



Effect of Er, Si, Hf and Nb Additives on the Thermal Stability of Microstructure, Electrical Resistivity and Microhardness of Fine-Grained Aluminum Alloys of Al-0.25%Zr

 ,
,  , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Investigation of the Alloys in the Initial State
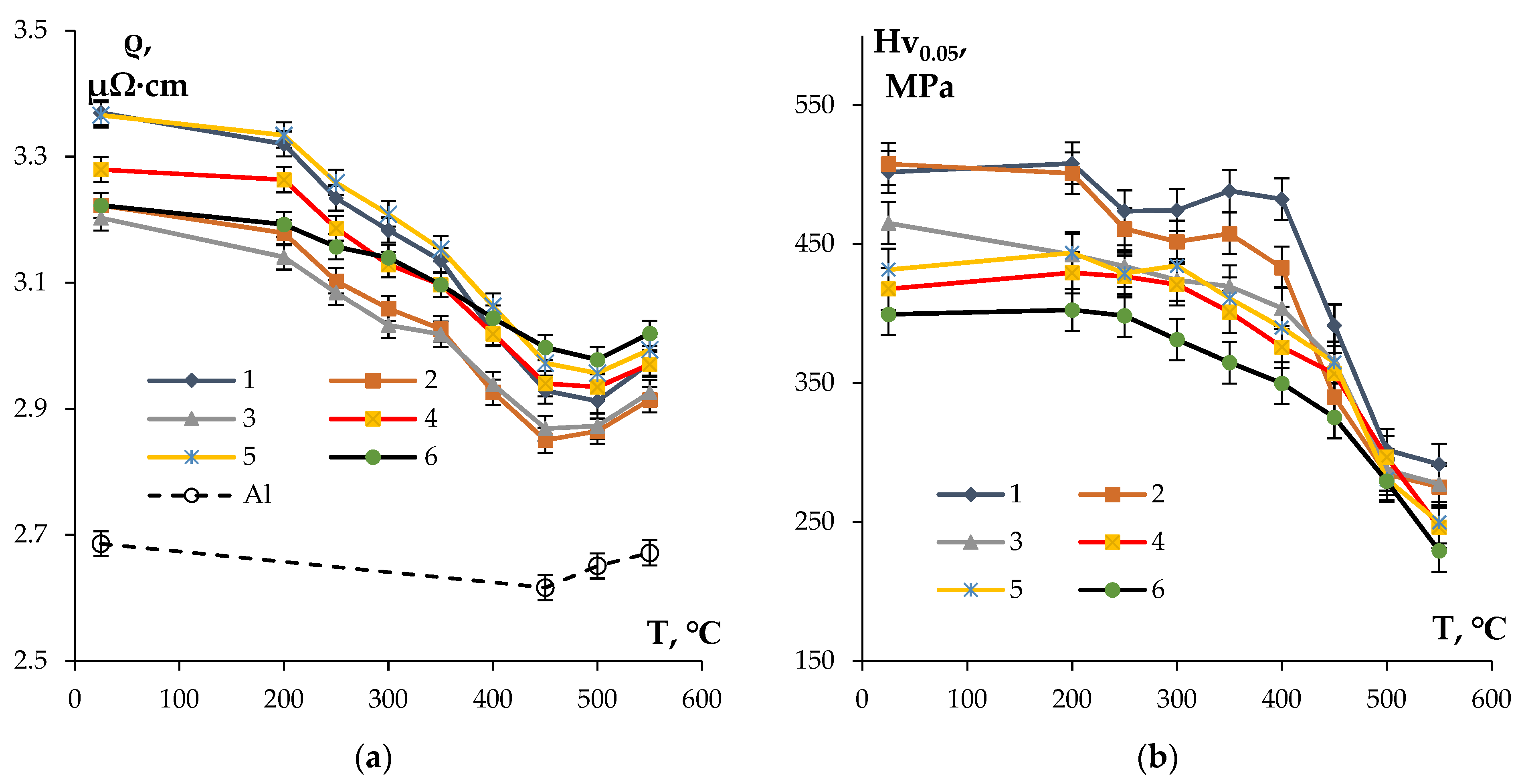
3.2. Effect of Annealing Temperature on the Properties of the Deformed Alloys
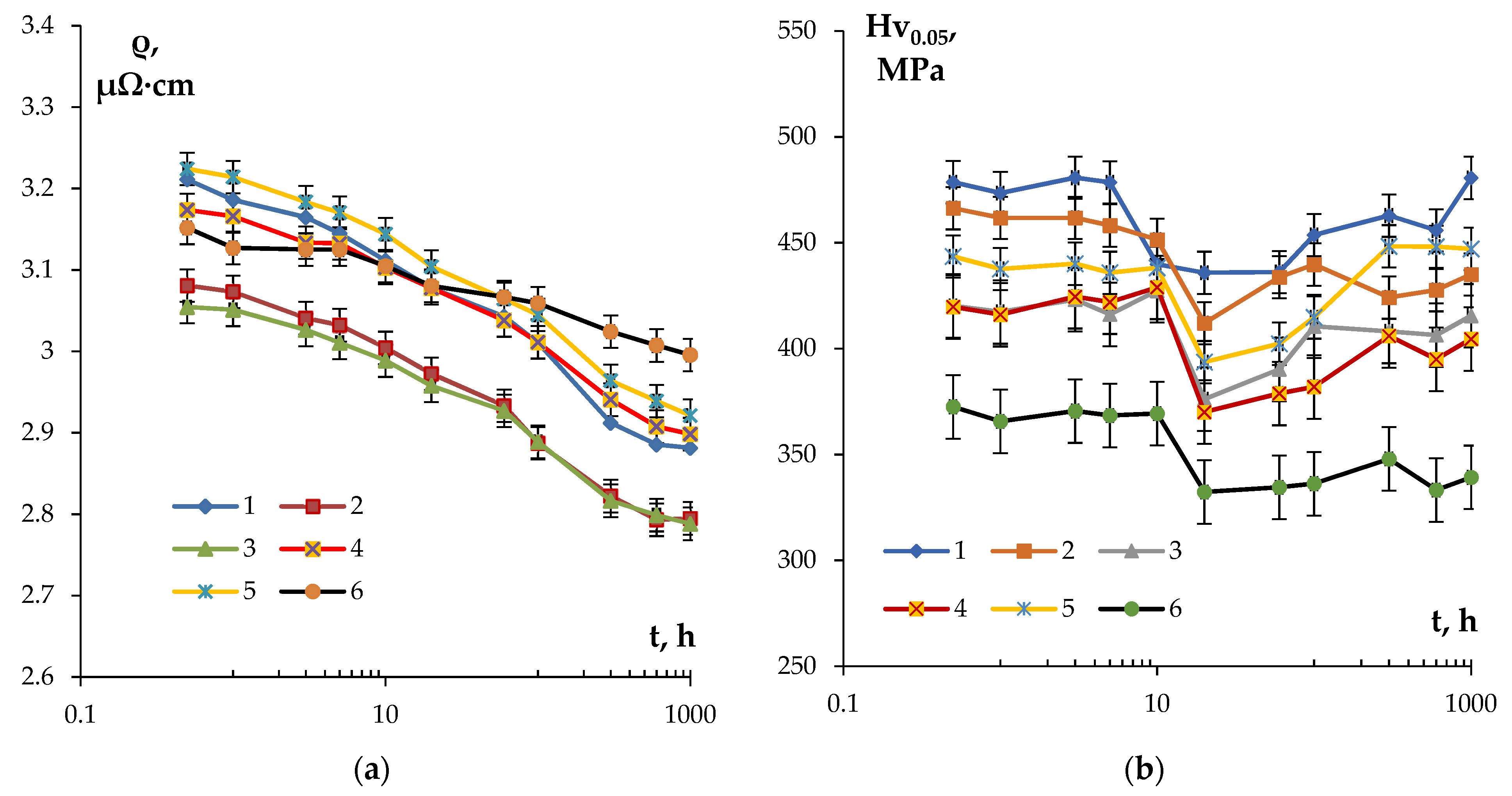
3.3. Effect of the Annealing Time on the Properties of Deformed Alloys
4. Discussion
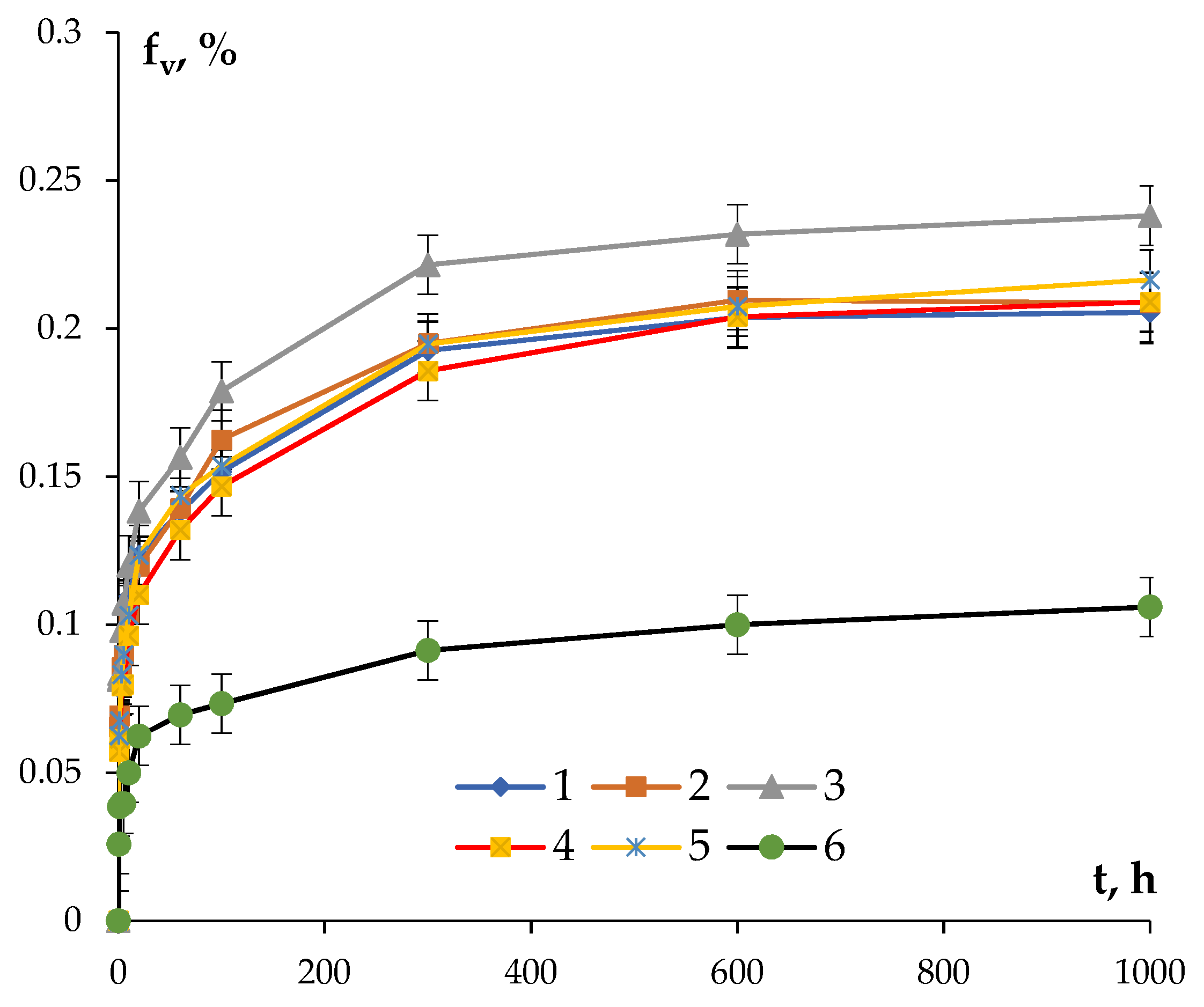
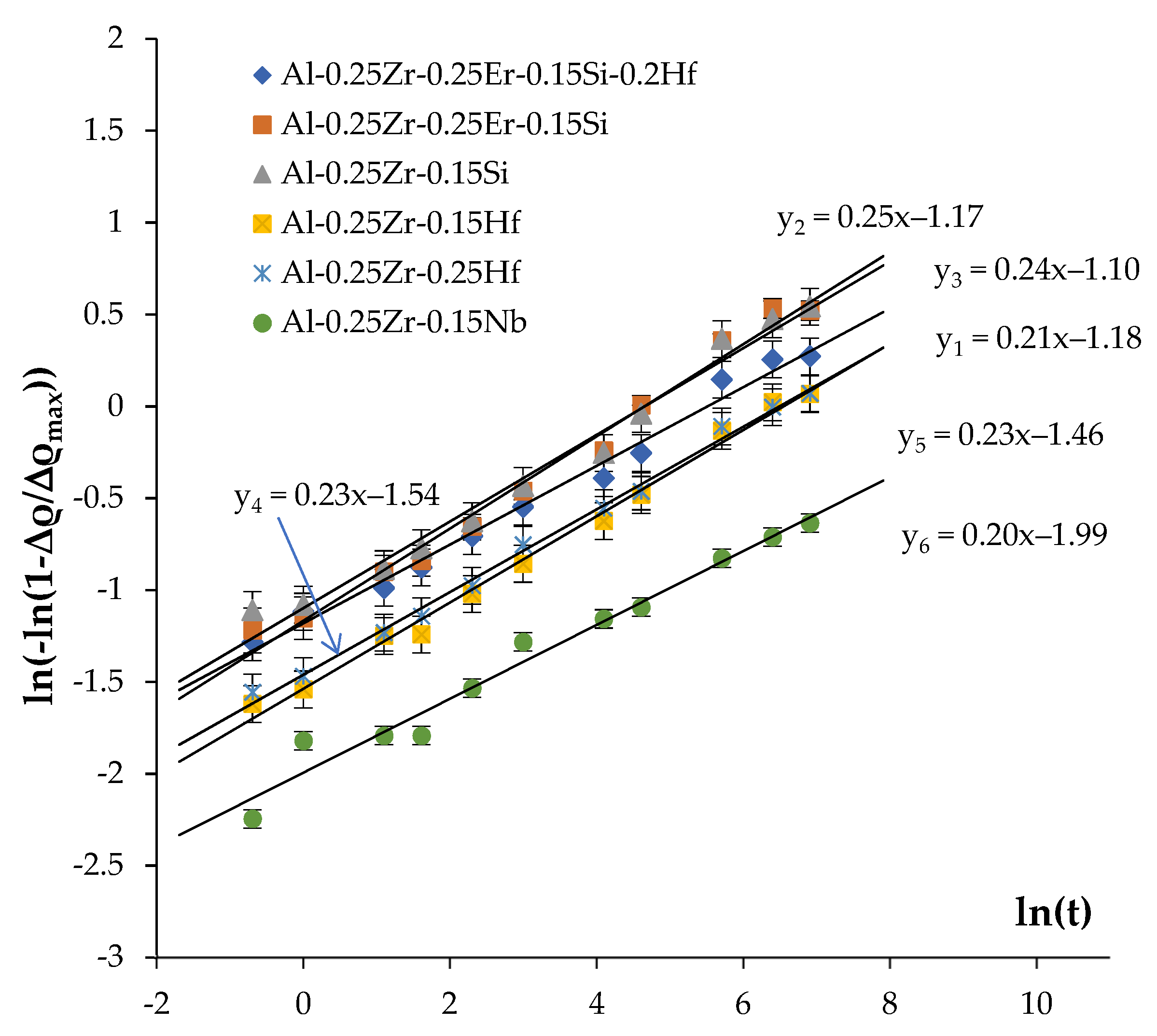
4.1. Specific Electrical Resistivity. Kinetics of the Particle Nucleation
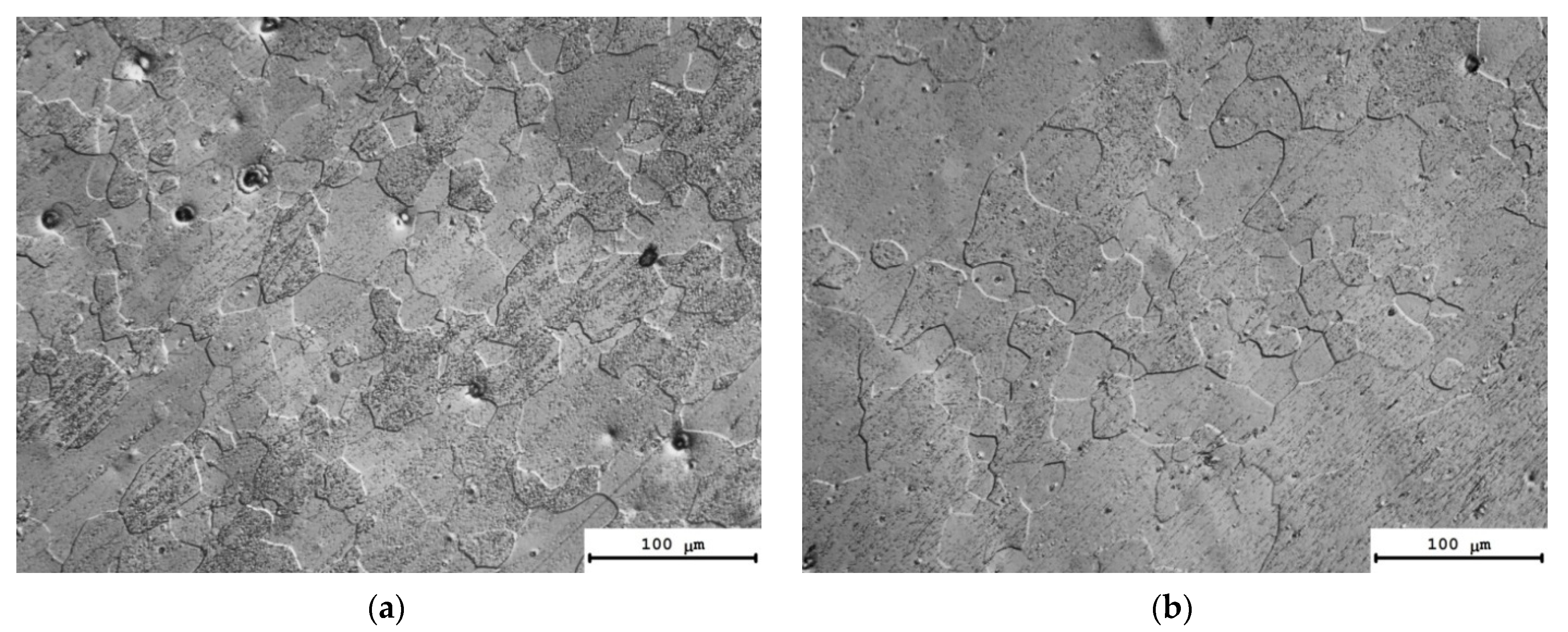
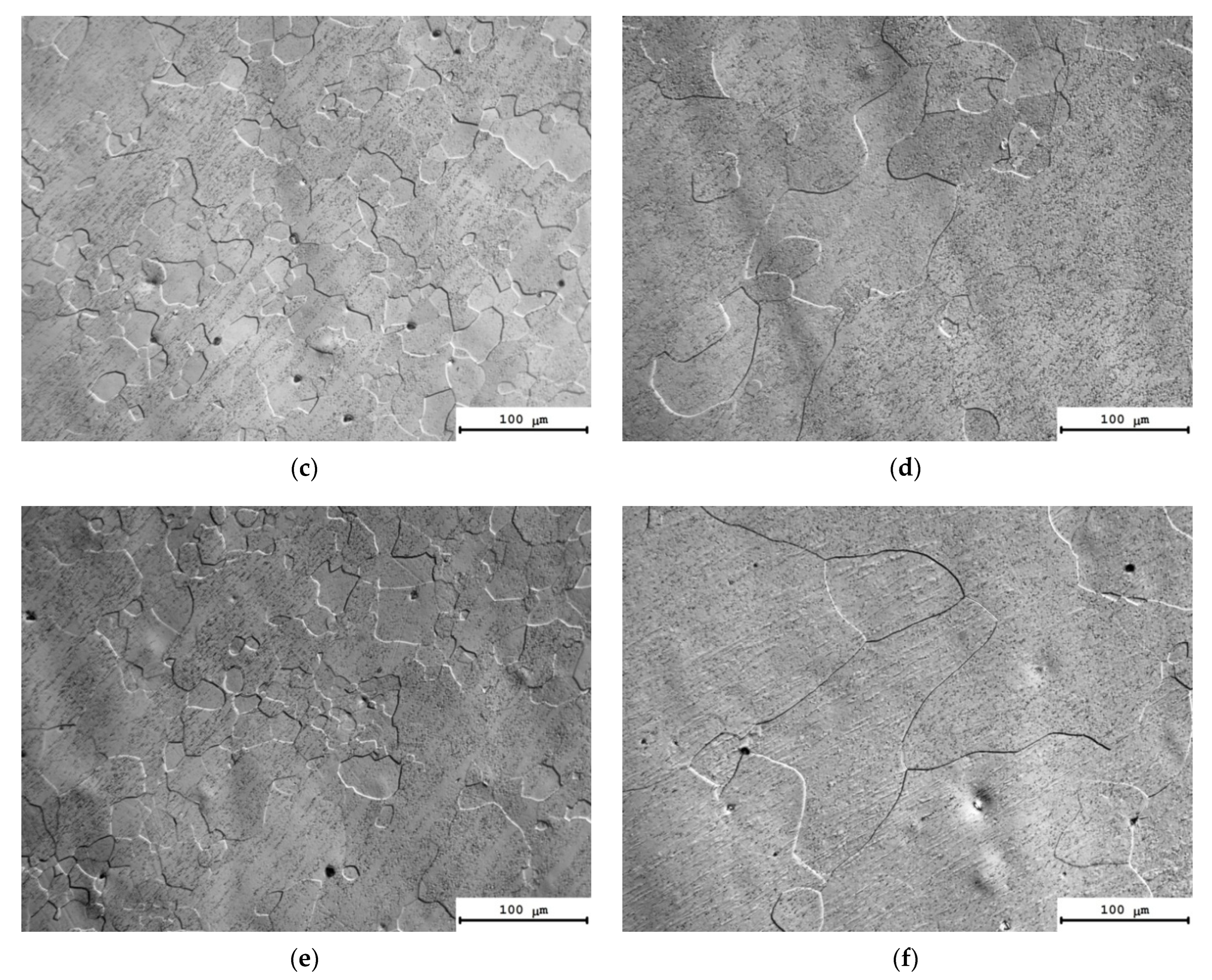
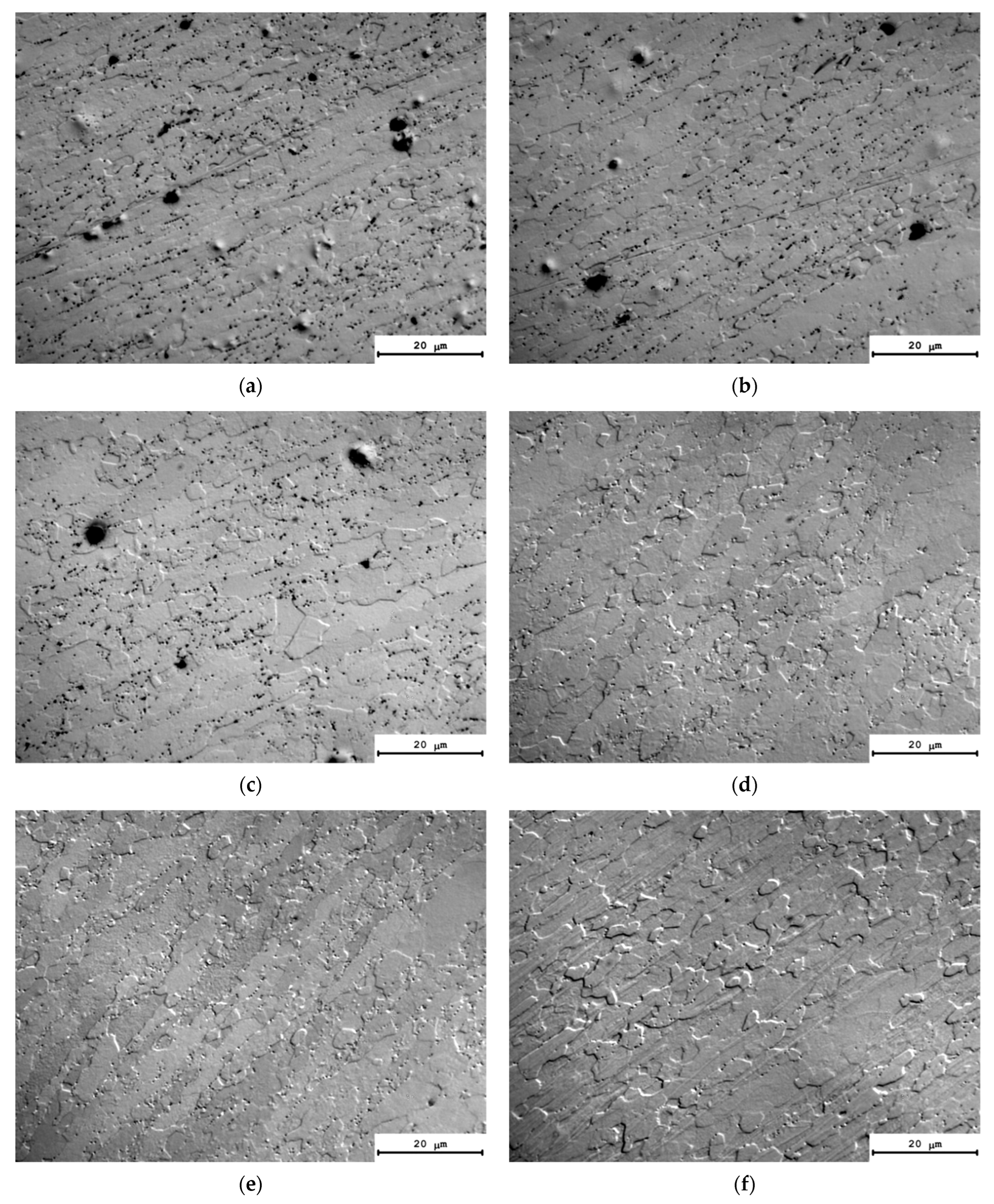
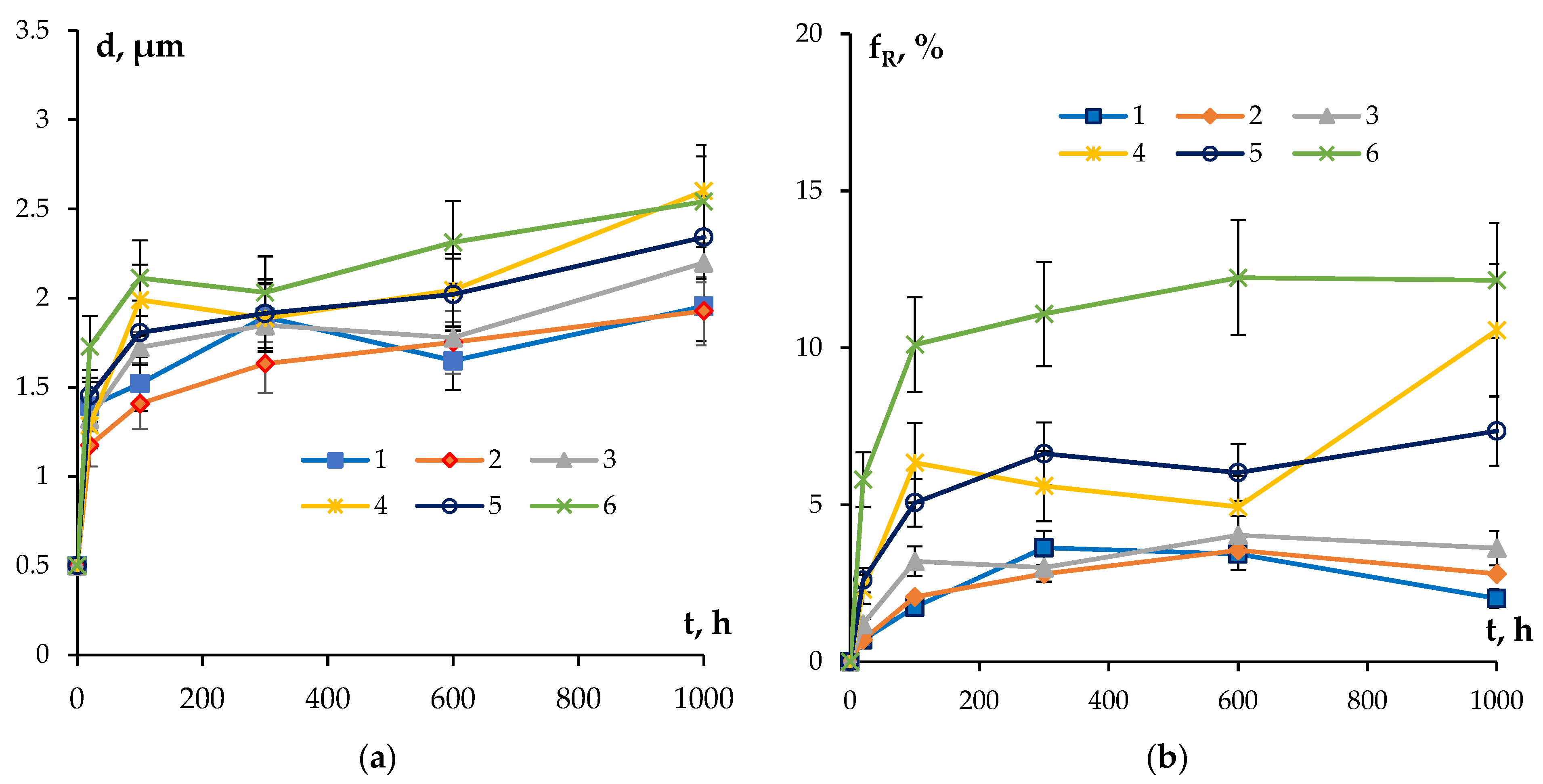
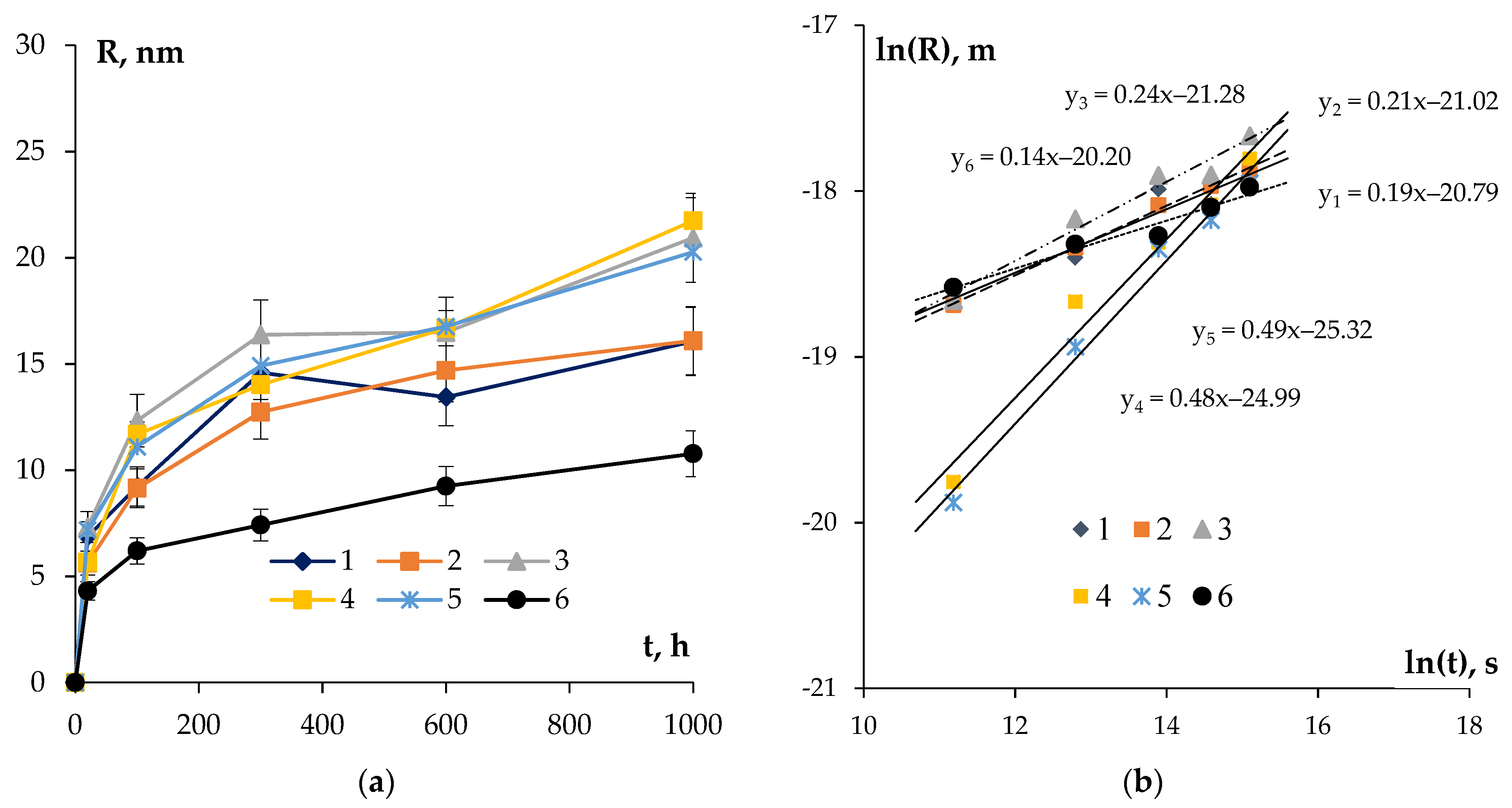
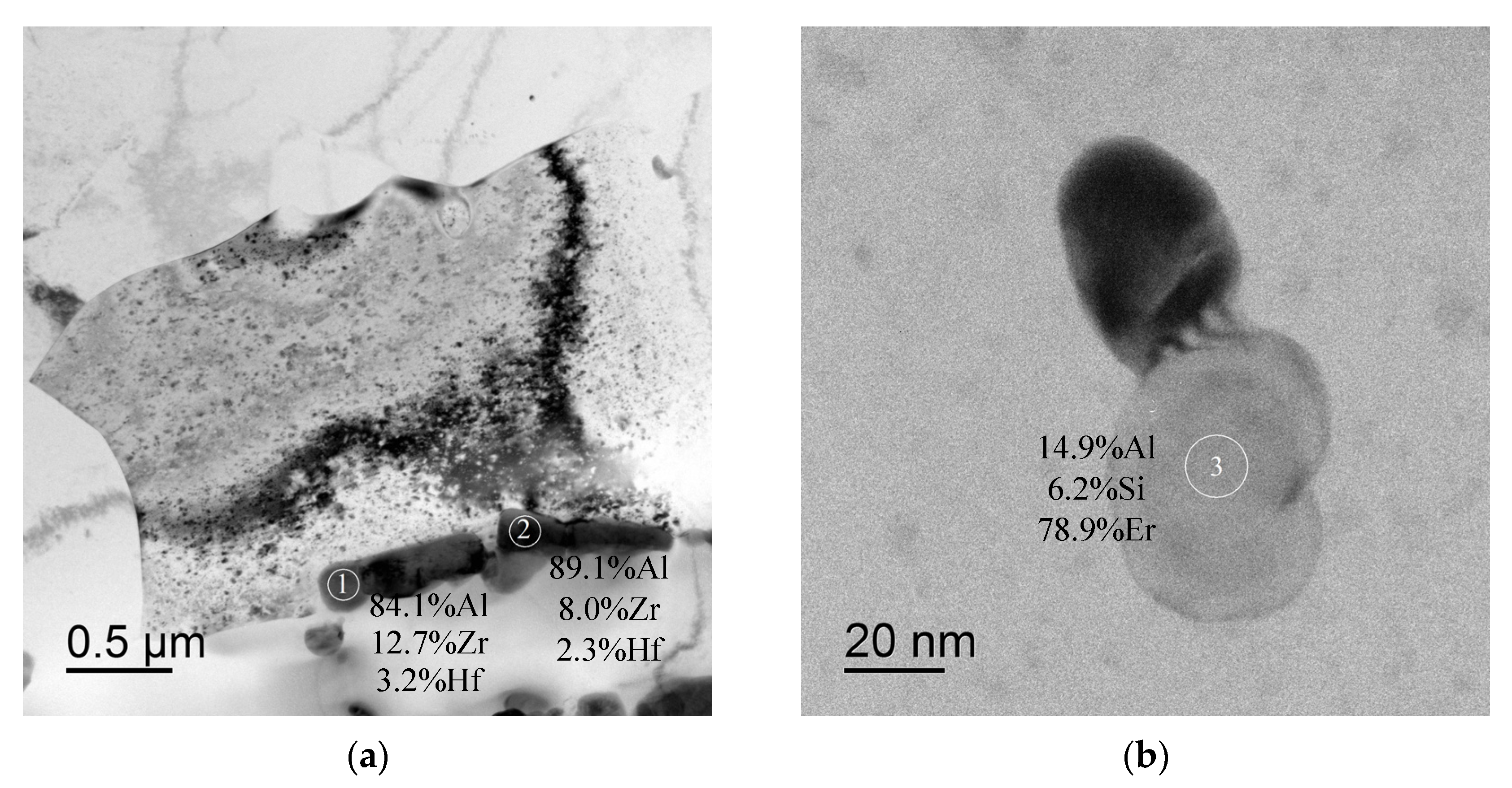
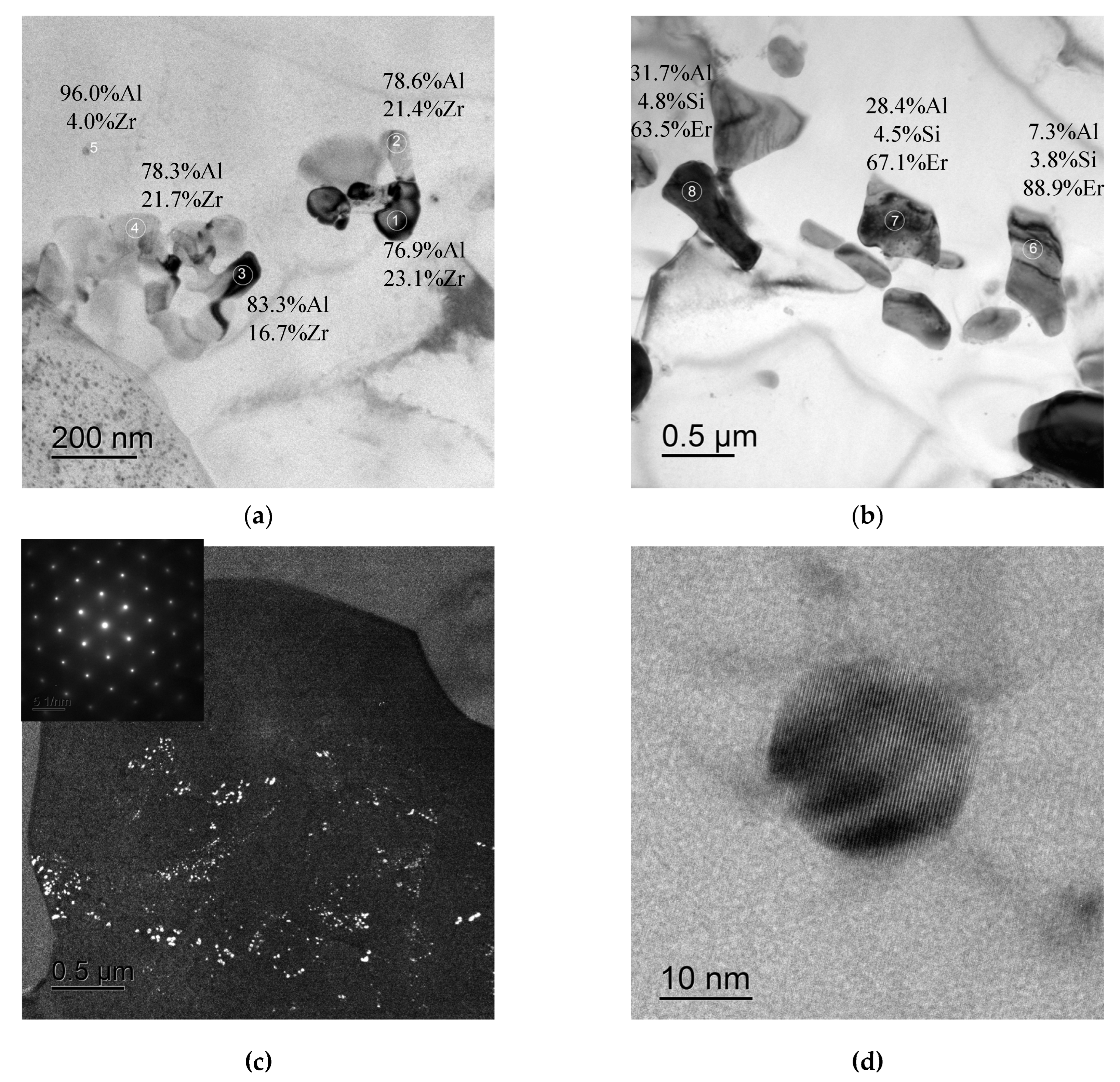
4.2. Investigation of Microstructure. Particle Growth during Annealing
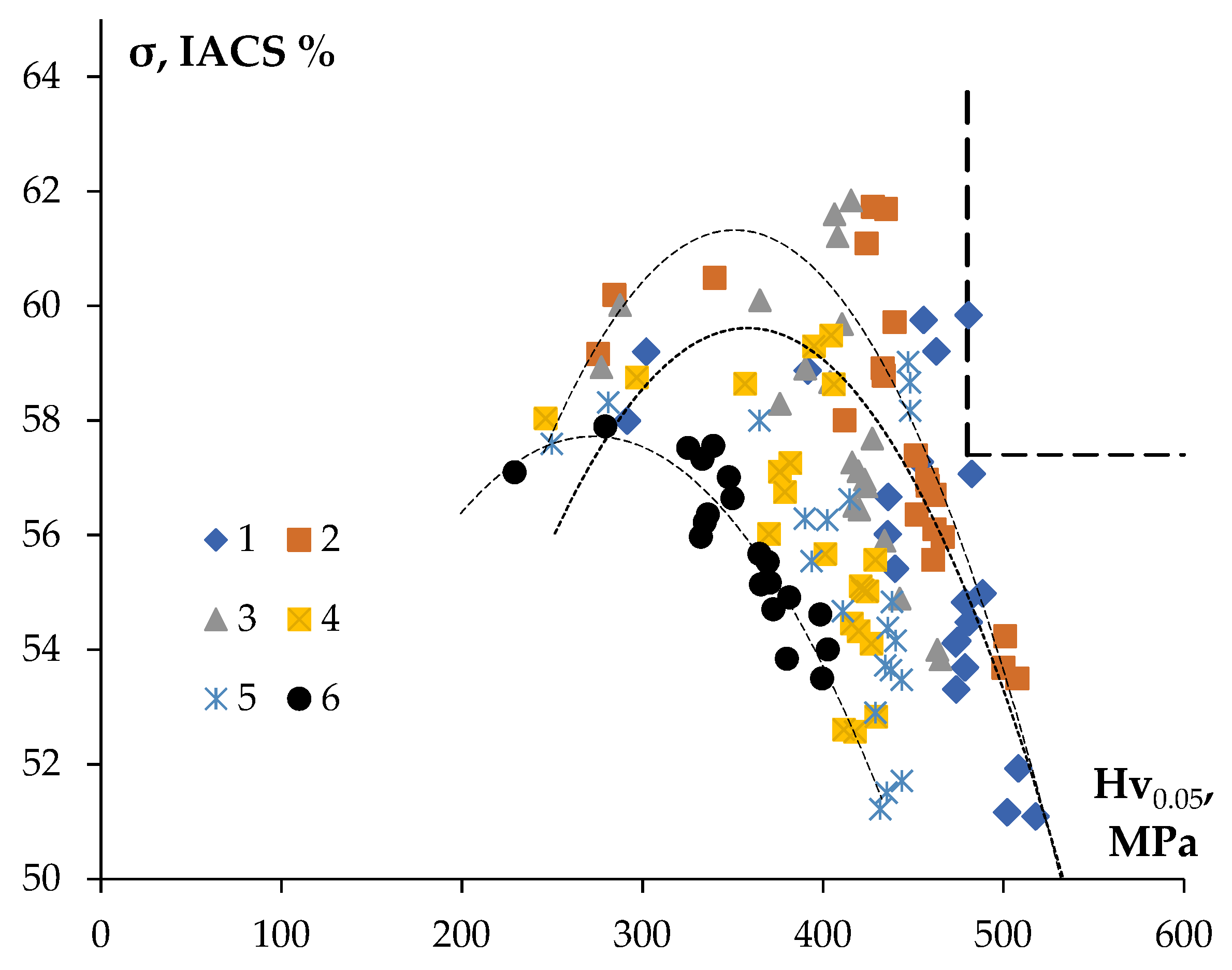
4.3. Optimization of Microhardness and SER
5. Conclusions
- (1)
- The features of nucleation of the Al3(Zr, X) secondary particles during the annealing of fine-grained Al-0.25%Zr alloys with the addition of Er, Si, Hf and Nb were investigated. All of the alloys were found to preserve their fine-grained structure during annealing at 300 °C for 1000 h. The volume fraction of the recrystallized microstructure was small enough and did not exceed 10%; the average grain sizes were close to 2–2.5 μm. The mechanisms of nucleation of the secondary particles were identified via the analysis of the dependencies of the SER on the annealing time using the Jones–Mehl–Avrami–Kolmogorov (JMAK) equation. The magnitude of the coefficient n in the JMAK equation for the alloys investigated was shown to be close to 0.20–0.24, which corresponds to the case of nucleation of the secondary particles at the cores of dislocation in the conditions of simultaneous recovery and the recrystallization processes. Using the Zener equation, the dependence of the secondary particle sizes on the annealing time was determined. The secondary particle growth mechanism was shown to depend on the type of relationship between the diffusion coefficients for the volume, dislocation and grain boundary diffusion of the alloying elements in aluminum at a given annealing temperature, as well as on the character of their spatial distribution (uniform distribution in the volume of the material and the formation of grain boundary segregations). In the Hf- and Si-containing alloys, the secondary particle growth was controlled by the volume diffusion, while in the Nb-containing alloy it was controlled by diffusion via the cores of lattice dislocations.
- (2)
- The effect of small (0.15–0.25%) additives of Er, Si, Hf and Nb on the thermal stability of the microstructure, SER and the microhardness of the conductor aluminum alloy Al-0.25%Zr were investigated. The Al-0.25%Zr-0.25%Er-0.20%Hf-0.15%Si alloy subjected to annealing at 300 °C for 1000 h has the optimal combination of microhardness and SER. The alloy after annealing has a uniform fine-grained structure; the average grain size was ~ 2 μm, the SER was 59.8%IACS and Hv = 480 ± 15 MPa. The high characteristics of this alloy (57.1%IACS, Hv = 482 MPa) can be ensured by annealing at 400 °C for 1 h. The optimal combination of hardness and electrical conductivity in the Al-0.25%Zr-0.25%Er-0.20%Hf-0.15%Si alloy is provided by means of the nucleation of two types of non-coherent particles—nano- and submicron-sized Al3(Zr,Hf) particles and small submicron-sized Al3Er ones with the addition of Si. The characteristics of the novel alloy allow for its efficient application in the aircraft building industry to replace the commercial eutectic alloys with increased contents of REEs and TMs.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, X.; Tang, X.; Wang, Z.; Hui, X.; Li, M.; Wang, Y. Manufacturing process and microstructure of copper-coated aluminum wires. Int. J. Miner. Metall. Mater 2015, 22, 190–196. [Google Scholar] [CrossRef]
- Li, Y.; Hu, A.; Fu, Y.; Liu, S.; Shen, W.; Hu, H.; Nie, X. Al alloys and casting processes for induction motor applications in battery-powered electric vehicles: A review. Metals 2022, 12, 216. [Google Scholar] [CrossRef]
- Hou, J.P.; Li, R.; Wang, Q.; Yu, H.Y.; Zhang, Z.J.; Chen, Q.Y.; Ma, H.; Wu, X.M.; Li, X.W.; Zhang, Z.F. Breaking the trade-off relation of strength and electrical conductivity in pure Al wire by controlling texture and grain boundary. J. Alloys Compd. 2018, 769, 96–109. [Google Scholar] [CrossRef]
- Pourbashiri, M.; Poletti, C.; Sedighi, M.; Sommitsch, C. Strengthening mechanisms of Al wires processed by equal channel angular torsion drawing. Mater. Sci. Technol. 2020, 36, 65–82. [Google Scholar] [CrossRef]
- Hou, J.P.; Li, R.; Wang, Q.; Yu, H.Y.; Zhang, Z.J.; Chen, Q.Y.; Ma, H.; Wu, X.M.; Li, X.W.; Zhang, Z.F. Three principles for preparing Al wire with high strength and high electrical conductivity. J. Mater. Sci. Technol. 2019, 35, 742–751. [Google Scholar] [CrossRef]
- Mavlyutov, A.M.; Bondarenko, A.S.; Murashkin, M.Y.; Boltnynjuk, E.V.; Valiev, R.Z.; Orlova, T.S. Effect of annealing and electrical resistivity of nanostructured SPD aluminium. J. Alloys Compd. 2017, 698, 539–546. [Google Scholar] [CrossRef]
- Orlova, T.S.; Mavlyutov, A.M.; Bondarenko, A.S.; Kasatkin, I.A.; Murashkin, M.Y.; Valiev, R.Z. Influence of grain boundary state on electrical resistivity of ultrafine grained aluminium. Phil. Mag. 2016, 96, 2429–2444. [Google Scholar] [CrossRef]
- Matveev, Y.A.; Gavrilova, V.P.; Baranov, V.V. Light conducting materials for aircraft wires. Cables Wires 2006, 5, 22–23. (In Russian). Available online: https://www.elibrary.ru/item.asp?id=9299129 (accessed on 1 March 2023).
- Sidelnikov, S.B.; Voroshilov, D.S.; Motkov, M.M.; Timofeev, V.N.; Konstantinov, I.L.; Doyzhenko, N.N.; Lopatina, E.S.; Bespalov, V.M.; Sokolov, R.E.; Mansurov, Y.N.; et al. Investigation structure and properties of wire from the alloy of Al-REM system obtained with the application of casting in the electromagnetic mold, combined rolling-extrusion, and drawing. Int. J. Adv. Manuf. Technol. 2021, 114, 2633–2649. [Google Scholar] [CrossRef]
- Korotkova, N.O.; Belov, N.A.; Timofeef, V.N.; Motkov, M.M.; Cherkasov, S.O. Influence of heat treatment on the structure and properties of an Al-7%REM conductive aluminum alloy casted in an electromagnetic crystallizer. Phys. Met. Metallogr. 2020, 121, 173–179. [Google Scholar] [CrossRef]
- Murashkin, M.Y.; Sabirov, I.; Medvedev, A.E.; Enikeev, N.A.; Lefebvre, W.; Valiev, R.Z.; Sauvage, X. Mechanical and electrical properties of an ultrafine grained Al-8.5wt.%RE (RE = 5.4wt.%Ce, 3.1wt.%La) alloy processed by severe plastic deformation. Mater. Des. 2016, 90, 433–442. [Google Scholar] [CrossRef]
- Medvedev, A.E.; Murashkin, M.Y.; Enikeev, N.A.; Valiev, R.Z.; Hodgson, P.D.; Lapovok, R. Enhancement of mechanical and electrical properties of Al-Re alloys by optimizing rare-earth concentration and thermo-mechanical treatment. J. Alloys Compd. 2018, 745, 696–704. [Google Scholar] [CrossRef]
- Wang, W.; Pan, Q.; Lin, G.; Wang, X.; Sun, Y.; Wang, X.; Ye, J.; Sun, Y.; Yu, Y.; Jiang, F.; et al. Microstructure and properties of novel Al-Ce-Sc, Al-Ce-Y, Al-Ce-Zr and Al-Ce-Sc-Y alloy conductors processed by die casting, hot extrusion and cold drawing. J. Mater. Sci. Technol. 2020, 58, 155–170. [Google Scholar] [CrossRef]
- Medvedev, A.E.; Murashkin, M.Y.; Enikeev, N.A.; Bikhmukhametov, I.; Valiev, R.Z.; Hodgson, P.D.; Lapovok, R. Effect of eutectic Al-(Ce,La) phase morphology on microstructure, mechanical properties, electrical conductivity and heat resistance of Al-4.5(Ce,La) alloy after SPD and subsequent annealing. J. Alloys Compd. 2019, 796, 321–330. [Google Scholar] [CrossRef]
- Zhang, Y.; Wei, F.; Mao, J.; Niu, G. The difference of La and Ce as additives of electrical conductivity aluminum alloys. Mater. Charact. 2019, 158, 109963. [Google Scholar] [CrossRef]
- Khangholi, S.N.; Javiani, M.; Maltais, A.; Chen, X.G. Review on recent progress in Al-Mg-Si 6xxx conductor alloys. J. Mater. Res. 2022, 37, 670–691. [Google Scholar] [CrossRef]
- Zhao, N.; Ban, C.; Wang, H.; Cui, J. Optimized combination of strength and electrical conductivity of Al-Mg-Si alloy processed by ECAP with two-step temperature. Materials 2020, 13, 1511. [Google Scholar] [CrossRef] [PubMed]
- Han, Y.; Shao, D.; Chen, B.A.; Peng, Z.; Zhu, Z.X.; Zhang, Q.; Chen, X.; Liu, G.; Li, X.M. Effect of Mg/Si ratio on the microstructure and hardness-conductivity relationship of ultrafine-grained Al-Mg-Si alloys. J. Mater. Sci. 2017, 52, 4445–4459. [Google Scholar] [CrossRef]
- Murashkin, M.; Medvedev, A.; Kazykhanov, V.; Krokhin, A.; Raab, G.; Enikeev, N.; Valev, R.Z. Enhanced mechanical properties and electrical conductivity in ultrafine-grained Al 6101 alloy processed via ECAP-Conform. Metals 2015, 5, 2148–2164. [Google Scholar] [CrossRef]
- Khangholi, S.N.; Javiani, M.; Maltais, A.; Chen, X.G. Optimization of mechanical properties and electrical conductivity in Al-Mg-Si 6201 alloys with different Mg/Si ratios. J. Mater. Res. 2020, 35, 2765–2776. [Google Scholar] [CrossRef]
- Yuan, W.; Liang, Z. Effect of Zr addition on properties of Al-Mg-Si aluminum alloy used for all aluminum alloy conductor. Mater. Des. 2011, 32, 4195–4200. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Chayoumabadi, M.E.; Mochugovskiy, A.G. Superplasticity and mechanical properties of Al-Mg-Si alloy doped with eutectic-forming Ni and Fe, and dispesoid-forming Sc and Zr elements. Mater. Sci. Eng. A 2021, 817, 141319. [Google Scholar] [CrossRef]
- Alshwawreh, N.; Alhamarneh, B.; Altwarah, Q.; Quandour, S.; Barghout, S.; Ayasrah, O. Electrical resistivity and tensile strength relationship in heat-treated all aluminum alloy wire conductors. Materials 2021, 14, 5738. [Google Scholar] [CrossRef]
- Zhao, Q.; Quan, Z.; Cui, X.; Wu, Y.; Liu, X. Optimizing microstructures of dilute Al-Fe-Si alloys designed with enhanced electrical conductivity and tensile strength. J. Alloys Compd. 2015, 650, 768–776. [Google Scholar] [CrossRef]
- Hou, J.P.; Li, R.; Wang, Q.; Yu, H.Y.; Zhang, Z.J.; Chen, Q.Y.; Ma, H.; Li, X.W.; Zhang, Z.H. Origin of abnormal strength-electrical conductivity relation for an Al-Fe alloy wire. Materialia 2019, 7, 100403. [Google Scholar] [CrossRef]
- Medvedev, A.E.; Murashkin, M.Y.; Enikeev, N.A.; Valev, R.Z.; Hodgson, P.D.; Lapovok, R. Optimizing of strength-electrical conductivity properties in Al-2Fe alloy by severe plastic deformation and heat treatment. Adv. Eng. Mater. 2018, 20, 1700867. [Google Scholar] [CrossRef]
- Booth-Morrison, C.; Dunand, D.C.; Seidman, D.N. Coarsening resistance at 400 °C pf precipitation-strengthened Al-Zr-Sc-Er alloys. Acta Mater. 2011, 59, 7029–7042. [Google Scholar] [CrossRef]
- Gorlov, L.E.; Loginova, I.S.; Glavatskikh, M.V.; Barkov, R.Y.; Pozdniakov, A.V. Novel precipitation strengthened Al-Y-Sc-Er alloy with high mechanical properties, ductility and electrical conductivity produced by different thermomechanical treatments. J. Alloys Compd. 2022, 918, 165748. [Google Scholar] [CrossRef]
- Pozdniakov, A.V.; Barkov, R.Y. Effects of impurities on the phase composition and properties of a new alloy of the Al-Y-Er-Zr-Sc system. Metallurgist 2019, 63, 79–86. [Google Scholar] [CrossRef]
- Pozdnyakov, A.V.; Osipenkova, A.A.; Popov, D.A.; Makhov, S.V.; Napalkov, V.I. Effect of low additions of Y, Sm, Gd, Hf and Er on the structure and hardness of alloy Al-0.2%Zr-0.1%Sc. Met. Sci. Heat Treat. 2017, 58, 537–542. [Google Scholar] [CrossRef]
- Barkov, R.Y.; Mikhaylovskaya, A.V.; Yakovtseva, O.A.; Loginova, I.S.; Prosviryakov, A.S.; Pozdniakov, A.V. Effects of thermomechanical treatment on the microstructure, precipitation strengthening, internal friction, and thermal stability of Al-Er-Yb-Sc alloys with good electrical conductivity. J. Alloys Compd. 2021, 855, 157367. [Google Scholar] [CrossRef]
- Pozdniakov, A.V.; Aitmagambetov, A.R.; Makhov, S.V.; Napalkov, V.I. Effect of impurities of Fe and Si on the structure and strengthening upon annealing of the Al-0.2%Zr-0.1%Sc alloys with and without Y additive. Phys. Metals Metallogr. 2017, 118, 479–484. [Google Scholar] [CrossRef]
- Nokhrin, A.; Shadrina, I.; Chuvil’deev, V.; Kopylov, V. Study of structure and mechanical properties of fine-grained aluminum alloys Al-0.6wt.%Mg-Zr-Sc with ratio Zr:Sc = 1.5 obtained by cold drawing. Materials 2019, 12, 316. [Google Scholar] [CrossRef] [PubMed]
- Nokhrin, A.V.; Shadrina, I.S.; Chuvil’deev, V.N.; Kopylov, V.I.; Berendeev, N.N.; Murashov, A.A.; Bobrov, A.A.; Tabachkova, N.; Smirnova, E.S.; Faddeev, M.A. Investigation of thermal stability of microstructure and mechanical properties of bimetallic fine–grained wires from Al–0.25%Zr–(Sc,Hf) alloys. Materials 2022, 15, 185. [Google Scholar] [CrossRef]
- Chuvil’deev, V.N.; Shadrina, Y.S.; Nokhrin, A.V.; Kopylov, V.I.; Bobrov, A.A.; Gryaznov, M.Y.; Shotin, S.V.; Tabachkova, N.Y.; Chegurov, M.K.; Melekhin, N.V. An investigation of thermal stability of structure and mechanical properties of Al-0.5Mg-Sc ultrafine-grained aluminum alloys. J. Alloys Compd. 2020, 831, 154805. [Google Scholar] [CrossRef]
- Zakharov, V.V. Prospects of creation of aluminum alloys sparingly alloyed with scandium. Met. Sci. Heat Treat. 2018, 60, 172–176. [Google Scholar] [CrossRef]
- Zakharov, V.V. Stability of the solid solution of scandium in aluminum. Met. Sci. Heat Treat. 1997, 39, 61–66. [Google Scholar] [CrossRef]
- Zakharov, V.V. Cobmined alloying of aluminum alloys with scandium and zirconium. Met. Sci. Heat Treat. 2014, 56, 281–286. [Google Scholar] [CrossRef]
- Latynina, T.A.; Mavlyutov, A.M.; Valiev, R.Z.; Murashkin, M.Y.; Orlova, T.S. The effect of hardening by annealing in ultrafine-grained Al-0.4Zr alloy: Influence of Zr microadditives. Philos. Mag. 2019, 99, 2424–2443. [Google Scholar] [CrossRef]
- Belov, N.; Korotkova, N.; Akopyan, T.; Murashkin, M.; Timofeev, V. Structure and properties of Al-0.6wt.%Zr wire alloy manufactured by direct drawing of electromagnetically cast wire rod. Metals 2020, 10, 769. [Google Scholar] [CrossRef]
- Mohammadi, A.; Enikeev, N.A.; Murashkin, M.Y.; Arita, M.; Edalati, K. Developing age-hardenable Al-Zr alloy by ultra-severe plastic deformation: Significance of supersaturation, segregation and precipitation on hardening and electrical conductivity. Acta Mater. 2021, 203, 116503. [Google Scholar] [CrossRef]
- Orlova, T.S.; Latynina, T.A.; Mavlyutov, A.M.; Murashkin, M.Y.; Valev, R.Z. Effect of annealing on microstructure, strength and electrical conductivity of the pre-aged and HPT-processed Al-0.4Zr alloy. J. Alloys Compd. 2019, 784, 41–48. [Google Scholar] [CrossRef]
- Belov, N.A.; Alabin, A.N.; Yakovlev, A.A. Influence of the annealing temperature on the phase composition of Al-0.55 wt%Zr cast alloy. Russ. J. Non-Ferr. Met. 2013, 54, 224–228. [Google Scholar] [CrossRef]
- Belov, N.A.; Korotkova, N.O.; Akopyan, T.K.; Timofeev, V.N. Structure and properties of Al-0.6%Zr-0.4%Fe-0.4%Si (wt.%) wire alloy manufactured by electromagnetic casting. JOM 2020, 72, 1561–1570. [Google Scholar] [CrossRef]
- Orlova, T.S.; Mavlyutov, A.M.; Latynina, T.A.; Ubyivovk, E.V.; Murashkin, M.M.; Schneider, R.; Gerthsen, D.; Valiev, R.Z. Influence of severe plastic deformation on microstructure, strength and electrical conductivity of aged Al-0.4Zr (wt.%) alloy. Rev. Adv. Mater. Sci. 2018, 55, 92–101. [Google Scholar] [CrossRef]
- Voroshilov, D.S.; Motkov, M.M.; Sidelnikov, S.B.; Sokolov, R.E.; Durnopyanov, A.V.; Konstantionov, I.L.; Bespalov, V.M.; Bermeshev, T.V.; Gudkov, I.S.; Voroshilova, M.V.; et al. Obtaining Al-Zr-Hf wire using electromagnetic casting, combined rolling-extrusion, and drawing. Int. J. Ligh. Mater. Manufact. 2022, 5, 352–368. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, H.; Yi, D.; Wang, B.; Wang, H. Comparative study of Sc and Er addition on microstructure, mechanical properties, and electrical conductivity of Al-0.2Zr-based alloy cables. Mater. Charact. 2018, 145, 126–134. [Google Scholar] [CrossRef]
- Wen, S.P.; Gao, K.Y.; Li, Y.; Huang, H.; Nie, Z.R. Synergetic effect of Er and Zr on the precipitation hardening of Al-Er-Zr alloy. Scr. Mater. 2011, 65, 592–595. [Google Scholar] [CrossRef]
- Li, H.; Gao, Z.; Yin, H.; Jiang, H.; Su, X.; Bin, J. Effects of Er and Zr additions on precipitation and recrystallization of pure aluminum. Scr. Mater. 2013, 68, 59–62. [Google Scholar] [CrossRef]
- Wen, S.P.; Gao, K.Y.; Huang, H.; Wang, W.; Nie, Z.R. Precipitation evolution in Al-Er-Zr alloys during aging at elevated temperature. J. Alloys Compd. 2013, 574, 92–97. [Google Scholar] [CrossRef]
- Gao, H.; Feng, W.; Gu, J.; Wang, J.; Sun, B. Aging and recrystallization behavior of precipitation strengthened Al-0.25Zr-0.03Y alloy. J. Alloys Compd. 2017, 696, 1039–1045. [Google Scholar] [CrossRef]
- Gao, H.; Feng, W.; Wang, Y.; Gu, J.; Zhang, Y.; Wang, J.; Sun, B. Structural and compositional evolution of Al3(Zr,Y) precipitates in Al-Zr-Y alloy. Mater. Charact. 2016, 121, 195–198. [Google Scholar] [CrossRef]
- Zhang, Y.; Gu, J.; Tian, Y.; Gao, H.; Wang, J.; Sun, B. Microstructural evolution and mechanical properties of Al-Zr and Al-Zr-Y alloys. Mater. Sci. Eng. A 2014, 616, 132–140. [Google Scholar] [CrossRef]
- Zhang, Y.; Gao, H.; Kuai, Y.; Han, Y.; Wang, J.; Sun, B.; Gu, S.; You, W. Effects of Y additions on the precipitation and recrystallization of Al-Zr alloys. Mater Charat. 2013, 86, 1–8. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhou, W.; Gao, H.; Han, Y.; Wang, K.; Wang, J.; Sun, B.; Gu, S.; You, W. Precipitation evolution of Al-Zr-Yb alloys during isochronal aging. Scr. Mater. 2013, 69, 477–480. [Google Scholar] [CrossRef]
- Peng, G.; Chen, K.; Fang, H.; Chen, S. A study of nanoscale Al3(Zr,Yb) dispersoids structure and thermal stability in Al-Zr-Yb alloys. Mater. Sci. Eng. A 2012, 535, 311–315. [Google Scholar] [CrossRef]
- Wen, S.P.; Gao, K.Y.; Huang, H.; Wang, W.; Nie, Z.R. Role of Yb and Si on the precipitation hardening and recrystallization of dilute Al-Zr alloy. J. Alloys Compd. 2014, 599, 65–70. [Google Scholar] [CrossRef]
- Nes, E.; Billdal, H. The mechanism of discontinuous precipitation of the metastable Al3Zr phase from an Al-Zr solid solution. Acta Metall. 1977, 25, 1039–1046. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Mochugovskiy, A.G.; Levchenko, V.S.; Tabachkova, N.Y.; Mufalo, W.; Portnoy, V.K. Precipitation behavior of L12 Al3Zr phase in Al-Mg-Zr alloy. Mater. Charat. 2018, 139, 30–37. [Google Scholar] [CrossRef]
- Mochugovskiy, A.G.; Mikhaylovskaya, A.V. Comparison of precipitation kinetics and mechanical properties in Zr and Sc-bearing aluminum-based alloys. Mater. Lett. 2020, 275, 128096. [Google Scholar] [CrossRef]
- Schmid, F.; Gehringer, D.; Kremmer, T.; Cattini, L.; Uggowitzer, P.J.; Holec, D.; Pogatscher, S. Stabilization of Al3Zr allotropes in dilute aluminum alloys via the addition of ternary elements. Materialia 2022, 21, 101321. [Google Scholar] [CrossRef]
- Michi, R.A.; De Luca, A.; Seidman, D.N.; Dunand, D.C. Effects of Si and Fe micro-additions on the aging response of a dilute Al-0.08Zr-0.08Hf-0.045Er at.% alloy. Mater. Charact. 2019, 147, 72–83. [Google Scholar] [CrossRef]
- Gao, T.; Ceguerra, A.; Breen, A.; Liu, X.; Wu, Y.; Ringer, S. Precipitation behaviors of cubic and tetragonal Zr-rich phase in Al-(Si-)Zr alloys. J. Alloys Compd. 2016, 674, 125–130. [Google Scholar] [CrossRef]
- Belov, N.A.; Korotkova, N.O.; Alabin, A.N.; Mishurov, S.S. Influence of a silicon additive on resistivity and hardness of the Al-1%Fe-0.3%Zr alloy. Russ. J. Non-Ferr. Met. 2018, 59, 276–283. [Google Scholar] [CrossRef]
- Segal, V.M.; Beyerlein, I.J.; Tome, C.N.; Chuvil’deev, V.N.; Kopylov, V.I. Fundamentals and Engineering of Severe Plastic Deformation; Nova Science Publishers: New York, NY, USA, 2010; 542p. [Google Scholar]
- Mao, Q.; Chen, X.; Li, J.; Zhao, Y. Nano-gradient materials prepared by Rotary Swaging. Nanomaterials 2021, 11, 2223. [Google Scholar] [CrossRef] [PubMed]
- Kunčicka, L.; Macháčková, A.; Krátká, L.; Kocich, R. Analysis of deformation behaviour and residual stress in Rotary Swaged Cu/Al clad composite wires. Materials 2019, 12, 3462. [Google Scholar] [CrossRef] [PubMed]
- Mao, Q.; Liu, Y.; Zhao, Y. A review of mechanical properties and microstructure of ultrafine grained metals and alloys processed by rotary swaging. J. Alloys Compd. 2022, 896, 163122. [Google Scholar] [CrossRef]
- Chuvil’deev, V.N.; Nokhrin, A.V.; Smirnova, E.S.; Kopylov, V.I. Solid solution decomposition mechanisms in cast and microcrystalline Al-Sc alloys: III. Analysis of experimental data. Russ. Metall. 2012, 11, 985–993. [Google Scholar] [CrossRef]
- Christian, J.W. The Theory of Transformations in Metals and Alloys. Part I. Equilibrium and General Kinetic Theory; Pergamon Press: Oxford, UK, 2002; 1200p. [Google Scholar]
- Chuvil’deev, V.N.; Smirnova, E.S.; Kopylov, V.I. Solid solution decomposition mechanisms in cast and microcrystalline Al-Sc alloys: II. Model for the decomposition of a solid solution during the formation of coherent second-phase particles. Russ. Metall. 2012, 7, 612–624. [Google Scholar] [CrossRef]
- Shamtko, O.A.; Usov, Y.V. Structure and Properties of Metals and Alloys. Electrical and Magnetic Properties of Metals; Naukova Dumka: Kiev, Ukraine, 1987; 325p. (In Russian) [Google Scholar]
- Martin, J.W. Micromechanisms in Particle-Hardened Alloys; Cambridge Univ. Press: Cambridge, UK, 1980; 167p. [Google Scholar]
- Chuvil’deev, V.N.; Nokhrin, A.V.; Smirnova, E.S.; Kopylov, V.I. Solid solution decomposition mechanisms in as-cast and microcrystalline Al-Sc alloys: IV. Effect of the decomposition of a solid solution on the mechanical properties of the alloys. Russ. Metall. 2013, 9, 676–690. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy # | Contents of Alloying Elements in the Alloys, wt.% | ||||
|---|---|---|---|---|---|
| Zr | Er | Si | Hf | Nb | |
| 1 | 0.25 | 0.25 | 0.15 | 0.2 | - |
| 2 | 0.25 | 0.25 | 0.15 | - | - |
| 3 | 0.25 | - | 0.15 | - | - |
| 4 | 0.25 | - | - | 0.15 | - |
| 5 | 0.25 | - | - | 0.25 | - |
| 6 | 0.25 | - | - | - | 0.15 |
| Casting Regimes | Alloy # | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | |
| Copper mistress, mm3 | 22 × 22 × 160 | |||||
| Ceramic crucible volume, cm3 | 150 | |||||
| Purging via argon prior to melting, cycles | 3 | |||||
| Purging via argon during heating, cycles | 3 | |||||
| Melt mixing | Induction | |||||
| Cooling down, s | 250–50 under vibration | |||||
| Heating power, kW | 4.5 | |||||
| Time to the melting of the components | 8 min 25 s | 7 min 35 s | 7 min 55 s | 8 min 5 s | 8 min 20 s | 8 min 12 s |
| Melt temperature, °C | 800 | |||||
| Holding time prior to casting, min | 20 | |||||
| Casting temperature, °C | 780 | |||||
| Characteristics | Alloy No. | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | |
| After casting | ||||||
| Hv0.05, MPa | 300 ± 10 | 295 ± 30 | 285 ± 10 | 250 ± 5 | 255 ± 10 | 250 ± 25 |
| ρ, μΩ·cm | 3.34 ± 0.06 | 3.19 ± 0.03 | 3.20 ± 0.01 | 3.25 ± 0.08 | 3.33 ± 0.05 | 3.18 ± 0.05 |
| After severe plastic deformation (ECAP + rotary swaging) | ||||||
| Hv0.05, MPa | 500 ± 15 | 510 ± 20 | 465 ± 15 | 420 ± 15 | 430 ± 15 | 400 ± 10 |
| ρ, μΩ·cm | 3.37 ± 0.03 | 3.22 ± 0.03 | 3.20 ± 0.02 | 3.28 ± 0.05 | 3.37 ± 0.04 | 3.22 ± 0.04 |
| ρth, μΩ·cm | 3.47 | 3.45 | 3.23 | 3.15 | 3.16 | 3.43 |
| fv0, % | 0.28 | 0.26 | 0.29 | 0.32 | 0.33 | 0.26 |
| After SPD and annealing, 550 °C, 1 h | ||||||
| Hv0.05, MPa | 290 ± 5 | 275 ± 5 | 275 ± 5 | 245 ± 5 | 250 ± 5 | 230 ± 5 |
| ρ, μΩ·cm | 2.97 ± 0.05 | 2.91 ± 0.03 | 2.93 ± 0.01 | 2.97 ± 0.05 | 2.94 ± 0.04 | 3.02 ± 0.03 |
| d, μm | 14.4 ± 0.7 | 18.3 ±0.8 | 14.4 ± 0.4 | 24.2 ± 0.8 | 15.6 ± 0.7 | 31.3 ± 1.2 |
| Alloy # | Experimental Data | Analysis of Results | ||||
|---|---|---|---|---|---|---|
| HV0.05, MPa | ρ, μΩ·cm | d, μm | fR, % | n | m | |
| 1 | 480 ± 15 | 2.88 ± 0.04 | 2.0 ± 0.5 | ≤5 | 0.21 | 5.2 |
| 2 | 435 ± 10 | 2.79 ± 0.02 | 1.9 ± 0.4 | ≤5 | 0.25 | 4.8 |
| 3 | 415 ± 15 | 2.79 ± 0.04 | 2.2 ± 0.5 | ≤5 | 0.24 | 4.2 |
| 4 | 405 ± 10 | 2.90 ± 0.02 | 2.6 ± 0.6 | 11 | 0.23 | 2.1 |
| 5 | 445 ± 20 | 2.92 ± 0.06 | 2.3 ± 0.5 | 7 | 0.23 | 2.0 |
| 6 | 340 ± 10 | 3.00 ± 0.02 | 2.5 ± 0.6 | 12 | 0.20 | 6.9 |
| Dominating Diffusion Mechanism 1 | Driving Force of Decomposition of Solid Solution | |||
|---|---|---|---|---|
| Supersaturation of Solid Solution ΔC | Growth of Coherent Particles ~1/r | |||
| n | m | n | m | |
| Volume diffusion (Q1 = Qv) | 1.5 (3/2) | 2 | 1 | 3 |
| Grain boundary diffusion (Q1 = Qb) | 1 | 3 | 0.75 (3/4) | 4 |
| Diffusion in the dislocation cores | ||||
| (a) Case of absence in recovery process (ρv = const) and in grain growth (d = const) Q1 = Qd | 1 | 3 | 0.75 (3/4) | 4 |
| (b) Case of recovery processes (ρv ≠ const), no grain growth (d = const) Q1 = Qd | 0.33 (1/3) | 9 | 0.25 (1/4) | 12 |
| (c) Case of simultaneous recovery (ρv ≠ const) and grain growth () | ||||
| p = 2; Q1 = (Qd + Qb)/2 | 0.67 (2/3) | 4.5 (9/2) | 0.5 (1/2) | 6 |
| p = 3; Q1 = (3Qd + 2Qb)/5 | 0.56 (5/9) | 5.4 (27/5) | 0.42 (5/12) | 7.2 (36/5) |
| p = 4; Q1 = (2Qd + Qb)/3 | 0.5 (1/2) | 6 | 0.38 (3/8) | 8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nokhrin, A.V.; Nagicheva, G.S.; Chuvil’deev, V.N.; Kopylov, V.I.; Bobrov, A.A.; Tabachkova, N.Y. Effect of Er, Si, Hf and Nb Additives on the Thermal Stability of Microstructure, Electrical Resistivity and Microhardness of Fine-Grained Aluminum Alloys of Al-0.25%Zr. Materials 2023, 16, 2114. https://doi.org/10.3390/ma16052114
Nokhrin AV, Nagicheva GS, Chuvil’deev VN, Kopylov VI, Bobrov AA, Tabachkova NY. Effect of Er, Si, Hf and Nb Additives on the Thermal Stability of Microstructure, Electrical Resistivity and Microhardness of Fine-Grained Aluminum Alloys of Al-0.25%Zr. Materials. 2023; 16(5):2114. https://doi.org/10.3390/ma16052114
Chicago/Turabian StyleNokhrin, Aleksey V., Galina S. Nagicheva, Vladimir N. Chuvil’deev, Vladimir I. Kopylov, Aleksandr A. Bobrov, and Nataliya Yu. Tabachkova. 2023. "Effect of Er, Si, Hf and Nb Additives on the Thermal Stability of Microstructure, Electrical Resistivity and Microhardness of Fine-Grained Aluminum Alloys of Al-0.25%Zr" Materials 16, no. 5: 2114. https://doi.org/10.3390/ma16052114
APA StyleNokhrin, A. V., Nagicheva, G. S., Chuvil’deev, V. N., Kopylov, V. I., Bobrov, A. A., & Tabachkova, N. Y. (2023). Effect of Er, Si, Hf and Nb Additives on the Thermal Stability of Microstructure, Electrical Resistivity and Microhardness of Fine-Grained Aluminum Alloys of Al-0.25%Zr. Materials, 16(5), 2114. https://doi.org/10.3390/ma16052114