
On the Influence of Manufacturing Parameters on the Microstructure, Mechanical Properties and Corrosion Resistance of AISI 316L Steel Deposited by Laser Engineered Net Shaping (LENS®)

 , ,
, ,  and
and 
Abstract
1. Introduction
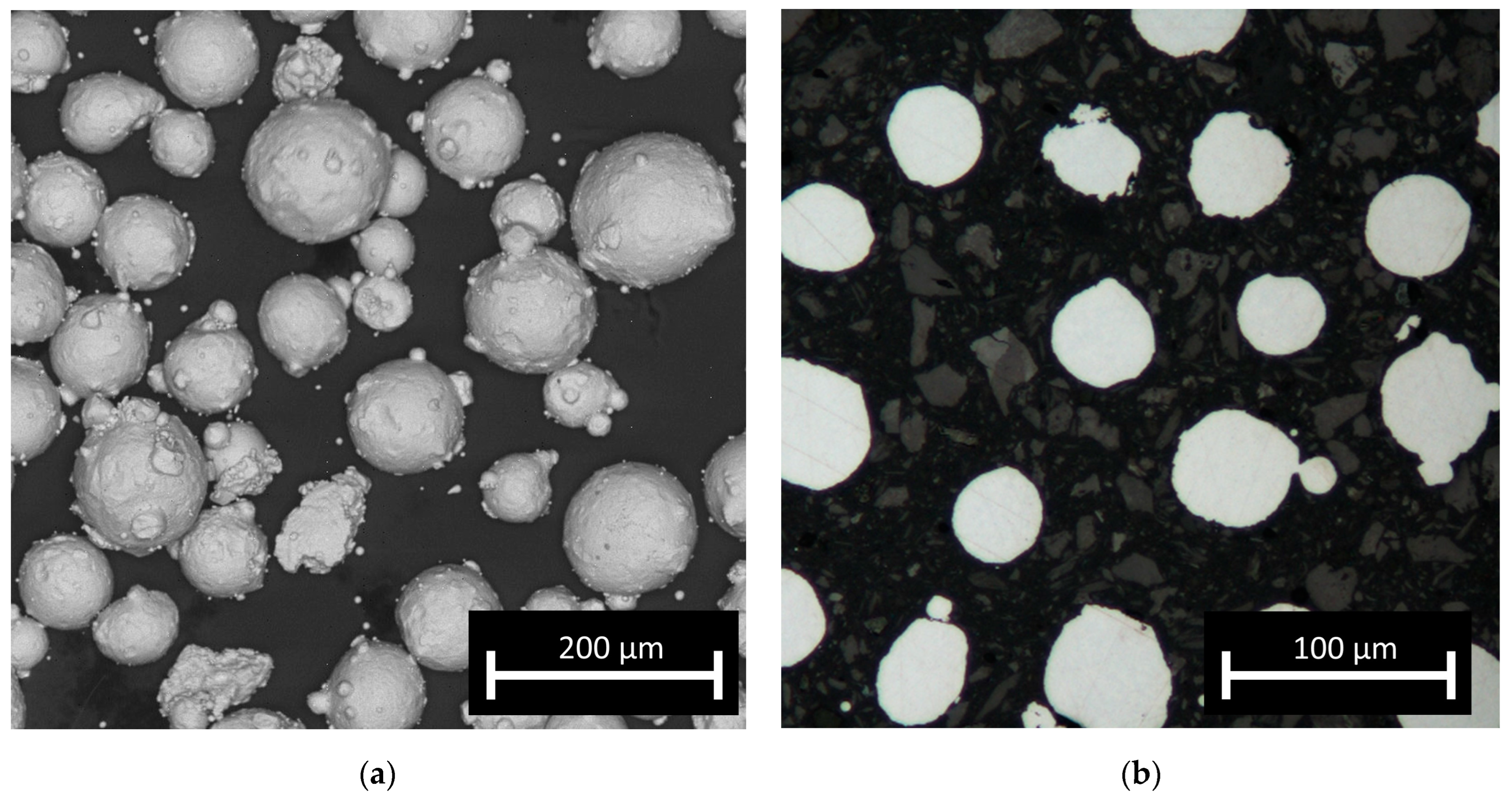
2. Materials and Methods
3. Experimental Conditions and Procedure
4. Results and Discussion
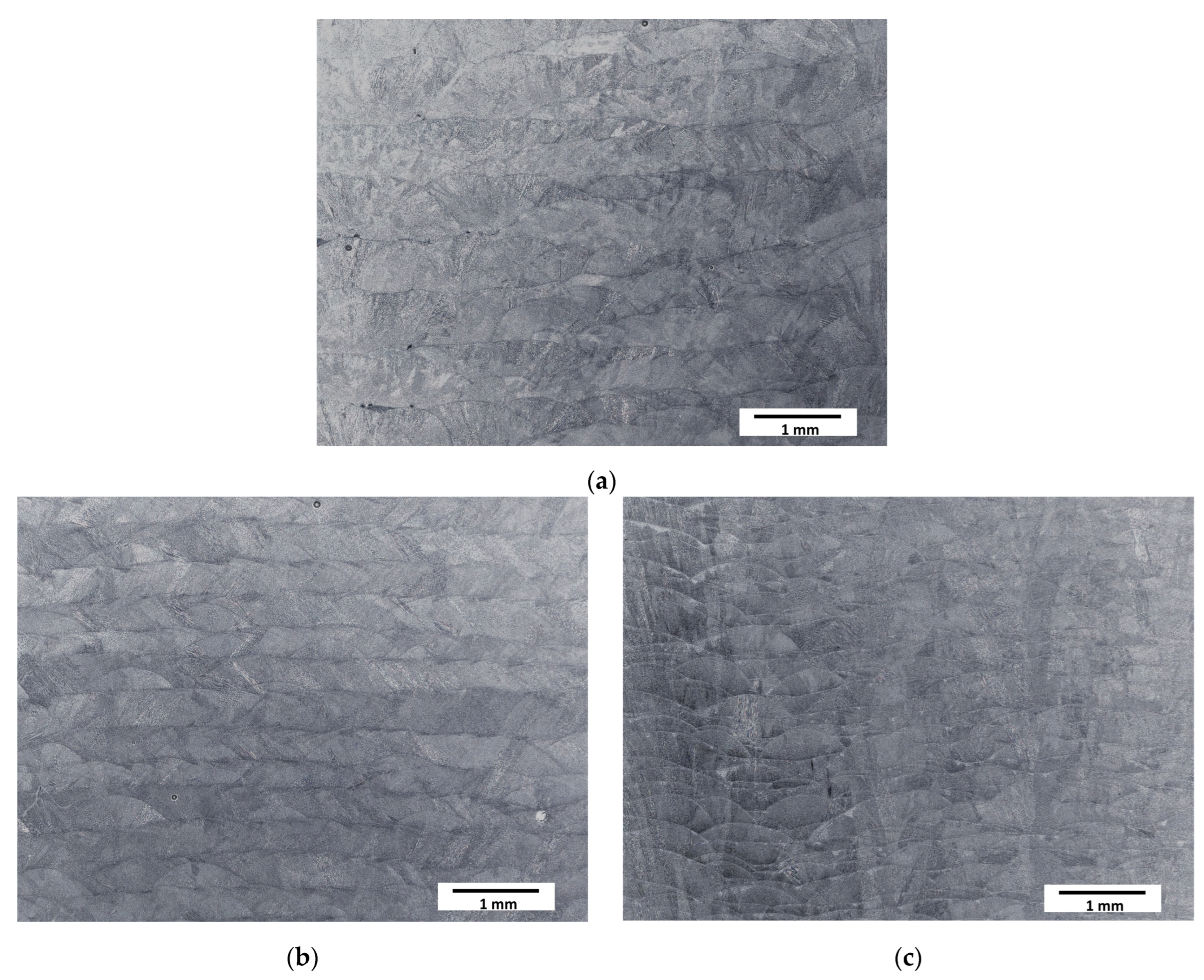
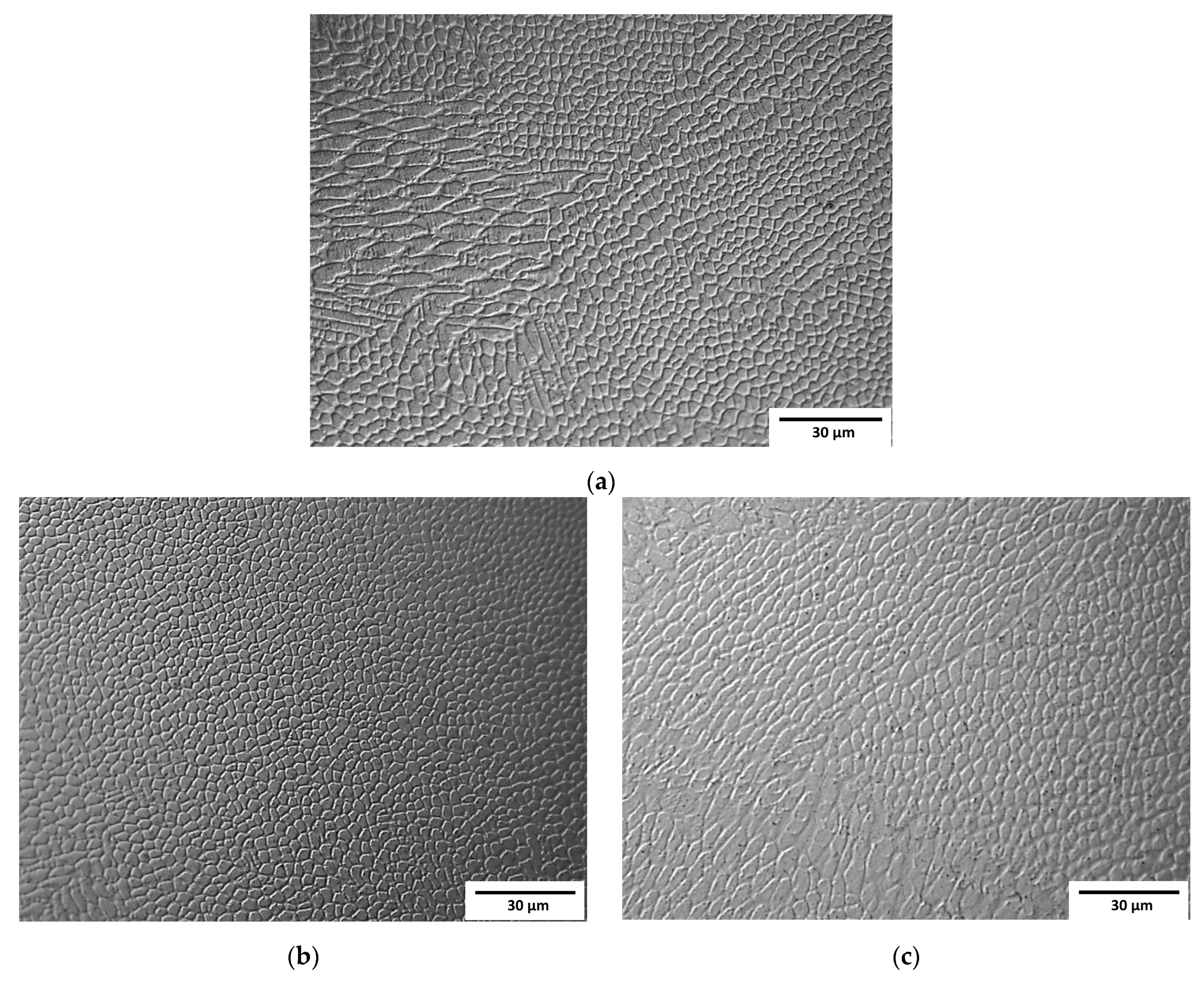
4.1. Macroscopic and Microscopic Observations
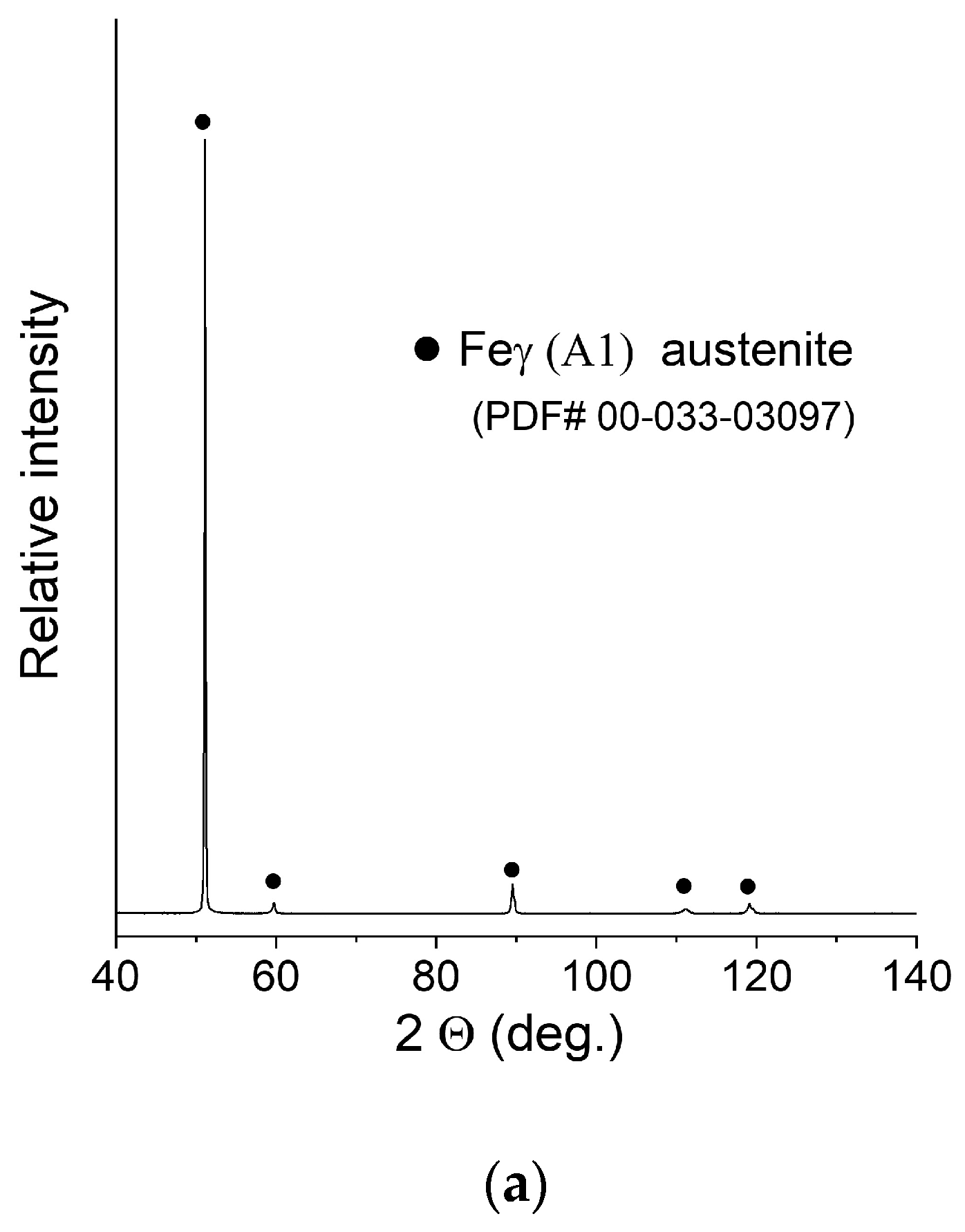
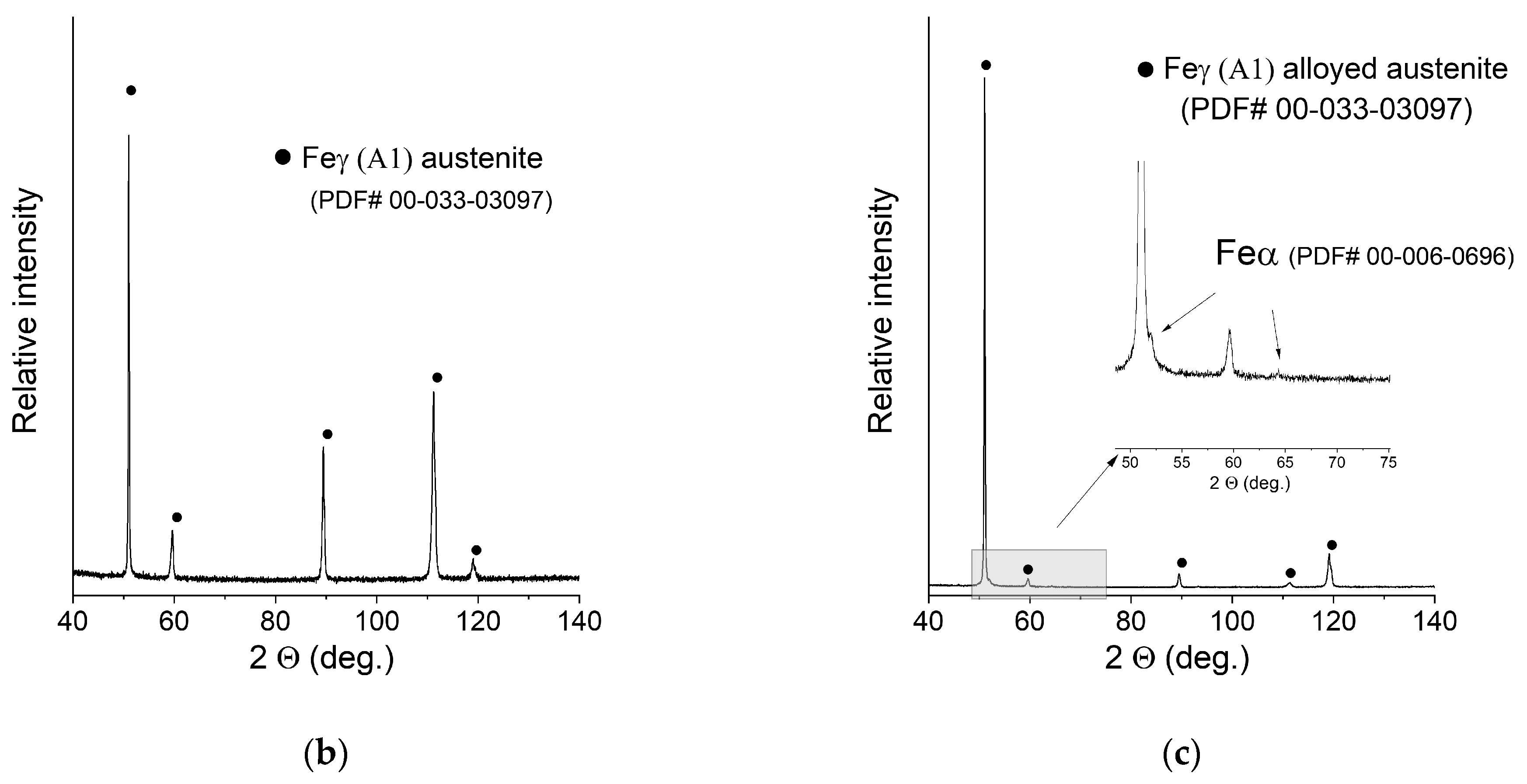
4.2. Phase Analysis
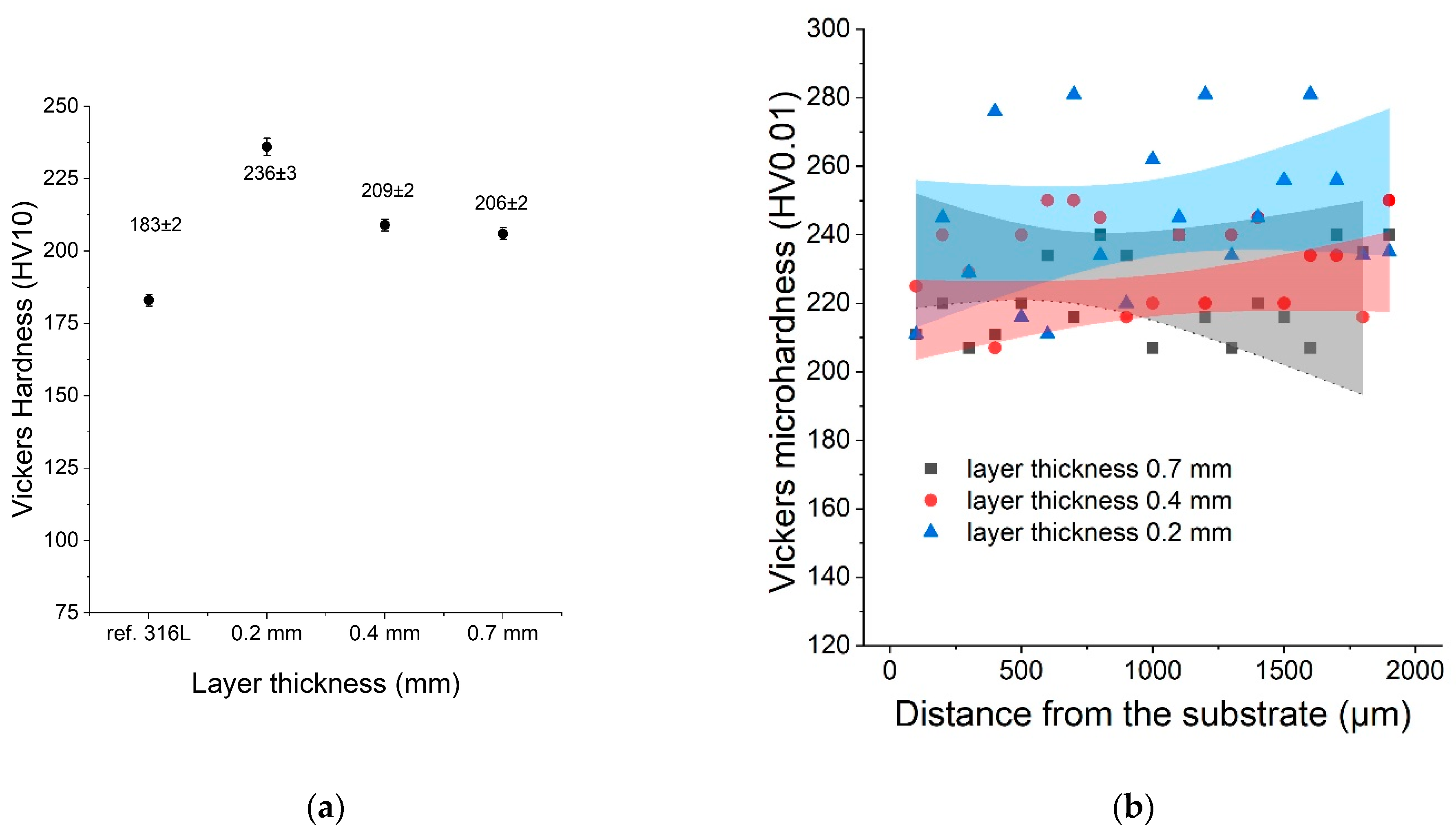
4.3. Hardness Measurement and Distribution of Microhardness
4.4. Tensile Properties
4.5. Corrosion Resistance
4.5.1. Electrochemical Corrosion
4.5.2. Corrosion in Salt Chamber
- 10—there is no corrosion of the substrate/no defect;
- 9—corrosion of the substrate < 0.1% of the sample substrate;
- 8—corrosion of the substrate > 0.1%, <0.25% of the sample substrate;
- 7—corrosion of the substrate > 0.25% and <0.5% of the sample substrate;
- 6—corrosion of the substrate > 0.5%, <1.0% of the sample substrate;
- 5—corrosion of the substrate > 1.0% and <2.5% of the sample substrate;
- 4—corrosion of the substrate > 2.5% and <5.0% of the sample substrate;
- 3—corrosion of the substrate > 5.0% and <10% of the sample substrate;
- 2—corrosion of the substrate > 10%, <25% of the sample substrate;
- 1—corrosion of the substrate > 25%, <50% of the sample substrate;
- 0—corrosion of the substrate > 50% of the sample substrate.
4.6. Microstructure Type and Solidification Mechanisms
- type A L → L + γ → γ for CrE/NiE < 1.25;
- type AF L → L + γ → L + δ + γ→ γ + δ→ γ for <1.25 CrE/NiE < 1.48;
- type FA L → L + δ → L + δ + γ→ γ + δ→ γ for <1.48 CrE/NiE < 1.95;
- type F L → L + δ → δ → δ + γ→ γ for CrE/NiE > 1.95.
- CrE—equivalent of chromium in stainless steels (%);
- CrE = Cr % + Mo % + 1,5 Si % + 0.5 Nb %;
- NiE—equivalent of nickel in stainless steel (%);
- NiE = Ni % + 30 (C+ N)% + 0.5 Mn %.
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bajaj, P.; Hariharan, A.; Kini, A.; Kürnsteiner, P.; Raabe, D.; Jägle, E.A. Steels in additive manufacturing: A review of their microstructure and properties. Mater. Sci. Eng. A 2020, 772, 138633. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Bose, S.; Ke, D.; Sahasrabudhe, H.; Bandyopadhyay, A. Additive manufacturing of biomaterials. Prog. Mater. Sci. 2018, 93, 45–111. [Google Scholar] [CrossRef]
- Lee, J.-Y.; An, J.; Chua, C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Shiau, C.-H.; Pena, M.; Li, Y.; Xiang, S.; Sun, C.; McMurtrey, M.D.; Shao, L. Micropillar Compression of Additively Manufactured 316L Stainless Steels after 2 MeV Proton Irradiation: A Comparison Study between Planar and Cross-Sectional Micropillars. Metals 2022, 12, 1843. [Google Scholar] [CrossRef]
- Revilla, R.I.; De Graeve, I. Microstructural Features, Defects, and Corrosion Behaviour of 316L Stainless Steel Clads Deposited on Wrought Material by Powder- and Laser-Based Direct Energy Deposition with Relevance to Repair Applications. Materials 2022, 15, 7181. [Google Scholar] [CrossRef]
- Kong, Y.; Zhao, L.; Zhu, L.; Huang, H. The selection of laser beam diameter in directed energy deposition of austenitic stainless steel: A comprehensive assessment. Addit. Manuf. 2022, 52, 102646. [Google Scholar] [CrossRef]
- Kiran, A.; Li, Y.; Koukolikova, M.; Brazda, M.; Hodek, J.; Urbanek, M.; Dzugan, J.; Raghavan, S.; Odehnal, J. Elevated Temperature Baseplate Effect on Microstructure, Mechanical Properties, and Thermal Stress Evaluation by Numerical Simulation for Austenite Stainless Steel 316L Fabricated by Directed Energy Deposition. Materials 2022, 15, 4165. [Google Scholar] [CrossRef] [PubMed]
- Collazo, A.; Figueroa, R.; Perez, C.; Novoa, X.R. Effect of Laser Speed and Hatch Spacing on the Corrosion Behavior of 316L Stainless Steel Produced by Selective Laser Melting. Materials 2022, 15, 1353. [Google Scholar] [CrossRef] [PubMed]
- Bae, K.; Shin, D.; Lee, J.; Kim, S.; Lee, W.; Jo, I.; Lee, J. Corrosion Resistance of Laser Powder Bed Fused AISI 316L Stainless Steel and Effect of Direct Annealing. Materials 2022, 15, 6336. [Google Scholar] [CrossRef] [PubMed]
- Babaev, A.; Promakhov, V.; Schulz, N.; Semenov, A.; Bakhmat, V.; Vorozhtsov, A. Processes of Physical Treatment of Stainless Steels Obtained by Additive Manufacturing. Metals 2022, 12, 1449. [Google Scholar] [CrossRef]
- Avanzini, A. Fatigue Behavior of Additively Manufactured Stainless Steel 316L. Materials 2022, 16, 65. [Google Scholar] [CrossRef]
- Vildanov, A.; Babkin, K.; Mendagaliyev, R.; Arkhipov, A.; Turichin, G. Using a Trial Sample on Stainless Steel 316L in a Direct Laser Deposition Process. Metals 2021, 11, 1550. [Google Scholar] [CrossRef]
- Singh, S.; Jinoop, A.N.; Tarun Kumar, G.T.A.; Palani, I.A.; Paul, C.P.; Prashanth, K.G. Effect of Interlayer Delay on the Microstructure and Mechanical Properties of Wire Arc Additive Manufactured Wall Structures. Materials 2021, 14, 4187. [Google Scholar] [CrossRef]
- Kuffner, B.H.B.; Capellato, P.; Ribeiro, L.M.S.; Sachs, D.; Silva, G. Production and Characterization of a 316L Stainless Steel/β-TCP Biocomposite Using the Functionally Graded Materials (FGMs) Technique for Dental and Orthopedic Applications. Metals 2021, 11, 1923. [Google Scholar] [CrossRef]
- Guzman-Nogales, R.; Estupinan-Lopez, F.; Gaona-Tiburcio, C.; Lopez-Botello, O.E.; Ramirez-Rodriguez, J.G.; Zambrano-Robledo, P.C. Corrosion Resistance Measurement of 316L Stainless Steel Manufactured by Selective Laser Melting. Materials 2021, 14, 4509. [Google Scholar] [CrossRef]
- Gor, M.; Soni, H.; Wankhede, V.; Sahlot, P.; Grzelak, K.; Szachgluchowicz, I.; Kluczynski, J. A Critical Review on Effect of Process Parameters on Mechanical and Microstructural Properties of Powder-Bed Fusion Additive Manufacturing of SS316L. Materials 2021, 14, 6527. [Google Scholar] [CrossRef] [PubMed]
- Gnanasekaran, B.; Song, J.; Vasudevan, V.; Fu, Y. Corrosion Fatigue Characteristics of 316L Stainless Steel Fabricated by Laser Powder Bed Fusion. Metals 2021, 11, 1046. [Google Scholar] [CrossRef]
- Astafurov, S.; Astafurova, E. Phase Composition of Austenitic Stainless Steels in Additive Manufacturing: A Review. Metals 2021, 11, 1052. [Google Scholar] [CrossRef]
- Bagchi, A.; Gope, D.K.; Chattopadhyaya, S.; Wuriti, G. A critical review on susceptibility of stress corrosion cracking in maraging steel weldments. Mater. Today Proc. 2019, 27, 2303–2307. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Kartikeya Sarma, I.; Srinivas, V.; Kanmani Subbu, S. Comparison of wear and corrosion resistance behaviour of LENS TM deposited SS 316L alloy and wrought alloy. Mater. Today Proc. 2021, 38, 3279–3282. [Google Scholar] [CrossRef]
- Nie, J.; Wei, L.; Jiang, Y.; Li, Q.; Luo, H. Corrosion mechanism of additively manufactured 316 L stainless steel in 3.5 wt.% NaCl solution. Mater. Today Commun. 2021, 26, 101648. [Google Scholar] [CrossRef]
- Kong, D.; Ni, X.; Dong, C.; Lei, X.; Zhang, L.; Man, C.; Yao, J.; Cheng, X.; Li, X. Bio-functional and anti-corrosive 3D printing 316L stainless steel fabricated by selective laser melting. Mater. Des. 2018, 152, 88–101. [Google Scholar] [CrossRef]
- Kim, T.H.; Baek, G.Y.; Jeon, J.B.; Lee, K.Y.; Shim, D.-s.; Lee, W. Effect of laser rescanning on microstructure and mechanical properties of direct energy deposited AISI 316L stainless steel. Surf. Coat. Technol. 2021, 405, 126540. [Google Scholar] [CrossRef]
- Saeidi, K.; Gao, X.; Zhong, Y.; Shen, Z.J. Hardened austenite steel with columnar sub-grain structure formed by laser melting. Mater. Sci. Eng. A 2015, 625, 221–229. [Google Scholar] [CrossRef]
- Wang, X.; Muñiz-Lerma, J.A.; Sánchez-Mata, O.; Attarian Shandiz, M.; Brochu, M. Microstructure and mechanical properties of stainless steel 316L vertical struts manufactured by laser powder bed fusion process. Mater. Sci. Eng. A 2018, 736, 27–40. [Google Scholar] [CrossRef]
- Ziętala, M.; Durejko, T.; Polański, M.; Kunce, I.; Płociński, T.; Zieliński, W.; Łazińska, M.; Stępniowski, W.; Czujko, T.; Kurzydłowski, K.J.; et al. The microstructure, mechanical properties and corrosion resistance of 316L stainless steel fabricated using laser engineered net shaping. Mater. Sci. Eng. A 2016, 677, 1–10. [Google Scholar] [CrossRef]
- Ronda, N.; Grzelak, K.; Polanski, M.; Dworecka-Wojcik, J. The Influence of Layer Thickness on the Microstructure and Mechanical Properties of M300 Maraging Steel Additively Manufactured by LENS((R)) Technology. Materials 2022, 15, 603. [Google Scholar] [CrossRef]
- Wołosz, P.; Baran, A.; Polański, M. The influence of laser engineered net shaping (LENS™) technological parameters on the laser deposition efficiency and properties of H13 (AISI) steel. J. Alloys Compd. 2020, 823, 153840. [Google Scholar] [CrossRef]
- Revilla, R.I.; Van Calster, M.; Raes, M.; Arroud, G.; Andreatta, F.; Pyl, L.; Guillaume, P.; De Graeve, I. Microstructure and corrosion behavior of 316L stainless steel prepared using different additive manufacturing methods: A comparative study bringing insights into the impact of microstructure on their passivity. Corros. Sci. 2020, 176, 108914. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Concentration of NaCl solution | (50 ± 5) g/dm3 |
| Working temperature of salt chamber | 34.0–35.2 °C |
| pH of 5% NaCl solution | 6.20–6.85 |
| pH of the condensate | 6.55–6.90 |
| Density of the condensate | 1.036 g/cm3 |
| Sample | Laser Feed Rate [mm/s] | Layer Thickness [mm] | Powder Feed Rate [g/min] | Laser Power [W] | Hatch [mm] | Laser Spot Size [mm] |
|---|---|---|---|---|---|---|
| A | 6 | 0.70 | 7.85 ± 0.1 | 435 | 0.75 | 0.8 ± 0.1 |
| B | 10 | 0.40 | 7.85 ± 0.1 | 450 | 0.70 | 0.8 ± 0.1 |
| C | 20 | 0.20 | 7.85 ± 0.1 | 450 | 0.60 | 0.8 ± 0.1 |
| Sample | Ferrite (%) |
|---|---|
| A (0.7 mm) | 0.07 ± 0.04 |
| B (0.4 mm) | 0.1 ± 0.04 |
| C (0.2 mm) | 0.07 ± 0.04 |
| reference 316 L | 0.07 ± 0.04 |
| Sample | Ecorr [V] | jcorr [A/cm2] | Vcorr [g/cm2h] | Eb [V] | Ecp [V] | Hysteresis [V] |
|---|---|---|---|---|---|---|
| LT 0.7 mm | −0.03 | 2.21 × 10−8 | 6.41 × 10−8 | 0.48 | −0.06 | 0.54 |
| LT 0.4 mm | −0.08 | 4.44 × 10−8 | 1.29 × 10−7 | 0.48 | −0.08 | 0.56 |
| LT 0.2 mm | −0.05 | 3.57 × 10−8 | 1.00 × 10−7 | 0.57 | −0.07 | 0.64 |
| reference 316L | −0.10 | 3.49 × 10−8 | 1.01 × 10−7 | 0.38 | −0.05 | 0.43 |
| Sample | The Appearance of Samples after the Tests of Corrosion in an Inert Salt Spray Chamber | |
|---|---|---|
| Initial State | After 336 h in the Chamber | |
| 0.7 mm | Rp = 10.0 | Rp = 9.7 |
| 0.4 mm | Rp = 10.0 | Rp = 9.3 |
| 0.2 mm | Rp = 10.0 | Rp = 8.7 |
| 316L reference | Rp = 10.0 | Rp = 9.0 |
| Sample | CrE [%] | NiE [%] | CrE/NiE | Crystallisation Type |
|---|---|---|---|---|
| Sample A LT 0.7 mm | 18.32 | 13.01 | 1.41 | AF |
| Sample B LT 0.4 mm | 19.30 | 13.86 | 1.39 | |
| Sample C LT 0.2 mm | 19.37 | 13.97 | 1.39 | |
| 316 L—reference | 19.26 | 13.70 | 1.41 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rzeszotarska, M.; Zasada, D.; Płociński, T.; Stępniowski, W.J.; Polański, M. On the Influence of Manufacturing Parameters on the Microstructure, Mechanical Properties and Corrosion Resistance of AISI 316L Steel Deposited by Laser Engineered Net Shaping (LENS®). Materials 2023, 16, 1965. https://doi.org/10.3390/ma16051965
Rzeszotarska M, Zasada D, Płociński T, Stępniowski WJ, Polański M. On the Influence of Manufacturing Parameters on the Microstructure, Mechanical Properties and Corrosion Resistance of AISI 316L Steel Deposited by Laser Engineered Net Shaping (LENS®). Materials. 2023; 16(5):1965. https://doi.org/10.3390/ma16051965
Chicago/Turabian StyleRzeszotarska, Magdalena, Dariusz Zasada, Tomasz Płociński, Wojciech J. Stępniowski, and Marek Polański. 2023. "On the Influence of Manufacturing Parameters on the Microstructure, Mechanical Properties and Corrosion Resistance of AISI 316L Steel Deposited by Laser Engineered Net Shaping (LENS®)" Materials 16, no. 5: 1965. https://doi.org/10.3390/ma16051965
APA StyleRzeszotarska, M., Zasada, D., Płociński, T., Stępniowski, W. J., & Polański, M. (2023). On the Influence of Manufacturing Parameters on the Microstructure, Mechanical Properties and Corrosion Resistance of AISI 316L Steel Deposited by Laser Engineered Net Shaping (LENS®). Materials, 16(5), 1965. https://doi.org/10.3390/ma16051965