


Numerical and Experimental Analysis of Lap Joints Made of Grade 2 Titanium and Grade 5 Titanium Alloy by Resistance Spot Welding


Abstract
1. Introduction
2. Materials and Methods
3. Results
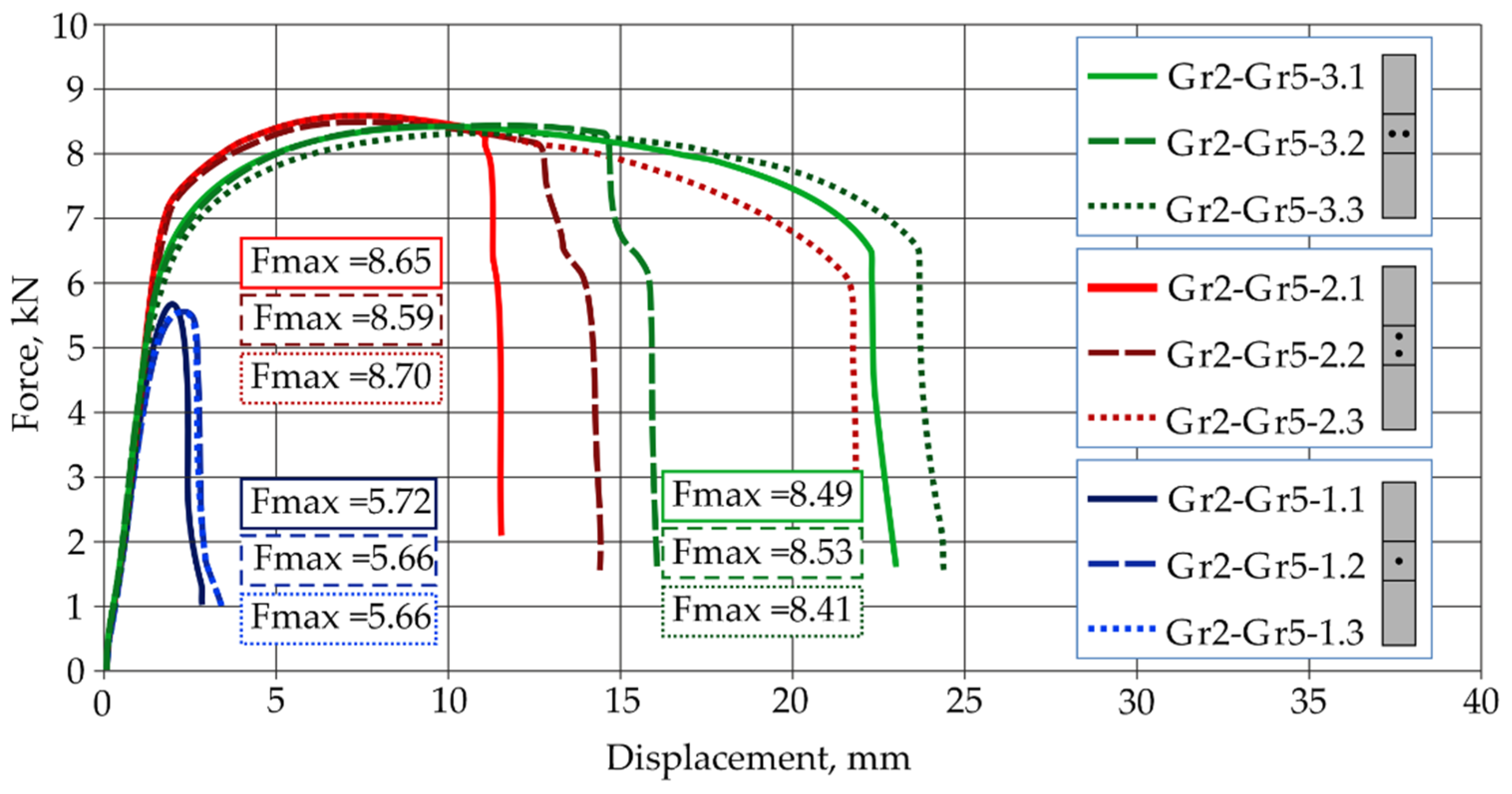
3.1. Results from the Tensile Shear Test of Titanium Joints
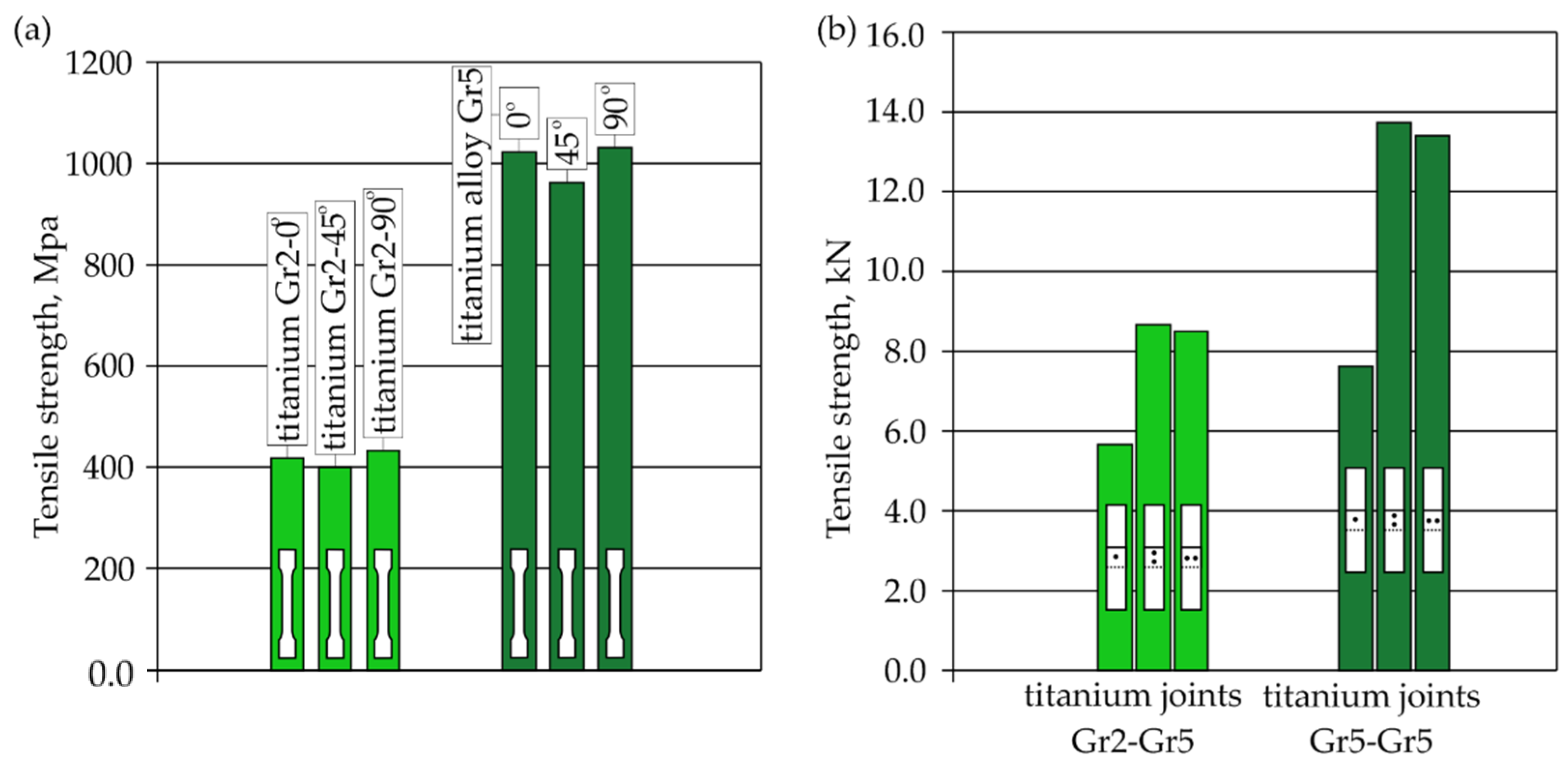
3.2. Static Tensile Test Results
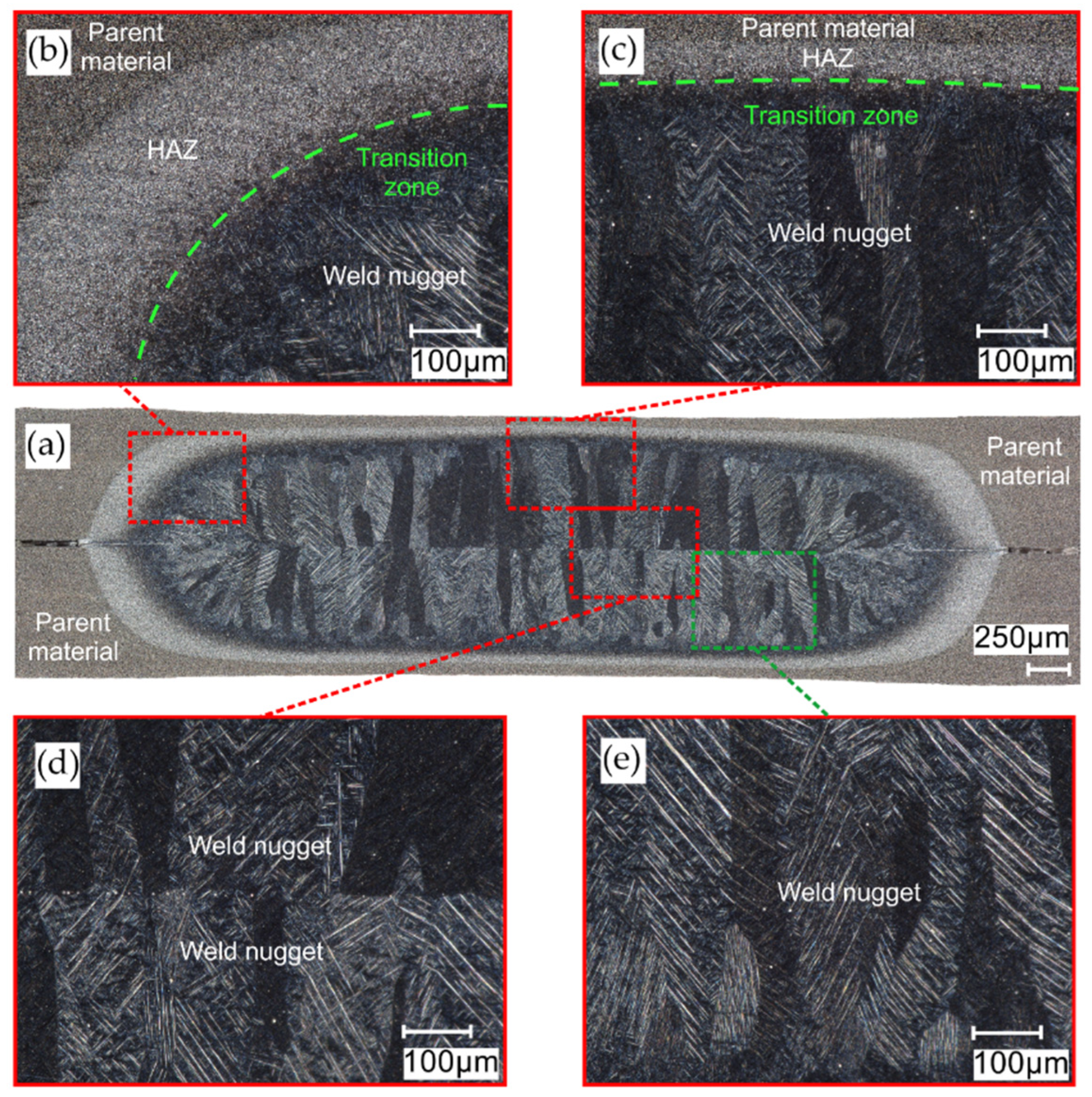
3.3. Microstructure of RSW Welds
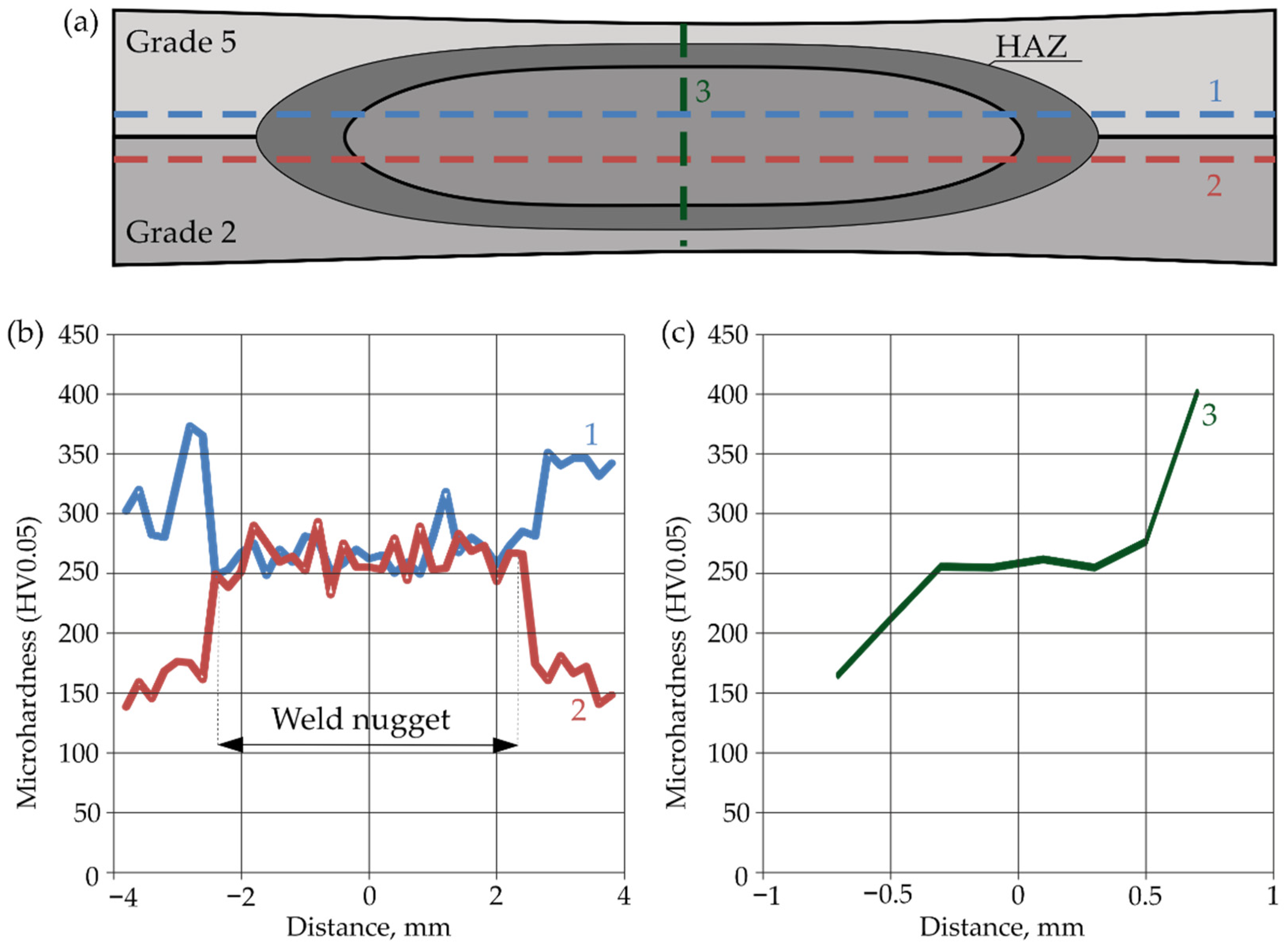
3.4. Microhardness
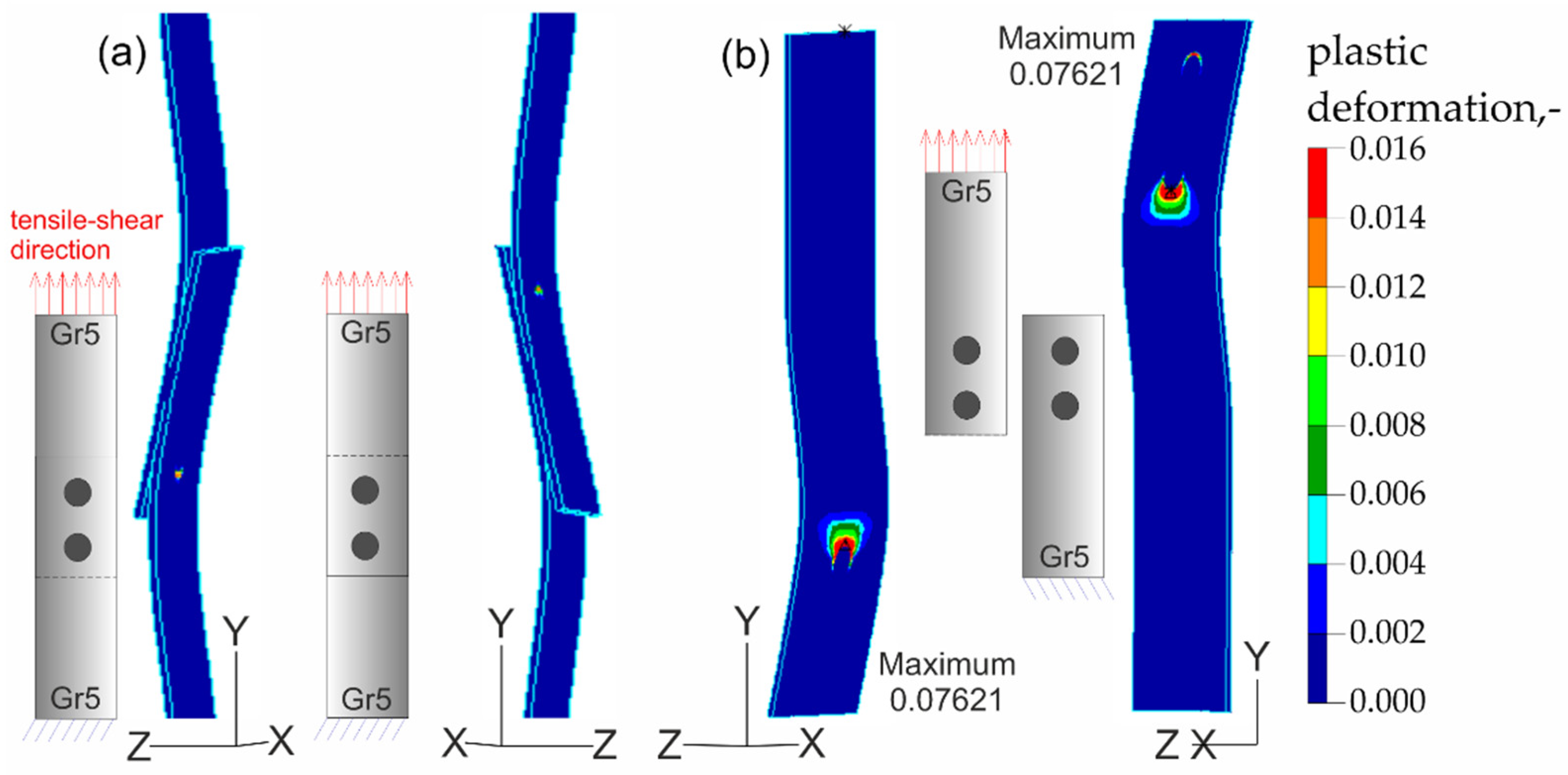
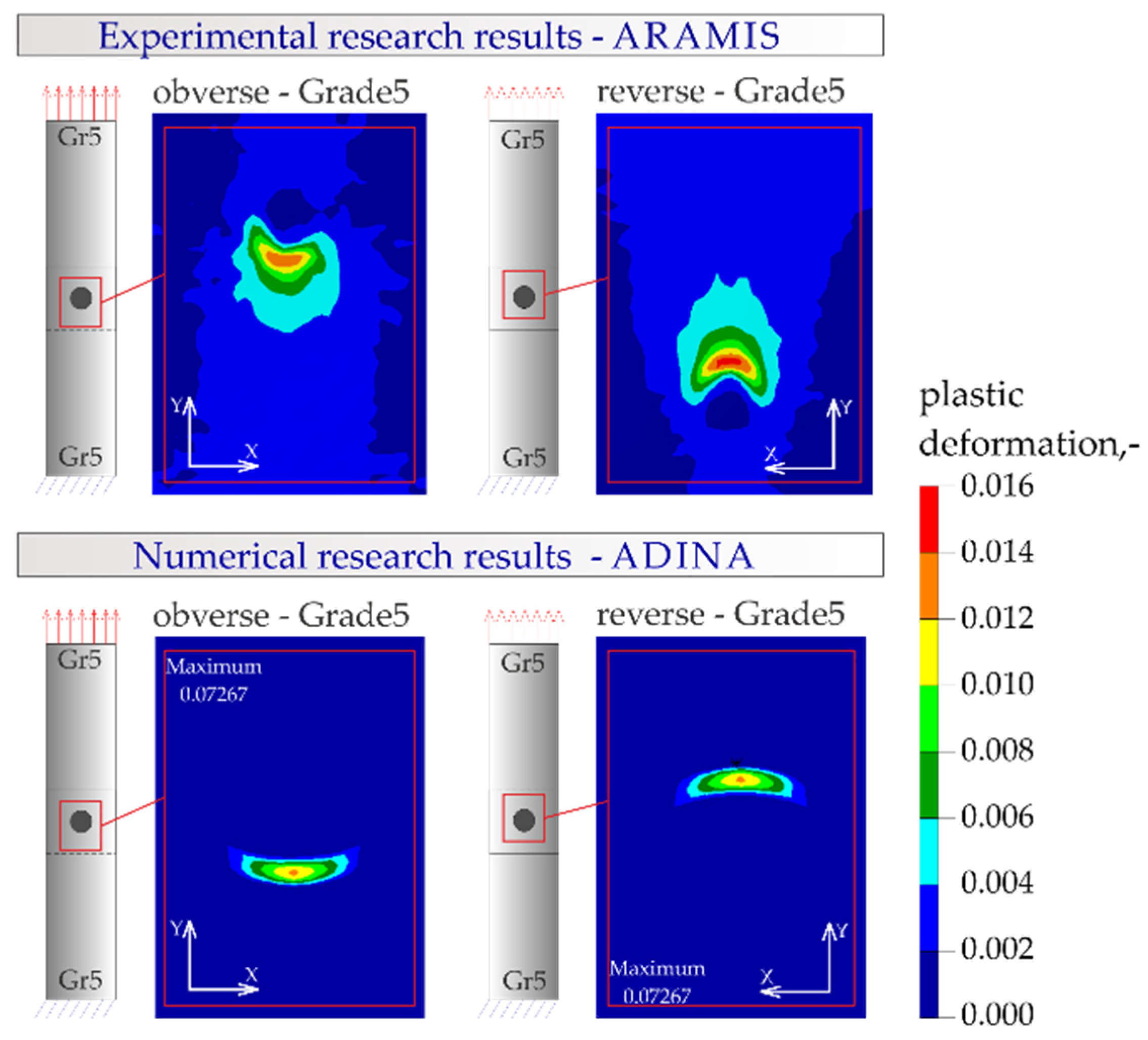
3.5. Numerical Analysis Results
4. Discussion
- -
- Gr2–Gr5.2 joints with two welds arranged parallel to the direction of tensile shear achieved approximately 152% of the average load capacity of Gr2–Gr5.1 joints with a single weld, whereas Gr2–Gr5.3 joints with two welds perpendicular to the direction of tensile shear achieved 149% of the average load capacity of these joints;
- -
- Gr5–Gr5.2 joints with two welds arranged parallel to the direction of tensile shear achieved approximately 180% of the average load capacity of Gr5–Gr5.1 joints with a single weld, whereas Gr2–Gr5.3 joints with two welds perpendicular to the direction of tensile shear achieved 176% of the average load capacity of these joints.
5. Conclusions
- -
- Among the analyzed joints, which were made of 0.8 mm thick sheets, Grade5–Grade5 joints achieved a higher tensile shear strength than the Grade5–Grade2 joints. This was due to the higher tensile strength of the Grade 5 titanium alloy than Grade 2 titanium;
- -
- Tests of joints made using RSW (resistance spot welding) showed that the load capacity of the joints was affected by the number of welds and their arrangement in the joint. Gr2–Gr5 joints with two welds, depending on their arrangement, achieved approximately 149 to 152% of the load capacity of joints with a single weld. The load capacity of Gr5–Gr5 joints with two welds ranged from approximately 176 to 180% of the load capacity of joints with a single weld;
- -
- Crack initiation in lap joints occurred in the place of occurrence of maximum plastic deformations. This was determined numerically and confirmed experimentally;
- -
- Observations of the microstructure of RSW joints made of the analyzed materials showed no defects and cracks;
- -
- The microhardness test of the Gr2–Gr5 joint showed that the average hardness of the weld nugget decreased by approximately 10–23% compared to the Grade 5 titanium alloy base material and increased by approximately 59–92% compared to the Grade 2 titanium base material. The observed decrease and increase in the hardness of the weld nugget in relation to its parent materials was caused by the difference in the hardness between the Grade 2 titanium and Grade 5 titanium alloy. The Grade 5 titanium alloy had more than twice the hardness of Grade 2 titanium.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wan, X. Modelling the effect of welding current on resistance spot welding of DP600 steel. J. Mater. Process. Technol. 2014, 214, 2723–2729. [Google Scholar] [CrossRef]
- Aslanlar, S. The effect of nucleus size on mechanical properties in electrical resistance spot welding of sheets used in automotive industry. Mater. Des. 2006, 27, 125–131. [Google Scholar] [CrossRef]
- Huh, H.; Kang, W. Electrothermal analysis of electric resistance spot welding processes by a 3-D finite element method. J. Mater. Process. Technol. 1997, 63, 672–677. [Google Scholar] [CrossRef]
- Adamus, J.; Adamus, K. The analysis of reasons for defects formation in aluminum joints created using RFSSW technology. Manuf. Lett. 2019, 21, 35–40. [Google Scholar] [CrossRef]
- Vural, M.; Akkuş, A. On the resistance spot weldability of galvanized interstitial free steel sheets with austenitic stainless steel sheets. J. Mater. Process. Technol. 2004, 153–154, 1–6. [Google Scholar] [CrossRef]
- Özyürek, D. An effect of weld current and weld atmosphere on the resistance spot weldability of 304L austenitic stainless steel. Mater. Des. 2008, 29, 597–603. [Google Scholar] [CrossRef]
- Kaya, Y.; Kahraman, N. The effects of electrode force, welding current and welding time on the resistance spot weldability of pure titanium. Int. J. Adv. Manuf. Technol. 2012, 60, 127–134. [Google Scholar] [CrossRef]
- Niemiro-Maźniak, J. The effect of the resistance spot welding current on weld quality and joint strength. Zesz. Nauk. Politech. Częstochowskiej. Bud. 2021, 176, 114–119. [Google Scholar] [CrossRef]
- Kianersi, D.; Mostafaei, A.; Amadeh, A.A. Resistance spot welding joints of AISI 316L austenitic stainless steel sheets: Phase transformations, mechanical properties and microstructure characterizations. Mater. Des. 2014, 61, 251–263. [Google Scholar] [CrossRef]
- Shaymaa, A.K.A.-J.; Raed, A.A.-M. A Review on Resistance Spot Welding of Steel Material. Int. J. Sci. Res. Eng. Dev. 2019, 2, 403–415. [Google Scholar]
- Vural, M.; Akkuş, A.; Eryürek, B. Effect of welding nugget diameter on the fatigue strength of the resistance spot welded joints of different steel sheets. J. Mater. Process. Technol. 2006, 176, 127–132. [Google Scholar] [CrossRef]
- Lv, D.; Xu, X.; Wang, X.; Ran, M.; Lu, Y.; Cao, Z. Effect of Tempering Process on Microstructure and Properties of Resistance Spot-Welded Joints of δ-TRIP Steel. Metals 2022, 12, 2128. [Google Scholar] [CrossRef]
- Han, L.; Thornton, M.; Shergold, M. A comparison of the mechanical behaviour of self-piercing riveted and resistance spot welded aluminium sheets for the automotive industry. Mater. Des. 2010, 31, 1457–1467. [Google Scholar] [CrossRef]
- Sakchai, C.; Pramote, P.; Jesada, K.; Waraporn, R.; Kittipong, K. Effect of Resistance Spot Welding Parameters on AA1100 Aluminum Alloy and SGACD Zinc coated Lap Joint Properties. Int. J. Adv. Cult. Technol. 2015, 3, 153–160. [Google Scholar]
- Lacki, P.; Derlatka, A. Strength evaluation of beam made of the aluminum 6061-T6 and titanium grade 5 alloys sheets joined by RFSSW and RSW. Compos. Struct. 2017, 159, 491–497. [Google Scholar] [CrossRef]
- Adamus, J. Theoretical and experimental analysis of the sheet-titanium forming process. Arch. Metall. Mater. 2009, 54, 705–709. [Google Scholar]
- Boyer, R.; Welsch, E.; Collings, E.W. Materials Properties Handbook: Titanium Alloys; ASM International: Russell Township, OH, USA, 1994. [Google Scholar]
- Więckowski, W.; Motyka, M.; Adamus, J.; Lacki, P.; Dyner, M. Numerical and Experimental Analysis of Titanium Sheet Forming for Medical Instrument Parts. Materials 2022, 15, 1735. [Google Scholar] [CrossRef]
- Adamus, J.; Motyka, M. Analysis of Tensile Test of Titanium EBW Sheet. Key Eng. Mater. 2015, 639, 339–346. [Google Scholar] [CrossRef]
- Saresh, N.; Gopalakrishna Pillai, M.; Mathew, J. Investigations into the effects of electron beam welding on thick Ti–6Al–4V titanium alloy. J. Mater. Process. Technol. 2007, 192–193, 83–88. [Google Scholar] [CrossRef]
- Adamus, J.; Lacki, P.; Motyka, M. EBW titanium sheets as material for drawn parts. Arch. Civ. Mech. Eng. 2015, 15, 42–47. [Google Scholar] [CrossRef]
- Sun, Z.; Annergren, I.; Pan, D.; Mai, T.A. Effect of laser surface remelting on the corrosion behavior of commercially pure titanium sheet. Mater. Sci. Eng. A 2003, 345, 293–300. [Google Scholar] [CrossRef]
- Lathabai, S.; Jarvis, B.L.; Barton, K.J. Comparison of keyhole and conventional gas tungsten arc welds in commercially pure titanium. Mater. Sci. Eng. A 2001, 299, 81–93. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, J.; Chen, F.; Yang, Z.; He, J. Characteristics of Resistance Spot Welded Ti6Al4V Titanium Alloy Sheets. Metals 2017, 7, 424. [Google Scholar] [CrossRef]
- Różycka, J.; Dyner, M.; Derlatka, A. Ocena wytrzymałości połączeń zgrzewanych oporowo z blach tytanowych GR 3 i GR4. Rudy I Met. Nieżelazne. Recykling 2015, 60, 603–609. [Google Scholar] [CrossRef]
- Derlatka, A.; Dyner, M.; Lacki, P. Evaluation of Load-Bearing Capacity of Resistance Spot Welding (RSW) Joints Made of Titanium Gr5 Sheets. Key Eng. Mater. 2016, 687, 212–219. [Google Scholar] [CrossRef]
- Lacki, P.; Niemiro, J. Strength evaluation of the beam made of the titanium sheets Grade 2 and Grade 5 welded by Resistance Spot Welding. Compos. Struct. 2017, 159, 538–547. [Google Scholar] [CrossRef]
- B10 Committee. Specification for Titanium and Titanium Alloy Strip, Sheet, and Plate; ASTM International: West Conshohocken, PA, USA, 2021. [Google Scholar]
- Logesh, M.; Selvabharathi, R.; Thangeeswari, T.; Palani, S. Influence of severe double shot peening on microstructure properties of Ti 6Al-4V and Titanium Grade 2 dissimilar joints using laser beam welding. Opt. Laser Technol. 2020, 123, 105883. [Google Scholar] [CrossRef]
- ASTM F1108-21; Standard Specification for Titanium-6Aluminum-4Vanadium Alloy Castings for Surgical Implants (UNS R56406). ASTM International: West Conshohocken, PA, USA, 2021.
- PN-EN ISO 6892-1:2020-05; Metals—Tensile Test—Part 1: Room Temperature Test Method. Polish Committee for Standardization: Warsaw, Poland, 2020.



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Paper | Titanium Material Grades | Thickness of Joined Sheets [mm] | Welding Current (kA) | Welding Time (Cycle) | Electrode Force (kN) |
|---|---|---|---|---|---|
| [7] | Grade2–Grade2 | 1.5–1.5 | 3–7 | 10–20 | 3–6 |
| [24] | Grade 5–Grade 5 | 1.0–1.0 | 7–11 | 4–20 | 2–5 |
| [25] | Grade 3–Grade 4 | 0.4–0.4 | 3 | 4 | 4 |
| [26] | Grade 5–Grade 5 | 0.8–0.8 | 4 | 5 | 4 |
| [27] | Grade 2–Grade 5 | 0.8–0.8 | 3.35–4.34 | 9.5 | 6.2 |
| [27] | Grade 2–Grade 5 | 0.8–0.8 | 3.19–3.91 | 9.5 | 6.2 |
| ASTM [28]: | Titanium Grade 2 | Titanium Grade 5 |
|---|---|---|
| UNS: | R50400 | R56400 |
| Chemical designations | Ti | Ti-6Al-4V |
| WNR: | 3.7035 | 3.7165 |
| Material | Component | Al | V | Fe | C | N | H | O | inne | Ti |
|---|---|---|---|---|---|---|---|---|---|---|
| Grade 2 | wt % [29] | - | - | 0.3 | 0.10 | 0.03 | 0.015 | 0.25 | ≤0.1 | rest |
| Grade 5 | wt % [30] | 4.5–5.5 | 3.5–4.5 | ≤0.3 | ≤0.1 | ≤0.05 | ≤0.015 | ≤0.2 | ≤0.1 | rest |
| Sample Number | Joint Type | Welding Parameters | ||
|---|---|---|---|---|
| Weld Current (kA) | Welding Time (Cycle) | Electrode Force (kN) | ||
| Gr2–Gr5-1.1-5 |  | 3.75–3.9 | 9.5 | 6.2 |
| Gr2–Gr5-2.1-5 |  | 3.35–4.34 | 9.5 | 6.2 |
| Gr2–Gr5-3.1-5 |  | 3.87–4.33 | 9.5 | 6.2 |
| Gr5–Gr5-1.1-5 |  | 3.19–3.91 | 9.5 | 6.2 |
| Gr5–Gr5-2.1-5 |  | 3.39–3.53 | 9.5 | 6.2 |
| Gr5–Gr5-3.1-5 |  | 3.48–3.87 | 9.5 | 6.2 |
| Joints with Single Weld | Joints with Two Welds—Parallel to the Direction of Tensile Shear | Joints with Two Welds—Perpendicular to the Direction of Tensile Shear | |
|---|---|---|---|
| Number of finite elements | 5024 | 5296 | 4756 |
| Number of nodes | 61,468 | 64,432 | 57,928 |
| Sample Number | Thickness [mm] | Joints Type | Force Max [kN] | Average Force [kN] | Displacement at Fmax [mm] | Average Displacement [mm] |
|---|---|---|---|---|---|---|
| Gr2–Gr5-1.1 | 0.8–0.8 |  | 5.72 | 5.68 | 1.67 | |
| Gr2–Gr5-1.2 | 0.8–0.8 | 5.66 | 1.91 | 1.79 | ||
| Gr2–Gr5-1.3 | 0.8–0.8 | 5.66 | 1.80 | |||
| Gr2–Gr5-2.1 | 0.8–0.8 |  | 8.65 | 8.65 | 5.81 | |
| Gr2–Gr5-2.2 | 0.8–0.8 | 8.59 | 5.92 | 5.99 | ||
| Gr2–Gr5-2.3 | 0.8–0.8 | 8.70 | 6.25 | |||
| Gr2–Gr5-3.1 | 0.8–0.8 |  | 8.49 | 8.48 | 8.21 | |
| Gr2–Gr5-3.2 | 0.8–0.8 | 8.53 | 9.01 | 8.94 | ||
| Gr2–Gr5-3.3 | 0.8–0.8 | 8.41 | 9.61 |
| Sample Number | Thickness [mm] | Joints Type | Force Max [kN] | Average Force [kN] | Displacement at Fmax [mm] | Average Displacement [mm] |
|---|---|---|---|---|---|---|
| Gr5–Gr5-1.1 | 0.8–0.8 |  | 7.89 | 7.63 | 1.50 | |
| Gr5–Gr5-1.2 | 0.8–0.8 | 7.52 | 1.44 | 1.46 | ||
| Gr5–Gr5-1.3 | 0.8–0.8 | 7.47 | 1.45 | |||
| Gr5–Gr5-2.1 | 0.8–0.8 |  | 13.72 | 13.75 | 2.25 | |
| Gr5–Gr5-2.2 | 0.8–0.8 | 13.78 | 2.16 | 2.20 | ||
| Gr5–Gr5-2.3 | 0.8–0.8 | 13.85 | 2.20 | |||
| Gr5–Gr5-3.1 | 0.8–0.8 |  | 13.81 | 13.43 | 2.25 | |
| Gr5–Gr5-3.2 | 0.8–0.8 | 13.60 | 2.22 | 2.20 | ||
| Gr5–Gr5-3.3 | 0.8–0.8 | 12.88 | 2.13 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Piotr, L.; Judyta, N.-M. Numerical and Experimental Analysis of Lap Joints Made of Grade 2 Titanium and Grade 5 Titanium Alloy by Resistance Spot Welding. Materials 2023, 16, 2038. https://doi.org/10.3390/ma16052038
Piotr L, Judyta N-M. Numerical and Experimental Analysis of Lap Joints Made of Grade 2 Titanium and Grade 5 Titanium Alloy by Resistance Spot Welding. Materials. 2023; 16(5):2038. https://doi.org/10.3390/ma16052038
Chicago/Turabian StylePiotr, Lacki, and Niemiro-Maźniak Judyta. 2023. "Numerical and Experimental Analysis of Lap Joints Made of Grade 2 Titanium and Grade 5 Titanium Alloy by Resistance Spot Welding" Materials 16, no. 5: 2038. https://doi.org/10.3390/ma16052038
APA StylePiotr, L., & Judyta, N.-M. (2023). Numerical and Experimental Analysis of Lap Joints Made of Grade 2 Titanium and Grade 5 Titanium Alloy by Resistance Spot Welding. Materials, 16(5), 2038. https://doi.org/10.3390/ma16052038