
Microstructure and Texture Evolution in Cold-Rolled and Annealed Oxygen-Free Copper Sheets

 , ,
, , 
Abstract
1. Introduction
2. Experimental Section
3. Results and Discussion
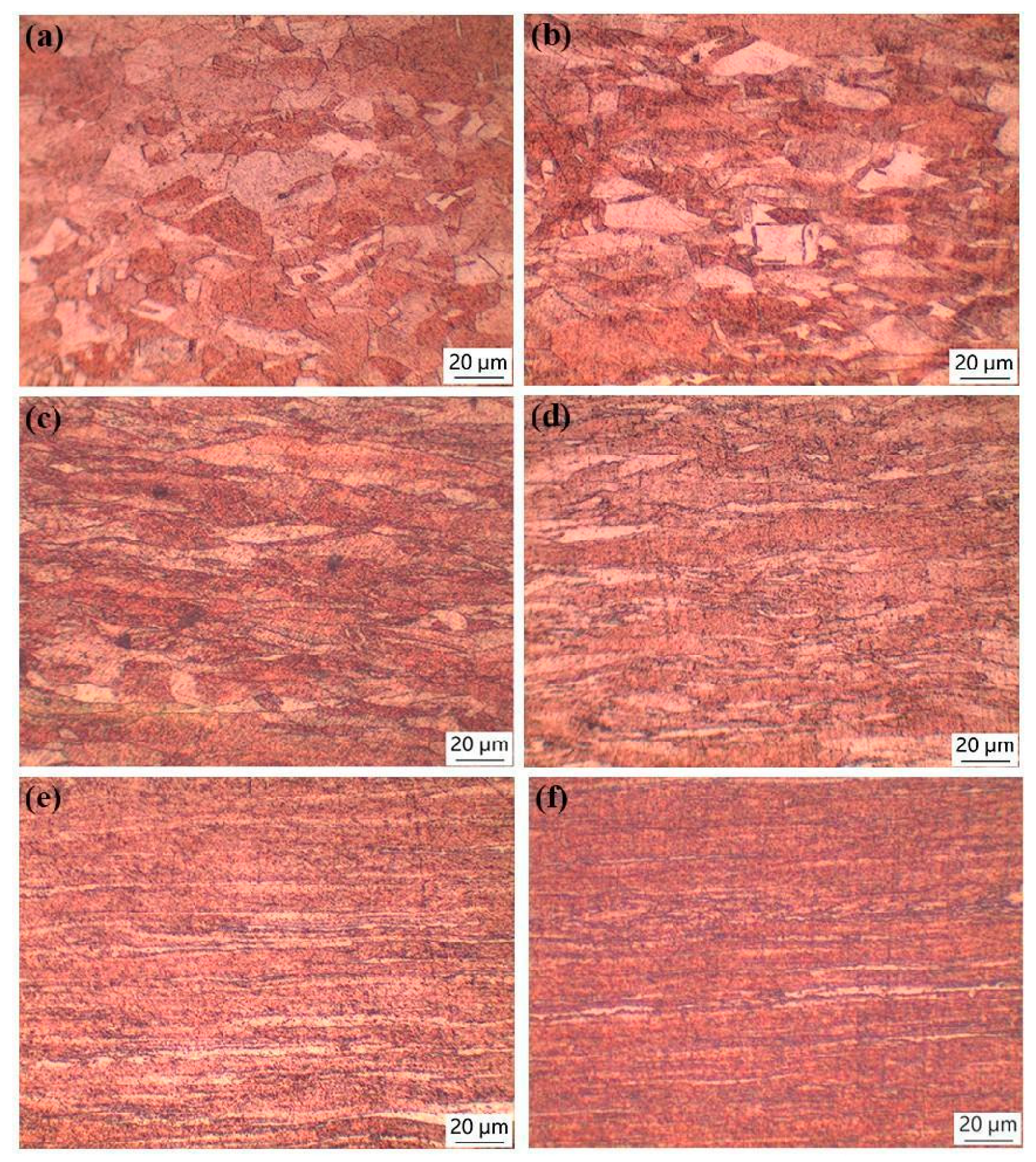
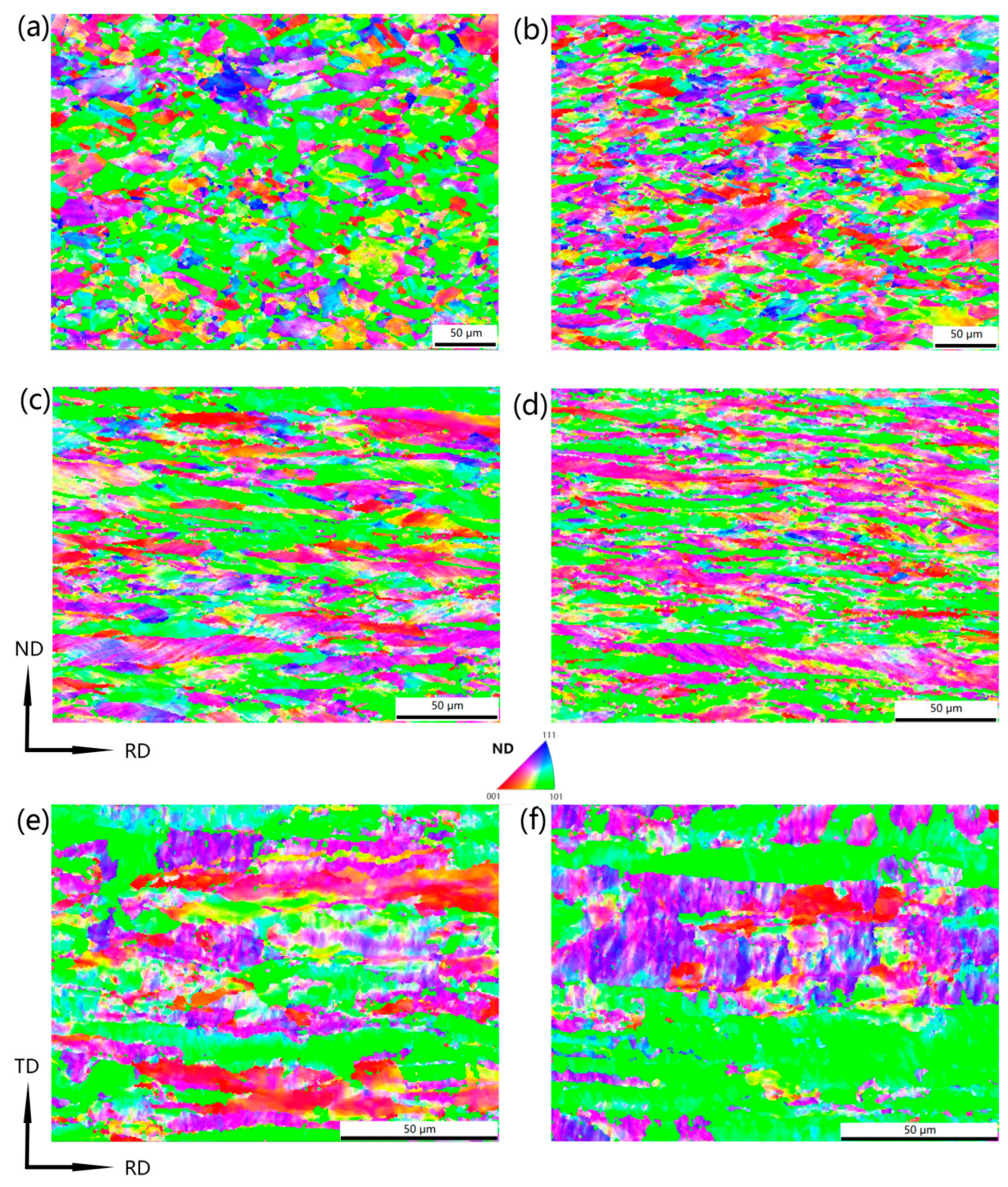
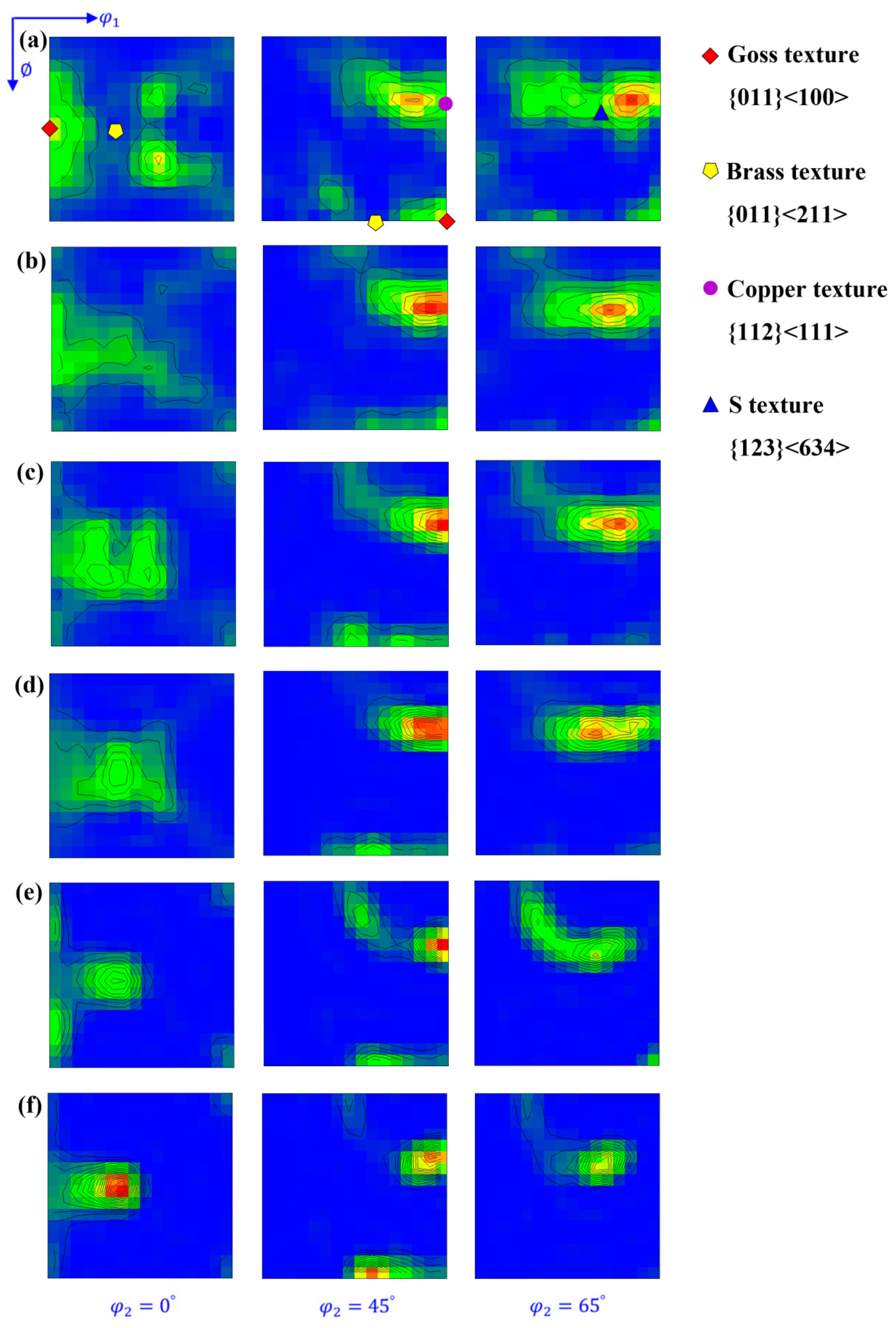
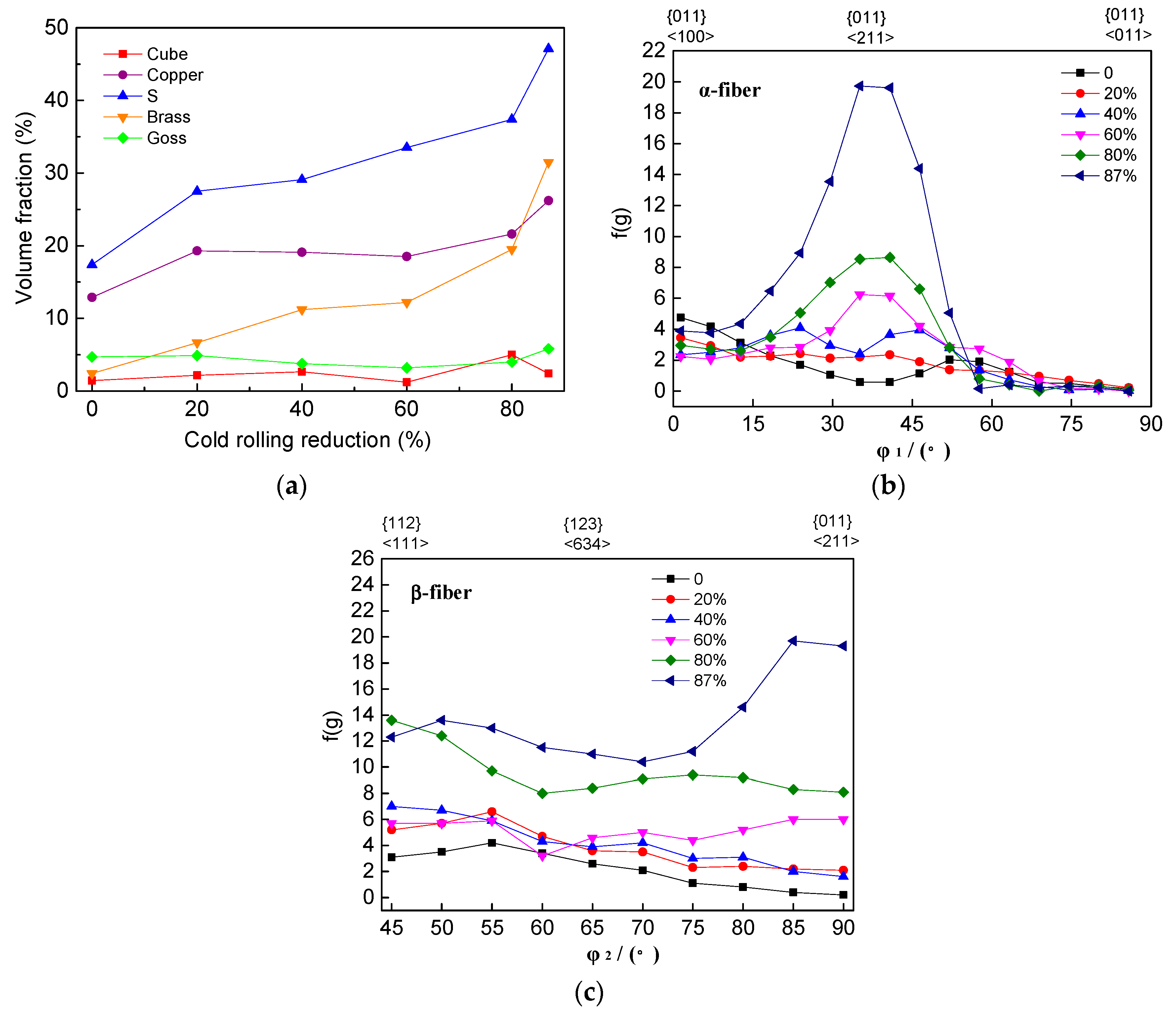
3.1. Microstructure and Texture of Rolled Copper Sheets
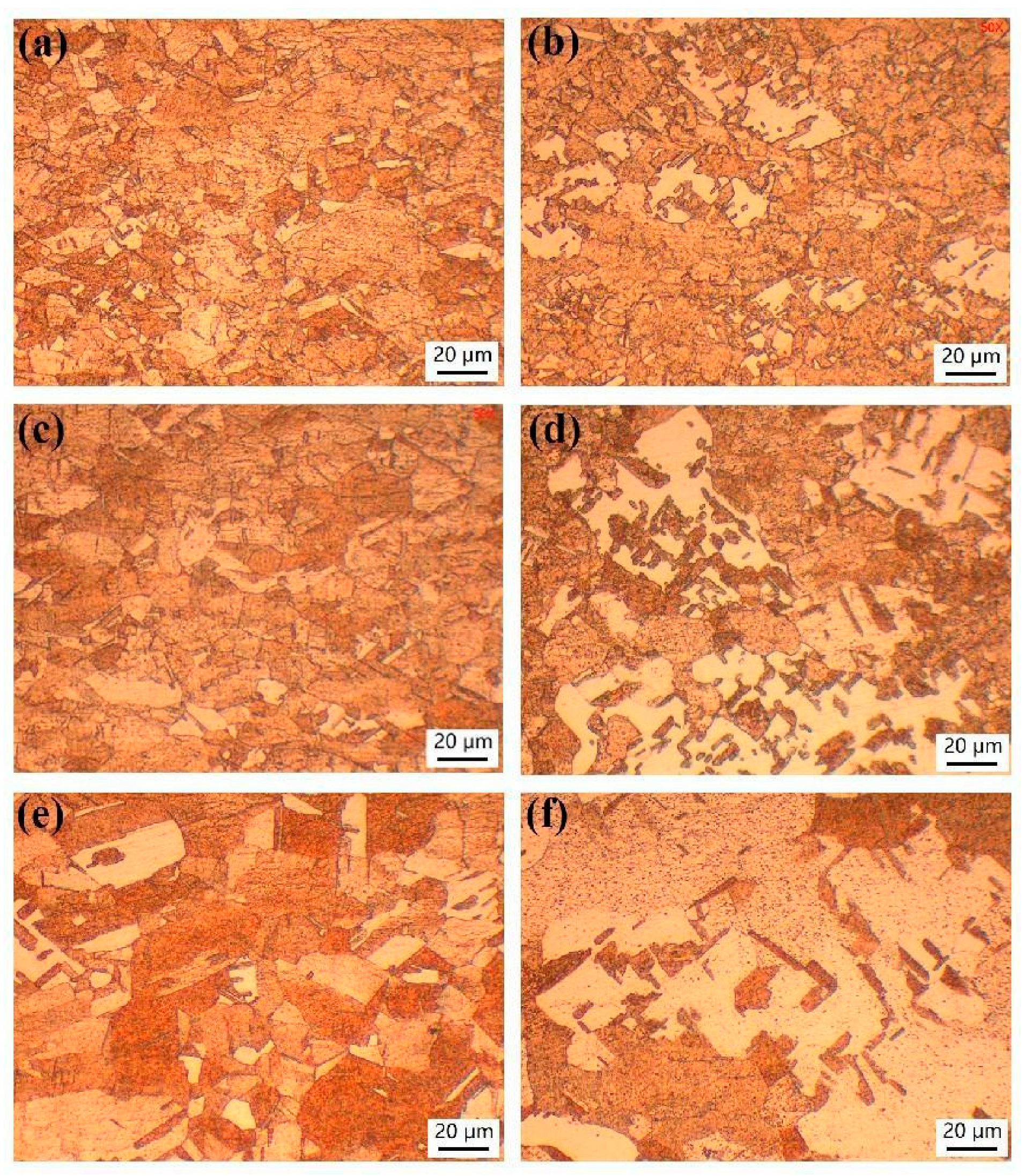
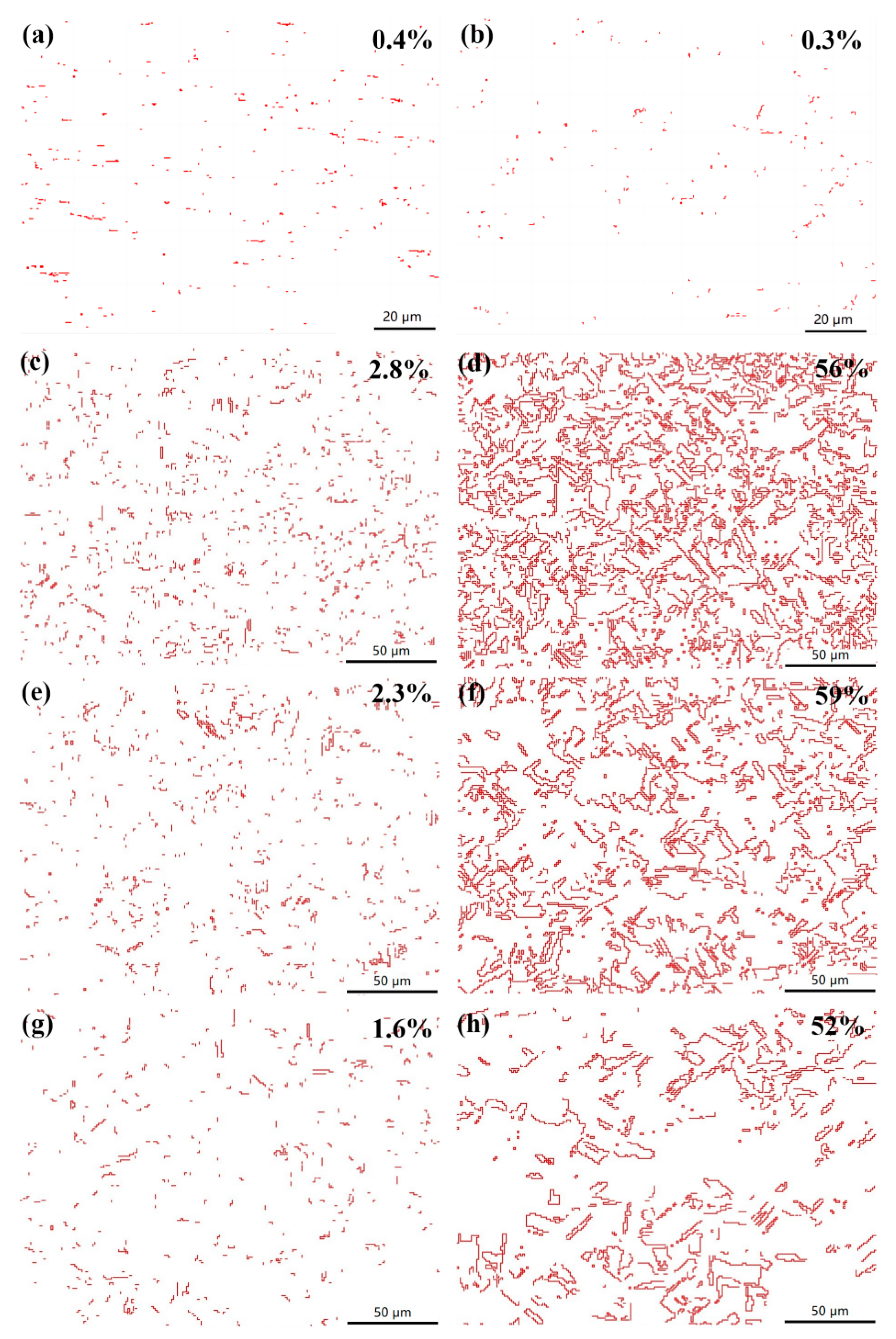
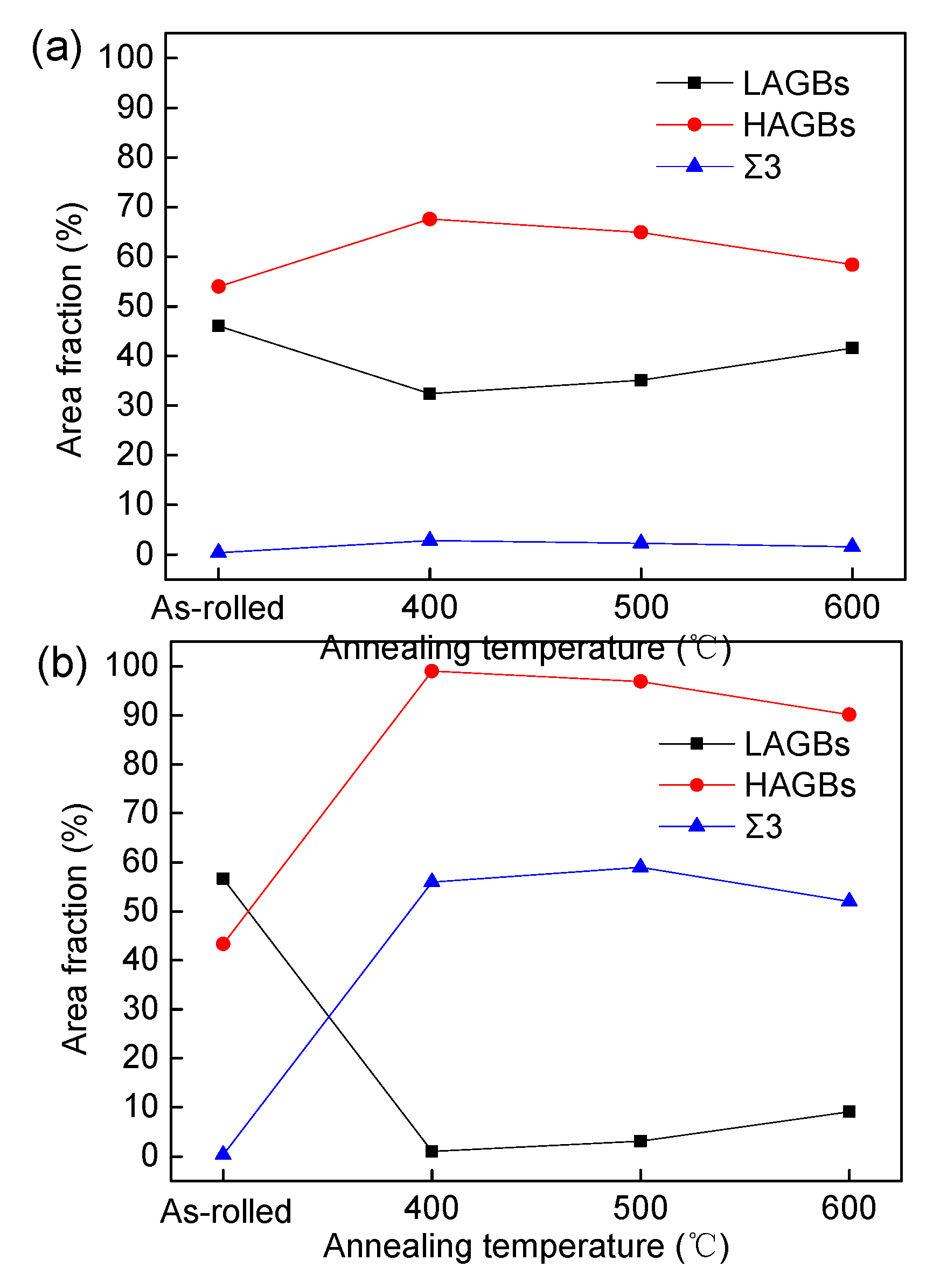
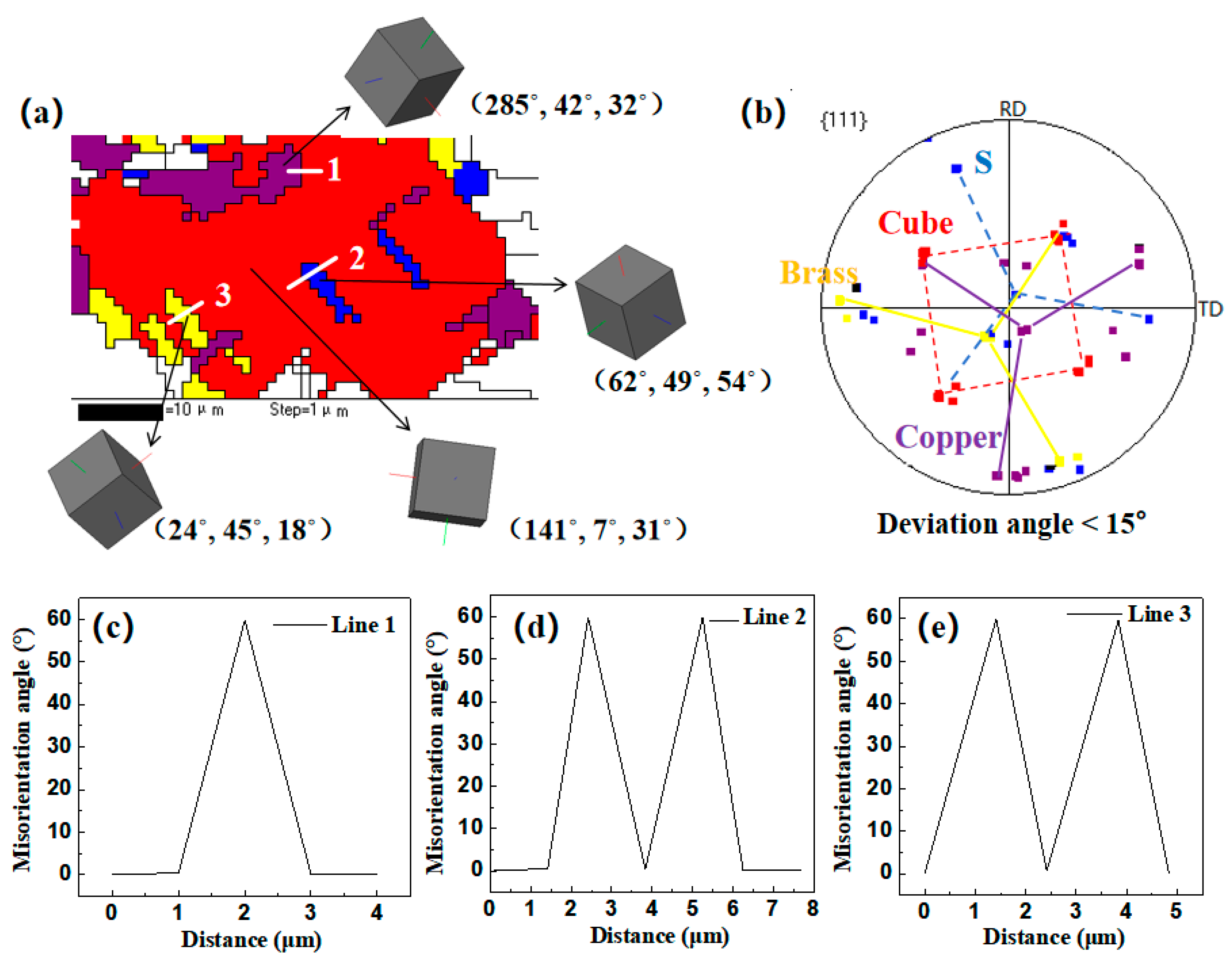
3.2. Microstructure and Texture of Annealed Copper Sheets
4. Conclusions
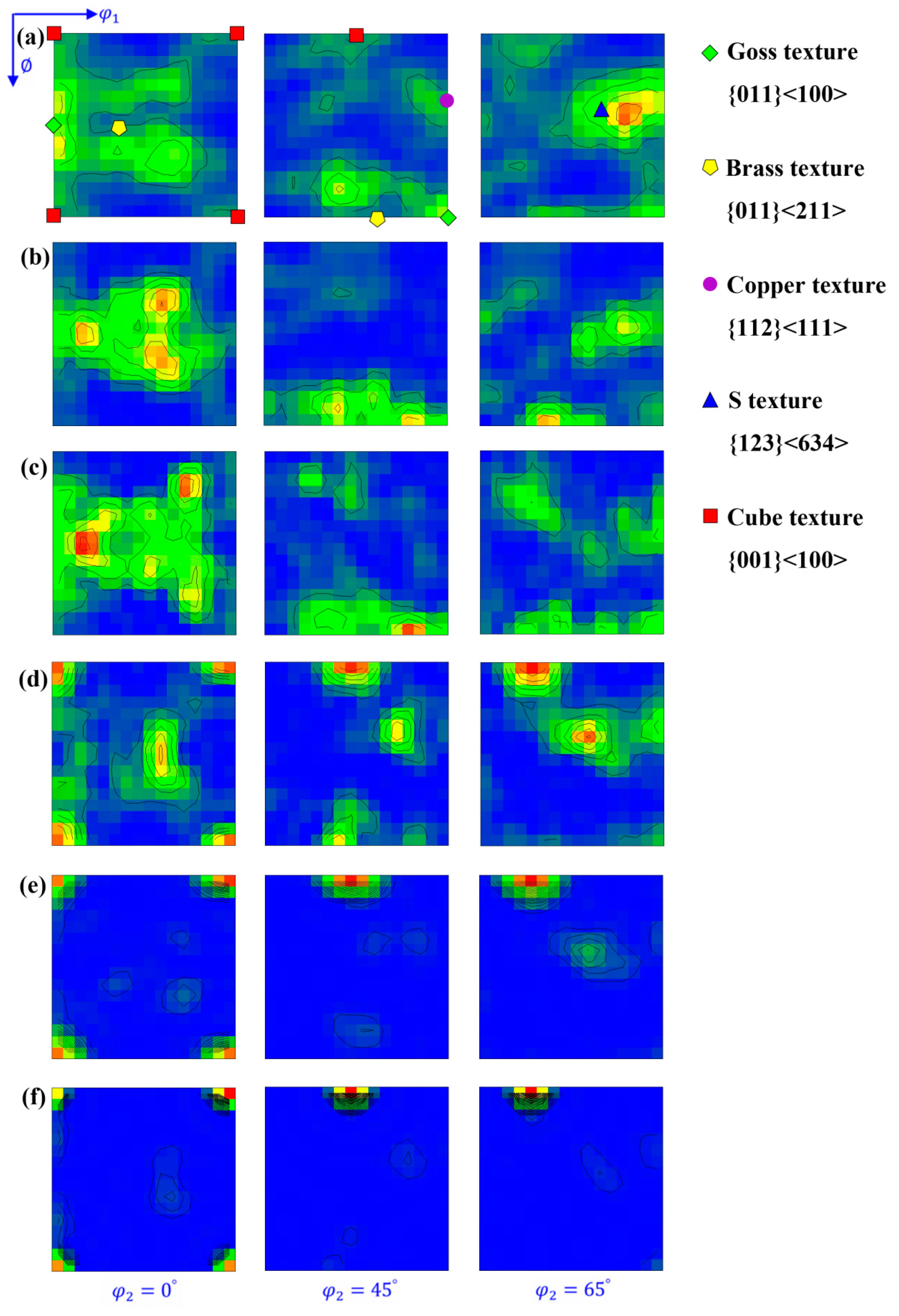
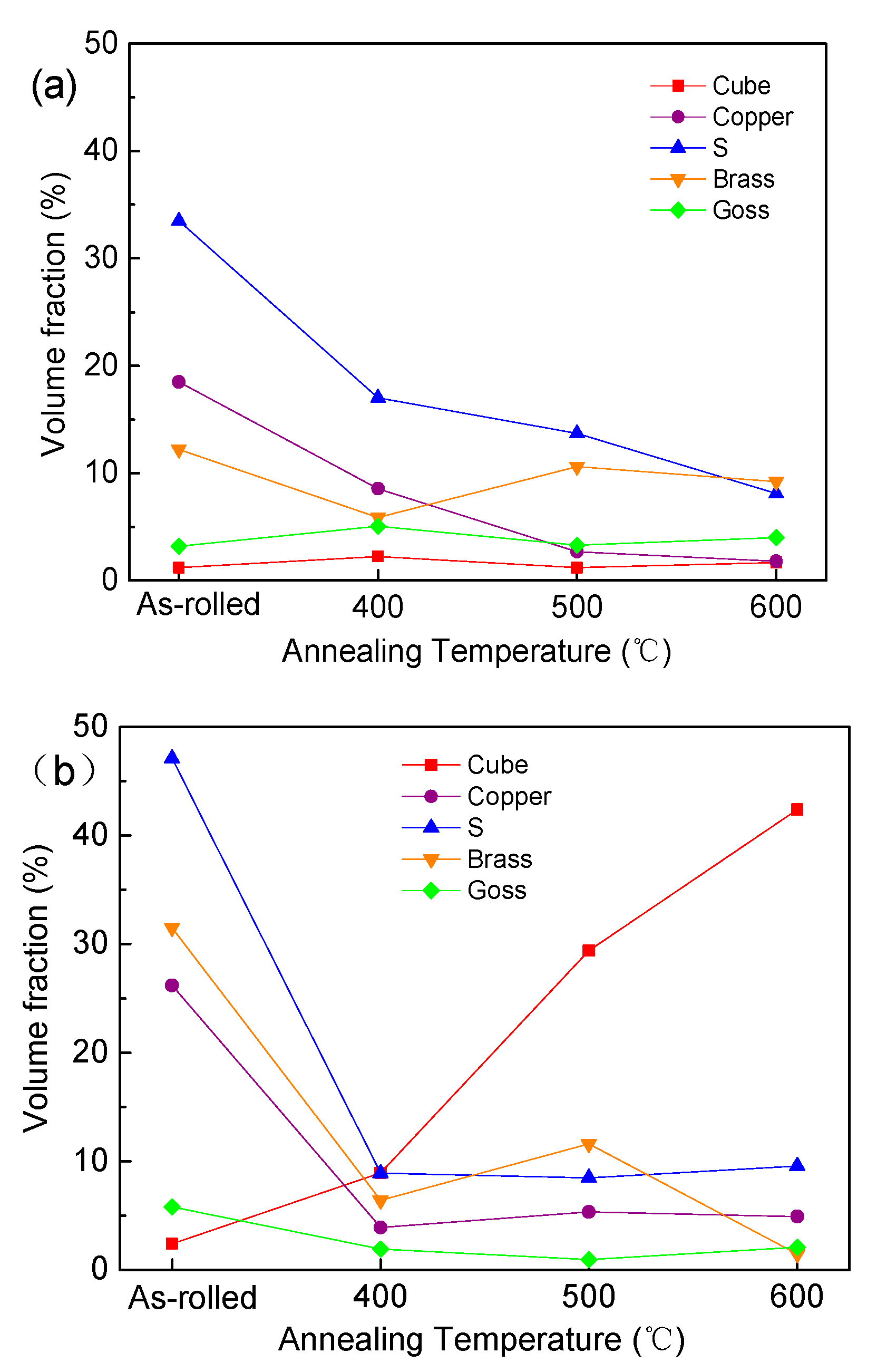
- The deformation textures of S, Copper and Brass were progressively enhanced with the increase in cold-rolling reduction. When the rolling reduction exceeded 60%, the orientations along the α-oriented fiber converged towards Brass, and the orientation density of the β fiber obviously increased.
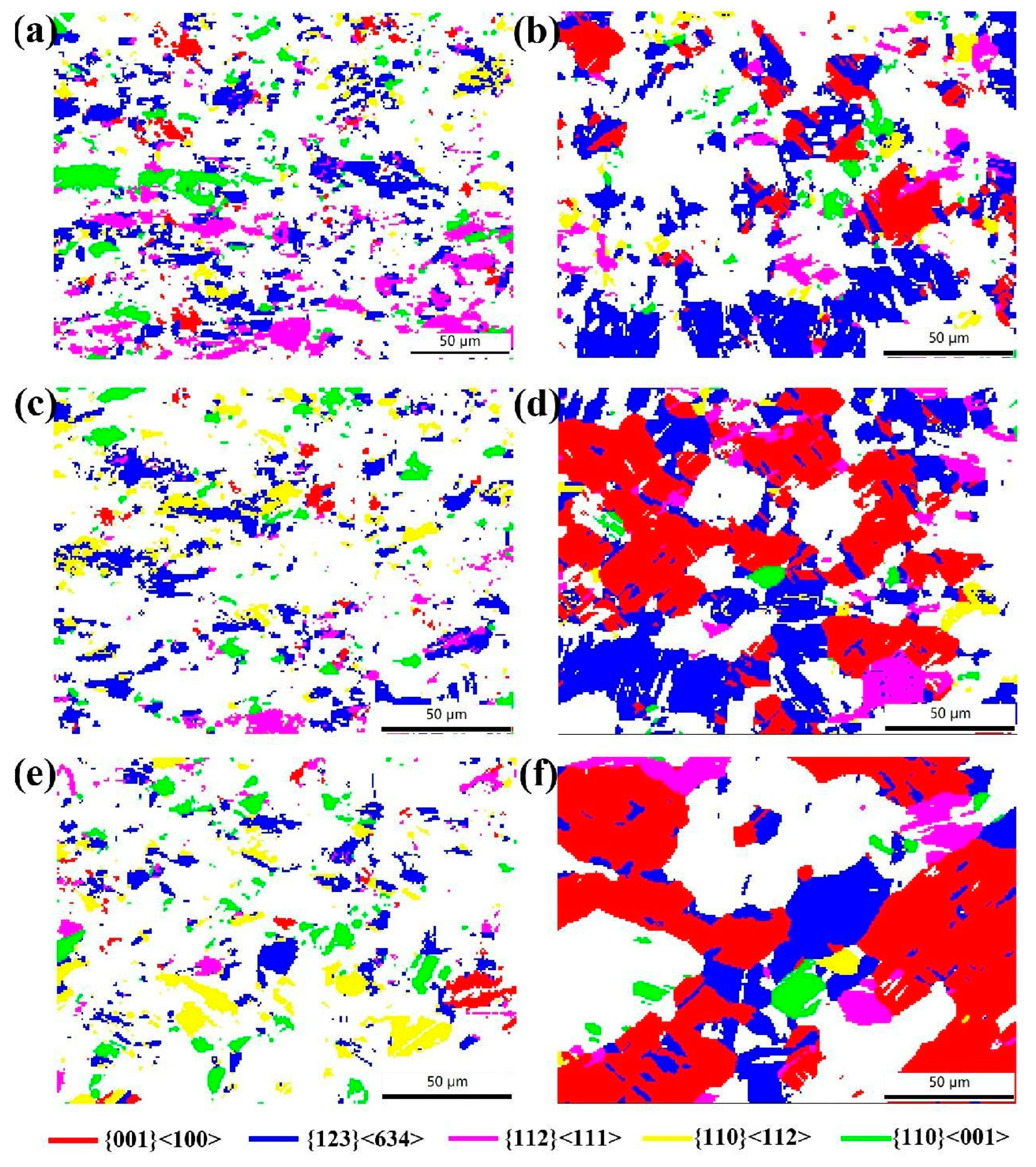
- The recrystallization texture was significantly influenced by the cold-rolling reduction. After a 60% cold-rolling reduction, Copper and S texture components gradually decreased, while the {011}<511> recrystallization texture component formed with an increase in annealing temperature. Following an 87% cold-rolling reduction, a strong Cube texture formed, and other textures were suppressed as annealing temperature increased. The strong Brass and S deformation texture favored the formation of a strong Cube annealing texture.
- The annealing twin density decreased with the increase in annealing temperature, and more annealing twin boundaries formed in oxygen-free copper sheets with the increase in cold-rolling reduction.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, X.H.; Zhang, Y.; Tian, B.H.; Song, K.X.; Liu, P.; Jia, Y.L.; Chen, X.H.; An, J.C.; Zhao, Z.; Liu, Y.; et al. Review of nano-phase effects in high strength and conductivity copper alloys. Nanotechnol. Rev. 2019, 8, 383–395. [Google Scholar] [CrossRef]
- Geng, Y.F.; Ban, Y.J.; Wang, B.J.; Li, X.; Song, K.X.; Zhang, Y.; Jia, Y.L.; Tian, B.H.; Liu, Y.; Volinsky, A.A. A review of microstructure and texture evolution with nanoscale precipitates for copper alloys. J. Mater. Res. Technol. 2020, 9, 11918–11934. [Google Scholar] [CrossRef]
- Inoue, H. Simultaneous prediction of bendability and deep drawability based on orientation distribution function for polycrystalline cubic metal sheets. Mater. Sci. Forum. 2018, 941, 1468–1473. [Google Scholar] [CrossRef]
- Qin, J.; Zhou, C.; Wang, D.S.; Li, X.; Hu, T.S.; Wang, J.W.; Yang, Y.W. Effects of microstructure and texture on the deep drawability of C10200 copper sheets. J. Mater. Res. Technol. 2023, 25, 773–785. [Google Scholar] [CrossRef]
- Li, X.; Zhou, Y.J.; Liu, Y.H.; Li, S.L.; Song, K.X.; Feng, C.L.; Wu, B.A.; Zhang, P.F.; Wu, H.J.; Gu, J.H.; et al. Texture evolution and its influence mechanism on properties of single crystal copper and polycrystalline copper during cumulative deformation. J. Mater. Res. Technol. 2023, 24, 6808–6819. [Google Scholar] [CrossRef]
- Hua, Y.X.; Liu, H.T.; Song, K.X.; Wang, J.W.; Guo, Y.G.; Tian, J.; Guo, H.W. Effect of cerium on microstructure, texture and properties of ultrahigh-purity copper. J. Rare Earths 2024, 42, 220–227. [Google Scholar] [CrossRef]
- Gong, L.K.; Huang, Y.Q.; Han, Z.; Song, S.X.; Feng, H.W.; Chen, Z.M.; Liu, X.B.; Huang, W. Texture evolution and strengthening mechanism of CuCrZr alloys during cold rolling. Vacuum 2024, 221, 112908. [Google Scholar] [CrossRef]
- Yang, J.Z.; Bu, K.; Song, K.X.; Zhou, Y.J.; Huang, T.; Niu, L.Y.; Guo, H.W.; Du, Y.B.; Kang, J.W. Influence of low-temperature annealing temperature on the evolution of the microstructure and mechanical properties of Cu-Cr-Ti-Si alloy strips. Mater. Sci. Eng. A 2020, 798, 140120. [Google Scholar] [CrossRef]
- Gu, C.F.; Hoffman, M.; Toth, L.S.; Zhang, Y.D. Grain size dependent texture evolution in severely rolled pure copper. Mater. Charact. 2015, 101, 180–188. [Google Scholar] [CrossRef]
- Wang, Z.G.; Feng, X.Y.; Yang, T.S.; Zhang, Y.H.; Xiao, X.P. Effects of precipitates and texture on the anisotropy of high-strength Cu-Ni-Si alloy sheets. Chin. J. Eng. 2017, 39, 867–874. [Google Scholar]
- Geng, Y.F.; Zhang, Y.; Song, K.X.; Jia, Y.L.; Li, X.; Stock, H.R.; Zhou, H.L.; Tian, B.H.; Liu, Y.; Volinsky, A.A.; et al. Effect of Ce addition on microstructure evolution and precipitation in Cu-Co-Si-Ti alloy during hot deformation. J. Alloys Compd. 2020, 842, 155666. [Google Scholar] [CrossRef]
- Liu, Z.S.; Chen, Y.L.; Wei, H.; Li, Z.C. Study on the distribution of texture and the second phase under different aging process of Cu-Ni-Si alloy. Mater. Lett. 2019, 236, 292–294. [Google Scholar] [CrossRef]
- Wei, H.; Chen, Y.L.; Su, L. Study on texture evolution and deformation mechanism of the Cu-Ni-Si alloy during cold-rolling treatment. Proc. Eng. 2017, 207, 1111–1116. [Google Scholar] [CrossRef]
- Uniwersał, A.; Wronski, M.; Wrobel, M.; Wierzbanowski, K.; Baczmanski, A. Texture effects due to asymmetric rolling of polycrystalline copper. Acta Mater. 2017, 139, 30–38. [Google Scholar] [CrossRef]
- Kikuchi, S.; Kimura, E.; Koiwa, M. Deformation and recrystallization textures of copper single crystals and bicrystals. J. Mater. Sci. Lett. 1992, 27, 4927–4964. [Google Scholar] [CrossRef]
- Hong, S.H.; Lee, D.N. The evolution of the cube recrystallization texture in cold rolled copper sheets. Mater. Sci. Eng. A 2003, 351, 133–147. [Google Scholar] [CrossRef]
- Mao, W.M. Modeling of rolling texture in aluminum. Mater. Sci. Eng. A 1988, 257, 171–177. [Google Scholar] [CrossRef]
- Wang, S.W.; Song, H.W.; Chen, Y.; Yu, Q.; Zhang, S.H. Evolution of Goss texture in thin-walled copper tube at different heat treatment temperatures. Trans. Nonferrous Met. Soc. China 2022, 32, 1205–1216. [Google Scholar] [CrossRef]
- Field, D.P.; Bradford, L.T.; Nowell, M.M.; Lillo, T.M. The role of annealing twins during recrystallization of Cu. Acta Mater. 2007, 55, 4233–4241. [Google Scholar] [CrossRef]
- Mahajan, S. Critique of mechanisms of formation of deformation, annealing and growth twins: Face centered cubic metals and alloys. Scr. Mater. 2013, 68, 95–99. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Zn | Ag | Fe | Sn | Pb | Bi | As | P | S | O |
|---|---|---|---|---|---|---|---|---|---|---|
| 99.995 | 0.0005 | 0.0005 | 0.0002 | 0.0004 | 0.0004 | 0.0003 | 0.0006 | 0.0003 | 0.0006 | 0.0003 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qin, J.; Li, X.; Wang, D.; Zhou, C.; Hu, T.; Wang, J.; Yang, Y.; Hu, Y. Microstructure and Texture Evolution in Cold-Rolled and Annealed Oxygen-Free Copper Sheets. Materials 2024, 17, 2202. https://doi.org/10.3390/ma17102202
Qin J, Li X, Wang D, Zhou C, Hu T, Wang J, Yang Y, Hu Y. Microstructure and Texture Evolution in Cold-Rolled and Annealed Oxygen-Free Copper Sheets. Materials. 2024; 17(10):2202. https://doi.org/10.3390/ma17102202
Chicago/Turabian StyleQin, Jing, Xun Li, Dongsheng Wang, Chen Zhou, Tongsheng Hu, Jingwen Wang, Youwen Yang, and Yujun Hu. 2024. "Microstructure and Texture Evolution in Cold-Rolled and Annealed Oxygen-Free Copper Sheets" Materials 17, no. 10: 2202. https://doi.org/10.3390/ma17102202
APA StyleQin, J., Li, X., Wang, D., Zhou, C., Hu, T., Wang, J., Yang, Y., & Hu, Y. (2024). Microstructure and Texture Evolution in Cold-Rolled and Annealed Oxygen-Free Copper Sheets. Materials, 17(10), 2202. https://doi.org/10.3390/ma17102202