3.1. Cause Analysis of Spatter under Swing Arc
The forces on the droplet can be divided into two categories according to their effects on the droplet transition to the molten pool: positive ones and negative ones. The main forces acting on the droplet during the CMT deposition process include gravity (
G), surface tension (
Fγ), arc force (
Farc) and mechanical retraction force (
Fb) [
29]. The reason for the formation of spatter during the CMT swing arc deposition process of Mg alloy can be investigated by analyzing the forces on the droplet. Among the above forces,
G is determined by the droplet quality (i.e., the amount of melted wire);
Fγ is determined by the surface tension coefficient and the curvature radius of the liquid surface;
Farc is related to the current and the arc shape; and
Fb mainly depends on the retraction speed of the wire. The introduction of the swing arc has little effect on the
G,
Fγ and
Fb of the droplet, but it leads to an obvious change in
Farc due to the arc shape variation and thus affects the stability of the deposition process. During the CMT swing arc deposition process of Mg alloy, the arc force mainly includes electromagnetic force, plasma fluid force and reaction force of metal vapors.
Due to inertia, the arc and the droplet tend to keep moving in the same direction when the torch swings. Therefore, the arc shape becomes asymmetrical during the swing deposition process, as shown in
Figure 3. The arc force during the swing deposition process is different from that during the linear deposition process, because the arc force is related to the arc shape [
30]. Since the arc is bell-shaped and symmetrical along the wire axis during the linear deposition process, the arc force is also symmetrical, and there is no component in the horizontal direction. However, in the swing deposition process, the torch movement alters the shape of the arc and reduces its straightness, resulting in a horizontal component of the arc force acting on the droplet.
The electromagnetic force (
Fm) is a vector with magnitude and direction, and it can be determined using Equation (1):
where
J is the current density and
B is the electromagnetic flux density. During the linear deposition process, the current density is uniform, so the axial electromagnetic force is directed along the wire. However, during the swing arc deposition process, the offset arc acts on the side of the droplet, resulting in the uneven distribution of current density, as shown in
Figure 4a. Therefore, the axial electromagnetic force hinders the droplet transition when the droplet diameter is greater than that of the wire. The axial electromagnetic force (
) on the droplet can be calculated according to Equation (2) [
31]:
where
μ0 is the dielectric permeability,
Iarcing is the current of the CMT arcing phase (i.e., I_boost and I_sc_wait) and
α is the arc anode half angle.
When the droplet comes into contact with the molten pool, the change in the droplet shape leads to a change in the current density, as shown in
Figure 4b. At this moment, a radial electromagnetic force is generated at the necking, at which time the necking shrinks under the action of the radial electromagnetic force, thus promoting the droplet transition to the molten pool. The radial electromagnetic force (
) can be calculated according to Equation (3):
where
Isc is the current in the CMT short-circuit phase and
r0 is the radius of the necking.
The pressure near the electrode is greater than that near the substrate plate due to the uneven electromagnetic force inside the arc, and this pressure difference causes the particles in the arc to move towards the substrate, forming a flow pressure called plasma fluid force. The plasma fluid force (
Fp) acting on the droplet can be calculated with Equation (4) [
32]:
where
CD1 is the fluid drag coefficient,
Ap1 is the area of fluid action,
ρp is the plasma density and
vp is the plasma movement velocity. As shown in
Figure 5, the plasma fluid force acts along the arc axis, and the plasma fluid moves in the negative direction of the arc pressure gradient, thus promoting the droplet transition.
During the CMT deposition process, metal vapors are formed due to the low evaporation temperature of the magnesium alloy, and the reaction force of metal vapors pushes the droplet away from the arc axis [
5]. The reaction force of the metal vapors (
Fv) is also a kind of fluid force, and its magnitude and direction are determined by the flow and direction of the metal vapors.
Fv can be calculated according to Equation (5) [
32]:
where
CD2 is the metal vapor drag coefficient,
Ap2 is the area of metal vapor action,
ρv is the metal vapor density and
vv is the metal vapor movement velocity.
The magnitude and direction of the arc force are related to the welding current and arc shape. During the CMT swing arc deposition process, the magnitude of the arc force does not change because the current remains stable. However, the change in the arc shape caused by the introduction of the swing arc alters the direction of the arc force and generates a component in the horizontal direction, which could lead to large spatter, especially during the multi-layer and multi-pass WAAM process. By adjusting the CMT characteristic parameters, it is achievable to control the forces acting on the droplet in order to eliminate the spatter and guarantee the stable droplet transition process.
3.2. Effect of the CMT Characteristic Parameters on Process Stability
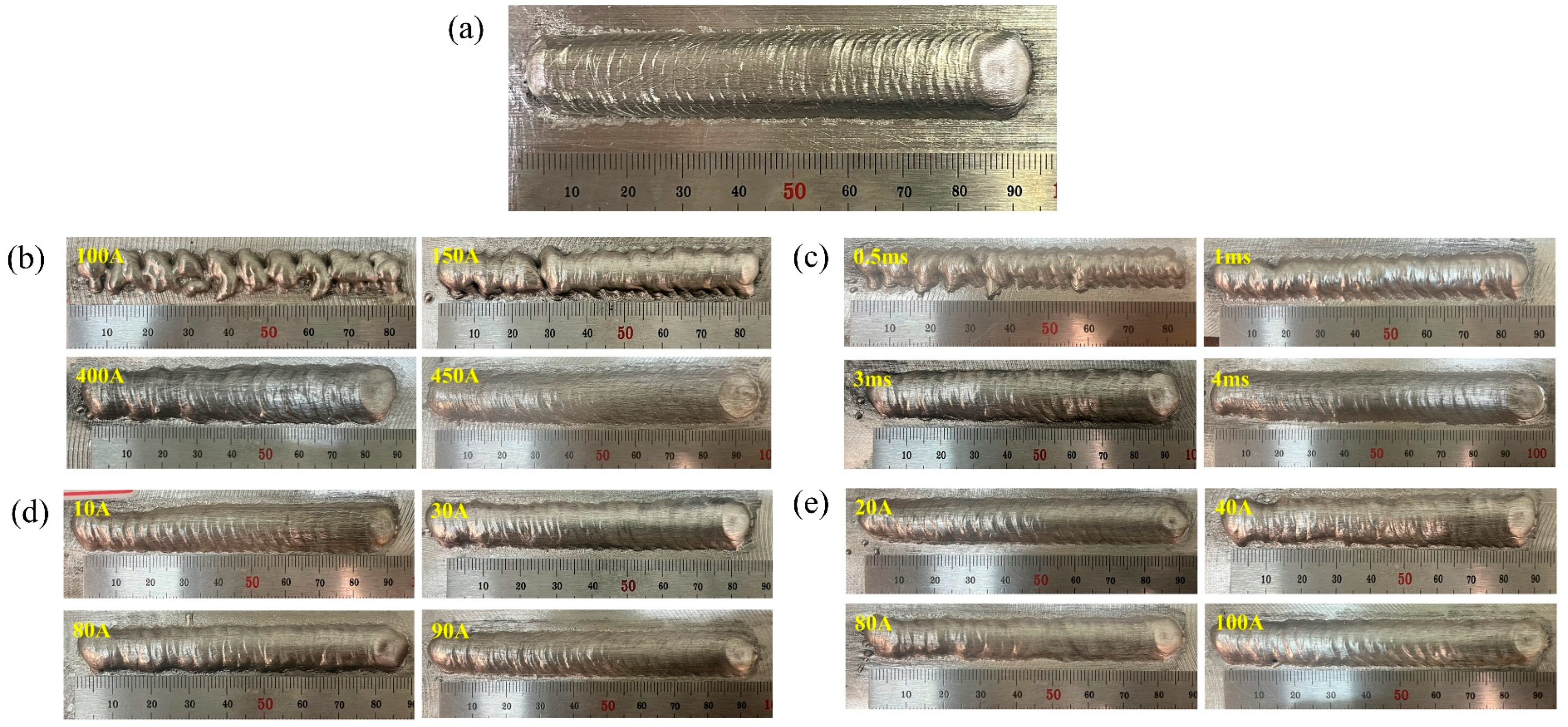
The appearance of the deposited layer is shown in
Figure 6. It is obvious that the aforementioned CMT characteristic parameters, i.e., boost phase current I_boost (A), boost phase duration t_I_boost (ms), burn phase current I_sc_wait (A) and short-circuiting current I_sc2 (A), had a significant impact on the appearance of the deposited layer due to their effects on the process stability.
The heat input (
HI) of the CMT deposition process can be calculated according to Equation (6):
where
n is the number of electrical signal samples;
Ui and
Ii are the instantaneous voltage and instantaneous current, respectively;
vt is the traveling speed; and
η is the thermal efficiency factor, which was taken as 0.7 in this paper. As shown in
Table 3, the CMT characteristic parameters of t I_boost and t_I_boost had a significant effect on the heat input, while I_sc_wait and I_sc2 had little influence on the heat input.
One way to characterize the process stability of CMT deposition is to analyze the stability of the electrical signals, and the common indicators for this analysis include the probability density distribution,
U-I diagram, standard deviation and coefficient of variation. Probability density distribution and
U-I diagram can provide a visual representation of the stability of the deposition process, but it is difficult to analyze them quantitatively. The coefficient of variation can not only provide the quantitative characterization of process stability for visual comparison but also eliminate the effects of standard deviation induced by the differences in measurement scales and magnitudes. Therefore, the coefficient of variation can provide a more accurate characterization of electrical signal dispersion. In CMT deposition, the process stability can be characterized using the Vilarinho regularity index (
IVSC) related to the coefficient of variation [
33,
34], which is calculated as shown in Equation (7):
where
σtsc is the standard deviation of the short-circuit time,
σtarcing is the standard deviation of the arc burning time,
tsc is the mean short-circuit time and
tarcing is the mean arc burning time. As mentioned, because the regularity index (
IVSC) takes into account not only the standard deviation but also the mean value, a lower
IVsc indicates a more regular transition (i.e., stable process).
Table 3 shows the
IVSC values with different CMT characteristic parameters.
It can be seen that the deposited layer was poorly formed and that the surface had clear ‘grooves’ at I_boost of 100 A (i.e., sample number 2) or t_I_boost of 0.5 ms (i.e., sample number 6), as indicated in
Figure 6b,c. The unstable deposition process, as well as low heat input, resulted in a small amount of molten metal, poor wettability of the molten metal and discontinuous deposition process, eventually leading to a very poorly formed deposited layer.
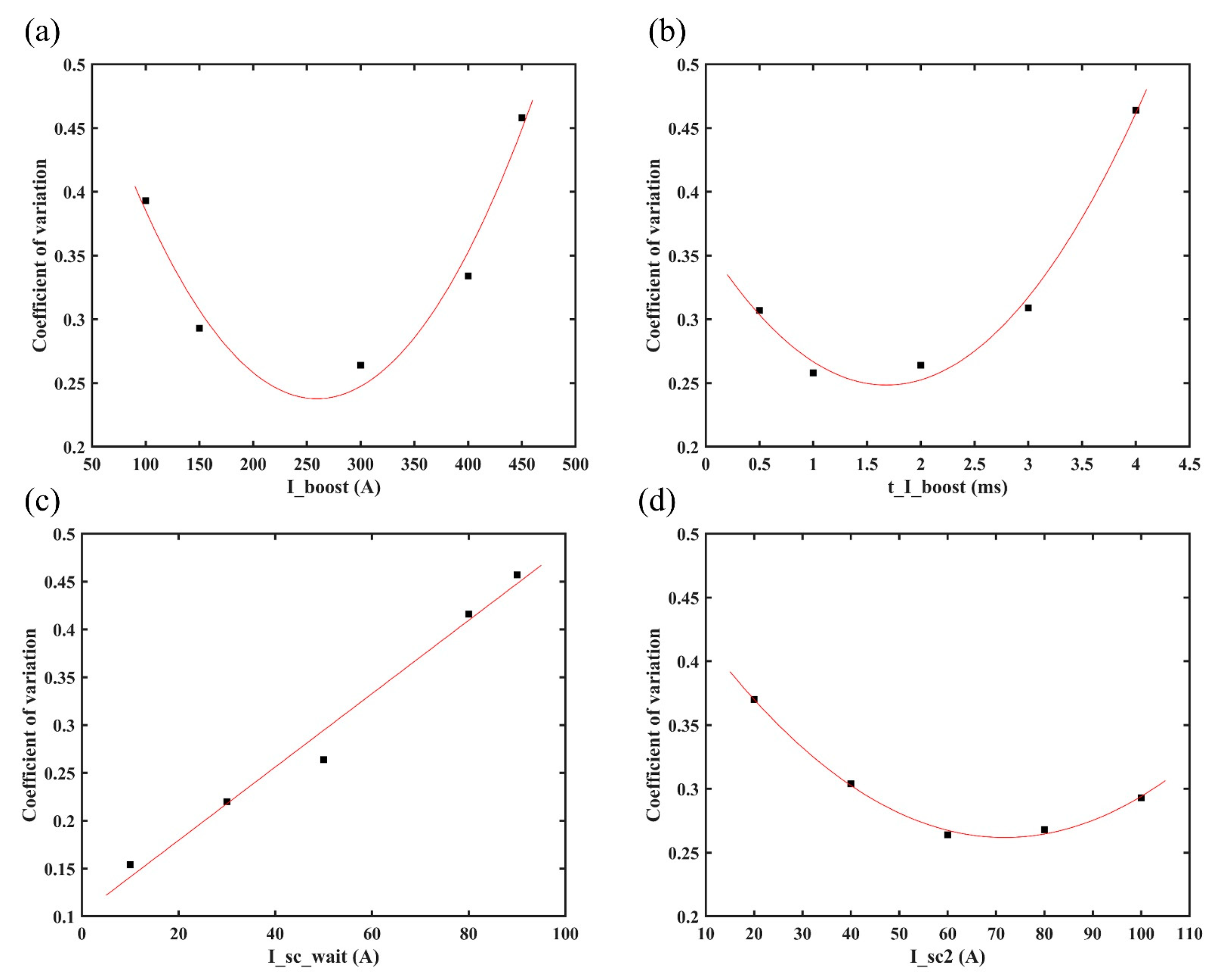
The change in electrical signal stability can reflect the trend change of the droplet transition.
Figure 7 shows the regression analysis results of the CMT characteristic parameters and coefficients. It is obvious that I_boost, t_I_boost and I_sc2 both displayed a quadratic correlation with
IVSC, while I_sc_wait displayed a good linear function relation with
IVSC.
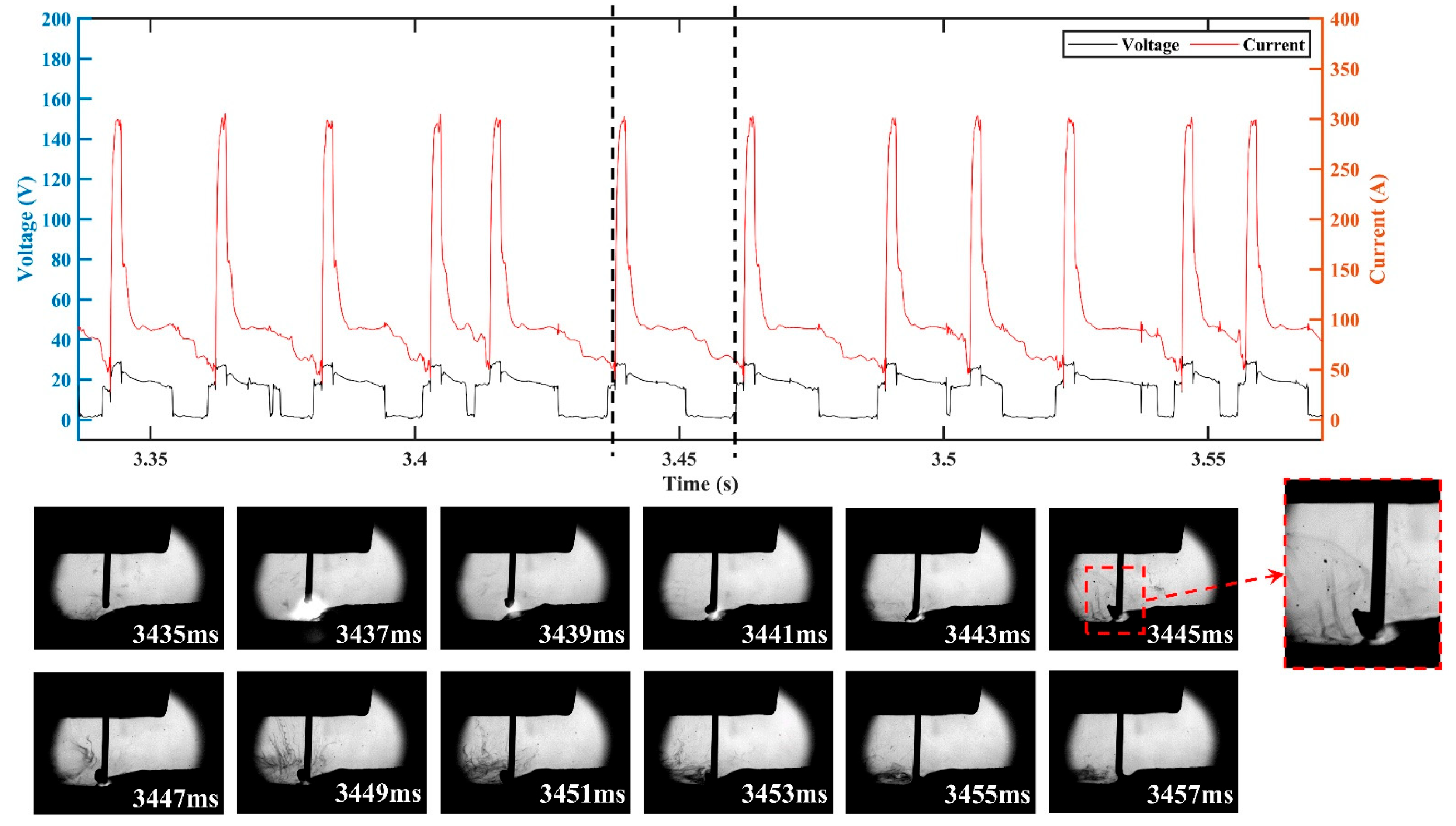
In order to clarify the effects of the CMT characteristic parameters on the droplet transition and process stability, the droplet transition process and the synchronous electrical signal waveforms were analyzed, and the high-speed droplet images corresponds to the area of electrical signal waveforms between the dotted lines.
Figure 8 shows the electrical signal waveforms and the corresponding droplet transfer process at I_boost of 450 A (i.e., sample number 5) and t_I_boost of 4 ms (i.e., sample number 9). The electrical signal in both situations showed abnormal CMT cycles with very short duration, which manifested in an extremely short period in the base phase and the short-circuit phase. The corresponding droplet transition process showed that when the abnormal CMT cycle occurred, the droplet directly made contact with the molten pool to form a short-circuit phase and then rapidly detached from the wire. Therefore, the abnormal CMT cycle had no obvious base phase to maintain the arc burning nor short-circuit phase to facilitate the detachment of the droplet, thus leading to the instable deposition process. The high heat input of the peak phase not only melted more metal, but also reduced the viscosity coefficient of the liquid metal [
35], so the droplet was prone to necking during the peak phase, and the radial electromagnetic force became a motive force for the droplet transition at that moment. Due to the rapid transfer of the droplet to the molten pool caused by the gravity and electromagnetic forces, the abnormal CMT cycle occurred. As shown in
Figure 8a, when I_boost was 450 A, the high peak current led to a great instantaneous electromagnetic pinch force, resulting in a high probability of necking; thus, a greater number of abnormal CMT cycles appeared.
The electrical signal waveforms and the corresponding droplet transfer process at I_sc_wait of 90 A (i.e., sample number 13) are shown in
Figure 9. There were excessively long CMT cycles with abnormal short-circuit transition, leading to an increase in
IVSC. The corresponding droplet transfer process showed that the droplet was spattered when it approached the molten pool, thus preventing the contact between the droplet and the molten pool. According to Equation (2), the excessive base current (i.e., high I_sc_wait) resulted in an increase in the arc force; thus, the repulsion of the droplet closer to the molten pool became more obvious, which not only resulted in a longer base phase but also caused spattering in an outward direction along the axis of the arc, thus destabilizing the CMT deposition process.
Figure 10 shows the electrical signal waveforms and the corresponding droplet transfer process at I_sc2 of 20 A (i.e., sample number 14) and I_sc2 of 100 A (i.e., sample number 17). Under the condition of low or high short-circuit current, the liquid bridge formed at the end of the short-circuit phase became thick, making the liquid bridge prone to spattering when it was pulled off. However, the inducements and spattering patterns were different under these two conditions. When the short-circuit current was low, the spatter was located in an area where the liquid bridge was pulled off, as shown in
Figure 10a, due to the high viscosity coefficient of the liquid metal induced by the low heat input of the short-circuit phase. When the short-circuit current was high, a relatively high current was passed through the necking, which caused the liquid bridge to explode due to overheating and vaporize, resulting in spattering. Therefore, the spatter was repelled in the outward direction with respect to the liquid bridge axis, as shown in
Figure 10b.
3.3. Optimization of the CMT Characteristic Parameters
The process stability of the CMT swing arc deposition of AZ91 magnesium alloy is affected by the four above-mentioned CMT characteristic parameters, so the selection of CMT characteristic parameters for process optimization must be implemented using a proven and reliable method. Design of experiment (DoE) can provide a scientific/statistical approach for evaluating process variables, and it has the advantage of possible reduction in the number of experiments required for establishing relationships between input and output parameters [
36]. In this paper, an experiment based on the rotatable 3D central composite design was used to systematically establish the relationship between CMT characteristic parameters and the corresponding
IVSC. For a set of measurable and controllable independent variables
xk, the response variable
y can be expressed as
Based on the previous analysis, large I_sc_wait increased the repulsion, so the instability caused by I_sc_wait could be avoided by keeping it at a small value, i.e., I_sc_wait of 10 A. Therefore, I_boost, t_I_boost and I_sc2 were selected as the input parameters, with
IVSC as the output parameter. The range of the CMT characteristic parameters for the swing arc deposition process are presented in
Table 4.
As aforementioned, the design of experiment used in this paper was based on a rotatable central composite design, and the number of experimental runs
n can be determined with Equation (9):
where
mc is the number of two-level trials (corner points) and its value can be determined with
mc = 2
p;
mr is the number of trials at the asterisk (center points) and its value can be determined with
mr = 2
p;
m0 is the number of zero-level trials (original point) and its value can be determined with
m0 = r4;
p is the number of input factors; and
r is the length of the asterisk arm. As mentioned, the number of input factors
p was 3, while the length of the asterisk arm
r was 1.682 in the three-factor central composite design. Therefore,
mc,
mr and
m0 were 8, 6 and 9, respectively, and the number of experimental runs
n was 23.
In this paper, the three experimental factors, i.e., I_boost, t_I_boost and I_sc2, were recorded as
x1,
x2 and
x3, respectively, and
IVSC was recorded as
y. The upper and lower bounds of the
jth factor are
Z2j and
Z1j (
j = 1, 2, …,
p), respectively, and the interval of zero-level variation
and the variation spacing
can be calculated according to Equations (10) and (11):
The true values of the corresponding level codes of I_boost, t_I_boost and I_sc2 were calculated according to Equations (11) and (12) respectively, and the results are shown in
Table 5. The design table of the CMT characteristic parameters and the corresponding
IVSC are presented in
Table 6. The CMT characteristic parameters for the swing arc deposition process were set based on a trial of a rotatable 3D central composite design.
In the case of
p = 3, mathematical models based on second-order polynomials were developed for predicting the responses. The models can be expressed as follows:
where
x1,
x2 and
x3 correspond to the three experimental input variables, i.e., I_boost, t_I_boost and I_sc2, respectively;
y is the response variable, i.e.,
IVSC; and
b0,
bj,
bk and
bjj are the regression coefficients. Therefore, the mathematical model based on the results in
Table 6 is as follows:
Significance tests are required to ensure the credibility and fit of the regression equation. The analysis of variance for
y is presented in
Table 7.
SS and
df are the sum of squares and the degrees of freedom, respectively, and
MS is the mean square calculated with
SS/
df.
F indicates the significance, and a larger
F represents a more significant variable and a better fit of the regression.
P is the probability used to test the hypothesis at the 95% confidence level in this paper, and when its value is less than 0.05, it indicates that the factor is significant.
The results in
Table 7 show that the
F of the model is 23.39, indicating that the model is significant. For the condition of
P less than 0.05,
Z1,
Z2,
Z1Z2 and
Z12 are the terms with significant impact. Therefore, by removing the insignificant terms, the optimized regression equation can be obtained as follows:
The coefficient of determination
R2, as the percentage of the variability, indicates the degree of prediction of the regression model, and its maximum value is 1. The
R2 of Equation (14) is 0.8998, so the optimized regression equation has a high goodness of fit. By converting the above regression equation from the coded space to the real space, it can be expressed as follows:
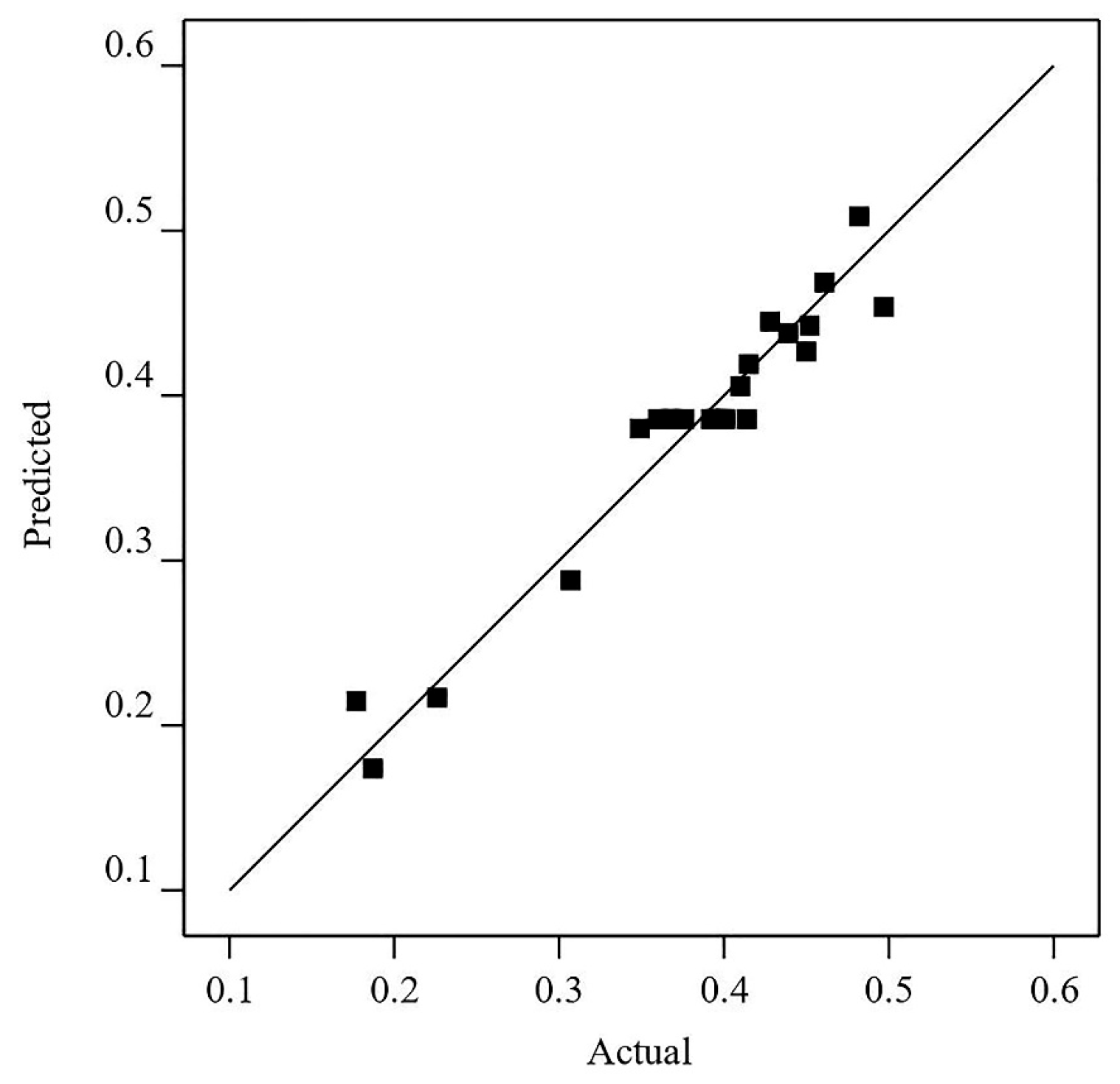
The straight line in
Figure 11 represents the predicted value of
y (i.e.,
IVSC) equal to its actual values. As shown in
Figure 11, the actual values of
y for the tests in
Table 6 are distributed around the straight line, which can also indicate that the obtained regression equation fits significantly. Therefore, it can reflect the relationship between the CMT characteristic parameters and
IVSC.
As indicated by
IVSC with different CMT characteristic parameters, a regression model was established to predict the process stability of swing arc deposition. The results in
Table 7 show that the effect of I_sc2 on the model is insignificant. The response surface of I_ boost, t_ I_boost and
IVSC at different I_sc2 levels within its range in
Table 5 (i.e., 50–90 A) was established, and the results are shown in
Figure 12. Using the response surface method, the experimental errors can be taken into account, and the complex functional relationships can be fitted to a continuous surface within a certain region. Thus, the optimal value of
IVSC with the lowest value can be found.
Table 8 shows the optimal combination of the CMT characteristic parameters (i.e., I_ boost, t_ I_boost and I_sc2) obtained with the established prediction model, as well as the corresponding predicted and actual
IVSC.
Figure 13 shows the electrical signal waveforms and droplet transfer process of the deposited layer obtained using the optimum parameters in
Table 8. As indicated in
Figure 13, the electrical waveform was stable and free of abnormalities, and the phenomenon of droplet deviation during the CMT swing arc deposition process of Mg alloy could be eliminated using the optimized characteristic parameters.
As shown in
Figure 14, the generation of spatter could be effectively reduced during the multi-pass deposition process.
Figure 15 shows that the deposited layer was composed of equiaxed grains, and there were significant differences in the average grain size in the transition zone between the adjacent deposited layers. The previous deposited layer could provide good heat dissipation conditions for the subsequent deposited layer, resulting in the formation of fine equiaxed grains on one side of the fusion line. Meanwhile, the previous deposited layer was reheated during the deposition process of the subsequent layer, leading to the formation of coarse equiaxed grains in the former layer near the fusion line. Furthermore, a defect-free microstructure was obtained, indicating good quality of the deposited layer and the interface of the successive deposited layers. In sum, a stable process of CMT swing arc deposition without spatter could be realized using the optimum parameters obtained with the established prediction model, and the deposited layers showed good appearance with no obvious defects.



 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}