
Properties Evaluations of Topology Optimized Functionally Graded Lattice Structures Fabricated by Selective Laser Melting



Abstract
1. Introduction
2. Materials and Methods
2.1. The Modelling of Lattice Structures
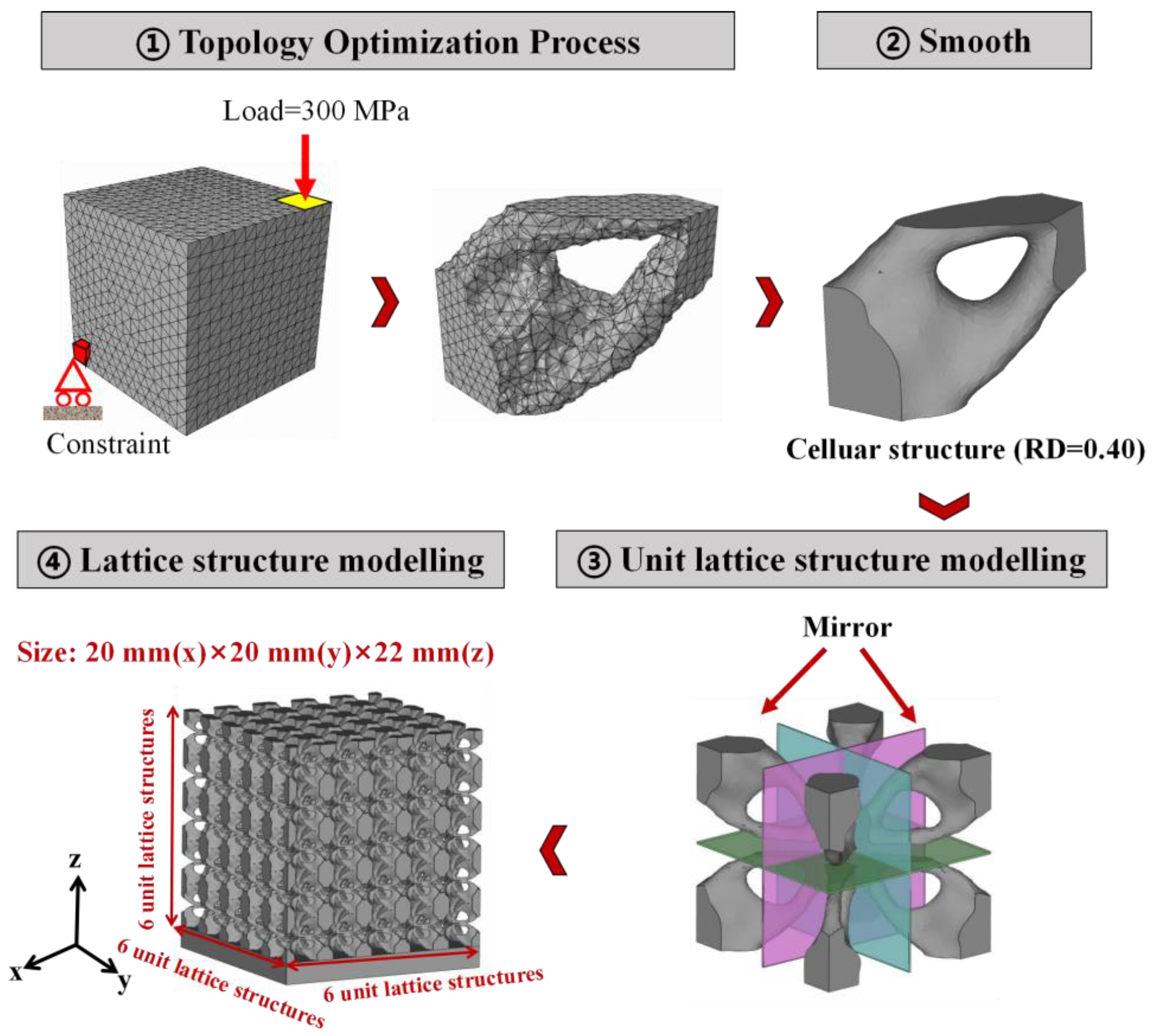
- ①
- Topology optimization process. Consistent with our previous work [27,29], the cellular structures here were 3D-modeled by the optimization of a cube based on the topology optimization module of ABAQUS software. Material parameters modules were set corresponding to the mechanical properties of 316L stainless steel: the elastic modulus was 187 GPa and Poisson’s ratio was 0.33. The step module was set as the procedure type of “Static/General”. The vertex element of cube at the top right corner was subjected to the load (300 MPa, as this value cannot exceed the yield strength of 316L stainless steel, which is approximately 529 MPa), while its diagonal opposite vertex element was fixed completely. The RD of the objective model were constrained to 0.5, 0.4, 0.3, 0.2, and 0.10 of the original cube. After finishing this process, the 3D models of optimized cellular structures can therefore be output as .STL documents for further SLM fabrication.
- ②
- Smooth process. All lattice structures, using the .STL file format, were input into Magics software to be repaired and smoothed.
- ③
- Unit lattice structure modelling. The main method involved stacking 8 cellular structures in mirroring alignment with each other.
- ④
- Lattice structure modelling. According to ISO 13314 standard [30], the lattice structures were established by repeating unit lattice structures with dimensions of 20 mm × 20 mm × 22 mm to produce specimens composed of 6 × 6 × 6 unit lattice structures, using Magics software.
2.2. SLM Fabrication of Designed Models
2.3. Stress Distribution Simulations
2.4. Measurements of Relative Density (RD)
2.5. Surface Morphology Measurements and Compression Test
3. Results and Discussion
3.1. Fabrication Results of Specimens
3.2. Compressive Properties of Specimens
3.2.1. Stress-Strain Curves
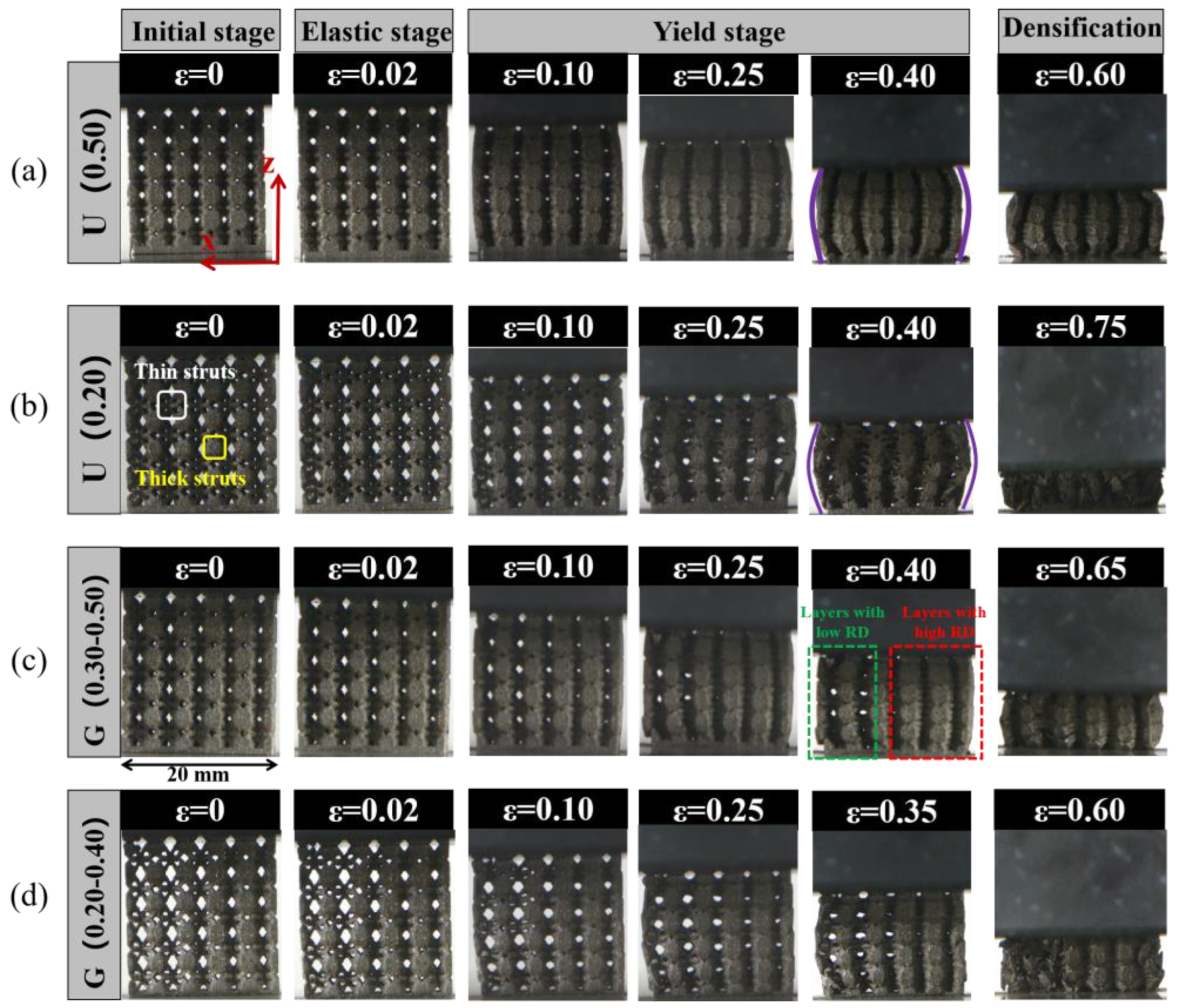
3.2.2. Deformation Behavior
3.3. Energy Absorption Properties of Specimens
3.4. Properties Prediction Models of FGLSs
3.4.1. Properties Prediction Models of ULSs
3.4.2. Properties Prediction Models of FGLSs
4. Conclusions
- (1)
- SLM-fabricated specimens were in good agreement as to geometric morphology with the designed models. However, only the cellular structures with RD from 0.20 to 0.50 could be fabricated completely. The cellular structures with RD = 0.15 were fabricated defectively because the diameter of broken rod-shape struts is approximately 300 μm, which might cause problems during the SLM fabrication process.
- (2)
- Both the elastic modulus and the yield strength of specimens decreased with the lessening of the RD value. For ULSs, U(0.50) possessed the mechanical properties (E = 5.042 ± 0.050 GPa, σy = 120.241 ± 0.283 MPa), and U(0.20) possessed the mechanical properties (E = 0.74 ± 0.013 GPa, σy = 29.433 ± 0.802 MPa). For FGLSs, G(0.30–0.50) possessed the mechanical properties (E = 3.148 ± 0.055 GPa, σy = 76.924 ± 0.401 MPa), G(0.30–0.50) possessed the mechanical properties (E = 1.609 ± 0.020 GPa, σy = 37.820 ± 0.705 MPa).
- (3)
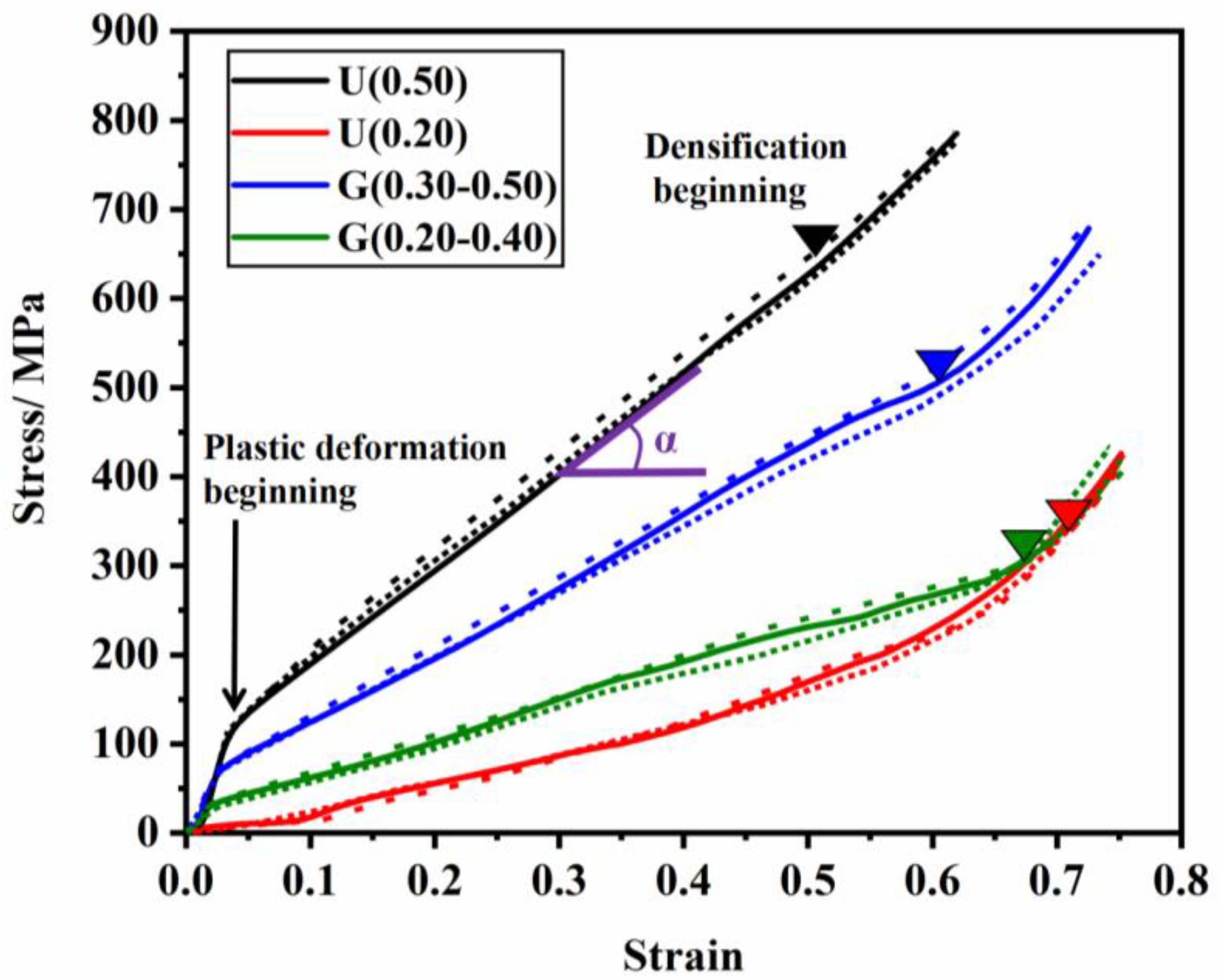
- The stress-strain curves of all specimens followed that of the elastomeric foam mode, indicating that the designed structures had a strong resistance to deformation. ULSs had a uniform deformation behavior with bending and bulking of struts in different layers, while FGLSs specimens displayed a significant difference in deformation mechanism compared with ULSs, presenting a mixed deformation behavior in different layers.
- (4)
- The energy absorption capability (Wv) of specimens was proportional to their RD value. When the value of RD increased from 0.20 to 0.50, the Wv of ULSs increased from 0.3657 to 1.7469 MJ/m3. When the average value of RD increased from 0.287 to 0.385, the Wv of FGLSs changed from 0.6372 to 1.1801 MJ/m3. This can be explained by the fact that lattice structures with higher RD value have thicker struts, which can bear larger stress.
- (5)
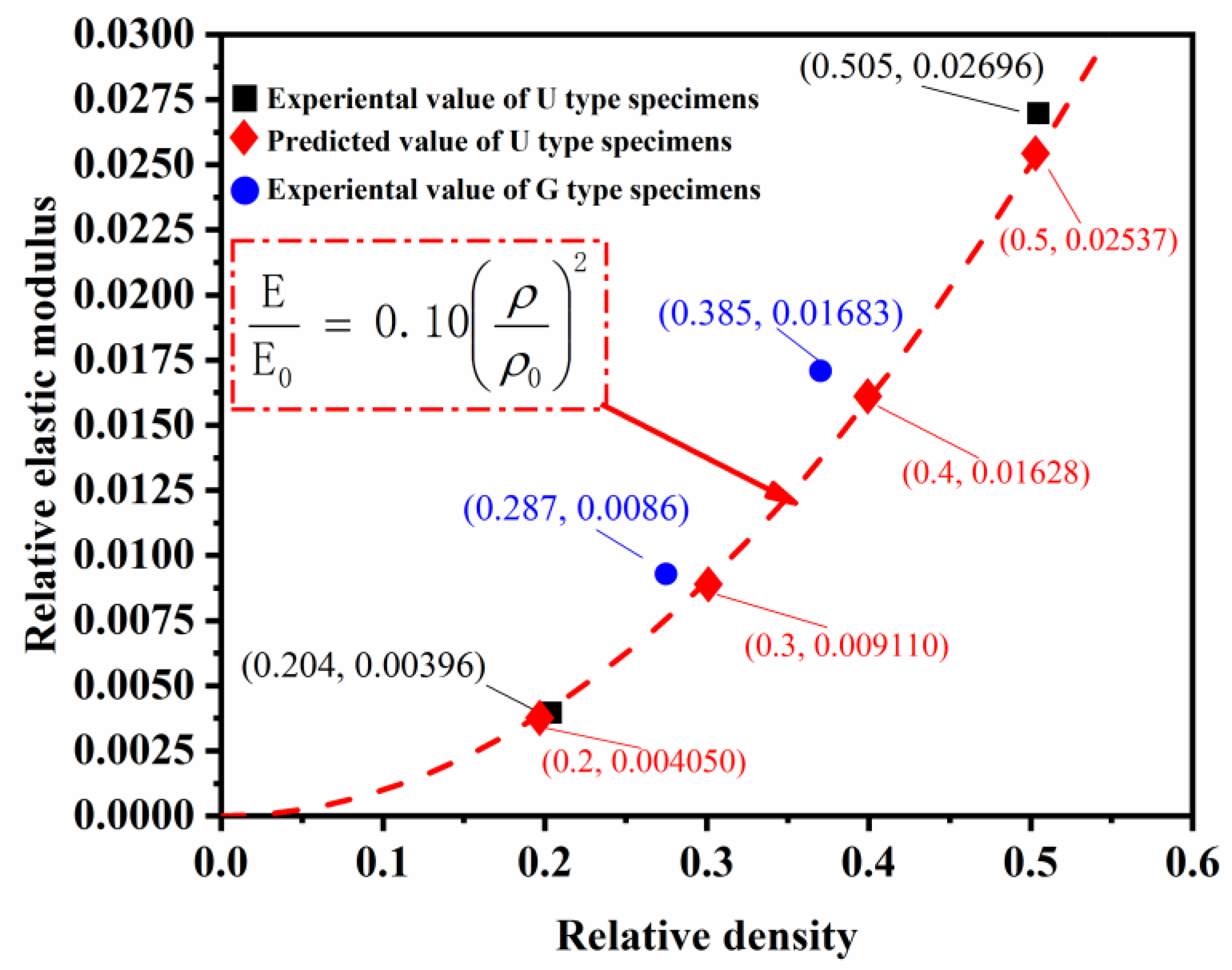
- The Gibson-Ashby model was introduced to precisely estimate the mechanical properties of ULSs, with values of C1 = 0.10 and C2 = 0.63. The Kelvin-Voigt model was proved to efficiently have predicted the elastic modulus and yield strength of FGLSs, with percentage deviations < 10%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Maskery, I.; Aboulkhair, N.T.; Aremu, A.O.; Tuck, C.J.; Ashcroft, I.A.; Wildman, R.D.; Hague, R.J.M. A mechanical property evaluation of graded density Al-Si10-Mg lattice structures manufactured by selective laser melting. Mater. Sci. Eng. A 2016, 670, 264–274. [Google Scholar] [CrossRef]
- Limmahakhun, S.; Oloyede, A.; Sitthiseripratip, K.; Xiao, Y.; Yan, C. Stiffness and strength tailoring of cobalt chromium graded cellular structures for stress-shielding reduction. Mater. Des. 2017, 114, 633–641. [Google Scholar] [CrossRef]
- Xiao, L.; Song, W.; Xu, X. Experimental study on the collapse behavior of graded Ti-6Al-4V micro-lattice structures printed by selective laser melting under high speed impact. Thin Wall. Struct. 2020, 155, 106970. [Google Scholar] [CrossRef]
- Plocher, J.; Panesar, A. Effect of density and unit cell size grading on the stiffness and energy absorption of short fibre-reinforced functionally graded lattice structures. Addit. Manuf. 2020, 33, 101171. [Google Scholar] [CrossRef]
- Yang, X.; Ma, W.; Zhang, Z.; Liu, S.; Tang, H. Ultra-high specific strength Ti6Al4V alloy lattice material manufactured via selective laser melting. Mater. Sci. Eng. A 2022, 840, 142956. [Google Scholar] [CrossRef]
- Cheng, L.; Bai, J.; To, A.C. Functionally graded lattice structure topology optimization for the design of additive manufactured components with stress constraints. Comput. Method. Appl. Mech. Eng. 2019, 344, 334–359. [Google Scholar] [CrossRef]
- Mahmoud, D.; Elbestawi, M.A. Lattice Structures and Functionally Graded Materials Applications in Additive Manufacturing of Orthopedic Implants: A Review. J. Manuf. Mater. Process. 2017, 1, 13. [Google Scholar] [CrossRef]
- Takezawa, A.; Zhang, X.; Kitamura, M. Optimization of an additively manufactured functionally graded lattice structure with liquid cooling considering structural performances. Int. J. Heat Mass Tran. 2019, 143, 118564. [Google Scholar] [CrossRef]
- Abedi, H.R.; Hanzaki, A.Z.; Azami, M.; Kahnooji, M.; Rahmatabadi, D. The high temperature flow behavior of additively manufactured Inconel 625 superalloy. Mater. Res. Express 2019, 6, 116514. [Google Scholar] [CrossRef]
- Ahmadi, M.; Tabary, S.A.A.B.; Rahmatabadi, D.; Ebrahimi, M.S.; Abrinia, K.; Hashemi, R. Review of selective laser melting of magnesium alloys: Advantages, microstructure and mechanical characterizations, defects, challenges, and applications. J. Mater. Res. Technol. 2022, 19, 1537–1562. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, D.; Zhou, Y.; Wang, W.; Cao, X. Study on Topology Optimization Design, Manufacturability, and Performance Evaluation of Ti-6Al-4V Porous Structures Fabricated by Selective Laser Melting (SLM). Materials 2017, 10, 1048. [Google Scholar] [CrossRef] [PubMed]
- Cosma, C.; Drstvensek, I.; Berce, P.; Prunean, S.; Legutko, S.; Popa, C.; Balc, N. Physical-Mechanical Characteristics and Microstructure of Ti6Al7Nb Lattice Structures Manufactured by Selective Laser Melting. Materials 2020, 13, 4123. [Google Scholar] [CrossRef] [PubMed]
- Choy, S.Y.; Sun, C.; Leong, K.F.; Wei, J. Compressive properties of functionally graded lattice structures manufactured by selective laser melting. Mater. Des. 2017, 131, 112–120. [Google Scholar] [CrossRef]
- Fan, X.; Tang, Q.; Feng, Q.; Ma, S.; Song, J.; Jin, M.; Guo, F.; Jin, P. Design, mechanical properties and energy absorption capability of graded-thickness triply periodic minimal surface structures fabricated by selective laser melting. Int. J. Mech. Sci. 2021, 204, 106586. [Google Scholar] [CrossRef]
- Zhong, M.; Zhou, W.; Xi, H.; Liang, Y.; Wu, Z. Double-Level Energy Absorption of 3D Printed TPMS Cellular Structures via Wall Thickness Gradient Design. Materials 2021, 14, 6262. [Google Scholar] [CrossRef]
- Abdelaal, O.; Hengsbach, F.; Schaper, M.; Hoyer, K. LPBF Manufactured Functionally Graded Lattice Structures Obtained by Graded Density and Hybrid Poisson’s Ratio. Materials 2022, 15, 4072. [Google Scholar] [CrossRef]
- Maskery, I.; Aremu, A.O.; Parry, L.; Wildman, R.D.; Tuck, C.J.; Ashcroft, I.A. Effective design and simulation of surface-based lattice structures featuring volume fraction and cell type grading. Mater. Des. 2018, 155, 220–232. [Google Scholar] [CrossRef]
- Zhang, M.; Yang, Y.; Wang, D.; Xiao, Z.; Song, C.; Weng, C. Effect of heat treatment on the microstructure and mechanical properties of Ti6Al4V gradient structures manufactured by selective laser melting. Mater. Sci. Eng. A 2018, 736, 288–297. [Google Scholar] [CrossRef]
- Al-Saedi, D.S.J.; Masood, S.H.; Faizan-Ur-Rab, M.; Alomarah, A.; Ponnusamy, P. Mechanical properties and energy absorption capability of functionally graded F2BCC lattice fabricated by SLM. Mater. Des. 2018, 144, 32–44. [Google Scholar] [CrossRef]
- Zhang, X.; Yan, X.; Fang, G.; Liu, M. Biomechanical influence of structural variation strategies on functionally graded scaffolds constructed with triply periodic minimal surface. Addit. Manuf. 2020, 32, 101015. [Google Scholar] [CrossRef]
- Zhang, C.; Zheng, H.; Yang, L.; Li, Y.; Jin, J.; Cao, W.; Yan, C.; Shi, Y. Mechanical responses of sheet-based gyroid-type triply periodic minimal surface lattice structures fabricated using selective laser melting. Mater. Des. 2022, 214, 110407. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar]
- Yang, L.; Mertens, R.; Ferrucci, M.; Yan, C.; Shi, Y.; Yang, S. Continuous graded Gyroid cellular structures fabricated by selective laser melting: Design, manufacturing and mechanical properties. Mater. Des. 2019, 162, 394–404. [Google Scholar] [CrossRef]
- Xu, Y.; Huang, G.; Li, T.; Tan, Y.; Bao, T. Compressive properties of Ti6Al4V Functionally Graded Lattice Structures via topology optimization design and selective laser melting fabrication. Mater. Sci. Eng. A 2022, 860, 144265. [Google Scholar] [CrossRef]
- Zhong, T.; He, K.; Li, H.; Yang, L. Mechanical properties of lightweight 316L stainless steel lattice structures fabricated by selective laser melting. Mater. Des. 2019, 181, 108076. [Google Scholar] [CrossRef]
- Han, C.; Li, Y.; Wang, Q.; Wen, S.; Wei, Q.; Yan, C.; Hao, L.; Liu, J.; Shi, Y. Continuous functionally graded porous titanium scaffolds manufactured by selective laser melting for bone implants. J. Mech. Behav. Biomed. 2018, 80, 119–127. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; Zhang, D.; Hu, S.; Chen, R.; Gu, Y.; Kong, X.; Tao, J.; Jiang, Y. Mechanical properties tailoring of topology optimized and selective laser melting fabricated Ti6Al4V lattice structure. J. Mech. Behav. Biomed. 2019, 99, 225–239. [Google Scholar] [CrossRef] [PubMed]
- Xiao, Z.; Yang, Y.; Xiao, R.; Bai, Y.; Song, C.; Wang, D. Evaluation of topology-optimized lattice structures manufactured via selective laser melting. Mater. Des. 2018, 143, 27–37. [Google Scholar] [CrossRef]
- Xu, Y.; Li, T.; Cao, X.; Tan, Y.; Luo, P. Compressive Properties of 316L Stainless Steel Topology Optimized Lattice Structures Fabricated by Selective Laser Melting. Adv. Eng. Mater. 2020, 23, 2000957. [Google Scholar] [CrossRef]
- ISO 13314:2011; Mechanical Testing of Metals—Ductility Testing—Compression Test for Porous and Cellular Metals. ISO: Geneva, Switzerland, 2011.
- Zhang, L.; Feih, S.; Daynes, S.; Chang, S.; Wang, M.Y.; Wei, J.; Lu, W.F. Energy absorption characteristics of metallic triply periodic minimal surface sheet structures under compressive loading. Addit. Manuf. 2018, 23, 505–515. [Google Scholar] [CrossRef]
- Ge, J.; Yan, X.; Lei, Y.; Ahmed, M.; Yin, S. A detailed analysis on the microstructure and compressive properties of selective laser melted Ti6Al4V lattice structures. Mater. Des. 2021, 198, 109292. [Google Scholar] [CrossRef]
- Yang, L.; Yan, C.; Cao, W.; Liu, Z.; Song, B.; Wen, S.; Zhang, C.; Shi, Y.; Yang, S. Compression–compression fatigue behaviour of gyroid-type triply periodic minimal surface porous structures fabricated by selective laser melting. Acta Mater. 2019, 181, 49–66. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| RD value | 0.50 | 0.40 | 0.30 | 0.20 |
| Elastic modulus, GPa | 5.042 | 3.044 | 1.704 | 0.757 |
| Yield strength, MPa | 120.242 | 84.111 | 55.281 | 29.434 |
| Property | G(0.30–0.50) | G(0.20–0.40) | ||||
|---|---|---|---|---|---|---|
| Experimental | Predicted | Deviation | Experimental | Predicted | Deviation | |
| E (GPa) | 3.148 | 2.908 | 7.62% | 1.609 | 1.593 | 0.99% |
| σy (MPa) | 76.924 | 79.805 | 3.75% | 37.820 | 50.707 | 34.07% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Y.; Han, G.; Huang, G.; Li, T.; Xia, J.; Guo, D. Properties Evaluations of Topology Optimized Functionally Graded Lattice Structures Fabricated by Selective Laser Melting. Materials 2023, 16, 1700. https://doi.org/10.3390/ma16041700
Xu Y, Han G, Huang G, Li T, Xia J, Guo D. Properties Evaluations of Topology Optimized Functionally Graded Lattice Structures Fabricated by Selective Laser Melting. Materials. 2023; 16(4):1700. https://doi.org/10.3390/ma16041700
Chicago/Turabian StyleXu, Yangli, Guangyao Han, Guoqin Huang, Tingting Li, Jiaxu Xia, and Donghai Guo. 2023. "Properties Evaluations of Topology Optimized Functionally Graded Lattice Structures Fabricated by Selective Laser Melting" Materials 16, no. 4: 1700. https://doi.org/10.3390/ma16041700
APA StyleXu, Y., Han, G., Huang, G., Li, T., Xia, J., & Guo, D. (2023). Properties Evaluations of Topology Optimized Functionally Graded Lattice Structures Fabricated by Selective Laser Melting. Materials, 16(4), 1700. https://doi.org/10.3390/ma16041700