


Effect of Process Parameters on the Microstructure and Properties of Cu–Cr–Nb–Ti Alloy Manufactured by Selective Laser Melting

Abstract
1. Introduction
2. Materials and Methods
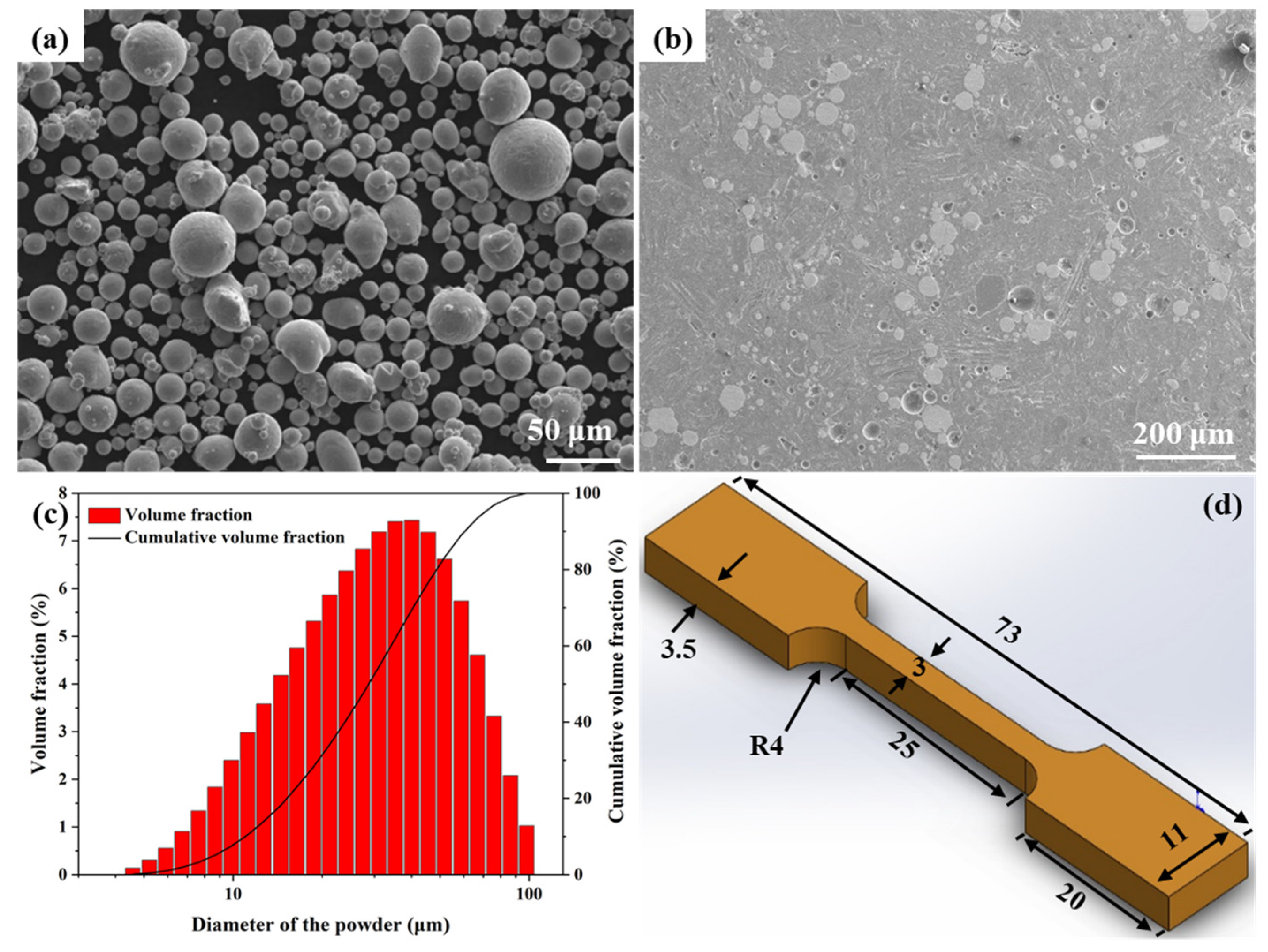
2.1. Materials
2.2. SLMed Cu–Cr–Nb–Ti Alloy
2.3. Microstructural Characterization and Performance Testing
3. Results and Discussion
3.1. Relative Density and Defects
3.2. Phase Constituent
3.3. Grain Morphology and Orientation
3.4. The Second Phase
3.5. Mechanical Properties and Electrical Conductivity
4. Conclusions
- (1)
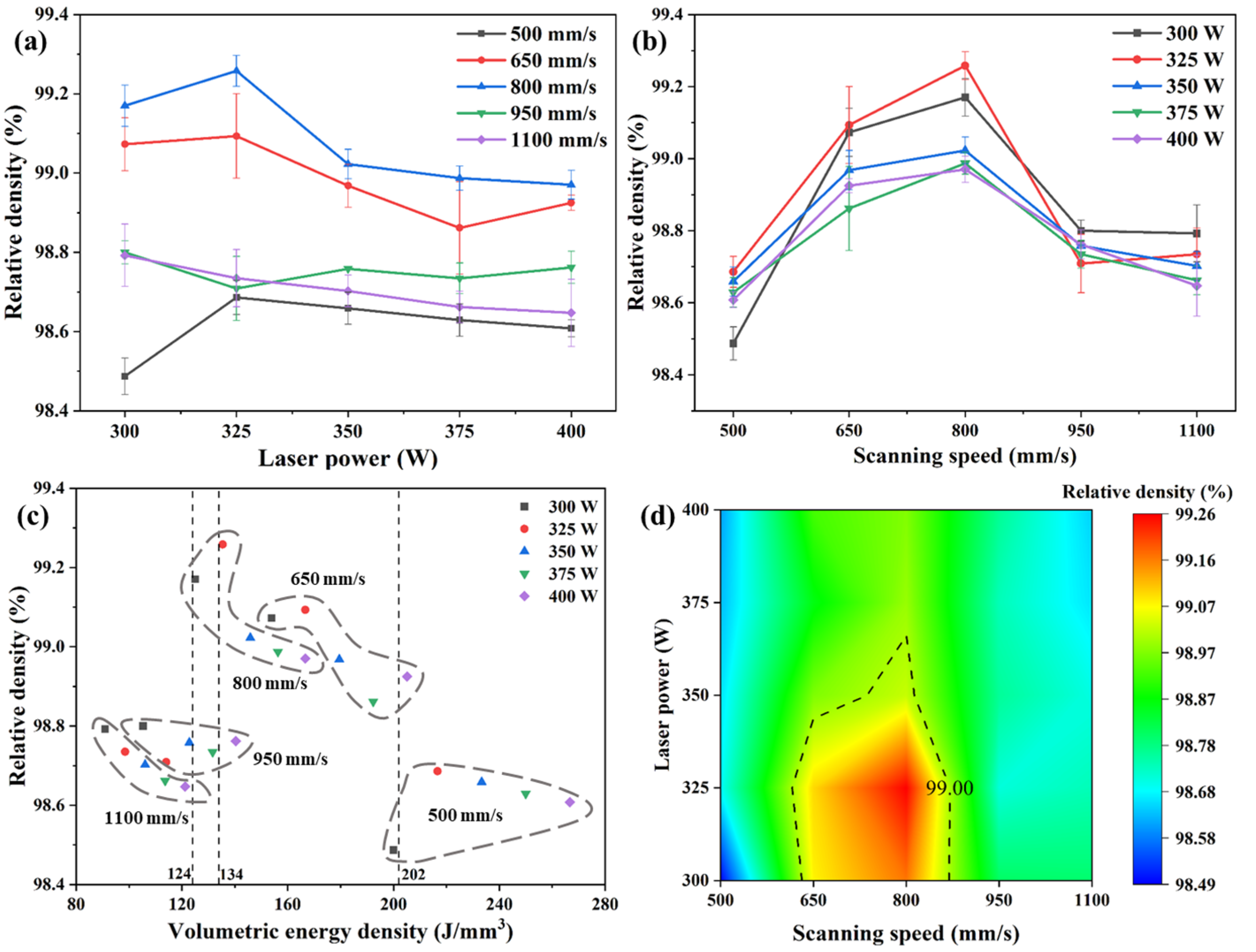
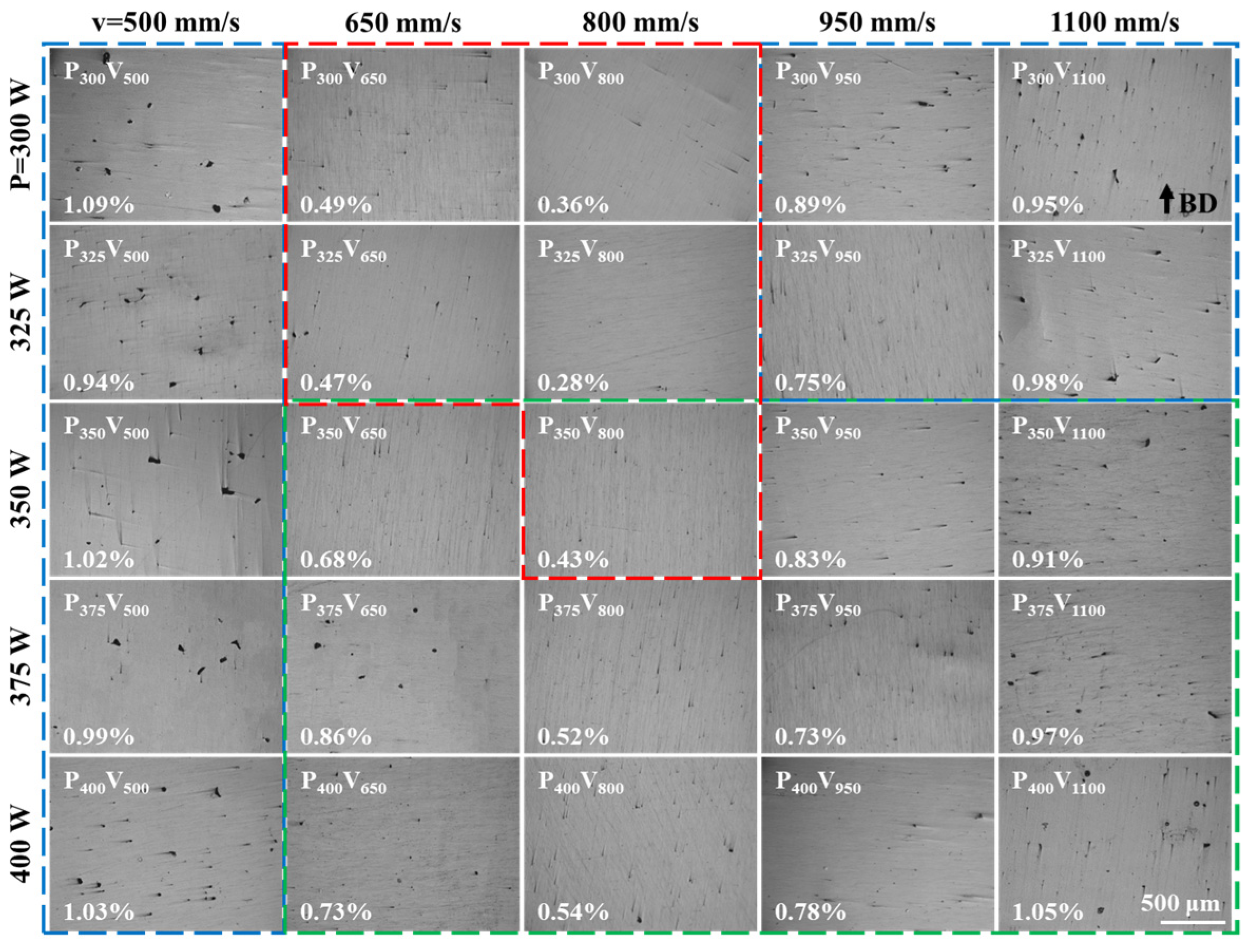
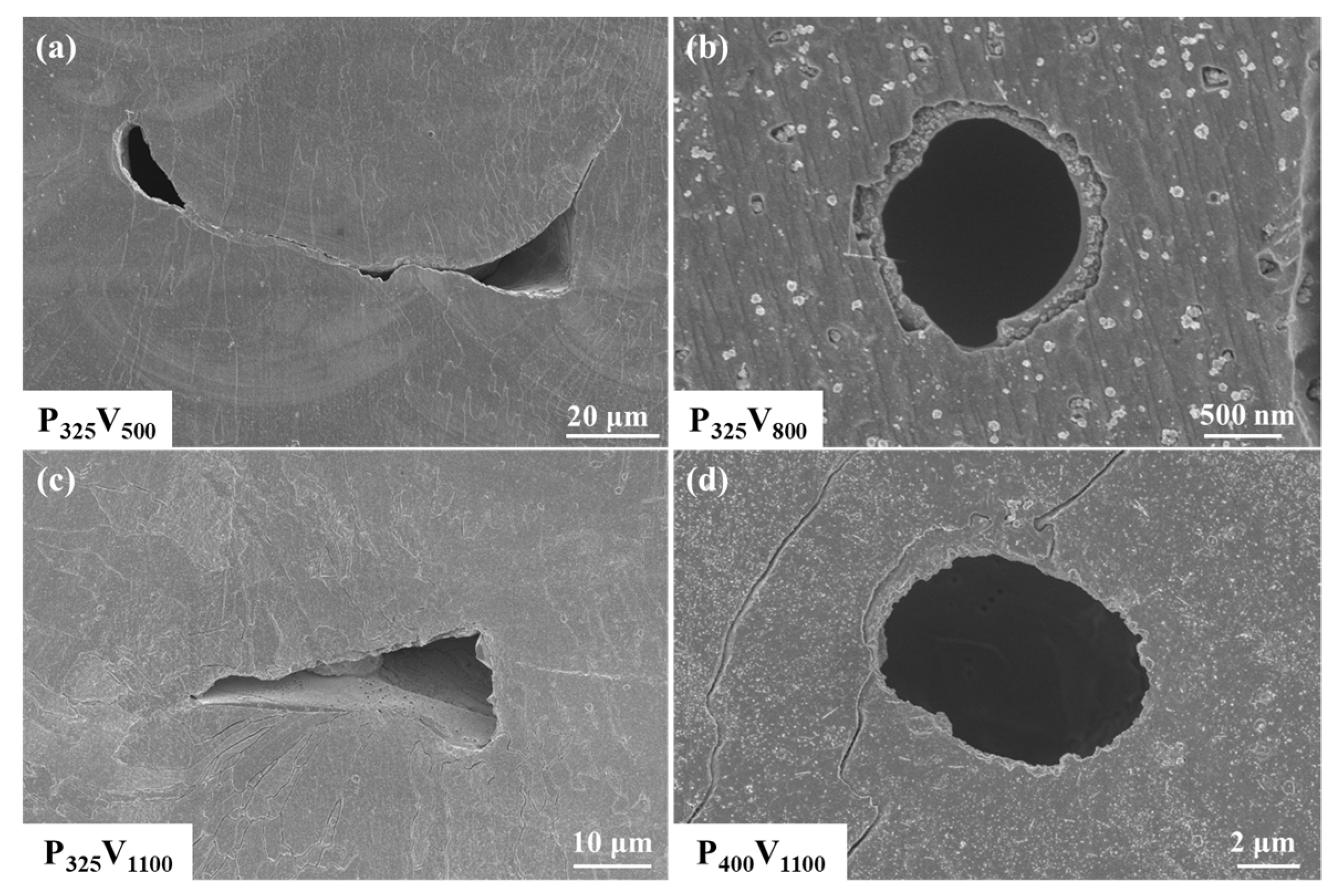
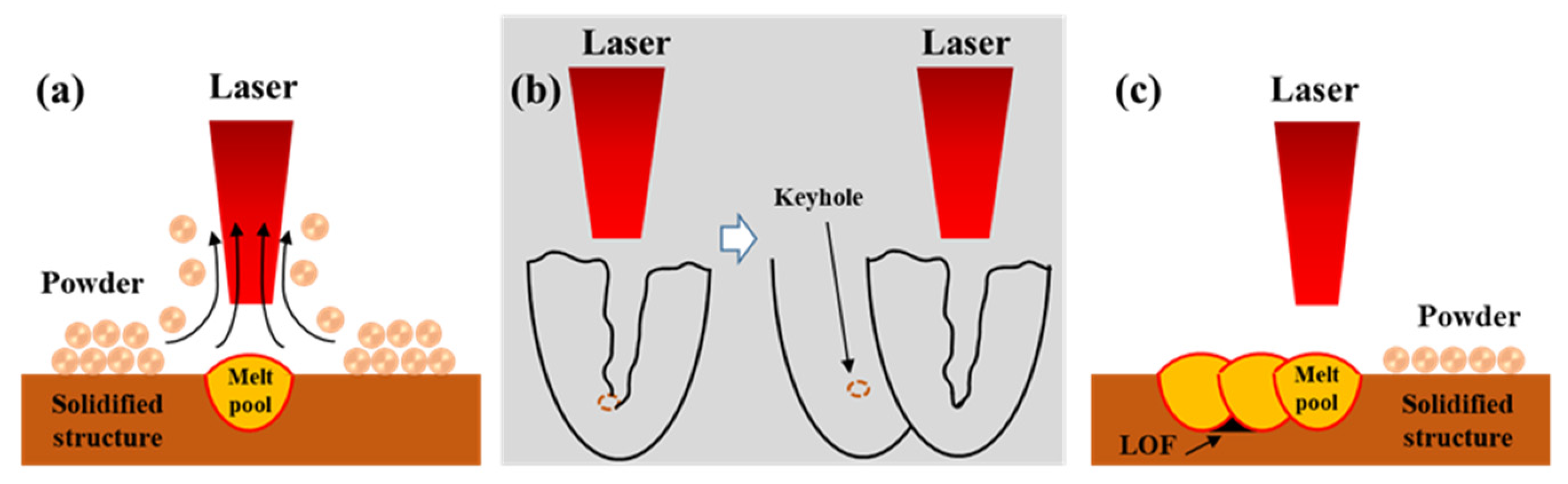
- As the laser power or the scanning speed increases, the relative density of as-built Cu–Cr–Nb–Ti alloy first increases and then decreases. The as-built sample prepared using a laser power of 325 W and a scanning speed of 800 mm/s has the least defects and the highest relative density. The defects in the samples with scanning speeds lower than 800 mm/s are mainly LOF pores caused by denudation. When the speed is higher than 800 mm/s, the alloy samples manufactured using a low laser power have LOF pores due to low input energy, and the samples manufactured using a high laser power have keyholes. The VED can only be used as a reference parameter for manufacturing a SLMed Cu–Cr–Nb–Ti alloy.
- (2)
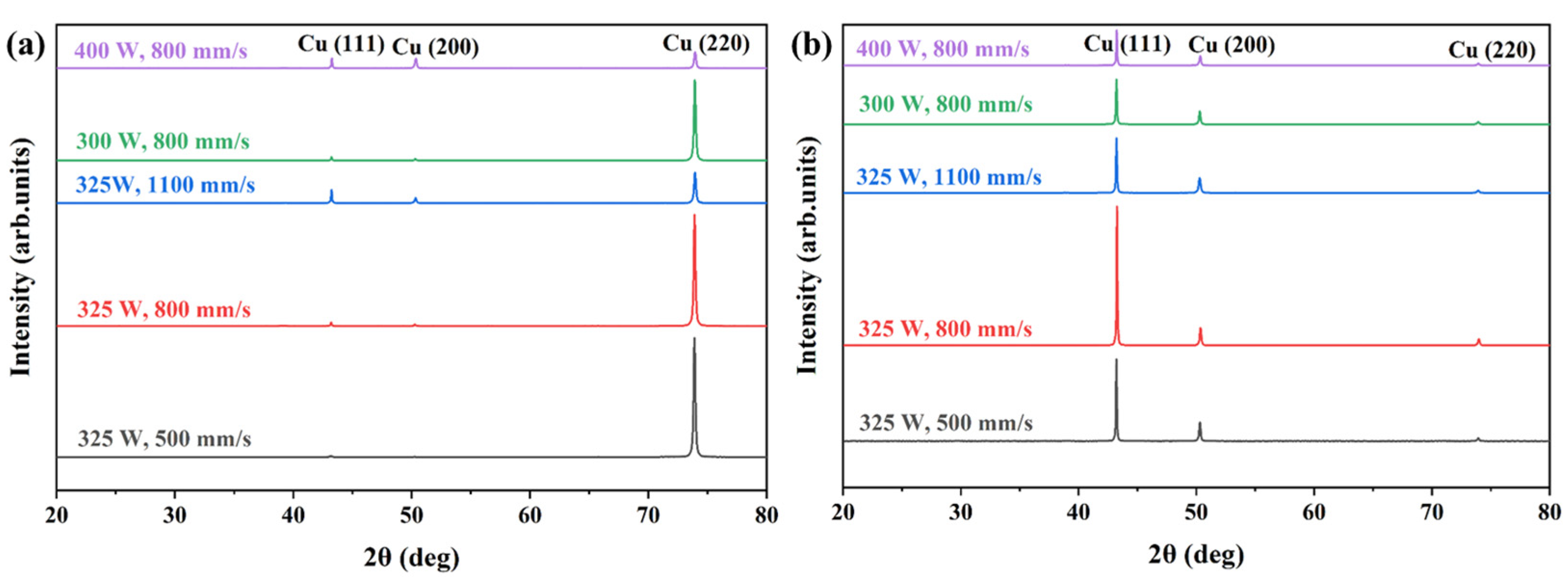
- The SLMed Cu–Cr–Nb–Ti alloy only has diffraction peaks of FCC Cu (matrix phase). The diffraction peaks shift to small angles, and the interplanar distances are greater than that of Cu. The diffraction peaks related to the second phase are not observed. The degree of grain-preferred orientation of as-built samples decreases as scanning speed or laser power increases. FWHM of samples increases as the scanning speed or the laser power increases. The intensity of Cu peaks of as-built alloy manufactured using 325 W, and 800 mm/s is the highest.
- (3)
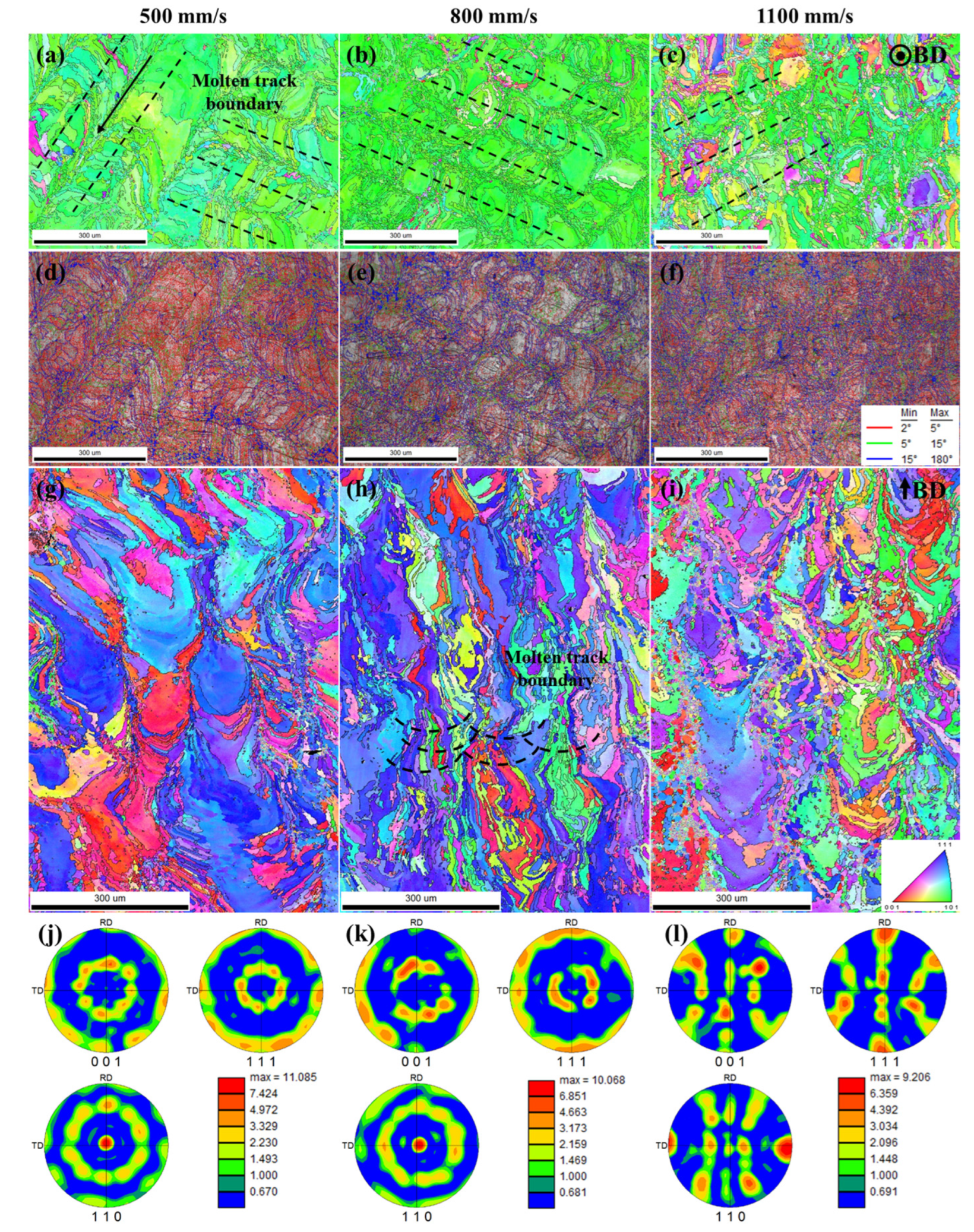
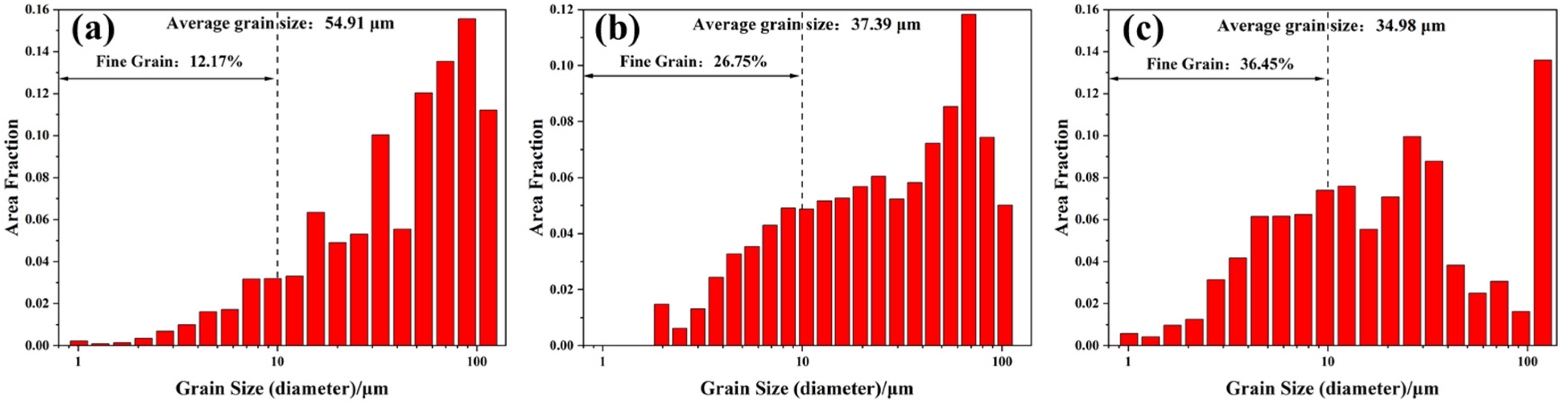
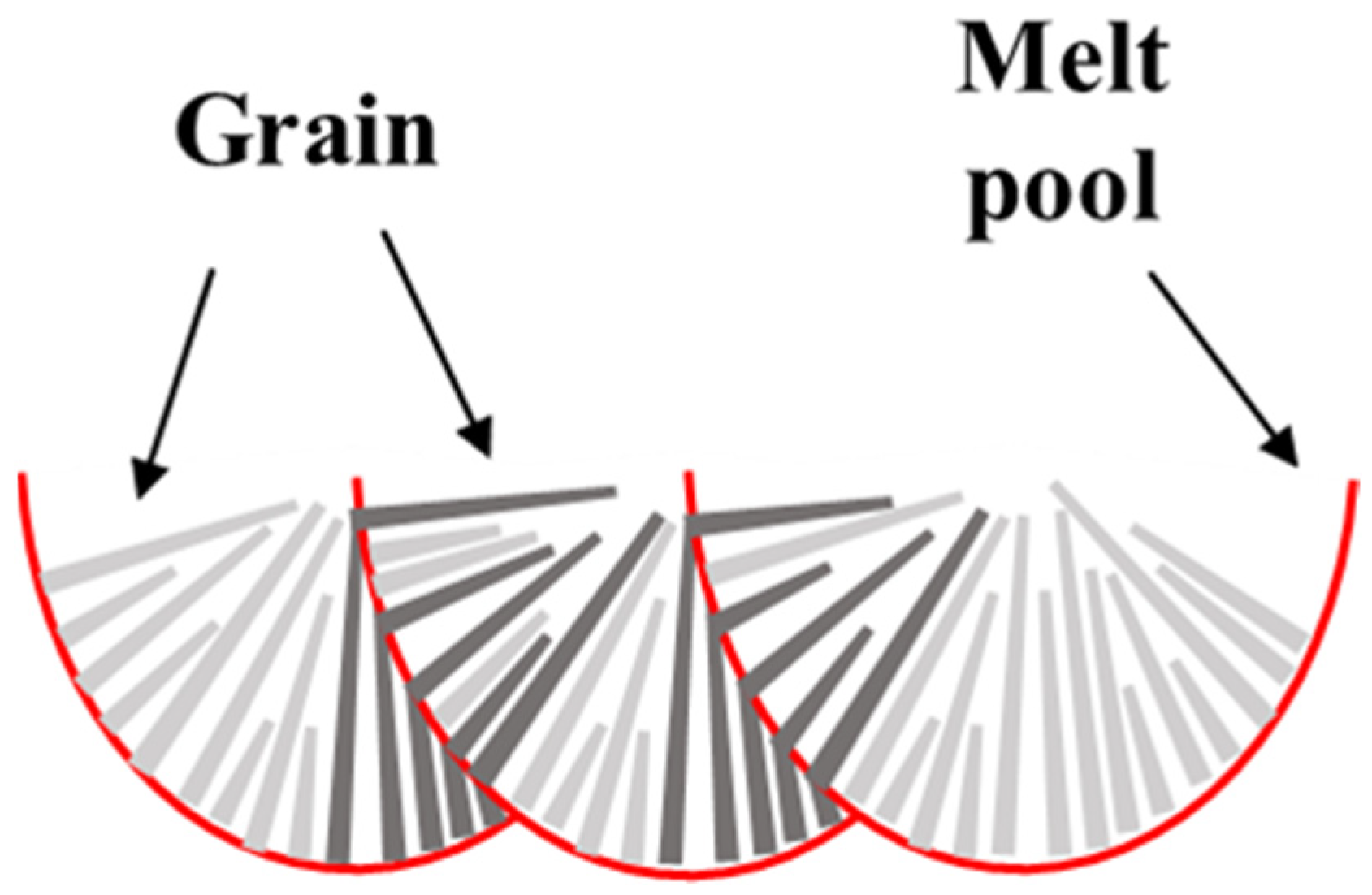
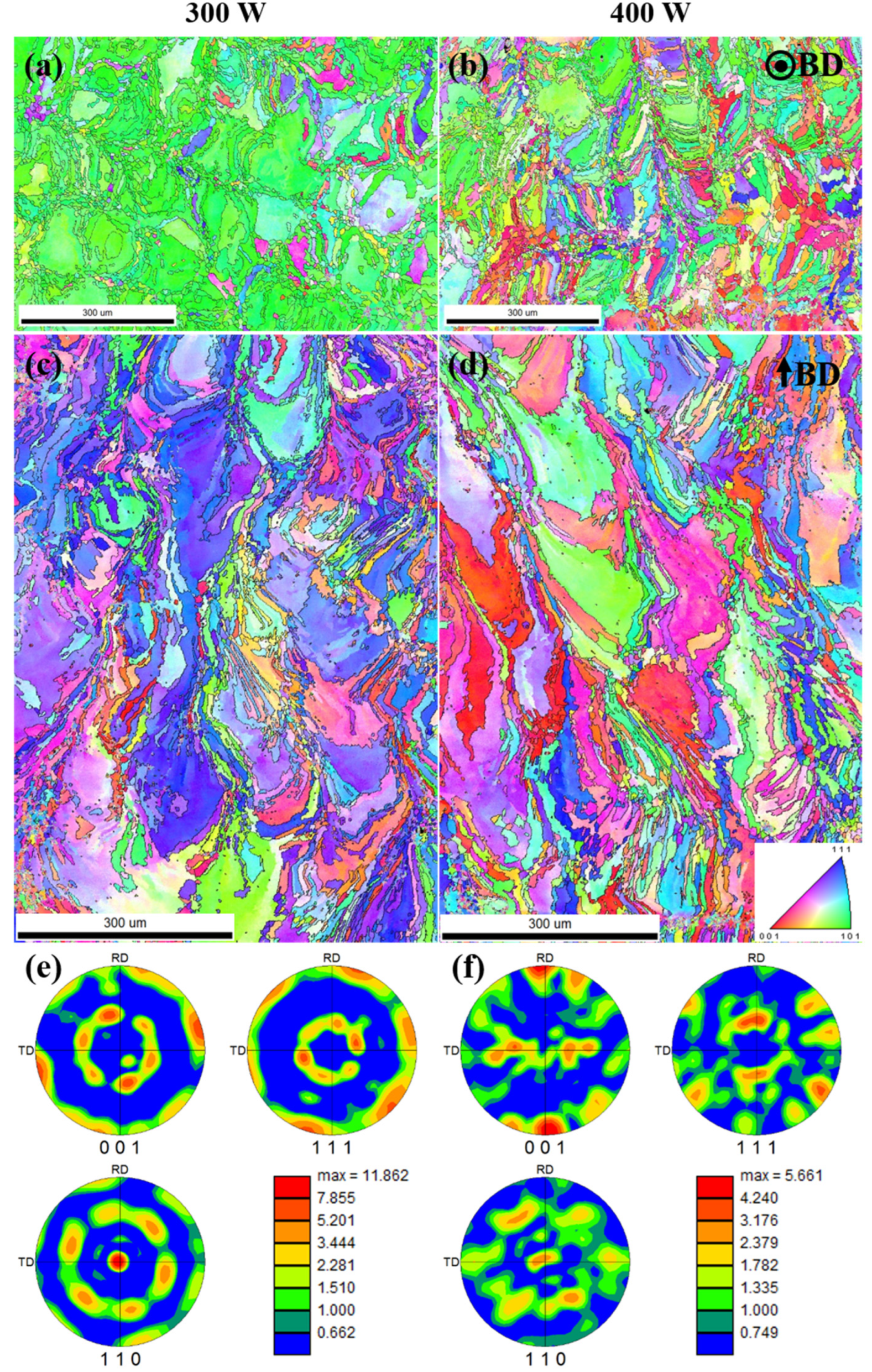
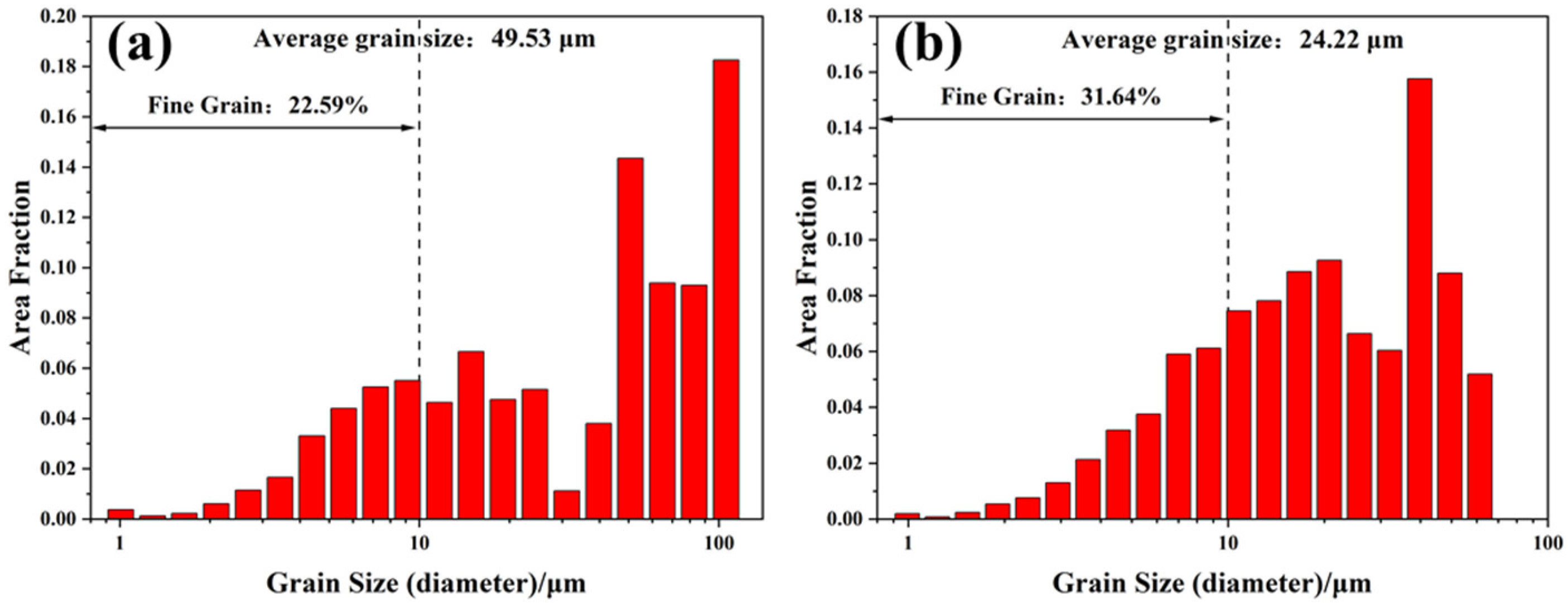
- The XY plane of the Cu–Cr–Nb–Ti alloy is composed of fine grains in the center of the molten track and coarse grains on both sides. The microstructure of the XZ plane is composed of water-drop grains, long columnar grains, and equiaxed grains. The average grain size of XY planes of all samples is in the 24–55 μm range. With an increase in the scanning speed or the laser power, the proportion of fine grains in the XY plane increases, the average grain size decreases, and the degree of preferred orientation of grains decreases. The texture type of the XY plane of the SLMed alloy changes from R-Goss texture to Goss texture as laser power increases.
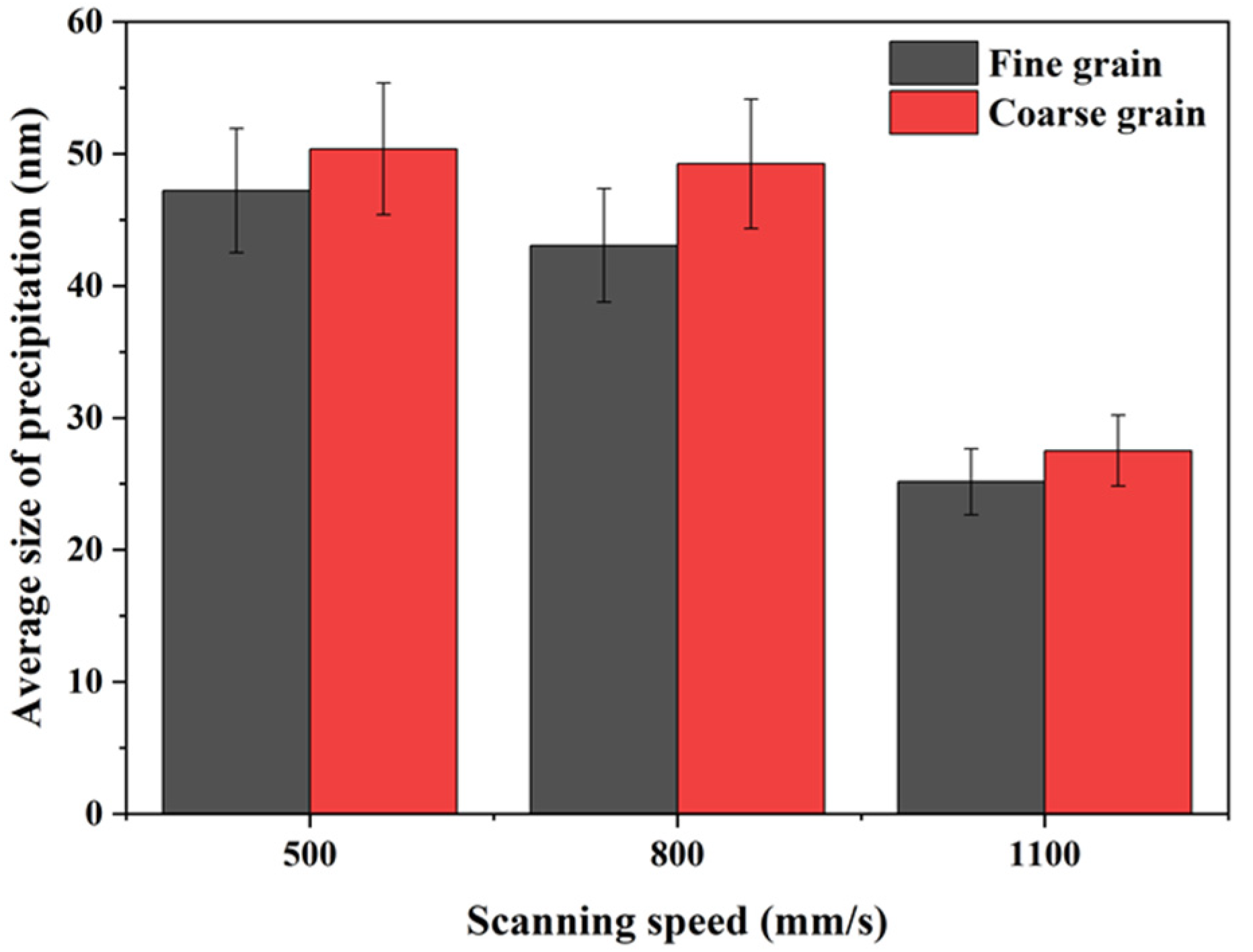
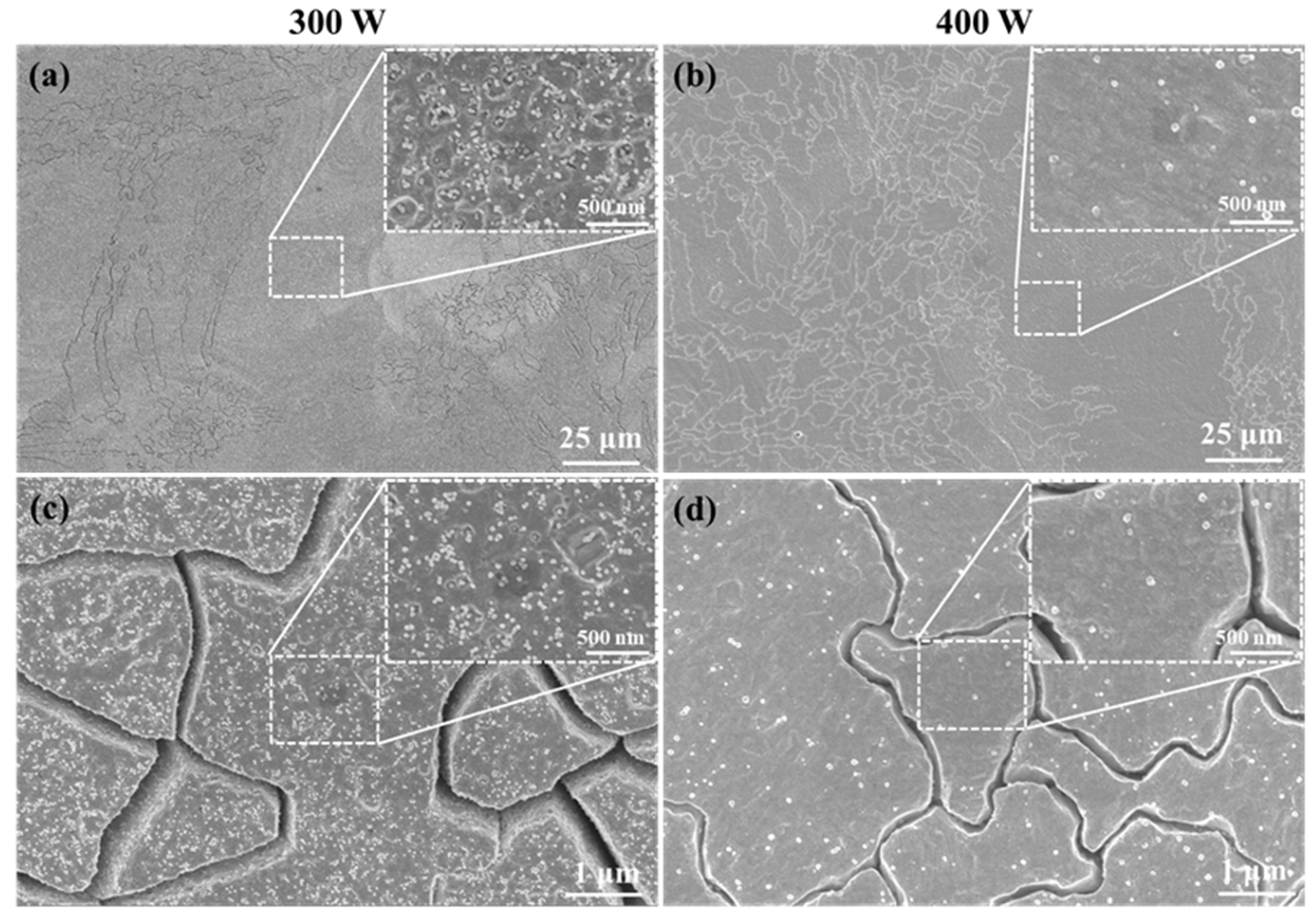
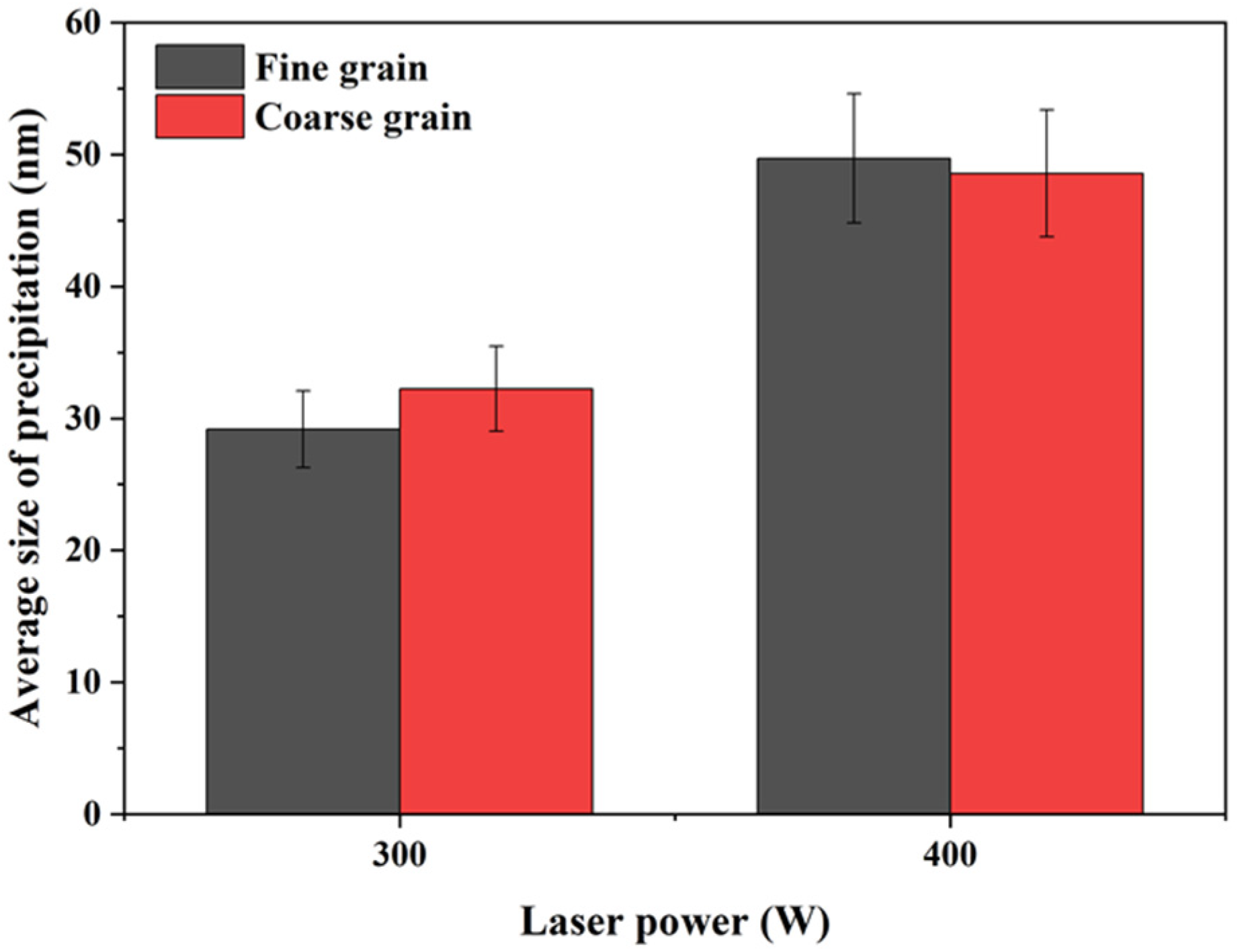
- (4)
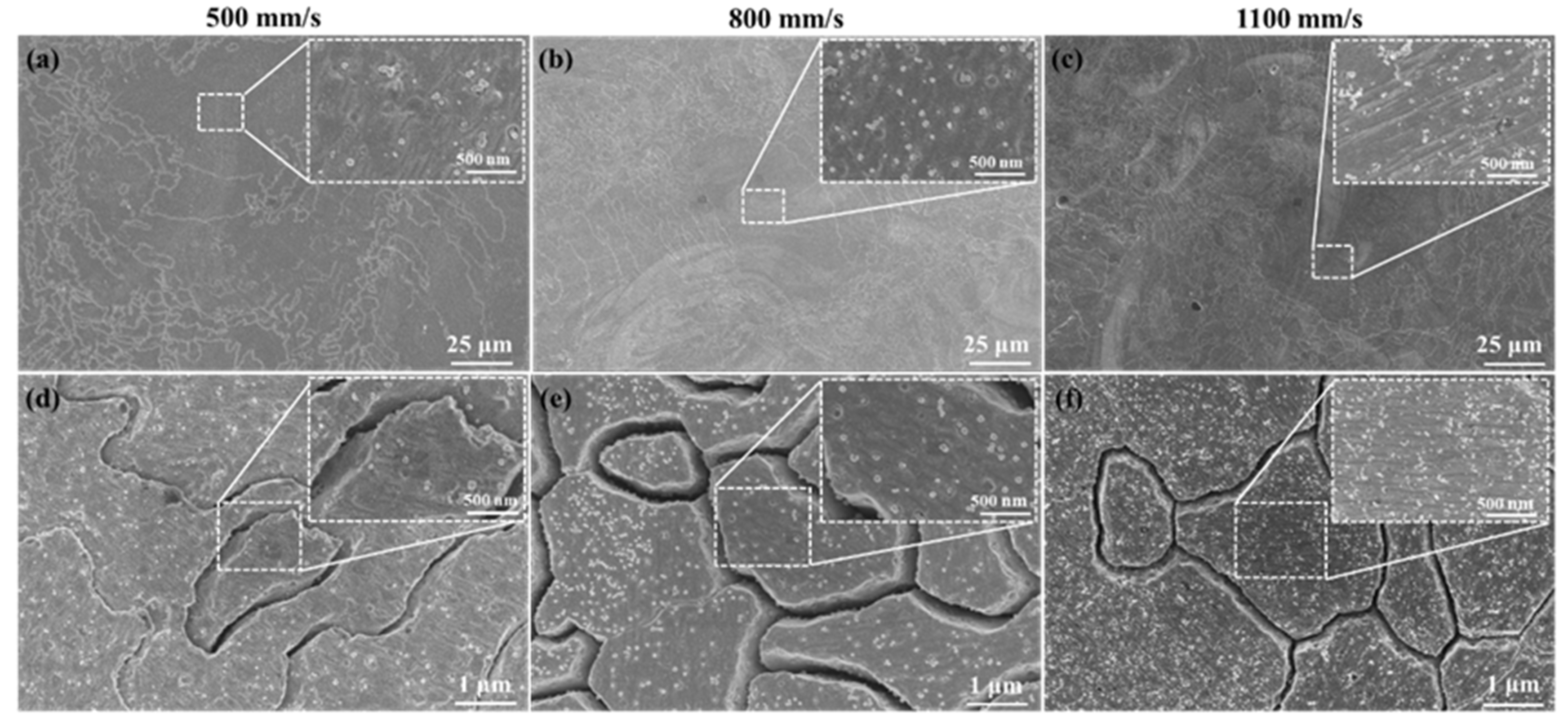
- Cu–Cr–Nb–Ti alloy has fine and dispersed second phases with a size of 28–50 nm. As the scanning speed increases, the size of the second phase decreases, but the number increases. When the laser power increases, the size of the second phase increases, but the number decreases. The size of the second phase is smaller in fine grains than in coarse grains.
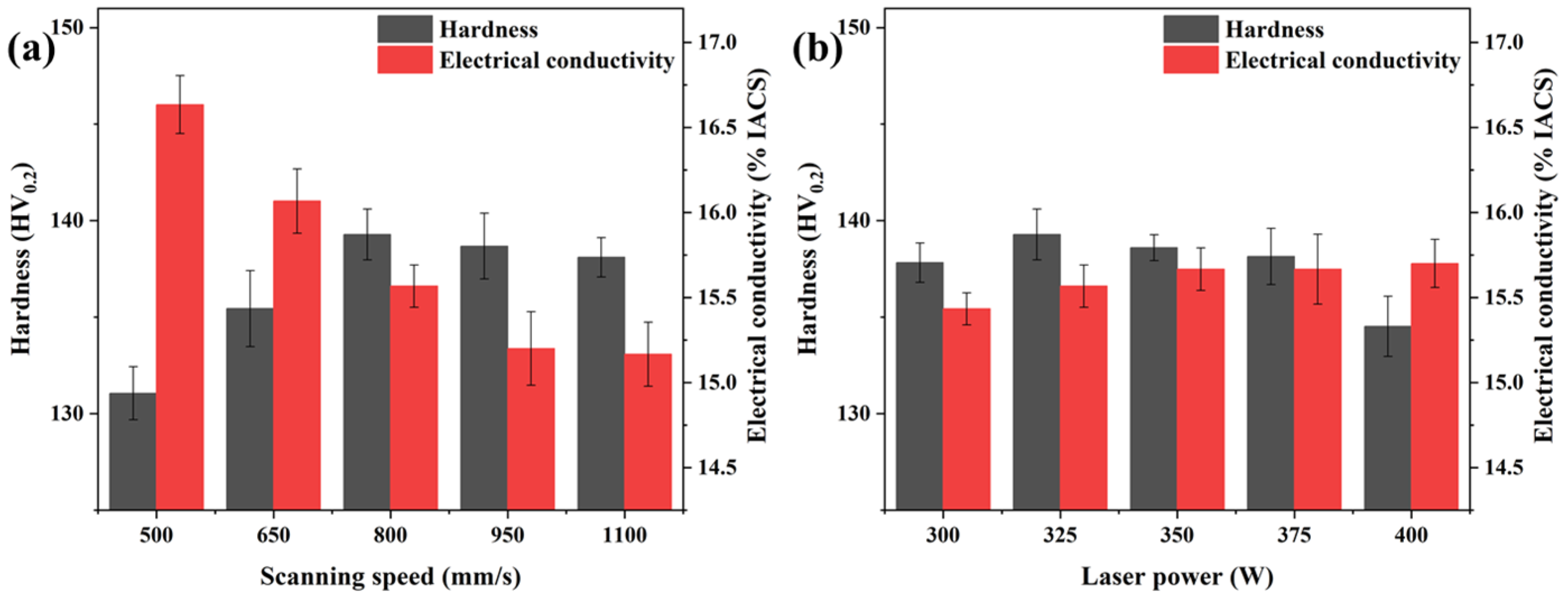
- (5)
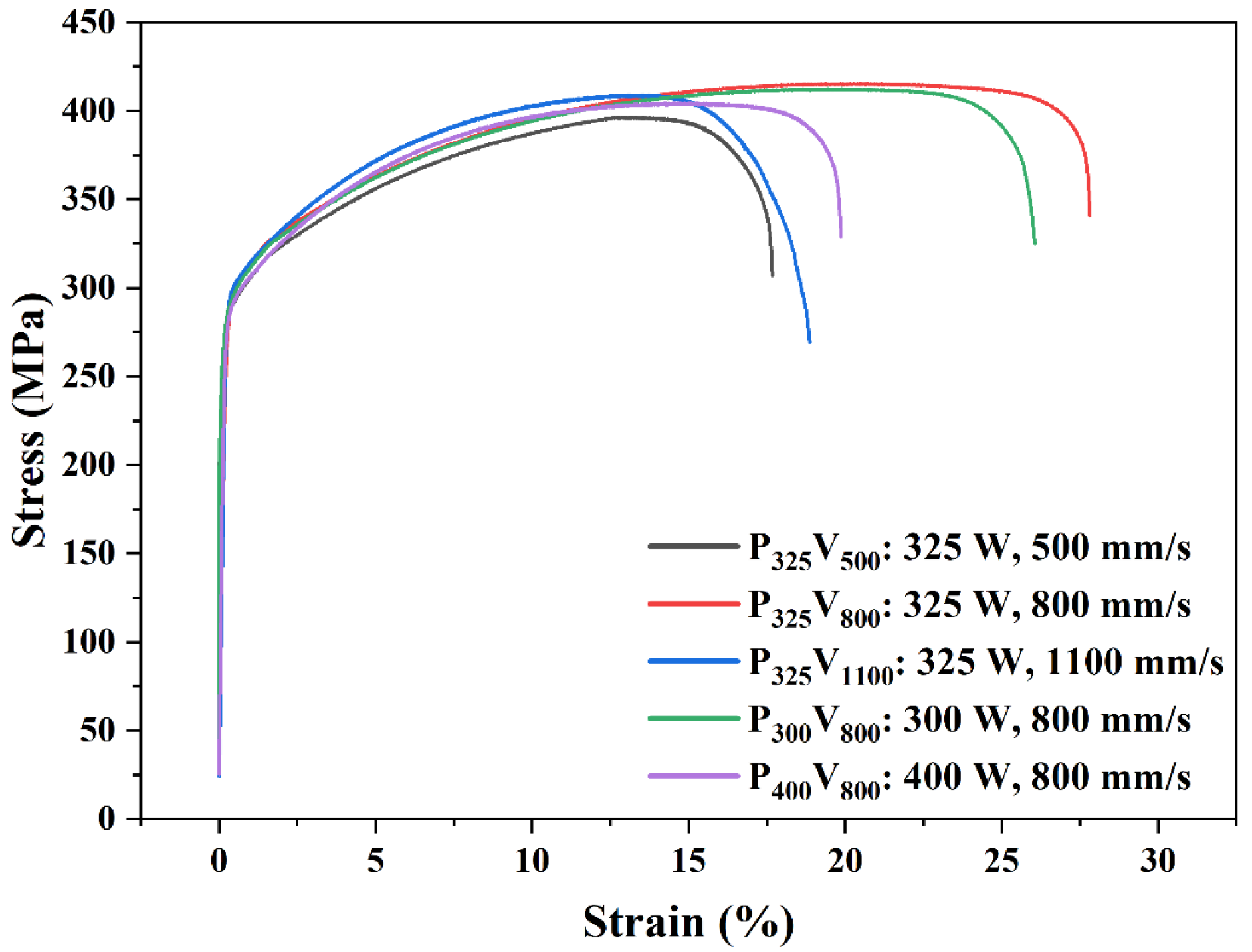
- The microhardness, tensile strength, and elongation of a Cu–Cr–Nb–Ti alloy first increase and then decrease as scanning speed or laser power increases. The electrical conductivity decreases with increasing scanning speed and increases with increasing laser power. The Cu–Cr–Nb–Ti alloy manufactured using the optimum process parameters of 325 W, and 800 mm/s has the highest microhardness, tensile strength, and elongation, namely 139 HV0.2, 416 MPa, and 27.8%, respectively, and the electrical conductivity is 15.6% IACS. The mechanical properties of the SLMed Cu–Cr–Nb–Ti alloy are significantly higher than those of the SLMed Cu–Cr–Nb alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Anderson, K.R.; Groza, J.R.; Dreshfield, R.L.; Ellis, D. Microstructural evolution and thermal stability of precipitation-strengthened Cu-8Cr-4Nb alloy. Mater. Sci. Eng. A 1993, 169, 167–175. [Google Scholar] [CrossRef]
- Anderson, K.R.; Groza, J.R. Microstructural size effects in high-strength high-conductivity Cu-Cr-Nb alloys. Metall. Mater. Trans. A 2001, 32, 1211–1224. [Google Scholar] [CrossRef]
- Seltzman, A.H.; Wukitch, S.J. Nuclear response of additive manufactured GRCop-84 copper for use in lower hybrid launchers in a fusion environment. Fusion Eng. Des. 2020, 159, 111726. [Google Scholar] [CrossRef]
- Ellis, D.L.; Michal, G.M.; Orth, N.W. Production and processing of Cu-Cr-Nb alloys. Scr. Metall. et Mater. 1990, 24, 885–890. [Google Scholar] [CrossRef]
- Liu, X.J.; Jiang, Z.P.; Wang, C.P.; Ishida, K. Experimental determination and thermodynamic calculation of the phase equilibria in the Cu–Cr–Nb and Cu–Cr–Co systems. J. Alloys Compd. 2009, 478, 287–296. [Google Scholar] [CrossRef]
- Shukla, A.K.; Narayana Murty, S.V.S.; Sharma, S.C.; Mondal, K. Constitutive modeling of hot deformation behavior of vacuum hot pressed Cu–8Cr–4Nb alloy. Mater. Des. 2015, 75, 57–64. [Google Scholar] [CrossRef]
- Ellis, D.L.; Michal, G.M. Formation of Cr and Cr2Nb precipitates in rapidly solidified Cu-Cr-Nb ribbon. Ultramicroscopy 1989, 30, 210–216. [Google Scholar] [CrossRef]
- Guo, X.; Xiao, Z.; Qiu, W.; Li, Z.; Zhao, Z.; Wang, X.; Jiang, Y. Microstructure and properties of Cu-Cr-Nb alloy with high strength, high electrical conductivity and good softening resistance performance at elevated temperature. Mater. Sci. Eng. A 2019, 749, 281–290. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, L.; Snead, L.; Zinkle, S.J. Development of novel Cu-Cr-Nb-Zr alloys with the aid of computational thermodynamics. Mater. Des. 2018, 156, 370–380. [Google Scholar] [CrossRef]
- Shukla, A.K.; Narayana Murty, S.V.S.; Suresh Kumar, R.; Mondal, K. Densification behavior and mechanical properties of Cu–Cr–Nb alloy powders. Mater. Sci. Eng. A 2012, 551, 241–248. [Google Scholar] [CrossRef]
- Lv, X.; Liu, Z.; Lei, T.; Li, Q.; Ren, Y.; Zhou, X.; Zhang, Z. Effect of heat treatment on Cr2Nb phase and properties of spark plasma sintered Cu-2Cr-1Nb alloy. Materials 2020, 13, 2860. [Google Scholar] [CrossRef]
- Cheng, B.; Wang, L.; Sprouster, D.J.; Trelewicz, J.R.; Zhong, W.; Yang, Y.; Zinkle, S.J.; Snead, L.L. Tailoring microstructure in sintered Cu-Cr-Nb-Zr alloys for fusion components. J. Nucl. Mater. 2021, 551, 152956. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Ahmadi, M.; Tabary, S.A.A.B.; Rahmatabadi, D.; Ebrahimi, M.S.; Abrinia, K.; Hashemi, R. Review of selective laser melting of magnesium alloys: Advantages, microstructure and mechanical characterizations, defects, challenges, and applications. J. Mater. Res. Technol. 2022, 19, 1537–1562. [Google Scholar] [CrossRef]
- Çam, G. Prospects of producing aluminum parts by wire arc additive manufacturing (WAAM). Mater. Today Proc. 2022, 62, 77–85. [Google Scholar] [CrossRef]
- Xiao, Z.; Chen, C.; Hu, Z.; Zhu, H.; Zeng, X. Effect of rescanning cycles on the characteristics of selective laser melting of Ti6Al4V. Opt. Laser Technol. 2020, 122, 105890. [Google Scholar] [CrossRef]
- Parry, L.A.; Ashcroft, I.A.; Wildman, R.D. Geometrical effects on residual stress in selective laser melting. Addit. Manuf. 2019, 25, 166–175. [Google Scholar] [CrossRef]
- Di Egidio, G.; Martini, C.; Börjesson, J.; Ghassemali, E.; Ceschini, L.; Morri, A. Influence of microstructure on fracture mechanisms of the heat-treated AlSi10Mg alloy produced by laser-based powder bed fusion. Materials 2023, 16, 2006. [Google Scholar] [CrossRef]
- Ponnusamy, P.; Rahman Rashid, R.A.; Masood, S.H.; Ruan, D.; Palanisamy, S. Mechanical properties of SLM-printed aluminium alloys: A review. Materials 2020, 13, 4301. [Google Scholar] [CrossRef]
- Abedi, H.R.; Hanzaki, A.Z.; Azami, M.; Kahnooji, M.; Rahmatabadi, D. The high temperature flow behavior of additively manufactured Inconel 625 superalloy. Mater. Res. Express 2019, 6, 116514. [Google Scholar] [CrossRef]
- Liang, L.; Xu, M.; Chen, Y.; Zhang, T.; Tong, W.; Liu, H.; Wang, H.; Li, H. Effect of welding thermal treatment on the microstructure and mechanical properties of nickel-based superalloy fabricated by selective laser melting. Mater. Sci. Eng. A 2021, 819, 141507. [Google Scholar] [CrossRef]
- Ceritbinmez, F.; Günen, A.; Gürol, U.; Çam, G. A comparative study on drillability of Inconel 625 alloy fabricated by wire arc additive manufacturing. J. Manuf. Processes 2023, 89, 150–169. [Google Scholar] [CrossRef]
- Polonsky, A.T.; Lenthe, W.C.; Echlin, M.P.; Livescu, V.; Gray, G.T.; Pollock, T.M. Solidification-driven orientation gradients in additively manufactured stainless steel. Acta Mater. 2020, 183, 249–260. [Google Scholar] [CrossRef]
- Vasquez, E.; Giroux, P.-F.; Lomello, F.; Chniouel, A.; Maskrot, H.; Schuster, F.; Castany, P. Elaboration of oxide dispersion strengthened Fe-14Cr stainless steel by selective laser melting. J. Mater. Process. Technol. 2019, 267, 403–413. [Google Scholar] [CrossRef]
- Constantin, L.; Wu, Z.; Li, N.; Fan, L.; Silvain, J.-F.; Lu, Y.F. Laser 3D printing of complex copper structures. Addit. Manuf. 2020, 35, 101268. [Google Scholar] [CrossRef]
- Sun, F.; Liu, P.; Chen, X.; Zhou, H.; Guan, P.; Zhu, B. Mechanical properties of high-strength Cu–Cr–Zr alloy fabricated by selective laser melting. Materials 2020, 13, 5028. [Google Scholar] [CrossRef]
- Demeneghi, G.; Barnes, B.; Gradl, P.; Mayeur, J.R.; Hazeli, K. Size effects on microstructure and mechanical properties of additively manufactured copper–chromium–niobium alloy. Mater. Sci. Eng. A 2021, 820, 141511. [Google Scholar] [CrossRef]
- Hazeli, K.; June, D.; Anantwar, P.; Babamiri, B.B. Mechanical behavior of additively manufactured GRCop-84 copper alloy lattice structures. Addit. Manuf. 2022, 56, 102928. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Goossens, L.R.; Kinds, Y.; Hooreweder, B.V.; Vanmeensel, K. Laser-based powder bed fusion additive manufacturing of pure copper. Addit. Manuf. 2021, 42, 101990. [Google Scholar] [CrossRef]
- Hu, Z.; Du, Z.; Yang, Z.; Yu, L.; Ma, Z. Preparation of Cu–Cr–Zr alloy by selective laser melting: Role of scanning parameters on densification, microstructure and mechanical properties. Mater. Sci. Eng. A 2022, 836, 142740. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, K.; Ren, Z.; Zhang, D.Z.; Tao, G.; Xu, H. Selective laser melting of Cu–Cr–Zr copper alloy: Parameter optimization, microstructure and mechanical properties. J. Alloys Compd. 2020, 828, 154350. [Google Scholar] [CrossRef]
- Ren, Y.; Liu, Z.; Zhang, Y.; Ai, Y.; Ye, S.; Li, J.; Peng, W. Optimization of process parameters for selective laser melting of Cu-Cr-Nb alloy. Mater. Sci. Eng. Powder Metall. 2022, 27, 66–76. [Google Scholar] [CrossRef]
- Ren, Y. Microstructure and Properties of Cu-Cr-Nb Alloy Fabricated by Selective Laser Melting; Central South University: Changsha, China, 2021. [Google Scholar]
- Seltzman, A.H.; Wukitch, S.J. Fracture characteristics and heat treatment of laser powder bed fusion additively manufactured GRCop-84 copper. Mater. Sci. Eng. A 2021, 827, 141690. [Google Scholar] [CrossRef]
- Ai, Y.; Liu, Z.; Zhang, Y.; Ye, S.; Li, J. Microstructure and properties of Cu-Cr-Nb-Ce alloy fabricated by selective laser melting. Mater. Sci. Eng. Powder Metall. 2021, 27, 478–487. [Google Scholar]
- Huang, Z.; Shi, R.; Xiao, X.; Fu, H.; Chen, Q.; Xie, J. Mechanism investigation on high-performance Cu-Cr-Ti alloy via integrated computational materials engineering. Mater. Today Commun. 2021, 27, 102378. [Google Scholar] [CrossRef]
- Xue, Y.; Li, S.; Zhong, H.; Li, K.; Fu, H. Phase selections and mechanical properties of ternary Cr-Nb-Ti alloys under rapid solidification. J. Alloys Compd. 2016, 684, 403–411. [Google Scholar] [CrossRef]
- Liu, Z.; Lv, X.; Ai, Y. A Method for Improving the Strength and Electrical Conductivity of Cu-Cr-Nb Alloy Simultaneously. CN112553500B, 5 April 2022. [Google Scholar]
- ISO 12154:2014; Determination of Density by Volumetric Displacement—Skeleton Density by Gas Pycnometry. ISO: London, UK, 2014.
- Amiri, M.; Payton, E.J. An analytical model for prediction of denudation zone width in laser powder bed fusion additive manufacturing. Addit. Manuf. 2021, 48, 102461. [Google Scholar] [CrossRef]
- Guo, Q.; Zhao, C.; Qu, M.; Xiong, L.; Hojjatzadeh, S.M.H.; Escano, L.I.; Parab, N.D.; Fezzaa, K.; Sun, T.; Chen, L. In-situ full-field mapping of melt flow dynamics in laser metal additive manufacturing. Addit. Manuf. 2020, 31, 100939. [Google Scholar] [CrossRef]
- Geng, Y.; Ban, Y.; Wang, B.; Li, X.; Song, K.; Zhang, Y.; Jia, Y.; Tian, B.; Liu, Y.; Volinsky, A.A. A review of microstructure and texture evolution with nanoscale precipitates for copper alloys. J. Mater. Res. Technol. 2020, 9, 11918–11934. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Nb | Ti | Cu |
|---|---|---|---|---|
| Measured Composition (wt. %/at. %) | 1.65/2 | 1.35/0.92 | 0.12/0.2 | Balance |
| 500 mm/s | 650 mm/s | 800 mm/s | 950 mm/s | 1100 mm/s | |
|---|---|---|---|---|---|
| 300 W | P300V500 | P300V650 | P300V800 | P300V950 | P300V1100 |
| 325 W | P325V500 | P325V650 | P325V800 | P325V950 | P325V1100 |
| 350 W | P350V500 | P350V650 | P350V800 | P350V950 | P350V1100 |
| 375 W | P375V500 | P375V650 | P375V800 | P375V950 | P375V1100 |
| 400 W | P400V500 | P400V650 | P400V800 | P400V950 | P400V1100 |
| P325V500 XY | P325V800 XY | P325V1100 XY | P300V800 XY | P400V800 XY | P325V500 XZ | P325V800 XZ | P325V1100 XZ | P300V800 XZ | P325V500 XY | |
|---|---|---|---|---|---|---|---|---|---|---|
| 2θ | 73.901 | 73.902 | 73.942 | 73.923 | 73.942 | 43.199 | 43.244 | 43.202 | 43.201 | 43.222 |
| d | 1.2814 | 1.2814 | 1.2808 | 1.2811 | 1.2808 | 2.0925 | 2.0904 | 2.0924 | 2.0924 | 2.0914 |
| Height | 88,994 | 166,388 | 22,744 | 60,152 | 12,068 | 176,175 | 598,444 | 117,784 | 96,658 | 75,968 |
| Area | 983,543 | 1,809,151 | 272,793 | 681,089 | 149,904 | 1,027,731 | 3,298,966 | 763,149 | 651,673 | 449,052 |
| FWHM | 0.188 | 0.185 | 0.204 | 0.192 | 0.211 | 0.094 | 0.099 | 0.110 | 0.100 | 0.115 |
| Degree of crystallinity | 95.06% | 96.83% | 96.26% | 96.24% | 96.28% | 96.56% | 97.54% | 96.56% | 96.54% | 96.38% |
| Samples | Laser Power (W) | Scanning Speed (mm/s) | Microhardness (HV0.2) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|---|
| P325V500 | 325 | 500 | 131 ± 1 | 396 ± 6 | 17.7 ± 2.2 |
| P325V800 | 325 | 800 | 139 ± 1 | 416 ± 5 | 27.8 ± 2.8 |
| P325V1100 | 325 | 1100 | 138 ± 1 | 404 ± 3 | 19.9 ± 3.6 |
| P300V800 | 300 | 800 | 138 ± 1 | 412 ± 3 | 26.1 ± 3.2 |
| P400V800 | 400 | 800 | 135 ± 2 | 403 ± 4 | 20.8 ± 2.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Liu, Z.; Zhou, H.; Ye, S.; Zhang, Y.; Liu, T.; Jiang, D.; Chen, L.; Zhou, R. Effect of Process Parameters on the Microstructure and Properties of Cu–Cr–Nb–Ti Alloy Manufactured by Selective Laser Melting. Materials 2023, 16, 2912. https://doi.org/10.3390/ma16072912
Li J, Liu Z, Zhou H, Ye S, Zhang Y, Liu T, Jiang D, Chen L, Zhou R. Effect of Process Parameters on the Microstructure and Properties of Cu–Cr–Nb–Ti Alloy Manufactured by Selective Laser Melting. Materials. 2023; 16(7):2912. https://doi.org/10.3390/ma16072912
Chicago/Turabian StyleLi, Jian, Zuming Liu, Huan Zhou, Shupeng Ye, Yazhou Zhang, Tao Liu, Daoyan Jiang, Lei Chen, and Runxing Zhou. 2023. "Effect of Process Parameters on the Microstructure and Properties of Cu–Cr–Nb–Ti Alloy Manufactured by Selective Laser Melting" Materials 16, no. 7: 2912. https://doi.org/10.3390/ma16072912
APA StyleLi, J., Liu, Z., Zhou, H., Ye, S., Zhang, Y., Liu, T., Jiang, D., Chen, L., & Zhou, R. (2023). Effect of Process Parameters on the Microstructure and Properties of Cu–Cr–Nb–Ti Alloy Manufactured by Selective Laser Melting. Materials, 16(7), 2912. https://doi.org/10.3390/ma16072912