
Evaluation of True Bonding Strength for Adhesive Bonded Carbon Fiber-Reinforced Plastics


Abstract
1. Introduction
2. Methods
2.1. Determination of Interfacial Strength between Adhesive and Adherend
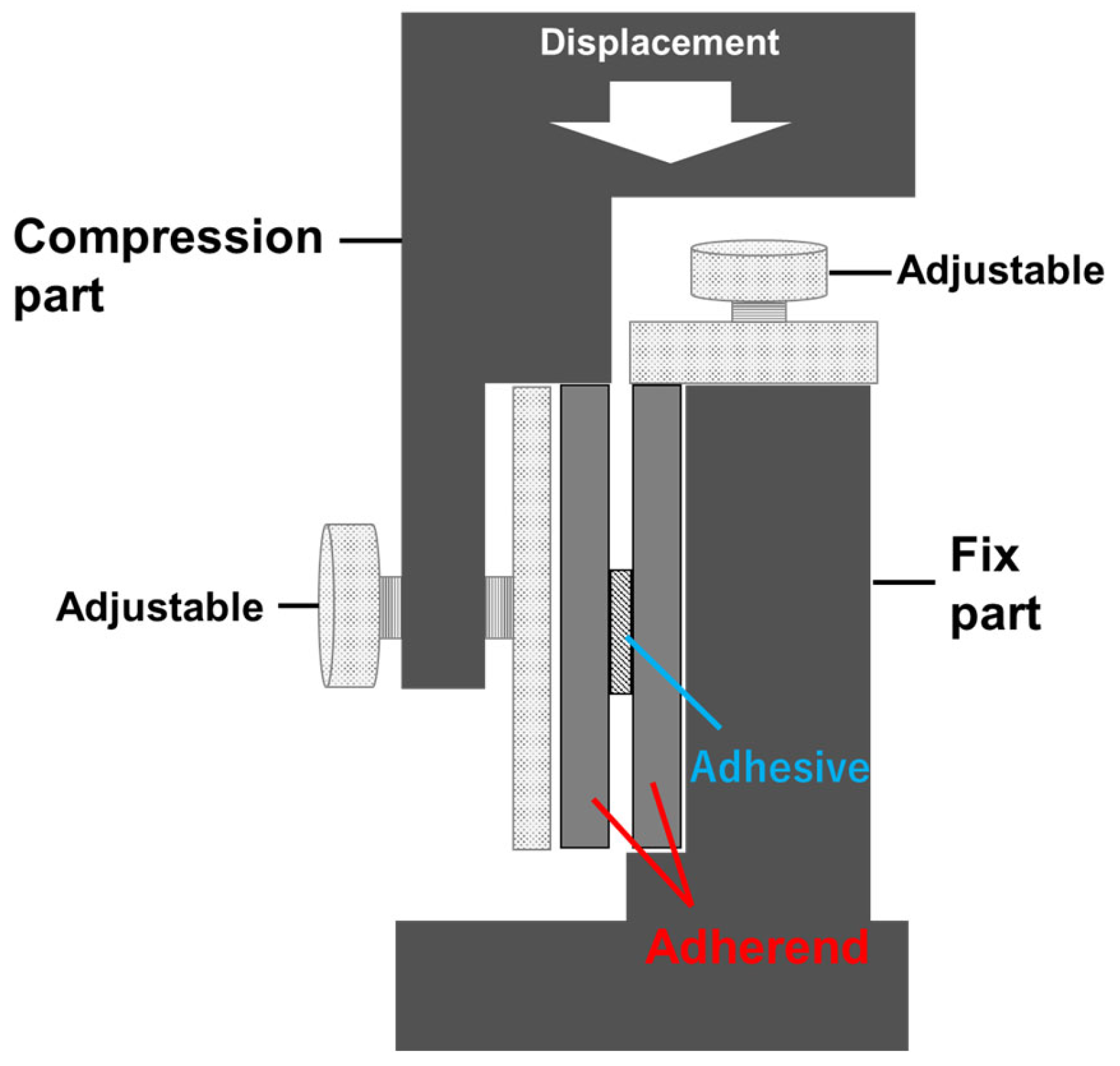
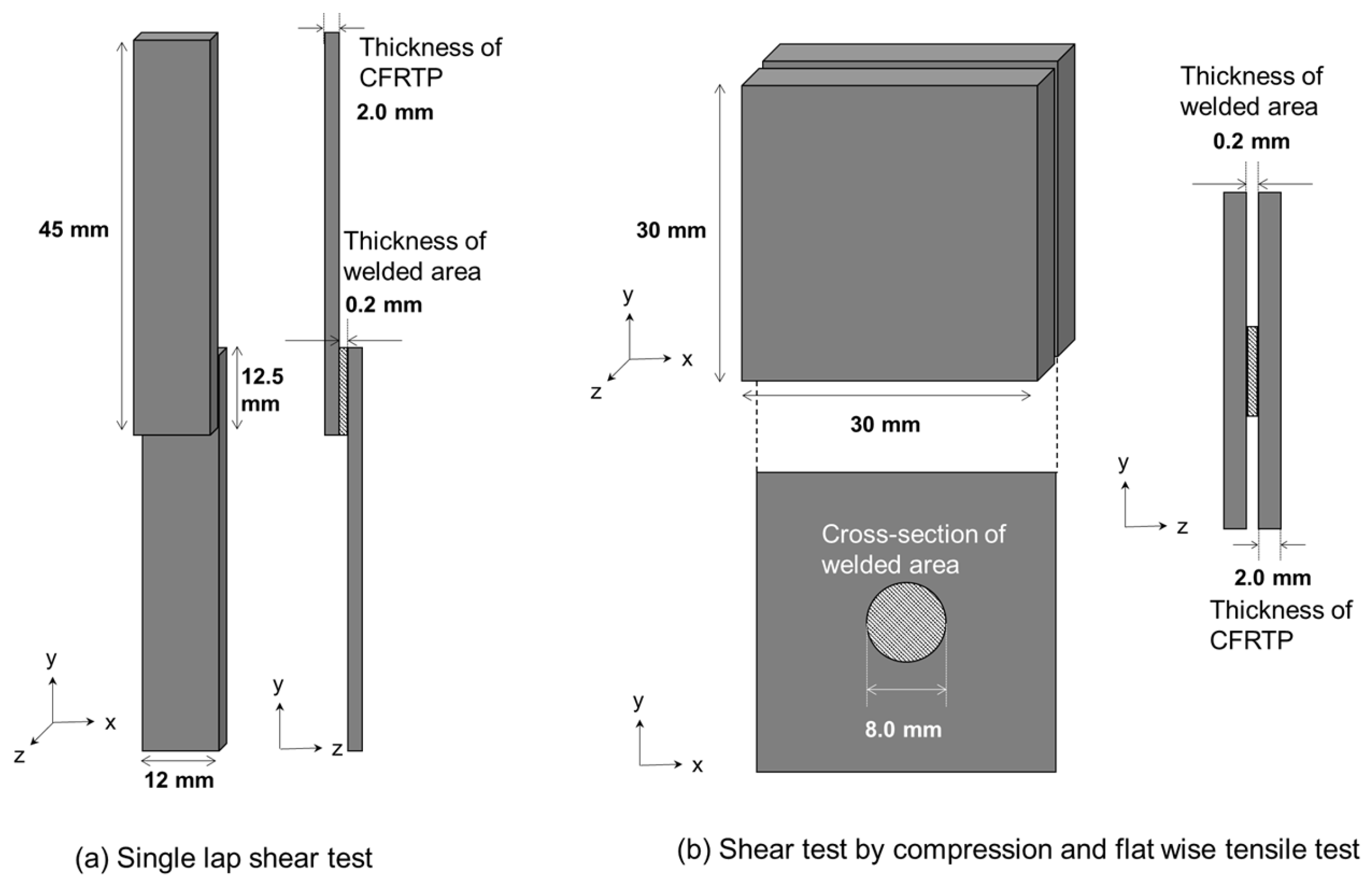
2.1.1. Specimen Welding and Shear Test by Compression
2.1.2. Numerical Analysis to Fit Cohesive Properties to Experimental Results
2.2. Numerical Analysis to Derive True and Apparent Bond Strength
2.2.1. Comparison of Underestimation of Apparent Strength in Three Different Bond Strength Tests
2.2.2. Effect of Adhesive Thickness on Stress State at Adhesive Interface in Three Different Bond Strength Tests
3. Results and Discussion
3.1. Determination of Interfacial Strength between Adhesive and Adherend
3.2. Numerical Analysis to Derive True and Apparent Bond Strength
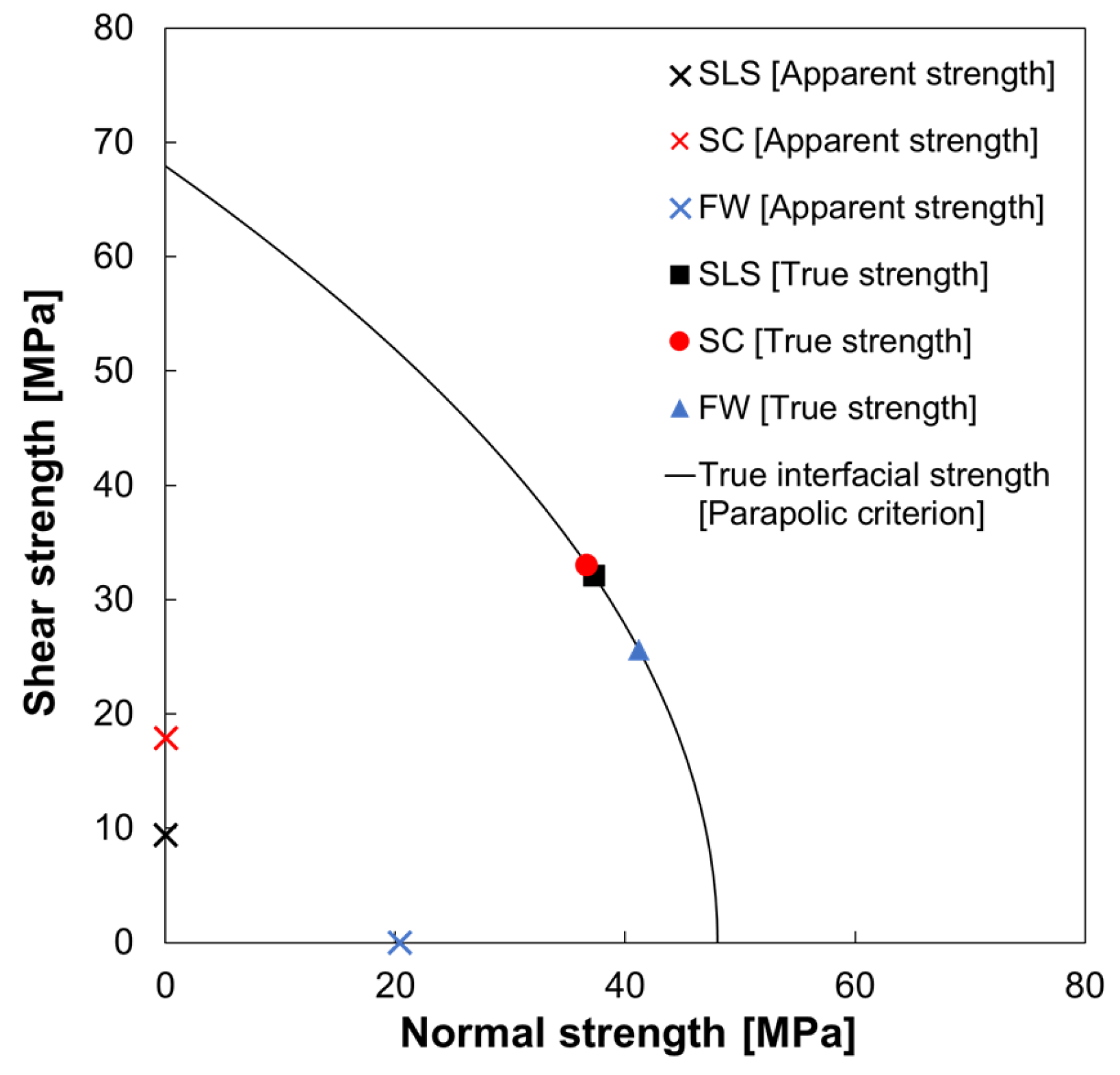
3.2.1. Comparison of Underestimation of Apparent Strength in Three Different Bond Strength Tests
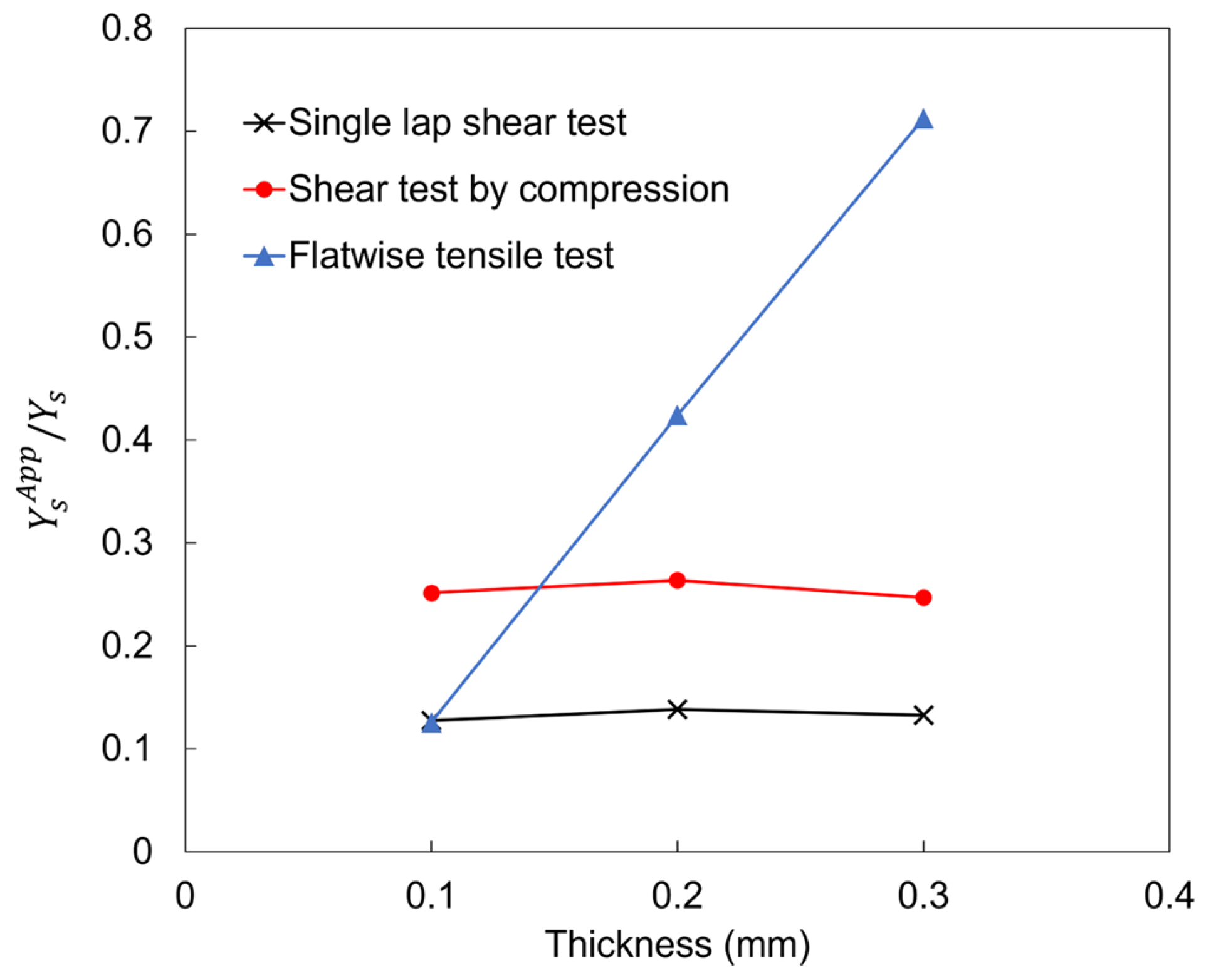
3.2.2. Effect of Adhesive Thickness on Stress State at Adhesive Interface in Three Different Bond Strength Tests
4. Conclusions
- SLS underestimates the apparent strength to less than 14% of the true strength.
- FW provides an apparent strength of approximately 42% of the true adhesive strength and has a lower degree of underestimation than the other two shear tests; however, care should be taken because the accuracy of the apparent strength evaluation depends on the adhesive thickness and can vary significantly.
- A new test method, the shear test using compression (SC), is developed and proves comparable to SLS in terms of adhesive thickness dependence. Although the apparent strength is still underestimated, it is improved to approximately 26% of the true interfacial strength, allowing the test to be performed on smaller specimens.
- The SC we proposed has the advantages of being able to conduct experiments with small specimens, which makes it easy to apply shear stress to the interface, and of being able to conduct experiments at low cost. However, the amount of data is limited because the fixture is currently in the development stage, and a combination of numerical analyses is still necessary.
- This paper clarifies the inadequacy of conventional methods for evaluating interface strength in bond strength tests and provides a method for obtaining true interface strength and guidelines for predicting true interface strength from experimental results. This enables accurate numerical simulation of interfacial strength and reliable structural design.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hashish, M.; Kent, W. Trimming of CFRP aircraft components. In Proceedings of the 2013 WJTA-IMCA Conference and Expo, Houston, TX, USA, 9–11 September 2013. [Google Scholar]
- Soutis, C. Fibre reinforced composites in aircraft construction. Prog. Aerosp. Sci. 2005, 41, 143–151. [Google Scholar] [CrossRef]
- Sakuma, K.; Yokoo, Y.; Seto, M. Study on Drilling of Reinforced Plastics (GFRP and CFRP): Relation between Tool Material and Wear Behavior. Bull. JSME 1984, 27, 1237–1244. [Google Scholar] [CrossRef]
- Darwish, S.M.H.; Ghanya, A. Critical assessment of weld-bonded technologies. J. Mater. Process. Technol. 2000, 105, 221–229. [Google Scholar] [CrossRef]
- Higgins, A. Adhesive bonding of aircraft structures. Int. J. Adhes. Adhes. 2000, 20, 367–376. [Google Scholar] [CrossRef]
- Mizukami, K.; Mizutani, Y.; Todoroki, A.; Suzuki, Y. Detection of delamination in thermoplastic CFRP welded zones using induction heating assisted eddy current testing. NDT E Int. 2015, 74, 106–111. [Google Scholar] [CrossRef]
- Kupski, J.; de Freitas, S.T. Design of adhesively bonded lap joints with laminated CFRP adherends: Review, challenges and new opportunities for aerospace structures. Compos. Struct. 2021, 268, 113923. [Google Scholar] [CrossRef]
- Saeed, K.; McIlhagger, A.; Harkin-Jones, E.; McGarrigle, C.; Dixon, D.; Shar, M.A.; McMillan, A.; Archer, E. Elastic Modulus and Flatwise (through-Thickness) Tensile Strength of Continuous Carbon Fibre Reinforced 3D Printed Polymer Composites. Materials 2022, 15, 1002. [Google Scholar] [CrossRef]
- Da Silva, L.F.; Rodrigues, T.N.S.S.; Figueiredo, M.A.V.; de Moura, M.F.S.F.; Chousal, J.A.G. Effect of adhesive type and thickness on the lap shear strength. J. Adhes. 2006, 82, 1091–1115. [Google Scholar] [CrossRef]
- Da Silva, L.F.; Carbas, R.; Critchlow, G.; Figueiredo, M.; Brown, K. Effect of material, geometry, surface treatment and environment on the shear strength of single lap joints. Int. J. Adhes. Adhes. 2009, 29, 621–632. [Google Scholar] [CrossRef]
- Cognard, J.-Y.; Créac’Hcadec, R.; Maurice, J. Numerical analysis of the stress distribution in single-lap shear tests under elastic assumption—Application to the optimisation of the mechanical behaviour. Int. J. Adhes. Adhes. 2011, 31, 715–724. [Google Scholar] [CrossRef]
- Naito, K.; Onta, M.; Kogo, Y. The effect of adhesive thickness on tensile and shear strength of polyimide adhesive. Int. J. Adhes. Adhes. 2012, 36, 77–85. [Google Scholar] [CrossRef]
- Li, G.; Lee-Sullivan, P.; Thring, R.W. Nonlinear finite element analysis of stress and strain distributions across the adhesive thickness in composite single-lap joints. Compos. Struct. 1999, 46, 395–403. [Google Scholar] [CrossRef]
- Lee, H.K.; Pyo, S.H.; Kim, B.R. On joint strengths, peel stresses and failure modes in adhesively bonded double-strap and supported single-lap GFRP joints. Compos. Struct. 2009, 87, 44–54. [Google Scholar] [CrossRef]
- Zhao, X.; Adams, R.; da Silva, L.F. A new method for the determination of bending moments in single lap joints. Int. J. Adhes. Adhes. 2010, 30, 63–71. [Google Scholar] [CrossRef]
- Yuuki, R.; Liu, J.-Q.; Xu, J.-O.; Ohira, T.; Ono, T. Evaluation of the fatigue strength of adhesive joints based on interfacial fracture mechanics. Jpn. Soc. Mater. Sci. J. 1992, 41, 1299–1304. [Google Scholar] [CrossRef]
- Ryoji, Y.; Liu, J.-Q.; Xu, J.-Q.; Toshiaki, O.; Tomoyoshi, O. Mixed mode fracture criteria for an interface crack. Eng. Fract. Mech. 1994, 47, 367–377. [Google Scholar] [CrossRef]
- Reis, P.N.; Ferreira, J.; Antunes, F. Effect of adherend’s rigidity on the shear strength of single lap adhesive joints. Int. J. Adhes. Adhes. 2011, 31, 193–201. [Google Scholar] [CrossRef]
- Quaresimin, M.; Ricotta, M. Stress intensity factors and strain energy release rates in single lap bonded joints in composite materials. Compos. Sci. Technol. 2006, 66, 647–656. [Google Scholar] [CrossRef]
- Lee, M.; Yeo, E.; Blacklock, M.; Janardhana, M.; Feih, S.; Wang, C.H. Predicting the strength of adhesively bonded joints of variable thickness using a cohesive element approach. Int. J. Adhes. Adhes. 2015, 58, 44–52. [Google Scholar] [CrossRef]
- Campilho, R.D.; Banea; Pinto, A.; da Silva, L.; de Jesus, A. Strength prediction of single-and double-lap joints by standard and extended finite element modelling. Int. J. Adhes. Adhes. 2011, 31, 363–372. [Google Scholar] [CrossRef]
- Da Silva, L.F.; Öchsner, A.; Adams, R.D. Handbook of Adhesion Technology; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Aydin, M.; Özel, A.; Temiz, Ş. The effect of adherend thickness on the failure of adhesively-bonded single-lap joints. J. Adhes. Sci. Technol. 2005, 19, 705–718. [Google Scholar] [CrossRef]
- Li, Y.; Deng, H.; Takamura, M.; Koyanagi, J. Durability Analysis of CFRP Adhesive Joints: A Study Based on Entropy Damage Modeling Using FEM. Materials 2023, 16, 6821. [Google Scholar] [CrossRef]
- Fujimoto, M.; Aoyama, S. Stress Distribution of Single Spot Welded Lap Joint under Tension-Shear Load. J. Soc. Mater. Sci. Jpn. 1973, 22, 572–578. [Google Scholar] [CrossRef]
- Akhavan-Safar, A.; Ayatollahi, M.; da Silva, L.F.M. Strength prediction of adhesively bonded single lap joints with different bondline thicknesses: A critical longitudinal strain approach. Int. J. Solids Struct. 2017, 109, 189–198. [Google Scholar] [CrossRef]
- Magalhães, A.G.; de Moura, M.F.S.F.; Gonçalves, J.M. Evaluation of stress concentration effects in single-lap bonded joints of laminate composite materials. Int. J. Adhes. Adhes. 2005, 25, 313–319. [Google Scholar] [CrossRef]
- Hoang-Ngoc, C.-T.; Paroissien, E. Simulation of single-lap bonded and hybrid (bolted/bonded) joints with flexible adhesive. Int. J. Adhes. Adhes. 2010, 30, 117–129. [Google Scholar] [CrossRef]
- Sato, M.; Koyanagi, J.; Lu, X.; Kubota, Y.; Ishida, Y.; Tay, T. Temperature dependence of interfacial strength of carbon-fiber-reinforced temperature-resistant polymer composites. Compos. Struct. 2018, 202, 283–289. [Google Scholar] [CrossRef]
- DeVries, K.L.; Williams, M.L.; Chang, M.D. Adhesive fracture of a lap shear joint. Exp. Mech. 1974, 14, 89–97. [Google Scholar] [CrossRef]
- Villegas, I.F.; Rans, C. The dangers of single-lap shear testing in understanding polymer composite welded joints. Philos. Trans. R. Soc. A 2021, 379, 20200296. [Google Scholar] [CrossRef]
- Redmann, A.; Damodaran, V.; Tischer, F.; Prabhakar, P.; Osswald, T.A. Evaluation of single-lap and block shear test methods in adhesively bonded composite joints. J. Compos. Sci. 2021, 5, 27. [Google Scholar] [CrossRef]
- Takamura, M.; Uehara, K.; Koyanagi, J.; Takeda, S. Multi-Timescale simulations of temperature elevation for ultrasonic welding of CFRP with energy director. J. Multiscale Model. 2021, 12, 2143003. [Google Scholar] [CrossRef]
- Raza, S.F.; Khan, S.A.; Mughal, M. Optimizing the weld factors affecting ultrasonic welding of thermoplastics. Int. J. Adv. Manuf. Technol. 2019, 103, 2053–2067. [Google Scholar] [CrossRef]
- Rani, R.; Suresh, K.; Prakasan, K.; Rudramoorthy, R. A statistical study of parameters in ultrasonic welding of plastics. Exp. Tech. 2007, 31, 53–58. [Google Scholar] [CrossRef]
- Khan, U.; Khan, N.Z.; Gulati, J. Ultrasonic welding of bi-metals: Optimizing process parameters for maximum tensile-shear strength and plasticity of welds. Procedia Eng. 2017, 173, 1447–1454. [Google Scholar] [CrossRef]
- Harras, B.; Cole, K.C.; Vu-Khanh, T. Optimization of the ultrasonic welding of PEEK-carbon composites. J. Reinf. Plast. Compos. 1996, 15, 174–182. [Google Scholar] [CrossRef]
- Rashli, R.; Bakar, E.A.; Kamaruddin, S. Determination of ultrasonic welding optimal parameters for thermoplastic material of manufacturing products. Sci. Eng. 2013, 64, 19–24. [Google Scholar] [CrossRef]
- Ogihara, S.; Koyanagi, J. Investigation of combined stress state failure criterion for glass fiber/epoxy interface by the cruciform specimen method. Compos. Sci. Technol. 2010, 70, 143–150. [Google Scholar] [CrossRef]
- Koyanagi, J.; Ogihara, S.; Nakatani, H.; Okabe, T.; Yoneyama, S. Mechanical properties of fiber/matrix interface in polymer matrix composites. Adv. Compos. Mater. 2014, 23, 551–570. [Google Scholar] [CrossRef]
- Morimoto, T.; Sugimoto, S.; Katoh, H.; Hara, E.; Yasuoka, T.; Iwahori, Y.; Ogasawara, T.; Ito, S. JAXA Advanced Composites Database. In JAXA Research and Development Memorandum; JAXA-RM-14-004; JAXA: Tokyo, Japan, 2015. (In Japanese) [Google Scholar]
- ISO 4587:2003; Adhesives—Determination of Tensile Lap-Shear Strength of Rigid-to-Rigid Bonded Assemblies. International Organization for Standardization: Geneva, Switzerland, 2003.
- Tong, L. Bond strength for adhesive-bonded single-lap joints. Acta Mech. 1996, 117, 101–113. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CF/PEEK [41] | Young modulus (MPa) | Poisson’s ratio | |||||||
| E1 | E2 | E3 | G12 | G13 | G23 | Nu12 | Nu13 | Nu23 | |
| 56,800 | 56,800 | 8210 | 43,600 | 3000 | 3000 | 0.25 | 0.35 | 0.35 | |
| PEEK | Young modulus (MPa) | Poisson’s ratio | |||||||
| 3000 | 0.37 | ||||||||
| Cohesive | Interfacial strength (MPa) | ||||||||
| 48.0126 | 67.9 | ||||||||
| Types of Bond Strength Tests | Thickness of Adhesive [mm] | tn [MPa] | ts [MPa] | YnApp [MPa] | YsApp [MPa] |
|---|---|---|---|---|---|
| SLS | 0.1 | 36.05 | 33.90 | 6.12 | 8.65 |
| 0.2 | 37.28 | 32.11 | 6.64 | 9.39 | |
| 0.3 | 38.55 | 30.14 | 6.37 | 9.01 | |
| CS | 0.1 | 35.25 | 35.01 | 12.08 | 17.08 |
| 0.2 | 36.69 | 32.98 | 12.66 | 17.90 | |
| 0.3 | 38.48 | 30.25 | 11.85 | 16.76 | |
| FW | 0.1 | 44.23 | 19.06 | 6.02 | 8.52 |
| 0.2 | 41.18 | 25.62 | 20.36 | 28.80 | |
| 0.3 | 40.20 | 27.39 | 34.22 | 48.39 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Takamura, M.; Isozaki, M.; Takeda, S.; Oya, Y.; Koyanagi, J. Evaluation of True Bonding Strength for Adhesive Bonded Carbon Fiber-Reinforced Plastics. Materials 2024, 17, 394. https://doi.org/10.3390/ma17020394
Takamura M, Isozaki M, Takeda S, Oya Y, Koyanagi J. Evaluation of True Bonding Strength for Adhesive Bonded Carbon Fiber-Reinforced Plastics. Materials. 2024; 17(2):394. https://doi.org/10.3390/ma17020394
Chicago/Turabian StyleTakamura, Maruri, Minori Isozaki, Shinichi Takeda, Yutaka Oya, and Jun Koyanagi. 2024. "Evaluation of True Bonding Strength for Adhesive Bonded Carbon Fiber-Reinforced Plastics" Materials 17, no. 2: 394. https://doi.org/10.3390/ma17020394
APA StyleTakamura, M., Isozaki, M., Takeda, S., Oya, Y., & Koyanagi, J. (2024). Evaluation of True Bonding Strength for Adhesive Bonded Carbon Fiber-Reinforced Plastics. Materials, 17(2), 394. https://doi.org/10.3390/ma17020394