
Nanoscale and Tensile-Like Properties by an Instrumented Indentation Test on PBF-LB SS 316L Steel





Abstract
1. Introduction
- nano-scale: hmax ≤ 0.2 µm
- micro-scale: Fmax < 2 N, hmax > 0.2 µm
- macro-scale: 2 N ≤ F ≤ 30 kN
2. Materials and Methods
3. Results
4. Discussion
4.1. Ante Fact: Correlation between Nano- and Macro-Indentation Properties
4.2. Post Fact: Influence of Residual Stress on Macro-Indentation Properties
- location: near the outer lateral surface of the deposit, and near the top dome.
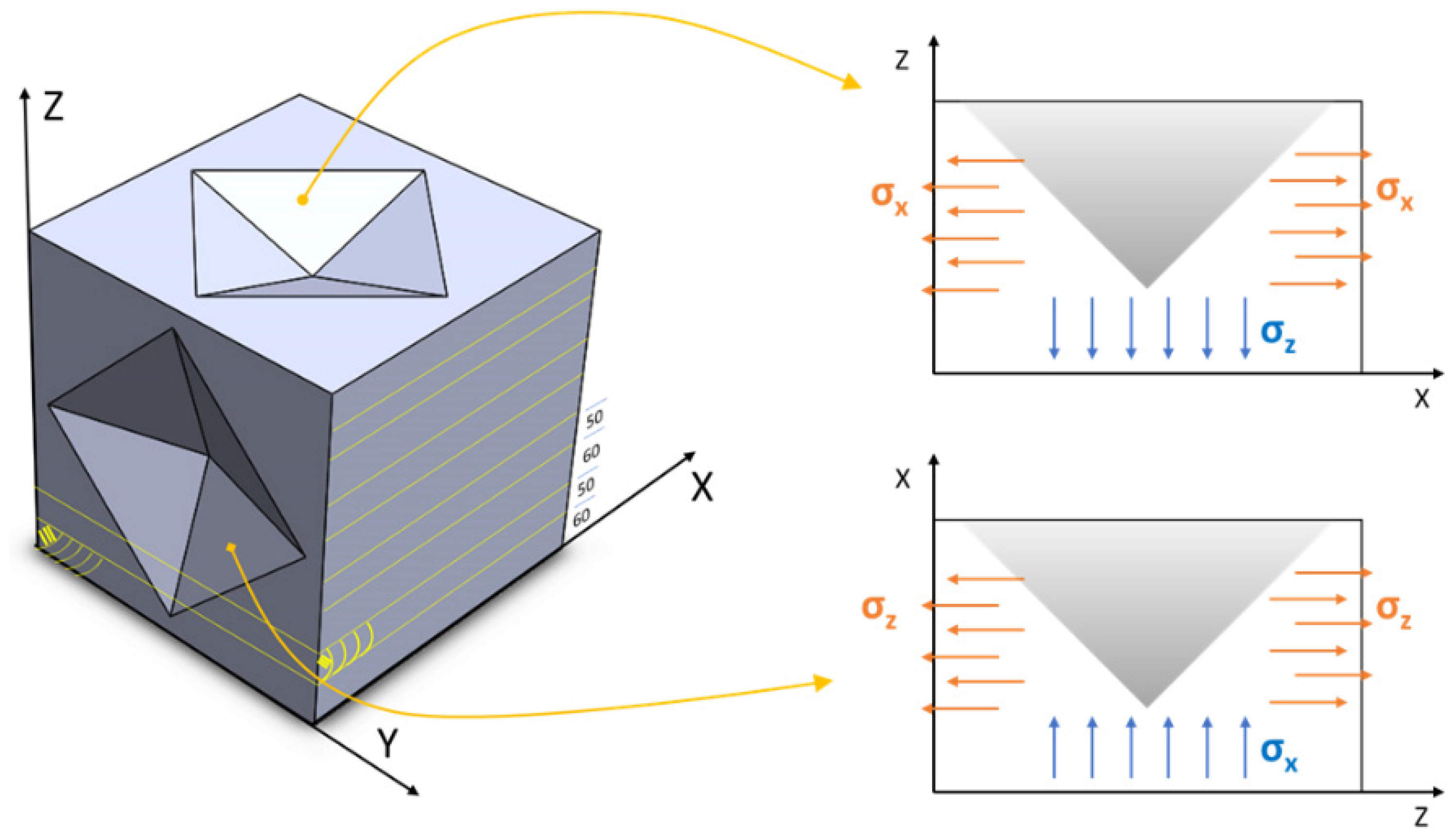
- RRS: large tensile σx resulting from a high cooling rate (CR) on the outer lateral surface and large tensile σz affected by the high CR at the top dome.
- properties: the large tensile stresses are consistent with the very low value of the indentation modulus (much smaller than Young’s modulus). The low value of HIT and UTS-like is linked to the large value of hM; the small value of the diagonal difference (Δd) does not offer any helpful information; the HVeq value in Table 2 suggests a relatively large value of unrelaxed RRS.
- outcome: softest location, unreliable indentation properties due to strong RRS.
- location: farther than #1 from the lateral outer surface and near the top dome.
- RRS: milder CR from the lateral surface, and identical large tensile σz to #1, due to the high CR from the top dome.
- properties: although the HIT of this indent coincides approximately with that of #3, HVeq is lower than that of #1 and #3, which means lower tensile σx than in #1 and #3, and slightly more reliable indentation properties than those of #1 and #3. EIT is still very low; the large value of Δd clearly confirms the presence of tensile RRS.
- outcome: despite the strong presence of high unrelaxed tensile RRS, the HVeq value suggests a less invalidating influence on the indentation properties at this indentation than the other two.
- location: similar to location of #1, that is, near the other surface and close to the top dome, as #1 and #2.
- RRS: a similar CR effect of #1 from the lateral surface and from the top dome; identical large tensile σx and σz, as in #1; the large value of Δd clearly confirms the presence of unrelaxed tensile RRS.
- properties: the largest HVeq value suggests a strong invalidating effect of unrelaxed RRS. The HIT and hM values of #3 are approximately identical to those of #2, but inconsistent with the larger UTS-like and lower Δd values of #3 than #2; moreover, the low value of EIT proves the low reliability of the indentation properties of indentation #3.
- location: at the core of the deposit, near the top dome.
- RRS and properties: the large value of Δd suggests the presence of tensile σx; on the other hand, the large HIT and UTS-like values indicate an effective synergism of compressive σz with tensile σx, whereby the small hM value is also attained. This is consistent with a location at the inner core of the deposit, conceivably under high compressive σz, which diminishes the detrimental effects of tensile σx. The synergistic contribution of tensile–compressive RRS is consistent with the value of EIT, which here is almost identical to Young’s modulus of the alloy. This is clear evidence that an EIT nearly equal to Young’s modulus does not necessarily mean nearly zero-RRS; moreover, the lowest HVeq value is attained, thus indicating the minimal influence of RRS.
- outcome: the strongest and the hardest location of the tested deposit with the most reliable indentation properties.
- location: near the substrate–deposit interface, at the inner core of the deposit.
- RRS and properties: the small value of Δd is not helpful; the value of hM compares well with that of # 2 in the X-Y plane, and the acceptable HIT and UTS-like values, which are lower than those of #2 in the X-Y plane, also suggest a beneficial synergism of compressive σz (though lower than #1) with tensile σx, as shown by the relatively low values of HVeq and the core location of the indent. The reduced compressive stress could be attributed to the closer vicinity of the indent to the substrate, which induces slightly larger tensile σx, due to thermal gradients. Although EIT is smaller than that of #1, it is still close to Young’s modulus of the alloy, thereby indicating nearly reliable indentation properties.
- outcome: nearly reliable indentation properties.
- location: near the outer later surface, at the mid-height of the deposit.
- RRS and properties: the effect of the substrate-induced thermal gradient on tensile σx has less influence here that in #2; however, the vicinity to the outer surface enhances the CR effect and the build up of larger tensile σx, which are more difficult to relax during indentation. The value of Δd is not helpful. The value of hM is larger than that observed in #2. The synergistic effect introduced by compressive σz is dramatically reduced, as shown by the relatively lower HIT and UTS-like values, whereas HVeq remains identical to that of #2; nevertheless, EIT is smaller than that in #2, thus indicating a loss of reliability of the indentation properties.
- outcome: less reliable indentation properties than #2.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kelbassa, I.; Albus, P.; Dietrich, J.; Wilkes, J. Manufacture and repair of aero engine components using laser technology. In Proceedings of the 3rd Pacific International Conference on Applications of Lasers and Optics, PICALO 2008—Conference Proceedings, Beijing, China, 2 April 2008; pp. 208–213. [Google Scholar] [CrossRef]
- Agius, D.; Kourousis, K.I.; Wallbrink, C. A Review of the As-Built SLM Ti-6Al-4V Mechanical Properties towards Achieving Fatigue Resistant Designs. Metals 2018, 8, 75. [Google Scholar] [CrossRef]
- Shahzad, K.; Deckers, J.; Kruth, J.; Materials, J.V.-J. Additive Manufacturing of Alumina Parts by Indirect Selective Laser Sintering and Post Processing. Elsevier. 2013. Available online: https://www.sciencedirect.com/science/article/pii/S0924013613001052 (accessed on 20 September 2022).
- Almuaili, F.A.; McDonald, S.A.; Withers, P.J.; Cook, A.B.; Engelberg, D.L. Strain-induced reactivation of corrosion pits in austenitic stainless steel. Corros. Sci. 2017, 125, 12–19. [Google Scholar] [CrossRef]
- Yan, J.B.; Geng, Y.; Xie, P.; Xie, J. Low-temperature mechanical properties of stainless steel 316L: Tests and constitutive models. Constr. Build. Mater. 2022, 343, 128122. [Google Scholar] [CrossRef]
- Devine, T.; Briant, C.; Metallurgica, B.D.-S. Mechanism of Intergranular Corrosion of 316L Stainless Steel in Oxidizing Acids. Elsevier. 1980. Available online: https://www.sciencedirect.com/science/article/pii/0036974880902513 (accessed on 20 September 2022).
- Brandt, M. Laser Additive Manufacturing: Materials, Design, Technologies, and Applications; Woodhead Publishing: Cambridge, UK, 2017. [Google Scholar]
- Singh, R.; Gupta, A.; Tripathi, O.; Srivastava, S.; Singh, B.; Awasthi, A.; Rajput, S.K.; Sonia, P.; Singhal, P.; Saxena, K.K. Powder bed fusion process in additive manufacturing: An overview. Mater. Today Proc. 2020, 26, 3058–3070. [Google Scholar] [CrossRef]
- Scipioni Bertoli, U.; MacDonald, B.E.; Schoenung, J.M. Stability of cellular microstructure in laser powder bed fusion of 316L stainless steel. Mater. Sci. Eng. A 2019, 739, 109–117. [Google Scholar] [CrossRef]
- Birnbaum, A.J.; Steuben, J.C.; Barrick, E.J.; Iliopoulos, A.P.; Michopoulos, J.G. Intrinsic strain aging, Σ3 boundaries, and origins of cellular substructure in additively manufactured 316L. Addit. Manuf. 2019, 29, 100784. [Google Scholar] [CrossRef]
- Hay, J. Introduction to instrumented indentation testing. Exp. Tech. 2009, 33, 66–72. [Google Scholar] [CrossRef]
- Midawi, A.R.H.; Simha, C.H.M.; Gerlich, A.P. Assessment of yield strength mismatch in X80 pipeline steel welds using instrumented indentation. Int. J. Press. Vessels Pip. 2018, 168, 258–268. [Google Scholar] [CrossRef]
- Pero, R.; Maizza, G.; De Marco, F.; De Fazio, P.; Montanari, R.; Ohmura, T. Determination of the yield radius and yield stress in 2198-T3 aluminum alloy by means of the dual-scale instrumented indentation test. Mater. Trans. 2019, 60, 1450–1456. [Google Scholar] [CrossRef]
- ISO 14577-1:2015; Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 1: Test Method. Available online: https://www.iso.org/standard/56626.html (accessed on 30 June 2023).
- Xia, Y.; Bigerelle, M.; Marteau, J.; Mazeran, P.E.; Bouvier, S.; Iost, A. Effect of surface roughness in the determination of the mechanical properties of material using nanoindentation test. Scanning 2014, 36, 134–149. [Google Scholar] [CrossRef]
- Ambriško, Ľ.; Pešek, L. Determination the crack growth resistance of automotive steel sheets. Chem. Listy 2011, 105, 767–768. [Google Scholar]
- Xu, C.; Liu, X.; Li, Y.; Qian, W.; Jia, W.; Quan, Q.; Yin, J. Microstructural and Mechanical Properties of Nitrogen Ion Irradiated 316 Stainless Steel. Nucl. Technol. 2022, 208, 1083–1088. [Google Scholar] [CrossRef]
- Sargent, P. Indentation size effect and strain-hardening. J. Mater. Sci. Lett. 1989, 8, 1139–1140. [Google Scholar] [CrossRef]
- Swadener, J.G.; George, E.P.; Pharr, G.M. The correlation of the indentation size effect measured with indenters of various shapes. J. Mech. Phys. Solids 2002, 50, 681–694. [Google Scholar] [CrossRef]
- Saha, R.; Nix, W.D. Effects of the substrate on the determination of thin film mechanical properties by nanoindentation. Acta Mater. 2002, 50, 23–38. [Google Scholar] [CrossRef]
- Sun, Y.; Bell, T.; Zheng, S. Finite element analysis of the critical ratio of coating thickness to indentation depth for coating property measurements by nanoindentation. Thin Solid Films 1995, 258, 198–204. [Google Scholar] [CrossRef]
- Chen, J.; Bull, S.J. On the factors affecting the critical indenter penetration for measurement of coating hardness. Vacuum 2009, 83, 911–920. [Google Scholar] [CrossRef]
- Rajan, P.B.R.; Monnet, I.; Hug, E.; Etienne, A.; Enikeev, N.; Keller, C.; Sauvage, X.; Valiev, R.; Radiguet, B. Irradiation resistance of a nanostructured 316 austenitic stainless steel. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012121. [Google Scholar] [CrossRef]
- Chabak, Y.; Efremenko, B.; Petryshynets, I.; Efremenko, V.; Lekatou, A.G.; Zurnadzhy, V.; Bogomol, I.; Fedun, V.; Koval’, K.; Pastukhova, T. Structural and Tribological Assessment of Biomedical 316 Stainless Steel Subjected to Pulsed-Plasma Surface Modification: Comparison of LPBF 3D Printing and Conventional Fabrication. Materials 2021, 14, 7671. [Google Scholar] [CrossRef]
- Randall, N.X.; Renevier, N.; Michel, H.; Collignon, P. Correlation between processing parameters and mechanical properties as a function of substrate polarisation and depth in a nitrided 316 L stainless steel using nanoindentation and scanning force microscopy. Vacuum 1997, 48, 849–855. [Google Scholar] [CrossRef]
- Sidane, D.; Chicot, D.; Yala, S.; Ziani, S.; Khireddine, H.; Iost, A.; Decoopman, X. Study of the mechanical behavior and corrosion resistance of hydroxyapatite sol–gel thin coatings on 316 L stainless steel pre-coated with titania film. Thin Solid Films 2015, 593, 71–80. [Google Scholar] [CrossRef]
- Blinn, B.; Ley, M.; Buschhorn, N.; Teutsch, R.; Beck, T. Investigation of the anisotropic fatigue behavior of additively manufactured structures made of AISI 316L with short-time procedures PhyBaLLIT and PhyBaLCHT. Int. J. Fatigue 2019, 124, 389–399. [Google Scholar] [CrossRef]
- Cagliero, R.; Barbato, G.; Maizza, G.; Genta, G. Measurement of elastic modulus by instrumented indentation in the macro-range: Uncertainty evaluation. Int. J. Mech. Sci. 2015, 101–102, 161–169. [Google Scholar] [CrossRef]
- Hosseinzadeh, A.R.; Mahmoudi, A.H. Determination of mechanical properties using sharp macro-indentation method and genetic algorithm. Mech. Mater. 2017, 114, 57–68. [Google Scholar] [CrossRef]
- Schiavi, A.; Origlia, C.; Germak, A.; Prato, A.; Genta, G. Indentation Modulus, Indentation Work and Creep of Metals and Alloys at the Macro-Scale Level: Experimental Insights into the Use of a Primary Vickers Hardness Standard Machine. Materials 2021, 14, 2912. [Google Scholar] [CrossRef] [PubMed]
- Cagliero, R.; Maizza, G. Influence of Vickers Indenter Tip Geometry on the Macro-indentation Properties of γ-TiAl Alloys. 2011. Available online: https://www.researchgate.net/publication/265808594 (accessed on 18 July 2023).
- Karbasian, A.; Shirazi, M.; Mahmoudi, A.H. Effect of Surface Roughness on Brinell Hardness and Load-Displacement Curves using a Macro Indentation. Int. J. Eng. Trans. B Appl. 2023, 36, 914–924. [Google Scholar] [CrossRef]
- Lee, J.; Lee, K.; Lee, S.; Kwon, O.M.; Kang, W.K.; Lim, J.I.; Lee, H.K.; Kim, S.M.; Kwon, D. Application of Macro-Instrumented Indentation Test for Superficial Residual Stress and Mechanical Properties Measurement for HY Steel Welded T-Joints. Materials 2021, 14, 2061. [Google Scholar] [CrossRef]
- ISO 14577-2:2015; Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 2: Verification and Calibration of Testing Machines. Available online: https://www.iso.org/standard/56628.html (accessed on 28 August 2023).
- Meier, H.; Haberland, C. Experimental studies on selective laser melting of metallic parts Experimentelle Untersuchungen zum Laserstrahlgenerieren metallischer Bauteile. Mater. Werkst. 2008, 39, 665–670. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.G.; Ramamurty, U. Mechanical behavior of selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2017, 696, 113–121. [Google Scholar] [CrossRef]
- Kurzynowski, T.; Gruber, K.; Stopyra, W.; Kuźnicka, B.; Chlebus, E. Correlation between process parameters, microstructure and properties of 316 L stainless steel processed by selective laser melting. Mater. Sci. Eng. A 2018, 718, 64–73. [Google Scholar] [CrossRef]
- Ara, I.; Tangpong, X.W.; Azarmi, F. Microstructural Characteristics of Stainless Steel 316L Processed by Selective Laser Melting Technology. Miner. Met. Mater. Ser. 2020, 11, 405–412. [Google Scholar] [CrossRef]
- ISO 6507-1:2018; Metallic Materials—Vickers Hardness Test—Part 1: Test Method. 2018. Available online: https://www.iso.org/standard/64065.html (accessed on 22 September 2023).
- Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Residual Stress in Metal Additive Manufacturing. Procedia CIRP 2018, 71, 348–353. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2017, 17, 63–71. [Google Scholar] [CrossRef] [PubMed]
- Motibane, L.P.; Tshabalala, L.C.; Mathe, N.R.; Hoosain, S.; Knutsen, R.D. Effect of powder bed preheating on distortion and mechanical properties in high speed selective laser melting. IOP Conf. Ser. Mater. Sci. Eng. 2019, 655, 012026. [Google Scholar] [CrossRef]
- Casati, R.; Lemke, J.; Vedani, M. Microstructure and Fracture Behavior of 316L Austenitic Stainless Steel Produced by Selective Laser Melting. J. Mater. Sci. Technol. 2016, 32, 738–744. [Google Scholar] [CrossRef]
- Chen, W.; Voisin, T.; Zhang, Y.; Florien, J.B.; Spadaccini, C.M.; McDowell, D.L.; Zhu, T.; Wang, Y.M. Microscale residual stresses in additively manufactured stainless steel. Nat. Commun. 2019, 10, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Bull, S.J.; Page, T.F.; Yoffe, E.H. An explanation of the indentation size effect in ceramics. Philos. Mag. Lett. 2006, 59, 281–288. [Google Scholar] [CrossRef]
- Uddin, M.J.; Ramirez-Cedillo, E.; Mirshams, R.A.; Siller, H.R. Nanoindentation and electron backscatter diffraction mapping in laser powder bed fusion of stainless steel 316L. Mater. Charact. 2021, 174, 111047. [Google Scholar] [CrossRef]
- Zhai, W.; Zhou, W.; Zhu, Z.; Nai, S.M.L. Selective Laser Melting of 304L and 316L Stainless Steels: A Comparative Study of Microstructures and Mechanical Properties. Steel Res. Int. 2022, 93, 2100664. [Google Scholar] [CrossRef]
- Zeng, Q.; Gan, K.; Wang, Y. Effect of Heat Treatment on Microstructures and Mechanical Behaviors of 316L Stainless Steels Synthesized by Selective Laser Melting. J. Mater. Eng. Perform. 2021, 30, 409–422. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Farshidianfar, M.H.; Gerlich, A.P.; Khajepour, A.; Nagy Trembošová, V.; Mohammadi, M.; Shakil, S.I.; Haghshenas, M. Nanoindentation plasticity and loading rate sensitivity of laser additive manufactured functionally graded 316L and 410L stainless steels. Mater. Sci. Eng. A 2023, 862, 144437. [Google Scholar] [CrossRef]
- Haušild, P.; Materna, A.; Nohava, J. Characterization of Anisotropy in Hardness and Indentation Modulus by Nanoindentation. Metallogr. Microstruct. Anal. 2014, 3, 5–10. [Google Scholar] [CrossRef]
- Kurdi, A.; Tabbakh, T.; Kumar Basak, A.; Au, A.K.B. Microstructural and Nanoindentation Investigation on the Laser Powder Bed Fusion Stainless Steel 316L. Materials 2023, 16, 5933. [Google Scholar] [CrossRef] [PubMed]
- Cherry, J.A.; Davies, H.M.; Mehmood, S.; Lavery, N.P.; Brown, S.G.R.; Sienz, J. Investigation into the effect of process parameters on microstructural and physical properties of 316L stainless steel parts by selective laser melting. Int. J. Adv. Manuf. Technol. 2015, 76, 869–879. [Google Scholar] [CrossRef]
- Hitzler, L.; Hirsch, J.; Heine, B.; Merkel, M.; Hall, W.; Öchsner, A. On the Anisotropic Mechanical Properties of Selective Laser-Melted Stainless Steel. Materials 2017, 10, 1136. [Google Scholar] [CrossRef] [PubMed]
- Tolosa, I.; Garciandía, F.; Zubiri, F.; Zapirain, F.; Esnaola, A. Study of mechanical properties of AISI 316 stainless steel processed by “selective laser melting”, following different manufacturing strategies. Int. J. Adv. Manuf. Technol. 2010, 51, 639–647. [Google Scholar] [CrossRef]
- Carlton, H.D.; Haboub, A.; Gallegos, G.F.; Parkinson, D.Y.; MacDowell, A.A. Damage evolution and failure mechanisms in additively manufactured stainless steel. Mater. Sci. Eng. A 2016, 651, 406–414. [Google Scholar] [CrossRef]
- Chao, Q.; Thomas, S.; Birbilis, N.; Cizek, P.; Hodgson, P.D.; Fabijanic, D. The effect of post-processing heat treatment on the microstructure, residual stress and mechanical properties of selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2021, 821, 141611. [Google Scholar] [CrossRef]
- Lavery, N.P.; Cherry, J.; Mehmood, S.; Davies, H.; Girling, B.; Sackett, E.; Brown, S.G.R.; Sienz, J. Effects of hot isostatic pressing on the elastic modulus and tensile properties of 316L parts made by powder bed laser fusion. Mater. Sci. Eng. A 2017, 693, 186–213. [Google Scholar] [CrossRef]
- Zhang, B.; Dembinski, L.; Coddet, C. The study of the laser parameters and environment variables effect on mechanical properties of high compact parts elaborated by selective laser melting 316L powder. Mater. Sci. Eng. A 2013, 584, 21–31. [Google Scholar] [CrossRef]
- Suresh, S.; Giannakopoulos, A.E. A new method for estimating residual stresses by instrumented sharp indentation. Acta Mater. 1998, 46, 5755–5767. [Google Scholar] [CrossRef]
- Swadener, J.G.; Taljat, B.; Pharr, G.M. Measurement of residual stress by load and depth sensing indentation with spherical indenters. J. Mater. Res. 2001, 16, 2091–2102. [Google Scholar] [CrossRef]
- Chen, X.; Yan, J.; Karlsson, A.M. On the determination of residual stress and mechanical properties by indentation. Mater. Sci. Eng. A 2006, 416, 139–149. [Google Scholar] [CrossRef]
- Jang, J. Estimation of residual stress by instrumented indentation: A review. J. Ceram. Process. Res. 2009, 10, 391–400. Available online: http://mse.hanyang.ac.kr/jang/pdf/2009/Jang_JCPR_2009_10_391.pdf (accessed on 6 September 2023).
- Zhu, L.N.; Xu, B.S.; Wang, H.D.; Wang, C.B. Measurement of Residual Stresses Using Nanoindentation Method. Crit. Rev. Solid State Mater. Sci. 2014, 40, 77–89. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual stress. Part 1—Measurement techniques. Mater. Sci. Technol. 2013, 17, 355–365. [Google Scholar] [CrossRef]
- Tsui, T.Y.; Oliver, W.C.; Pharr, G.M. Influences of stress on the measurement of mechanical properties using nanoindentation: Part I. Experimental studies in an aluminum alloy. J. Mater. Res. 1996, 11, 752–759. [Google Scholar] [CrossRef]
- Shuman, D.J.; Costa, A.L.M.; Andrade, M.S. Calculating the elastic modulus from nanoindentation and microindentation reload curves. Mater. Charact. 2007, 58, 380–389. [Google Scholar] [CrossRef]
- Gundgire, T.; Jokiaho, T.; Santa-aho, S.; Rautio, T.; Järvenpää, A.; Vippola, M. Comparative study of additively manufactured and reference 316 L stainless steel samples—Effect of severe shot peening on microstructure and residual stresses. Mater. Charact. 2022, 191, 112162. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sr. | Peak Load | nHIT (Gpa) | nEIT (Gpa) | nUTS-Like (Mpa) |
|---|---|---|---|---|
| 1 | 5 mN | 3.4 | 156 | 1133.3 |
| 2 | 3.2 | 161 | 1066.7 | |
| 3 | 3.2 | 159 | 1070 | |
| 4 | 3.3 | 147 | 1126.7 | |
| 5 | 3.3 | 155 | 1100 | |
| 6 | 3.1 | 148 | 1043.3 | |
| 7 | 2.9 | 149 | 980 | |
| 8 | 3.1 | 150 | 1053.3 | |
| 9 | 3.2 | 154 | 1080 |
| Ind. | EIT (GPa) | HIT (GPa) | HVeq | dh (um) | dv (um) | hmax (um) | UTS-Like (MPa) |
|---|---|---|---|---|---|---|---|
| X-Y plane | |||||||
| 1 | 133.14 | 1.51 | 188.77 | 388.69 | 386.48 | 66.24 | 503.3 |
| 2 | 126.35 | 1.85 | 179.78 | 389.65 | 404.65 | 60.72 | 616.7 |
| 3 | 109.02 | 1.87 | 191.58 | 378.78 | 390.69 | 60.68 | 623.3 |
| Y-Z plane | |||||||
| 1 | 187.93 | 1.93 | 158.9 | 428.8 | 416.1 | 58.04 | 643.3 |
| 2 | 172.84 | 1.78 | 165 | 412.8 | 416 | 60.67 | 593.3 |
| 3 | 162.36 | 1.63 | 165 | 412.8 | 416.5 | 63.56 | 543.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maizza, G.; Hafeez, F.; Varone, A.; Montanari, R. Nanoscale and Tensile-Like Properties by an Instrumented Indentation Test on PBF-LB SS 316L Steel. Materials 2024, 17, 255. https://doi.org/10.3390/ma17010255
Maizza G, Hafeez F, Varone A, Montanari R. Nanoscale and Tensile-Like Properties by an Instrumented Indentation Test on PBF-LB SS 316L Steel. Materials. 2024; 17(1):255. https://doi.org/10.3390/ma17010255
Chicago/Turabian StyleMaizza, Giovanni, Faisal Hafeez, Alessandra Varone, and Roberto Montanari. 2024. "Nanoscale and Tensile-Like Properties by an Instrumented Indentation Test on PBF-LB SS 316L Steel" Materials 17, no. 1: 255. https://doi.org/10.3390/ma17010255
APA StyleMaizza, G., Hafeez, F., Varone, A., & Montanari, R. (2024). Nanoscale and Tensile-Like Properties by an Instrumented Indentation Test on PBF-LB SS 316L Steel. Materials, 17(1), 255. https://doi.org/10.3390/ma17010255