
Influence of Ambient Relative Humidity on the Shrinkage Strain of Engineered Geopolymer Composites Based on Orthogonal Experimental Design


Abstract
1. Introduction
2. Experimental Program
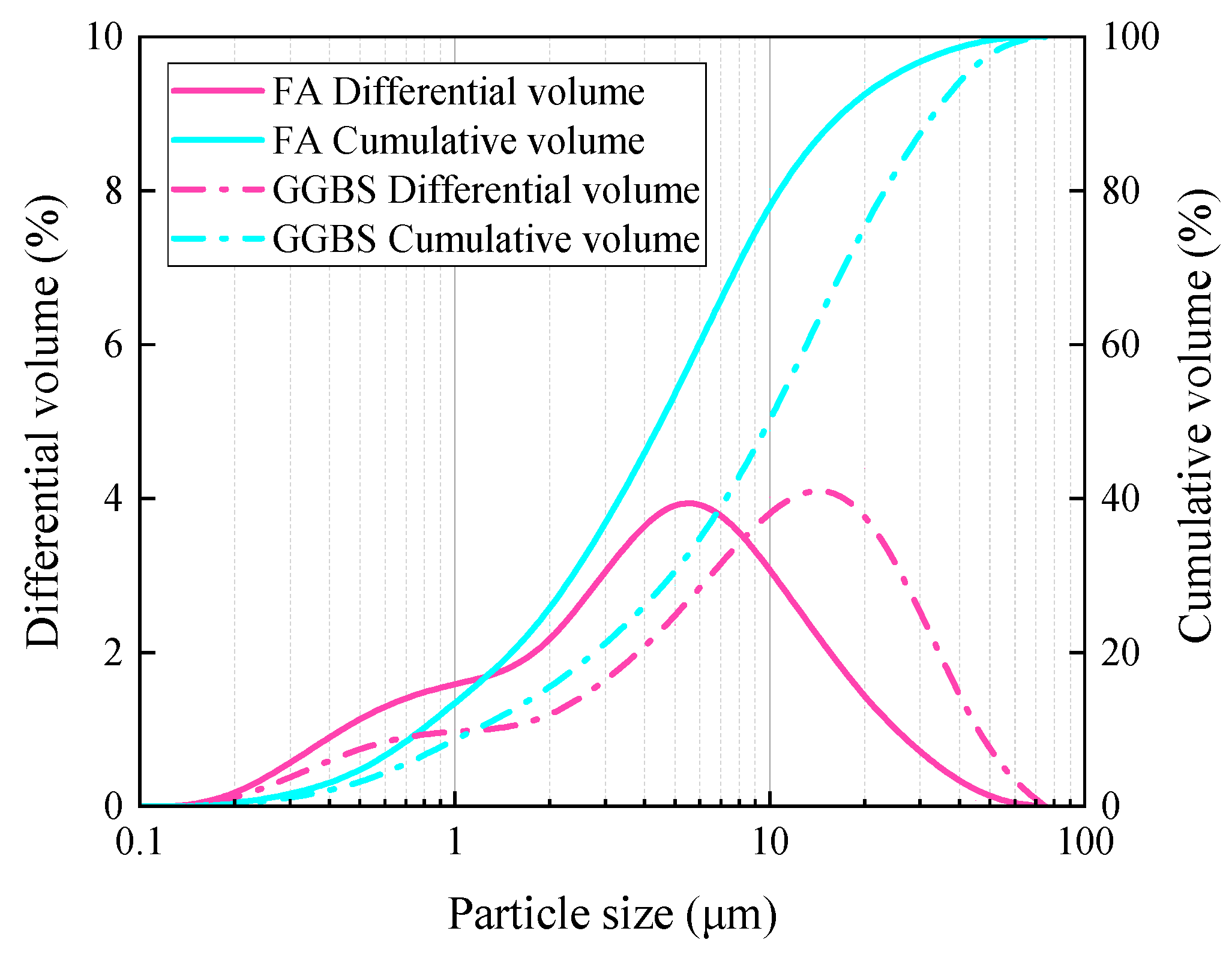
2.1. Raw Materials
2.2. Design of Test Mix Proportion
2.3. Specimen Preparation and Curing
2.4. Drying Shrinkage Strain Test
3. Results and Discussion
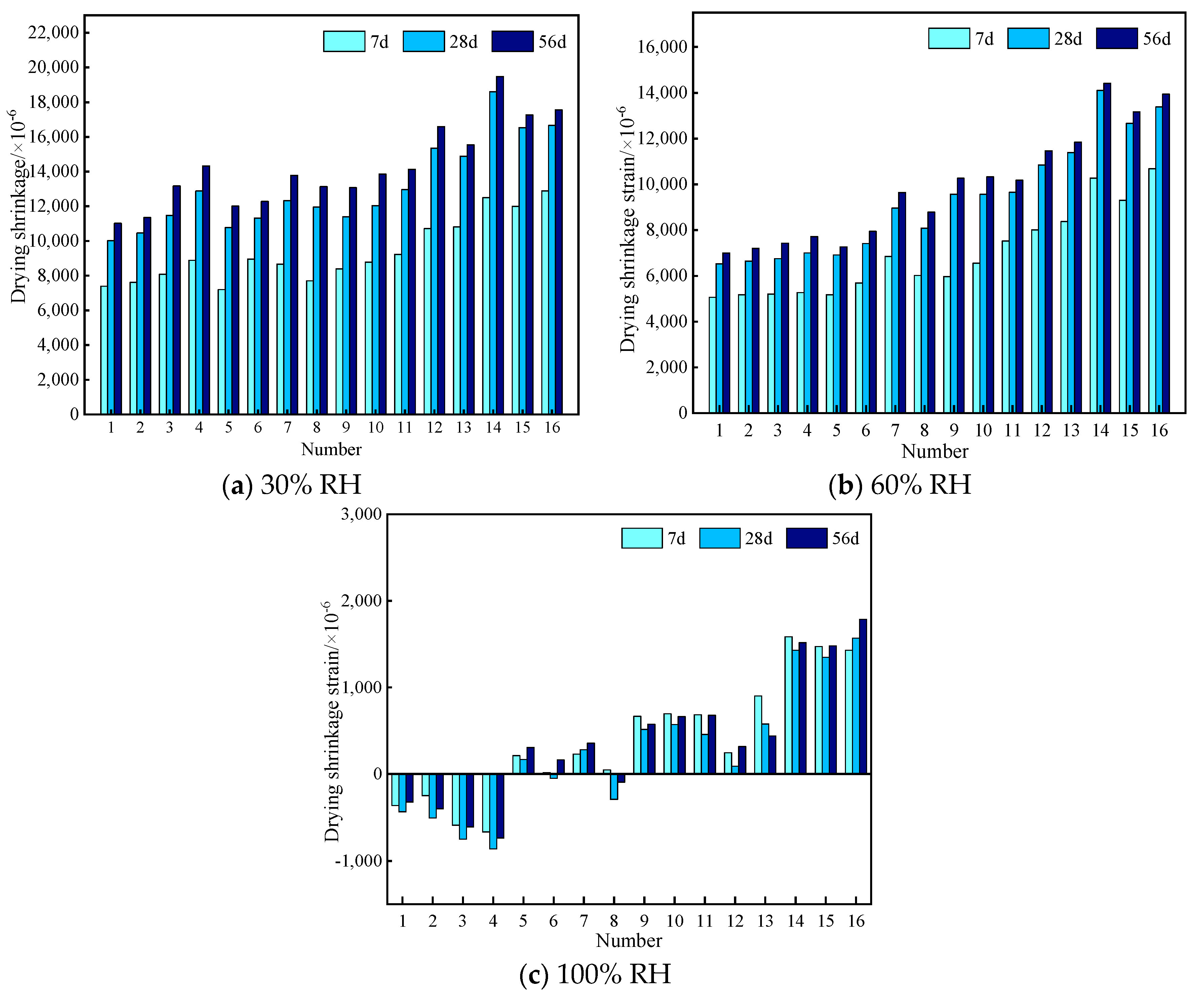
3.1. Drying Shrinkage Strain
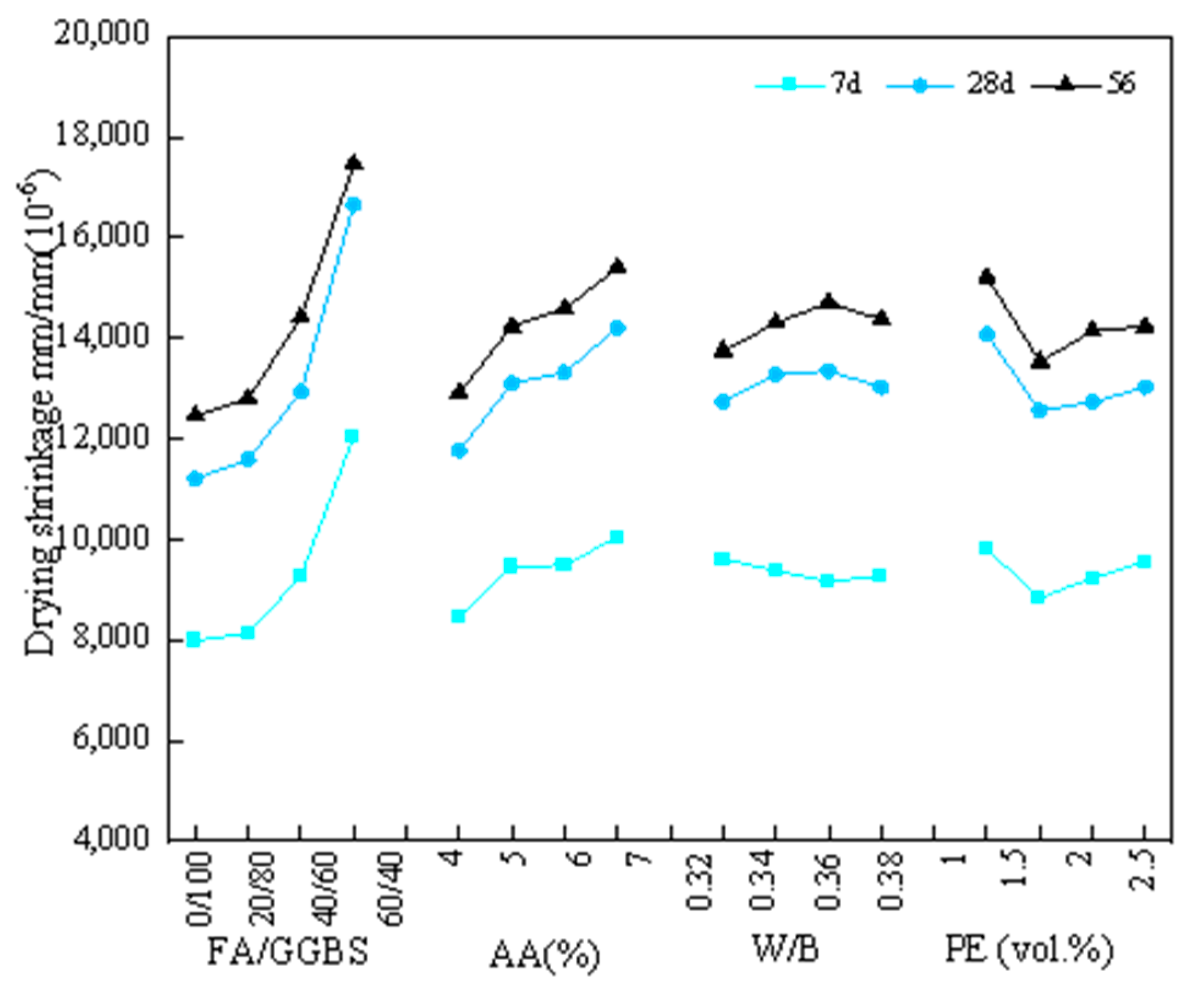
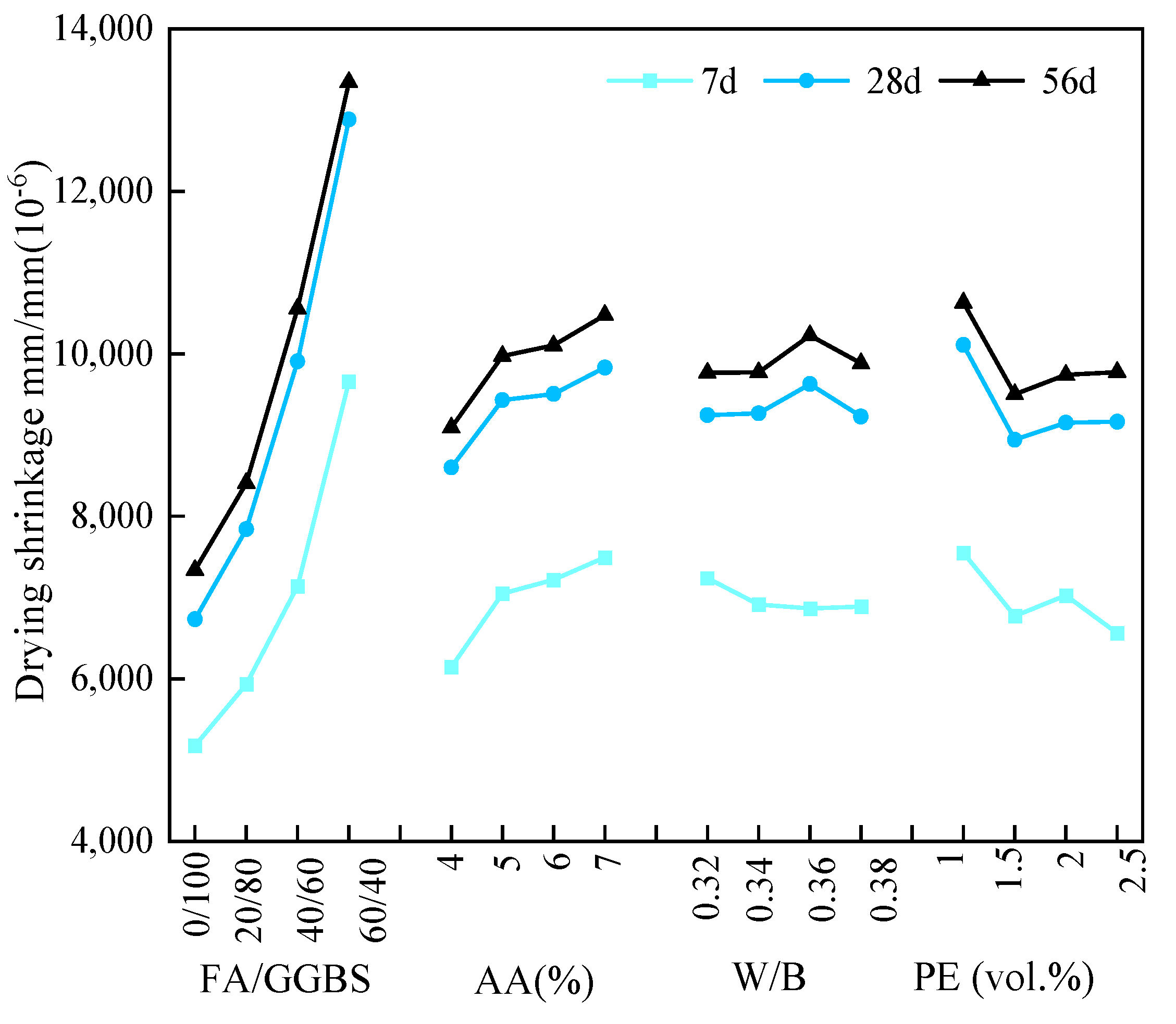
3.2. Analysis of Key Factors and Optimal Proportion for Drying Shrinkage
- (1)
- 30% relative humidity
- (2)
- 60% relative humidity
- (3)
- 100% relative humidity
3.3. Effect of Ambient Curing Humidity on Shrinkage Strain
3.4. Relationship between Shrinkage Strain and Curing Age
4. Conclusions
- (1)
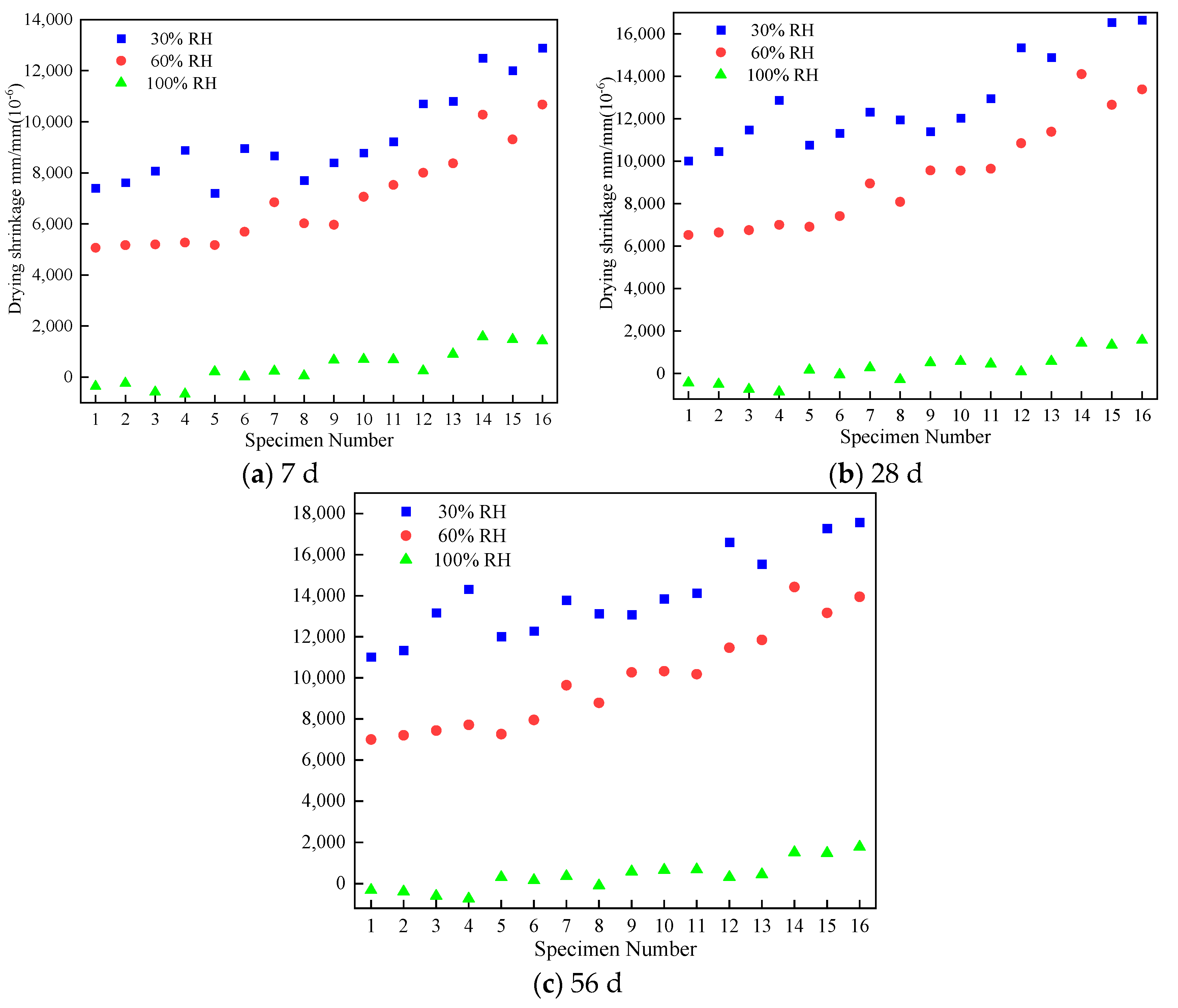
- The drying shrinkage strain was decreased with the increase in ambient relative humidity. For specimens under 30% and 60% RH, the shrinkage strain developed rapidly at 7 d, with more than 55% of 56 d shrinkage strain.
- (2)
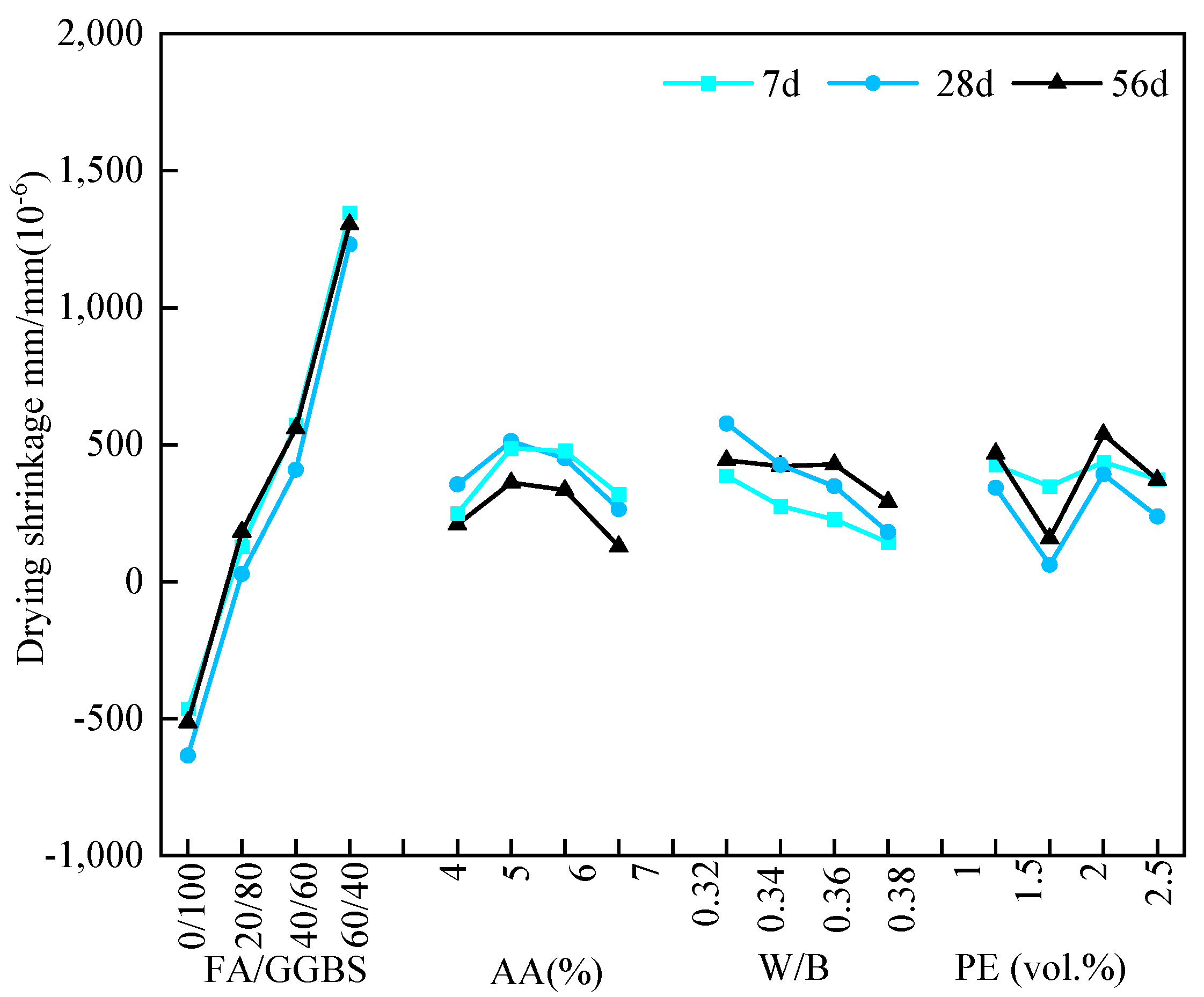
- According to the range analysis, for specimens under 30% and 60% RH, the key factors affecting the drying shrinkage strain of EGC specimens under 30% and 60% RH were the FA/GGBS ratio and the alkali content. The optimal mix ratio was A1B1CxD2, with the FA/GGBS ratio, alkali content, and fiber volume fraction being 0/100, 4%, and 1.5%, respectively.
- (3)
- For specimens under 30% and 60% RH, the decrease in slag content and increase in alkali content both resulted in greater drying shrinkage. The addition of fibers effectively reduced the shrinkage strain, while a minor impact on shrinkage was observed for the W/B ratio.
- (4)
- Compared with the shrinkage strain under 30% RH, the reduction percentages of shrinkage strain under 60% and 100%RH were up to 46.1% and 107.5%, respectively.
- (5)
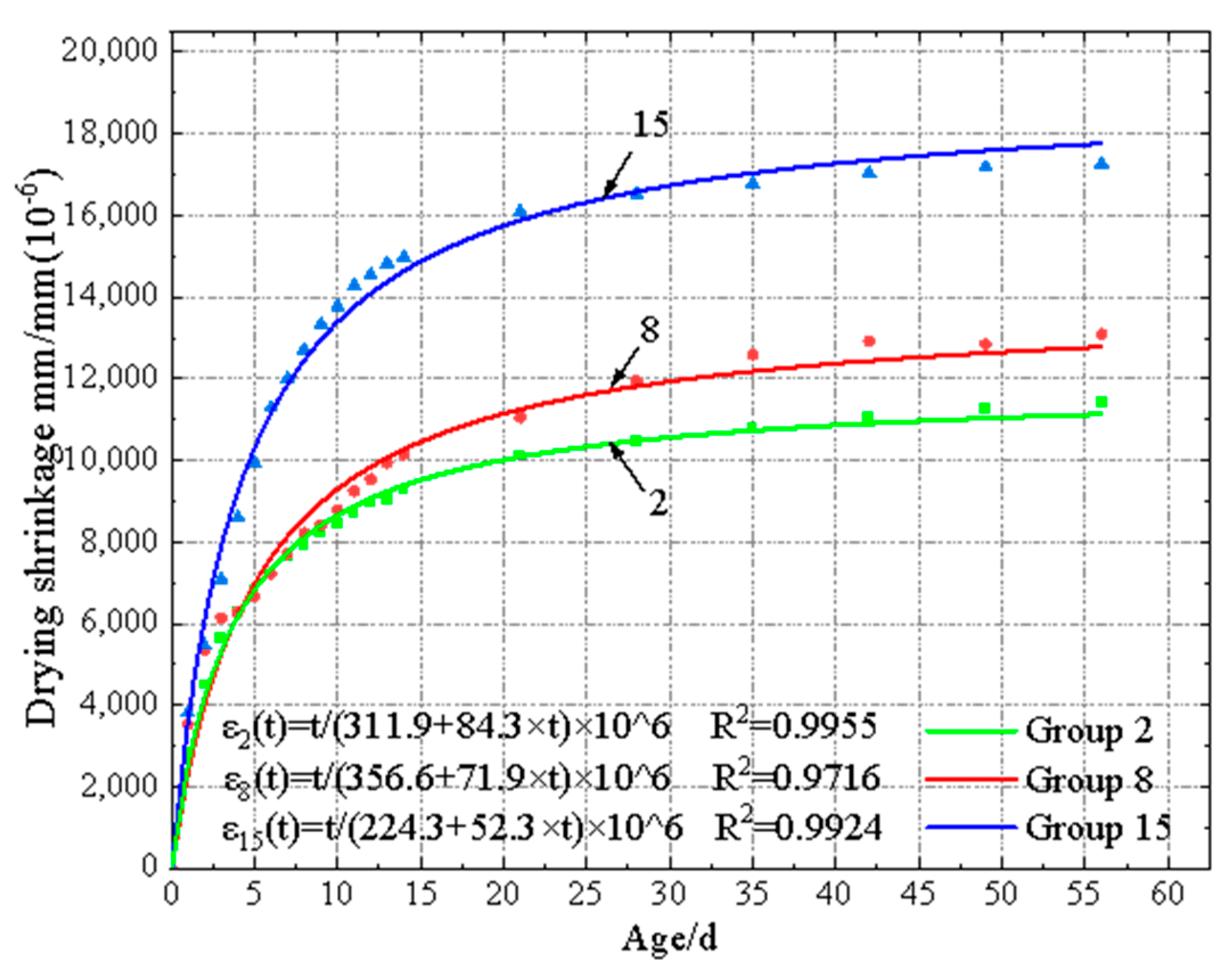
- A relationship between shrinkage strain and curing age under 30% and 60% RH was established with a fitting degree from 0.9492 to 0.9987. No clear relationship was observed under 100% RH due to the appearance of expansive and shrinkage behavior.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, S.; Xue, Q.; Zhu, Y.; Li, G.; Wu, Z.; Zhao, K. Experimental study on material ratio and strength performance of geopolymer-improved soil. Constr. Build. Mater. 2021, 267, 120469. [Google Scholar] [CrossRef]
- Türkmen, İ.; Karakoç, M.B.; Kantarcı, F.; Maraş, M.M.; Demirboğa, R. Fire resistance of geopolymer concrete produced from Elazığ ferrochrome slag. Fire Mater. 2016, 40, 836–847. [Google Scholar] [CrossRef]
- Bakharev, T.; Sanjayan, J.; Cheng, Y.-B. Resistance of alkali-activated slag concrete to acid attack. Cem. Concr. Res. 2003, 33, 1607–1611. [Google Scholar] [CrossRef]
- Kan, L.; Gan, Y.; Dai, W.; Lv, L.; Dai, L.; Zhai, J.; Wang, F. Curing-dependent behaviors of sustainable alkali-activated fiber reinforced composite: Temperature and humidity effects. J. Build. Eng. 2024, 96, 110392. [Google Scholar] [CrossRef]
- MValente, M.; Sambucci, M.; Sibai, A.; Iannone, A. Novel cement-based sandwich composites engineered with ground waste tire rubber: Design, production, and preliminary results. Mater. Today Sustain. 2022, 20, 100247. [Google Scholar]
- Yang, T.; Zhu, H.; Zhang, Z. Influence of fly ash on the pore structure and shrinkage characteristics of metakaolin-based geopolymer pastes and mortars. Constr. Build. Mater. 2017, 153, 284–293. [Google Scholar] [CrossRef]
- Chi, M. Effects of dosage of alkali-activated solution and curing conditions on the properties and durability of alkali-activated slag concrete. Constr. Build. Mater. 2012, 35, 240–245. [Google Scholar] [CrossRef]
- Amran, M.; Debbarma, S.; Ozbakkaloglu, T. Fly ash-based eco-friendly geopolymer concrete: A critical review of the long-term durability properties. Constr. Build. Mater. 2021, 270, 121857. [Google Scholar] [CrossRef]
- Hojati, M.; Radlińska, A. Shrinkage and strength development of alkali-activated fly ash-slag binary cements. Constr. Build. Mater. 2017, 150, 808–816. [Google Scholar] [CrossRef]
- Lee, N.K.; Jang, J.G.; Lee, H.K. Shrinkage characteristics of alkali-activated fly ash/slag paste and mortar at early ages. Cem. Concr. Compos. 2014, 53, 239–248. [Google Scholar] [CrossRef]
- Chi, M.; Huang, R. Binding mechanism and properties of alkali-activated fly ash/slag mortars. Constr. Build. Mater. 2013, 40, 291–298. [Google Scholar] [CrossRef]
- Gao, X.; Yu, Q.L.; Brouwers, H.J.H. Assessing the porosity and shrinkage of alkali activated slag-fly ash composites designed applying a packing model. Constr. Build. Mater. 2016, 119, 175–184. [Google Scholar] [CrossRef]
- Hardjito, D.; Wallah, S.E.; Sumajouw, D.M.; Rangan, B.V. On the Development of Fly Ash-Based Geopolymer Concrete. Mater. J. 2004, 101, 467–472. [Google Scholar]
- Yao, X.; Yang, T.; Zhang, Z. Compressive strength development and shrinkage of alkali-activated fly ash–slag blends associated with efflorescence. Mater. Struct. 2016, 49, 2907–2918. [Google Scholar] [CrossRef]
- Zhu, X.; Tang, D.; Yang, K.; Zhang, Z.; Li, Q.; Pan, Q.; Yang, C. Effect of Ca(OH)2 on shrinkage characteristics and microstructures of alkali-activated slag concrete. Constr. Build. Mater. 2018, 175, 467–482. [Google Scholar] [CrossRef]
- Un, C.H.; Sanjayan, J.G.; Nicolas, R.S.; Van Deventer, J.S.J. Predictions of long-term deflection of geopolymer concrete beams. Constr. Build. Mater. 2015, 94, 10–19. [Google Scholar] [CrossRef]
- Mastali, M.; Kinnunen, P.; Dalvand, A.; Firouz, R.M.; Illikainen, M. Drying shrinkage in alkali-activated binders—A critical review. Constr. Build. Mater. 2018, 190, 533–550. [Google Scholar] [CrossRef]
- Atiş, C.D.; Bilim, C.; Çelik, Ö.; Karahan, O. Effects of nano-TiO2 on strength, shrinkage and microstructure of alkali activated slag pastes. Constr. Build. Mater. 2009, 23, 548–555. [Google Scholar]
- Taghvayi, H.; Behfarnia, K.; Khalili, M. The Effect of Alkali Concentration and Sodium Silicate Modulus on the Properties of Alkali-Activated Slag Concrete. ACT 2018, 16, 293–305. [Google Scholar] [CrossRef]
- Liu, C.; Wu, H.; Li, Z.; Shi, H.; Ye, G. Effect of curing condition on mechanical properties and durability of alkali-activated slag mortar. Constr. Build. Mater. 2024, 439, 137376. [Google Scholar] [CrossRef]
- Hasnaoui, A.; Ghorbel, E.; Wardeh, G. Effect of Curing Conditions on the Performance of Geopolymer Concrete Based on Granulated Blast Furnace Slag and Metakaolin. J. Mater. Civ. Eng. 2021, 33, 04020501. [Google Scholar] [CrossRef]
- Baradaran, S.; Moghaddam, E.; Basirun, W.J.; Mehrali, M.; Sookhakian, M.; Hamdi, M.; Moghaddam, M.R.N.; Alias, Y. Mechanical properties and biomedical applications of a nanotube hydroxyapatite-reduced graphene oxide composite. Carbon 2014, 69, 32–45. [Google Scholar] [CrossRef]
- Vilaplana, J.L.; Baeza, F.J.; Galao, O.; Alcocel, E.G.; Zornoza, E.; Garcés, P. Mechanical properties of alkali activated blast furnace slag pastes reinforced with carbon fibers. Constr. Build. Mater. 2016, 116, 63–71. [Google Scholar] [CrossRef]
- Xu, Y.; Chen, H.; Wang, P. Effect of Polypropylene Fiber on Properties of Alkali-Activated Slag Mortar. Adv. Civ. Eng. 2020, 2020, 4752841. [Google Scholar] [CrossRef]
- Luévano-Hipólito, E.; Torres-Martínez, L.M.; Rodríguez-González, E. Recycling Waste Materials to Fabricate Solar-Driven Self-Cleaning Geopolymers. Waste Biomass Valor. 2024, 15, 2833–2843. [Google Scholar] [CrossRef]
- Karthik, S.; Mohan, K.S.R. A Taguchi Approach for Optimizing Design Mixture of Geopolymer Concrete Incorporating Fly Ash, Ground Granulated Blast Furnace Slag and Silica Fume. Crystals 2021, 11, 1279. [Google Scholar] [CrossRef]
- JC/T 603-2004; Standard Test Method for Drying Shinkage of Mortar. (In Chinese). Available online: http://www.njbz365.com/znzb/page/standard-detail-information.html?value=JC/T%20603-2004&Type=2 (accessed on 7 August 2024).
- Brough, A.R.; Atkinson, A. Sodium silicate-based, alkali-activated slag mortars. Cem. Concr. Res. 2002, 32, 865–879. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Jaturapitakkul, C.; Chalee, W.; Rattanasak, U. Comparative study on the characteristics of fly ash and bottom ash geopolymers. Waste Manag. 2009, 29, 539–543. [Google Scholar] [CrossRef]
- Jiang, D.; Shi, C.; Zhang, Z. Recent progress in understanding setting and hardening of alkali-activated slag (AAS) materials. Cem. Concr. Compos. 2022, 134, 104795. [Google Scholar] [CrossRef]
- Yang, J.; Wang, Q.; Zhou, Y. Influence of Curing Time on the Drying Shrinkage of Concretes with Different Binders and Water-to-Binder Ratios. Adv. Mater. Sci. Eng. 2017, 2017, 2695435. [Google Scholar] [CrossRef]
- Collins, F.; Sanjayan, J.G. Effect of pore size distribution on drying shrinking of alkali-activated slag concrete. Cem. Concr. Res. 2000, 30, 1401–1406. [Google Scholar] [CrossRef]
- Kumarappa, D.B.; Peethamparan, S.; Ngami, M. Autogenous shrinkage of alkali activated slag mortars: Basic mechanisms and mitigation methods. Cem. Concr. Res. 2018, 109, 1–9. [Google Scholar] [CrossRef]
- Neto, A.A.M.; Cincotto, M.A.; Repette, W. Mechanical properties, drying and autogenous shrinkage of blast furnace slag activated with hydrated lime and gypsum. Cem. Concr. Compos. 2010, 32, 312–318. [Google Scholar] [CrossRef]
- Neto, A.A.M.; Cincotto, M.A.; Repette, W. Drying and autogenous shrinkage of pastes and mortars with activated slag cement. Cem. Concr. Res. 2008, 38, 565–574. [Google Scholar] [CrossRef]
- Cao, Y.; Fan, Q.; Azar, S.M.; Alyousef, R.; Yousif, S.T.; Wakil, K.; Jermsittiparsert, K.; Ho, L.S.; Alabduljabbar, H.; Alaskar, A. Computational parameter identification of strongest influence on the shear resistance of reinforced concrete beams by fiber reinforcement polymer. Structures 2020, 27, 118–127. [Google Scholar] [CrossRef]
- Rashad, A.M. The effect of polypropylene, polyvinyl-alcohol, carbon and glass fibres on geopolymers properties. Mater. Sci. Technol. 2019, 35, 127–146. [Google Scholar] [CrossRef]
- Lura, P.; Jensen, O.M.; Van Breugel, K. Autogenous shrinkage in high-performance cement paste: An evaluation of basic mechanisms. Cem. Concr. Res. 2003, 33, 223–232. [Google Scholar] [CrossRef]
- Ma, Y.; Ye, G. The shrinkage of alkali activated fly ash. Cem. Concr. Res. 2015, 68, 75–82. [Google Scholar] [CrossRef]
- Study on Prediction Model of Concrete Strength and Drying Shrinkage; China Academy of Building Research: Beijing, China, 2008. (In Chinese)





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | Na2O |
|---|---|---|---|---|---|---|
| FA (%) | 53.97 | 31.15 | 4.16 | 4.01 | 1.01 | 0.89 |
| GGBS (%) | 32.15 | 17.00 | 0.4 | 35.34 | 9.95 | 0.59 |
| Na2O Content | SiO2 Content | Particle Size | Density | Insoluble in Water |
|---|---|---|---|---|
| 50.63% | 46.27% | 99.49 mesh | 1.23 g/cm3 | 0.007% |
| Diameter (μm) | Density (g/cm3) | Length (mm) | Tensile Strength (MPa) | Elastic Modulus (GPa) | Break Elongation (%) |
|---|---|---|---|---|---|
| 19–43 | 0.98 | 12 | 3000 | 110 | 2–3 |
| Number | FA/GGBS Ratio | Alkali Content (%) | W/B Ratio | Fiber Content (vol.%) | Compressive Strength (MPa) | |
|---|---|---|---|---|---|---|
| 1 | 0/100 | 4% | 0.32 | 1.0% | 78.6 ± 2.3 | |
| 2 | 0/100 | 5% | 0.34 | 1.5% | 77.5 ± 2.5 | |
| 3 | 0/100 | 6% | 0.36 | 2.0% | 75.0 ± 3.1 | |
| 4 | 0/100 | 7% | 0.38 | 2.5% | 75.7 ± 2.7 | |
| 5 | 20/80 | 4% | 0.34 | 2.0% | 67.3 ± 4.5 | |
| 6 | 20/80 | 5% | 0.32 | 2.5% | 82.3 ± 3.2 | |
| 7 | 20/80 | 6% | 0.38 | 1.0% | 71.8 ± 2.2 | |
| 8 | 20/80 | 7% | 0.36 | 1.5% | 68.7 ± 2.4 | |
| 9 | 40/60 | 4% | 0.36 | 2.5% | 53.5 ± 2.5 | |
| 10 | 40/60 | 5% | 0.38 | 2.0% | 59.8 ± 3.8 | |
| 11 | 40/60 | 6% | 0.32 | 1.5% | 66.4 ± 1.8 | |
| 12 | 40/60 | 7% | 0.34 | 1.0% | 81.7 ± 4.1 | |
| 13 | 60/40 | 4% | 0.38 | 1.5% | 42.8 ± 2.1 | |
| 14 | 60/40 | 5% | 0.36 | 1.0% | 62.8 ± 3.2 | |
| 15 | 60/40 | 6% | 0.34 | 2.5% | 60.0 ± 2.7 | |
| 16 | 60/40 | 7% | 0.32 | 2.0% | 65.3 ± 2.3 |
| Specimen Number | Drying Shrinkage Strain (10−6) | |||
|---|---|---|---|---|
| 7 d | 28 d | 56 d | ||
| 1 | A1B1C1D1 | 7398 | 10,021 | 11,017 |
| 2 | A1B2C2D2 | 7620 | 10,462 | 11,342 |
| 3 | A1B3C3D3 | 8076 | 11,476 | 13,167 |
| 4 | A1B4C4D4 | 8886 | 12,876 | 14,320 |
| 5 | A2B1C2D3 | 7200 | 10,768 | 12,007 |
| 6 | A2B2C1D4 | 8951 | 11,319 | 12,281 |
| 7 | A2B3C4D1 | 8663 | 12,324 | 13,784 |
| 8 | A2B4C3D2 | 7705 | 11,946 | 13,131 |
| 9 | A3B1C3D4 | 8395 | 11,397 | 13,076 |
| 10 | A3B2C4D3 | 8778 | 12,035 | 13,856 |
| 11 | A3B3C1D2 | 9224 | 12,954 | 14,128 |
| 12 | A3B4C2D1 | 10,707 | 15,349 | 16,595 |
| 13 | A4B1C4D2 | 10,802 | 14,882 | 15,539 |
| 14 | A4B2C3D1 | 12,492 | 18,600 | 19,472 |
| 15 | A4B3C2D4 | 12,002 | 16,536 | 17,266 |
| 16 | A4B4C1D3 | 12,889 | 16,656 | 17,563 |
| Specimen Number | Drying Shrinkage Strain (10−6) | |||
|---|---|---|---|---|
| 7 d | 28 d | 56 d | ||
| 1 | A1B1C1D1 | 5067 | 6529 | 6998 |
| 2 | A1B2C2D2 | 5170 | 6646 | 7202 |
| 3 | A1B3C3D3 | 5200 | 6756 | 7435 |
| 4 | A1B4C4D4 | 5272 | 7008 | 7716 |
| 5 | A2B1C2D3 | 5172 | 6916 | 7263 |
| 6 | A2B2C1D4 | 5692 | 7416 | 7948 |
| 7 | A2B3C4D1 | 6851 | 8956 | 9639 |
| 8 | A2B4C3D2 | 6022 | 8088 | 8785 |
| 9 | A3B1C3D4 | 5969 | 9569 | 10,268 |
| 10 | A3B2C4D3 | 7063 | 9560 | 10,327 |
| 11 | A3B3C1D2 | 7524 | 9651 | 10,180 |
| 12 | A3B4C2D1 | 8005 | 10,851 | 11,465 |
| 13 | A4B1C4D2 | 8376 | 11,392 | 11,848 |
| 14 | A4B2C3D1 | 10,276 | 14,103 | 14,419 |
| 15 | A4B3C2D4 | 9307 | 12,659 | 13,164 |
| 16 | A4B4C1D3 | 10,677 | 13,384 | 13,944 |
| Specimen Number | Drying Shrinkage Strain (10−6) | |||
|---|---|---|---|---|
| 7 d | 28 d | 56 d | ||
| 1 | A1B1C1D1 | −361 | −432 | −319 |
| 2 | A1B2C2D2 | −245 | −503 | −396 |
| 3 | A1B3C3D3 | −588 | −748 | −607 |
| 4 | A1B4C4D4 | −664 | −860 | −735 |
| 5 | A2B1C2D3 | 213 | 169 | 304 |
| 6 | A2B2C1D4 | 16 | −51 | 163 |
| 7 | A2B3C4D1 | 230 | 280 | 356 |
| 8 | A2B4C3D2 | 47 | −288 | −95 |
| 9 | A3B1C3D4 | 667 | 516 | 576 |
| 10 | A3B2C4D3 | 695 | 572 | 663 |
| 11 | A3B3C1D2 | 684 | 456 | 679 |
| 12 | A3B4C2D1 | 245 | 89 | 317 |
| 13 | A4B1C4D2 | 902 | 578 | 439 |
| 14 | A4B2C3D1 | 1585 | 1429 | 1516 |
| 15 | A4B3C2D4 | 1472 | 1347 | 1480 |
| 16 | A4B4C1D3 | 1429 | 1570 | 1786 |
| Age | Indicator | Level | Factors | |||
|---|---|---|---|---|---|---|
| FA/GGBS Ratio | Alkali Content (%) | W/B Ratio | Fiber Content (vol.%) | |||
| 7 d | Kavg (10−6) | 1 | 7995 | 8449 | 9616 | 9815 |
| 2 | 8130 | 9460 | 9382 | 8838 | ||
| 3 | 9276 | 9491 | 9167 | 9236 | ||
| 4 | 12,046 | 10,047 | 9282 | 9559 | ||
| R (10−6) | 4051 | 1598 | 449 | 977 | ||
| Optimal Level | 1 | 1 | 3 | 2 | ||
| 28 d | Kavg (10−6) | 1 | 11,209 | 11,767 | 12,738 | 14,074 |
| 2 | 11,589 | 13,104 | 13,279 | 12,561 | ||
| 3 | 12,934 | 13,323 | 13,355 | 12,734 | ||
| 4 | 16,669 | 14,207 | 13,029 | 13,032 | ||
| R (10−6) | 5460 | 2440 | 617 | 1513 | ||
| Optimal Level | 1 | 1 | 1 | 2 | ||
| 56 | Kavg (10−6) | 1 | 12,462 | 12,910 | 13,747 | 15,217 |
| 2 | 12,801 | 14,238 | 14,303 | 13,535 | ||
| 3 | 14,414 | 14,586 | 14,712 | 14,148 | ||
| 4 | 17,460 | 15,402 | 14,375 | 14,236 | ||
| R (10−6) | 4999 | 2493 | 964 | 1682 | ||
| Optimal Level | 1 | 1 | 1 | 2 | ||
| Age | Indicator | Level | Factors | |||
|---|---|---|---|---|---|---|
| FA/GGBS Ratio | Alkali Content (%) | W/B Ratio | Fiber Content (vol.%) | |||
| 7 d | Kavg (10−6) | 1 | 5177 | 6146 | 7240 | 7550 |
| 2 | 5934 | 7050 | 6914 | 6773 | ||
| 3 | 7140 | 7220 | 6867 | 7028 | ||
| 4 | 9659.0 | 7494 | 6890 | 6560 | ||
| R (10−6) | 4482 | 1348 | 373 | 990 | ||
| Optimal Level | 1 | 1 | 4 | 4 | ||
| 28 d | Kavg (10−6) | 1 | 6735 | 8602 | 9245 | 10,110 |
| 2 | 7844 | 9431 | 9268 | 8944 | ||
| 3 | 9908 | 9505 | 9629 | 9154 | ||
| 4 | 12,884 | 9833 | 9229 | 9163 | ||
| R (10−6) | 6150 | 1231 | 400 | 1165 | ||
| Optimal Level | 1 | 1 | 4 | 2 | ||
| 56 | Kavg (10−6) | 1 | 7338 | 9094 | 9768 | 10,630 |
| 2 | 8409 | 9974 | 9774 | 9504 | ||
| 3 | 10,560 | 10,105 | 10227 | 9742 | ||
| 4 | 13,344 | 10,478 | 9883 | 9774 | ||
| R (10−6) | 6006 | 1383 | 459 | 1127 | ||
| Optimal Level | 1 | 1 | 1 | 2 | ||
| Age | Indicator | Level | Factors | |||
|---|---|---|---|---|---|---|
| FA/GGBS Ratio | Alkali Content (%) | W/B Ratio | Fiber Content (vol.%) | |||
| 7 d | Kavg (10−6) | 1 | −465 | 355 | 442 | 425 |
| 2 | 127 | 513 | 421 | 347 | ||
| 3 | 573 | 450 | 428 | 437 | ||
| 4 | 1347 | 264 | 291 | 373 | ||
| R (10−6) | 1812 | 248 | 151 | 91 | ||
| Optimal Level | 2 | 4 | 4 | 2 | ||
| 28 d | Kavg (10−6) | 1 | −636 | 208 | 386 | 342 |
| 2 | 28 | 362 | 276 | 61 | ||
| 3 | 408 | 334 | 227 | 391 | ||
| 4 | 1231 | 128 | 143 | 238 | ||
| R (10−6) | 1867 | 234 | 243 | 330 | ||
| Optimal Level | 2 | 4 | 4 | 2 | ||
| 56 | Kavg (10−6) | 1 | −514 | 250 | 577 | 468 |
| 2 | 182 | 486 | 426 | 157 | ||
| 3 | 559 | 477 | 348 | 537 | ||
| 4 | 1305 | 318 | 181 | 371 | ||
| R (10−6) | 1819 | 236 | 396 | 380 | ||
| Optimal Level | 2 | 1 | 4 | 2 | ||
| Specimen Number | Shrinkage Strain Reduction Percentage (%) | ||
|---|---|---|---|
| 1 | A1B1C1D1 | 31.5 | 104.9 |
| 2 | A1B2C2D2 | 32.1 | 103.2 |
| 3 | A1B3C3D3 | 35.6 | 107.3 |
| 4 | A1B4C4D4 | 40.7 | 107.5 |
| 5 | A2B1C2D3 | 28.2 | 97.0 |
| 6 | A2B2C1D4 | 36.4 | 99.8 |
| 7 | A2B3C4D1 | 20.9 | 97.4 |
| 8 | A2B4C3D2 | 21.8 | 99.4 |
| 9 | A3B1C3D4 | 28.9 | 92.1 |
| 10 | A3B2C4D3 | 19.5 | 92.1 |
| 11 | A3B3C1D2 | 18.4 | 92.6 |
| 12 | A3B4C2D1 | 25.2 | 97.7 |
| 13 | A4B1C4D2 | 22.5 | 91.7 |
| 14 | A4B2C3D1 | 17.7 | 87.3 |
| 15 | A4B3C2D4 | 22.5 | 87.7 |
| 16 | A4B4C1D3 | 17.2 | 88.9 |
| Specimen Number | Shrinkage Strain Reduction Percentage (%) | ||
|---|---|---|---|
| 1 | A1B1C1D1 | 34.9 | 104.3 |
| 2 | A1B2C2D2 | 36.5 | 104.8 |
| 3 | A1B3C3D3 | 41.1 | 106.5 |
| 4 | A1B4C4D4 | 45.6 | 106.7 |
| 5 | A2B1C2D3 | 35.8 | 98.4 |
| 6 | A2B2C1D4 | 34.5 | 100.5 |
| 7 | A2B3C4D1 | 27.3 | 97.7 |
| 8 | A2B4C3D2 | 32.3 | 102.4 |
| 9 | A3B1C3D4 | 16.0 | 95.5 |
| 10 | A3B2C4D3 | 20.6 | 95.3 |
| 11 | A3B3C1D2 | 25.5 | 96.5 |
| 12 | A3B4C2D1 | 29.3 | 99.4 |
| 13 | A4B1C4D2 | 23.5 | 96.1 |
| 14 | A4B2C3D1 | 24.2 | 92.3 |
| 15 | A4B3C2D4 | 23.5 | 91.9 |
| 16 | A4B4C1D3 | 19.6 | 90.6 |
| Specimen Number | Shrinkage Strain Reduction Percentage (%) | ||
|---|---|---|---|
| 1 | A1B1C1D1 | 36.5 | 102.9 |
| 2 | A1B2C2D2 | 36.5 | 103.5 |
| 3 | A1B3C3D3 | 43.5 | 104.6 |
| 4 | A1B4C4D4 | 46.1 | 105.1 |
| 5 | A2B1C2D3 | 39.5 | 97.5 |
| 6 | A2B2C1D4 | 35.3 | 98.7 |
| 7 | A2B3C4D1 | 30.1 | 97.4 |
| 8 | A2B4C3D2 | 33.1 | 100.7 |
| 9 | A3B1C3D4 | 21.5 | 95.6 |
| 10 | A3B2C4D3 | 25.5 | 95.2 |
| 11 | A3B3C1D2 | 27.9 | 95.2 |
| 12 | A3B4C2D1 | 30.9 | 98.1 |
| 13 | A4B1C4D2 | 23.8 | 97.2 |
| 14 | A4B2C3D1 | 26.0 | 92.2 |
| 15 | A4B3C2D4 | 23.8 | 91.4 |
| 16 | A4B4C1D3 | 20.6 | 89.8 |
| RH | Number | Regression Equation | a | b | R2 |
|---|---|---|---|---|---|
| 30% | 1 | 185.6 | 73.9 | 0.9943 | |
| 2 | 311.9 | 84.3 | 0.9955 | ||
| 3 | 387.1 | 86.3 | 0.9961 | ||
| 4 | 312.1 | 66.1 | 0.9962 | ||
| 5 | 165.5 | 71.0 | 0.9857 | ||
| 6 | 227.2 | 78.4 | 0.9987 | ||
| 7 | 278.6 | 70.8 | 0.9762 | ||
| 8 | 356.6 | 71.9 | 0.9716 | ||
| 9 | 258.7 | 45.0 | 0.9703 | ||
| 10 | 92.0 | 47.0 | 0.9642 | ||
| 11 | 270.1 | 68.1 | 0.9862 | ||
| 12 | 249.7 | 56.7 | 0.9914 | ||
| 13 | 249.2 | 58.1 | 0.9955 | ||
| 14 | 207.7 | 46.9 | 0.9939 | ||
| 15 | 224.3 | 52.3 | 0.9924 | ||
| 16 | 185.8 | 53.2 | 0.9980 |
| RH | Number | Regression Equation | a | b | R2 |
|---|---|---|---|---|---|
| 60% | 1 | 202.7 | 106.7 | 0.9966 | |
| 2 | 381.7 | 137.4 | 0.9886 | ||
| 3 | 382.0 | 134.9 | 0.9852 | ||
| 4 | 398.6 | 129.5 | 0.9804 | ||
| 5 | 86.9 | 75.5 | 0.9930 | ||
| 6 | 292.8 | 126.9 | 0.9706 | ||
| 7 | 251.5 | 104.5 | 0.9719 | ||
| 8 | 356.2 | 112.4 | 0.9779 | ||
| 9 | 669.5 | 81.9 | 0.9492 | ||
| 10 | 82.3 | 59.9 | 0.9867 | ||
| 11 | 232.3 | 97.5 | 0.9830 | ||
| 12 | 242.2 | 86.2 | 0.9702 | ||
| 13 | 263.7 | 79.7 | 0.9952 | ||
| 14 | 212.7 | 63.4 | 0.9900 | ||
| 15 | 237.4 | 71.7 | 0.9963 | ||
| 16 | 190.4 | 67.1 | 0.9947 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Zheng, Y.; Yu, Z. Influence of Ambient Relative Humidity on the Shrinkage Strain of Engineered Geopolymer Composites Based on Orthogonal Experimental Design. Materials 2024, 17, 4321. https://doi.org/10.3390/ma17174321
Wang H, Zheng Y, Yu Z. Influence of Ambient Relative Humidity on the Shrinkage Strain of Engineered Geopolymer Composites Based on Orthogonal Experimental Design. Materials. 2024; 17(17):4321. https://doi.org/10.3390/ma17174321
Chicago/Turabian StyleWang, Hongyin, Yuelong Zheng, and Zhenyun Yu. 2024. "Influence of Ambient Relative Humidity on the Shrinkage Strain of Engineered Geopolymer Composites Based on Orthogonal Experimental Design" Materials 17, no. 17: 4321. https://doi.org/10.3390/ma17174321
APA StyleWang, H., Zheng, Y., & Yu, Z. (2024). Influence of Ambient Relative Humidity on the Shrinkage Strain of Engineered Geopolymer Composites Based on Orthogonal Experimental Design. Materials, 17(17), 4321. https://doi.org/10.3390/ma17174321