
Comparative Study of the Microstructure and Properties of Cast-Fabricated and 3D-Printed Laser-Sintered Co–Cr Alloys for Removable Partial Denture Frameworks


 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
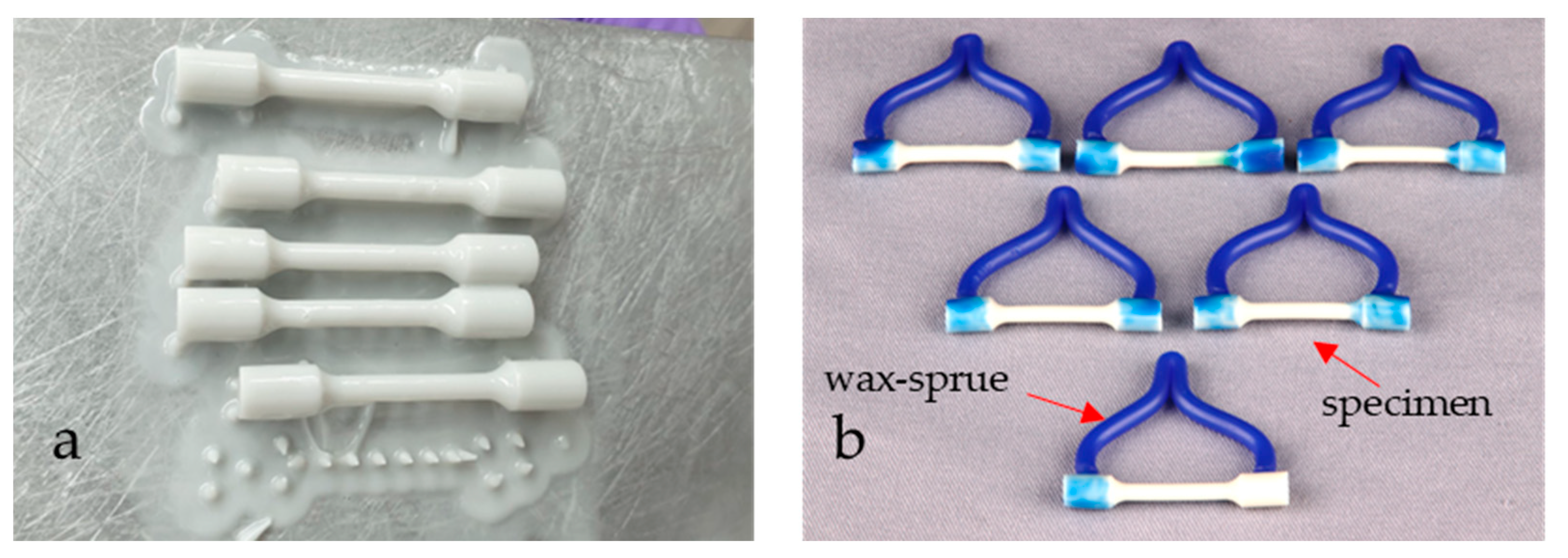
2.1. Sample Preparation
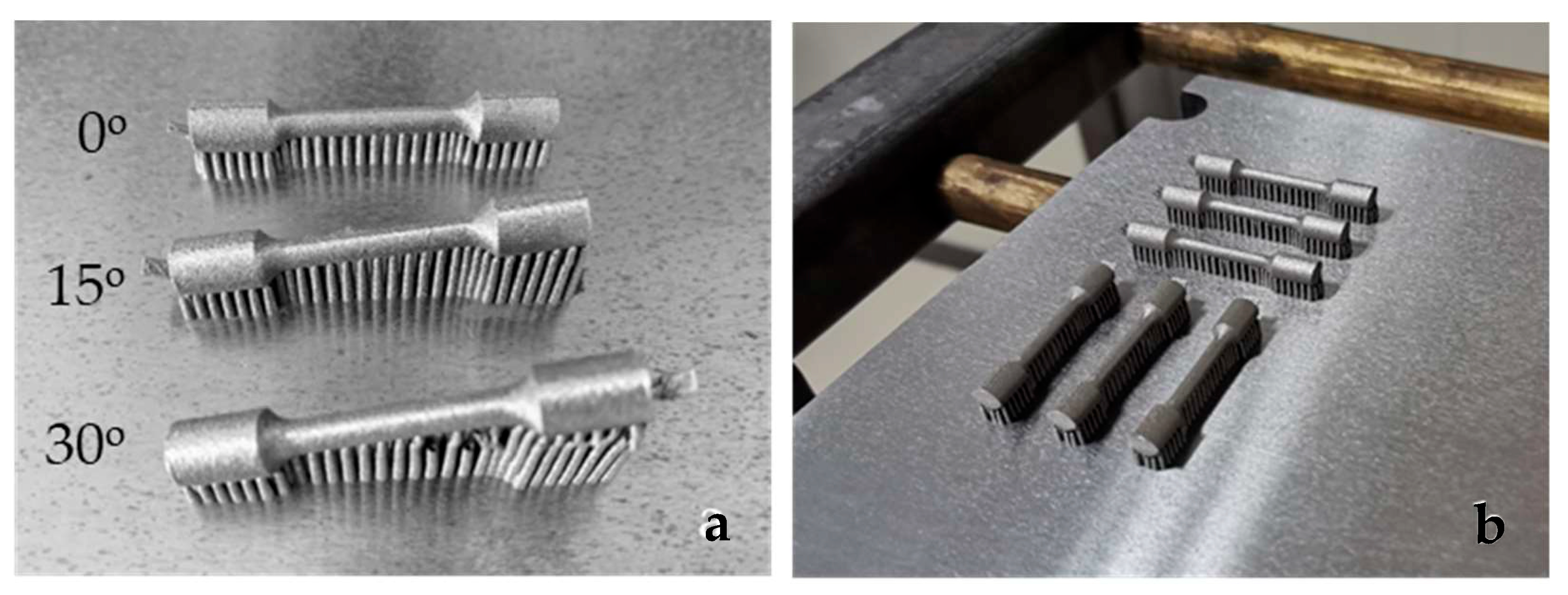
- Group S1—the specimens manufactured with different building angular orientations of 0°, 15° and 30° relative to the CNC platform (Figure 2a).
- Group S2—the specimens built in a 0° direction, but with different positions and locations on the CNC platform (Figure 2b). After laser sintering the specimens of group S1 and S2 were annealed at 750 °C/1 h, according to a regular manufacturer’s procedure. The specimens were cooled down slowly to room temperature. As the microscopic studies did not show that different positions and locations on the CNC platform affect the direction of grain extension and the fatigue crack propagation path, it was decided not to set them in Group S1 and Group S3.
- Group S3—all specimens built in the 0° direction. The specimens were post-heat-treated in a furnace under an Ar atmosphere at 850 °C/45 min, 880 °C/1 h and 1100 °C/30 min. After post-heat treatment, the specimens (heated at 880 °C and 1100 °C) were cooled down slowly in the furnace until a temperature of 600 °C was achieved, then the furnace door was opened. The specimens post-heat-treated at 850 °C/45 min in the furnace under Ar atmosphere were cooled rapidly [16].
2.2. Microstructural Characterisation
2.3. Mechanical Properties
3. Results and Discussion
3.1. Microstructural Characterisation
3.2. Mechanical Properties
4. Conclusions
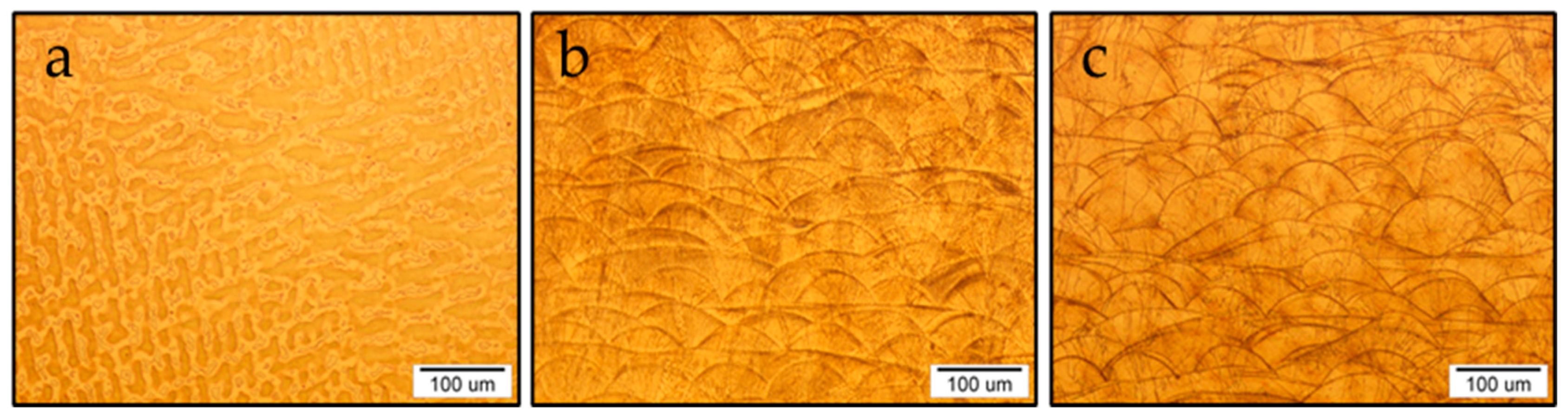
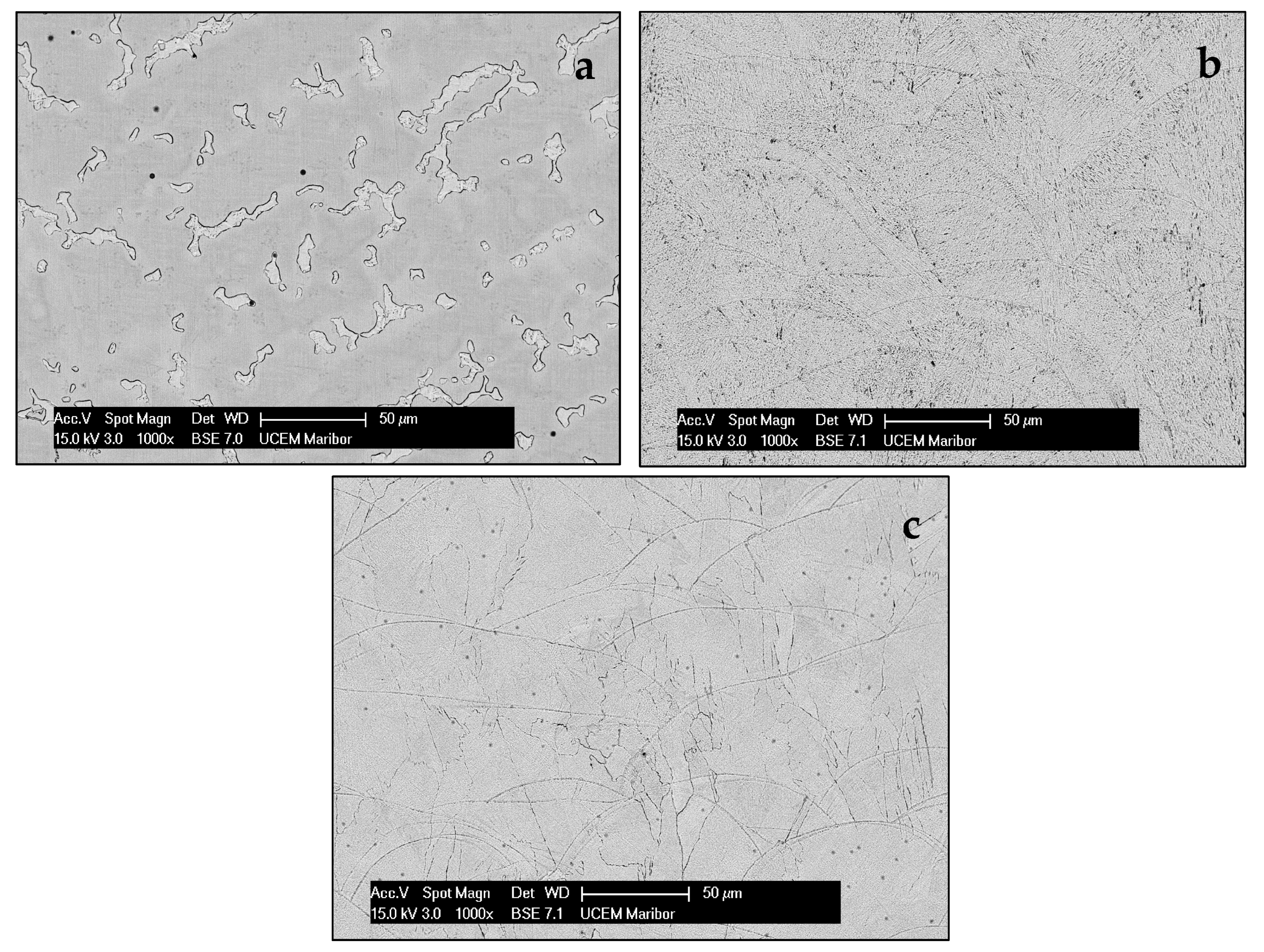
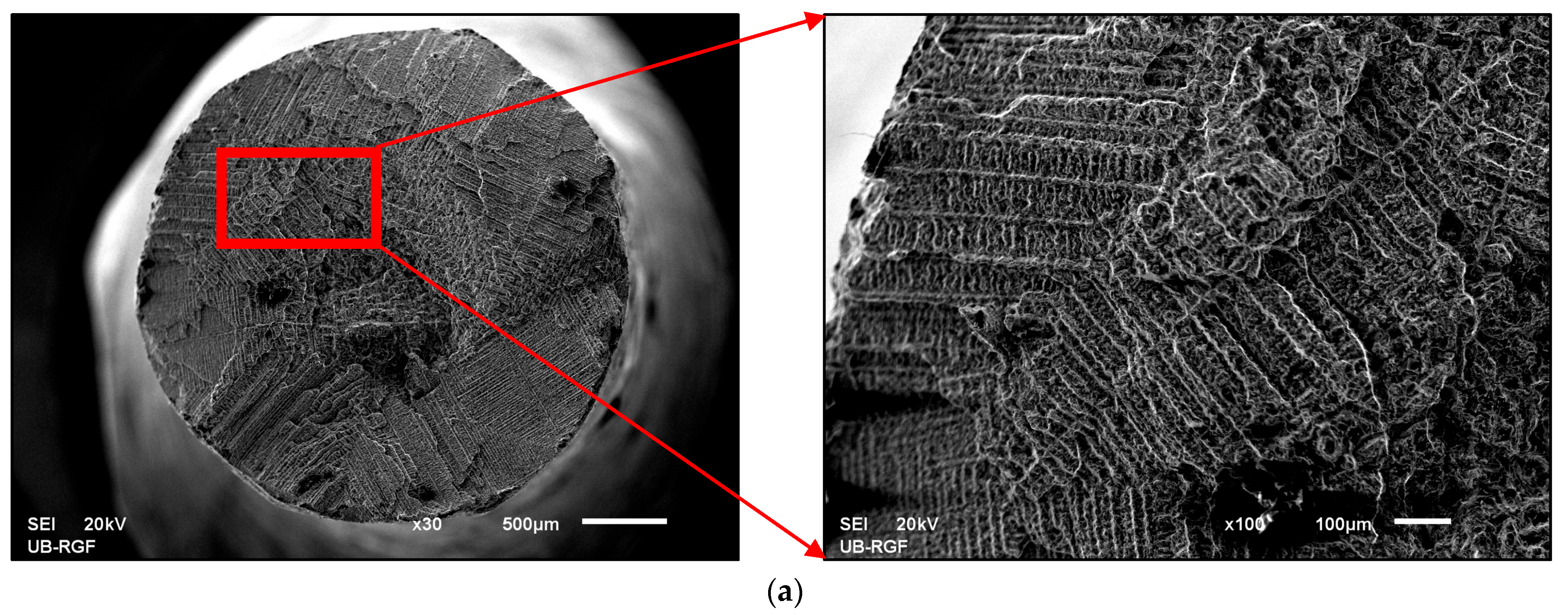
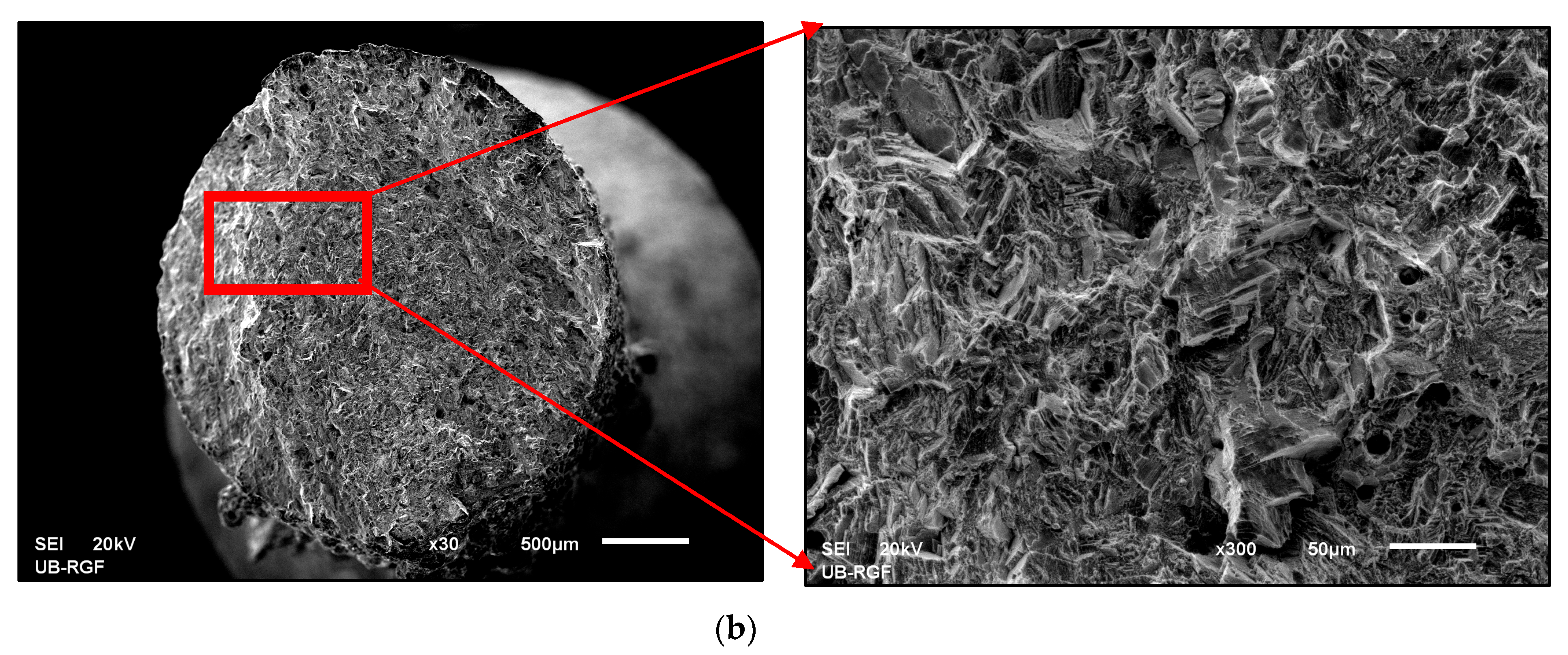
- The microstructure of a classically as-cast Co–Cr alloy was dendritic, while the microstructure created using the DMLS technique was typical for additive manufacturing technologies, as the basic crystal elements were the so-called hills.
- The chemical composition of the samples in the study was comparable for both technologies used, and no additional impurities were observed.
- The microstructure of the as-cast fracture surface showed a distinct dendritic structure, while the DMLS surface was homogeneous in grain size and fracture.
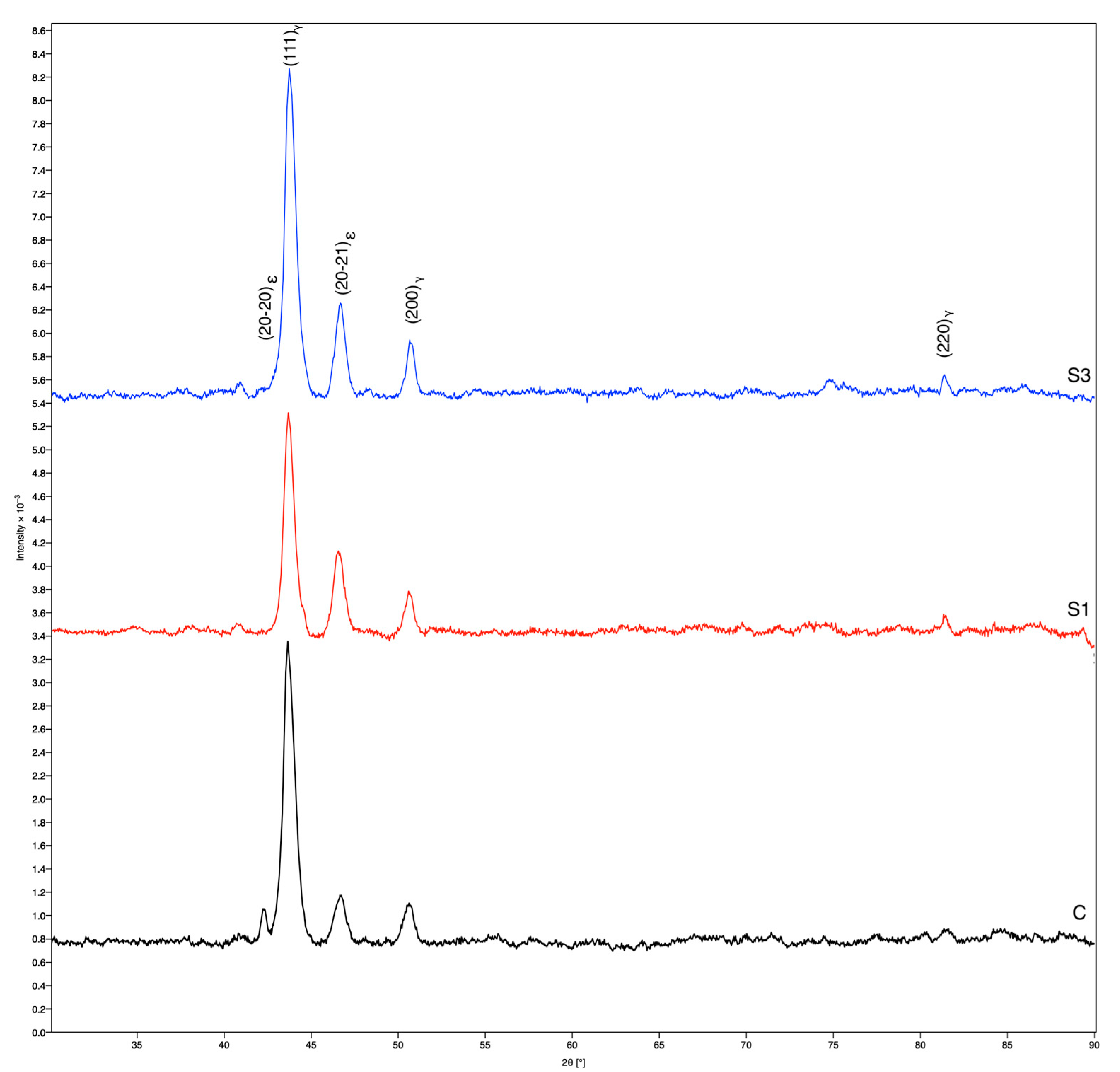
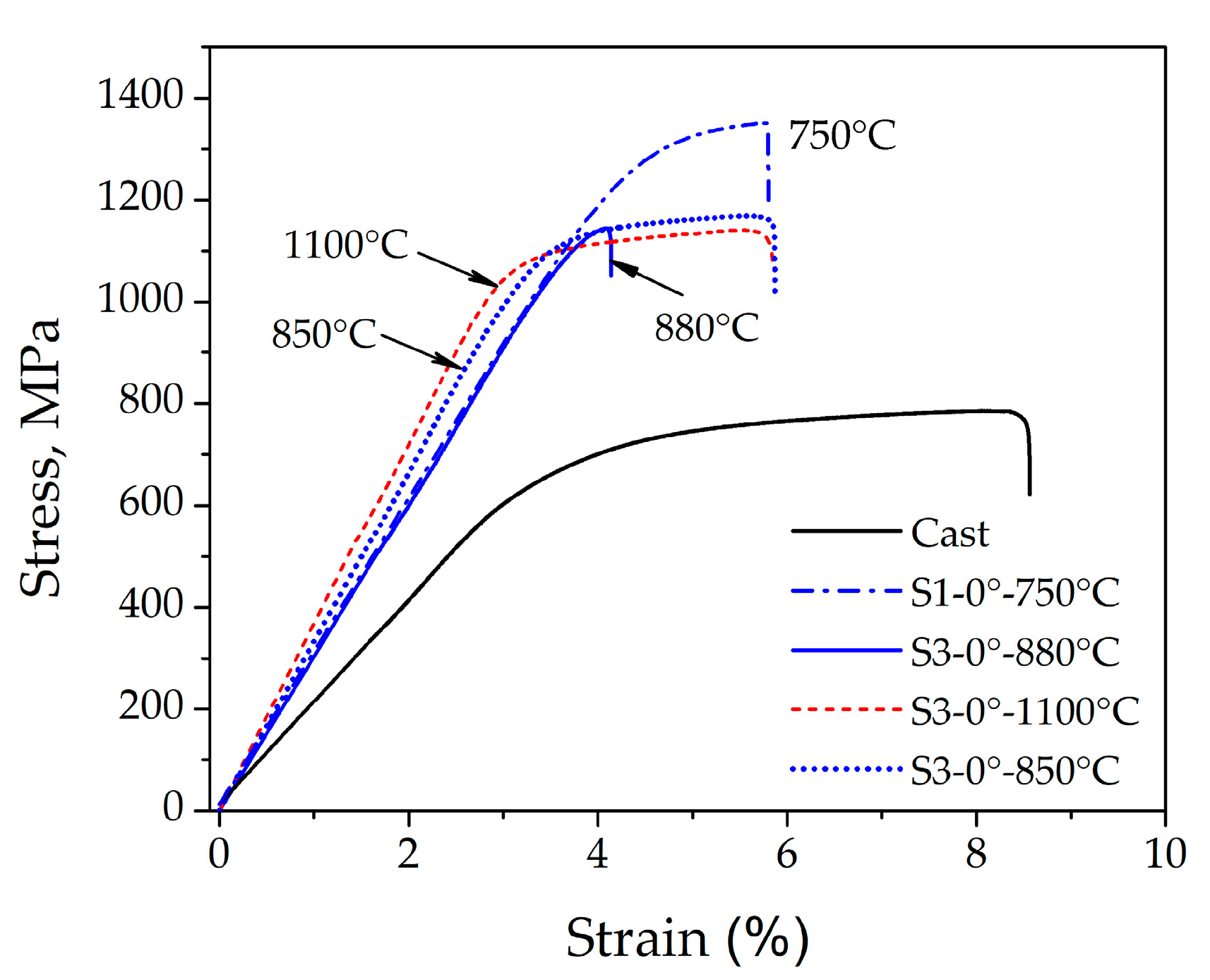
- The superior strength and higher flow stress of the DMLS samples, compared to the as-cast state, can be attributed to a finer microstructure developed during local melting and rapid solidification, as well the varying ratio of γ–Co and ε–Co phases.
- The tensile properties were also affected by a build orientation, and the highest value of strength was achieved in a 0° direction after laser sintering and annealing at 750 °C. Post-heat treatment at 1100 °C revealed the possibility for achieving a good combination of strength and ductility of Co–Cr dental materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| CNC | Computer numerical control |
| DMLS | Direct metal laser sintering |
| EDS | Energy Dispersive Spectroscopy |
| El | Elongation |
| RPD | Removable partial denture |
| SLM | Selective laser sintered |
| SEM | Scanning electron microscopy |
| RP | Rapid prototyping |
| UTS | Ultimate tensile strength |
| XRD | X-ray diffractometry |
| YS | Yield strength |
References
- Zhou, Y.; Li, N.; Yan, J.; Zeng, Q. Comparative analysis of the microstructure and mechanical properties of Co-Cr dental alloys fabricated by different methods. J. Prosthet. Dent. 2018, 120, 617–623. [Google Scholar] [CrossRef] [PubMed]
- Bajunaid, S.O.; Altwaim, B.; Alhassan, M.; Alammari, R. The Fit Accuracy of Removable Partial Denture Metal Framework Using Conventional and 3D Printed Techniques: An In Vitro Study. J. Contemp. Dent. Pract. 2019, 20, 476–481. [Google Scholar] [CrossRef] [PubMed]
- Lu, Y.; Wu, S.; Gan, Y.; Li, J.; Zhao, C.; Zhuo, D.; Lin, J. Investigation on the microstructure, mechanical property and corrosion behavior of the selective laser melted CoCrW alloy for dental application. Mater. Sci. Eng. 2015, 49, 517–525. [Google Scholar] [CrossRef] [PubMed]
- Bhargav, A.; Sanjairaj, V.; Rosa, V.; Feng, L.W.; Fuh Yh, J. Applications of additive manufacturing in dentistry: A review. J. Biomed. Mater. Res. Part B Appl. Biomater. 2017, 106, 2058–2064. [Google Scholar] [CrossRef]
- Stamenkovic, D.; Obradovic-Djuricic, K.; Rudolf, R.; Bobovnik, R.; Stamenkovic, D. Selective laser melting and sintering technique of the cobalt-chromium dental alloy. Srp. Arh. Celok. Lek. 2019, 147, 664–669. [Google Scholar] [CrossRef]
- Stamenkovic, D.; Obradovic-Djuricic, K.; Stamenkovic, D.; Grbovic, A.; Djordjevic, I. The Fourth Industrial Revolution’s impact on dentistry. Srp. Arh. Celok. Lek. 2021, 149, 503–510. [Google Scholar] [CrossRef]
- Ruiz, M.D.S.I.; Frías, M.Á.L.; Rider, R.M.; Guillén, A.P.; Rangel, A.G. Fundamentals of Stereolithography, an Useful Tool for Diagnosis in Dentistry. Odovtos-Int. J. Dent. Sci. 2015, 17, 15–21. [Google Scholar] [CrossRef]
- Unkovskiy, A.; Schmidt, F.; Beuer, F.; Li, P.; Spintzyk, S.; Kraemer Fernandez, P. Stereolithography vs. Direct Light Processing for Rapid Manufacturing of Complete Denture Bases: An In Vitro Accuracy Analysis. J. Clin. Med. 2021, 10, 1070. [Google Scholar] [CrossRef]
- Tian, Y.; Chen, C.; Xu, X.; Wang, J.; Hou, X.; Li, K.; Lu, X.; Shi, H.; Lee, E.-S.; Jiang, H.B. A Review of 3D Printing in Dentistry: Technologies, Affecting Factors, and Applications. Scanning 2021, 2021, 9950131. [Google Scholar] [CrossRef]
- Øilo, M.; Nesse, H.; Lundberg, O.J.; Gjerdet, N.R. Mechanical properties of cobalt-chromium 3-unit fixed dental prostheses fabricated by casting, milling, and additive manufacturing. J. Prosth. Dent. 2018, 120, 156–162. [Google Scholar] [CrossRef]
- Tasaka, A.; Shimizu, T.; Kato, Y.; Okano, H.; Ida, Y.; Higuchi, S.; Yamashita, S. Accuracy of removable partial denture framework fabricated by casting with a 3D printed pattern and selective laser sintering. J. Prosthodont. Res. 2020, 64, 224–230. [Google Scholar] [CrossRef]
- Lee, W.-F.; Wang, J.-C.; Hsu, C.-Y.; Peng, P.-W. Microstructure, mechanical properties, and retentive forces of cobalt-chromium removable partial denture framework fabricated by selective laser melting followed by heat treatment. J. Prosthet. Dent. 2022, 127, 115–121. [Google Scholar] [CrossRef]
- Ahmed, N.; Abbasi, M.S.; Haider, S.; Ahmed, N.; Habib, S.R.; Altamash, S.; Zafar, M.S.; Alam, M.K. Fit Accuracy of Removable Partial DFenture Frameworks Fabricated with CAD/CAM, Rapid Prototyping, and Conventional Techniques: A Systematic Review. BioMed Res. Int. 2021, 2021, 3194433. [Google Scholar] [CrossRef]
- Stamenković, D. Optimatization of Technological Processes for Selective Laser Melting and Sintering of Cobalt, Chromium, Molybdenum, Tungsten Alloys in the Fabrication of Removable Partial Denture Frameworks. Ph.D. Thesis, School of Dental Medicine, University of Belgrade, Belgrade, Serbia, 19 July 2022. [Google Scholar]
- ISO 22674:2022; Dentistry—Metalilic Materials for Fixed and Removable Restorations and Appliances Appliances. International Organization for Standardization: Geneva, Switzerland, 2022.
- Yan, X.; Lin, H.; Wu, Y.; Bai, W. Effect of two heat treatments on mechanical properties of selective-laser-melted Co-Cr metal-ceramic dental alloys for application in thin removable partial denture. J. Prosth. Dent. 2018, 119, 1028-e1. [Google Scholar] [CrossRef]
- Roudnicka, M.; Bigas, J.; Molnarova, O.; Palousek, D.; Vojtech, D. Different Response of Cast and 3D-Printed Co-Cr-Mo Alloy to Heat Treatment: A Thorough Microstructure Characterization. Metals 2021, 11, 687. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Eckert, J. Formation of metastable cellular microstructures in selective laser melted alloys. J. Alloys Compd. 2017, 707, 27–34. [Google Scholar] [CrossRef]
- Pinomaa, T.; Lindroos, M.; Walbrühl, M.; Provatas, N.; Laukkanen, A. The significance of spatial length scales and solute segregation in strengthening rapid solidification microstructures of 316L stainless steel. Acta Mater. 2020, 184, 1–16. [Google Scholar] [CrossRef]
- Song, C.; Zhang, M.; Yang, Y.; Wang, D.; Jia-kuo, Y. Morphology and properties of CoCrMo parts fabricated by selective laser melting. Mater. Sci. Eng. A 2018, 713, 206–213. [Google Scholar] [CrossRef]
- Materials Explorer. Available online: https://materialsproject.org/materials/mp-1087479?chemsys=Co-Cr (accessed on 18 April 2023).
- Okazaki, Y.; Ishino, A.; Higuchi, S. Chemical, Physical, and Mechanical Properies and Microstructures of Laser-Sintered Co-25Cr-5Mo-5W (SP2) and W-free Co-28Cr-6Mo Alloys for Dental Applications. Materials 2019, 12, 4039. [Google Scholar] [CrossRef]
- Viderščak, D.; Schauperl, Z.; Šolić, S.; Ćatić, A.; Godec, M.; Kocijan, A.; Paulin, I.; Donik, Č. Additively Manufacturing ommercial Co-Cr Dental Alloys: Comparasion of Microstructure and Mechanical Properties. Materials 2021, 14, 7350. [Google Scholar] [CrossRef]
- Kajima, Y.; Takaichi, A.; Kittikundecha, N.; Nakamoto, T.; Kimura, T.; Nomura, N.; Kawasaki, A.; Hanawa, T.; Takahashi, H.; Wakabayashi, N. Effect of heat-treatment temperature on microstructures and mechanical properties of Co–Cr–Mo alloys fabricated by selective laser melting. Mater. Sci. Eng. A 2018, 726, 21–31. [Google Scholar] [CrossRef]
- Kajima, Y.; Takaichi, A.; Htata, H.L.; Hanawa, T.; Wakabayashi, N. Recrystallization behavior of selective laser melted Co–Cr–Mo alloys with several heat treatment times. Mater. Sci. Eng. A 2022, 856, 143998. [Google Scholar] [CrossRef]
- Salak, A. Ferrous Powder Metullargy; Cambridge International Science Publishing: Cambridge, UK, 1997. [Google Scholar]
- Li, K.C. Microstructure and Phase Stability of Three Dental Cobalt Chromium Alloys Used for Porcelain-Fused-to-Metal Restorations during Thermal Processing. Ph.D. Thesis, University of Otago, Dunedin, New Zealand, 2015. [Google Scholar]
- Alexandrino, L.D.; Antunes, L.H.M.; Munhoz, A.L.J.; Filho, A.P.R.; da Silva, W.J. Mechanical and surface properties of Co–Cr alloy produced by additive manufacturing for removable partial denture frameworks. J. Prosth. Dent. 2022, in press. [CrossRef]
- Hitzler, L.; Alifui-Segbaya, F.; Williams, P.; Heine, B.; Heitzmann, M.; Hall, W.; Merkel, M.; Öchsner, A. Additive Manufacturing of Cobalt-Based Dental Alloys: Analysis of Microstructure and Physicochemical Properties. Adv. Mater. Sci. Eng. 2018, 2018, 8213023. [Google Scholar] [CrossRef]
- Chen, J.; Yang, Y.; Wu, S.; Zhang, M.; Mai, S.; Song, C.; Wang, D. Selective laser melting dental Co-Cr alloy: Microstructure, mechanical properties and corrosion resistance. Rapid Prototyp. J. 2021, 27, 1457–1466. [Google Scholar] [CrossRef]
- Forrester, K.; Sheridan, R.; Phoenix, R.D. Assessing the accuracy of casting and additive manufacturing techniques for fabrication of a complete palatal coverage metal framework. J. Prosthodont. 2019, 28, 811–817. [Google Scholar] [CrossRef]
- Soltanzadeh, P.; Suprono, M.S.; Kattadiyil, M.T.; Goodacre, C.; Gregorius, W. An in vitro investigation of accuracy and fit of conventional and CAD/CAM remobvable partial dentures framework. J. Prosthodont. 2019, 28, 547–555. [Google Scholar] [CrossRef]
- Sachdeva, A.; Sharma, A.; Bhateja, S.; Arora, G. Green Dentistry: A Review. J. Dent. Oral. Biol. 2018, 3, 1144. [Google Scholar]
- Rathakrishnan, M.; Priyadarhinin, A. Green dentistry: The future. J. Int. Clin. Dent. Res. Organ. 2017, 9, 59–61. [Google Scholar] [CrossRef]
- Konieczny, B.; Szczesio-Wlodarczyk, A.; Sokolowski, J.; Bociong, K. Challenges of Co–Cr Alloy Additive Manufacturing Methods in Dentistry—The Current State of Knowledge (Systematic Review). Materials 2020, 13, 3524. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Co–Cr Alloy for Casting | Co–Cr Alloy for DMLS |
|---|---|---|
| Manufacturer | Dentaurum GmbH & Co. KG Remanium GM800+ | EOS GmbH—Electro Optical Systems EOS CobaltChromium SP2 |
| Composition | ||
| Co | 58.3 | 62–66 |
| Cr | 32 | 24–26 |
| Mo | 6.5 | 4–6 |
| W | 1.5 | 4–6 |
| Si | 1.0 | 0.8–1.5 |
| Mn | n/a | max 1.5 |
| Fe | n/a | max 0.7 |
| Sample/wt. % | Cr | Co | Mo | W |
|---|---|---|---|---|
| C | 30.83 | 60.42 | 6.28 | 2.48 |
| S1 | 24.79 | 57.42 | 4.62 | 13.17 |
| S2 | 25.12 | 57.46 | 4.57 | 12.85 |
| Manufacturing Process | Specimen | 0.2% YS, MPa | UTS, MPa | El, % | |
|---|---|---|---|---|---|
| Conventional Casting | Group C | 687 ± 31 | 827 ± 67 | 8.3 ± 1.8 | |
| Direct Metal Laser Sintering | Group S1 | 0° | 1255 ± 5 | 1311 ± 40 | 5.3 ± 0.5 |
| 15° | 1225 ± 9 | 1255 ± 9 | 4.6 ± 0.1 | ||
| 30° | / | 989 ± 7 | 2.7 ± 0.3 | ||
| Group S2 | 0°—CNC position 1 | 1188 ± 3 | 1254 ± 16 | 4.6 ± 0.9 | |
| 0°—CNC position 2 | 1184 ± 18 | 1230 ± 39 | 4.2 ± 0.8 | ||
| 0°—CNC position 3 | 1190 ± 14 | 1177 ± 69 | 4.3 ± 1.6 | ||
| Group S3 | 0°—880 °C/1 h | 1134 ± 6 | 1145 ± 15 | 4.1 ± 0.1 | |
| 0°—1100 °C/30 min | 1121 ± 52 | 1182 ± 41 | 5.1 ± 0.7 | ||
| 0°—850 °C/45 min | 1090 ± 13 | 1183 ± 14 | 5.2 ± 0.7 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stamenković, D.; Popović, M.; Rudolf, R.; Zrilić, M.; Raić, K.; Đuričić, K.O.; Stamenković, D. Comparative Study of the Microstructure and Properties of Cast-Fabricated and 3D-Printed Laser-Sintered Co–Cr Alloys for Removable Partial Denture Frameworks. Materials 2023, 16, 3267. https://doi.org/10.3390/ma16083267
Stamenković D, Popović M, Rudolf R, Zrilić M, Raić K, Đuričić KO, Stamenković D. Comparative Study of the Microstructure and Properties of Cast-Fabricated and 3D-Printed Laser-Sintered Co–Cr Alloys for Removable Partial Denture Frameworks. Materials. 2023; 16(8):3267. https://doi.org/10.3390/ma16083267
Chicago/Turabian StyleStamenković, Dejan, Miljana Popović, Rebeka Rudolf, Milorad Zrilić, Karlo Raić, Kosovka Obradović Đuričić, and Dragoslav Stamenković. 2023. "Comparative Study of the Microstructure and Properties of Cast-Fabricated and 3D-Printed Laser-Sintered Co–Cr Alloys for Removable Partial Denture Frameworks" Materials 16, no. 8: 3267. https://doi.org/10.3390/ma16083267
APA StyleStamenković, D., Popović, M., Rudolf, R., Zrilić, M., Raić, K., Đuričić, K. O., & Stamenković, D. (2023). Comparative Study of the Microstructure and Properties of Cast-Fabricated and 3D-Printed Laser-Sintered Co–Cr Alloys for Removable Partial Denture Frameworks. Materials, 16(8), 3267. https://doi.org/10.3390/ma16083267