
Fabrication of ZrO2 Armor Ceramics by 3D Printing Accompanied with Microwave Sintering

 ,
,
Abstract
1. Introduction
2. Materials and Methods
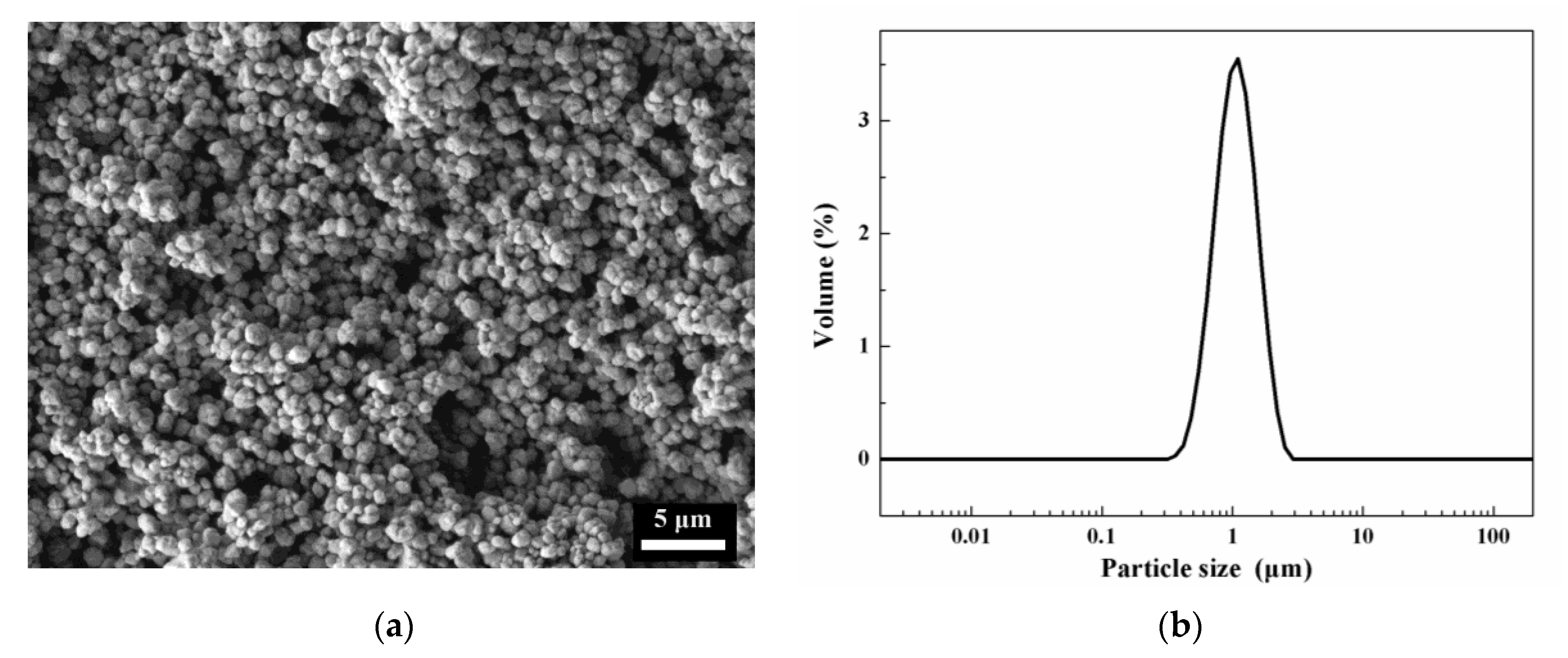
2.1. Photosensitive Slurry
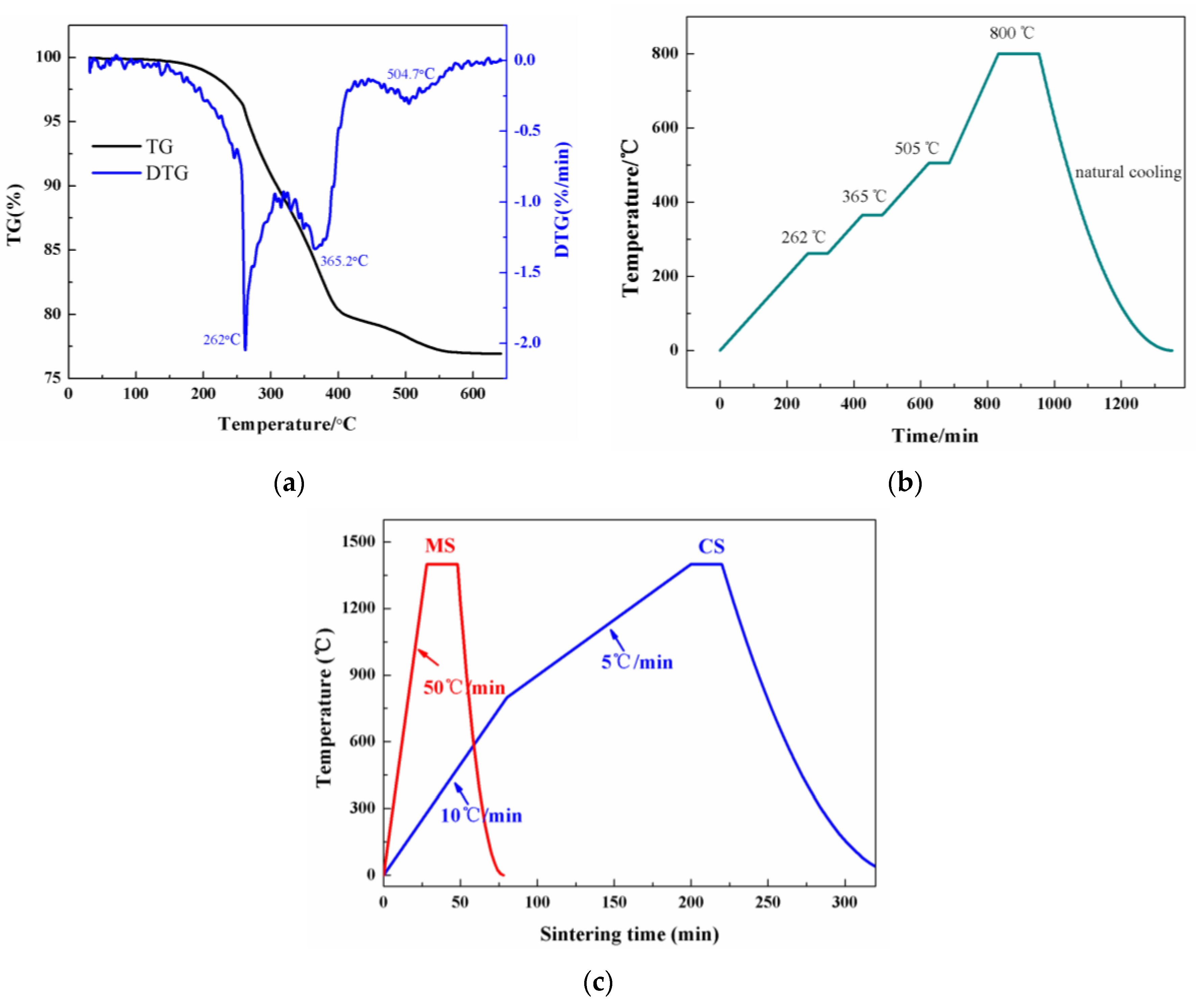
2.2. 3D Printing and Sintering
2.3. Characterization and Testing
3. Results and Discussion
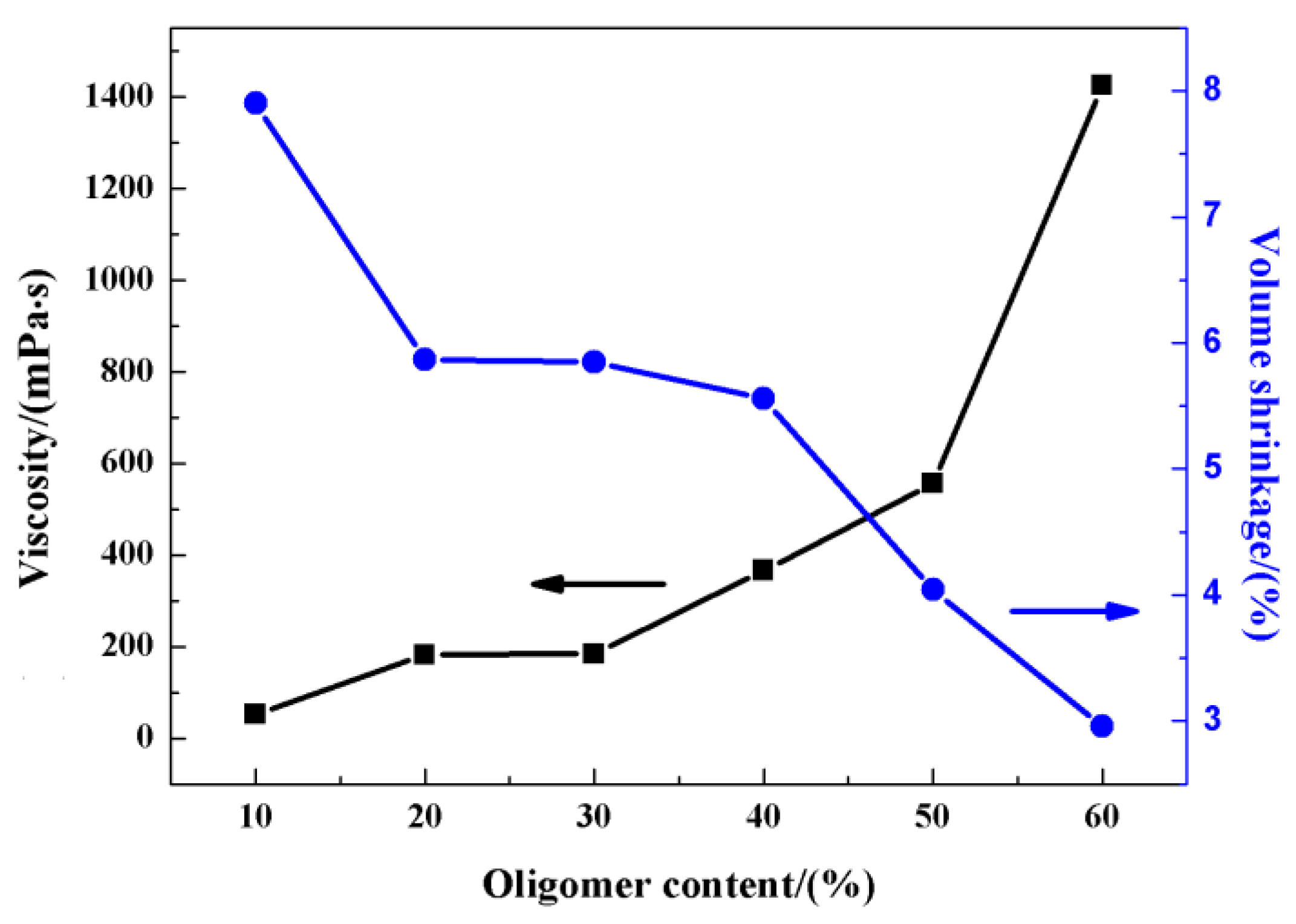
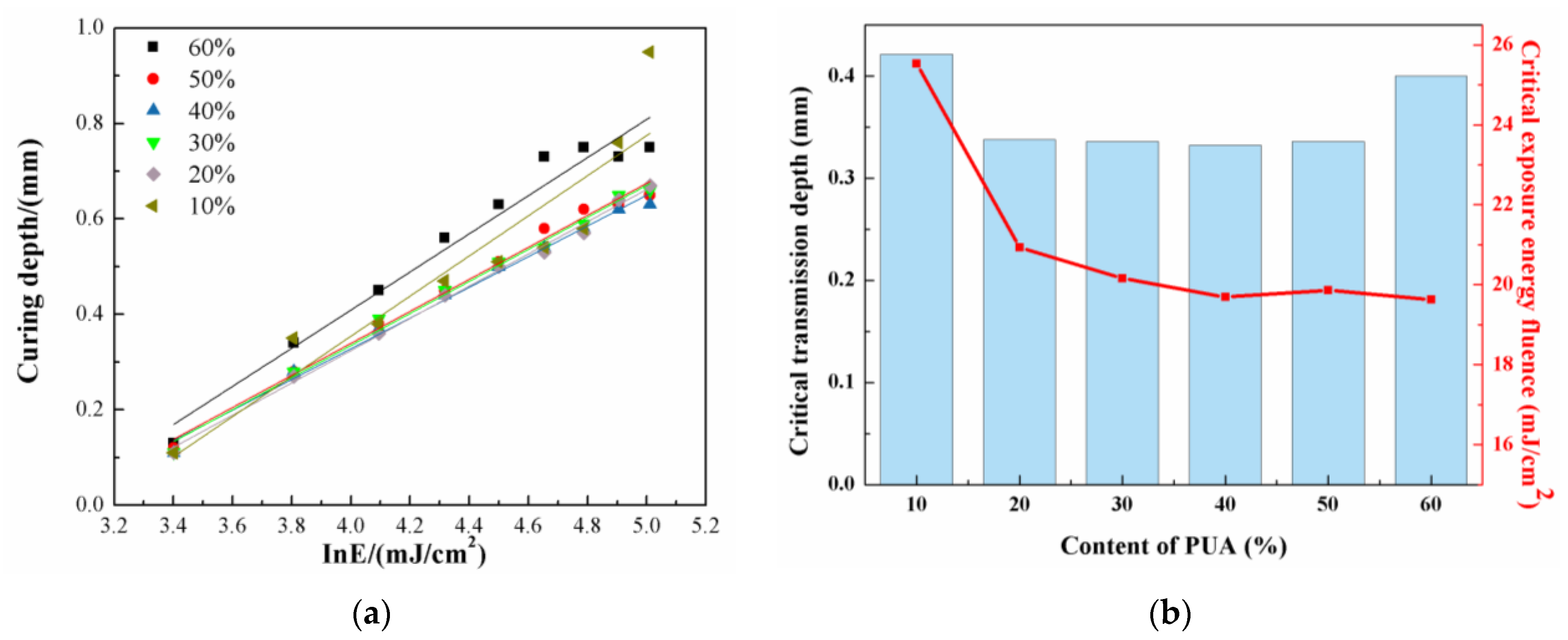
3.1. Printing Performance
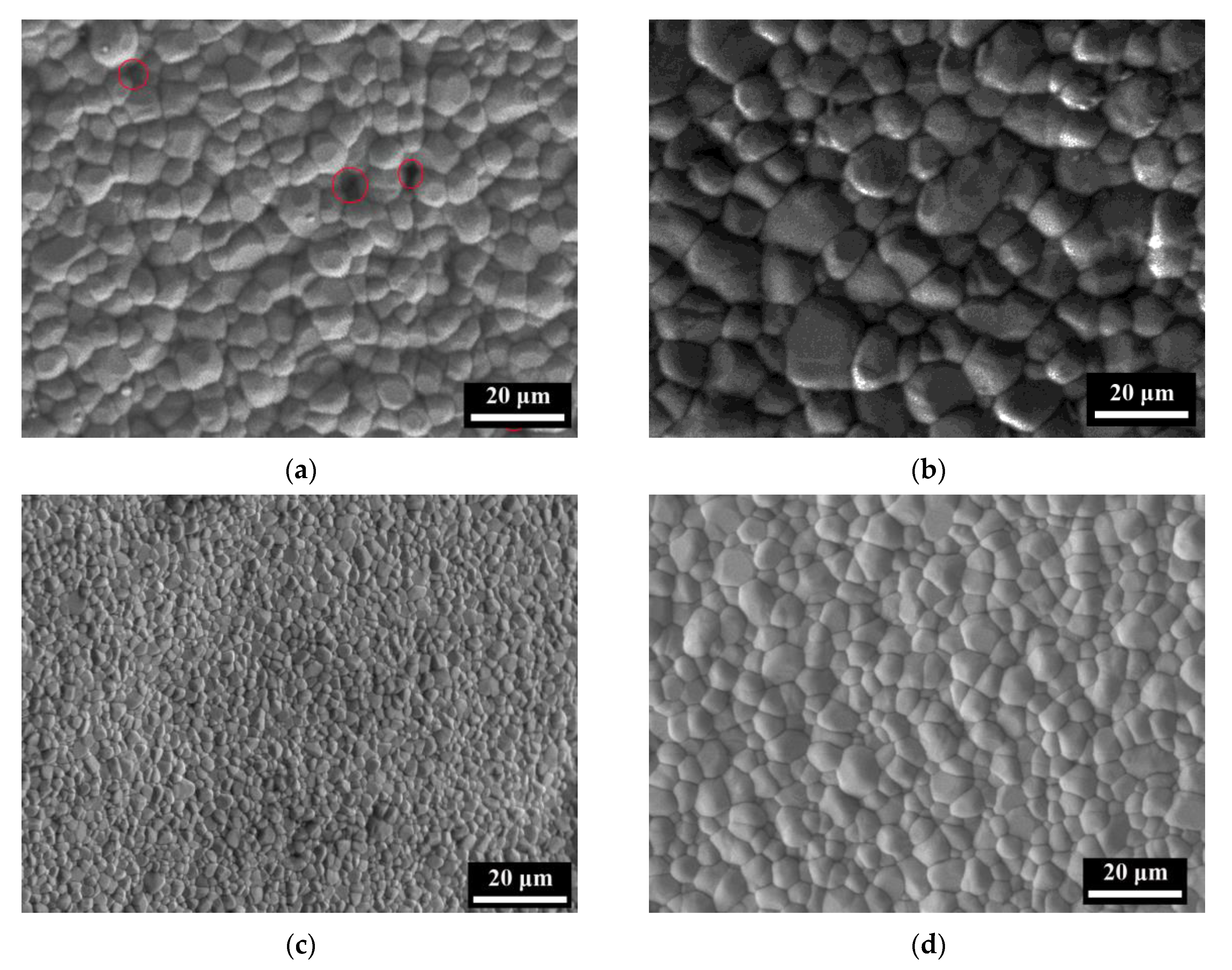
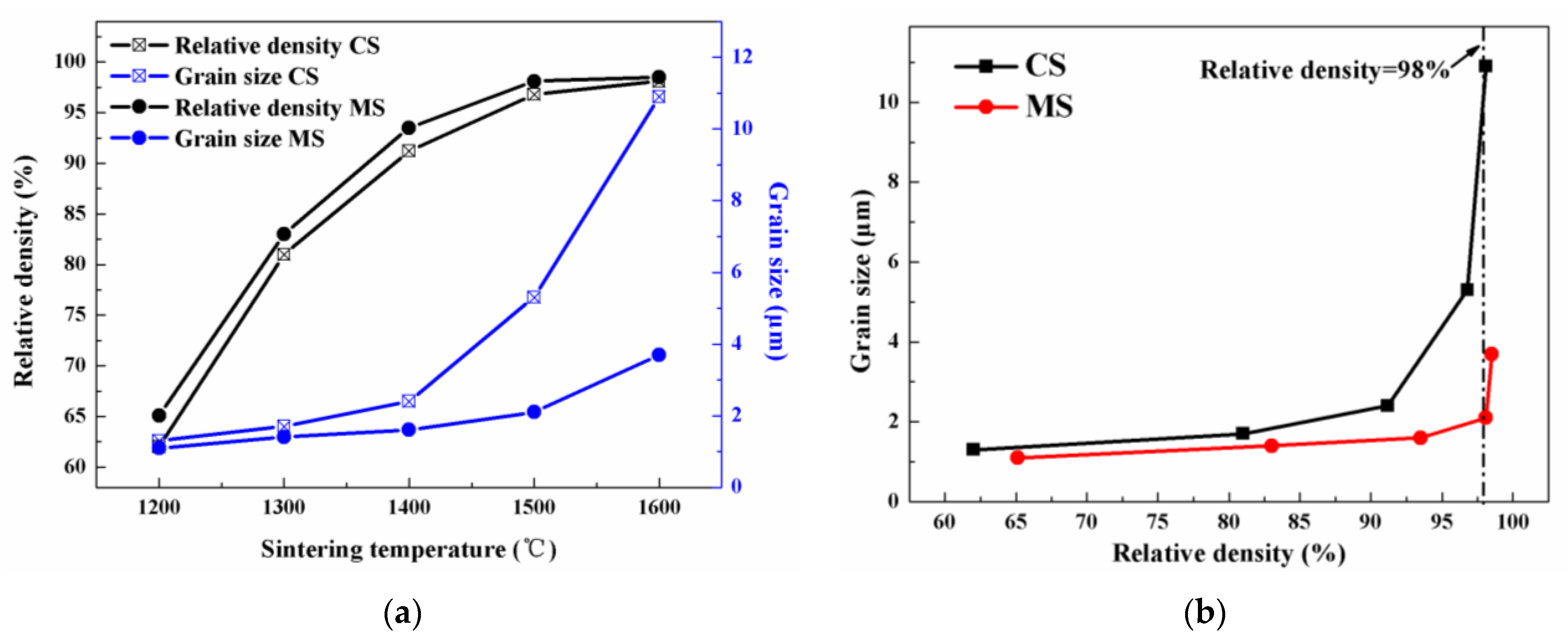
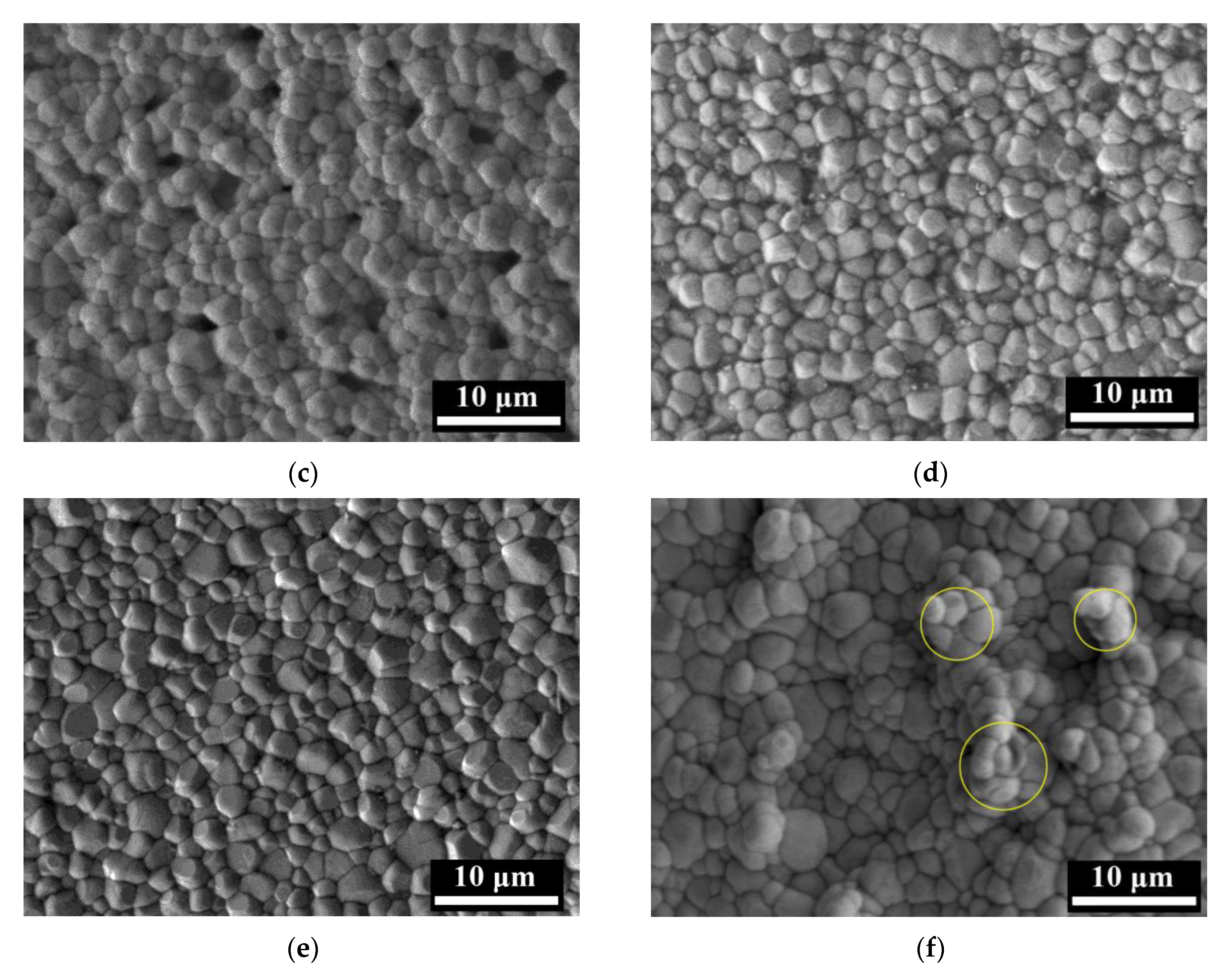
3.2. Microstructure of the Ceramics
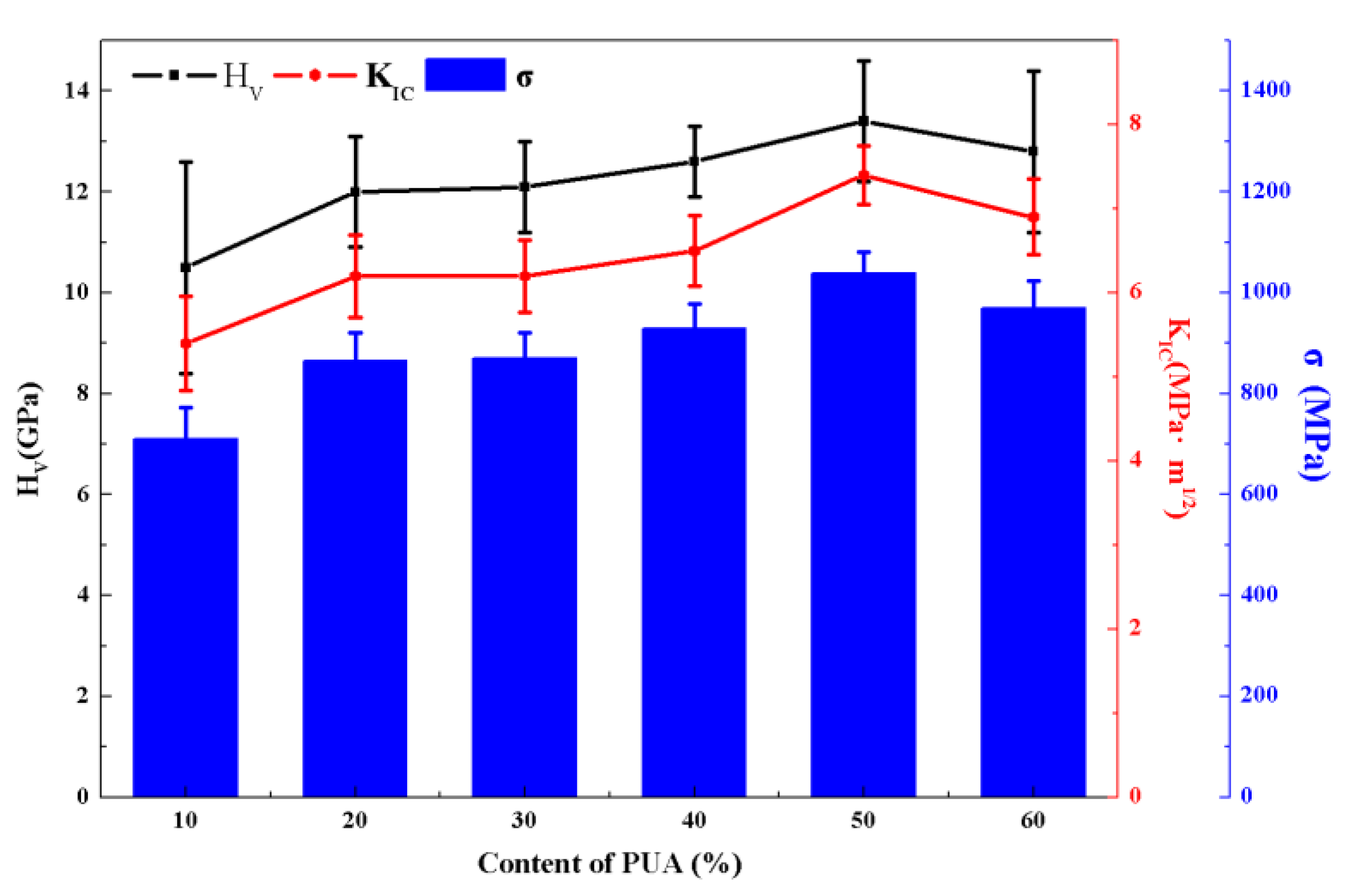
3.3. Mechanical Property
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Medvedovski, E. Ballistic performance of armour ceramics: Influence of design and structure. Part 1. Ceram. Int. 2010, 36, 2103–2115. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, Y.; Du, S.; Yang, Z.; Cheng, H.; Fan, Q. Influence of Backing Plate Support Conditions on Armor Ceramic Protection Efficiency. Materials 2020, 13, 3427. [Google Scholar] [CrossRef] [PubMed]
- Xin, Z.; Wang, Y.; Fu, Q.; Cheng, H.; Cheng, X.; Zhang, J. Effect of glass cover layer on the ballistic performance of transparent ceramic armor. Ceram. Int. 2021, 47, 29277–29284. [Google Scholar] [CrossRef]
- Chakravarty, D.; Sundararajan, G. Microstructure, mechanical properties and machining performance of spark plasma sintered Al2O3-ZrO2-TiCN nanocomposites. J. Eur. Ceram. Soc. 2013, 33, 2597–2607. [Google Scholar] [CrossRef]
- He, H.; Shao, G.; Zhao, R.; Tian, H.; Wang, H.; Fan, B.; Lu, H.; Xu, H.; Zhang, R.; An, L. Oscillatory pressure-assisted sinter forging for preparation of high performance SiC whisker reinforced Al2O3 composites. J. Adv. Ceram. 2023, 12, 321–328. [Google Scholar] [CrossRef]
- Orlova, A.I.; Ojovan, M.I. Ceramic mineral waste-forms for nuclear waste immobilization. Materials 2019, 12, 2638. [Google Scholar] [CrossRef]
- Ritchie, R.O. The conflicts between strength and toughness. Nat. Mater. 2011, 10, 817–822. [Google Scholar] [CrossRef]
- Xu, X.; Wang, Y.; Guo, A.; Geng, H.; Ren, S.; Tao, X.; Liu, J. Enhanced plasticity by nanocrystallite in bulk amorphous Al2O3-ZrO2-Y2O3. Int. J. Plast. 2016, 79, 314–327. [Google Scholar] [CrossRef]
- Heng, L.; Kim, J.S.; Song, J.H.; Mun, S.D. A review on surface finishing techniques for difficult-to-machine ceramics by non-conventional finishing processes. Materials 2022, 15, 1227. [Google Scholar] [CrossRef]
- André, J.C.; Mehauté, A.L.; Witte, O.D. Dispositif Pour Réaliser un Modèle de Pièce Industrielle. FR 2567668, 16 October 1987. [Google Scholar]
- Eckel, Z.C.; Zhou, C.; Martin, J.H.; Jacobsen, A.J.; Carter, W.B.; Schaedler, T.A. Additive manufacturing of polymer-derived ceramics. Science 2016, 351, 58–62. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D printing of ceramics: A review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Fan, J.; Xu, X.; Niu, S.; Zhou, Y.; Li, X.; Guo, Y.; Luo, Y. Anisotropy management on microstructure and mechanical property in 3D printing of silica-based ceramic cores. J. Eur. Ceram. Soc. 2022, 42, 4388–4395. [Google Scholar] [CrossRef]
- Qian, C.; Hu, K.; Lu, Z.; Li, P. Volume shrinkage and conversion rate of Al2O3 ceramic stereolithography suspension polymerised by ultraviolet light. Mater. Chem. Phys. 2021, 267, 124661. [Google Scholar] [CrossRef]
- Li, S.; Cui, Y.; Li, J. Thiol-terminated hyperbranched polymer for DLP 3D printing: Performance evaluation of a low shrinkage photosensitive resin. J. Appl. Polym. Sci. 2021, 138, 50525. [Google Scholar] [CrossRef]
- Zhang, X.; Yang, H.; Peng, Z.; Su, B.; Zhang, C. Terahertz spectral characteristics of photosensitive resin based on microfluidic technology. AIP Adv. 2024, 14, 25025. [Google Scholar] [CrossRef]
- Kim, I.; Kim, S.; Andreu, A.; Kim, J.-H.; Yoon, Y.-J. Influence of dispersant concentration toward enhancing printing precision and surface quality of vat photopolymerization 3D printed ceramics. Addit. Manuf. 2022, 52, 102659. [Google Scholar] [CrossRef]
- Niu, S.; Luo, Y.; Li, X.; Chen, Y.; Cheng, Y.; Dai, S.; Zhang, Q.; Li, H.; Xu, X. 3D printing of silica-based ceramic cores reinforced by alumina with controlled anisotropy. J. Alloys Compd. 2022, 922, 166325. [Google Scholar] [CrossRef]
- Li, Q.; An, X.; Liang, J.; Liu, Y.; Hu, K.; Lu, Z.; Yue, X.; Li, J.; Zhou, Y.; Sun, X. Balancing flexural strength and porosity in DLP-3D printing Al2O3 cores for hollow turbine blades. J. Mater. Sci. Technol. 2022, 104, 19–32. [Google Scholar] [CrossRef]
- An, X.; Mu, Y.; Chen, J.; Liang, J.; Li, J.; Zhou, Y.; Sun, X. Compositional optimization of high-solid-loading ceramic cores via 3D printing. Addit. Manuf. 2022, 58, 103054. [Google Scholar] [CrossRef]
- Liens, A.; Reveron, H.; Douillard, T.; Blanchard, N.; Lughi, V.; Sergo, V.; Laquai, R.; Müller, B.R.; Bruno, G.; Schomer, S.; et al. Phase transformation induces plasticity with negligible damage in ceria-stabilized zirconia-based ceramics. Acta Mater. 2020, 183, 261–273. [Google Scholar] [CrossRef]
- Shakirzyanov, R.I.; Borgekov, D.B.; Garanin, Y.A.; Kozlovskiy, A.L.; Volodina, N.O.; Shlimas, D.I.; Zdorovets, M.V. Study of phase composition, microstructure and hardness of multicomponent zirconia-based ceramics. Ceram. Int. 2024, 50, 48826–48831. [Google Scholar] [CrossRef]
- Murillo-Gómez, F.; Hernández-Víquez, J.R.; Sauma-Montes de Oca, J.R.; Vargas-Vargas, C.; González-Vargas, N.; Vega-Baudrit, J.R.; Chavarría-Bolaños, D. Mechanical, Adhesive and Surface Properties of a Zirconia-Reinforced Lithium Silicate CAD/CAM Ceramic Exposed to Different Etching Protocols. Materials 2024, 17, 5039. [Google Scholar] [CrossRef] [PubMed]
- Zhao, L.; Jia, D.; Duan, X.; Yang, Z.; Zhou, Y. Low temperature sintering of ZrC–SiC composite. J. Alloys Compd. 2011, 509, 9816–9820. [Google Scholar] [CrossRef]
- Ma, W.; Wen, L.; Guan, R.; Sun, X.; Li, X. Sintering densification, microstructure and transformation behavior of Al2O3/ZrO2(Y2O3) composites. Mater. Sci. Eng. A 2008, 477, 100–106. [Google Scholar] [CrossRef]
- Yu, W.; Zheng, Y.; Yu, Y. Precipitation mechanism and microstructural evolution of Al2O3/ZrO2(CeO2) solid solution powders consolidated by spark plasma sintering. J. Mater. Sci. Technol. 2020, 41, 149–158. [Google Scholar] [CrossRef]
- Chai, J.; Zhu, Y.; Wang, Z.; Shen, T.; Liu, Y.; Niu, L.; Li, S.; Yao, C.; Cui, M.; Liu, C. Microstructure and mechanical properties of SPS sintered Al2O3-ZrO2(3Y)-SiC ceramic composites. Mater. Sci. Eng. A 2020, 781, 139197. [Google Scholar] [CrossRef]
- Yehia, H.M.; Nyanor, P.; Daoush, W.M. Characterization of Al-5Ni-0.5Mg/x (Al2O3-GNs) nanocomposites manufactured via hot pressing technique. Mater. Charact. 2022, 191, 112139. [Google Scholar] [CrossRef]
- Bartek, A.; Ekström, T.; Herbertsson, H.; Johansson, T. Yttrium α-sialon ceramics by hot isostatic pressing and post-hot isostatic pressing. J. Am. Ceram. Soc. 1992, 75, 432–439. [Google Scholar] [CrossRef]
- Zhou, M.; Huang, Z.; Qi, J.; Wei, N.; Wu, D.; Zhang, Q.; Wang, S.; Feng, Z.; Lu, T. Densification and grain growth of Gd2Zr2O7 nanoceramics during pressureless sintering. J. Eur. Ceram. Soc. 2017, 37, 1059–1065. [Google Scholar] [CrossRef]
- Colomban, P.; Badot, J.C. Elaboration de ceramiques superconductrices anisotropes (Na+ β-Al2O3) par chauffage microondes. Mater. Res. Bull. 1978, 13, 135–139. [Google Scholar] [CrossRef]
- Roy, R.; Agarwal, D.; Chen, J.P.; Gedevanishvili, S. Full sintering of powdered- metal bodies in a microwave field. Nature 1999, 339, 668–670. [Google Scholar] [CrossRef]
- Egorov, S.V.; Eremeev, A.G.; Kholoptsev, V.V.; Plotnikov, I.V.; Rybakov, K.I.; Sorokin, A.A.; Balabanov, S.S.; Rostokina, E.Y. Rapid 24 GHz microwave sintering of alumina—Yttria-stabilized zirconia ceramic composites. Ceram. Int. 2024, 50, 45155–45164. [Google Scholar] [CrossRef]
- Gentry, S.P.; Halloran, J.W. Depth and width of cured lines in photopolymerizable ceramic suspensions. J. Eur. Ceram. Soc. 2013, 33, 1981–1988. [Google Scholar] [CrossRef]
- Zakeri, S.; Vippola, M.; Levänen, E. A comprehensive review of the photopolymerization of ceramic resins used in stereolithography. Addit. Manuf. 2020, 35, 101177. [Google Scholar] [CrossRef]
- C1161-94; Standard Test Method for Flexural Strength of Advanced Ceramics at Ambient Temperature. ASTM: West Conshohocken, PA, USA, 1994.
- ASTM C1327-96; Standard Test Method for Vickers Indentation Hardness of Advanced Ceramics. ASTM: West Conshohocken, PA, USA, 2003.
- Chantikul, P.; Anstis, G.R.; Lawn, B.R.; Marshall, D.B. A critical evaluation of indentation techniques for measuring fracture toughness: II. strength method. J. Am. Ceram. Soc. 1981, 64, 539–543. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| E | 30 | 45 | 60 | 75 | 90 | 105 | 120 | 135 | 150 |
|---|---|---|---|---|---|---|---|---|---|
| Cd | |||||||||
| PUA Content | |||||||||
| 10% | 0.11 | 0.35 | 0.38 | 0.47 | 0.51 | 0.54 | 0.58 | 0.76 | 0.95 |
| 20% | 0.11 | 0.27 | 0.36 | 0.44 | 0.50 | 0.53 | 0.57 | 0.64 | 0.67 |
| 30% | 0.11 | 0.28 | 0.39 | 0.45 | 0.51 | 0.54 | 0.59 | 0.65 | 0.66 |
| 40% | 0.11 | 0.28 | 0.37 | 0.44 | 0.50 | 0.54 | 0.58 | 0.62 | 0.63 |
| 50% | 0.12 | 0.28 | 0.38 | 0.45 | 0.51 | 0.58 | 0.62 | 0.63 | 0.65 |
| 60% | 0.13 | 0.34 | 0.45 | 0.56 | 0.63 | 0.73 | 0.75 | 0.73 | 0.75 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, Z.; Zhang, D.; Chen, X.; Pang, C.; Guo, X.; Feng, Y.; Xu, X. Fabrication of ZrO2 Armor Ceramics by 3D Printing Accompanied with Microwave Sintering. Materials 2024, 17, 6034. https://doi.org/10.3390/ma17246034
Liang Z, Zhang D, Chen X, Pang C, Guo X, Feng Y, Xu X. Fabrication of ZrO2 Armor Ceramics by 3D Printing Accompanied with Microwave Sintering. Materials. 2024; 17(24):6034. https://doi.org/10.3390/ma17246034
Chicago/Turabian StyleLiang, Zhengang, Dongjiang Zhang, Xin Chen, Chunxu Pang, Xuncheng Guo, Yanfei Feng, and Xiqing Xu. 2024. "Fabrication of ZrO2 Armor Ceramics by 3D Printing Accompanied with Microwave Sintering" Materials 17, no. 24: 6034. https://doi.org/10.3390/ma17246034
APA StyleLiang, Z., Zhang, D., Chen, X., Pang, C., Guo, X., Feng, Y., & Xu, X. (2024). Fabrication of ZrO2 Armor Ceramics by 3D Printing Accompanied with Microwave Sintering. Materials, 17(24), 6034. https://doi.org/10.3390/ma17246034