Turning of Hardened AISI 4340 Steel using Vegetable based Cutting Fluids under Minimum Quantity Lubrication. Procedia Manuf. 2018, 20, 18–23. [Google Scholar] [CrossRef]
- Race, A.; Zwierzak, I.; Secker, J.; Walsh, J.; Carrell, J.; Slatter, T.; Maurotto, A. Environmentally sustainable cooling strategies in milling of SA516: Effects on surface integrity of dry, flood and MQL machining. J. Clean. Prod. 2021, 288, 125580. [Google Scholar] [CrossRef]
- Singh, S.; Gobinda, B.; Behera, C.; Datta, S. Effects of Cutting Speed on MQL Machining Performance of AISI 304 Stainless Steel Using Uncoated Carbide Insert: Application Potential of Coconut Oil and Rice Bran Oil as Cutting Fluids. Arab. J. Sci. Eng. 2020, 45, 8877–8893. [Google Scholar] [CrossRef]
- Saleem, M.Q.; Mehmood, A. Eco-friendly precision turning of superalloy Inconel 718 using MQL based vegetable oils: Tool wear and surface integrity evaluation. J. Manuf. Process. 2022, 73, 112–127. [Google Scholar] [CrossRef]
- Abd Rahim, E.; Sasahara, H. Performance of palm oil as a biobased machining lubricant when drilling inconel 718. MATEC Web Conf. 2017, 101, 3015. [Google Scholar] [CrossRef]
- Gupta, M.K.; Mia, M.; Jamil, M.; Singh, R.; Singla, A.K.; Song, Q.; Liu, Z.; Khan, A.M.; Rahman, M.A.; Sarikaya, M. Machinability investigations of hardened steel with biodegradable oil-based MQL spray system. Int. J. Adv. Manuf. Technol. 2020, 108, 735–748. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Kıvak, T.; Sarıkaya, M.; Erzincanlı, F. Determination of MQL Parameters Contributing to Sustainable Machining in the Milling of Nickel-Base Superalloy Waspaloy. Arab. J. Sci. Eng. 2017, 42, 4667–4681. [Google Scholar] [CrossRef]
- Maruda, R.; Legutko, S.; Krolczyk, G. Influence of Minimum Quantity Cooling Lubrication (MQCL) on chip formation zone factors and shearing force in turning AISI 1045 steel. Appl. Mech. Mater. 2014, 657, 43–47. [Google Scholar] [CrossRef]
- Maruda, W.R.; Legutko, S.; Krolczyk, G. Effect of Minimum Quantity Cooling Lubrication (MQCL) on chip morphology and surface roughness in turning low carbon steels. Appl. Mech. Mater. 2014, 657, 38–42. [Google Scholar] [CrossRef]
- Singh, R.K.; Dixit, A.R.; Mandal, A.; Sharma, A.K. Emerging application of nanoparticle-enriched cutting fluid in metal removal processes: A review. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 4677–4717. [Google Scholar] [CrossRef]
- Sidik, N.A.C.; Samion, S.; Ghaderian, J.; Yazid, M.N.A.W.M. Recent progress on the application of nanofluids in minimum quantity lubrication machining: A review. Int. J. Heat Mass Transf. 2017, 108, 79–89. [Google Scholar] [CrossRef]
- Grzesik, W. Media-assisted machining processes using nano-fluids. Part 1: Properties and mechanisms of nano-fluids interaction. Mechanik 2021, 1, 6–9. [Google Scholar]
- Nam, J.S.; Kim, D.H.; Chung, H.; Lee, S.W. Optimization of environmentally benign micro-drilling process with nanofluid minimum quantity lubrication using response surface methodology and genetic algorithm. J. Clean. Prod. 2015, 102, 428–436. [Google Scholar] [CrossRef]
- Huang, W.T.; Wu, D.H.; Chen, J.T. Robust design of using nanofluid/MQL in micro-drilling. Int. J. Adv. Manuf. Technol. 2016, 85, 2155–2161. [Google Scholar] [CrossRef]
- Chatha, S.S.; Pal, A.; Singh, T. Performance evaluation of aluminium 6063 drilling under the influence of nanofluid minimum quantity lubrication. J. Clean. Prod. 2016, 137, 537–545. [Google Scholar] [CrossRef]
- Pal, A.; Chatha, S.S.; Sidhu, H.S. Performance evaluation of the minimum quantity lubrication with Al2O3- mixed vegetable-oil-based cutting fluid in drilling of AISI 321 stainless steel. J. Manuf. Process. 2021, 66, 238–249. [Google Scholar] [CrossRef]
- Pal, A.; Chatha, S.S.; Sidhu, H.S. Tribological characteristics and drilling performance of nano-MoS2-enhanced vegetable oil-based cutting fluid using eco-friendly MQL technique in drilling of AISI 321 stainless steel. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 189. [Google Scholar] [CrossRef]
- Rahmati, B.; Sarhan, A.A.D.; Sayuti, M. Investigating the optimum molybdenum disulfide (MoS2) nanolubrication parameters in CNC milling of AL6061-T6 alloy. Int. J. Adv. Manuf. Technol. 2014, 70, 1143–1155. [Google Scholar] [CrossRef]
- Sayuti, M.; Erh, O.M.; Sarhan, A.A.D.; Hamdi, M. Investigation on the morphology of the machined surface in end milling of aerospace AL6061-T6 for novel uses of SiO2 nanolubrication system. J. Clean. Prod. 2014, 66, 655–663. [Google Scholar] [CrossRef]
- Sayuti, M.; Sarhan, A.A.D.; Hamdi, M. An investigation of optimum SiO2 nanolubrication parameters in end milling of aerospace Al6061-T6 alloy. Int. J. Adv. Manuf. Technol. 2013, 67, 833–849. [Google Scholar] [CrossRef]
- Najiha, M.S.; Rahman, M.M.; Yusoff, A.R. Flank Wear Characterization in Aluminum Alloy (6061 T6) with Nanofluid Minimum Quantity Lubrication Environment Using an Uncoated Carbide Tool. J. Manuf. Sci. Eng. Trans. ASME 2015, 137, 61004. [Google Scholar] [CrossRef]
- Najiha, M.S.; Rahman, M.M. Experimental investigation of flank wear in end milling of aluminum alloy with water-based TiO2 nanofluid lubricant in minimum quantity lubrication technique. Int. J. Adv. Manuf. Technol. 2016, 86, 2527–2537. [Google Scholar] [CrossRef]
- ul Haq, M.A.; Hussain, S.; Ali, M.A.; Farooq, M.U.; Mufti, N.A.; Pruncu, C.I.; Wasim, A. Evaluating the effects of nano-fluids based MQL milling of IN718 associated to sustainable productions. J. Clean. Prod. 2021, 310, 127463. [Google Scholar] [CrossRef]
- Naresh Babu, M.; Anandan, V.; Muthukrishnan, N. Analysis of EN24 steel in turning process with copper nanofluids under minimum quantity lubrication. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 101. [Google Scholar] [CrossRef]
- Vamsi Krishna, P.; Srikant, R.R.; Padmini, R.; Parakh, B. Basic properties and performance of vegetable oil-based boric acid nanofluids in machining. Emerg. Trends Sci. Eng. Technol. 2012, 2012, 197–206. [Google Scholar] [CrossRef]
- Krishna, A.G.; Rao, T.B. Performance Assessment of Carbon Nano Tube Based Cutting Fluid in Machining Process. Int. J. Sci. Eng. Technol. 2016, 10, 1059–1062. [Google Scholar]
- Roy, S.; Ghosh, A. High Speed Turning of AISI 4140 Steel Using Nanofluid Through Twin Jet SQL System. In Proceedings of the ASME 2013 International Manufacturing Science and Engineering Conference Collocated with the 41st North American Manufacturing Research Conference, Madison, WI, USA, 10–14 June 2013; Volume 2. [Google Scholar]
- Amrita, M.; Srikant, R.R.; Sitaramaraju, A.V. Performance evaluation of nanographite-based cutting fluid in machining process. Mater. Manuf. Process. 2014, 29, 600–605. [Google Scholar] [CrossRef]
- Su, Y.; Gong, L.; Li, B.; Liu, Z.; Chen, D. Performance evaluation of nanofluid MQL with vegetable-based oil and ester oil as base fluids in turning. Int. J. Adv. Manuf. Technol. 2016, 83, 2083–2089. [Google Scholar] [CrossRef]
- Maruda, R.W.; Arkusz, K.; Szczotkarz, N.; Wojciechowski, S.; Niesłony, P.; Królczyk, G.M. Analysis of size and concentration of nanoparticles contained in cutting fluid during turning of 316L steel in minimum quantity lubrication conditions. J. Manuf. Process. 2023, 87, 106–122. [Google Scholar] [CrossRef]
- Usluer, E.; Emiroğlu, U.; Yapan, Y.F.; Kshitij, G.; Khanna, N.; Sarıkaya, M.; Uysal, A. Investigation on the effect of hybrid nanofluid in MQL condition in orthogonal turning and a sustainability assessment. Sustain. Mater. Technol. 2023, 36, e00618. [Google Scholar] [CrossRef]
- Ngo, M.T. Influence of Technology Parameters on the Total Cutting Force in the Hard Turning Process with NF MQL and NF MQCL Method Using Nanofluids. Tribol. Ind. 2023, 45, 272–284. [Google Scholar] [CrossRef]
- Ngoc, T.B.; Duc, T.M.; Tuan, N.M.; Hoang, V.L.; Long, T.T. Machinability Assessment of Hybrid Nano Cutting Oil for Minimum Quantity Lubrication (MQL) in Hard Turning of 90CrSi Steel. Lubricants 2023, 11, 54. [Google Scholar] [CrossRef]
- Kara, F. Investigation of the Effect of Al2O3 Nanoparticle-Added MQL Lubricant on Sustainable and Clean Manufacturing. Lubricants 2024, 12, 393. [Google Scholar] [CrossRef]
- Eltaggaz, A.; Ali, S.; Badwal, K.; Deiab, I. Influence of nanoparticle concentration in nanofluid MQL on cutting forces, tool wear, chip morphology when milling of Inconel 718. Int. J. Adv. Manuf. Technol. 2023, 129, 1787–1800. [Google Scholar] [CrossRef]
- Bai, X.; Jiang, J.; Li, C.; Dong, L.; Ali, H.M.; Sharma, S. Tribological Performance of Different Concentrations of Al2O3 Nanofluids on Minimum Quantity Lubrication Milling. Chin. J. Mech. Eng. (Engl. Ed.) 2023, 36, 11. [Google Scholar] [CrossRef]
- James, S.; Mazaheri, M. Study on High-Speed Machining of 2219 Aluminum Utilizing Nanoparticle-Enhanced Minimum Quantity Lubrication (MQL) Technique. Surfaces 2023, 6, 29–39. [Google Scholar] [CrossRef]
- Gupta, M.K.; Mia, M.; Pruncu, C.I.; Khan, A.M.; Rahman, M.A.; Jamil, M.; Sharma, V.S. Modeling and performance evaluation of Al2O3, MoS2 and graphite nanoparticle-assisted MQL in turning titanium alloy: An intelligent approach. J. Brazilian Soc. Mech. Sci. Eng. 2020, 42, 1–21. [Google Scholar] [CrossRef]
- Hegab, H.; Kishawy, H.A.; Gadallah, M.H.; Umer, U.; Deiab, I. On machining of Ti-6Al-4V using multi-walled carbon nanotubes-based nano-fluid under minimum quantity lubrication. Int. J. Adv. Manuf. Technol. 2018, 97, 1593–1603. [Google Scholar] [CrossRef]
- Gupta, M.K.; Sood, P.K. Surface roughness measurements in NFMQL assisted turning of titanium alloys: An optimization approach. Friction 2017, 5, 155–170. [Google Scholar] [CrossRef]
- Kishawy, H.A.; Hegab, H.; Deiab, I.; Eltaggaz, A. Sustainability assessment during machining Ti-6Al-4V with nano-additives-based minimum quantity lubrication. J. Manuf. Mater. Process. 2019, 3, 61. [Google Scholar] [CrossRef]
- Kim, J.S.; Kim, J.W.; Lee, S.W. Experimental characterization on micro-end milling of titanium alloy using nanofluid minimum quantity lubrication with chilly gas. Int. J. Adv. Manuf. Technol. 2017, 91, 2741–2749. [Google Scholar] [CrossRef]
- Gaurav, G.; Sharma, A.; Dangayach, G.S.; Meena, M.L. Assessment of jojoba as a pure and nano-fluid base oil in minimum quantity lubrication (MQL) hard-turning of Ti–6Al–4V: A step towards sustainable machining. J. Clean. Prod. 2020, 272, 122553. [Google Scholar] [CrossRef]
- Maruda, R.W.; Szczotkarz, N.; Michalski, M.; Arkusz, K.; Wojciechowski, S.; Niesłony, P.; Khanna, N.; Królczyk, G.M. Evaluation of tool wear during turning of Ti6Al4V alloy applying MQL technique with Cu nanoparticles diversified in terms of size. Wear 2023, 532–533, 205111. [Google Scholar] [CrossRef]
- Edelbi, A.; Kumar, R.; Sahoo, A.K.; Pandey, A. Comparative Machining Performance Investigation of Dual-Nozzle MQL-Assisted ZnO and Al2O3 Nanofluids in Face Milling of Ti–3Al–2.5V Alloys. Arab. J. Sci. Eng. 2023, 48, 2969–2993. [Google Scholar] [CrossRef]
- EN 10204:04; Metallic Products—Types of Inspection Documents. CEN—European Committee for Standarization: Brussels, Belgium, 2004.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | C | Fe | N | Al | O | V | H | Y | Other |
|---|---|---|---|---|---|---|---|---|---|
| balance | 0.0111 | 0.105 | 0.0065 | 6.41 | 0.176 | 4.17 | 0.0015 | - | ˂0.40 |
| Experimental Setup | Workpiece material | Ti-6Al-4V |
| Machine | NEF 600 lathe | |
| Cutting insert | VBGT160404-M3 HX | |
| Tool holder | SVJBL2525M16 JET | |
| Cutting fluid under MQL conditions | Fluids made of bis(2-ethylhexyl) adipate and diester: A3G0—0% of graphite micropowder (GMP) A3G60—0.6% of graphite micropowder GMP | |
| Cutting Parameters | Fluid flow, mL/h | 30 |
| Air pressure, MPa | 0.7 | |
| Depth of cut, mm | 0.25 | |
| Cutting speed, m/min | 120 | |
| Feed, mm/rev | 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lisowicz, J.; Habrat, W.; Krupa, K.; Mrówka-Nowotnik, G.; Szroeder, P.; Zawada-Michałowska, M.; Korpysa, J. The Use of Graphite Micropowder in the Finish Turning of the Ti-6Al-4V Titanium Alloy Under Minimum Quantity Lubrication Conditions. Materials 2024, 17, 6121. https://doi.org/10.3390/ma17246121
Lisowicz J, Habrat W, Krupa K, Mrówka-Nowotnik G, Szroeder P, Zawada-Michałowska M, Korpysa J. The Use of Graphite Micropowder in the Finish Turning of the Ti-6Al-4V Titanium Alloy Under Minimum Quantity Lubrication Conditions. Materials. 2024; 17(24):6121. https://doi.org/10.3390/ma17246121
Chicago/Turabian StyleLisowicz, Joanna, Witold Habrat, Krzysztof Krupa, Grażyna Mrówka-Nowotnik, Paweł Szroeder, Magdalena Zawada-Michałowska, and Jarosław Korpysa. 2024. "The Use of Graphite Micropowder in the Finish Turning of the Ti-6Al-4V Titanium Alloy Under Minimum Quantity Lubrication Conditions" Materials 17, no. 24: 6121. https://doi.org/10.3390/ma17246121
APA StyleLisowicz, J., Habrat, W., Krupa, K., Mrówka-Nowotnik, G., Szroeder, P., Zawada-Michałowska, M., & Korpysa, J. (2024). The Use of Graphite Micropowder in the Finish Turning of the Ti-6Al-4V Titanium Alloy Under Minimum Quantity Lubrication Conditions. Materials, 17(24), 6121. https://doi.org/10.3390/ma17246121