
The Microstructure and Mechanical Properties of Si3N4f/BN/SiBCN Microcomposites Fabricated by the PIP Process


Abstract
1. Introduction
2. Materials and Methods
2.1. Material Preparation
2.2. Preparation of Composite Materials
2.3. Characterization Method
2.4. Mechanical Property Characterization
2.4.1. Mechanical Property Characterization Methods
2.4.2. Weibull Model
3. Results
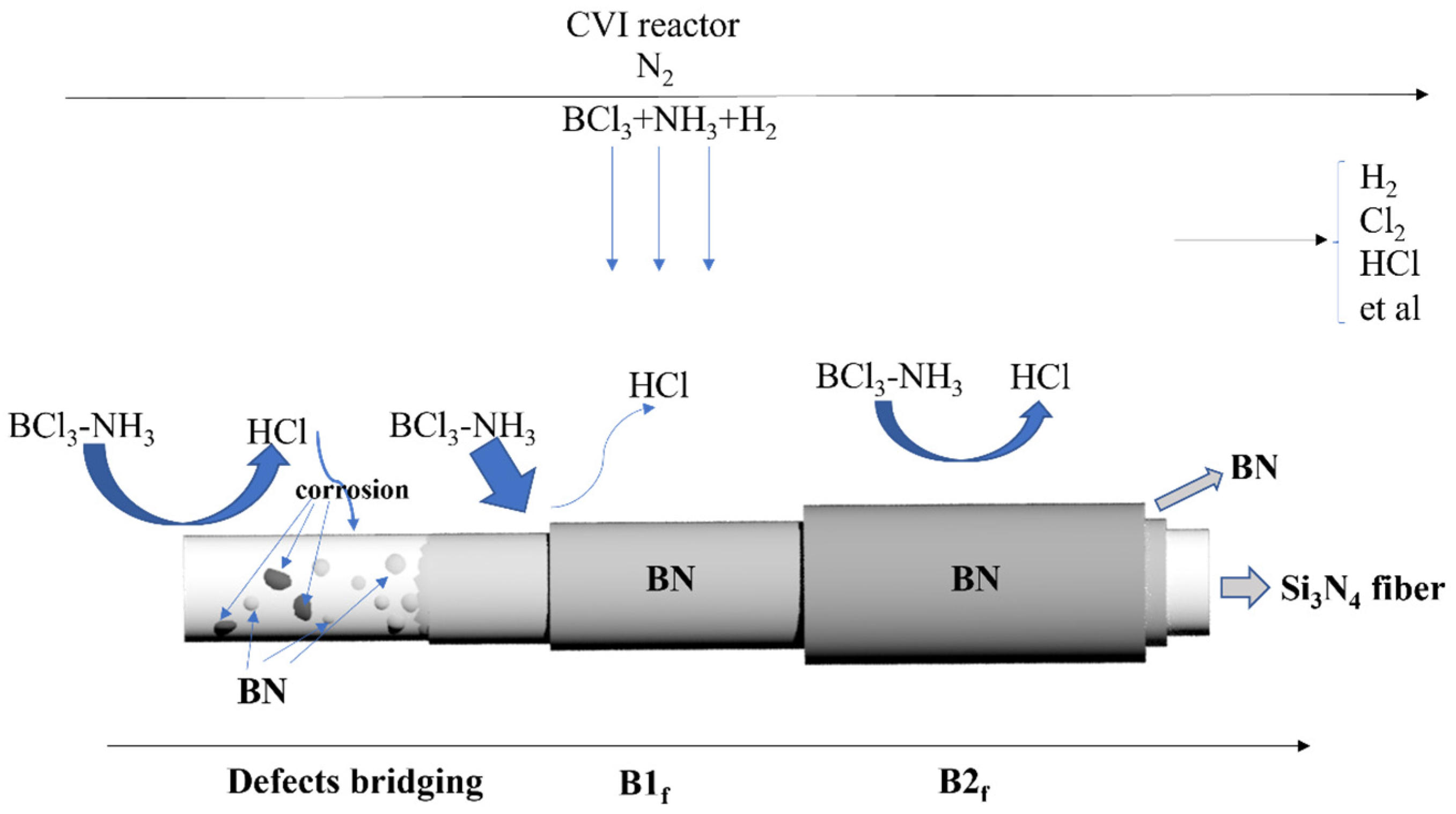
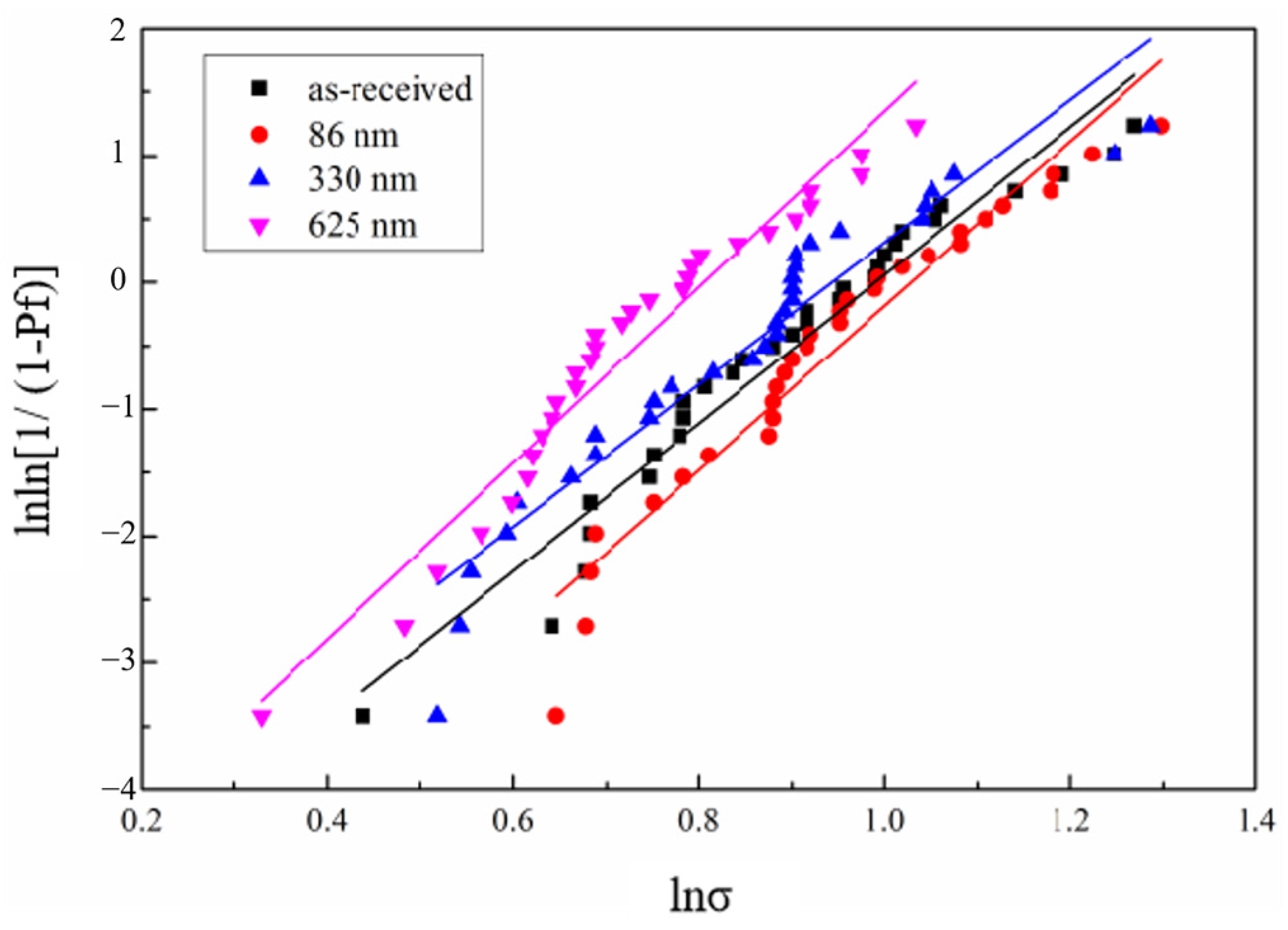
3.1. Effect of Coating Deposition on Fiber Strength
3.2. Results of Microdroplet Debonding Experiments
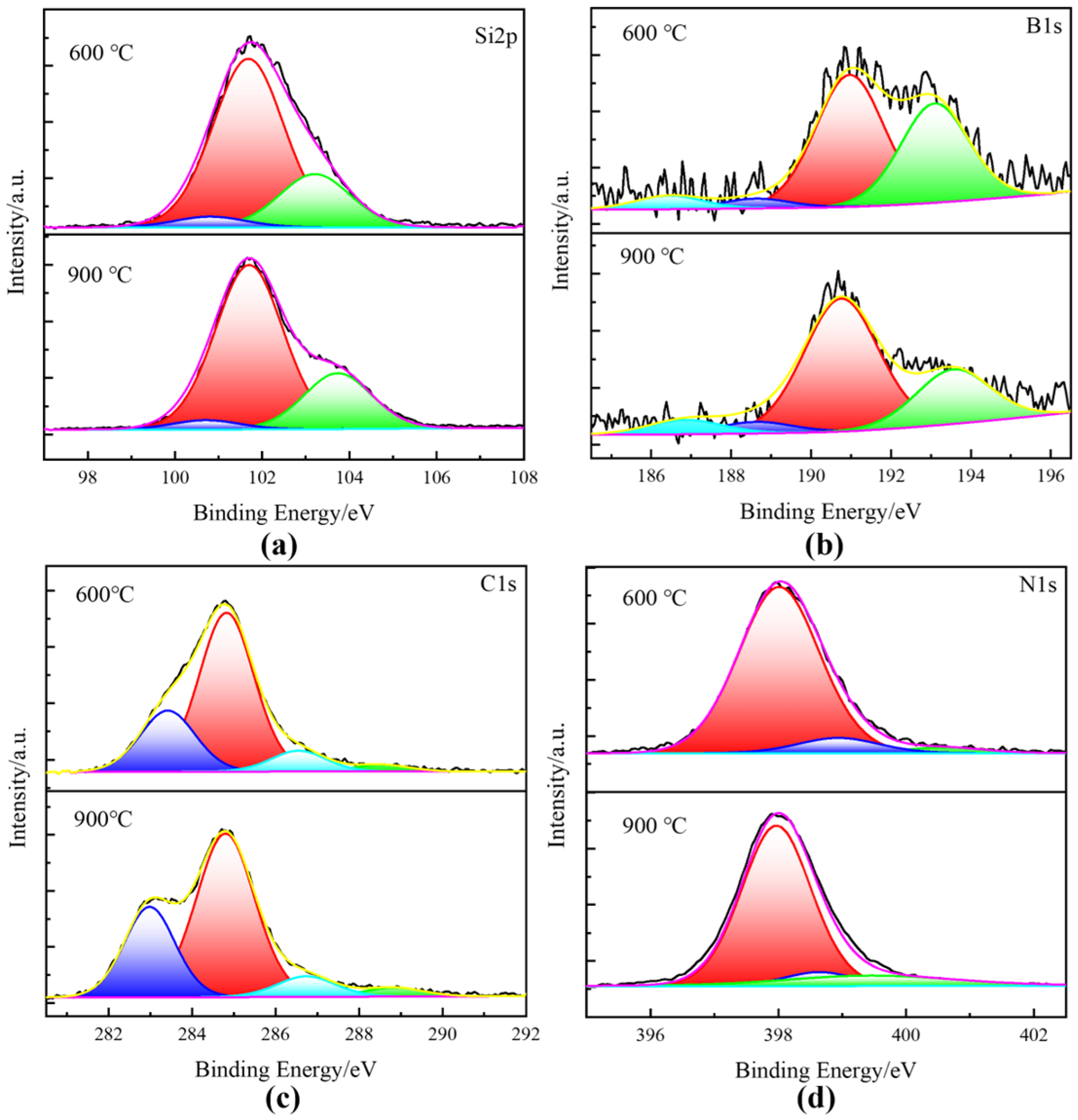
3.2.1. Effect of Pyrolysis on Matrix Ceramics
3.2.2. Characterization and Discussion of Interfacial Bond Strength at the Fiber/Matrix Interface
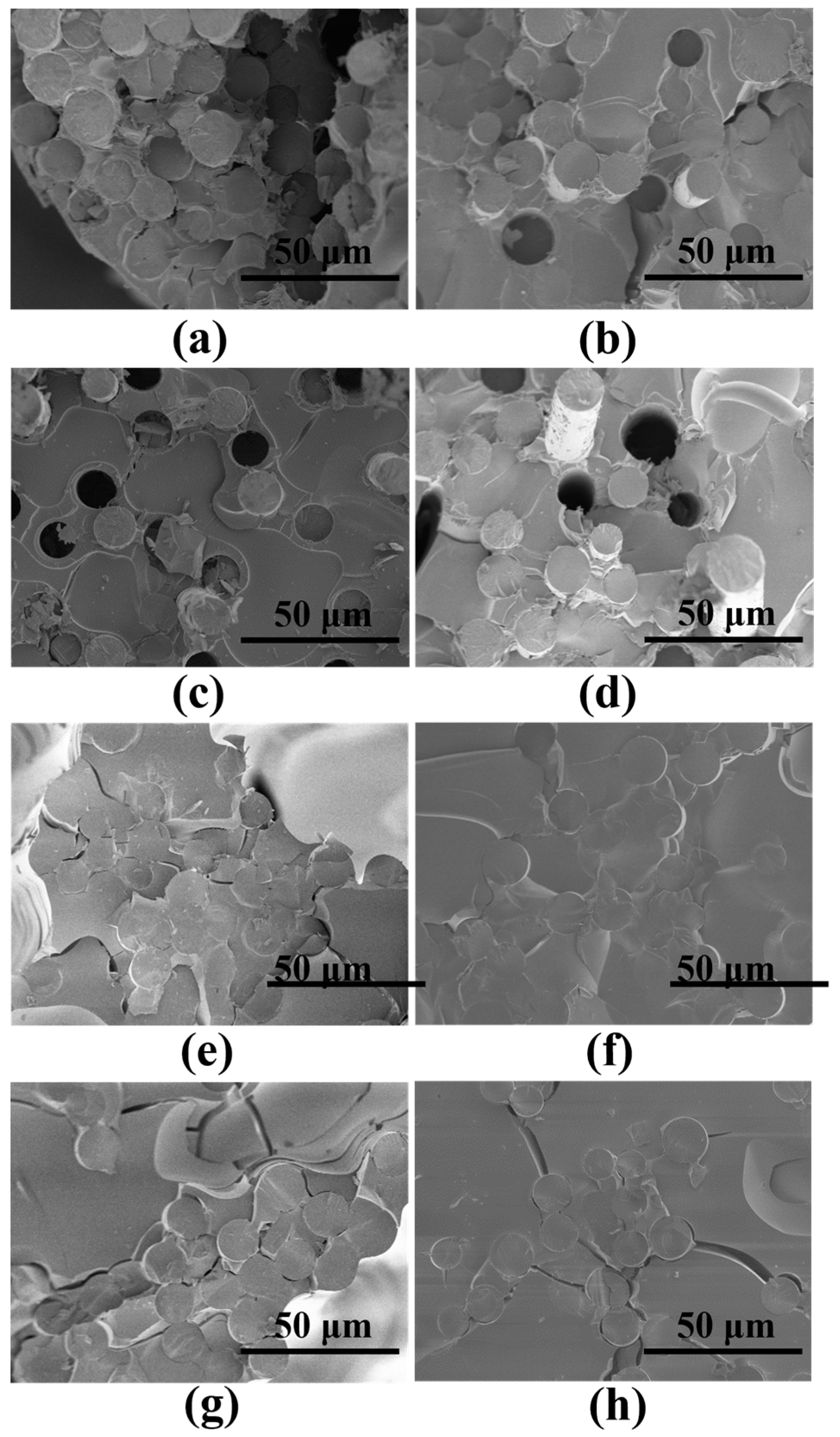
3.3. Si3N4f/BN/SiBCN Microcomposite Strength Characterization and Discussion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, M.; Liu, Y.; Chai, N.; Qin, H.; Liu, X.; Ye, F.; Cheng, L.; Zhang, L. Effect of SiBCN content on the dielectric and EMW absorbing properties of SiBCN-Si3N4 composite ceramics. J. Eur. Ceram. Soc. 2018, 38, 1334–1340. [Google Scholar] [CrossRef]
- Li, D.; Jia, D.; Yang, Z.; Zhou, Y. Principles, design, structure and properties of ceramics for microwave absorption or transmission at high-temperatures. Int. Mater. Rev. 2021, 67, 266–297. [Google Scholar] [CrossRef]
- Kenion, T.; Yang, N.; Xu, C. Dielectric and mechanical properties of hypersonic radome materials and metamaterial design: A review. J. Eur. Ceram. Soc. 2022, 42, 1–17. [Google Scholar] [CrossRef]
- Luan, X.; Xu, X.; Wang, L.; Zou, Y.; Yu, Z.; Cheng, L.; Riedel, R. Self-healing enhancing tensile creep of 2D-satin weave SiC/(SiC-SiBCN)x composites in wet oxygen environment. J. Eur. Ceram. Soc. 2020, 40, 3509–3519. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, X.; Jiao, W.; Liu, Y.; Yu, J.; Ding, B. Evolution from microfibers to nanofibers toward next-generation ceramic matrix composites: A review. J. Eur. Ceram. Soc. 2023, 43, 1255–1269. [Google Scholar] [CrossRef]
- Weinmann, M.; Schuhmacher, J.; Kummer, H.; Prinz, S.; Peng, J.; Seifert, H.J.; Christ, M.; Müller, K.; Bill, J.; Aldinger, F. Synthesis and Thermal Behavior of Novel Si−B−C−N Ceramic Precursors. Chem. Mater 2000, 12, 623–632. [Google Scholar] [CrossRef]
- Zhang, P.; Jia, D.; Yang, Z.; Duan, X.; Zhou, Y. Progress of a novel non-oxide Si-B-C-N ceramic and its matrix composites. J. Adv. Ceram. 2012, 1, 157–178. [Google Scholar] [CrossRef]
- Yin, X.; Kong, L.; Zhang, L.; Cheng, L.; Travitzky, N.; Greil, P. Electromagnetic properties of Si–C–N based ceramics and composites. Int. Mater. Rev. 2014, 59, 326–355. [Google Scholar] [CrossRef]
- Song, C.; Liu, X.; Ye, F.; Liu, Y.; Cheng, L. Mechanical and dielectric properties of SiCf/BN/SiBCN composites via different synthesis technologies. J. Eur. Ceram. Soc. 2019, 39, 4417–4423. [Google Scholar] [CrossRef]
- Song, C.; Liu, Y.; Ye, F.; Cheng, L.; Zhang, P.; Chai, N. Enhanced mechanical property and tunable dielectric property of SiCf/SiC-SiBCN composites by CVI combined with PIP. J. Adv. Ceram. 2021, 10, 758–767. [Google Scholar] [CrossRef]
- Zhang, M.; Hou, J.; Li, D.; Liang, B.; Niu, Z.; Zhang, Q.; Yang, Z.; Jia, D.; Cai, D.; Duan, X.; et al. Mo–SiBCN metal-ceramic composites with enhanced and tunable thermophysical properties and thermal shock resistance. Ceram. Int. 2022, 48, 5744–5751. [Google Scholar] [CrossRef]
- Vasechko, V.; Flucht, F.; Rahner, N. Mechanical investigation of weak regions in a wound oxide-oxide ceramic matrix composite. J. Eur. Ceram. Soc. 2018, 38, 5192–5199. [Google Scholar] [CrossRef]
- Jian, K.; Chen, Z.-H.; Ma, Q.-S.; Zheng, W.-W. Effects of pyrolysis processes on the microstructures and mechanical properties of Cf/SiC composites using polycarbosilane. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2005, 390, 154–158. [Google Scholar] [CrossRef]
- Chen, M.; Pan, L.; Xia, X.; Zhou, W.; Li, Y. Boron nitride (BN) and BN based multiple-layer interphase for SiCf/SiC composites: A review. Ceram. Int. 2022, 48, 34107–34127. [Google Scholar] [CrossRef]
- Arulvel, S.; Reddy, D.M.; Rufuss, D.D.W.; Akinaga, T. A comprehensive review on mechanical and surface characteristics of composites reinforced with coated fibres. Surf. Interfaces 2021, 27, 101449. [Google Scholar] [CrossRef]
- Hino, T.; Hayashishita, E.; Yamauchi, Y.; Hashiba, M.; Hirohata, Y.; Kohyama, A. Helium gas permeability of SiC/SiC composite used for in-vessel components of nuclear fusion reactor. Fusion Eng. Des. 2005, 73, 51–56. [Google Scholar] [CrossRef]
- Li, H.; Wang, Y.; Zhang, C.; Zhang, B. Effects of thermal histories on interfacial properties of carbon fiber/polyamide 6 composites: Thickness, modulus, adhesion and shear strength. Compos. Part A Appl. Sci. Manuf. 2016, 85, 31–39. [Google Scholar] [CrossRef]
- Liu, Y.-F.; Kagawa, Y. The energy release rate for an interfacial debond crack in a fiber pull-out model. Compos. Sci. Technol. 2000, 60, 167–171. [Google Scholar] [CrossRef]
- Naslain, R.R. The design of the fibre-matrix interfacial zone in ceramic matrix composites. Compos. Part A Appl. Sci. Manuf. 1998, 29, 1145–1155. [Google Scholar] [CrossRef]
- Lamon, J. Influence of Interfaces and Interphases on the Mechanical Behavior of Fiber-Reinforced Ceramic Matrix Composites. Ceram. Matrix Compos. 2014, 26, 40–64. [Google Scholar] [CrossRef]
- Tang, L.; Zhang, J.; Tang, Y.; Kong, J.; Liu, T.; Gu, J. Polymer matrix wave-transparent composites: A review. J. Mater. Sci. Technol. 2021, 75, 225–251. [Google Scholar] [CrossRef]
- Xu, Z.; Sun, X.; Xiong, K.; Chen, Z.; Shang, Y.; Guo, R.; Cai, S.; Zheng, C. A review of the research progress on the interface between oxide fiber and oxide ceramic matrix. Ceram. Int. 2021, 47, 5896–5908. [Google Scholar] [CrossRef]
- Hou, Y.; Li, B.; Shao, C.; Li, D.; Yang, X.; Gao, S. Effect of high-temperature annealing in air and N2 atmosphere on the mechanical properties of Si3N4 fibers. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2018, 724, 502–508. [Google Scholar] [CrossRef]
- Sun, X.; Liu, H.T.; Cheng, H.F. Oxidation behavior of silicon nitride fibers obtained from polycarbosilane fibers via electron beam irradiation curing. RSC Adv. 2017, 7, 47833–47839. [Google Scholar] [CrossRef]
- Zhang, S.; Hua, Y.; Wang, Q.; Zhang, G.; Lei, H.; Yu, Z.; Li, S.; Chen, L. Effects of oxygen on the thermal stability of silicon nitride fibers. J. Eur. Ceram. Soc. 2022, 42, 2691–2698. [Google Scholar] [CrossRef]
- Zou, C.; Li, B.; Liu, K.; Yang, X.; Li, D. Microstructure and mechanical properties of Si3N4f/BN composites with BN interphase prepared by chemical vapor deposition of borazine. J. Eur. Ceram. Soc. 2020, 40, 1139–1148. [Google Scholar] [CrossRef]
- Zou, C.; Li, B.; Meng, X.; Liu, K.; Yang, X.; Li, D.; Wang, S. Ablation behavior and mechanism of SiO2f/SiO2, SiO2f/BN and Si3N4f/BN radar wave transparent composites. Corros. Sci. 2018, 139, 243–254. [Google Scholar] [CrossRef]
- Luan, X.g.; Yu, R.; Zhang, Q.; Zhang, S.; Cheng, L. Boron nitride coating of sapphire optical fiber for high temperature sensing applications. Surf. Coat. Technol. 2019, 363, 203–209. [Google Scholar] [CrossRef]
- Xue, J.; Ren, F.; Dong, Y.; Wei, H.; Yang, F.; Cheng, L. Si3N4-BN-SiCN ceramics with unique hetero-interfaces for enhancing microwave absorption properties. Ceram. Int. 2021, 47, 12261–12268. [Google Scholar] [CrossRef]
- Sarkar, S.; Gan, Z.; An, L.; Zhai, L. Structural Evolution of Polymer-Derived Amorphous SiBCN Ceramics at High Temperature. J. Phys. Chem. C 2011, 115, 24993–25000. [Google Scholar] [CrossRef]
- Pickering, K.L.; Murray, T.L. Weak link scaling analysis of high-strength carbon fibre. Compos. Part A Appl. Sci. Manuf. 1999, 30, 1017–1021. [Google Scholar] [CrossRef]
- Thomason, J.L. On the application of Weibull analysis to experimentally determined single fibre strength distributions. Compos. Sci. Technol. 2013, 77, 74–80. [Google Scholar] [CrossRef]
- Benjeddou, O. Weibull statistical analysis and experimental investigation of size effects on tensile behavior of dry unidirectional carbon fiber sheets. Polym. Test 2020, 86, 106498. [Google Scholar] [CrossRef]
- Chen, P.; Li, W.; Li, X.; Zhu, Y.; Zhu, B. Effect of boron content on the microstructure and electromagnetic properties of SiBCN ceramics. Ceram. Int. 2022, 48, 3037–3050. [Google Scholar] [CrossRef]
- Zhou, C.; Min, H.; Yang, L.; Chen, M.; Wen, Q.; Yu, Z. Dimethylaminoborane-modified copolysilazane as a novel precursor for high-temperature resistant SiBCN ceramics. J. Eur. Ceram. Soc. 2014, 34, 3579–3589. [Google Scholar] [CrossRef]
- Funayama, O.; Nakahara, H.; Okoda, M.; Okumura, M.; Isoda, T. Conversion mechanism of polyborosilazane into silicon nitride-based ceramics. J. Mater. Sci. 1995, 30, 410–416. [Google Scholar] [CrossRef]
- Cao, S.; Wang, J.; Wang, H. High-temperature behavior and degradation mechanism of SiC fibers annealed in Ar and N2 atmospheres. J. Mater. Sci. 2016, 51, 4650–4659. [Google Scholar] [CrossRef]
- Song, Q.; Yan, H.; Liu, K.; Xie, K.; Li, W.; Gai, W.; Chen, G.; Li, H.; Shen, C.; Fu, Q.; et al. Vertically Grown Edge-Rich Graphene Nanosheets for Spatial Control of Li Nucleation. Adv. Energy Mater. 2018, 8, 1800564. [Google Scholar] [CrossRef]
- Yang, L.; Thomason, J.L. Development and application of micromechanical techniques for characterising interfacial shear strength in fibre-thermoplastic composites. Polym. Test. 2012, 31, 895–903. [Google Scholar] [CrossRef]
- Xu, Z.; Zhang, J.; Chen, Z.; Sun, X.; Lv, X.; Guo, R.; Cui, F.; Xiong, K.; Gong, Z.; Yuan, Z.; et al. LaPO4 coating on alumina-based fiber: Strength retention of fiber and improvement of interfacial performances. Ceram. Int. 2022, 48, 7836–7849. [Google Scholar] [CrossRef]
- Wang, S.B.; Zheng, Y. Effect of different thickness h-BN coatings on interface shear strength of quartz fiber reinforced SiOCN composite. Appl. Surf. Sci. 2014, 292, 876–879. [Google Scholar] [CrossRef]
- Zhang, J.; Xiong, K.; Sun, Z.; Lv, Y.; Zhao, Y.; Zhang, H.; Sun, X.; Xu, Z.; Zheng, C. Strength degradation of alumina fiber: Irreversible phase transition after high-temperature treatment. Ceram. Int. 2021, 47, 24582–24588. [Google Scholar] [CrossRef]
- Zhou, J.; Cheng, L.F.; Ye, F.; Zhang, L.T.; Liu, Y.S.; Cui, X.F.; Fu, Z.Q. The control of interfacial bonding state and optimization of mechanical properties of Si3N4f/BN/Si3N4 composites via different synthesis technologies. J. Eur. Ceram. Soc. 2021, 41, 1739–1746. [Google Scholar] [CrossRef]
- Dai, J.W.; Wang, Y.G.; Xu, Z.H.; Mu, R.D.; Liu, W.; He, L.M. Effect of BN/SiC interfacial coatings on the tensile properties of SiC/SiC minicomposites fabricated by PIP. Ceram. Int. 2020, 46, 25058–25065. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Surface Conditions | Tensile Strength (σmean/GPa) | Strength Retention Rate (%) | mσ |
|---|---|---|---|
| Uncoated | 2.71 ± 0.25 | — | 5.9 |
| 86 nm | 2.85 ± 0.19 | 105.2 | 6 |
| 330 nm | 2.66 ± 0.22 | 98.2 | 5.4 |
| 625 nm | 2.27 ± 0.17 | 83.8 | 6.5 |
| Pyrolysis Conditions | 600 °C/2 h | 600 °C/4 h | 900 °C/2 h | 900 °C/4 h | |
|---|---|---|---|---|---|
| Samples (τ/MPa) | B1f | 18.27 ± 5.36 | 26.44 ± 6.92 | 37.31 ± 2.64 | 43.65 ± 7.82 |
| B2f | 17.14 ± 3.56 | 21.96 ± 2.00 | 32.46 ± 4.59 | 42.12 ± 7.01 | |
| Pyrolysis | 600 °C | 900 °C | |||
|---|---|---|---|---|---|
| 2 h | 4 h | 2 h | 4 h | ||
| Samples (/MPa) | B1f | 74.84 | 115.83 | 11.65 | 4.96 |
| B2f | 53.49 | 111.10 | 10.06 | 5.67 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gong, Z.; Xu, Z.; Zhang, J.; Guo, R.; Han, Y.; Sun, X.; Yuan, Z.; Zhao, X.; Zhang, B.; Zheng, C. The Microstructure and Mechanical Properties of Si3N4f/BN/SiBCN Microcomposites Fabricated by the PIP Process. Materials 2024, 17, 2457. https://doi.org/10.3390/ma17102457
Gong Z, Xu Z, Zhang J, Guo R, Han Y, Sun X, Yuan Z, Zhao X, Zhang B, Zheng C. The Microstructure and Mechanical Properties of Si3N4f/BN/SiBCN Microcomposites Fabricated by the PIP Process. Materials. 2024; 17(10):2457. https://doi.org/10.3390/ma17102457
Chicago/Turabian StyleGong, Zhiyou, Zhongkai Xu, Jian Zhang, Ruisong Guo, Yao Han, Xiaohong Sun, Zhuang Yuan, Xinqi Zhao, Bingqing Zhang, and Chunming Zheng. 2024. "The Microstructure and Mechanical Properties of Si3N4f/BN/SiBCN Microcomposites Fabricated by the PIP Process" Materials 17, no. 10: 2457. https://doi.org/10.3390/ma17102457
APA StyleGong, Z., Xu, Z., Zhang, J., Guo, R., Han, Y., Sun, X., Yuan, Z., Zhao, X., Zhang, B., & Zheng, C. (2024). The Microstructure and Mechanical Properties of Si3N4f/BN/SiBCN Microcomposites Fabricated by the PIP Process. Materials, 17(10), 2457. https://doi.org/10.3390/ma17102457