
The Investigation of Graphene Oxide-Enhanced Hybrid Slurry Preparation and Its Polishing Characteristic on CVD Single Crystal Diamond



Abstract
1. Introduction
2. The Experimental Materials and Setup
2.1. The Experimental Materials
2.2. Polishing Experimental Setup
2.3. The Preparation of GO-Enhanced Diamond Hybrid Slurry
2.4. Characterization Setup and Methods
3. The Polishing Characteristics of GO-Enhanced Hybrid Slurry
3.1. The Polishing Characteristics with Different Abrasive Grain Type
3.1.1. Polishing Surface Quality
3.1.2. Polishing Material Removal Rate
3.2. The Polishing Characteristics with Different Abrasive Grain Sizes
3.2.1. Polishing Surface Quality
3.2.2. Polishing Material Removal Rate
3.3. The Polishing Characteristics with Different Rotation Speeds
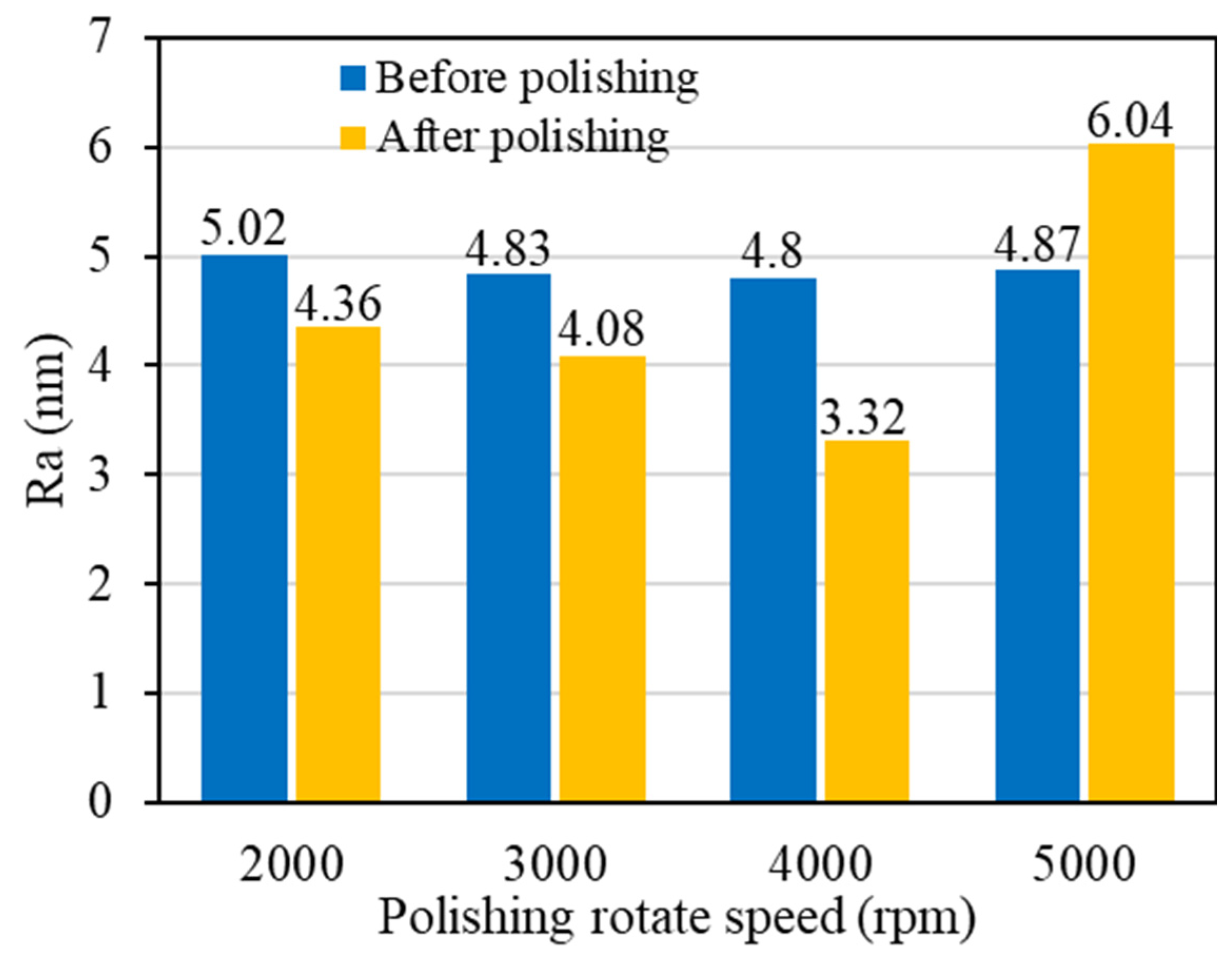
3.3.1. Polishing Surface Quality
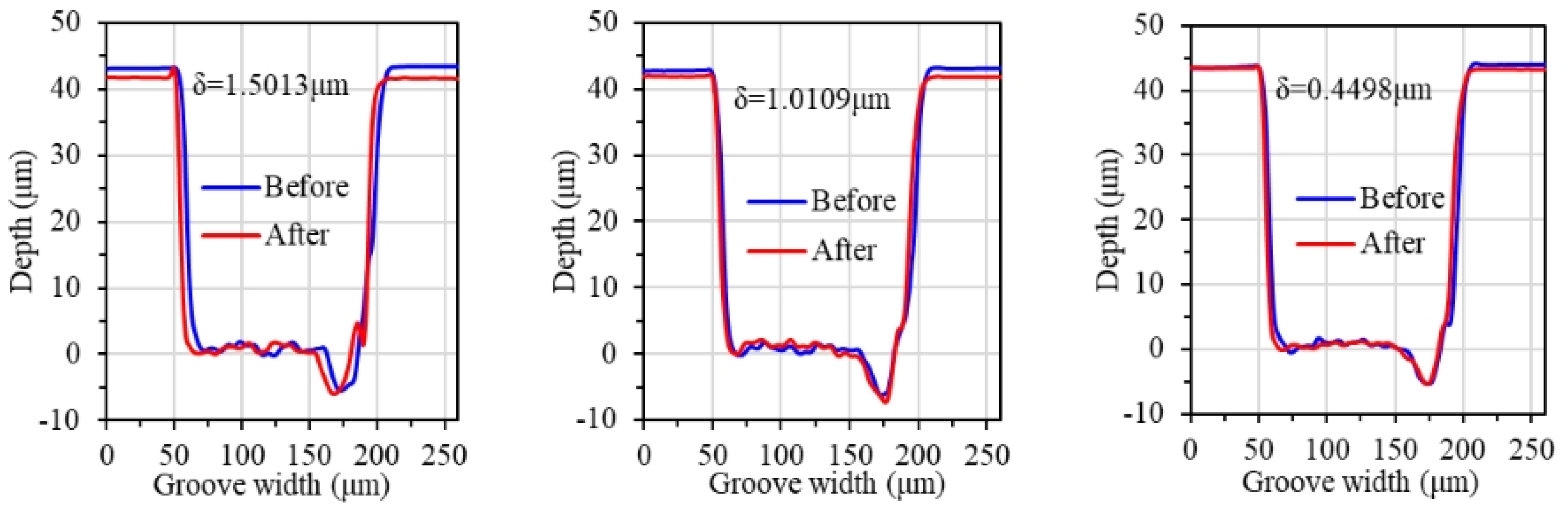
3.3.2. Polishing Material Removal Rate
4. The Single Crystal Diamond Scratching Experiments with GO Slurry
4.1. Experimental Setup
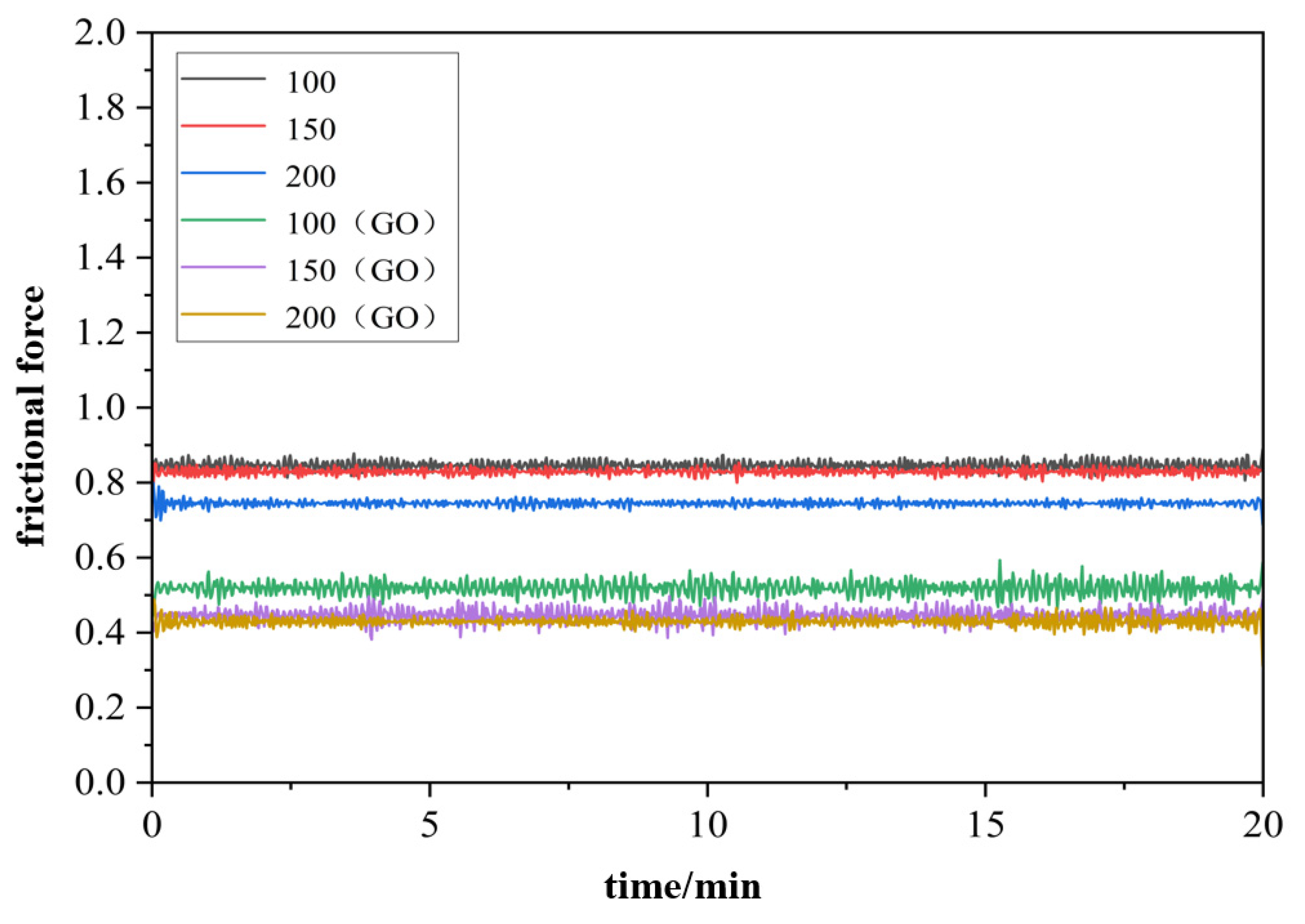
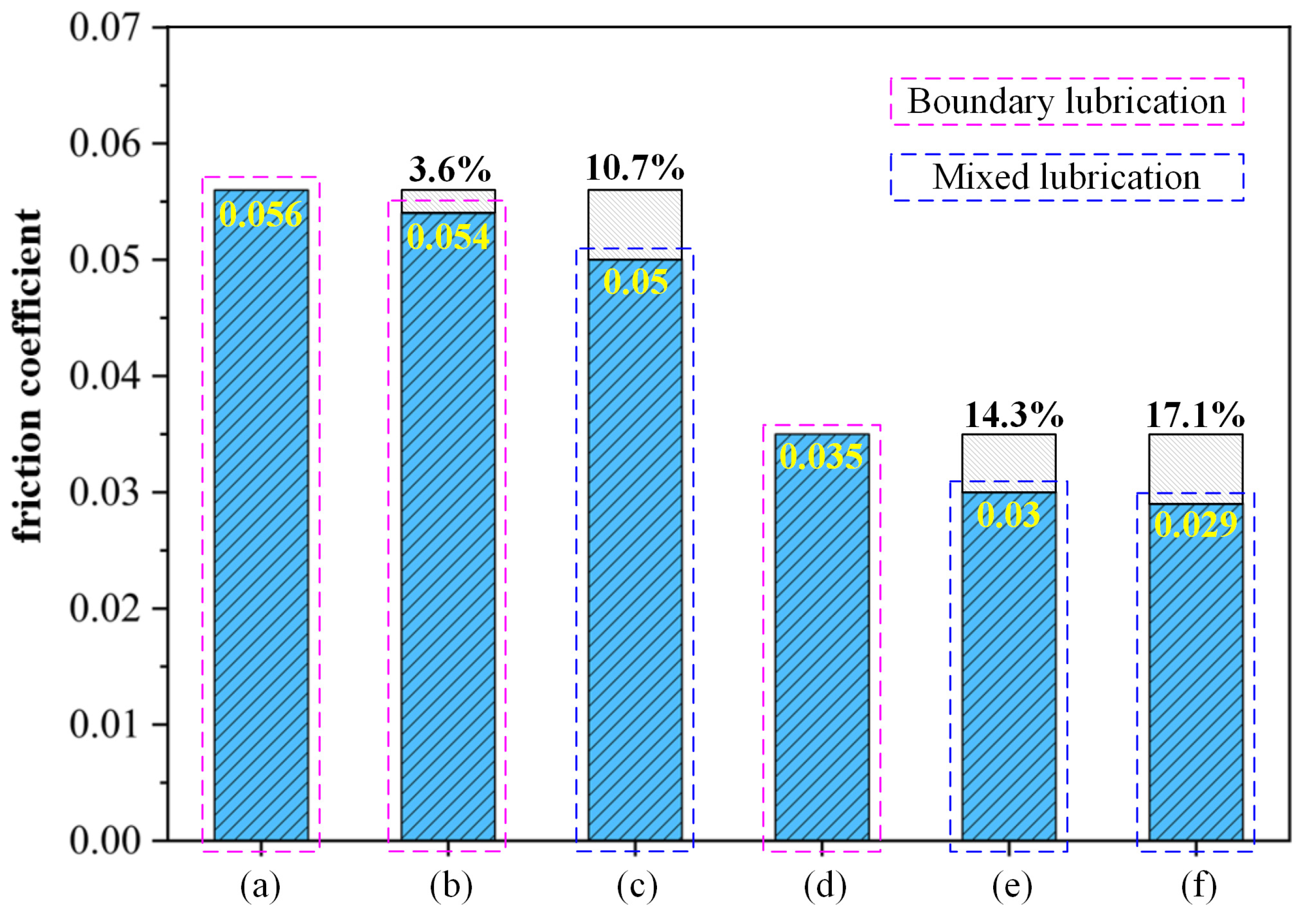
4.2. Experimental Results and Analysis
5. Conclusions
- (1)
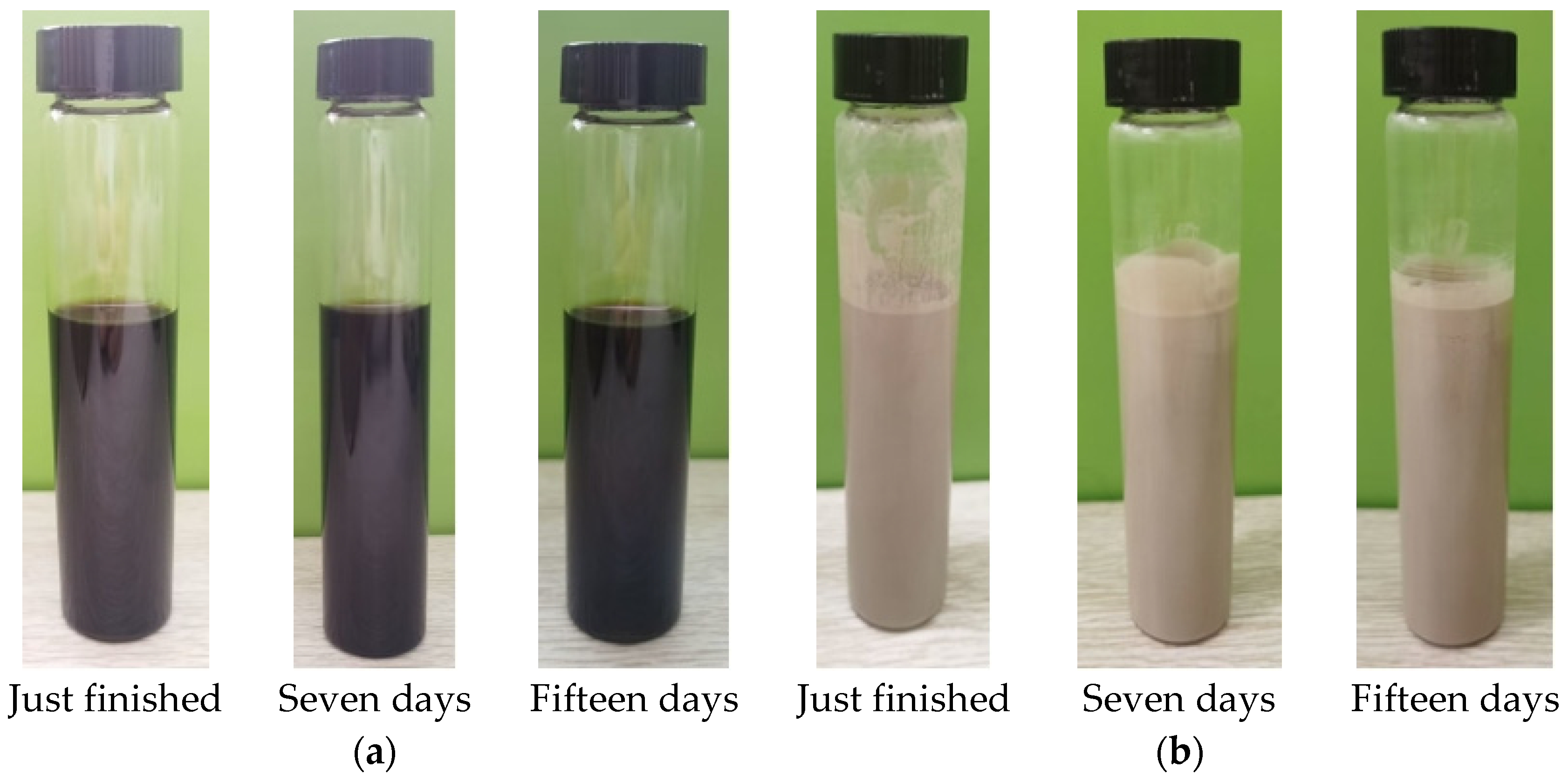
- The GO slurry and GO-enhanced hybrid slurry with diamond, silicon carbide, alumina, and cerium dioxide abrasive grains were prepared with a magnetic stirring technique and ultrasonic dispersion technique. The stability of the GO-enhanced hybrid slurry was observed, and agglomeration, settling delamination, or other phenomena did not occur in the prepared hybrid slurry.
- (2)
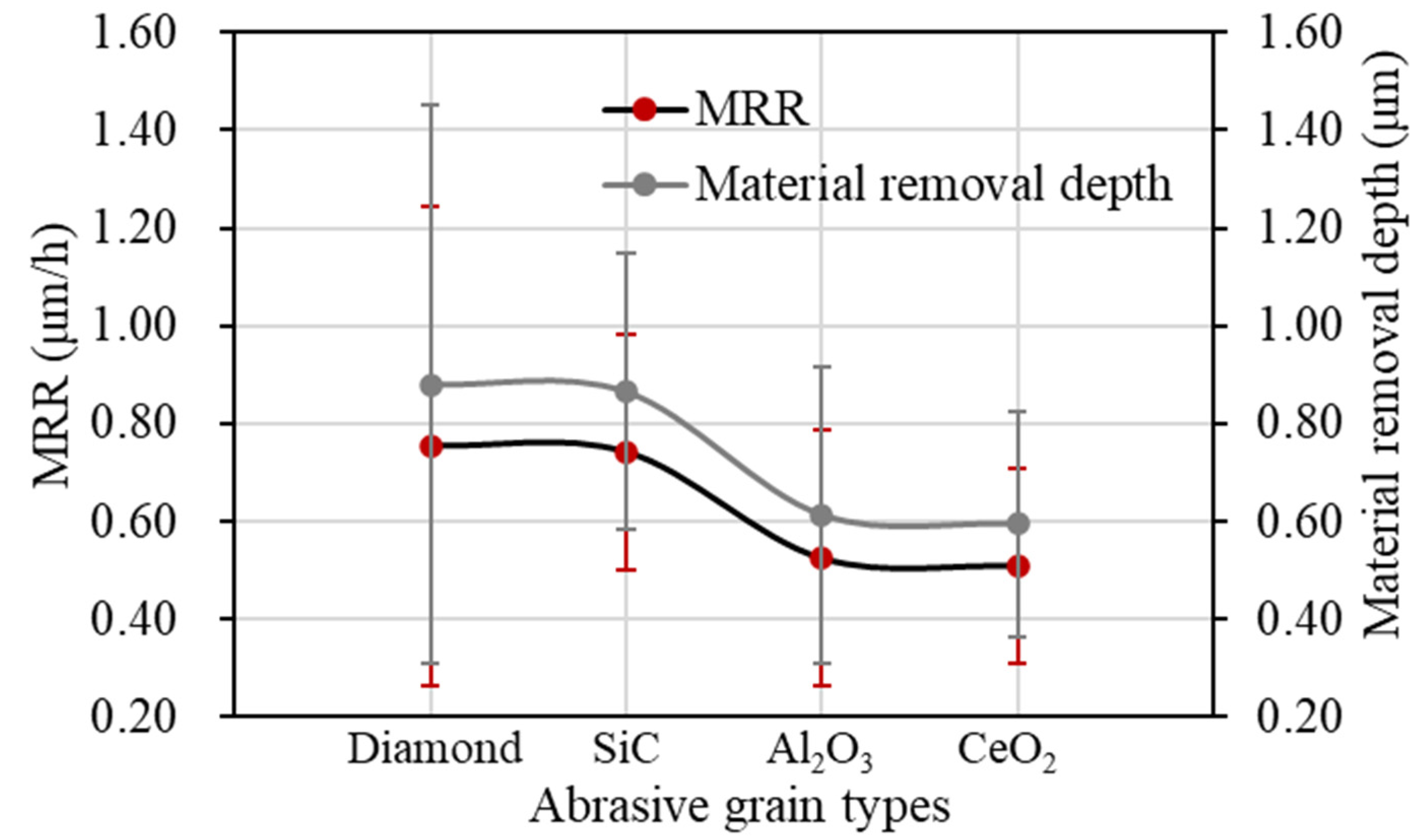
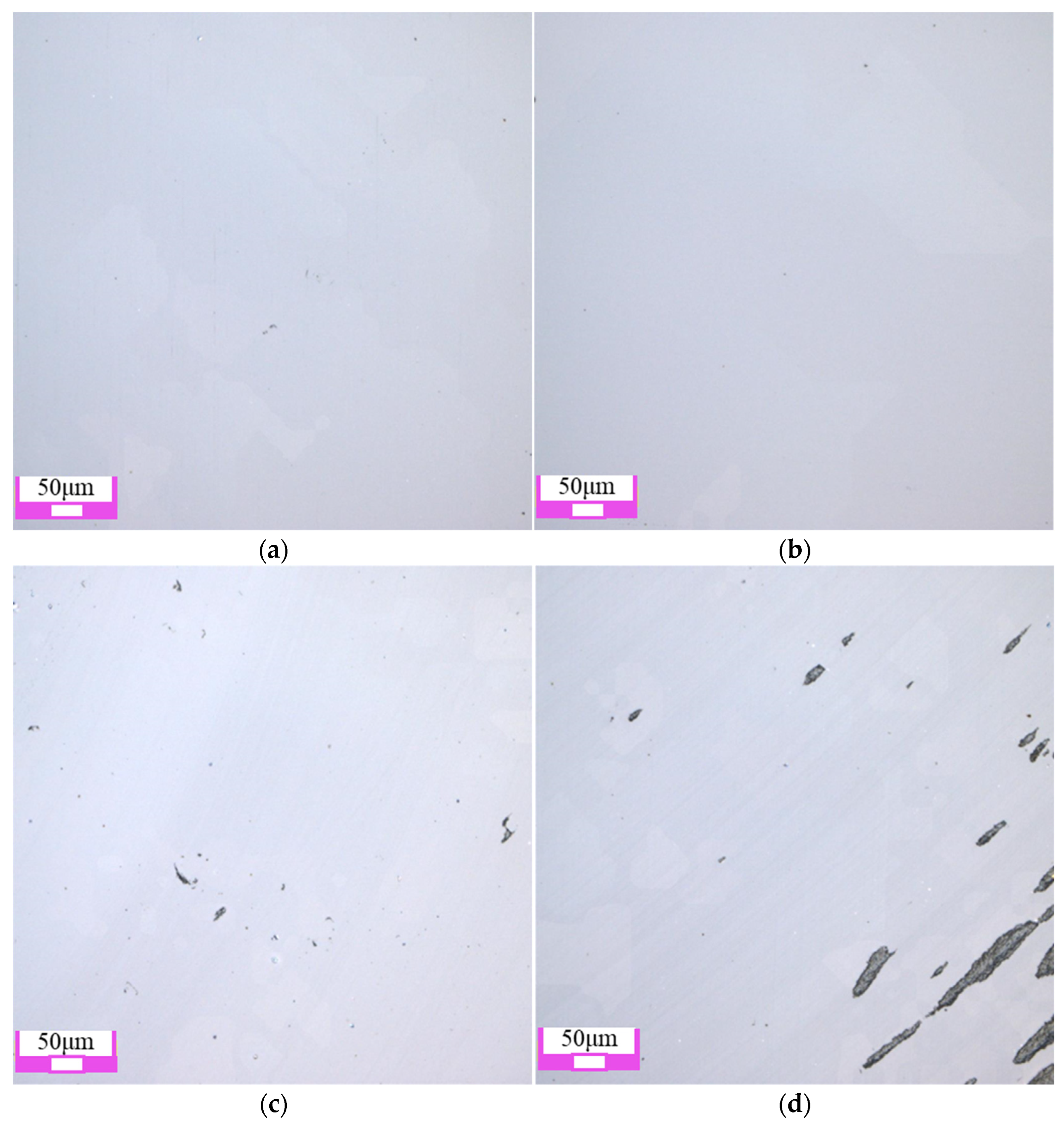
- Diamond, silicon carbide, alumina, and cerium dioxide abrasive grains with different hardness were selected for single crystal diamond polishing experiments with GO. The surface damage of the workpiece polished with SiC abrasive grains is minimal. Its surface roughness decreased to Ra 2.36 nm, which is the most significant. The surface quality polished with diamond grains is slightly lower. The workpiece with diamond abrasive grains has the largest material removal rate of 0.754 μm/h, while it has the lowest material removal rate of 0.509 μm/h with cerium oxide abrasive grains.
- (3)
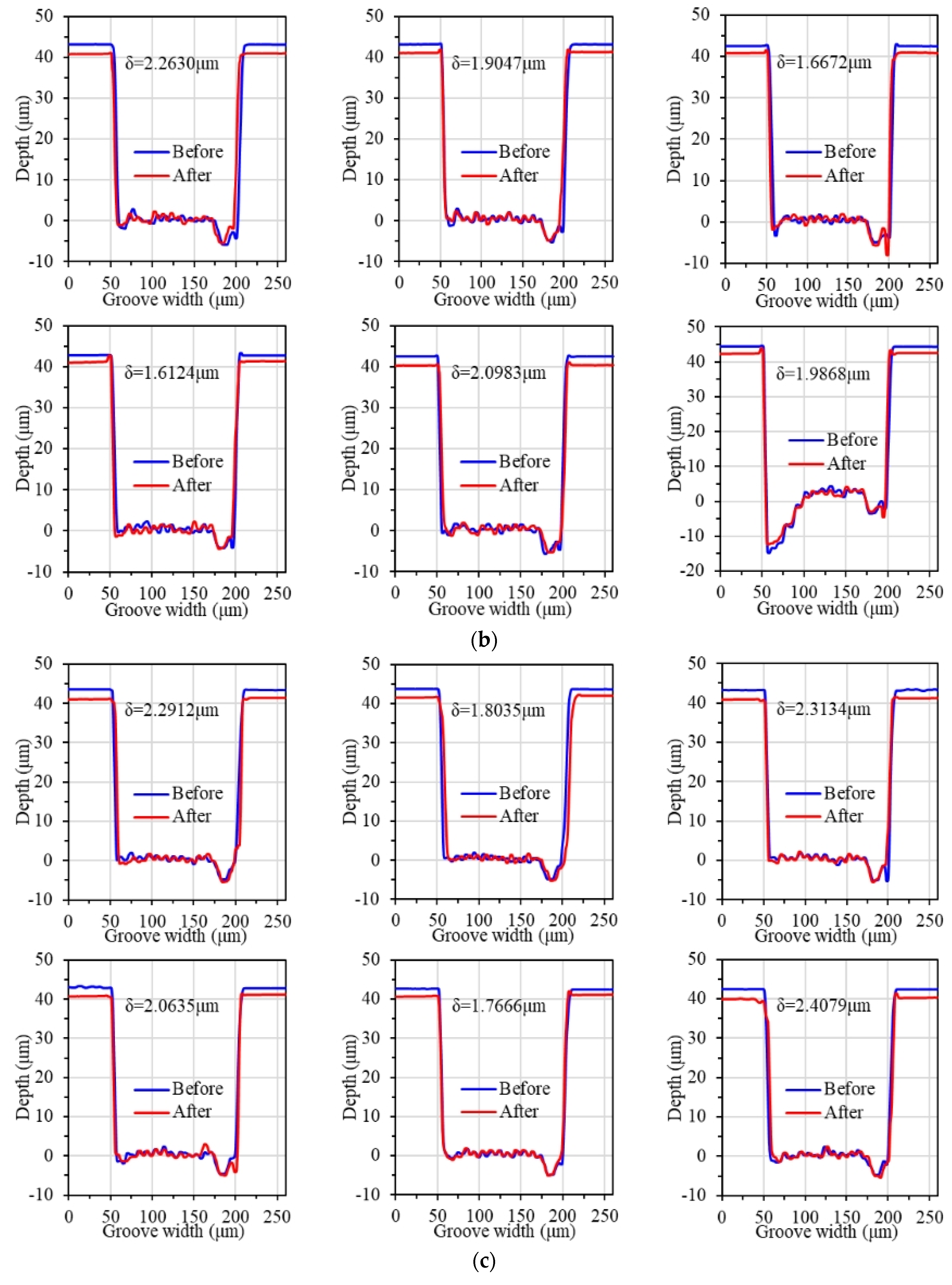
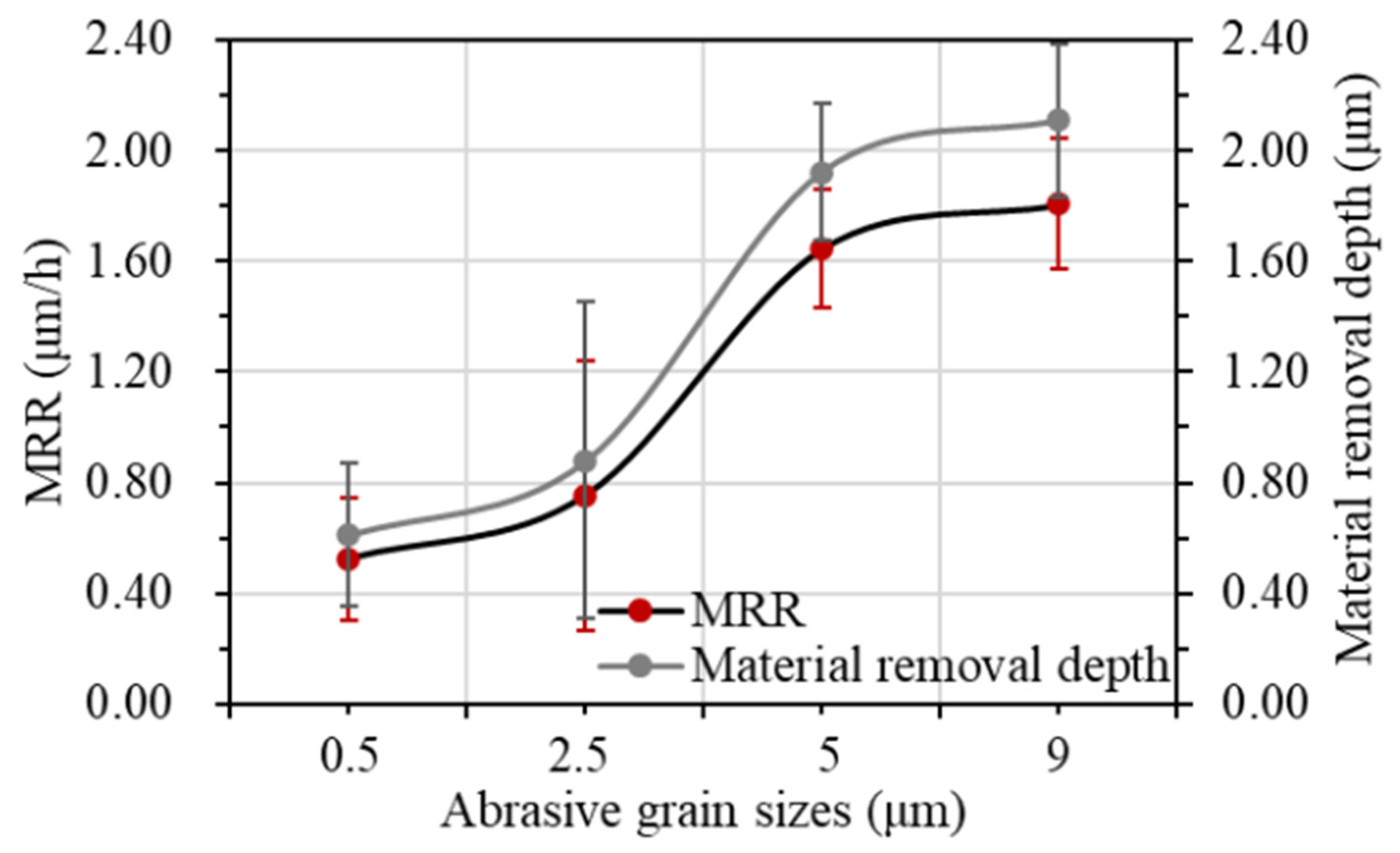
- The single crystal diamond polishing surface quality and material removal rate results were compared with different abrasive grain sizes. For small grain sizes of 0.5 μm and 2.5 μm, the surface quality can be obviously improved. However, the polishing material removal rate with 2.5 μm abrasive grains is 1.4 times higher than that with 0.5 μm abrasive grains. When the abrasive grain size reaches more than 5 μm, new pits and wider scratches are formed. Therefore, the diamond abrasive grains with the size of 2.5 μm were used for the single crystal diamond chemical mechanical polishing.
- (4)
- The polishing surface roughness of the single crystal diamond first decreases and then increases with the increase in polishing rotation speed. At a speed of 4000 rpm, the surface roughness reached its minimum of Ra 3.32 nm. The material removal rate increases gradually with the increase in polishing rotation speed and reaches 1.529 μm/h at 4000 rpm. When the polishing rotation speed continues to increase to 5000 rpm, the material removal rate is not significantly improved.
- (5)
- The single crystal diamond scratching experiments with GO slurry were conducted. As the scratching speed increases, the friction coefficient and scratching force decrease. However, the friction coefficient decreases faster with GO slurry, because the oxidation of GO is helpful to remove micro-protrusions on the surface of single crystal diamond.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, J.; Chen, S.; Li, W.; Lan, Y.; Khudoley, A.; Zhang, Q.; Yao, C.; Wang, Z. Molecular dynamics simulation and experimental study of the material machinability characteristics and crack propagation mechanisms for fused silica double nanoscratches. Tribol. Int. 2024, 199, 109982. [Google Scholar] [CrossRef]
- Fan, C.; Jiang, W.; Zha, C.; Wang, Z.; Chen, T.; Liang, F. A new end edge repairing method for flat end mills on a four-axis machine tool using an irregular grinding wheel. J. Manuf. Process. 2024, 112, 313–328. [Google Scholar] [CrossRef]
- Gu, Y.; Li, Z.; Lin, J.; Zhou, X.; Xu, Z.; Zhou, W.; Zhang, S.; Gao, Y. Enhanced machinability of aluminium-based silicon carbide by non-resonant vibration-assisted magnetorheological finishing. J. Mech. Work. Technol. 2023, 324, 118223. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, W.; Qiu, X.; Wang, Z.; Fan, C. Material removal profile model simulations and experiments on the non-contact shear thickening polishing of K9 glass. J. Manuf. Process. 2025, in press. [Google Scholar]
- Zhao, G.L.; Li, Z.Y.; Hu, M.S.; Li, L.; He, N.; Jamil, M. Fabrication and performance of CVD diamond cutting tool in micro milling of oxygen-free copper. Diam. Relat. Mater. 2019, 100, 107589. [Google Scholar] [CrossRef]
- Liu, Y.Q.; Ding, M.N.; Su, J.J.; Ren, H.; Lu, X.R.; Tang, W.Z. An investigation on dielectric properties of diamond films in the range of K and Ka band. Diam. Relat. Mater. 2017, 73, 114–120. [Google Scholar] [CrossRef]
- Ji, H.L.; Li, Z.H.; Zhu, Y.M.; Sun, K.; Li, L.Q.; Zhao, Y.B. Mechanical property enhancement of cubic boron nitride composites through additive diamond. Diam. Relat. Mater. 2019, 96, 20–24. [Google Scholar] [CrossRef]
- Patrinoiu, G.; Musuc, A.M.; Calderon-Moreno, J.; Florea, M.; Neaţu, F.; Ionita, P. Honey-Derived Hydrochar Containing 2,2,6,6-tetramethylpiperidine-1-oxyl Free Radical for Degradation of Aqueous Organic Pollutants. Environ. Process. 2024, 11, 60. [Google Scholar] [CrossRef]
- Pandey, P.C.; Shukla, S.; Pandey, G.; Narayan, R.J. Nanostructured diamond for biomedical applications. Nanotechnology 2021, 32, 132001. [Google Scholar] [CrossRef]
- Liu, H.J.; Yang, T.; Han, J.; Tian, X.Q.; Chen, S.; Lu, L. Obtainment of Residual Stress Distribution from Surface Deformation under Continuity Constraints for Thinned Silicon Wafers. Machines 2021, 9, 16. [Google Scholar] [CrossRef]
- Lu, Y.J.; Lin, C.N.; Shan, C.X. Optoelectronic Diamond: Growth, Properties, and Photodetection Applications. Adv. Opt. Mater. 2018, 6, 16. [Google Scholar] [CrossRef]
- Handschuh-Wang, S.; Wang, T.; Tang, Y. Ultrathin Diamond Nanofilms-Development, Challenges, and Applications. Small 2021, 17, e2007529. [Google Scholar] [CrossRef] [PubMed]
- Pastewka, L.; Moser, S.; Gumbsch, P.; Moseler, M. Anisotropic mechanical amorphization drives wear in diamond. Nat. Mater. 2010, 10, 34–38. [Google Scholar] [CrossRef] [PubMed]
- Zhao, J.; Ge, J.; Khudoley, A.; Chen, H. Numerical and experimental investigation on the material removal profile during polishing of inner surfaces using an abrasive rotating jet. Tribol. Int. 2023, 191, 109125. [Google Scholar] [CrossRef]
- Wang, Z.; Li, J.; Liu, Q.; Chen, L.; Lv, J.; Yu, T.; Zhao, J. No-impact trajectory design and fabrication of surface structured CBN grinding wheel by laser cladding remelting method. Opt. Laser Technol. 2025, 181, 111956. [Google Scholar] [CrossRef]
- Kubota, A.; Nagae, S.; Motoyama, S. High-precision mechanical polishing method for diamond substrate using micron-sized diamond abrasive grains. Diam. Relat. Mater. 2019, 101, 107644. [Google Scholar] [CrossRef]
- Doronin, M.; Polyakov, S.; Kravchuk, K.; Molchanov, S.; Lomov, A.; Troschiev, S.; Terentiev, S. Limits of single crystal diamond surface mechanical polishing. Diam. Relat. Mater. 2018, 87, 149–155. [Google Scholar] [CrossRef]
- Kühnle, J.; Weis, O. Mechanochemical superpolishing of diamond using NaNO3 or KNO3 as oxidizing agents. Surf. Sci. 1995, 340, 16–22. [Google Scholar] [CrossRef]
- Wang, C.Y.; Zhang, F.L.; Kuang, T.C.; Chen, C.L. Chemical/mechanical polishing of diamond films assisted by molten mixture of LiNO3 and KNO3. Thin Solid Films 2006, 496, 698–702. [Google Scholar] [CrossRef]
- Yuan, Z.; Zheng, P.; Wen, Q.; He, Y. Chemical kinetics mechanism for chemical mechanical polishing diamond and its related hard-inert materials. Int. J. Adv. Manuf. Technol. 2017, 95, 1715–1727. [Google Scholar] [CrossRef]
- Yuan, Z.; Jin, Z.; Zhang, Y.; Wen, Q. Chemical Mechanical Polishing Slurries for Chemically Vapor-Deposited Diamond Films. J. Manuf. Sci. Eng. 2013, 135, 041006. [Google Scholar] [CrossRef]
- Wu, Y.L.; Zeng, X.Q.; Ren, T.H.; de Vries, E.; van der Heide, E. The emulsifying and tribological properties of modified graphene oxide in oil-in-water emulsion. Tribol. Int. 2017, 105, 304–316. [Google Scholar] [CrossRef]
- Guo, Y.; Guo, L.; Li, G.; Zhang, L.; Zhao, F.; Wang, C.; Zhang, G. Solvent-free ionic nanofluids based on graphene oxide-silica hybrid as high-performance lubricating additive. Appl. Surf. Sci. 2018, 471, 482–493. [Google Scholar] [CrossRef]
- Chen, C.D.; Cui, Y.Y.; Li, X.P.; Shen, S.D.; Liao, W.P.; You, H.P. Novel ceria/graphene oxide composite abrasives for chemical mechanical polishing. Ceram. Int. 2024, 50, 26325–26333. [Google Scholar] [CrossRef]
- Huang, S.Q.; Li, X.L.; Mu, D.K.; Cui, C.C.; Huang, H.; Huang, H. Polishing performance and mechanism of a water-based nanosuspension using diamond particles and GO nanosheets as additives. Tribol. Int. 2021, 164, 107241. [Google Scholar] [CrossRef]
- Liu, H.K.; Chen, C.C.A.; Chen, W.C. Effects of compound diamond slurry with graphene for lapping of sapphire wafers. Int. J. Adv. Manuf. Technol. 2020, 106, 4755–4768. [Google Scholar] [CrossRef]
- Liu, H.K.; Chen, C.C.A.; Hsieh, P.C. Chemically grafted polyurethane/graphene ternary slurry for advanced chemical-mechanical polishing of single-crystalline SiC wafers. Int. J. Adv. Manuf. Technol. 2022, 120, 7157–7169. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grain Types | Diamond | SiC | Al2O3 | CeO2 |
|---|---|---|---|---|
| Moh’s hardness | 10 | 9.2~9.6 | 9 | 7 |
| Grain size (μm) | 2.5 | 3 | 3 | 3 |
| Parameters | Values | |||
|---|---|---|---|---|
| Abrasive grain size (μm) | 0.5 | 2.5 | 5 | 9 |
| Abrasive grain type | Diamond | Diamond | Diamond | Diamond |
| No. | a | b | c | d |
|---|---|---|---|---|
| GO content (wt%) | 0.1 | 0.1 | 0.1 | 0.1 |
| Abrasive grain size (μm) | 2.5 | 2.5 | 2.5 | 2.5 |
| Polishing pressure (N) | 30 | 30 | 30 | 30 |
| Polishing rotation speed (rpm) | 2000 | 3000 | 4000 | 5000 |
| Performances | Parameters |
|---|---|
| Type | MFT-4000 |
| Manufacturers | Lanzhou Huahui Instrument Technology Co., Ltd. |
| Load range | 0.5~300 N (Accuracy 0.25 N, automatic continuous loading) |
| Loading speed | 1~100 N/min |
| Stroke | 5~40 mm |
| Lifting height | 20 mm |
| Reciprocation speed | 1~240 mm/min (Accuracy 0.1 mm/min) |
| Contact type | Point-face |
| Friction fixture | Ball (Diameter 3 mm, 4 mm, 5 mm, 6 mm) |
| Parameters | Value |
|---|---|
| Load (N) | 15 |
| Reciprocation speed (mm/min) | 100, 150, 200 |
| Distance (mm) | 5 |
| Time (min) | 20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Zhao, Y.; Yao, J.; Yu, T.; Qu, S.; Zhao, J. The Investigation of Graphene Oxide-Enhanced Hybrid Slurry Preparation and Its Polishing Characteristic on CVD Single Crystal Diamond. Materials 2024, 17, 6053. https://doi.org/10.3390/ma17246053
Wang Z, Zhao Y, Yao J, Yu T, Qu S, Zhao J. The Investigation of Graphene Oxide-Enhanced Hybrid Slurry Preparation and Its Polishing Characteristic on CVD Single Crystal Diamond. Materials. 2024; 17(24):6053. https://doi.org/10.3390/ma17246053
Chicago/Turabian StyleWang, Zixuan, Yang Zhao, Jie Yao, Tianbiao Yu, Sheng Qu, and Jun Zhao. 2024. "The Investigation of Graphene Oxide-Enhanced Hybrid Slurry Preparation and Its Polishing Characteristic on CVD Single Crystal Diamond" Materials 17, no. 24: 6053. https://doi.org/10.3390/ma17246053
APA StyleWang, Z., Zhao, Y., Yao, J., Yu, T., Qu, S., & Zhao, J. (2024). The Investigation of Graphene Oxide-Enhanced Hybrid Slurry Preparation and Its Polishing Characteristic on CVD Single Crystal Diamond. Materials, 17(24), 6053. https://doi.org/10.3390/ma17246053