



Experimental Modeling, Statistical Analysis, and Optimization of the Laser-Cutting Process of Hardox 400 Steel



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
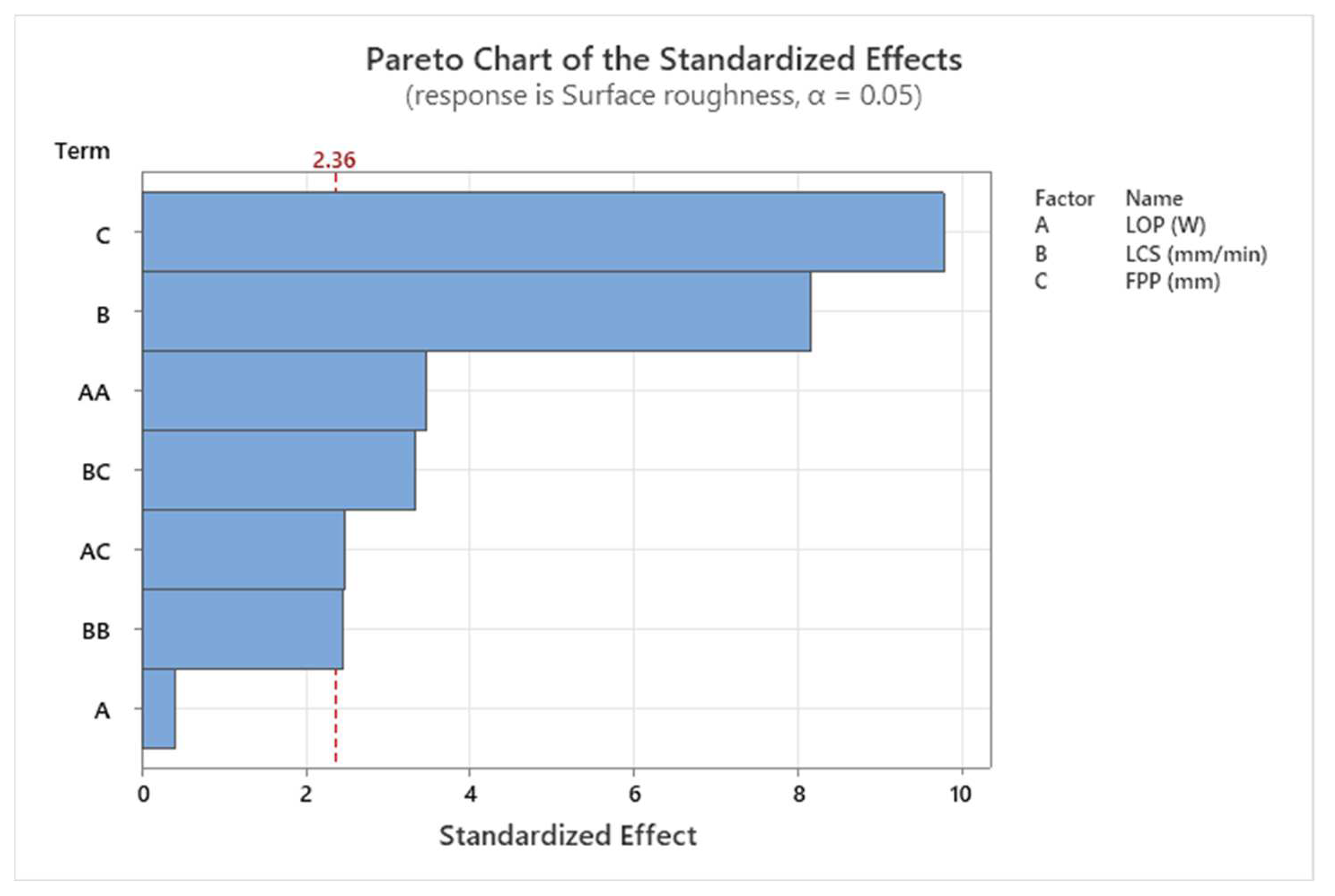
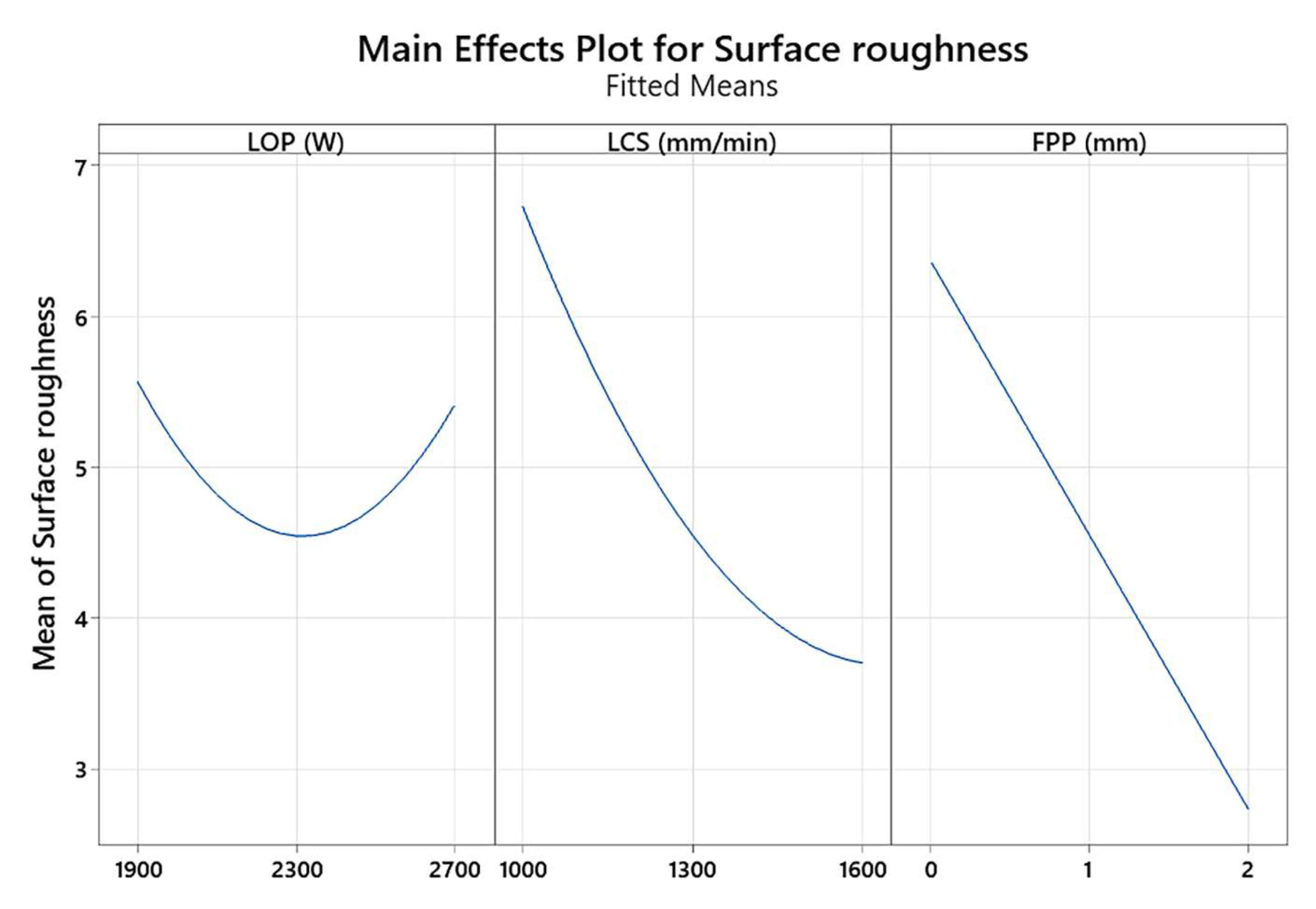
3.1. Surface Roughness Analysis
LOP + 0.000007 LCS × LCS − 0.001625 LOP × FPP − 0.002917 LCS × FPP
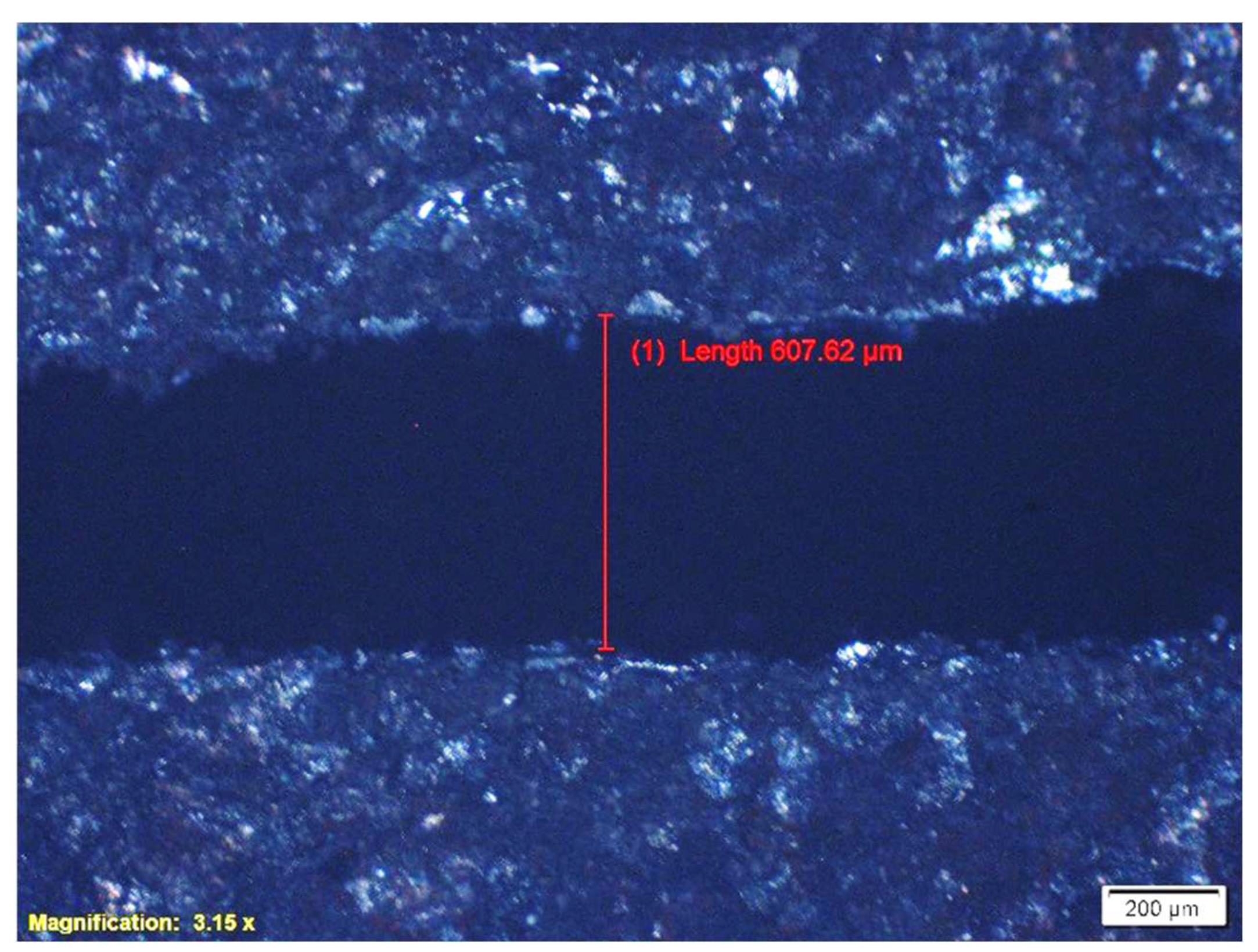
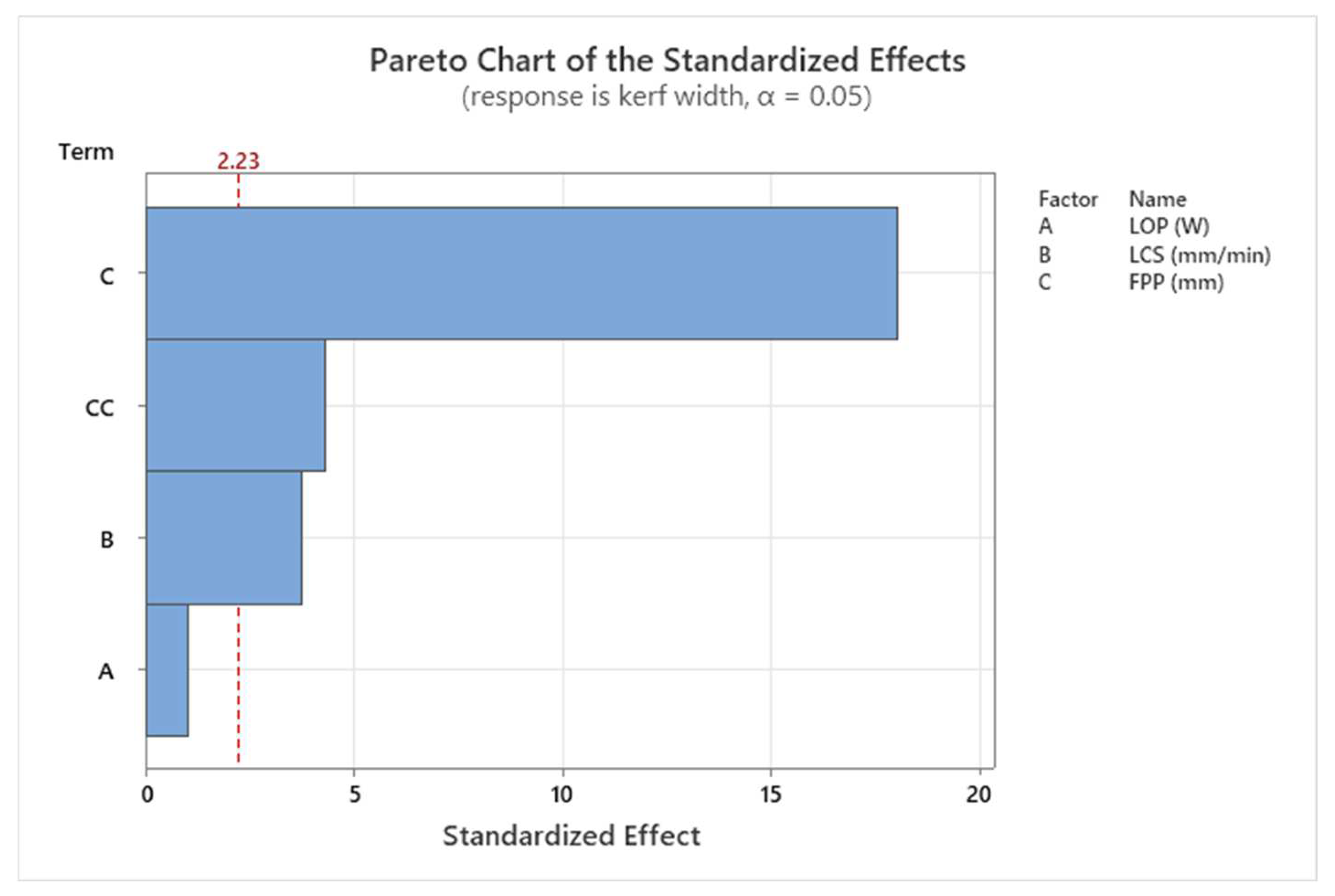
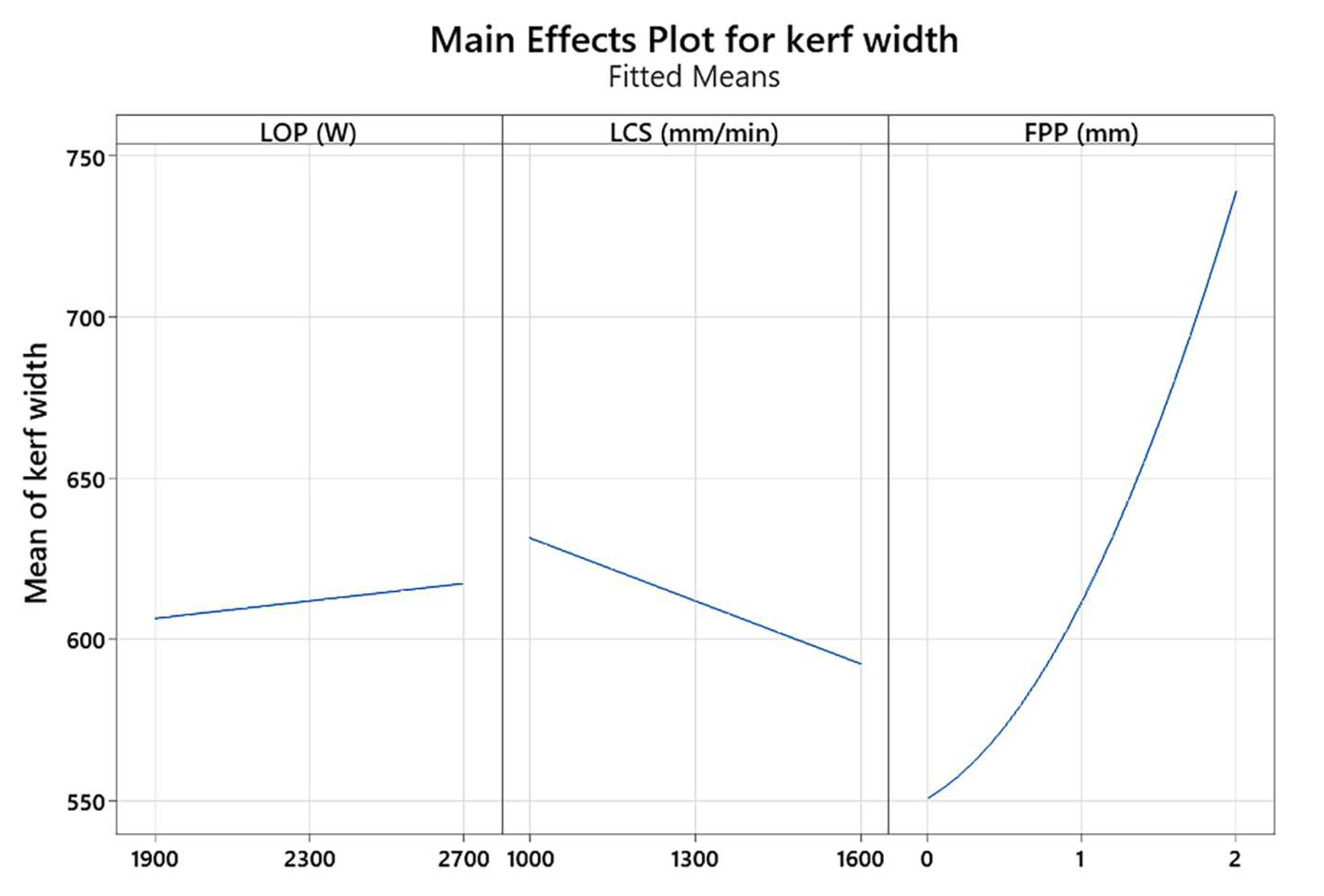
3.2. Kerf Width Analysis
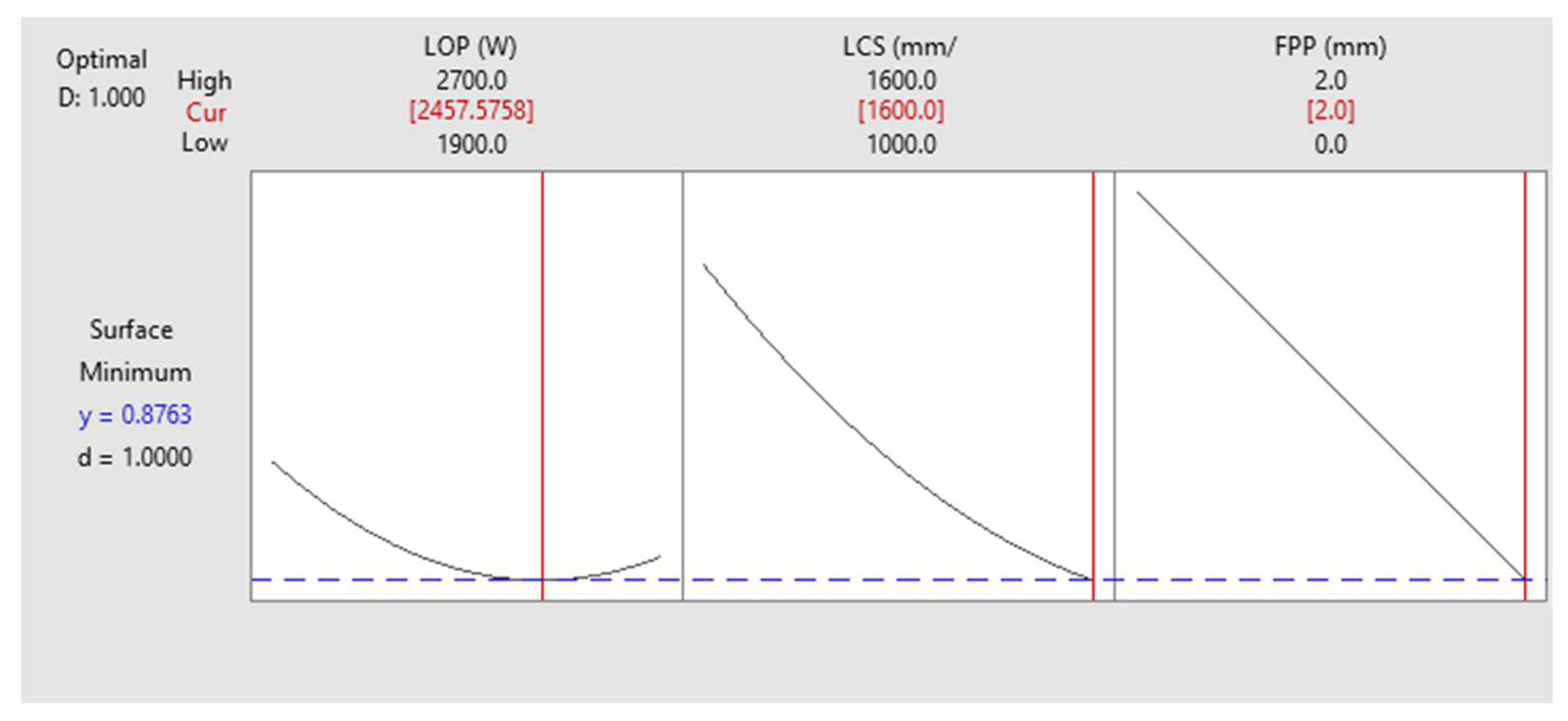
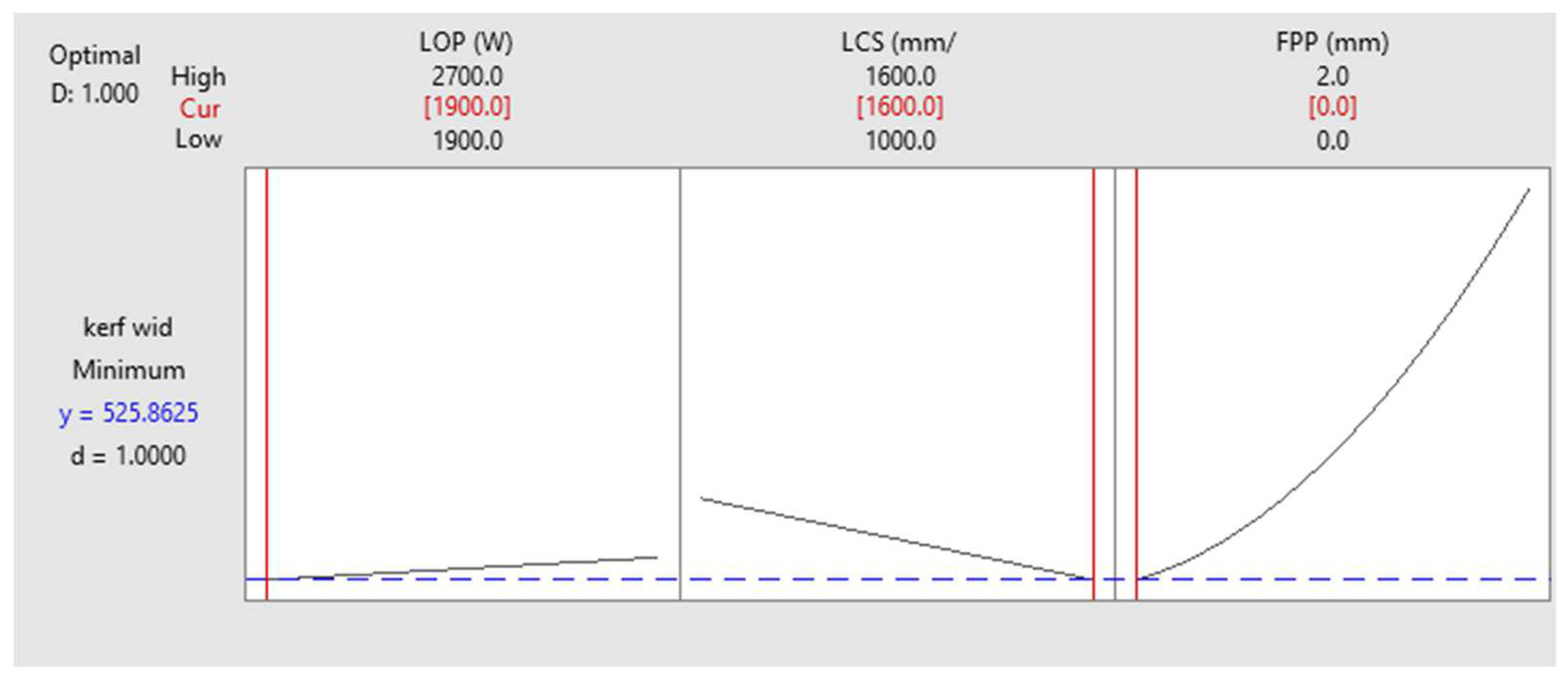
3.3. Process Optimization
4. Conclusions
- -
- The results of the ANOVA for surface roughness and kerf width showed that the FPP and LCS are the most significant process parameters affecting the surface roughness and kerf width. After increasing the FPP, the surface roughness decreased and the kerf width increased. After increasing the LCS, the surface roughness and kerf width decreased.
- -
- Regression equations for surface roughness and kerf width were obtained, which can significantly contribute to improving the LCP, increasing cut quality, reducing waste, increasing efficiency, and reducing costs.
- -
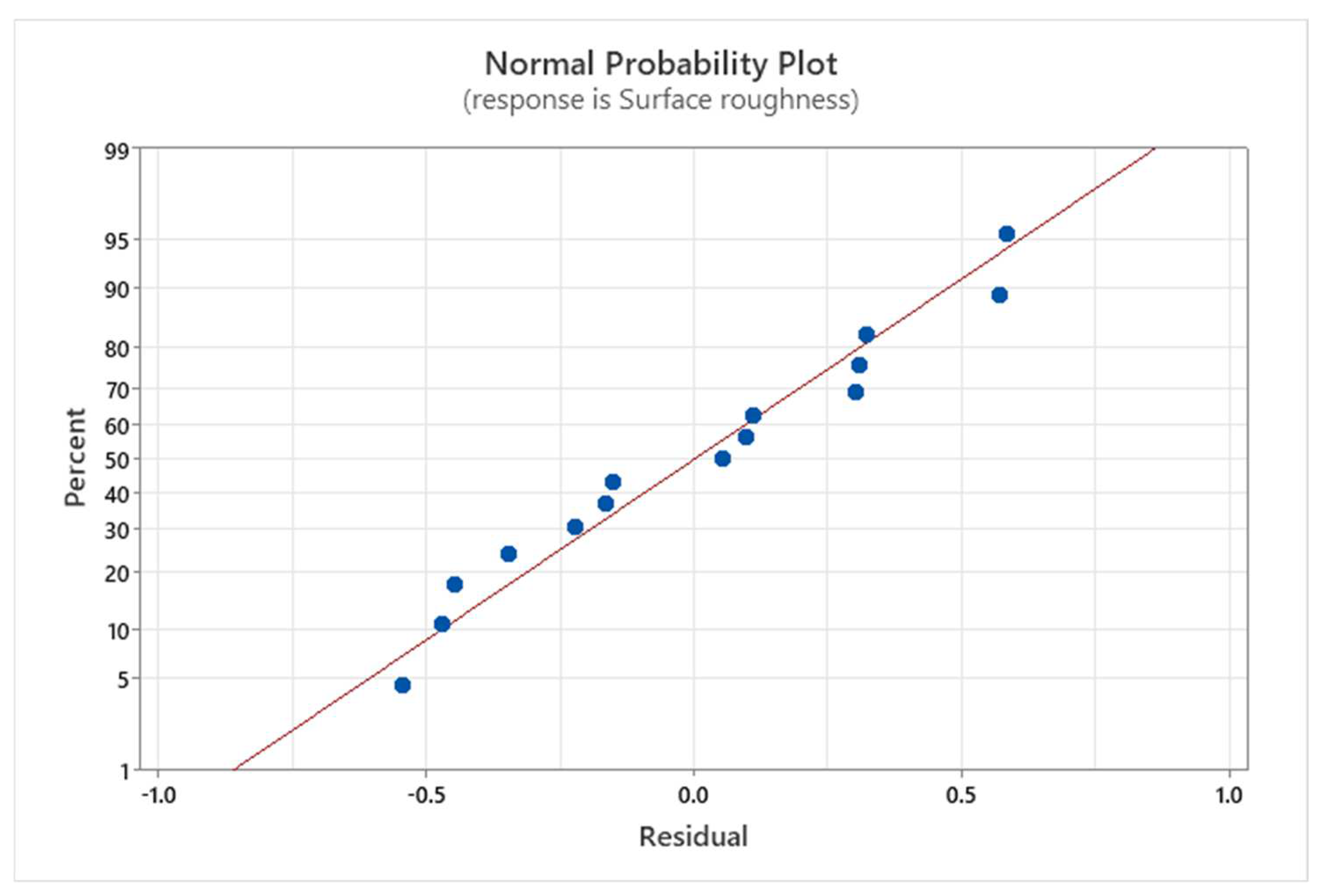
- The normal probability plots and the coefficient of determination (R2) value for surface roughness and kerf width show that the proposed model by RSM can fit well with the experimental data.
- -
- The results show that if only surface roughness is optimized, the optimal average surface roughness is around 1 µm obtained by 2457 W LOP, 1600 mm/min LCS, and +2 mm FPP conditions.
- -
- The results show that if only kerf width is optimized, the optimal kerf width is 0.525 mm and obtained by 1900 W LOP, 1600 mm/min LCS, and zero FPP conditions.
- -
- The multi-objective optimization to minimize both surface roughness and kerf width simultaneously was carried out and the results show that the optimized condition (2287 W LOP, 1600 mm/min LCS, and +1 mm FPP) leads to 3.67 µm surface roughness and 0.593 mm kerf width.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kannatey-Asibu, E. Principles of Laser Materials Processing, 1st ed.; Wiley: Hoboken, NJ, USA, 2009. [Google Scholar]
- Alsaadawy, M.; Dewidar, M.; Said, A.; Maher, I.; Shehabeldeen, T.A. A comprehensive review of studying the influence of laser cutting parameters on surface and kerf quality of metals. Int. J. Adv. Manuf. Technol. 2024, 130, 1039–1074. [Google Scholar] [CrossRef]
- Kuntoglu, M. Machining induced tribological investigations in sustainable milling of Hardox 500 steel: A new approach of measurement science. Measurement 2022, 201, 111715. [Google Scholar] [CrossRef]
- Konat, Ł.; Zemlik, M.; Jasiński, R.; Grygier, D. Austenite Grain Growth Analysis in a Welded Joint of High-Strength Martensitic Abrasion-Resistant Steel Hardox 450. Materials 2021, 14, 2850. [Google Scholar] [CrossRef] [PubMed]
- Hardox® 400—Get Wear-Resistant, Easy to Form Steel—SSAB. Available online: https://www.ssab.com/en/brands-and-products/hardox/product-program/400 (accessed on 14 May 2023).
- Dzioba, I.; Pała, R. Strength and Fracture Toughness of Hardox-400 Steel. Metals 2019, 9, 508. [Google Scholar] [CrossRef]
- Mamundi Azaath, L.; Natarajan, U. Investigation on the tool worn surface morphology and machining characteristics of the Hardox steel using minimum quantity lubrication. Int. J. Mater. Res. 2021, 112, 486–497. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Krolczyk, J.B.; Maruda, R.W.; Legutko, S.; Tomaszewski, M. Metrological changes in surface morphology of high-strength steels in manufacturing processes. Measurement 2016, 88, 176–185. [Google Scholar] [CrossRef]
- Ramos, J.; Moralejo, S.; Figueras, J.; Lamikiz, A. Composition and surface state influence in laser process for steel sheets. DYNA 2020, 95, 497–502. [Google Scholar] [CrossRef] [PubMed]
- Szataniak, P.; Novy, F.; Ulewicz, R. HSLA steels-comparison of cutting techniques. In Proceedings of the 23rd International Conference on Metallurgy and Materials: METAL, Brno, Czech Republic, 21–23 May 2014. [Google Scholar]
- Girdu, C.C.; Gheorghe, C.; Radulescu, C.; Cirtina, D. Influence of Process Parameters on Cutting Width in CO2 Laser Processing of Hardox 400 Steel. Appl. Sci. 2021, 11, 5998. [Google Scholar] [CrossRef]
- Girdu, C.C.; Gheorghe, C. Energy Efficiency in CO2 Laser Processing of Hardox 400 Material. Materials 2022, 15, 4505. [Google Scholar] [CrossRef] [PubMed]
- Mileșan, M.; Gîrdu, C.C.; Cîrtînă, L.; Rădulescu, C. Mathematical Modelling Study of Hardox400 Steel Parts’ Roughness and Hardness, Cut with CO2 Laser. J. Mech. Eng. 2020, 66, 127–141. [Google Scholar] [CrossRef]
- Gondalia, V.R.; Sharma, A.K. Parametric Investigation and Optimization of CO2 Laser Cutting process used for Cutting Hardox-400 materials. Int. J. Sci. Eng. Appl. 2013, 2, 123–129. [Google Scholar] [CrossRef]
- Prajapati, B.D.; Patel, R.J.; Khatri, B.C. Parametric Investigation of CO2 Laser Cutting of Mild Steel and Hardox-400 Material. Int. J. Emerg. Technol. Adv. Eng. 2013, 3, 204–208. [Google Scholar]
- Rao, S.; Sethi, A.; Das, A.K.; Mandal, N.; Kiran, P.; Ghosh, R.; Dixit, A.R.; Mandal, A. Fiber laser cutting of CFRP composites and process optimization through response surface methodology. Mater. Manuf. Process. 2017, 32, 1612–1621. [Google Scholar] [CrossRef]
- Khdair, A.I.; Melaibari, A.A. Experimental evaluation of cut quality and temperature field in fiber laser cutting of AZ31B magnesium alloy using response surface methodology. Opt. Fiber Technol. 2023, 77, 103290. [Google Scholar] [CrossRef]
- Nguyen, V.; Altarazi, F.; Tran, T. Optimization of Process Parameters for Laser Cutting Process of Stainless Steel 304: A Comparative Analysis and Estimation with Taguchi Method and Response Surface Methodology. Math. Probl. Eng. 2022, 2022, 6677586. [Google Scholar] [CrossRef]
- Sharma, V.; Kumar, V. Application of Box-Behnken design and response surface methodology for multi-optimization of laser cutting of AA5052/ZrO 2 metal−matrix composites. Proc. Inst. Mech. Eng. Part J. Mater. Des. Appl. 2018, 232, 652–668. [Google Scholar] [CrossRef]
- Wang, J.; Sun, Z.; Gu, L.; Azimy, H. Investigating the effect of laser cutting parameters on the cut quality of Inconel 625 using Response Surface Method (RSM). Infrared Phys. Technol. 2021, 118, 103866. [Google Scholar] [CrossRef]
- Vardhan, T.V.; Mahender, T.; Vempati, S.; Balram, Y. Optimization of laser machining parameters of SS 314 using response surface methodology. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Eltawahni, H.A.; Hagino, M.; Benyounis, K.Y.; Inoue, T.; Olabi, A.G. Effect of CO2 laser cutting process parameters on edge quality and operating cost of AISI316L. Opt. Laser Technol. 2012, 44, 1068–1082. [Google Scholar] [CrossRef]
- Vora, J.; Chaudhari, R.; Patel, C.; Pimenov, D.Y.; Patel, V.K.; Giasin, K.; Sharma, S. Experimental Investigations and Pareto Optimization of Fiber Laser Cutting Process of Ti6Al4V. Metals 2021, 11, 1461. [Google Scholar] [CrossRef]
- Safari, M.; Joudaki, J.; Rezaei, M. Investigation of Laser Cutting of Thin Polymethyl Methacrylate Sheets by Response Surface Methodology. Int. J. Eng. 2024, 37, 484–495. [Google Scholar] [CrossRef]
- Jadhav, A.; Kumar, S. Laser cutting of AISI 304 material: An experimental investigation on surface roughness. Adv. Mater. Process. Technol. 2019, 5, 429–437. [Google Scholar] [CrossRef]
- Kotadiya, D.J.; Kapopara, J.M.; Patel, A.R.; Dalwadi, C.G.; Pandya, D.H. Parametric analysis of process parameter for Laser cutting process on SS-304. Mater. Today Proc. 2018, 5, 5384–5390. [Google Scholar] [CrossRef]
- ISO 21920-3:2021; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Rules and Procedures for the Assessment of Surface Texture. International Organization for Standardization: Geneva, Switzerland, 2021.
- Costa, N.R.; Lourenço, J.; Pereira, Z.L. Desirability Function Approach: A Review and Performance Evaluation in Adverse Conditions. Chemometr. Intell. Lab. Syst. 2011, 107, 234–244. [Google Scholar] [CrossRef]
- Akteke-Öztürk, B.; Weber, G.W.; Köksal, G. Desirability Functions in Multiresponse Optimization. In Optimization in the Natural Sciences. Communications in Computer and Information Science; Plakhov, A., Tchemisova, T., Freitas, A., Eds.; Springer: Cham, Switzerland, 2015; Volume 499. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Element | Fe | C | Si | Mn | P | S | Cr | Ni | Mo | B |
|---|---|---|---|---|---|---|---|---|---|---|
| Weight Percent (%) | Base | 0.32 | 0.70 | 1.60 | 0.025 | 0.010 | 2.50 | 1.50 | 0.60 | 0.004 |
| Input Variable | Units | Levels | ||
|---|---|---|---|---|
| I | II | III | ||
| LOP | W | 1900 | 2300 | 2700 |
| LCS | mm/min | 1000 | 1300 | 1600 |
| FPP | mm | 0 | +1 | +2 |
| Experiment Number | LOP (W) | LCS (mm/min) | FPP (mm) |
|---|---|---|---|
| 1 | 2300 | 1000 | 2 |
| 2 | 1900 | 1000 | 1 |
| 3 | 2300 | 1300 | 1 |
| 4 | 2300 | 1300 | 1 |
| 5 | 2300 | 1000 | 0 |
| 6 | 1900 | 1300 | 2 |
| 7 | 2700 | 1600 | 1 |
| 8 | 2700 | 1300 | 2 |
| 9 | 2300 | 1300 | 1 |
| 10 | 2300 | 1600 | 0 |
| 11 | 1900 | 1300 | 0 |
| 12 | 2700 | 1300 | 0 |
| 13 | 1900 | 1600 | 1 |
| 14 | 2700 | 1000 | 1 |
| 15 | 2300 | 1600 | 2 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 7 | 54.0436 | 7.7205 | 28.06 | 0.000 |
| Linear | 3 | 44.6275 | 14.8758 | 54.07 | 0.000 |
| LOP (W) | 1 | 0.0450 | 0.0450 | 0.16 | 0.698 |
| LCS (mm/min) | 1 | 18.3012 | 18.3012 | 66.52 | 0.000 |
| FPP (mm) | 1 | 26.2812 | 26.2812 | 95.53 | 0.000 |
| Square | 2 | 4.6636 | 2.3318 | 8.48 | 0.013 |
| LOP (W) × LOP (W) | 1 | 3.3116 | 3.3116 | 12.04 | 0.010 |
| LCS (mm/min) × LCS (mm/min) | 1 | 1.6635 | 1.6635 | 6.05 | 0.044 |
| 2-Way Interaction | 2 | 4.7525 | 2.3762 | 8.64 | 0.013 |
| LOP (W) × FPP (mm) | 1 | 1.6900 | 1.6900 | 6.14 | 0.042 |
| LCS (mm/min) × FPP (mm) | 1 | 3.0625 | 3.0625 | 11.13 | 0.012 |
| Error | 7 | 1.9258 | 0.2751 | ||
| Lack-of-Fit | 5 | 1.7391 | 0.3478 | 3.73 | 0.225 |
| Pure Error | 2 | 0.1867 | 0.0933 | ||
| Total | 14 | 55.9693 | |||
| S = 0.524509 R-sq = 96.56% R-sq (adj) = 93.12% | |||||
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 4 | 78,604.7 | 19,651.2 | 89.31 | 0.000 |
| Linear | 3 | 74,496.3 | 24,832.1 | 112.85 | 0.000 |
| LOP (W) | 1 | 234.4 | 234.4 | 1.07 | 0.326 |
| LCS (mm/min) | 1 | 3065.4 | 3065.4 | 13.93 | 0.004 |
| FPP (mm) | 1 | 71,196.5 | 71,196.5 | 323.56 | 0.000 |
| Square | 1 | 4108.4 | 4108.4 | 18.67 | 0.002 |
| FPP (mm) × FPP (mm) | 1 | 4108.4 | 4108.4 | 18.67 | 0.002 |
| Error | 10 | 2200.4 | 220.0 | ||
| Lack-of-Fit | 8 | 2135.6 | 266.9 | 8.24 | 0.113 |
| Pure Error | 2 | 64.8 | 32.4 | ||
| Total | 14 | 80,805.1 | |||
| S = 14.8337 R-sq = 97.28% R-sq (adj) = 96.19% | |||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Safari, M.; Abtahi, S.M.; Joudaki, J. Experimental Modeling, Statistical Analysis, and Optimization of the Laser-Cutting Process of Hardox 400 Steel. Materials 2024, 17, 2798. https://doi.org/10.3390/ma17122798
Safari M, Abtahi SM, Joudaki J. Experimental Modeling, Statistical Analysis, and Optimization of the Laser-Cutting Process of Hardox 400 Steel. Materials. 2024; 17(12):2798. https://doi.org/10.3390/ma17122798
Chicago/Turabian StyleSafari, Mehdi, Seyed Mohammad Abtahi, and Jalal Joudaki. 2024. "Experimental Modeling, Statistical Analysis, and Optimization of the Laser-Cutting Process of Hardox 400 Steel" Materials 17, no. 12: 2798. https://doi.org/10.3390/ma17122798
APA StyleSafari, M., Abtahi, S. M., & Joudaki, J. (2024). Experimental Modeling, Statistical Analysis, and Optimization of the Laser-Cutting Process of Hardox 400 Steel. Materials, 17(12), 2798. https://doi.org/10.3390/ma17122798