
Additively Manufactured Bionic Corrugated Lightweight Honeycomb Structures with Controlled Deformation Load-Bearing Properties

Abstract
1. Introduction
2. Experimental Procedure
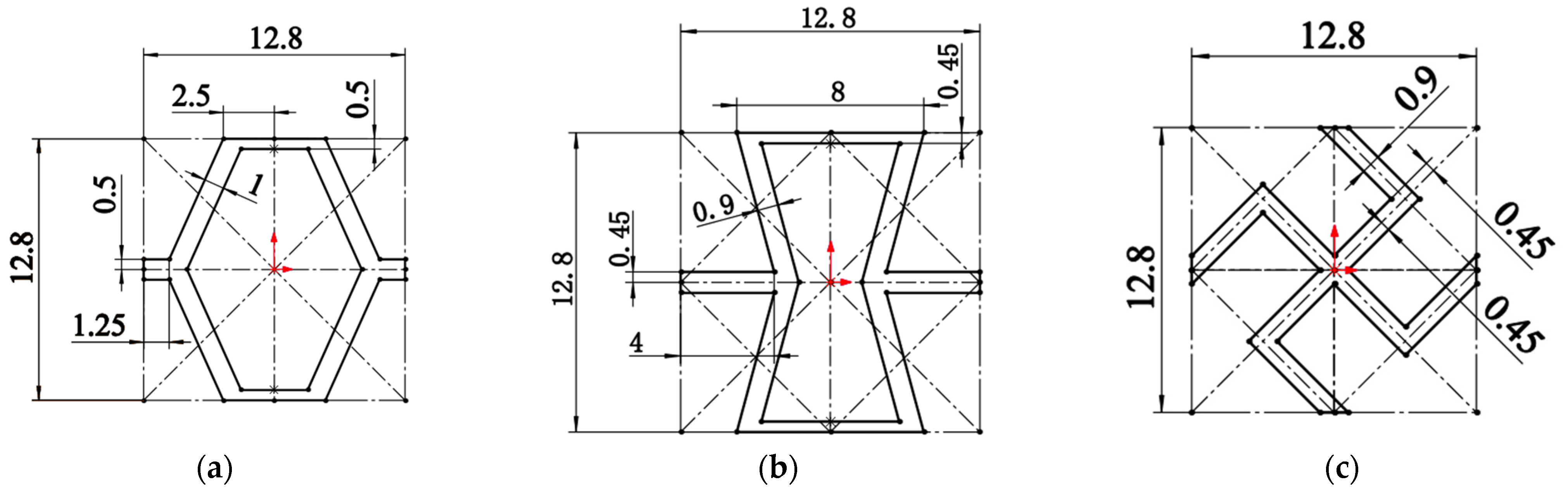
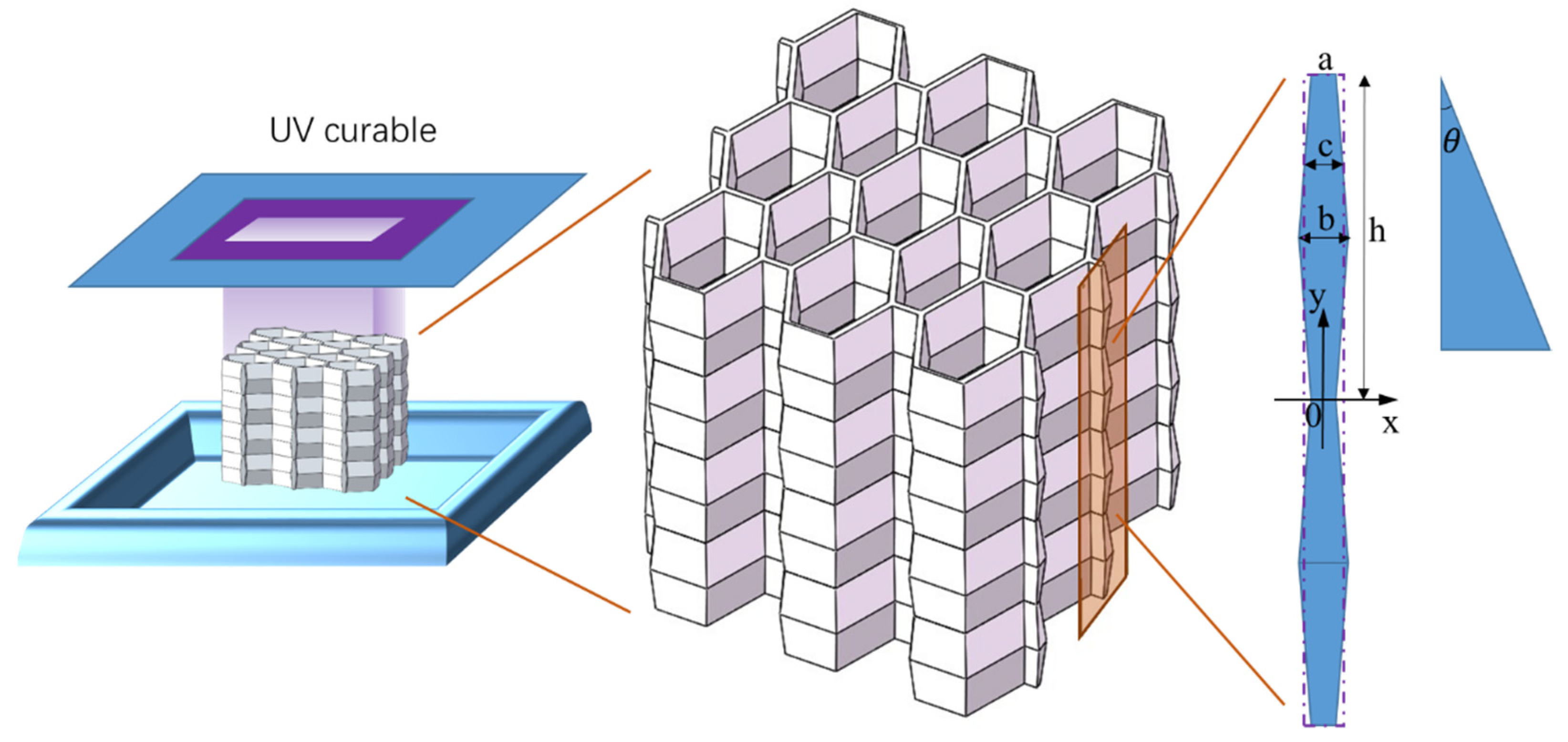
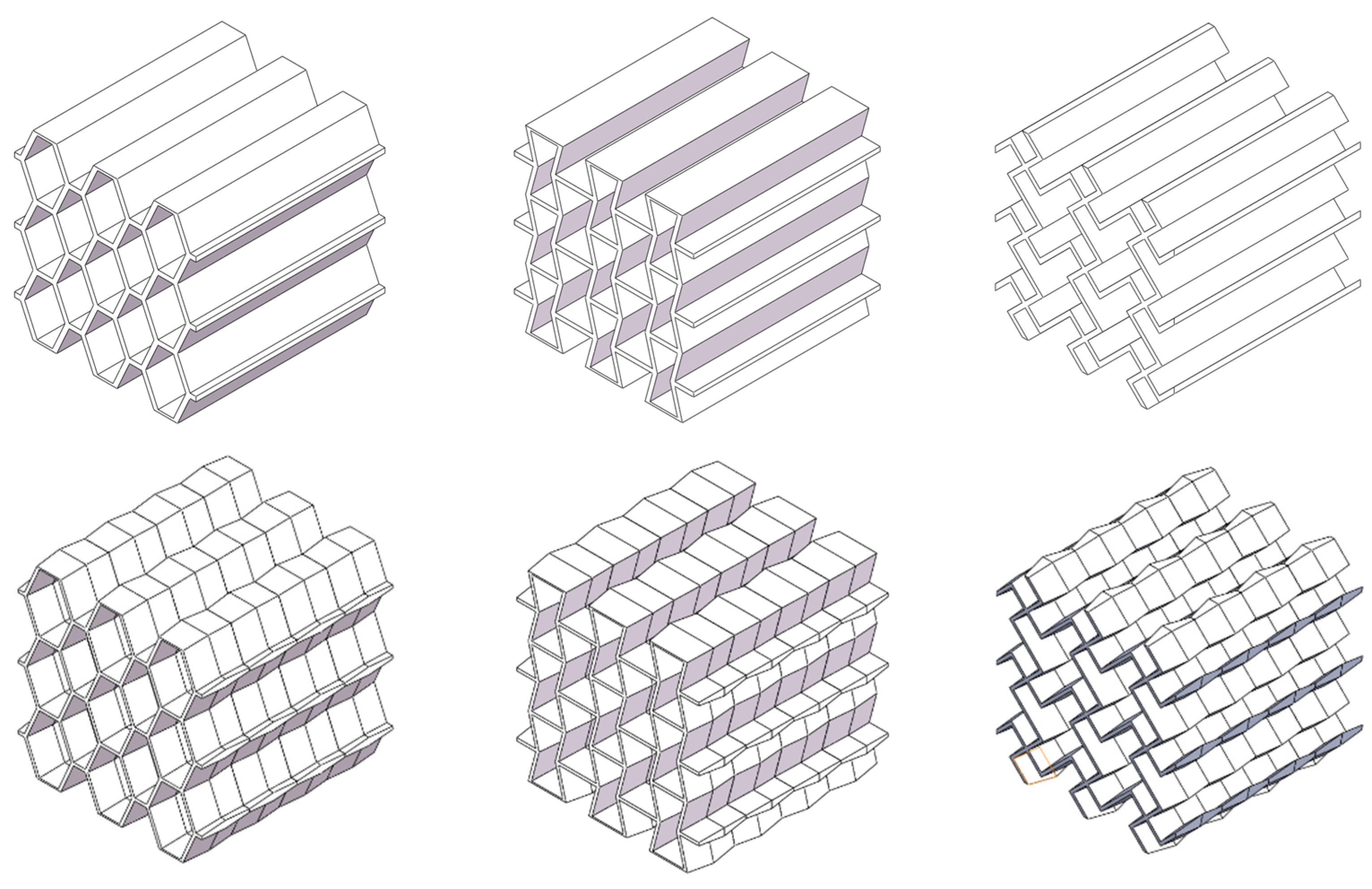
2.1. Geometrical Design and 3D Printing
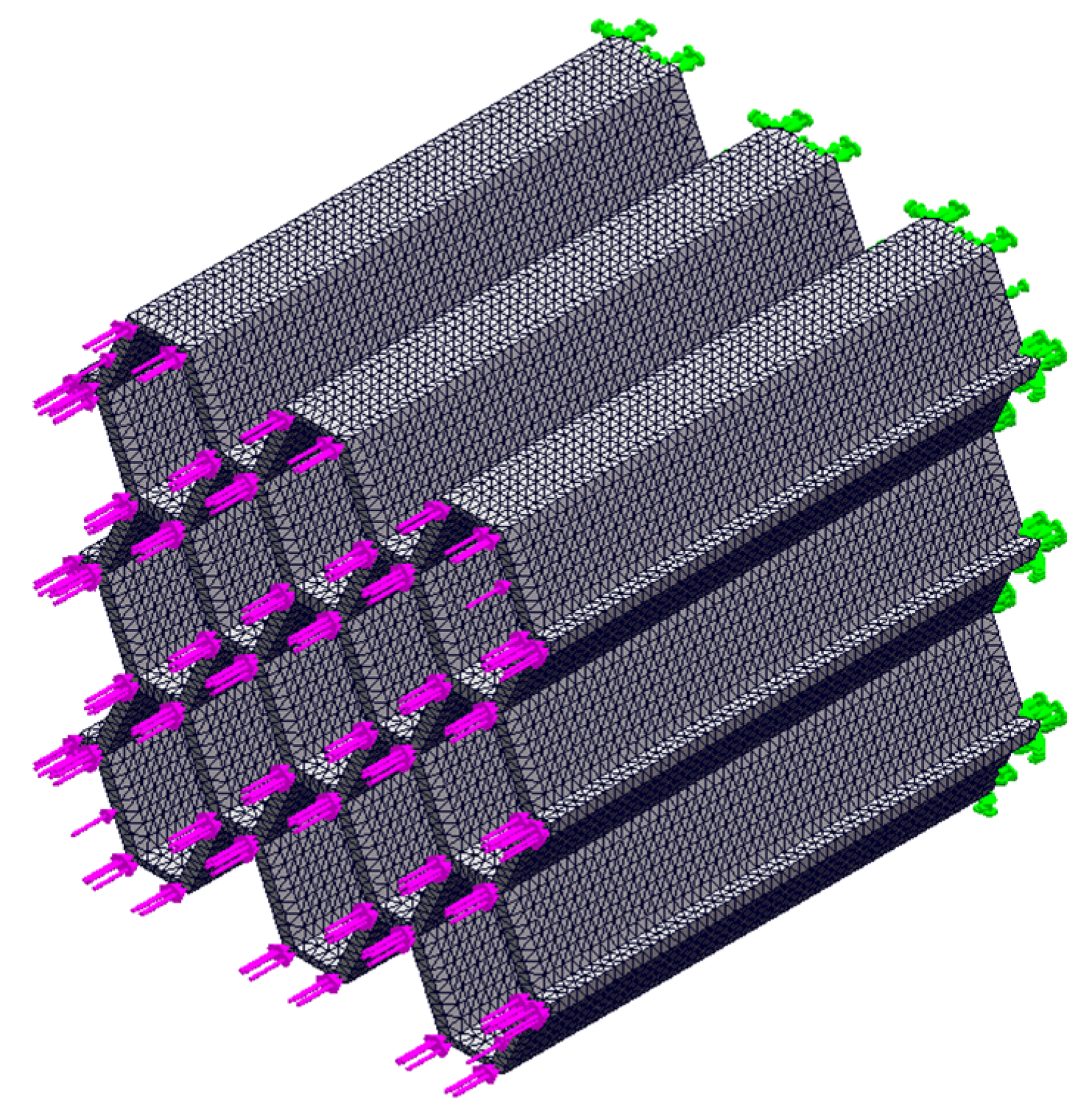
2.2. Preliminary Stress Analysis in Quasi-Static Compression
2.3. Quasi-Static Compression Process and Energy Absorption Test
3. Results and Discussion
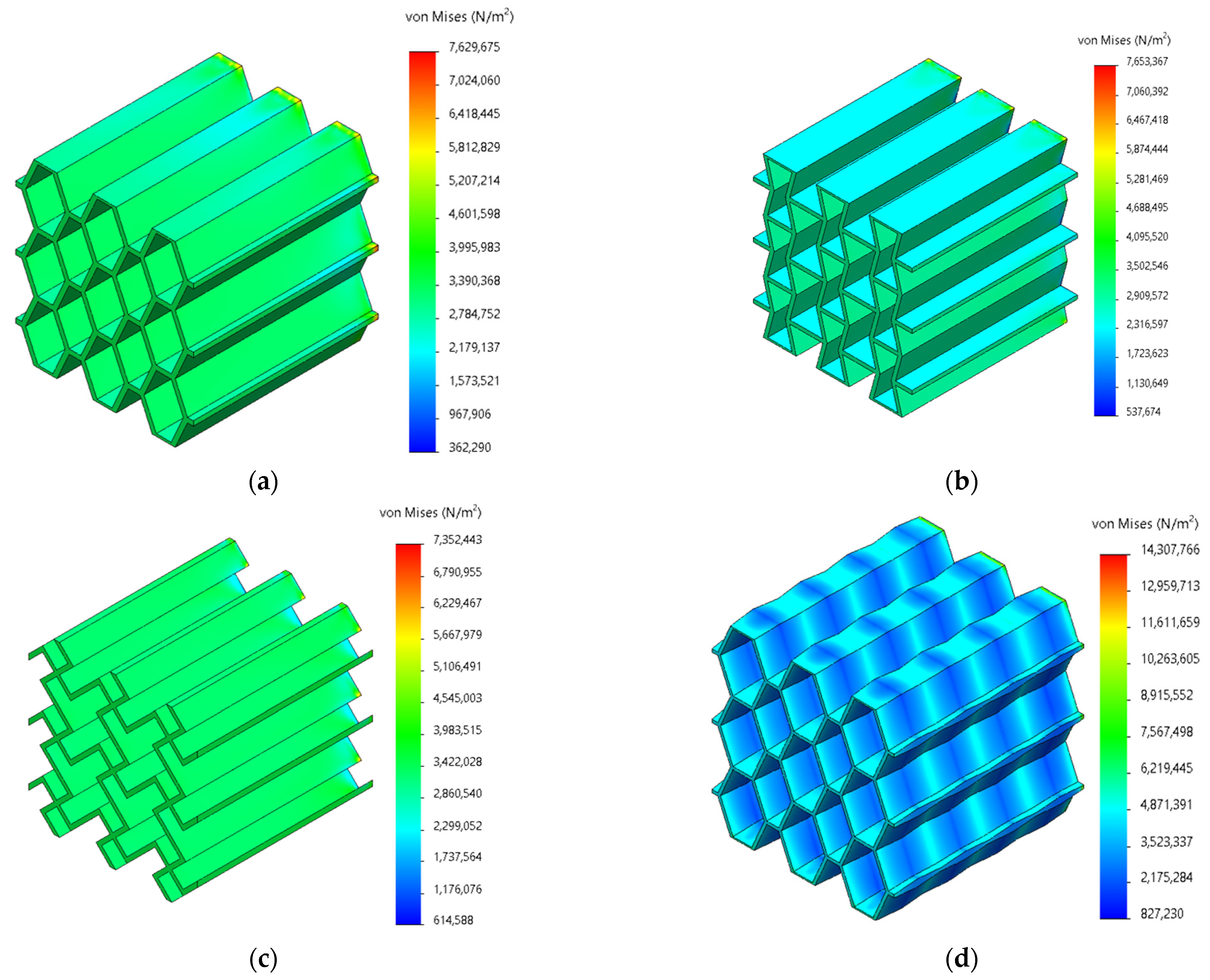
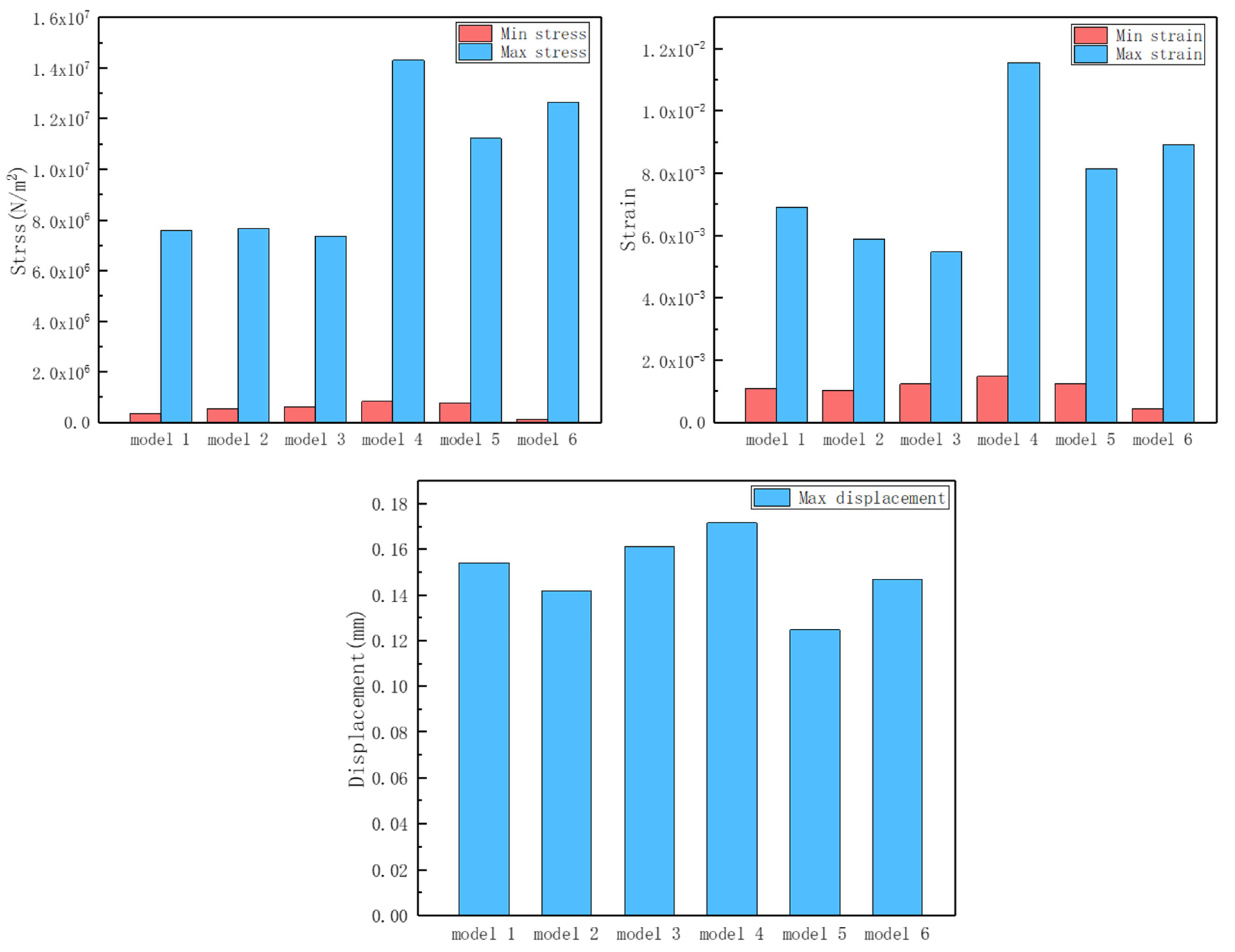
3.1. Preliminary Stress Analysis
3.2. Transient Bearing Capacity Change Curve and Failure Morphology
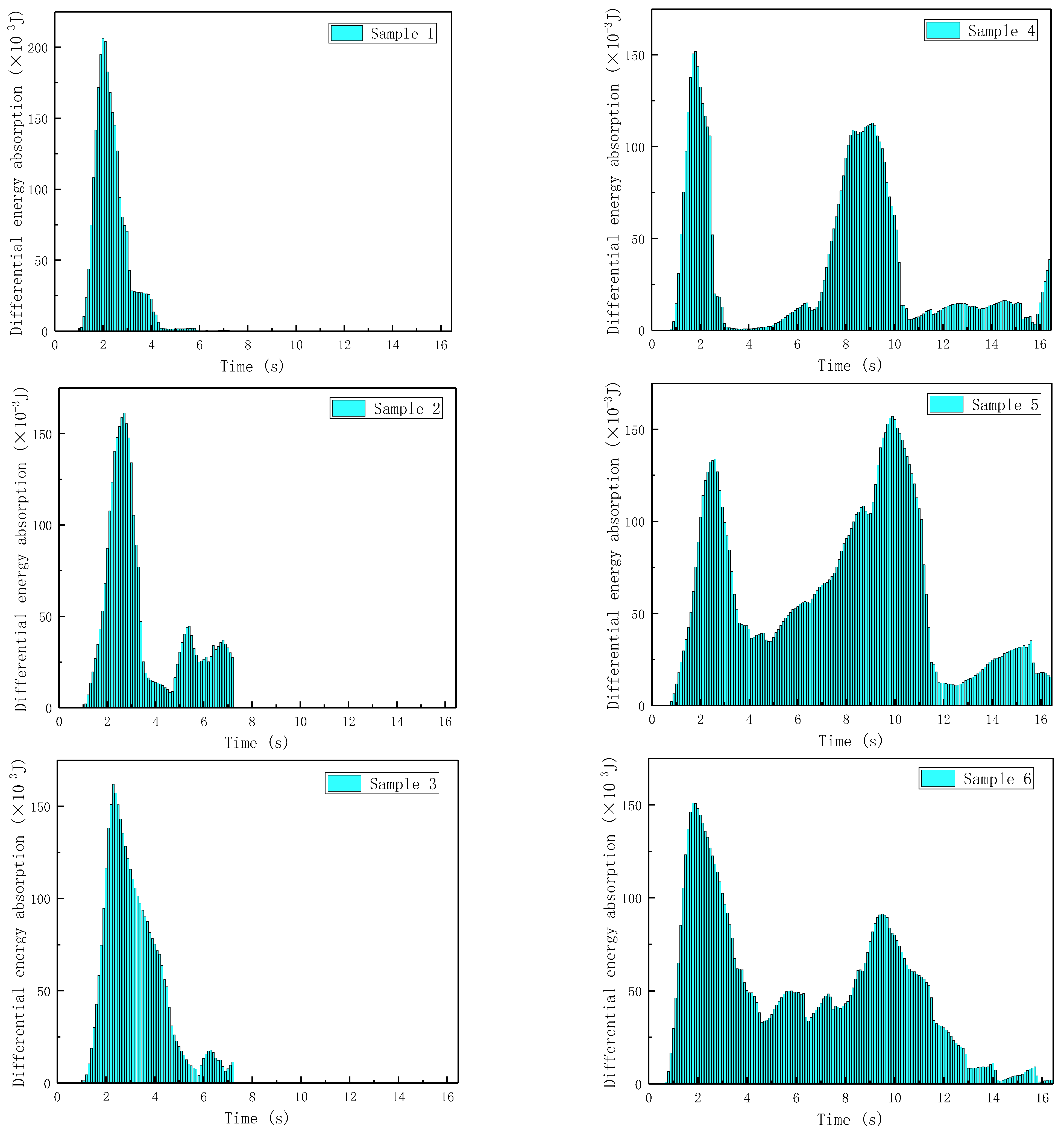
3.3. Energy Absorption Characteristics
4. Conclusions
- The corrugated structure lightweight honeycomb can realize the occurrence of deformation sensed in advance at the maximum stress–strain corrugation, which is conducive to the controllable deformation design of the overall structure. This in turn affects the time of occurrence of elastic buckling and delays the brittle damage process, so that the subsequent brittle damage of the overall structure is no longer “disorderly”;
- After subjecting the corrugated lightweight structure to destructive impact, the presence of a second wave peak in the load-bearing capacity is observed. This characteristic is not exhibited by the homogeneous honeycomb structure. Furthermore, it can be inferred that the corrugated structure does not experience catastrophic damage as a result of the impact.;
- The reconstructed corrugated lightweight structure may be due to the characteristics of the metamaterials. In particular, the peak carrying capacity of the second wave is 117.29% of the peak height of the first wave. The second bearing capacity of the chiral corrugated light structure is 60.7% of that of the first wave peak. However, the continuous load is strong, and the cumulative energy absorption is higher than that of the hexagonal structure;
- The cumulative energy absorption of the corrugated reconstructed structure is 78.01% higher than that of the corrugated hexagonal structure. The cumulative energy absorption of the corrugated chiral structure is 44.95% higher than that of the corrugated hexagonal structure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gong, C.; Bai, Z.; Lv, J.; Zhang, L.W. Crashworthiness analysis of bionic thin-walled tubes inspired by the evolution laws of plant stems. Thin Wall Struct. 2020, 157, 107081. [Google Scholar] [CrossRef]
- Yin, S.; Li, J.; Liu, B.; Meng, K.; Huan, Y.; Nutt, S.R.; Xu, J. Honeytubes: Hollow lattice truss reinforced honeycombs for crushing protection. Compos. Struct. 2017, 160, 1147–1154. [Google Scholar] [CrossRef]
- Qi, D.; Lu, Q.; He, C.; Li, Y.; Wu, W.; Xiao, D. Impact energy absorption of functionally graded chiral honeycomb structures. Extrem. Mech. Lett. 2019, 32, 100568. [Google Scholar] [CrossRef]
- Wang, Z. Recent advances in novel metallic honeycomb structure. Compos. Part. B Eng. 2019, 166, 731–741. [Google Scholar] [CrossRef]
- Hu, D.; Wang, Y.; Song, B.; Dang, L.; Zhang, Z. Energy-absorption characteristics of a bionic honeycomb tubular nested structure inspired by bamboo under axial crushing. Compos. Part B Eng. 2018, 162, 21–32. [Google Scholar] [CrossRef]
- Liu, B.; Xu, X. Numerical study on energy absorption performance of novel bionic helmet liner. Mater. Today Commun. 2023, 37, 107369. [Google Scholar] [CrossRef]
- Zhou, J.; Ng, B.F.; Han, N.; Xu, S.; Zou, M. Crashworthiness and optimization of bionic sandwich cores under out-of-plane compression. Int. J. Mech. Sci. 2023, 246, 1081372. [Google Scholar] [CrossRef]
- Gibson, L.J. Biomechanics of cellular solids. J. Biomech. 2005, 38, 377–399. [Google Scholar] [CrossRef]
- Andrew, J.J.; Ubaid, J.; Hafeez, F.; Schiffer, A.; Kumar, S. Impact performance enhancement of honeycombs through additive manufacturing-enabled geometrical tailoring. Int. J. Impact Eng. 2019, 134, 103360. [Google Scholar] [CrossRef]
- Wu, Q.; Xiong, J. Influence of modeling approaches and structural parameters on impact resistance of the human porous cranium. Acta Mech. Sin. 2021, 37, 913–931. [Google Scholar] [CrossRef]
- Kumar, S.; Ubaid, J.; Abishera, R.; Schiffer, A.; Deshpande, V.S. Tunable Energy Absorption Characteristics of Architected Honeycombs Enabled via Additive Manufacturing. ACS Appl. Mater. Interfaces 2019, 11, 42549–42560. [Google Scholar] [CrossRef]
- Pierre, J.; Iervolino, F.; Farahani, R.D.; Piccirelli, N.; Lévesque, M.; Therriault, D. Material extrusion additive manufacturing of multifunctional sandwich panels with load-bearing and acoustic capabilities for aerospace applications. Addit. Manuf. 2023, 61, 2023. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, M.; Wang, Y.; Huang, Z.; Fang, Y. Experimental studies on quasi-static axial crushing of additively-manufactured PLA random honeycomb-filled double circular tubes. Compos. Struct. 2021, 261, 113553. [Google Scholar] [CrossRef]
- Tüzemen, M.Ç.; Salamcı, E.; Ünal, R. Additive manufacturing design approach to strut-based functionally graded porous structures for personalized implants. J. Manuf. Process. 2022, 84, 1526–1540. [Google Scholar] [CrossRef]
- Wang, P.; Yang, F.; Li, P.; Zheng, B.; Fan, H. Design and additive manufacturing of a modified face-centered cubic lattice with enhanced energy absorption capability. Extrem. Mech. Lett. 2021, 47, 101358. [Google Scholar] [CrossRef]
- Wang, P.; Yang, F.; Ru, D.; Zheng, B.; Fan, H. Additive-manufactured hierarchical multi-circular lattice structures for energy absorption application. Mater. Des. 2021, 210, 110116. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, Y.; Bernard, A. A constructive solid geometry-based generative design method for additive manufacturing. Addit. Manuf. 2021, 41, 101952. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, X.; Chen, X.; He, Y.; Cheng, L.; Huo, M.; Yin, J.; Hao, F.; Chen, S.; Wang, P.; et al. Additive manufacturing of structural materials. Mater. Sci. Eng. R Rep. 2021, 145, 100596. [Google Scholar] [CrossRef]
- Srivastava, M.; Rathee, S.; Patel, V.; Kumar, A.; Koppad, P.G. A review of various materials for additive manufacturing: Recent trends and processing issues. J. Mater. Res. Technol. 2022, 21, 2612–2641. [Google Scholar] [CrossRef]
- Yao, N.; Lu, T.; Sun, B.; Chen, X.; Cheng, W.; Yang, C.; Xie, Y.; Zhang, X.-C.; Tu, S.-T. Gradient nanostructure induces exceptional cryogenic mechanical properties in an additively manufactured medium entropy alloy. Scr. Mater. 2024, 241, 115885. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, G.; Qiao, J.; Li, L. Design and In Situ Additive Manufacturing of Multifunctional Structures. Engineering 2023, 28, 58–68. [Google Scholar] [CrossRef]
- Andrew, J.J.; Verma, P.; Kumar, S. Impact behavior of nanoengineered, 3D printed plate-lattices. Mater. Des. 2021, 202, 109516. [Google Scholar] [CrossRef]
- Sabaté Rovira, D.; Nielsen, H.M.; Taboryski, R.; Bunea, A.-I. Additive manufacturing of polymeric scaffolds for biomimetic cell membrane engineering. Mater. Des. 2021, 201, 109486. [Google Scholar] [CrossRef]
- Ma, J.; Chai, S.; Chen, Y. Geometric design, deformation mode, and energy absorption of patterned thin-walled structures. Mech. Mater. 2022, 168, 104269. [Google Scholar] [CrossRef]
- Clarke, D.J.; Imediegwu, C.; Moat, R.; Jowers, I. A systematic numerical and experimental study into the mechanical properties of five honeycombs. Compos. Part B Eng. 2023, 264, 110895. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, T.; Wang, G.; Liu, J.; Zhao, L.; Zhang, R.; Yu, Y. Intelligent response bilayer hydrogel with controllable deformation-recovery and shape memory. Eur. Polym. J. 2021, 150, 110399. [Google Scholar] [CrossRef]
- Brown, N.K.; Deshpande, A.; Garland, A.; Pradeep, S.A.; Fadel, G.; Pilla, S.; Li, G. Deep reinforcement learning for the design of mechanical metamaterials with tunable deformation and hysteretic characteristics. Mater. Des. 2023, 235, 112428. [Google Scholar] [CrossRef]
- Li, Q.; Onuki, Y.; Sun, Q. Tailoring thermal expansion of shape memory alloys through designed reorientation deformation. Acta Mater. 2021, 218, 117201. [Google Scholar] [CrossRef]
- Alia, R.; Al-Ali, O.; Kumar, S.; Cantwell, W.J. The energy-absorbing characteristics of carbon fiber-reinforced epoxy honeycomb structures. J. Compos. Mater. 2019, 53, 1145–1157. [Google Scholar] [CrossRef]
- Gardner, N.; Wang, E.; Shukla, A. Performance of functionally graded sandwich composite beams under shock wave loading. Compos. Struct. 2012, 94, 1755–1770. [Google Scholar] [CrossRef]
- Liang, M.; Li, Z.; Lu, F.; Li, X. Theoretical and numerical in-vestigation of blast responses of continuous-density graded cellular materials. Compos. Struct. 2017, 164, 170–179. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, H. Optimal design of functionally graded foam material under impact loading. Int. J. Mech. Sci. 2013, 68, 199–211. [Google Scholar] [CrossRef]
- Lu, G.; Yu, T. Energy Absorption of Structures and Materials; CRC Press: Boca Raton, FL, USA; Woodhead: Cambridge, UK, 2003. [Google Scholar]
- Sun, G.; Chen, D.; Wang, H.; Hazell, P.J.; Li, Q. High-velocity impact behaviour of aluminium honeycomb sandwich panels with different structural configurations. Int. J. Impact Eng. 2018, 122, 119–136. [Google Scholar] [CrossRef]
- Chen, Y.; Li, T.; Jia, Z.; Scarpa, F.; Yao, C.-W.; Wang, L. 3D printed hierarchical honeycombs with shape integrity under large compressive deformations. Mater. Des. 2018, 137, 226–234. [Google Scholar] [CrossRef]
- Sun, D.; Zhang, W.; Wei, Y. Mean out-of-plane dynamic plateau stresses of hexagonal honeycomb cores under impact loadings. Compos. Struct. 2010, 92, 2609–2621. [Google Scholar]
- Juntikka, R.; Hallström, S. Weight-balanced drop test method for characterization of dynamic properties of cellular materials. Int. J. Impact Eng. 2004, 30, 541–554. [Google Scholar] [CrossRef]
- Cui, L.; Kiernan, S.; Gilchrist, M.D. Designing the energy absorption capacity of func-tionally graded foam materials. Mater. Sci. Eng. A 2009, 507, 215–225. [Google Scholar] [CrossRef]
- Zhang, J.; Qin, Q.; Xiang, C.; Wang, T.J. Dynamic response of slender multilayer sand-wich beams with metal foam cores subjected to low-velocity impact. Compos. Struct. 2016, 153, 614–623. [Google Scholar] [CrossRef]
- Zhang, Z.; Song, B.; Fan, J.; Wang, X.; Wei, S.; Fang, R.; Zhang, X.; Shi, Y. Design and 3D Printing of Graded Bionic Metamaterial Inspired by Pomelo Peel for High Energy Absorption. Chin. J. Mech. Eng. Addit. Manuf. Front. 2023, 2, 100068. [Google Scholar] [CrossRef]
- White, B.C.; Garland, A.; Boyce, B.L. Topological homogenization of metamaterial variability. Mater. Today 2022, 53, 16–26. [Google Scholar] [CrossRef]
- Rejab, M.; Cantwell, W. The mechanical behaviour of corrugated-core sandwich panels. Compos. Part B Eng. 2012, 47, 267–277. [Google Scholar] [CrossRef]
- Haldar, A.; Managuli, V.; Munshi, R.; Agarwal, R.; Guan, Z. Compressive behaviour of 3D printed sandwich structures based on corrugated core design, Materials. Today Commun. 2021, 26, 101725. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structures and Properties, 2nd ed.; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar]
- Nazir, A.; Gokcekaya, O.; Md Masum Billah, K.; Ertugrul, O.; Jiang, J.; Sun, J.; Hussain, S. Multi-material additive manufacturing: A systematic review of design, properties, applications, challenges, and 3D printing of materials and cellular metamaterials. Mater. Des. 2023, 226, 111661. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Standard | Unit |
|---|---|---|
| Thermal deformation temperature | 46 | °C |
| Hardness | 79 | MPa |
| Tensile strength | 47 | MPa |
| Fracture strength | 30–40 | MPa |
| Tensile elongation ratio | 3 | % |
| Fracture elongation ratio | 6–9 | % |
| Elasticity modulus | 2370–2650 | MPa |
| Bending strength | 69 | MPa |
| Bending modulus | 2178–2222 | MPa |
| Impact strength | 23–29 | J/m2 |
| Poisson ratio | 0.41 | - |
| Model | Unit Total | Cell Size |
|---|---|---|
| homogeneous irregular hexagonal structure (model 1) | 227,365 | 0.765551 mm |
| homogeneous reconstructed hexagonal structure (model 2) | 385,907 | 0.6625 mm |
| homogeneous chiral structure (model 3) | 363,523 | 0.644405 mm |
| corrugated irregular hexagonal structure (model 4) | 792,305 | 0.482931 mm |
| corrugated reconstructed hexagonal structure (model 5) | 750,016 | 0.53347 mm |
| corrugated chiral structure (model 6) | 821,568 | 0.4954 mm |
| Proportion of First Bearing Capacity Peak of Corrugated/Homogeneous Structure/% | Corrugated Structure Second/First Bearing Capacity Peak Ratio/% | |
|---|---|---|
| Irregular hexagonal structure | 73.69 | 73.76 |
| Reconstructed hexagonal structure | 83.02 | 117.29 |
| Chiral structure | 94.10 | 60.70 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Wang, H.; Kong, X.; Jiao, Z.; Yang, W. Additively Manufactured Bionic Corrugated Lightweight Honeycomb Structures with Controlled Deformation Load-Bearing Properties. Materials 2024, 17, 2274. https://doi.org/10.3390/ma17102274
Li J, Wang H, Kong X, Jiao Z, Yang W. Additively Manufactured Bionic Corrugated Lightweight Honeycomb Structures with Controlled Deformation Load-Bearing Properties. Materials. 2024; 17(10):2274. https://doi.org/10.3390/ma17102274
Chicago/Turabian StyleLi, Jie, Han Wang, Xianghao Kong, Zhiwei Jiao, and Weimin Yang. 2024. "Additively Manufactured Bionic Corrugated Lightweight Honeycomb Structures with Controlled Deformation Load-Bearing Properties" Materials 17, no. 10: 2274. https://doi.org/10.3390/ma17102274
APA StyleLi, J., Wang, H., Kong, X., Jiao, Z., & Yang, W. (2024). Additively Manufactured Bionic Corrugated Lightweight Honeycomb Structures with Controlled Deformation Load-Bearing Properties. Materials, 17(10), 2274. https://doi.org/10.3390/ma17102274