
Mechanical Characterization of Sustainable Mortars with Recycled Aggregates from Construction and Demolition Wastes: An Experimental Investigation



Abstract
1. Introduction
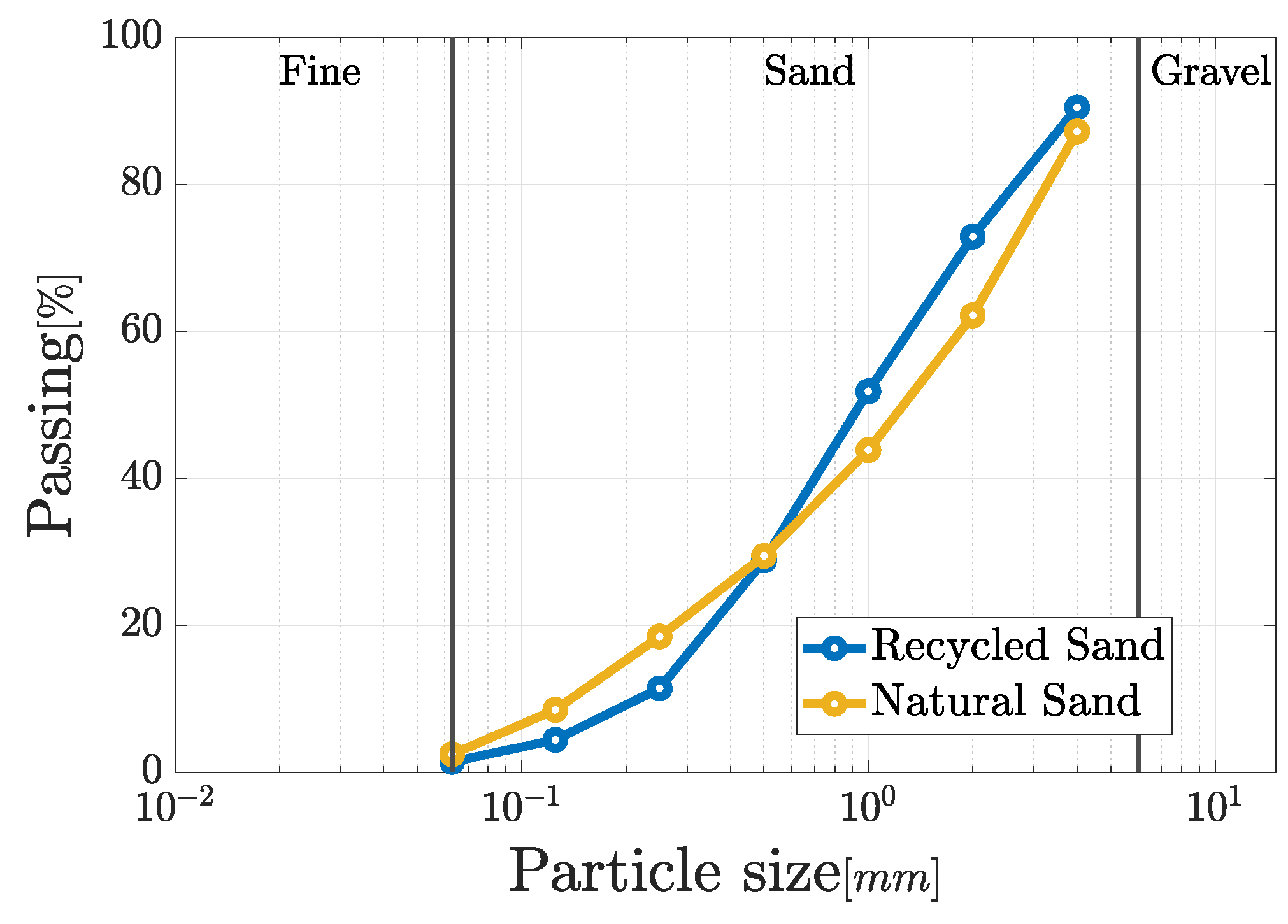
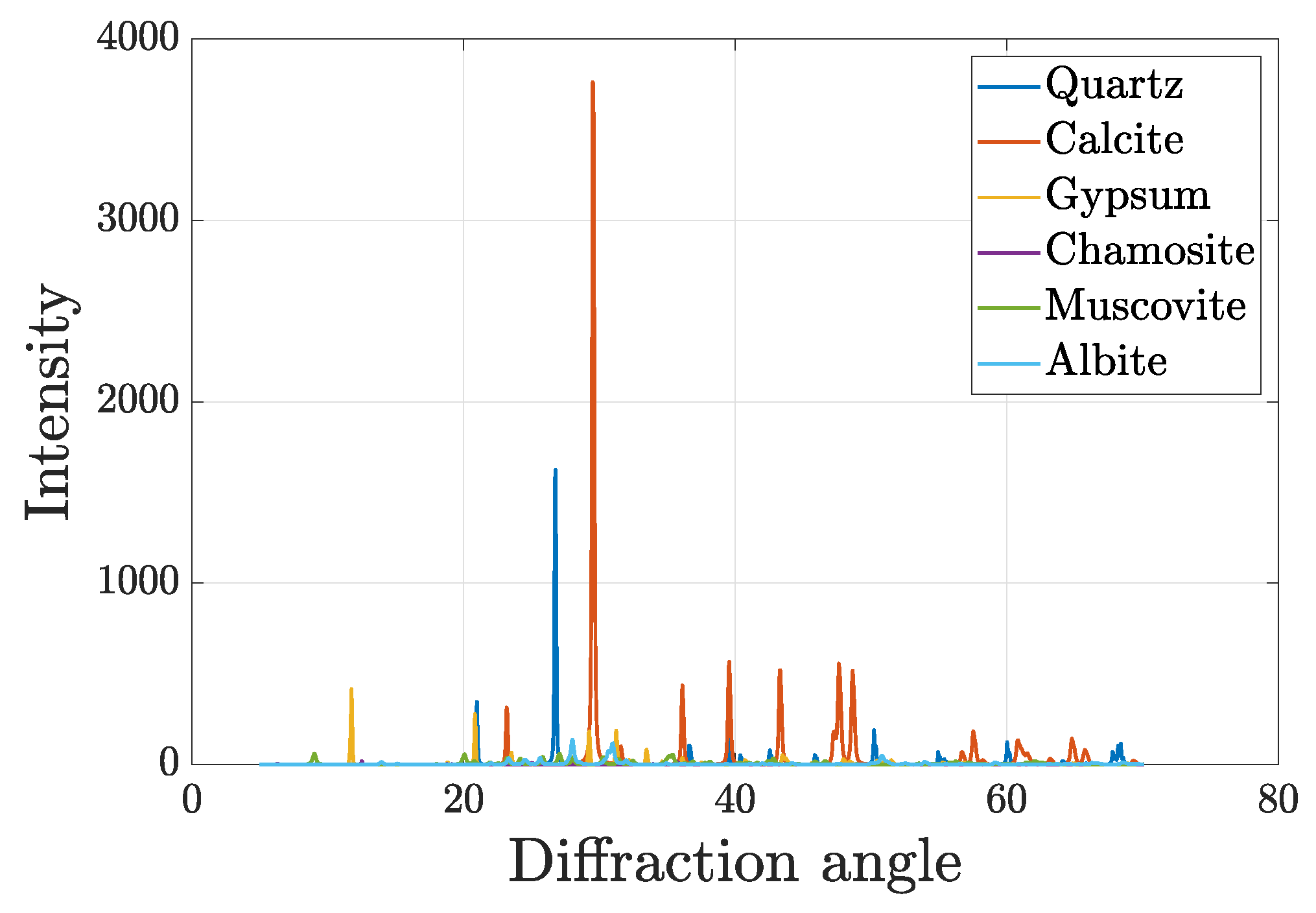
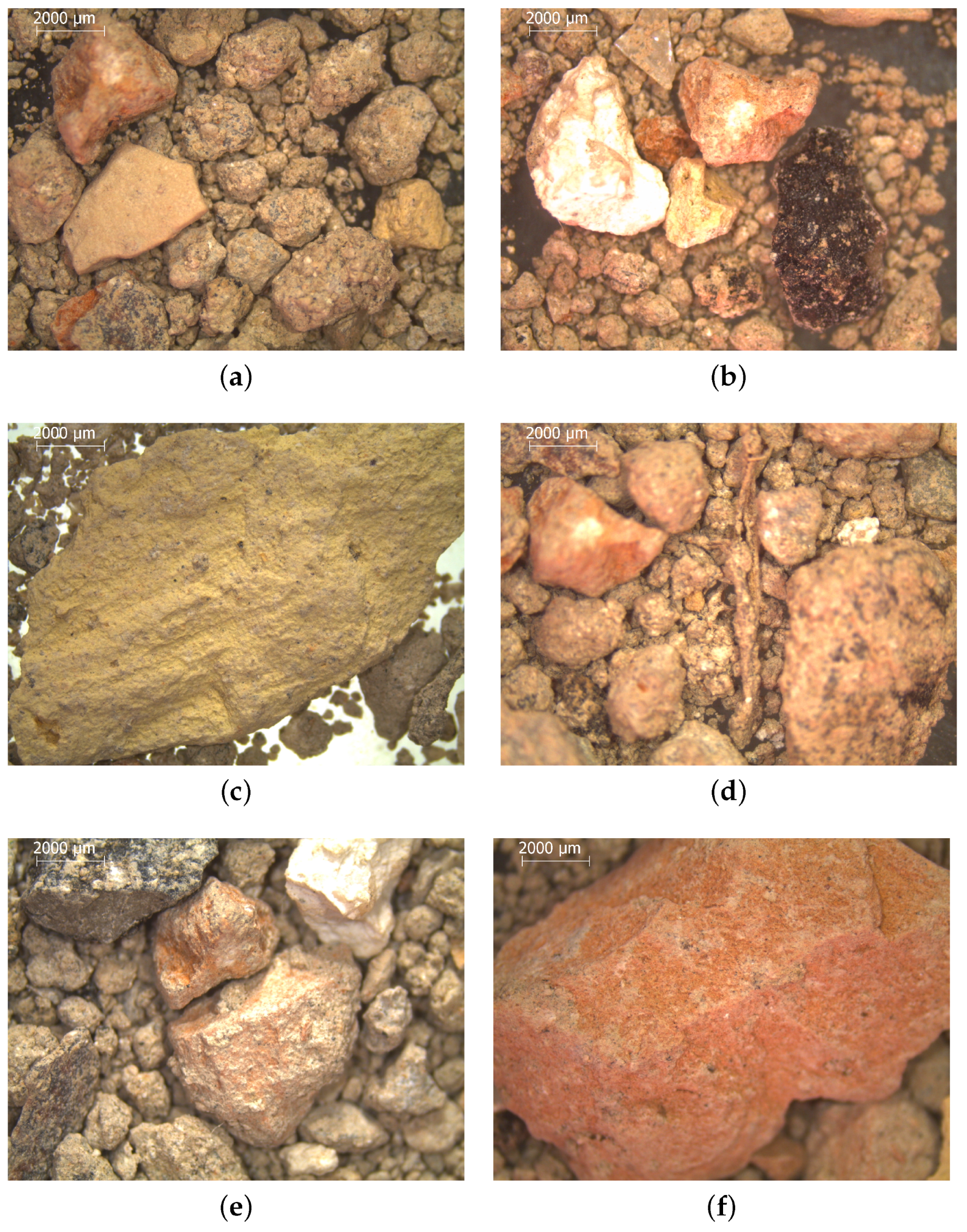
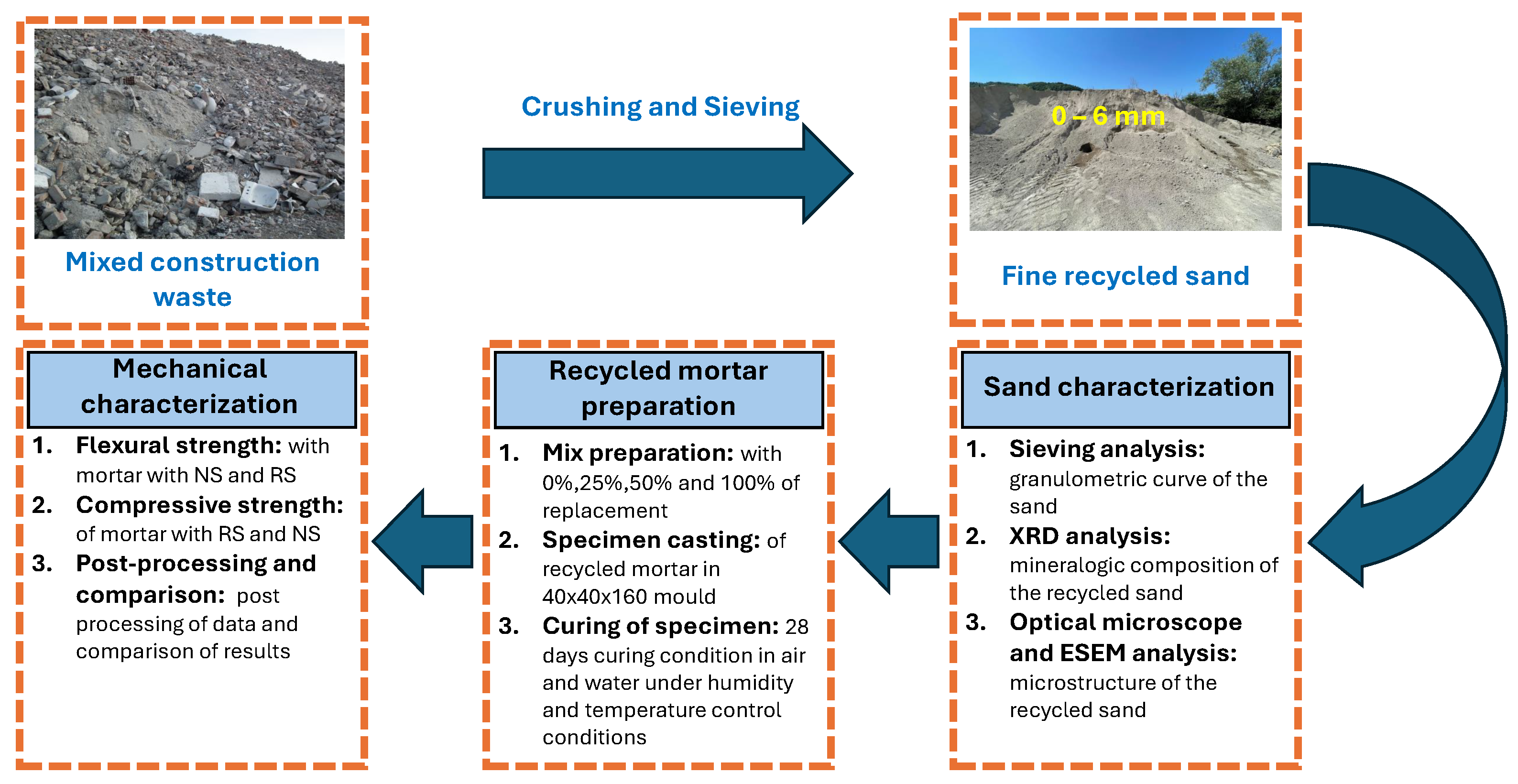
2. Definition and Characterization of Materials
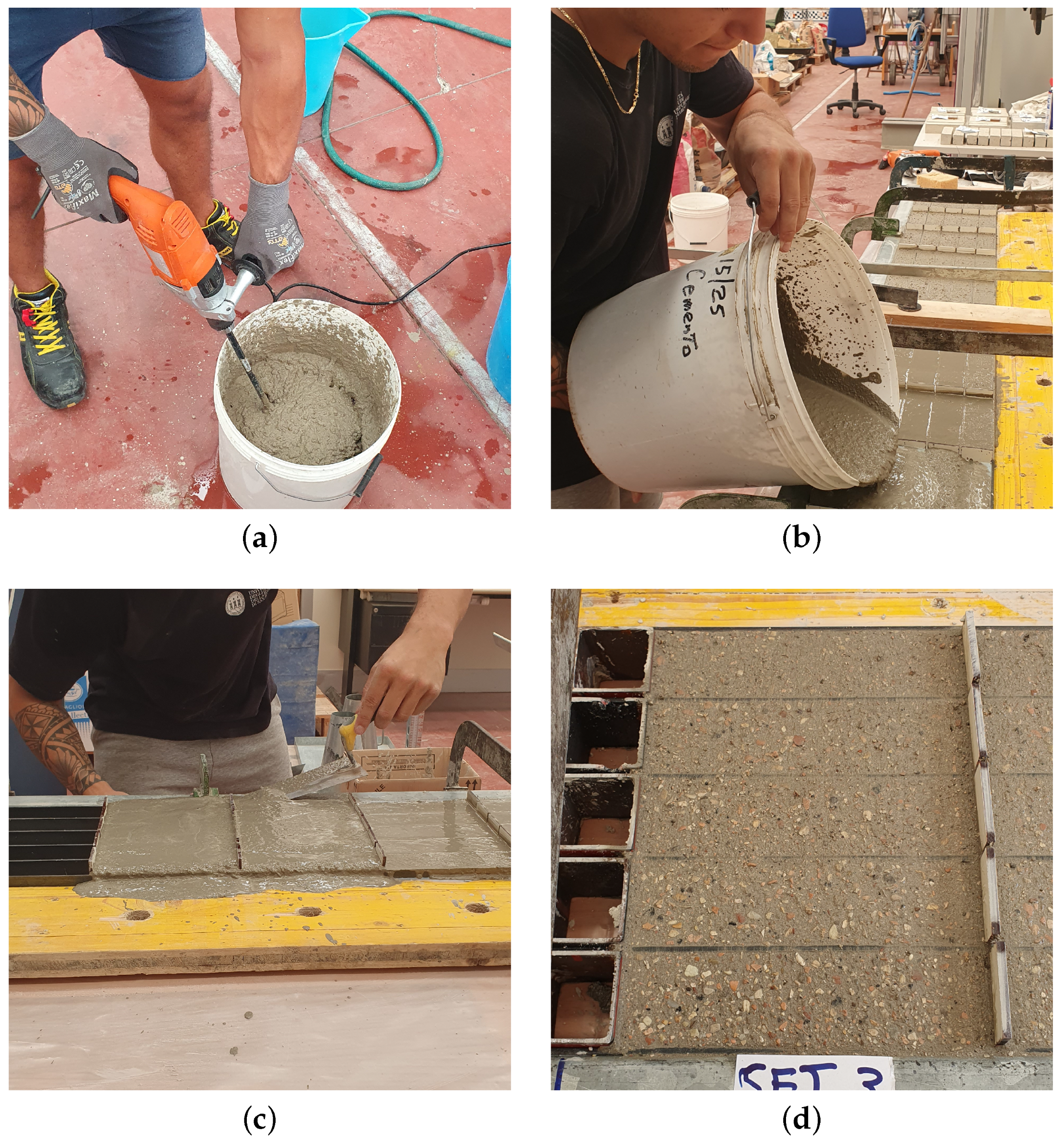
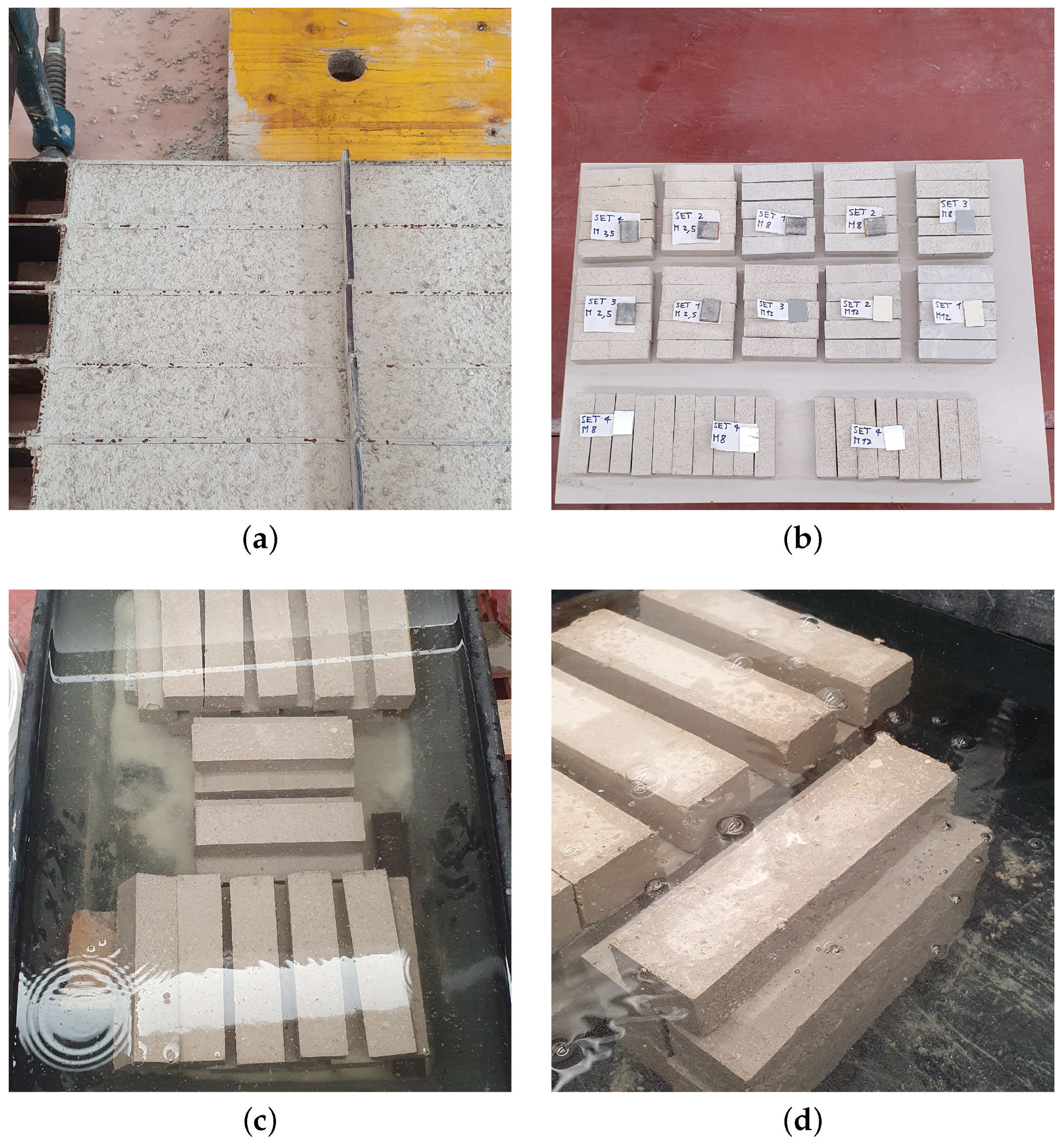
3. Methods and Test Details
3.1. Slump Test
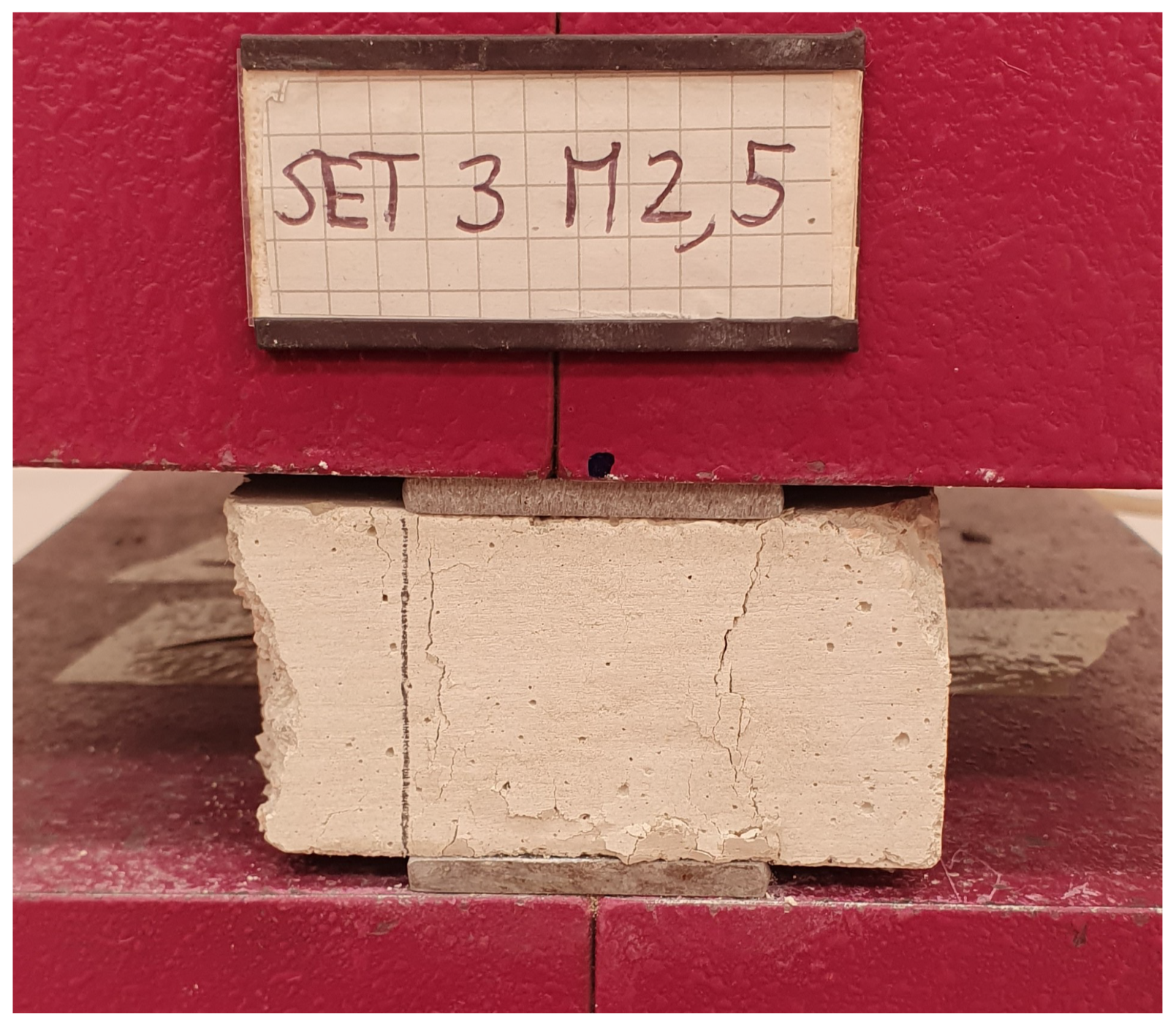
3.2. Three-Point Bending Test
3.3. Unconfined Compressive Test
4. Results and Discussion
4.1. Slump Test
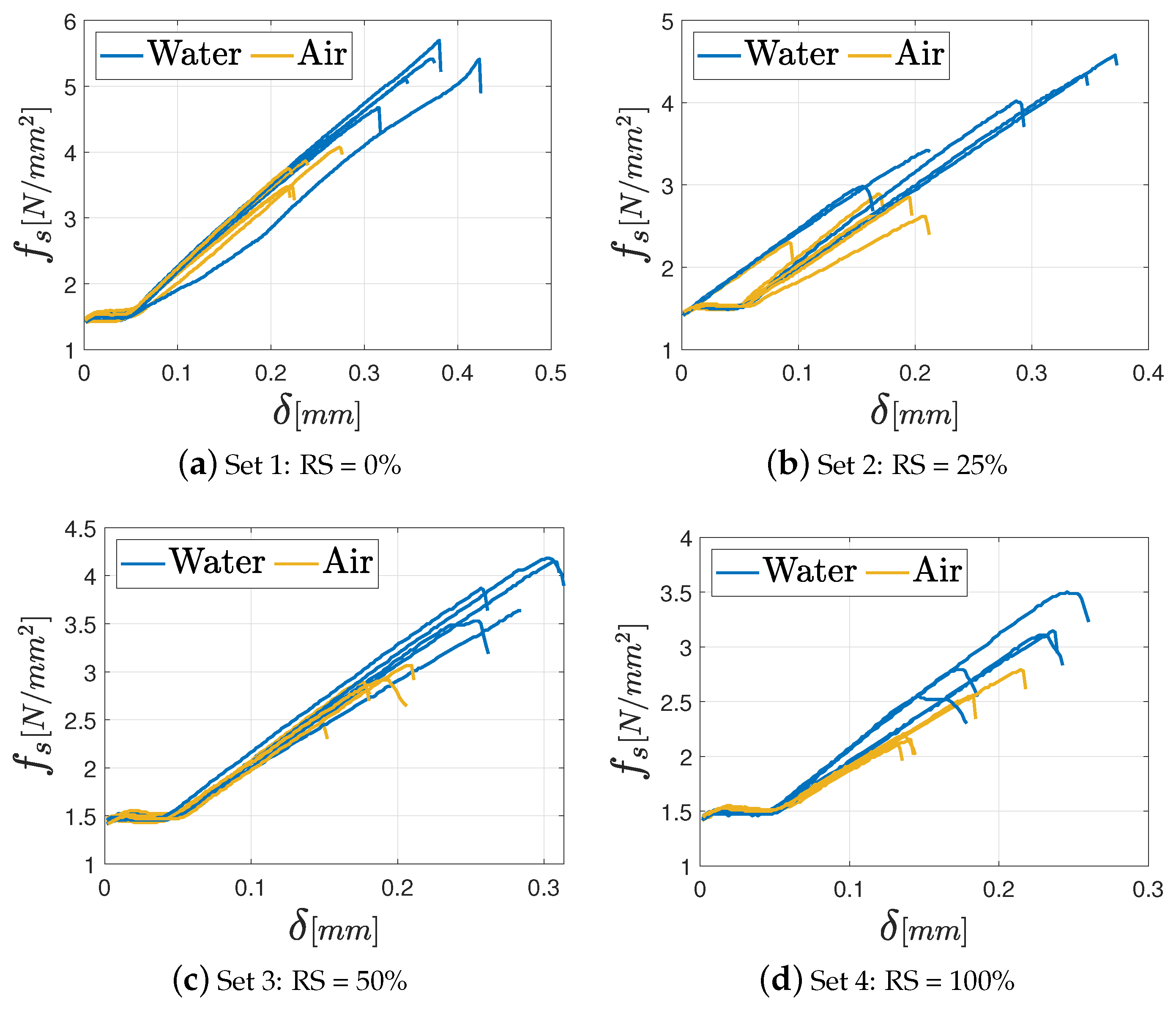
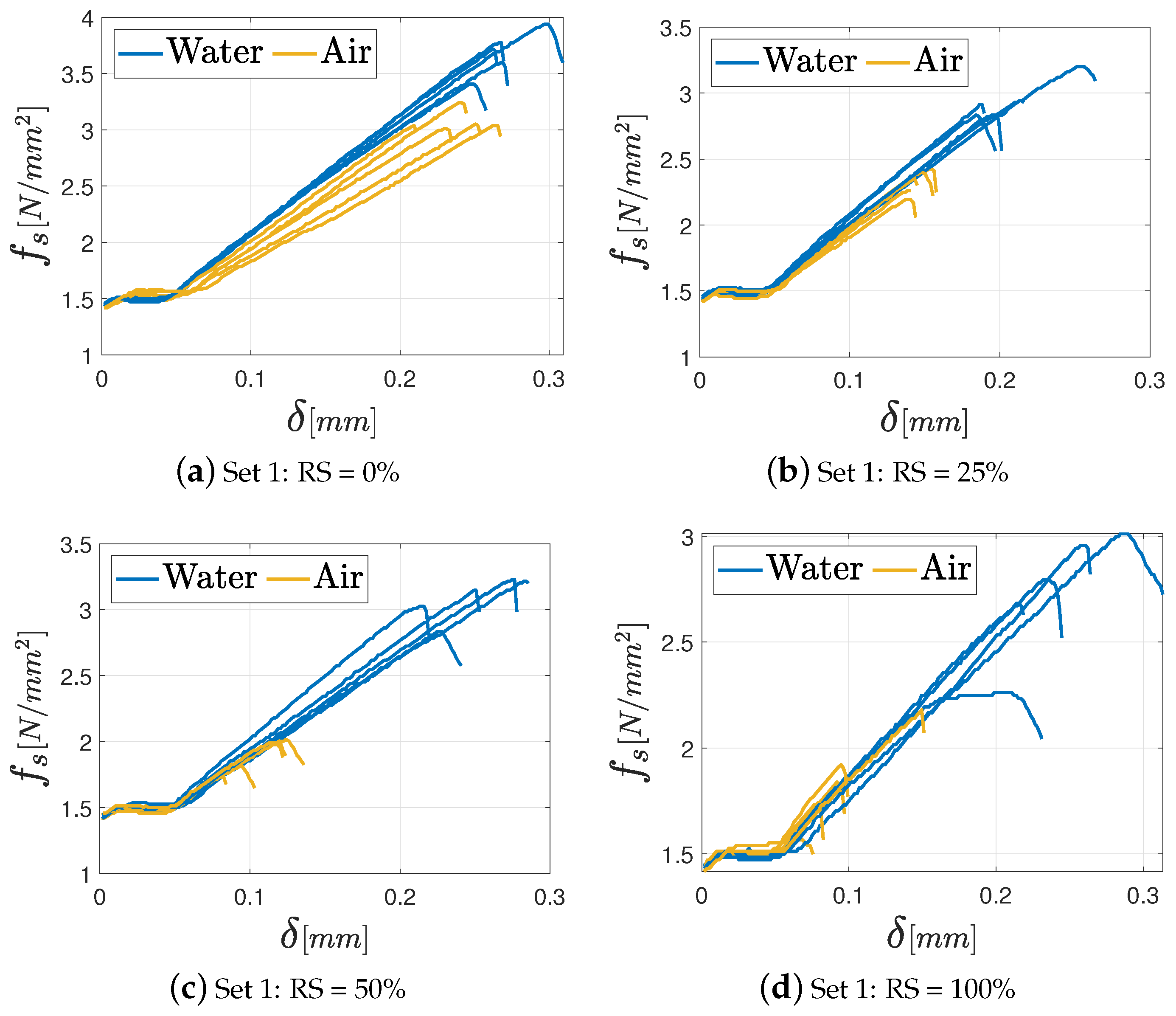
4.2. Three-Point Bending Test
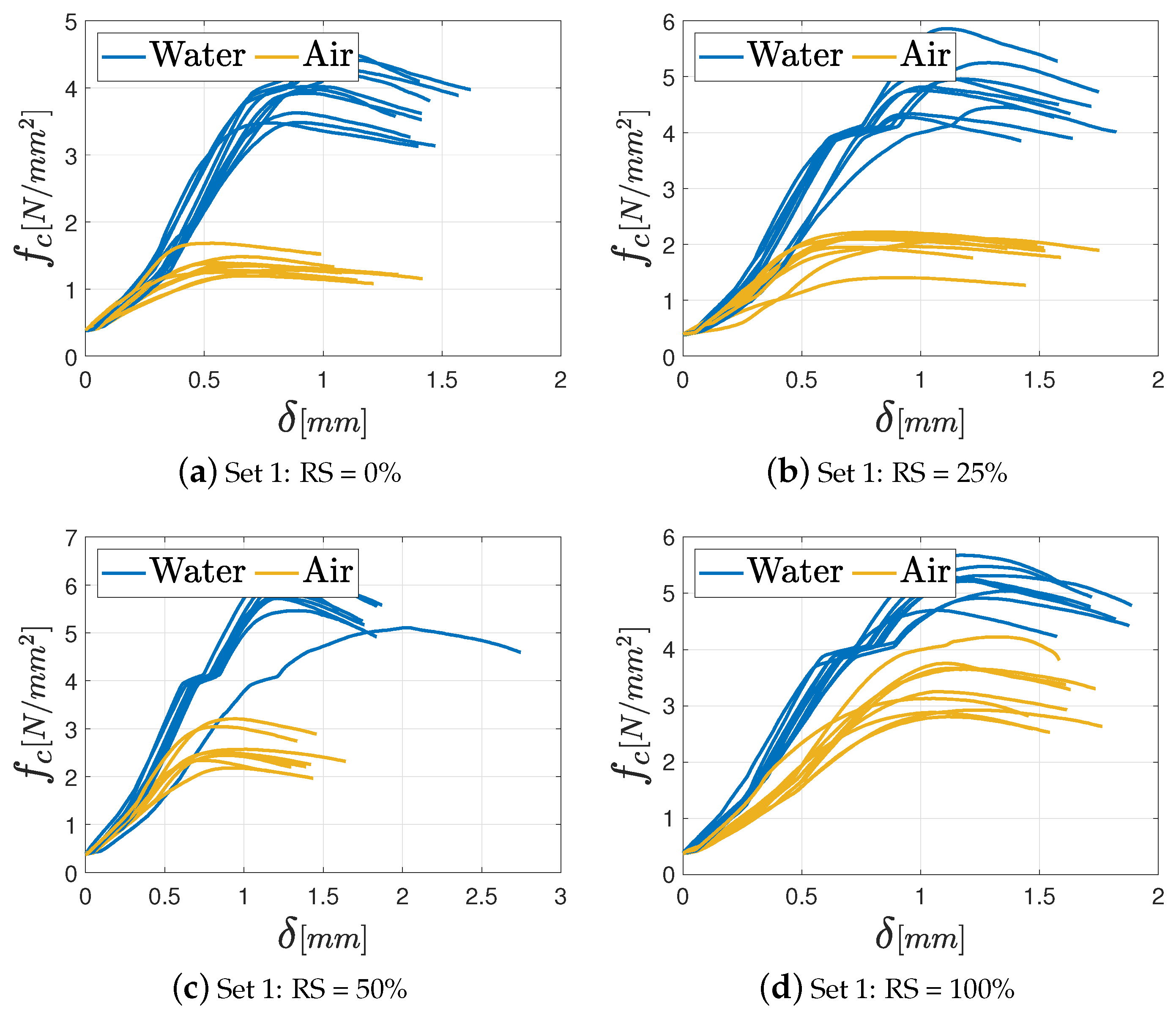
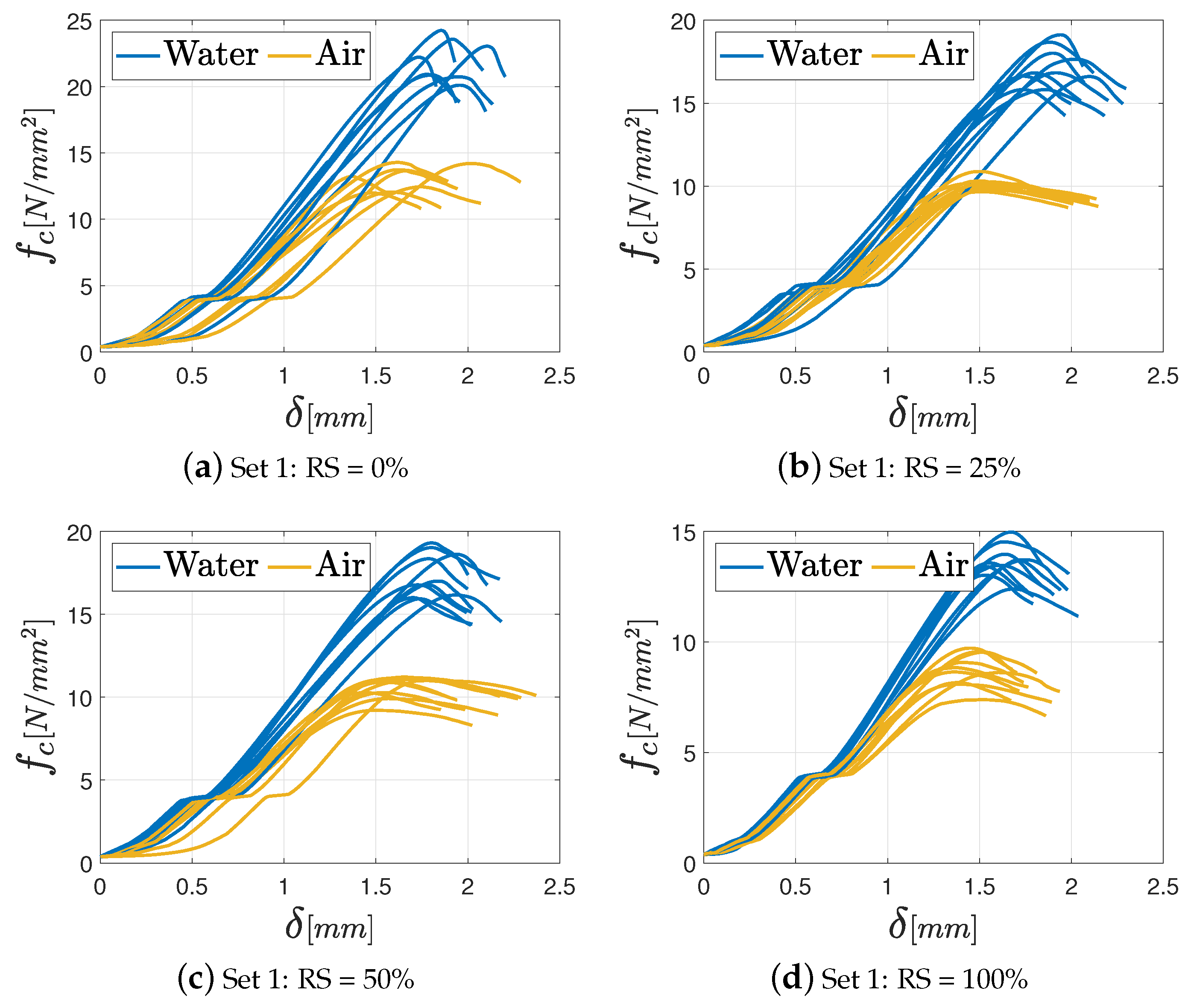
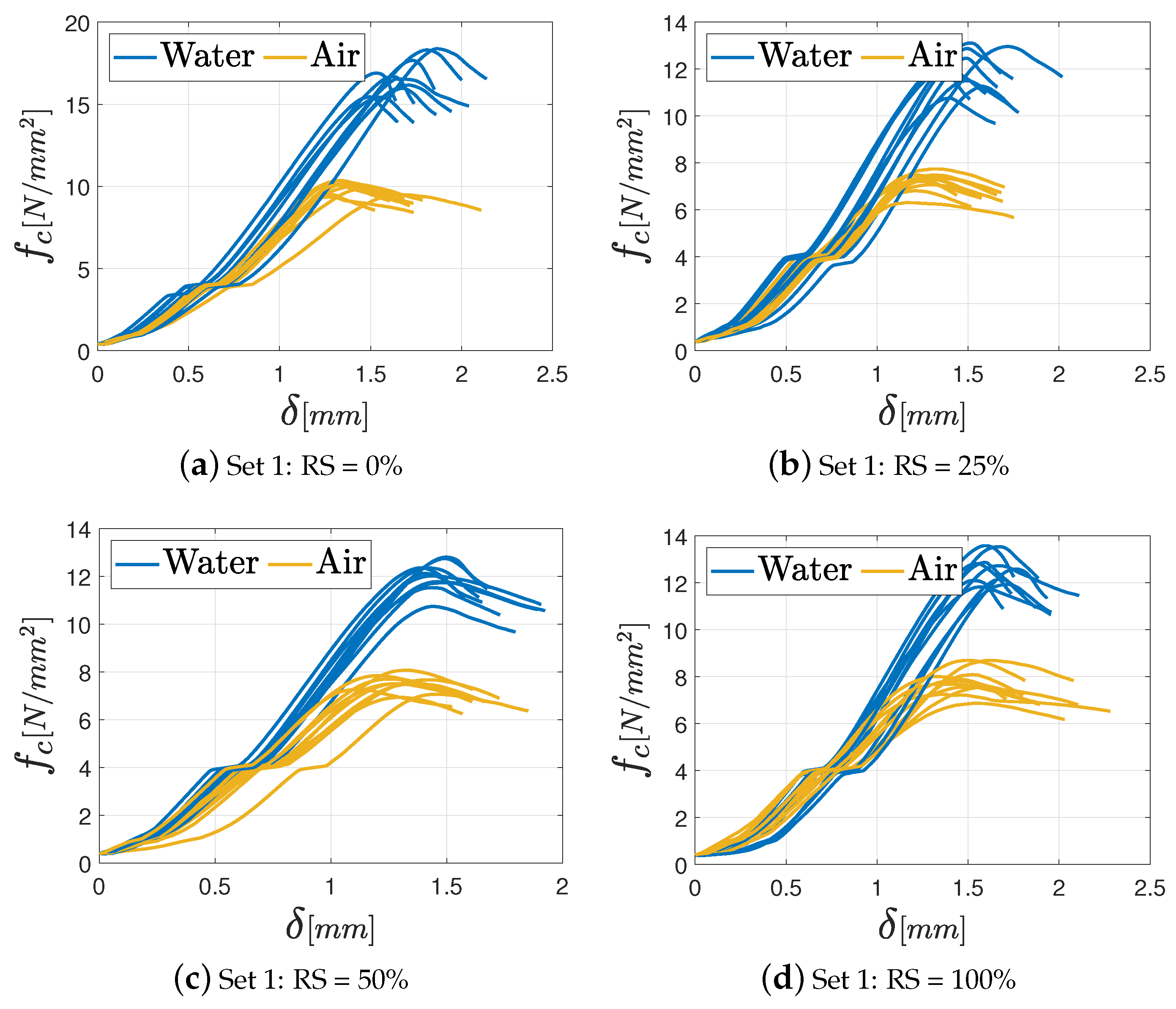
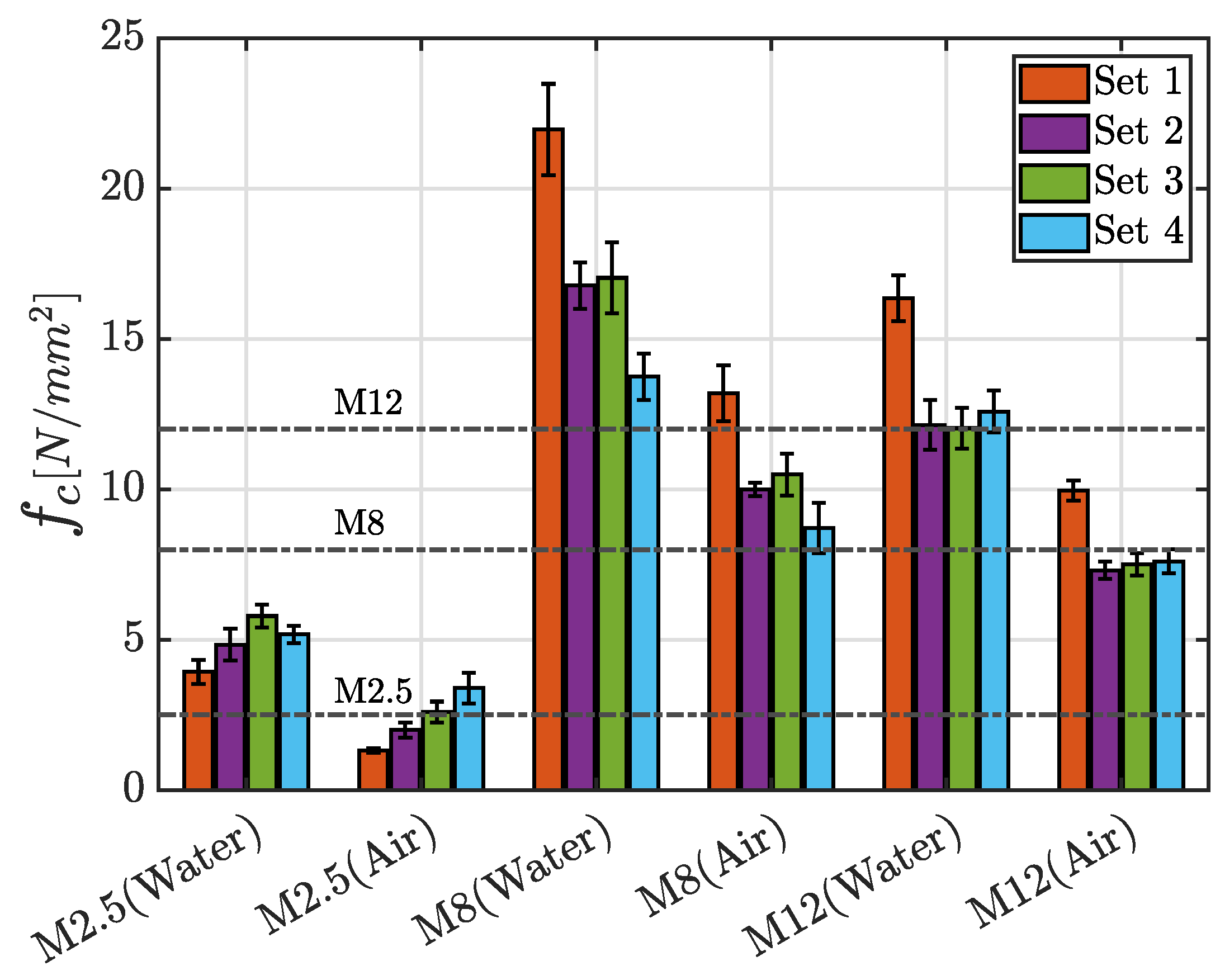
4.3. Unconfined Compression Test
5. Conclusions
- The slump tests have pointed out that an increasing percentage of recycled aggregates in the mixture entails a growth in terms of consistency of fresh mortars; as a consequence, the product is characterized by smaller fluidity and workability due to the greater water absorption of RS caused by the presence of clay bricks and other earthen constituents due to their porous nature.
- As far as the mechanical properties of M2.5 mortars are concerned, it has been shown that the introduction of recycled sand (RS) has improved the compressive strength. The enhancement of the mechanical features which has been observed for increased recycled aggregate content is very probably due to non-hydrated cement particles within the recycled aggregates, as specified by Neno et al. [26]. Upon contact with water, these particles could have a positive role in the chemical reactions that enhance both adhesion and strength. This effect has been particularly notable in air-cured conditions, where the best mechanical behavior has been attained at a 100% replacement ratio. In water-cured conditions, instead, optimal results have been obtained for a 50% replacement ratio.
- With regard to the mechanical properties of the other mortar classes, it can be noted that incorporating recycled sand (RS) into the mixes significantly reduces their value, especially in the initial shift from natural sand (NS) to recycled sand (RS). The strength exhibits smaller variations when increasing the RS content. This tendency is visible for each curing condition.
- The M8 mortar has achieved superior strength in both flexural and compressive tests, remarkably exceeding the minimum thresholds established by Italian Standards [33]. This performance is likely due to a more balanced binder-to-aggregate ratio, which has reduced the effects of the introduction of recycled materials.
- In general, the curing process in air has always negatively affected the mechanical process of the mortars, if compared to the corresponding curing process in water; it can be observed that the compressive strengths of some sets are slightly lower than the minimum value, if cured in air. This process, in fact, is characterized by the disadvantage of accelerating the moisture loss, especially if the environment is particularly dry, which consequently leads to a reduction in terms of strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lucon, O.; Ürge-Vorsatz, D.; Ahmed, A.Z.; Akbari, H.; Bertoldi, P.; Cabeza, L.F.; Eyre, N.; Gadgil, A.; Harvey, L.D.; Jiang, Y.; et al. Chapter 9—Buildings. In Climate Change 2014: Mitigation of Climate Change; IPCC Working Group III Contribution to AR5: Geneva, Switzerland, 2014. [Google Scholar]
- Ness, D.A.; Xing, K. Toward a Resource-Efficient Built Environment: A Literature Review and Conceptual Model. J. Ind. Ecol. 2017, 21, 572–592. [Google Scholar] [CrossRef]
- Concrete Is Worse for the Climate Than Flying. Why Aren’t More People Talking About It? 2022. Available online: https://insideclimatenews.org/news/24062022/concrete-is-worse-for-the-climate-than-flying-why-arent-more-people-talking-about-it/ (accessed on 20 October 2024).
- Koehnken, L.; World Wide Fund for Nature (WWF). Impacts of Sand Mining on Ecosystem Structure, Process & Biodiversity in Rivers (Executive Summary); WWF International: Gland, Switzerland, 2018; Available online: https://wwfint.awsassets.panda.org/downloads/sandmining_execsum__final_.pdf (accessed on 20 October 2024).
- Rentier, E.S.; Cammeraat, L.H. The environmental impacts of river sand mining. Sci. Total Environ. 2022, 838, 155877. [Google Scholar] [CrossRef] [PubMed]
- Gavriletea, M.D. Environmental impacts of sand exploitation. Analysis of sand market. Sustainability 2017, 9, 1118. [Google Scholar] [CrossRef]
- Etxeberria, M.; Marí, A.R.; Vázquez, E. Recycled aggregate concrete as structural material. Mater. Struct. 2007, 40, 529–541. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Enhancing the durability properties of concrete prepared with coarse recycled aggregate. Constr. Build. Mater. 2012, 35, 69–76. [Google Scholar] [CrossRef]
- Wang, B.; Yan, L.; Fu, Q.; Kasal, B. A comprehensive review on recycled aggregate and recycled aggregate concrete. Resour. Conserv. Recycl. 2021, 171, 105565. [Google Scholar] [CrossRef]
- Curto, A.; Lanzoni, L.; Tarantino, A.M.; Viviani, M. Shot-earth for sustainable constructions. Constr. Build. Mater. 2020, 239, 117775. [Google Scholar] [CrossRef]
- Franciosi, M.; Savino, V.; Lanzoni, L.; Tarantino, A.M.; Viviani, M. Changing the approach to sustainable constructions: An adaptive mix-design calibration process for earth composite materials. Compos. Struct. 2023, 319, 117143. [Google Scholar] [CrossRef]
- Bacciocchi, M.; Savino, V.; Lanzoni, L.; Tarantino, A.M.; Viviani, M. Multi-phase homogenization procedure for estimating the mechanical properties of shot-earth materials. Compos. Struct. 2022, 295, 115799. [Google Scholar] [CrossRef]
- Pucillo, G.P.; Carpinteri, A.; Ronchei, C.; Scorza, D.; Zanichelli, A.; Vantadori, S. Experimental and numerical study on the fatigue behaviour of the shot-earth 772. Int. J. Fatigue 2023, 177, 107922. [Google Scholar] [CrossRef]
- Vantadori, S.; Colpo, A.B.; Friedrich, L.F.; Iturrioz, I. Numerical simulation of the shear strength of the shot-earth 772-granite interface. Constr. Build. Mater. 2023, 363, 129450. [Google Scholar] [CrossRef]
- Barbieri, L.; Lanzoni, L.; Marchetti, R.; Iotti, S.; Tarantino, A.M.; Lancellotti, I. Shot-Earth as Sustainable Construction Material: Chemical Aspects and Physical Performance. Sustainability 2024, 16, 2444. [Google Scholar] [CrossRef]
- Cluni, F.; Faralli, F.; Gusella, V.; Liberotti, R. X-Rays CT and Mesoscale FEM of the Shot-Earth Material; Springer Nature: Cham, Switzerland, 2023; pp. 25–44. [Google Scholar]
- Vantadori, S.; Żak, A.; Sadowski, Ł.; Ronchei, C.; Scorza, D.; Zanichelli, A.; Viviani, M. Microstructural, chemical and physical characterisation of the Shot-Earth 772. Constr. Build. Mater. 2022, 341, 127766. [Google Scholar] [CrossRef]
- Restuccia, L.; Spoto, C.; Ferro, G.A.; Tulliani, J.M. Recycled mortars with C&D waste. Procedia Struct. Integr. 2016, 2, 2896–2904. [Google Scholar]
- Srivastava, A.; Singh, S. Utilization of alternative sand for preparation of sustainable mortar: A review. J. Clean. Prod. 2020, 253, 119706. [Google Scholar] [CrossRef]
- Torkittikul, P.; Nochaiya, T.; Wongkeo, W.; Chaipanich, A. Utilization of coal bottom ash to improve thermal insulation of construction material. J. Mater. Cycles Waste Manag. 2017, 19, 305–317. [Google Scholar] [CrossRef]
- Siddique, R.; Singh, G. Utilization of waste foundry sand (WFS) in concrete manufacturing. Resour. Conserv. Recycl. 2011, 55, 885–892. [Google Scholar] [CrossRef]
- Poon, C.S.; Shui, Z.H.; Lam, L. Effect of microstructure of ITZ on compressive strength of concrete prepared with recycled aggregates. Constr. Build. Mater. 2004, 18, 461–468. [Google Scholar] [CrossRef]
- Silva, R.V.; De Brito, J.; Dhir, R.K. Properties and composition of recycled aggregates from construction and demolition waste suitable for concrete production. Constr. Build. Mater. 2014, 65, 201–217. [Google Scholar] [CrossRef]
- Ledesma, E.F.; Jiménez, J.R.; Ayuso, J.; Fernández, J.M.; De Brito, J. Maximum feasible use of recycled sand from construction and demolition waste for eco-mortar production—Part-I: Ceramic masonry waste. J. Clean. Prod. 2015, 87, 692–706. [Google Scholar] [CrossRef]
- Ma, Z.; Shen, J.; Wang, C.; Wu, H. Characterization of sustainable mortar containing high-quality recycled manufactured sand crushed from recycled coarse aggregate. Cem. Concr. Compos. 2022, 132, 104629. [Google Scholar] [CrossRef]
- Neno, C.; Brito, J.d.; Veiga, R. Using fine recycled concrete aggregate for mortar production. Mater. Res. 2014, 17, 168–177. [Google Scholar] [CrossRef]
- Dapena, E.; Alaejos, P.; Lobet, A.; Pérez, D. Effect of recycled sand content on characteristics of mortars and concretes. J. Mater. Civ. Eng. 2011, 23, 414–422. [Google Scholar] [CrossRef]
- Braga, M.; De Brito, J.; Veiga, R. Incorporation of fine concrete aggregates in mortars. Constr. Build. Mater. 2012, 36, 960–968. [Google Scholar] [CrossRef]
- Nasr, M.S.; Shubbar, A.A.; Abed, Z.A.A.R.; Ibrahim, M.S. Properties of eco-friendly cement mortar contained recycled materials from different sources. J. Build. Eng. 2020, 31, 101444. [Google Scholar] [CrossRef]
- Le, T.; Rémond, S.; Le Saout, G.; Garcia-Diaz, E. Fresh behavior of mortar based on recycled sand–Influence of moisture condition. Constr. Build. Mater. 2016, 106, 35–42. [Google Scholar] [CrossRef]
- Ferro, G.A.; Spoto, C.; Tulliani, J.; Restuccia, L. Mortar made of recycled sand from C&D. Procedia Eng. 2015, 109, 240–247. [Google Scholar]
- Ghorbel, E.; Wardeh, G.; Gomart, H.; Matar, P. Formulation parameters effects on the performances of concrete equivalent mortars incorporating different ratios of recycled sand. J. Build. Phys. 2020, 43, 545–572. [Google Scholar] [CrossRef]
- Ministero delle Infrastrutture e dei Trasporti. Norme Tecniche per le Costruzioni (NTC 2018); Technical Report; Supplemento Ordinario No. 8, No. 42 del 20 February 2018; Gazzetta Ufficiale: Rome, Italy, 2018. [Google Scholar]
- UNI EN-1015-11:2001; Methods of Test for Mortar for Masonry—Part 11: Determiantion of Flexural and Compressive Strength of Hardened Mortar. Ente Nazionale di Unificazione: Milano, Italy, 2001.
- UNI EN-12350-2:2019; Testing Fresh Concrete—Part 2: SLUMP Test. Ente Nazionale di Unificazione: Milano, Italy, 2001.
- Cremonez, C.; da Fonseca, J.M.M.; Cury, A.C.S.; Ferreira, E.O.; Mazer, W. Analysis of the influence of the type of curing on the axial compressive strength of concrete. Mater. Today Proc. 2022, 58, 1211–1214. [Google Scholar] [CrossRef]
- Raheem, A.A.; Soyingbe, A.A.; Emenike, A.J. Effect of curing methods on density and compressive strength of concrete. Int. J. Appl. Sci. Technol. 2013, 3, 16. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | U.d.M | Value | Uncertainty |
|---|---|---|---|
| Residum 105° UNI EN 14346-1 2007 met A | % | 99.8 | ±4.4 |
| Weighted raw mass UNI EN 12457-2:2004 | g | 90 | |
| Umidity UNI EN 14346 A 2007 | % | 0.2 | |
| Leaching volume UNI EN 12457-2:2004 | L | 0.900 | |
| pH UNI EN 12457-2:2004 + APAT CNR 2060 Man 29 2003 | U.ph | 9.40 | ±0.2 |
| Conducibility APAT CNR IRSA 2030 Man 29 2003 | microS/cm | 1100 | ±70 |
| Temperature APAT CNR IRSA 2100 Man 29 2003 | °C | 21 | |
| Nitrati (NO3) UNI EN 12457-2:2004 | mg/L | 9.7 | ±0.8 |
| Fluorides UNI EN 12457-2:2004 | mg/L | 0,47 | ±0.07 |
| Sulfates UNI EN 12457-2:2004 | mg/L | 690 | |
| Chlorides UNI EN 12457-2:2004 | mg/L | 20 | ±2 |
| Cyanides UNI EN 12457-2:2004 | g/L CN | ≤10 | |
| Barium UNI EN 12457-2:2004 + ISO 17294-2:2016 | mg/L | 0.054 | ±0.015 |
| Copper UNI EN 12457-2:2004 + ISO 17294-2:2016 | mg/L | <0.01 | |
| Zinc UNI EN 12457-2:2004 + ISO 17294-2:2016 | mg/L | <0.01 | |
| Beryllium UNI EN 12457-2:2004 + ISO 17294-2:2016 | g/L | <1 | |
| Cobalt UNI EN 12457-2:2004 + ISO 17294-2:2016 | g/L | <1 | |
| Nickel UNI EN 12457-2:2004 + ISO 17294-2:2016 | g/L | <2 | |
| Vanadium UNI EN 12457-2:2004 + ISO 17294-2:2016 | g/L | 37 | ±4 |
| Arsenic UNI EN 12457-2:2004 + ISO 17294-2:2016 | g/L | <1 | |
| Cadmium UNI EN 12457-2:2004 + ISO 17294-2:2016 | g/L | <0.5 | |
| Total chrome UNI EN 12457-2:2004 + ISO 17294-2:2016 | g/L | 40 | ±16 |
| Lead UNI EN 12457-2:2004 + ISO 17294-2:2016 | g/L | <2 | |
| Selenium UNI EN 12457-2:2004 + ISO 17294-2:2016 | g/L | 1.2 | |
| Mercurio UNI EN 12457-2:2004 + ISO 17294-2:2016 | g/L | <0.5 | ±4 |
| Asbetos UNI EN 12457-2:2004 + ISO 17294-2:2016 | mg/L | <1 | |
| COD (Chemical demand of oxygen) UNI EN 12457-2:2004 + APAT CNR IRSA 5130 Man 29 2003 | mg O2/L | 21 | ±9 |
| pH UNI EN 12457-2:2004 + APAT CNR IRSA 2060 Man 29 2003 | U.ph | 9.45 | ±0.2 |
| Mineral | Quartz | Calcite | Gypsum | Chamosite | Muscovite | Albite |
|---|---|---|---|---|---|---|
| Value | 0.142 | 0.602 | 0.051 | 0.0029 | 0.1 | 0.102 |
| Mixes | NS % | RS % |
|---|---|---|
| Set 1 | 100% | 0% |
| Set 2 | 75% | 25% |
| Set 3 | 50% | 50% |
| Set 4 | 0% | 100% |
| Mix | Class | Cement | Hydraulic Lime | Sand | Recycled Sand | Water |
|---|---|---|---|---|---|---|
| Set 1 | M2.5 | - | 1 | 3 | - | 1 |
| M8 | 1 | 0.5 | 4 | - | 1 | |
| M12 | 1 | - | 3 | - | 1 | |
| Set 2 | M2.5 | - | 1 | 2.25 | 0.75 | 1 |
| M8 | 1 | 0.5 | 3.25 | 0.75 | 1 | |
| M12 | 1 | - | 2.25 | 0.75 | 1 | |
| Set 3 | M2.5 | - | 1 | 1.5 | 1.5 | 1 |
| M8 | 1 | 0.5 | 2 | 2 | 1 | |
| M12 | 1 | - | 1.5 | 1.5 | 1 | |
| Set 4 | M2.5 | - | 1 | - | 3 | 1 |
| M8 | 1 | 0.5 | - | 4 | 1 | |
| M12 | 1 | - | - | 3 | 1 |
| Class | Set | Slump in mm | Category |
|---|---|---|---|
| M2.5 | Set 1 | >220 | S5 |
| Set 2 | >220 | S5 | |
| Set 3 | 210 | S4 | |
| Set 4 | 50 | S2 | |
| M8 | Set 1 | 190 | S4 |
| Set 2 | 100 | S3 | |
| Set 3 | 32 | S1 | |
| Set 4 | 22 | S1 | |
| M12 | Set 1 | >220 | S5 |
| Set 2 | >220 | S5 | |
| Set 3 | 210 | S4 | |
| Set 4 | 40 | S1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soldati, L.; Bacciocchi, M.; Tarantino, A.M. Mechanical Characterization of Sustainable Mortars with Recycled Aggregates from Construction and Demolition Wastes: An Experimental Investigation. Materials 2024, 17, 5409. https://doi.org/10.3390/ma17225409
Soldati L, Bacciocchi M, Tarantino AM. Mechanical Characterization of Sustainable Mortars with Recycled Aggregates from Construction and Demolition Wastes: An Experimental Investigation. Materials. 2024; 17(22):5409. https://doi.org/10.3390/ma17225409
Chicago/Turabian StyleSoldati, Luca, Michele Bacciocchi, and Angelo Marcello Tarantino. 2024. "Mechanical Characterization of Sustainable Mortars with Recycled Aggregates from Construction and Demolition Wastes: An Experimental Investigation" Materials 17, no. 22: 5409. https://doi.org/10.3390/ma17225409
APA StyleSoldati, L., Bacciocchi, M., & Tarantino, A. M. (2024). Mechanical Characterization of Sustainable Mortars with Recycled Aggregates from Construction and Demolition Wastes: An Experimental Investigation. Materials, 17(22), 5409. https://doi.org/10.3390/ma17225409