

Characterization and Simulation of Shear-Induced Damage in Selective-Laser-Sintered Polyamide 12
 , , , , ,
, , , , ,
Abstract
1. Introduction
2. Experiments
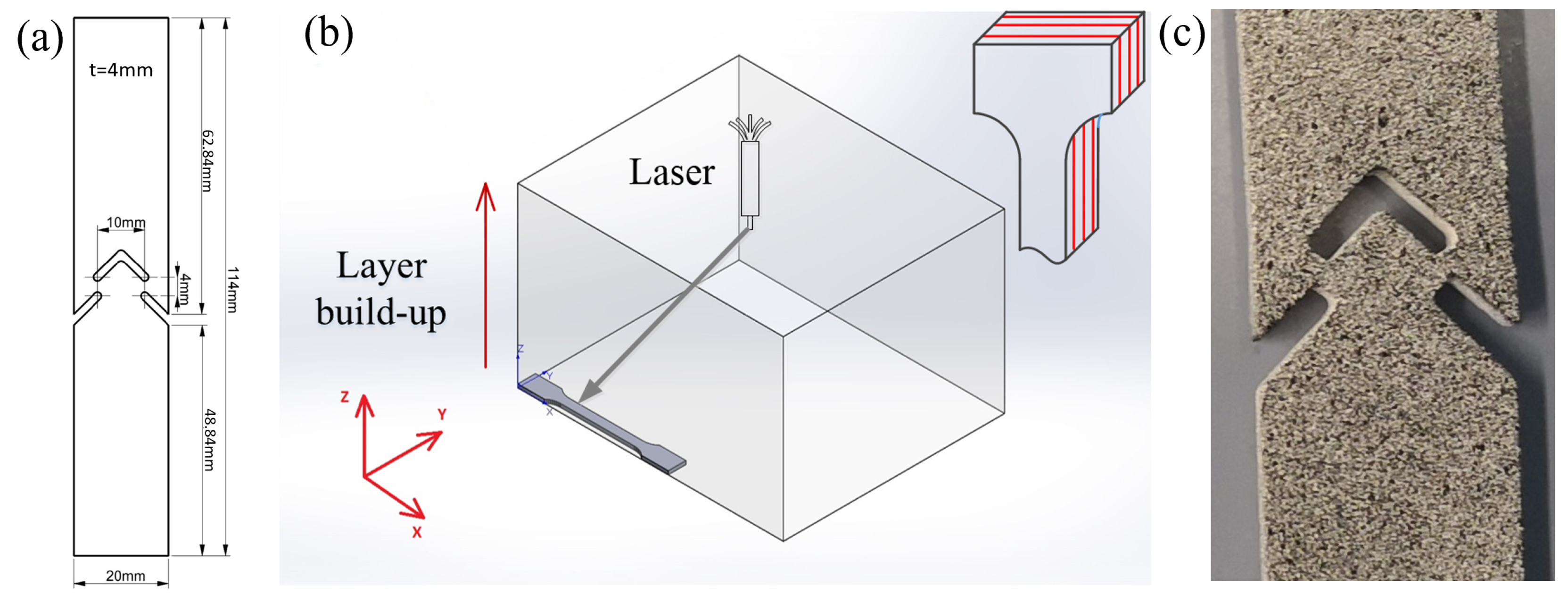
2.1. Sample Preparation
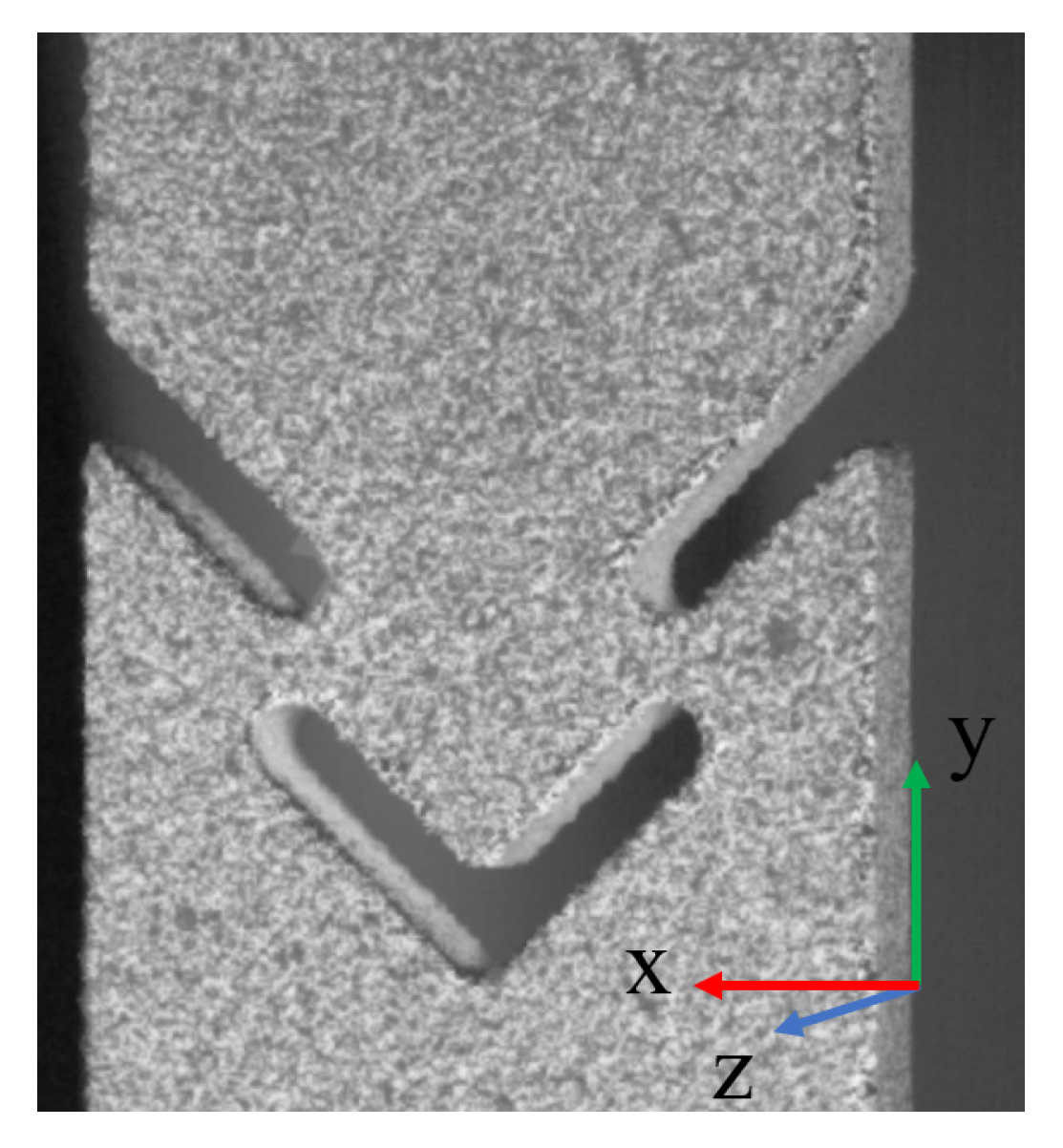
2.2. Digital Image Correlation
3. Numerical Simulation
3.1. Chaboche Model
3.2. GTN Damage Model
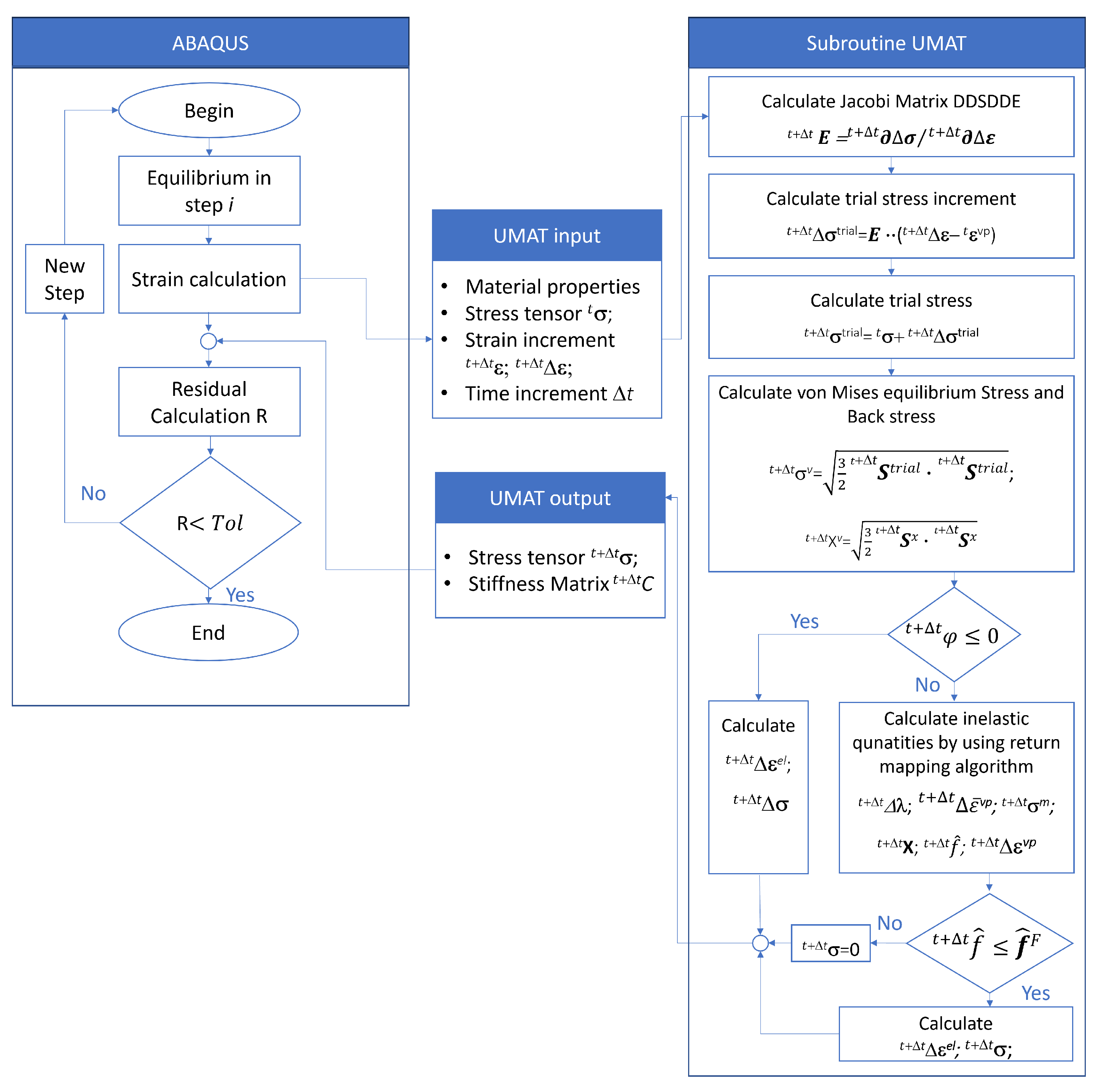
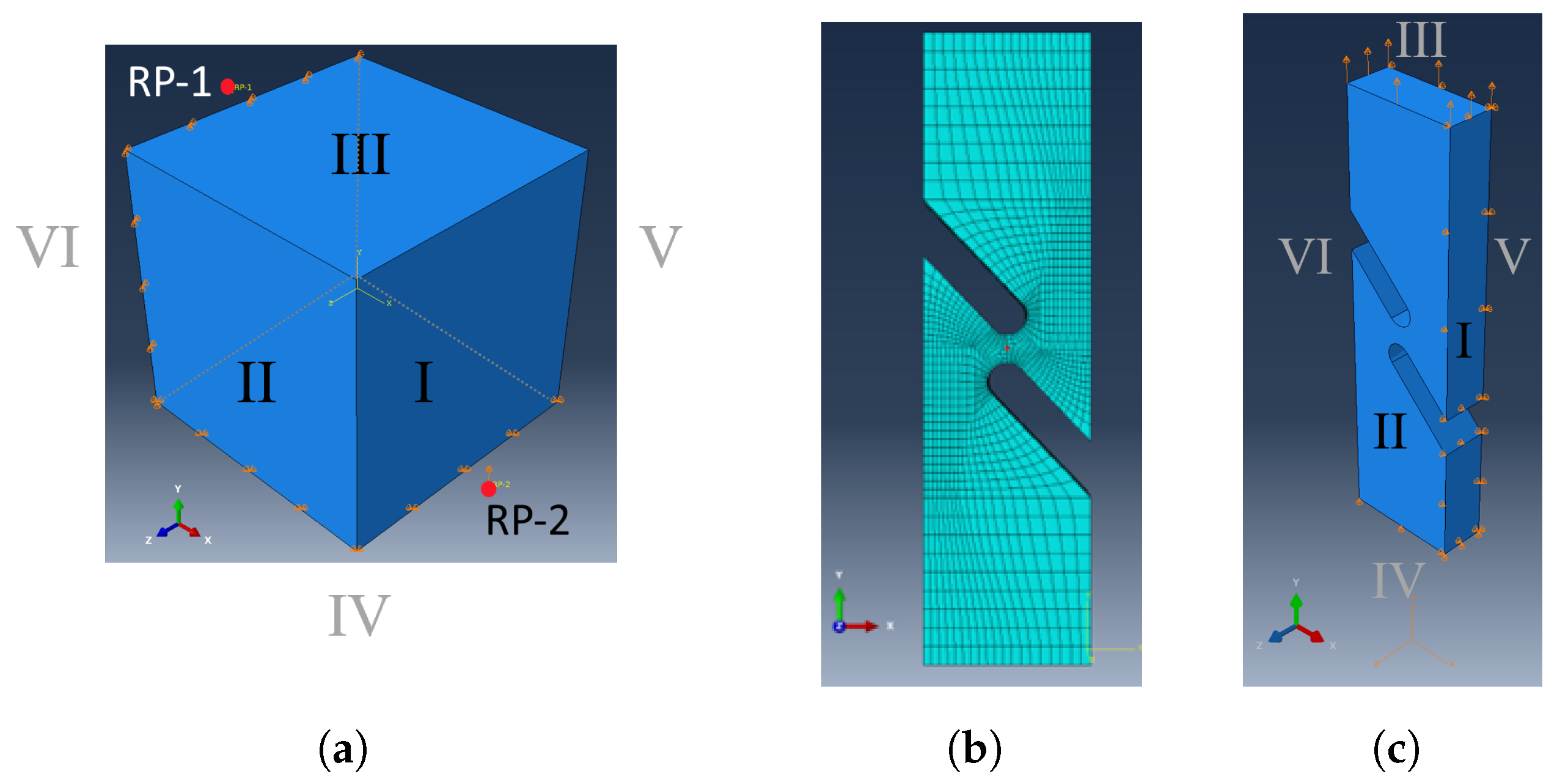
3.3. UMAT in Abaqus
4. Results and Discussion
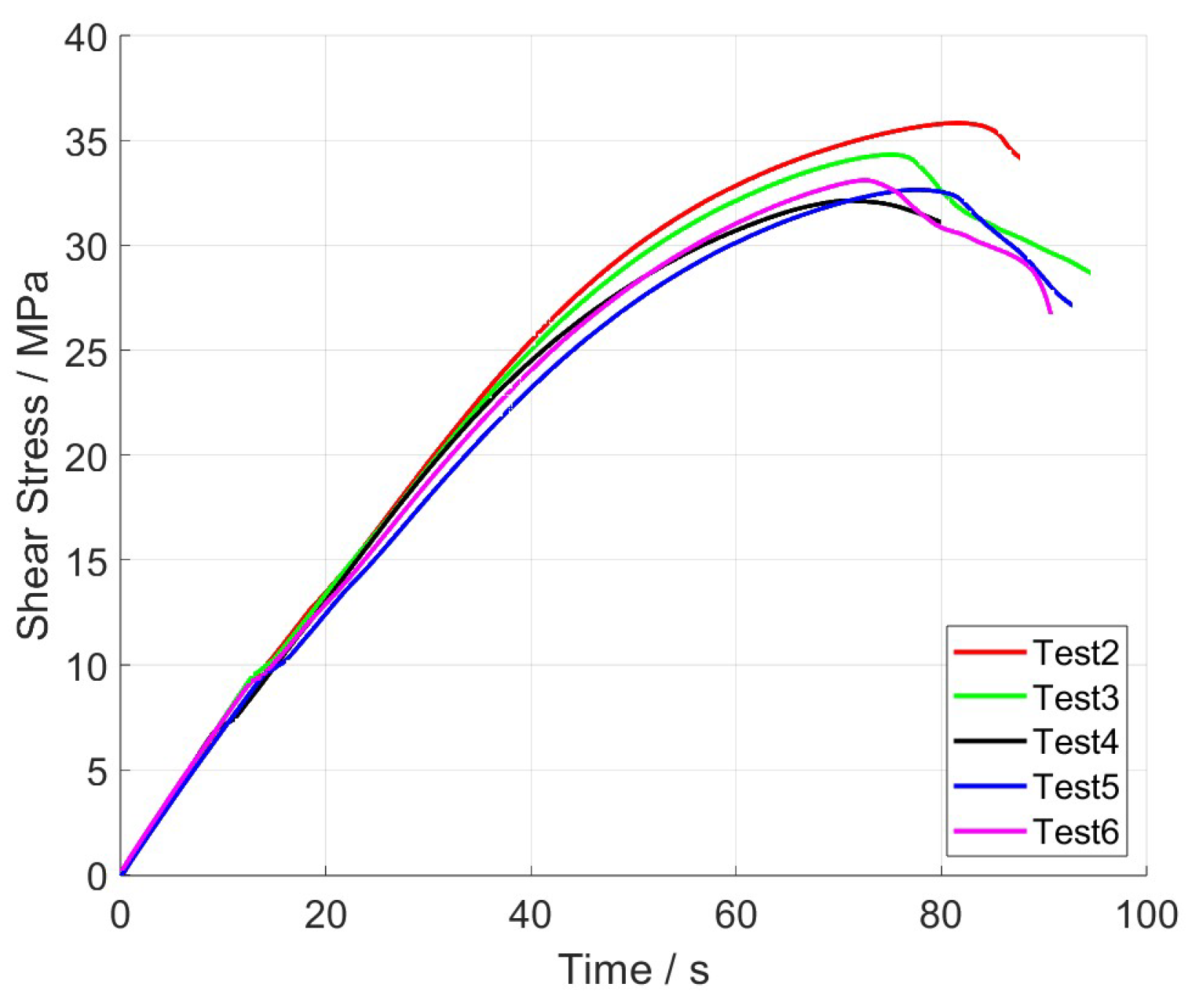
4.1. Experimental Results
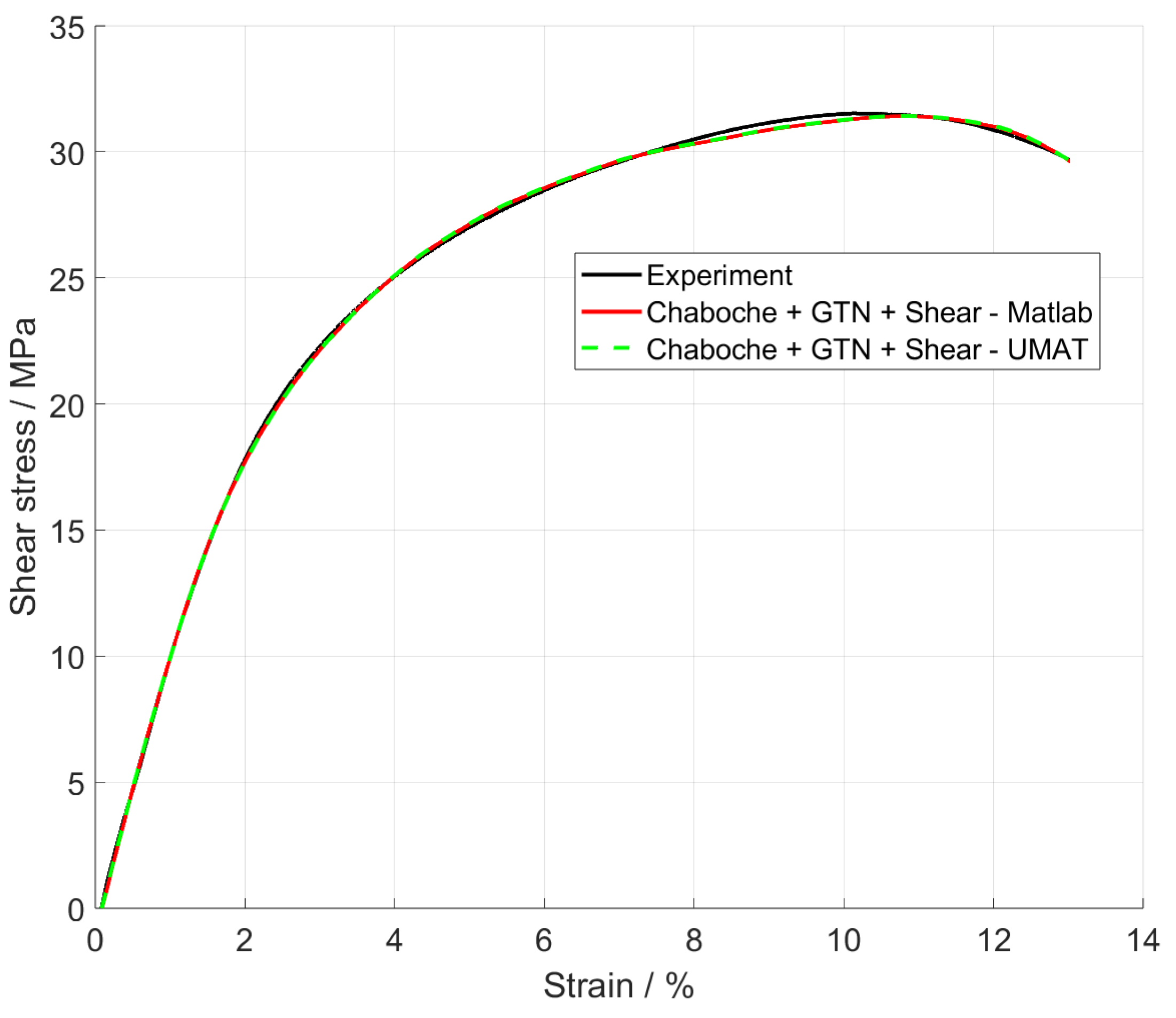
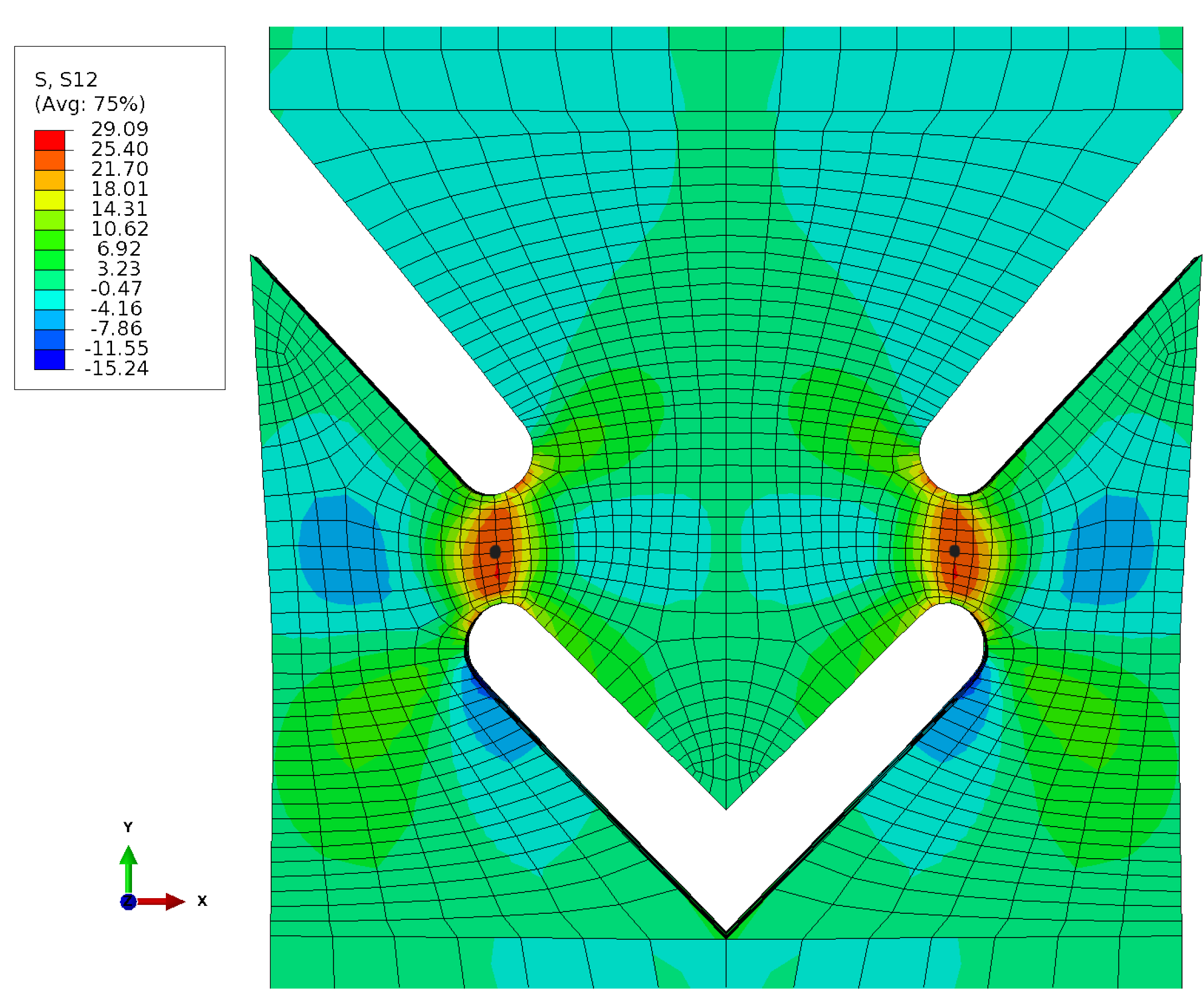
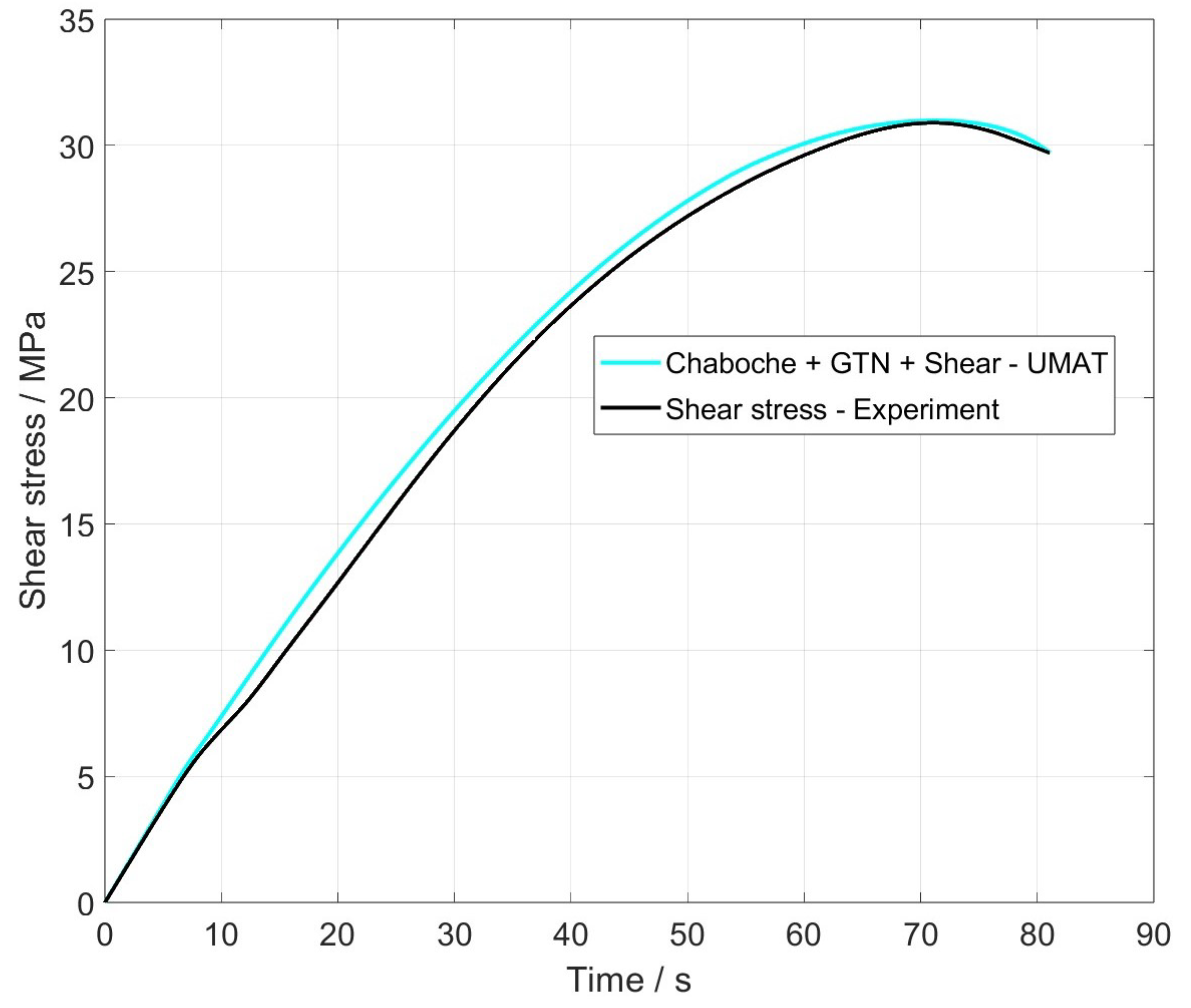
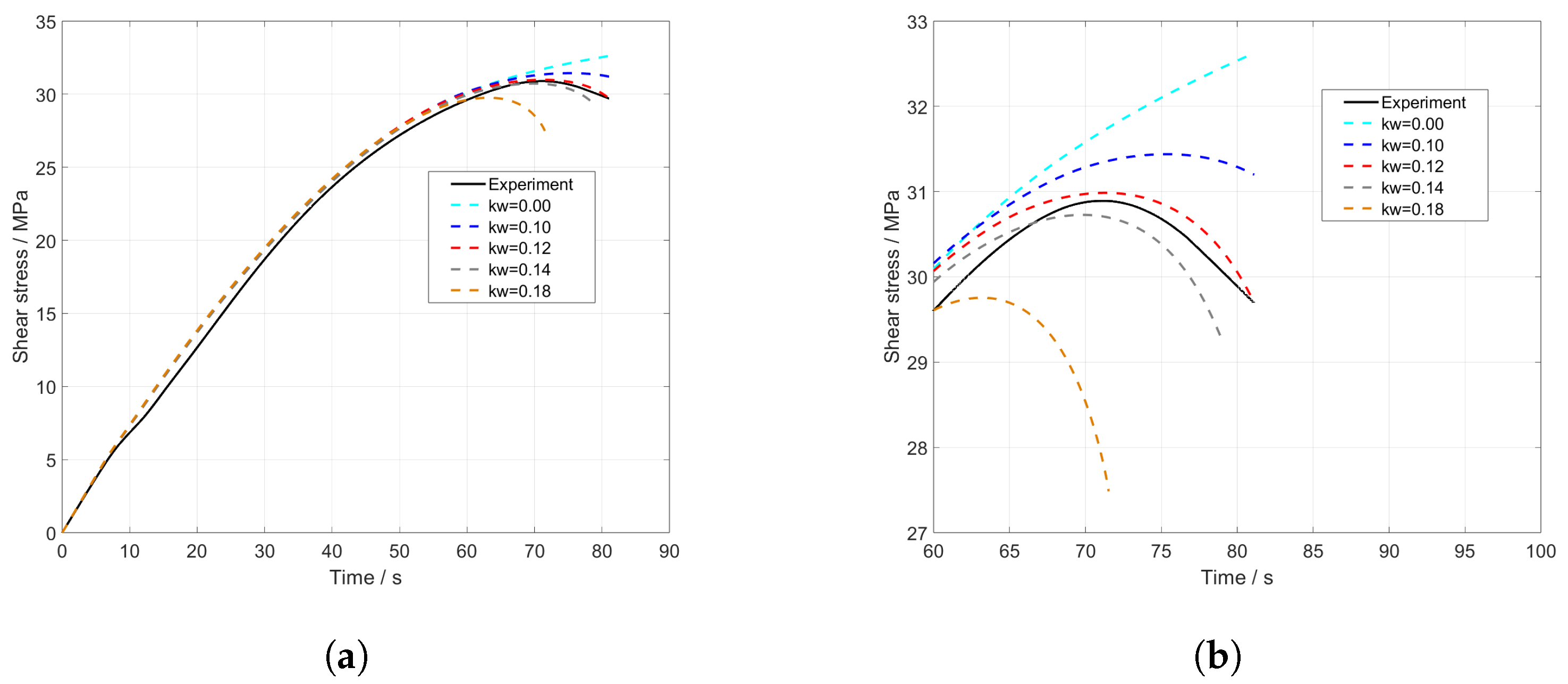
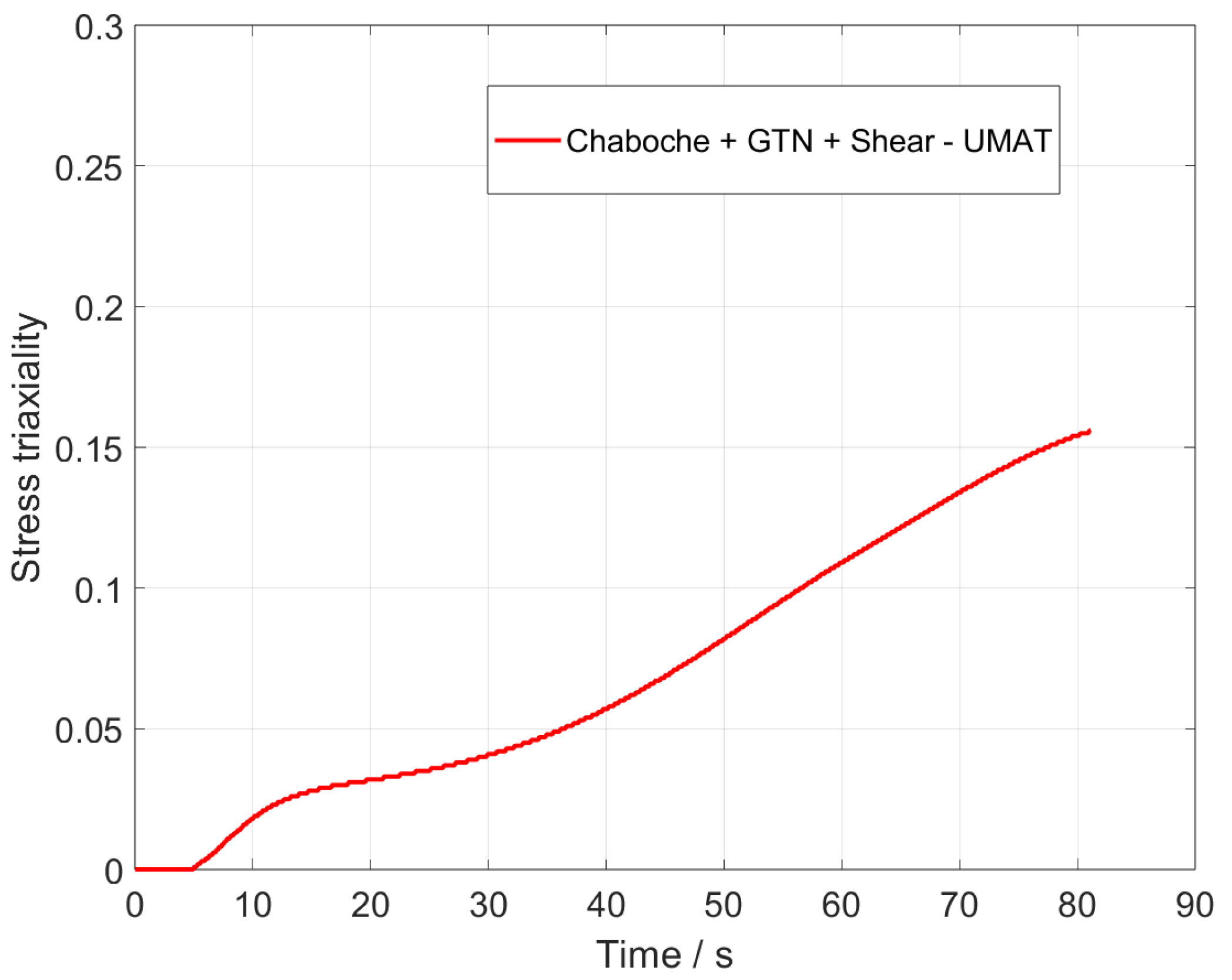
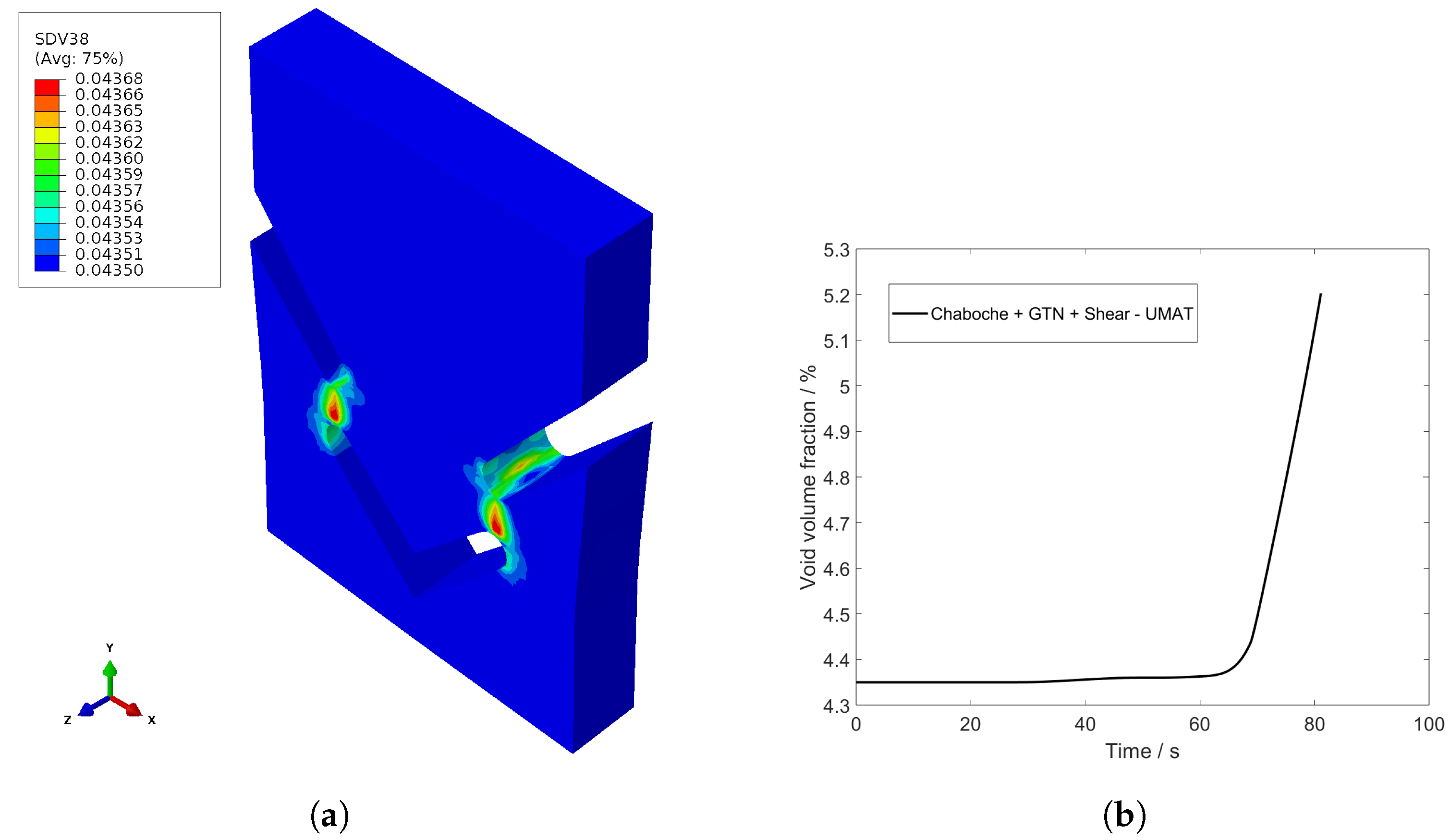
4.2. Simulation Results
5. Conclusions
- This study provides fundamental insights into the behaviour of SLS PA12 under shear loading, which are relevant for a wide range of applications in materials science and 3D printing.
- The application of the Chaboche material model in combination with the modified GTN model shows that complex material behaviours, such as those of SLS PA12 under shear loading, can be successfully simulated, improving the prediction accuracy in similar material studies.
- The results of this study extend the understanding of the damage behaviour of 3D-printed materials and provide a valuable contribution to the further development of reliable simulation models.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dizon, J.R.C.; Espera, A.H.; Chen, Q.; Advincula, R.C. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Yilmaz, S. Comparative Investigation of Mechanical, Tribological and Thermo-Mechanical Properties of Commonly Used 3D Printing Materials. Avrupa Bilim Teknoloji Dergisi 2021, 32, 827–831. [Google Scholar] [CrossRef]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [PubMed]
- Charoo, N.A.; Barakh Ali, S.F.; Mohamed, E.M.; Kuttolamadom, M.A.; Ozkan, T.; Khan, M.A.; Rahman, Z. Selective laser sintering 3D printing—An overview of the technology and pharmaceutical applications. Drug Dev. Ind. Pharm. 2020, 46, 869–877. [Google Scholar] [CrossRef]
- Senthilkumaran, K.; Pandey, P.M.; Rao, P. Influence of building strategies on the accuracy of parts in selective laser sintering. Mater. Des. 2009, 30, 2946–2954. [Google Scholar] [CrossRef]
- Bourell, D.L. Sintering in Laser Sintering. JOM 2016, 68, 885–889. [Google Scholar] [CrossRef]
- Hejmady, P.; van Breemen, L.C.; Hermida-Merino, D.; Anderson, P.D.; Cardinaels, R. Laser sintering of PA12 particles studied by in-situ optical, thermal and X-ray characterization. Addit. Manuf. 2022, 52, 102624. [Google Scholar] [CrossRef]
- Zarringhalam, H.; Hopkinson, N.; Kamperman, N.; De Vlieger, J. Effects of processing on microstructure and properties of SLS Nylon 12. Mater. Sci. Eng. A 2006, 435–436, 172–180. [Google Scholar] [CrossRef]
- Morales-Planas, S.; Minguella-Canela, J.; Lluma-Fuentes, J.; Travieso-Rodriguez, J.A.; García-Granada, A.A. Multi Jet Fusion PA12 Manufacturing Parameters for Watertightness, Strength and Tolerances. Materials 2018, 11, 1472. [Google Scholar] [CrossRef]
- Habib, A.; Ahsan, N.; Khoda, B. Optimizing Material Deposition Direction for Functional Internal Architecture in Additive Manufacturing Processes. Procedia Manuf. 2015, 1, 378–392. [Google Scholar] [CrossRef][Green Version]
- Obst, P.; Riedelbauch, J.; Oehlmann, P.; Rietzel, D.; Launhardt, M.; Schmölzer, S.; Osswald, T.A.; Witt, G. Investigation of the influence of exposure time on the dual-curing reaction of RPU 70 during the DLS process and the resulting mechanical part properties. Addit. Manuf. 2020, 32, 101002. [Google Scholar] [CrossRef]
- Tan, C.; Liu, Y.; Weng, F.; Ng, F.L.; Su, J.; Xu, Z.; Ngai, X.D.; Chew, Y. Additive manufacturing of voxelized heterostructured materials with hierarchical phases. Addit. Manuf. 2022, 54, 102775. [Google Scholar] [CrossRef]
- Rosso, S.; Meneghello, R.; Biasetto, L.; Grigolato, L.; Concheri, G.; Savio, G. In-depth comparison of polyamide 12 parts manufactured by Multi Jet Fusion and Selective Laser Sintering. Addit. Manuf. 2020, 36, 101713. [Google Scholar] [CrossRef]
- Rodríguez, A.G.; Mora, E.E.; Velasco, M.A.; Tovar, C.A.N. Mechanical properties of polyamide 12 manufactured by means of SLS: Influence of wall thickness and build direction. Mater. Res. Express 2023, 10, 105304. [Google Scholar] [CrossRef]
- Schob, D.; Roszak, R.; Sagradov, I.; Sparr, H.; Ziegenhorn, M.; Kupsch, A.; Leonard, F.; Müller, B.R.; Bruno, G. Experimental Determination and numerical Simulation of Material and Damage Behaviour of 3D printed Polyamide 12 under quasi-static loading. Arch. Mech. 2019, 2019, 507–526. [Google Scholar] [CrossRef]
- Schob, D.; Sagradov, I.; Roszak, R.; Sparr, H.; Franke, R.; Ziegenhorn, M.; Kupsch, A.; Léonard, F.; Müller, B.R.; Bruno, G. Experimental determination and numerical simulation of material and damage behaviour of 3D printed polyamide 12 under cyclic loading. Eng. Fract. Mech. 2020, 229, 106841. [Google Scholar] [CrossRef]
- Omar, M.; Abdullah, M.; Alkahar, M.R.; Abdullah, R. Effect of Polyamide-12 Material Compositions on Mechanical Properties and Surface Morphology of SLS 3D Printed Part. J. Mech. Eng. 2022, 19, 57–70. [Google Scholar] [CrossRef]
- Van Hooreweder, B.; De Coninck, F.; Moens, D.; Boonen, R.; Sas, P. Microstructural characterization of SLS-PA12 specimens under dynamic tension/compression excitation. Polym. Test. 2010, 29, 319–326. [Google Scholar] [CrossRef]
- Forster, A.M. Materials Testing Standards for Additive Manufacturing of Polymer Materials: State of the Art and Standards Applicability; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2015. [CrossRef]
- Xu, Y.; Quino, G.; Ramakrishnan, K.R.; Pellegrino, A. Effects of build orientation and strain rate on the tensile-shear behaviour of polyamide-12 manufactured via laser powder bed fusion. Mater. Des. 2023, 232, 112162. [Google Scholar] [CrossRef]
- Lammens, N.; Kersemans, M.; de Baere, I.; van Paepegem, W. On the visco-elasto-plastic response of additively manufactured polyamide-12 (PA-12) through selective laser sintering. Polym. Test. 2017, 57, 149–155. [Google Scholar] [CrossRef]
- Schneider, J.; Kumar, S. Multiscale characterization and constitutive parameters identification of polyamide (PA12) processed via selective laser sintering. Polym. Test. 2020, 86, 106357. [Google Scholar] [CrossRef]
- Brünig, M.; Chyra, O.; Albrecht, D.; Driemeier, L.; Alves, M. A ductile damage criterion at various stress triaxialities. Int. J. Plast. 2008, 24, 1731–1755. [Google Scholar] [CrossRef]
- Gao, Y.; Shao, F.; Xu, Q.; Bai, L.; Ma, Q.; Shen, M.; He, L.; Chen, M. The Effect of Combined Tensile-Torsional Loading Path on the Stress/Strain States of Thin-Walled Circular Tubes. Adv. Civ. Eng. 2020, 2020, 6692109. [Google Scholar] [CrossRef]
- Gruben, G.; Morin, D.; Langseth, M.; Hopperstad, O.S. Strain localization and ductile fracture in advanced high-strength steel sheets. Eur. J. Mech. A/Solids 2017, 61, 315–329. [Google Scholar] [CrossRef]
- Gatea, S.; Ou, H.; Lu, B.; McCartney, G. Modelling of ductile fracture in single point incremental forming using a modified GTN model. Eng. Fract. Mech. 2017, 186, 59–79. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Verbelen, L.; Verkinderen, O.; Strobbe, D.; van Puyvelde, P.; Kruth, J.P. Effect of PA12 powder reuse on coalescence behaviour and microstructure of SLS parts. Eur. Polym. J. 2017, 92, 250–262. [Google Scholar] [CrossRef]
- Van Hooreweder, B.; Moens, D.; Boonen, R.; Kruth, J.P.; Sas, P. On the difference in material structure and fatigue properties of nylon specimens produced by injection molding and selective laser sintering. Polym. Test. 2013, 32, 972–981. [Google Scholar] [CrossRef]
- Kruth, J.P.; Dewulf, W.; Pavan, M.; Craeghs, T.; van Puyvelde, P. Understanding the Link between Process Parameters, Microstructure and Mechanical Properties of Laser Sintered Pa12 Parts through X-ray Computed Tomography. In Proceedings of the 2nd International Conference on Progress in Additive Manufacturing (Pro-AM 2016), Singapore, 16–19 May 2016. [Google Scholar]
- Puttonen, T.; Salmi, M.; Partanen, J. Mechanical properties and fracture characterization of additive manufacturing polyamide 12 after accelerated weathering. Polym. Test. 2021, 104, 107376. [Google Scholar] [CrossRef]
- Chaboche, J.L. Sur l’utilisation des variables d’etat interne pour la description du comportement viscoplastique et de la rupture par endommagemen. In Proceedings of the French-Polish Symposium, Cracow, Poland, 1977. [Google Scholar]
- Tvergaard, V.; Needleman, A. Analysis of the cup cone fracture in a round tensile bar. Acta Metall. 1984, 32, 157–169. [Google Scholar] [CrossRef]
- Xue, L. Constitutive modeling of void shearing effect in ductile fracture of porous materials. Eng. Fract. Mech. 2008, 75, 3343–3366. [Google Scholar] [CrossRef]
- Nahshon, K.; Hutchinson, J.W. Modification of the Gurson Model for shear failure. Eur. J. Mech. A/Solids 2008, 27, 1–17. [Google Scholar] [CrossRef]
- ASTM B 831:2022; Test Method for Shear Testing of Thin Aluminum Alloy Products. B07 Committee: West Conshohocken, PA, USA, 2022. [CrossRef]
- Schreier, H.; Orteu, J.J.; Sutton, M.A. Image Correlation for Shape, Motion and Deformation Measurements: Basic Concepts, Theory and Applications; Springer: Boston, MA, USA, 2009. [Google Scholar] [CrossRef]
- GOM. Grundlagen der Digitalen Bildkorrelation und Dehnungsberechnung; GOM: Braunschweig, Germany, 2016; 30p. [Google Scholar]
- Lemaitre, J.; Chaboche, J.L. Mechanics of Solid Materials; Cambridge University Press: Cambridge, UK, 1990. [Google Scholar] [CrossRef]
- Uihlein, A. (Ed.) TMF-Lebensdauer-Berechnung Eisenguss: [Vorhaben Nr. 825], Entwicklung von Rechenmodellen zur Lebensdauervorhersage von Motorbauteilen unter Thermisch-Mechanischer Ermüdungsbeanspruchung; Abschlussbericht; Forschungsvereinigung Verbrennungskraftmaschinen e.V. FVV: Frankfurt am Main, Germany, 2008. [Google Scholar]
- Chaboche, J.L.; Rousselier, G. Part I: On the Plastic and Viscoplastic Constitutive Equations: Rules Developed with Internal Variable Concept. J. Press. Vessel. Technol. 1983, 105, 153–158. [Google Scholar] [CrossRef]
- Tvergaard, V. Material Failure by Void Growth to Coalescence. Adv. Appl. Mech. 1989, 27, 83–151. [Google Scholar] [CrossRef]
- Audet, C.; Dennis, J.E. Analysis of Generalized Pattern Searches. SIAM J. Optim. 2002, 13, 889–903. [Google Scholar] [CrossRef]
- De Souza Neto, E.A.; Perić, D.; Owen, D.R.J. Computational Methods for Plasticity: Theory and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar] [CrossRef]
- Richter, L.; Sparr, H.; Schob, D.; Maasch, P.; Roszak, R.; Ziegenhorn, M. Self-Heating Analysis with Respect to Holding Times of an Additive Manufactured Aluminium Alloy. In IUTAM Symposium Creep in Structures; Springer Nature: Cham, Switzerland, 2023; pp. 265–288. [Google Scholar] [CrossRef]
- Davis, E.A.; Connelly, F.M. Stress Distribution and Plastic Deformation in Rotating Cylinders of Strain-Hardening Material. J. Appl. Mech. 1959, 26, 25–30. [Google Scholar] [CrossRef]
- Wierzbicki, T.; Bao, Y.; Lee, Y.W.; Bai, Y. Calibration and evaluation of seven fracture models. Int. J. Mech. Sci. 2005, 47, 719–743. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Value |
|---|---|---|
| Poisson ratio | 4.13 | |
| Young’s modulus E | MPa | 1203.00 |
| Yield stress | MPa | 8.00 |
| Viscosity factor K | MPa | 11 |
| Viscosity exponent n | 2.7 | |
| Hardening parameter | MPa | 593.7 |
| Hardening parameter | MPa | 457.97 |
| Recovery factor | 138.97 | |
| Recovery factor | 126.50 | |
| Hardening parameter | 126.50 | |
| Hardening parameter b | 28.65 | |
| Static recovery factor | 0 | |
| Static recovery factor | 0 | |
| Saturation parameter | 0 | |
| Saturation parameter | 0 | |
| Decay constant | 0 | |
| Decay constant | 0 | |
| Initial void volume fraction | 0.0435 | |
| Damage parameter | 0.7 | |
| Damage parameter | 0.5 | |
| Failure void volume fraction | 0.052 | |
| Nucleation void volume fraction | 1.4 × 10 | |
| Mean value | 0.0173 | |
| Standard deviation | 0.1536 | |
| Void volume fraction coalescence | 0.0438 | |
| Shear factor | 0.12 |
| Unit | Mean Value | Standard Deviation | |
|---|---|---|---|
| Shear modulus | MPa | 667.37 | 10.34 |
| Ultimate strength | MPa | 32.22 | 2.51 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schob, D.; Richter, L.; Kotecki, K.; Kurpisz, D.; Roszak, R.; Maasch, P.; Ziegenhorn, M. Characterization and Simulation of Shear-Induced Damage in Selective-Laser-Sintered Polyamide 12. Materials 2024, 17, 38. https://doi.org/10.3390/ma17010038
Schob D, Richter L, Kotecki K, Kurpisz D, Roszak R, Maasch P, Ziegenhorn M. Characterization and Simulation of Shear-Induced Damage in Selective-Laser-Sintered Polyamide 12. Materials. 2024; 17(1):38. https://doi.org/10.3390/ma17010038
Chicago/Turabian StyleSchob, Daniela, Lukas Richter, Krzysztof Kotecki, Dariusz Kurpisz, Robert Roszak, Philipp Maasch, and Matthias Ziegenhorn. 2024. "Characterization and Simulation of Shear-Induced Damage in Selective-Laser-Sintered Polyamide 12" Materials 17, no. 1: 38. https://doi.org/10.3390/ma17010038
APA StyleSchob, D., Richter, L., Kotecki, K., Kurpisz, D., Roszak, R., Maasch, P., & Ziegenhorn, M. (2024). Characterization and Simulation of Shear-Induced Damage in Selective-Laser-Sintered Polyamide 12. Materials, 17(1), 38. https://doi.org/10.3390/ma17010038