
Usage Durability and Comfort Properties of Socks Made from Differently Spun Modal and Micro Modal Yarns

Abstract
:1. Introduction
2. Materials and Methods
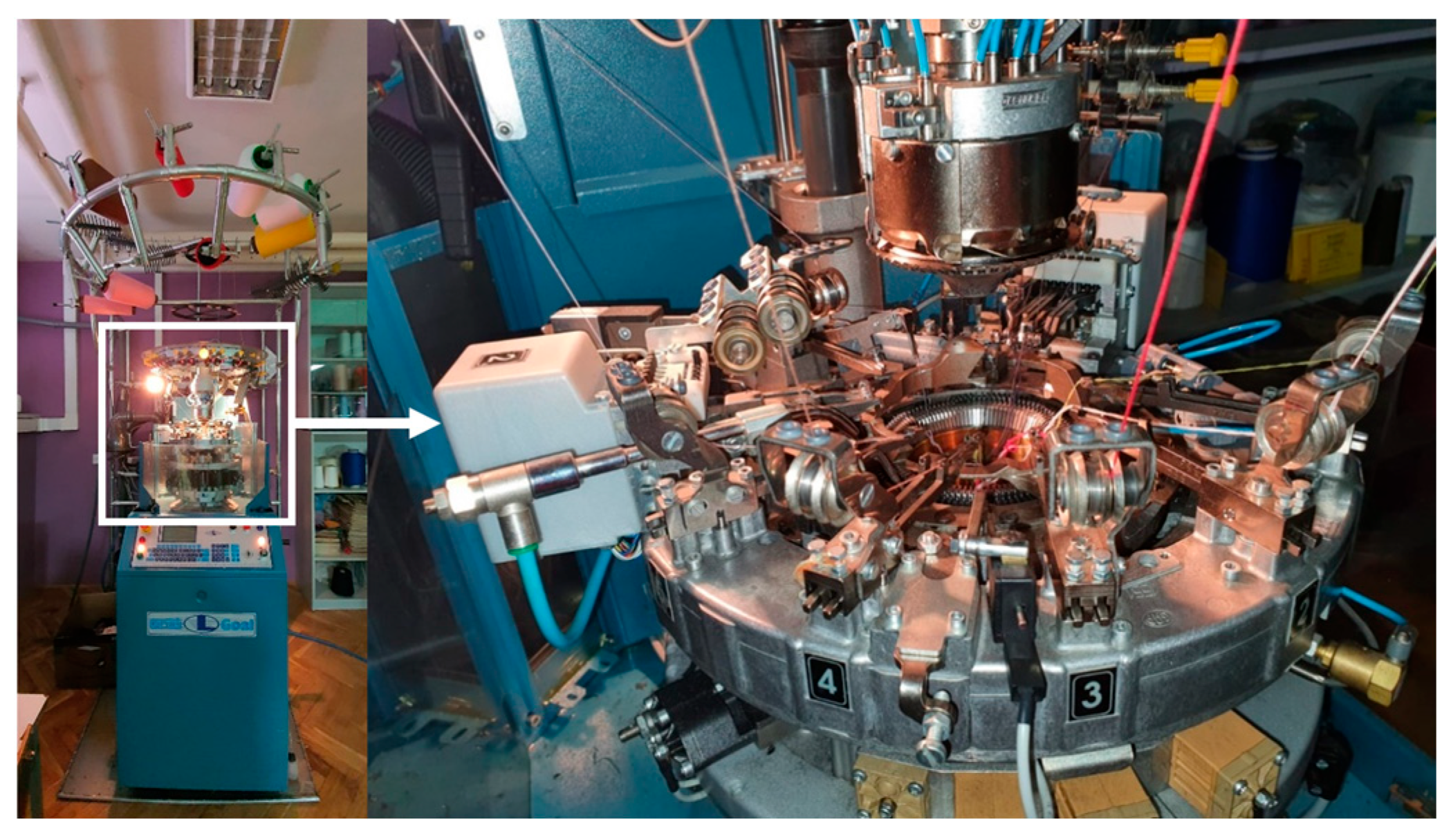
2.1. Sock Production and the Yarns Used
- The ring spun yarns (Ri) of the modal and micro modal fibers were produced using the following process: the preparation process (opening, blending and mixing), carding process, spinning preparation (drawing, pre-spinning and ring spinning), winding and cleaning. The yarns were spun on a Zinser 351 ring spinning machine (ring diameter: 42 mm, ring type: f2, spindle speed: 16,500 min−1), wound up and cleaned on an Autoconer X5. The number of twists for the modal ring spun yarns was 746 m−1 and 734 m−1 for the micro modal spun yarns.
- The rotor spun yarns (Ro) from the modal and micro modal fibers were produced using the fiber preparation process (opening and blending), carding, spinning preparation (drawing) and rotor spinning using a Schlafhorst A8 rotor spinning machine with a rotor diameter of 33 mm. The nominal twist number of the rotor yarns calculated from the rotor speed was 750 twists per meter.
- The air-jet spun yarns (Ai) from the modal and micro modal fibers were produced using the preparation process (opening and blending), the carding process, spinning preparation (three drawing passages) and air-jet spinning on a Rieter J20 machine with an inner spindle diameter of 1.2 mm. The air-jet yarn twists were determined according to the high pressure of the air in the rotating vortex at 0.6 MPa [27].
- Sock group A, knitted with three single spun modal or micro modal yarns of the same type (spun by a ring, rotor or air-jet spinning system) in full plating with a polyamide PA 6.6 (1) yarn
- Sock group B, knitted with three single spun modal or micro modal yarns of the same type (spun by a ring, rotor or air-jet spinning system) in full plating with a polyamide PA 6.6 (2) yarn
- Sock group C, in which one of the single spun modal or micro modal yarns was replaced by a coarser cotton ring spun yarn (CO-Ri (2). This group of socks was, thus, knitted with two single spun modal or micro modal yarns of the same type (spun by a ring, rotor or air-jet spinning system) in combination with a cotton ring spun yarn in full plating with a polyamide PA 6.6 (2) yarn.
2.2. Socks Evaluation Methodology
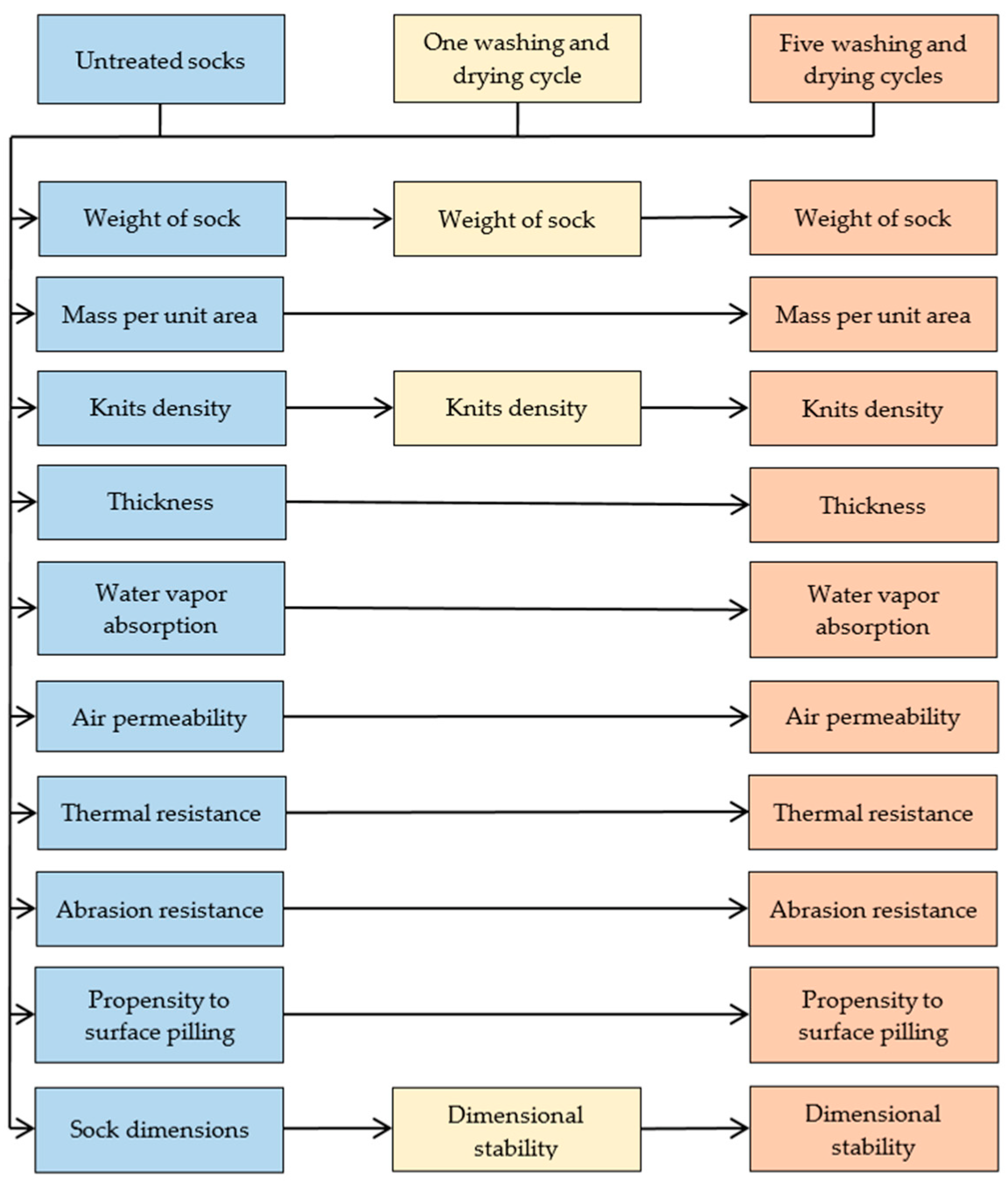
2.2.1. Sock Physical Properties Measurements
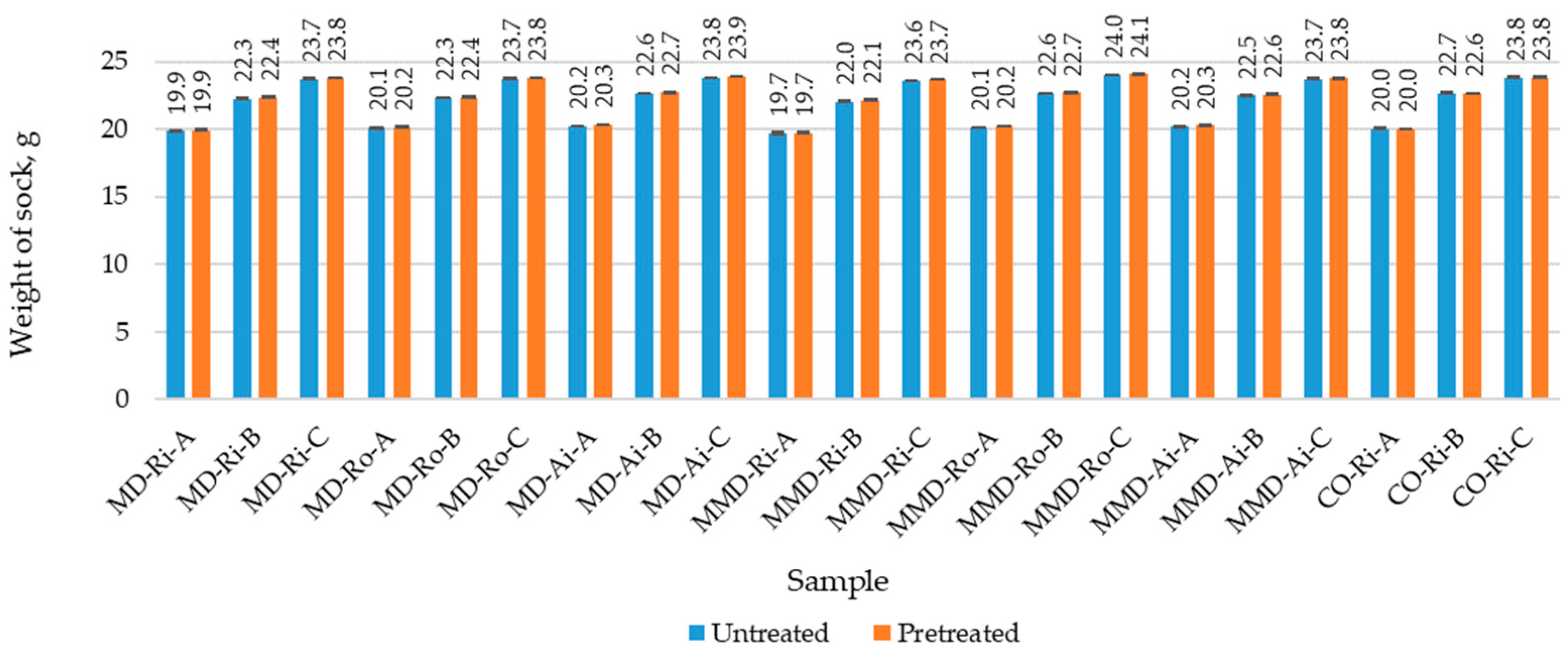
- The weight of one sock expressed in grams
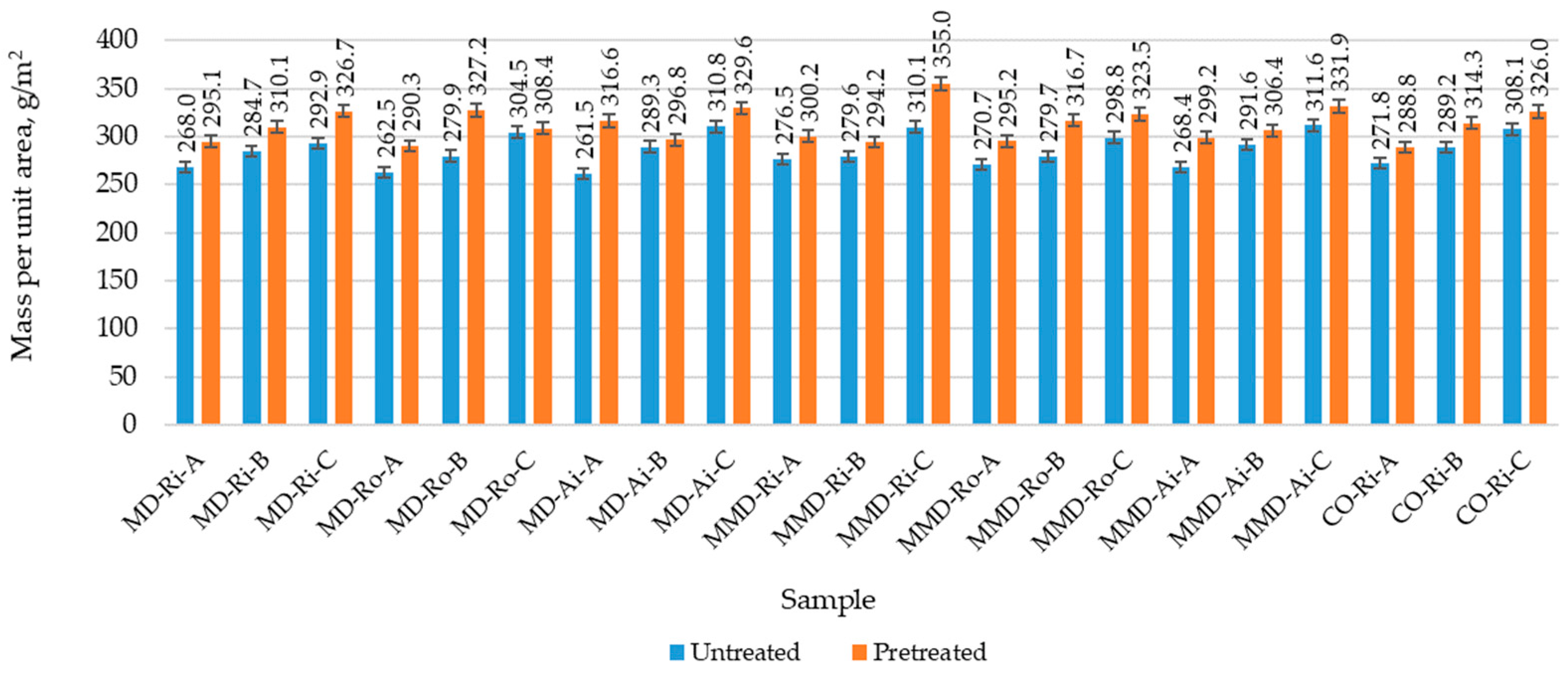
- The sock plain knit mass per unit area according to the EN 12127:2003 expressed in g/m2
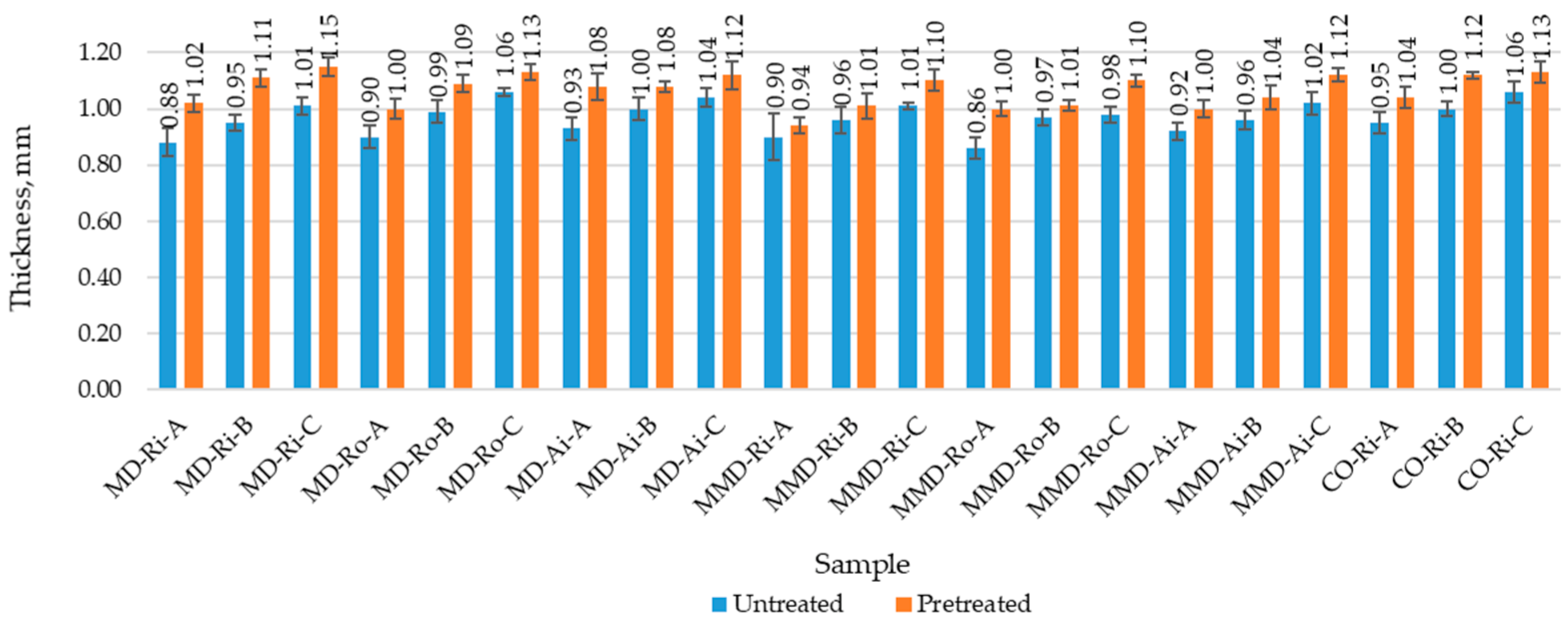
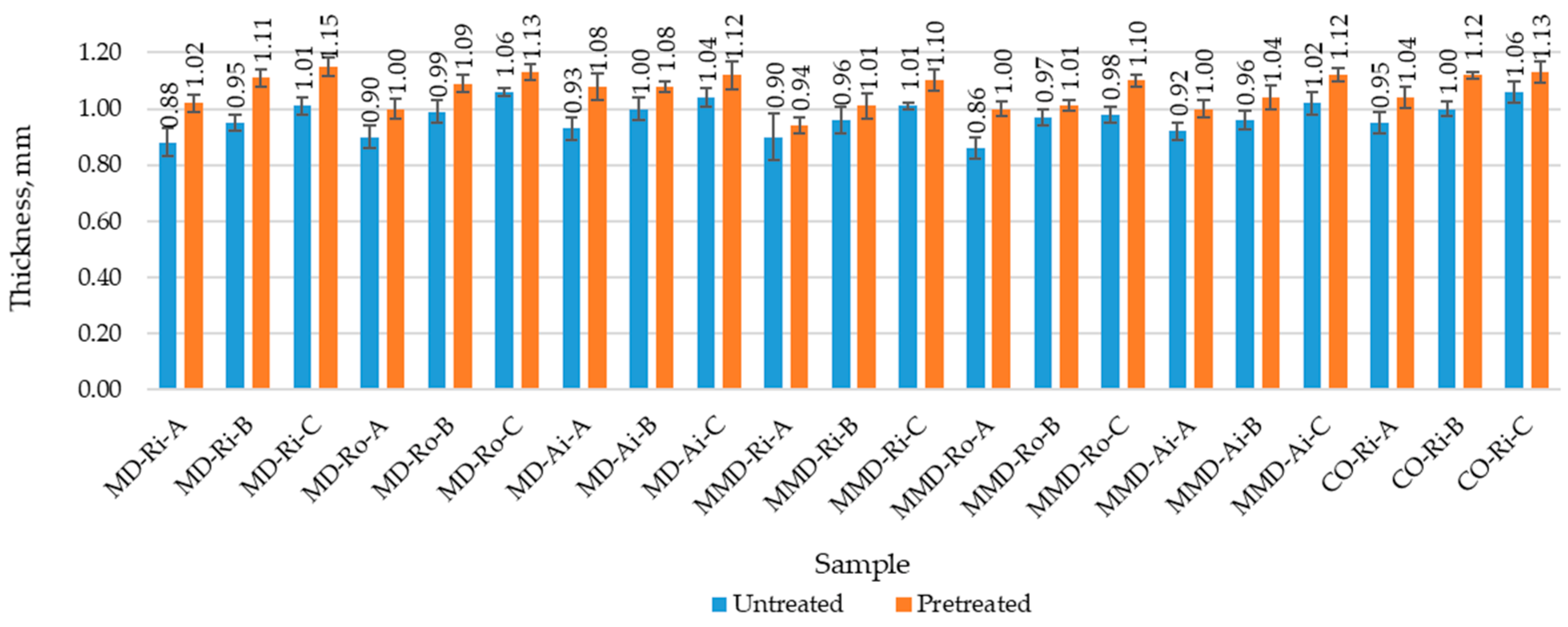
- The sock plain knit thickness according to the EN ISO 5084:2003 expressed in millimeters, using the Hess MBV GmbH thickness tester 2000-U
- The sock plain knit density parameters consisting of the number of wales/cm, courses/cm and stitches/cm2, according to the EN 14971:2008
2.2.2. Sock Usage Properties Measurements
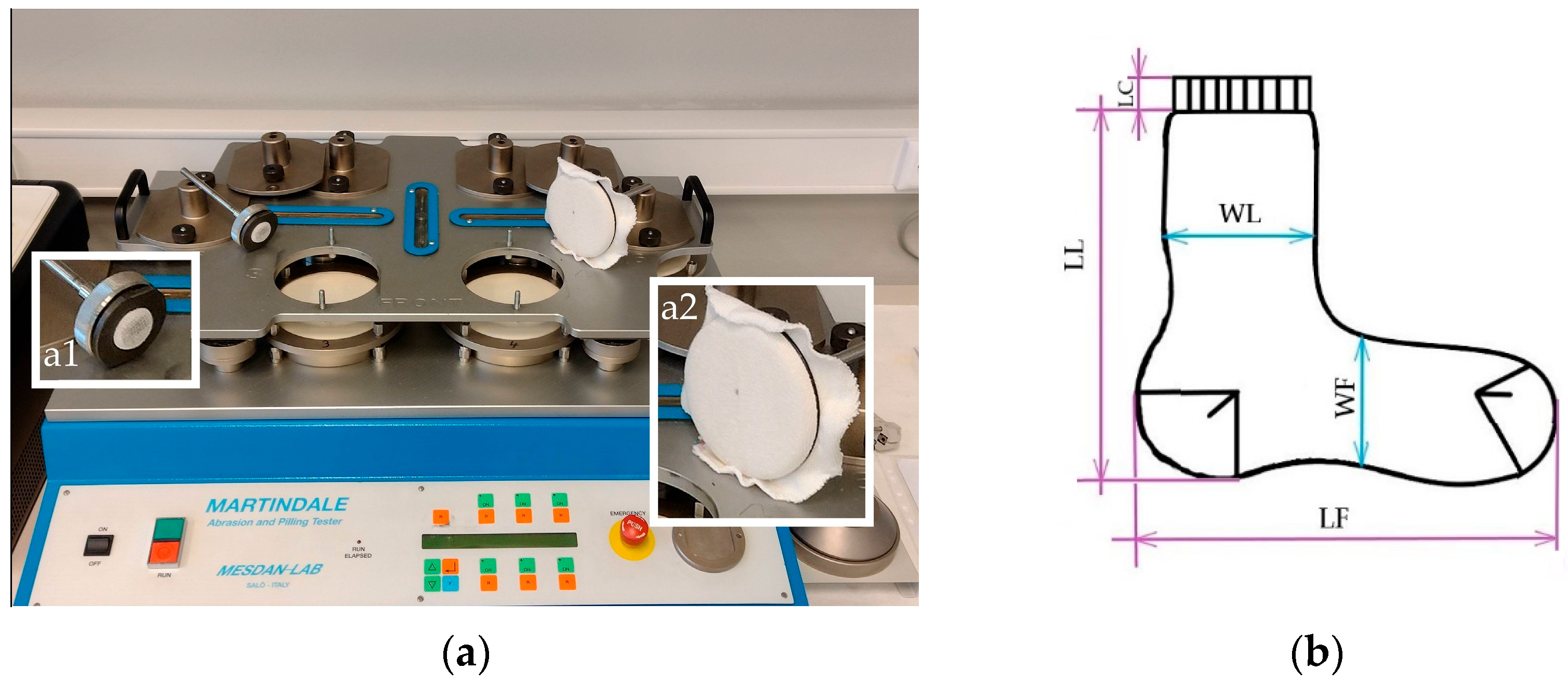
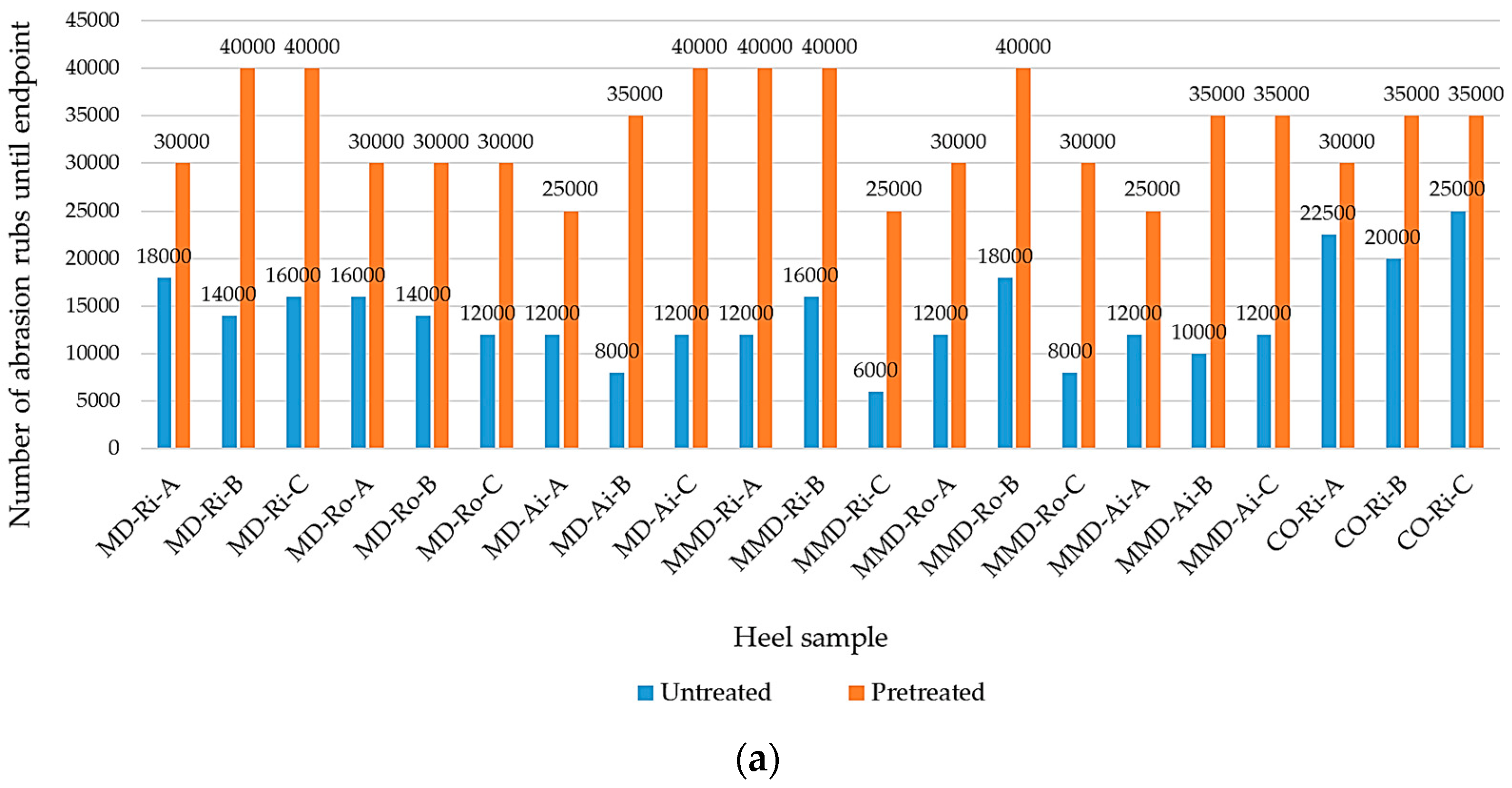
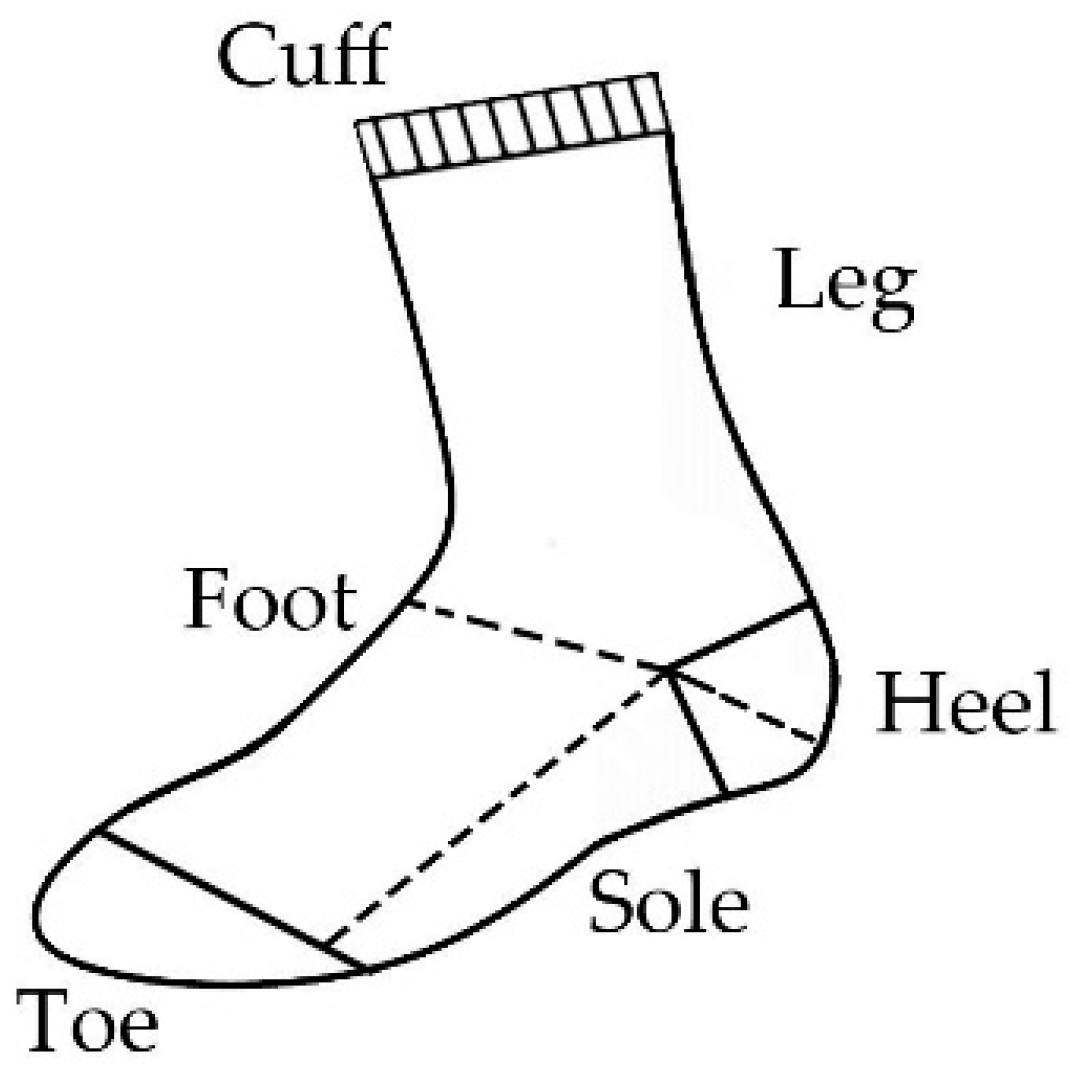
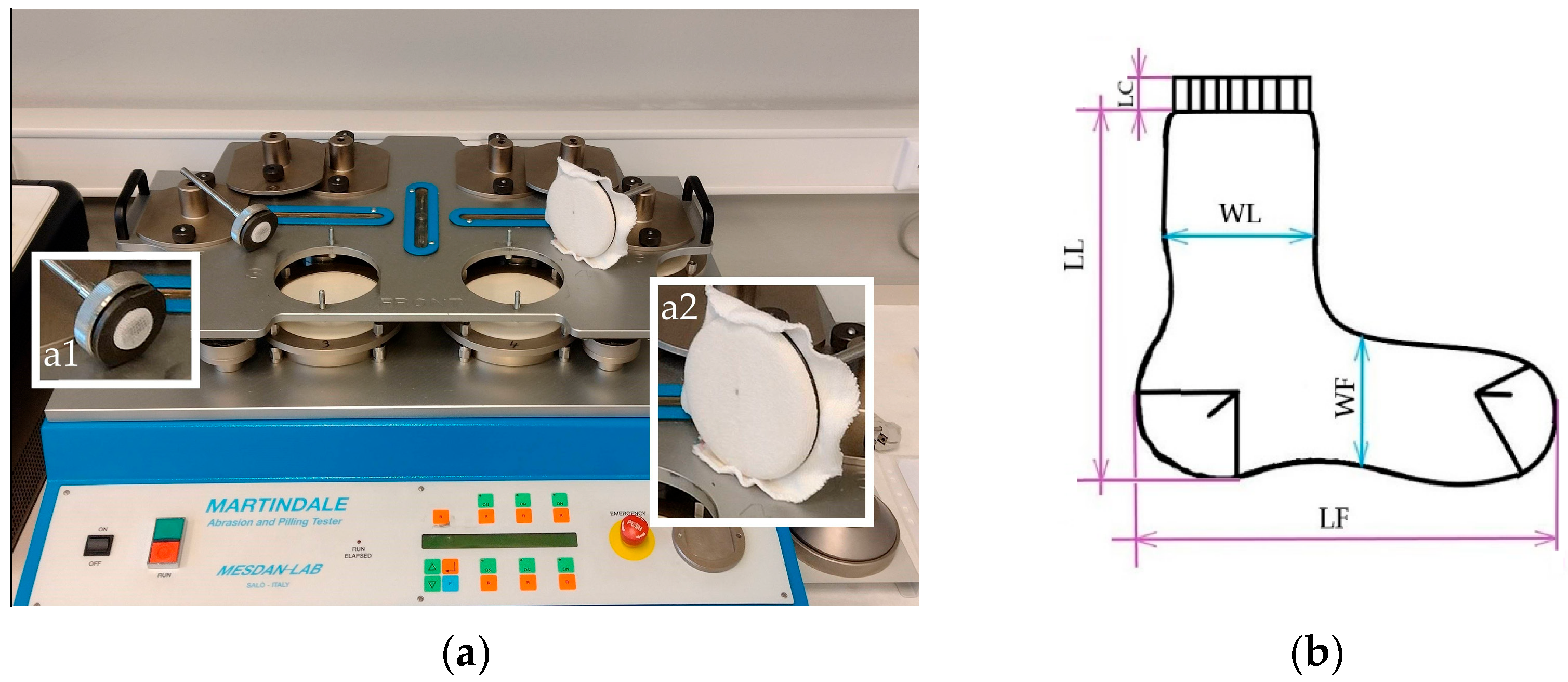
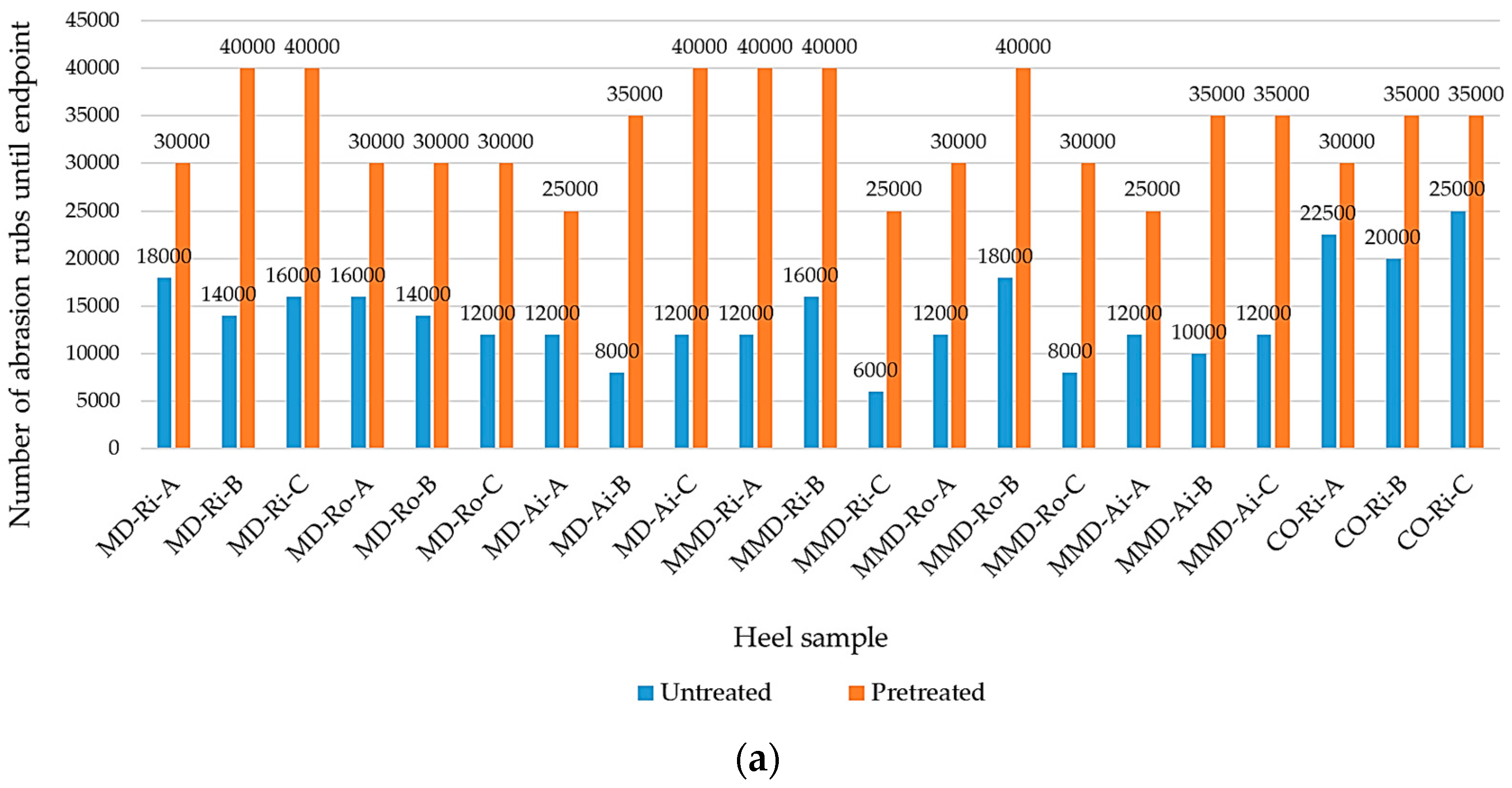
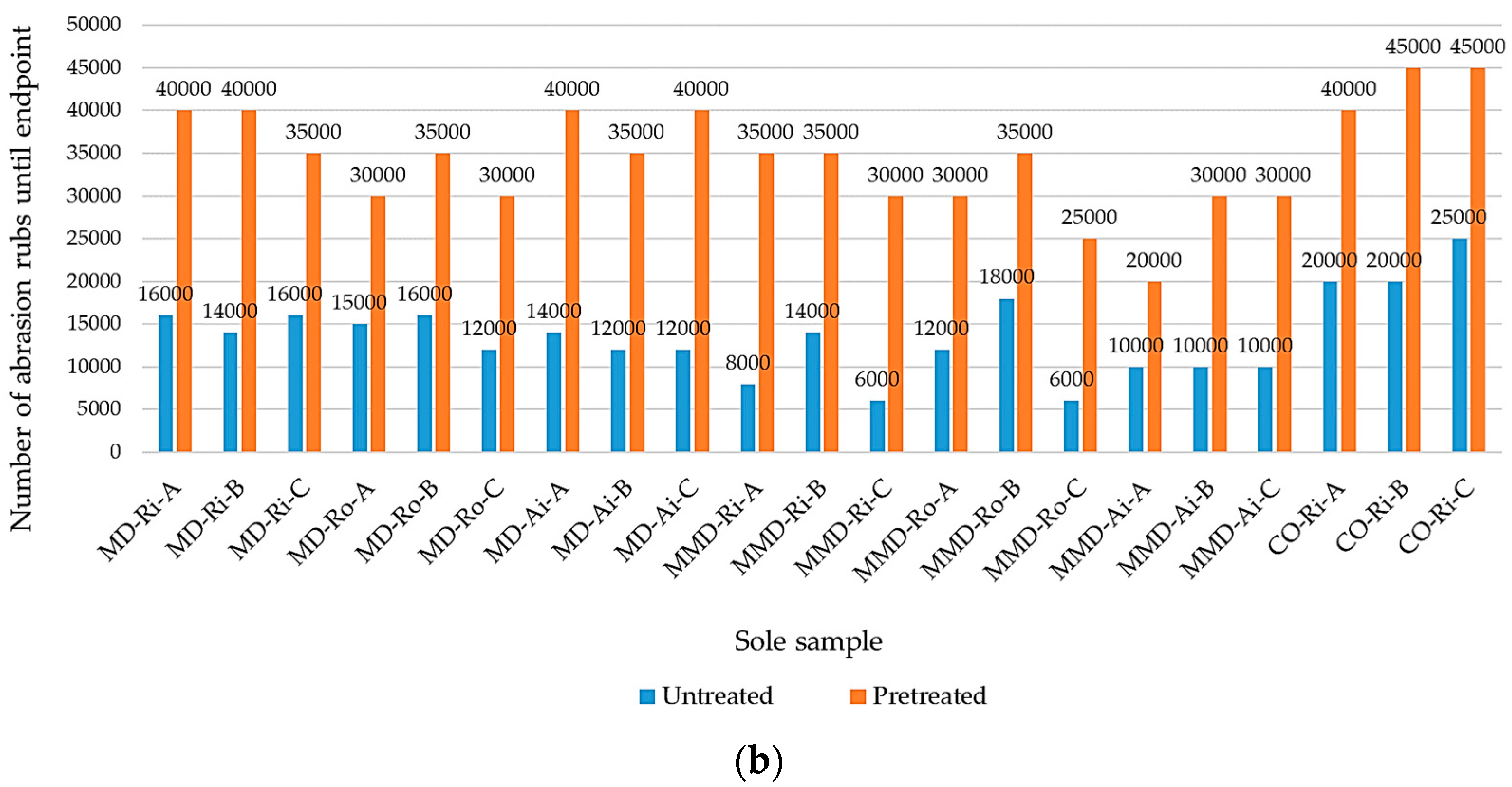
- The sock plain knit abrasion resistance was measured using the Mesdan-Lab Martindale abrasion and pilling tester (Figure 6a) in accordance with the EN 13770:2002, method 1, through the determination of the specimen breakdown, where the plain knit specimens were abraded against the reference wool abrasive fabric with a cyclic planar motion in the form of a Lissajous figure. The SDC Enterprises Limited UK Martindale woven wool abradant with a mass per unit area of 250 g/m2, as specified in the EN ISO 12947-1:1998+AC:2006, was used for the test. Two circular specimens with a diameter of 38 ± 5 mm were taken from the heel and two from the sole of the socks (Figure 5). During the test, the specimens were stretched over a flattened rubber surface of the holders and loaded with the corresponding weight of 12 kPa. The endpoint was defined as the occurrence of the specimen breakage (the breakage of the thread in the knitted structure, usually resulting in a hole) or significant thinning (wear of the main spun yarns), which was periodically checked. During the inspection, the pills were removed using sharp scissors with curved blades. The number of rubs until the endpoint was reached was recorded.
- The sock plain knit propensity to surface pilling was measured according to the EN ISO 12945-2:2020 using the modified Martindale method (Figure 6a). Three specimens were rubbed according to the Lissajous figure against the same reference wool abradant loaded with the corresponding weight of 415 g. The specimens were cut in a circular shape with a diameter of 140 ± 5 mm and taken from the socks leg part (Figure 5). During the test, the specimens were visually assessed after 125, 500, 1000, 2000, 5000 and 7000 pilling rubs, according to the EN ISO 12945-4:2020, with grades 1 to 5 corresponding to the appropriate pilling degrees. Each specimen was evaluated separately by three experts and the result was expressed as a mean value.
2.2.3. Socks Comfort Properties Measurements
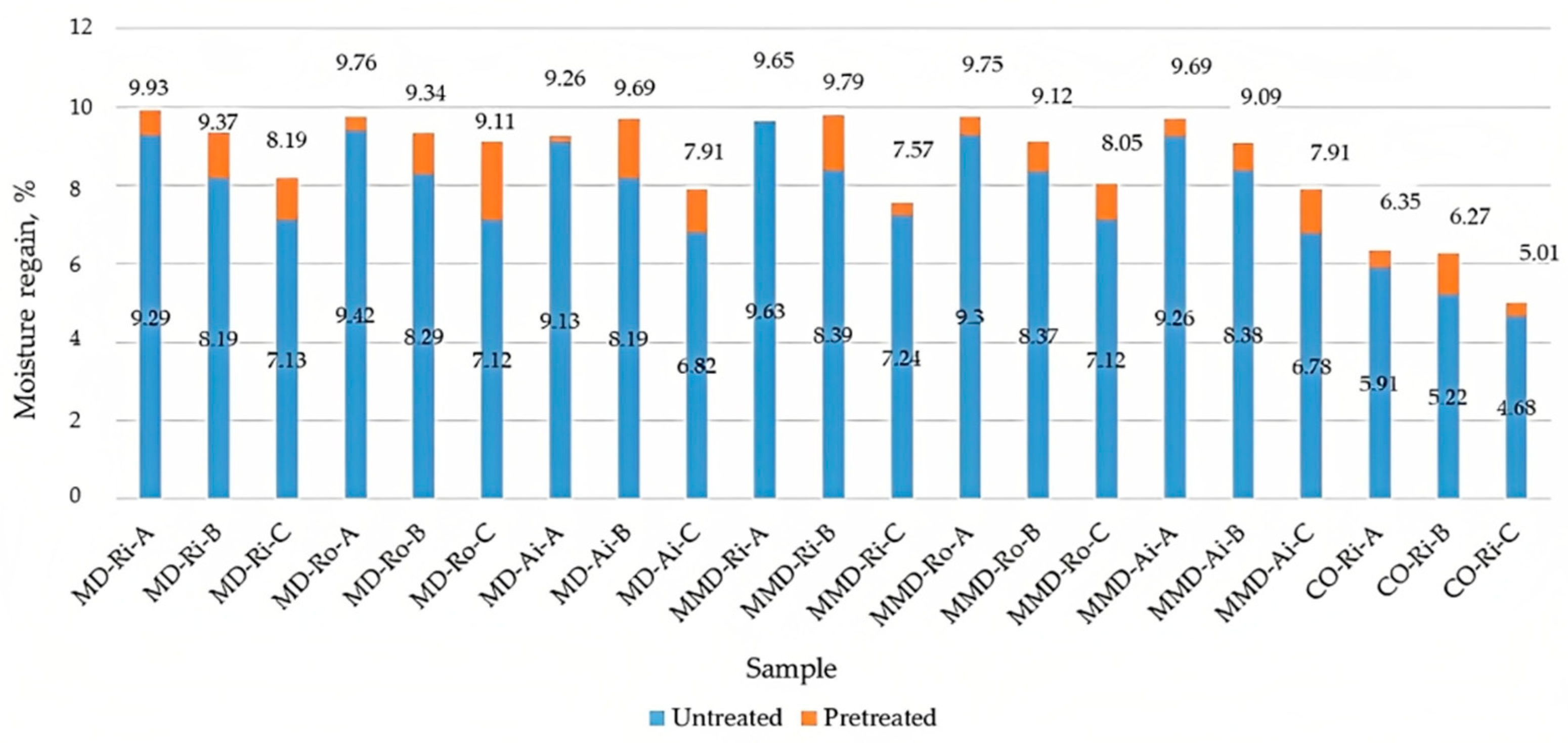
- The water vapor absorption of the sock plain knits was determined according to the ASTM D 2654-89a. The circular specimens of the plain knits with an area of 100 cm2 were cut from the leg part of the conditioned socks, weighed, then dried in an oven at 105 ± 2 °C for 24 h and reweighed. The difference between the mass of the conditioned and the mass of the oven-dried specimens was calculated as the moisture regain and expressed as a percentage. The mean value of three measurements was given as the result.
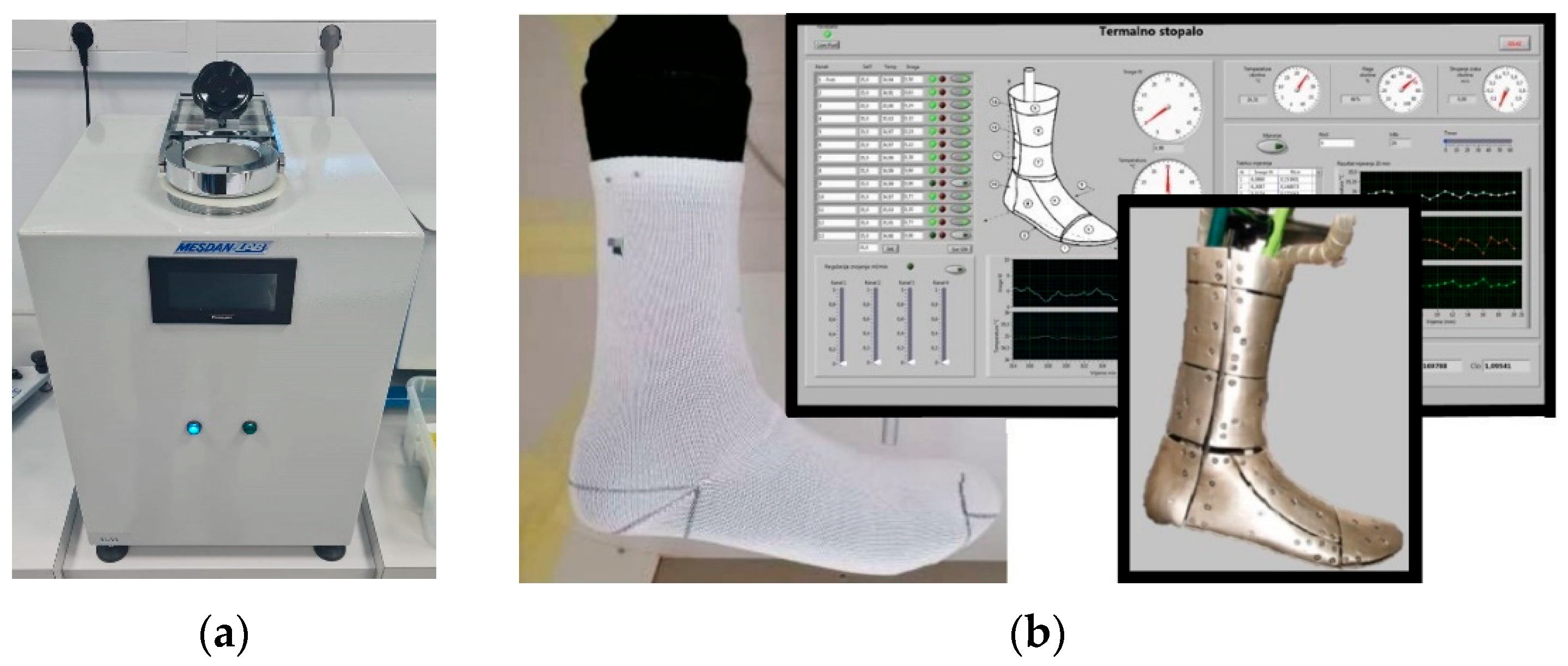
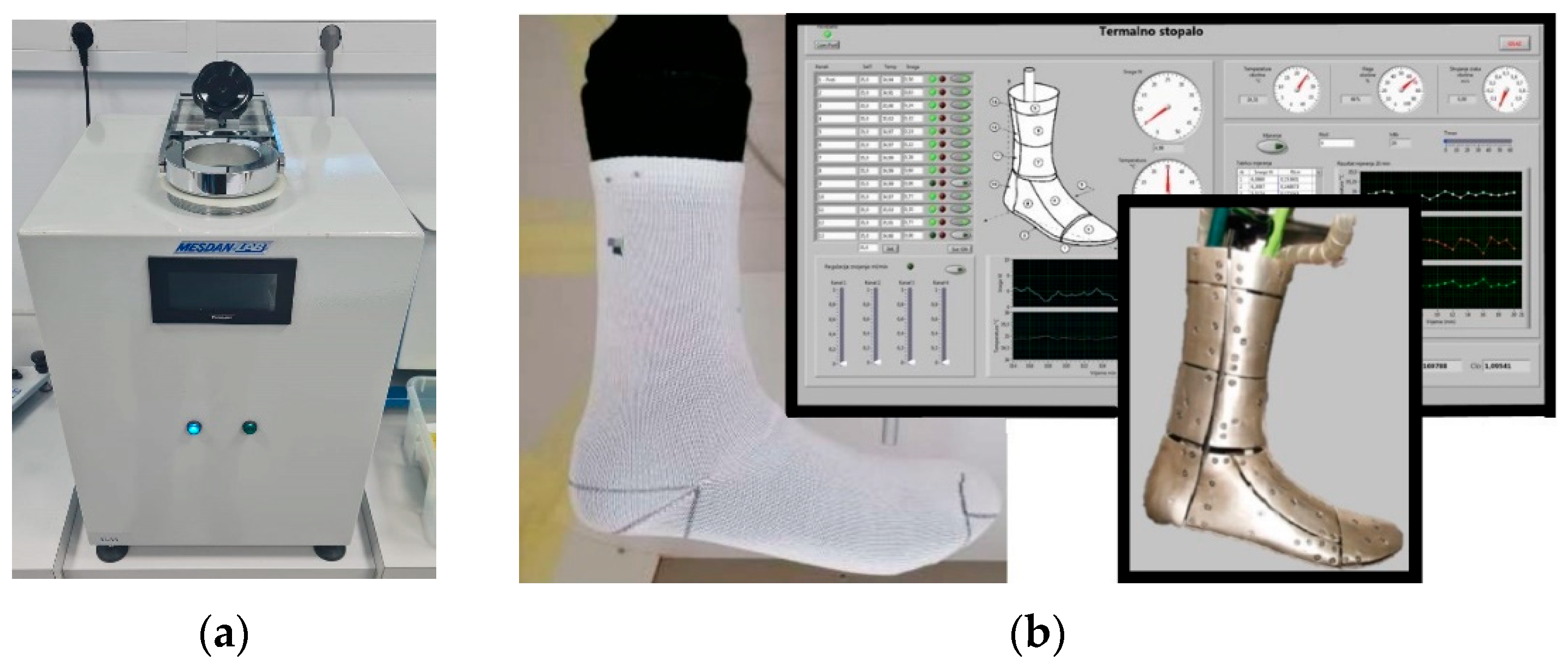
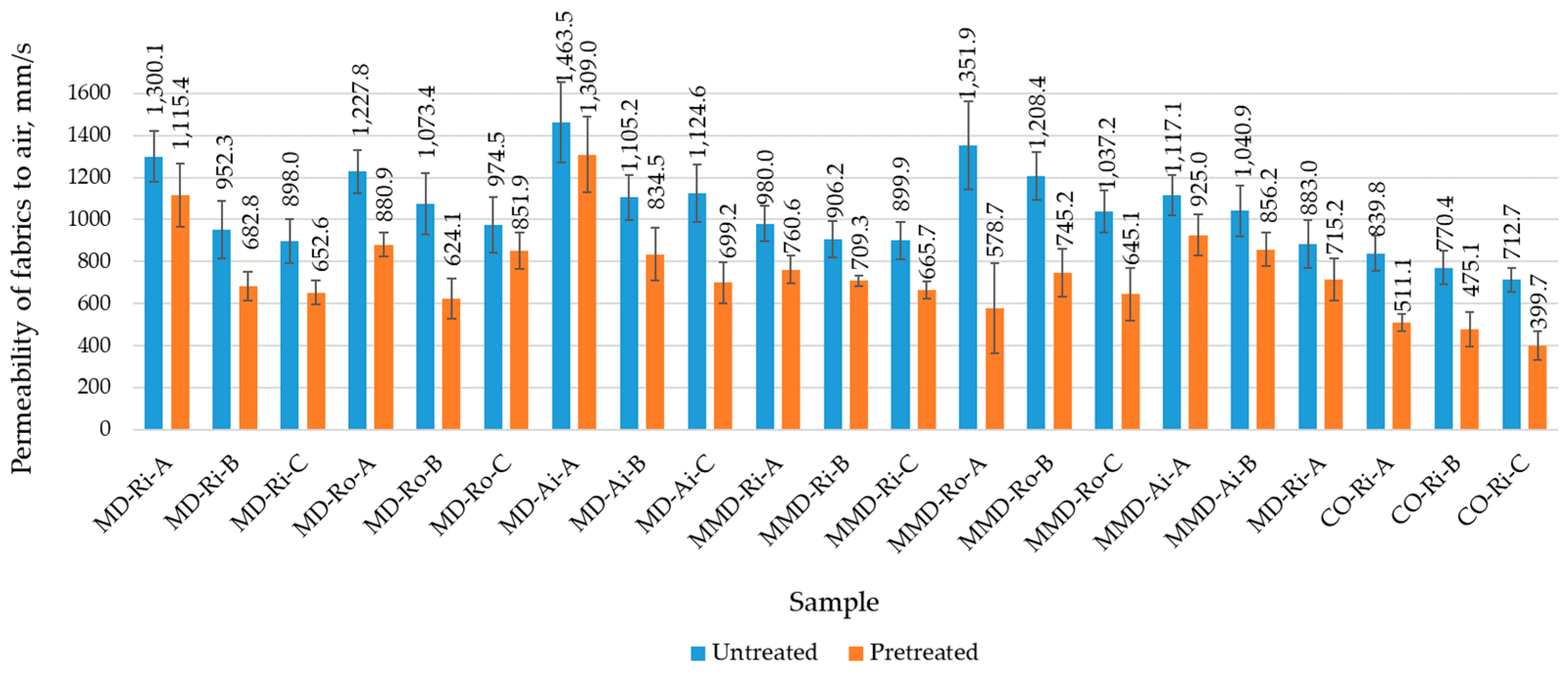
- The permeability of the sock plain knits to air was determined according to the EN ISO 9237:1995 using the air permeability tester shown in Figure 7a. The arithmetic mean of the individual air flow readings in a test area of 5 cm2 and a pressure drop of 100 Pa was noted. The air permeability was calculated according to Equation (1)where qv is the arithmetic mean of the air flow expressed in dm3/min, A is the test surface area expressed in cm2 and 167 is the conversion factor from dm3/min cm2 to mm/s.
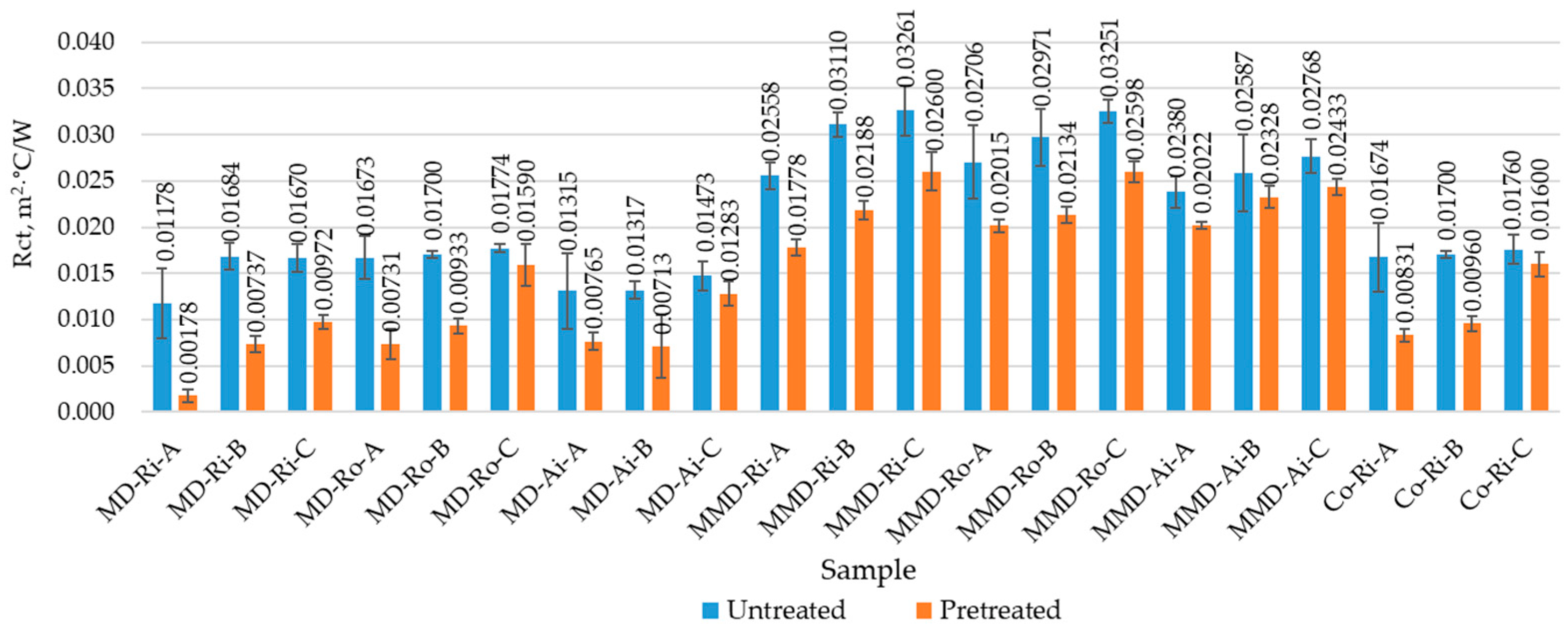
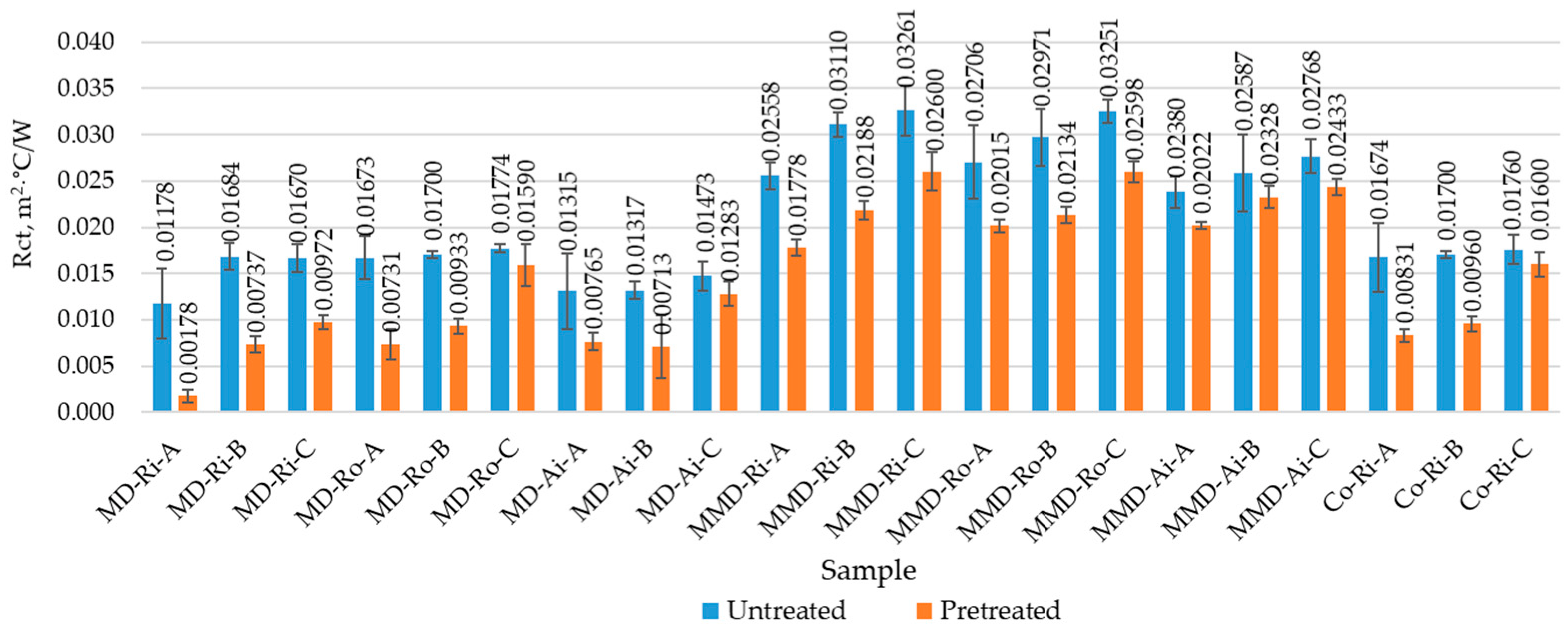
- The thermal resistance of the socks was defined as the ability of the socks to resist the heat flow through their knitted structure, using the thermal foot manikin system (Figure 7b). It consisted of the thermal foot (EU size 42), a stainless steel support structure, shock absorbers and a heating subsystem. The heating subsystem, controlled by the personal computer was connected to the thermal foot using highly flexible cables. The thermal foot was divided into 13 silver alloy surface segments that were independently heated to a temperature of 35 ± 0.5 °C. Since the heaters and temperature sensors were installed in each segment, the thermal resistance on each segment or the total resistance could be determined using a special algorithm. The two upper segments were excluded from the measurement, so the total measurement area at the thermal foot was 88.190 mm2. The apparatus constant (Rct0) needed to be determined first under the defined environmental conditions of 20 ± 2 °C air temperature, 65 ± 4% relative humidity, an air speed of 1 m/s. The sock to be tested was then placed on thermal foot and the total thermal resistance (Rctt) of the apparatus and the sock was measured. The thermal resistance of the tested sock sample (Rct) was calculated from the difference between Rctt and Rct0 according to Equation (2)where Rct is the thermal resistance of the tested sock, Rctt is the total thermal resistance of the apparatus and the sock and Rct0 is the thermal resistance of the apparatus (thermal foot), all in m2 °C/W. As a result, the mean value of the measurements on the three sock samples of the same group was provided.Rct = Rctt − Rct0
3. Results and Discussion
3.1. Sock Physical Properties
3.2. Socks Usage Properties
3.3. Socks Comfort Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tsujisaka, T.; Azuma, Y.; Matsumoto, Y.-I.; Morooka, H. Comfort pressure of the top part of men’s socks. Text. Res. J. 2004, 74, 598–602. [Google Scholar] [CrossRef]
- Stygienė, L.; Varnaitė-Žuravliova, S.; Abraitienė, A.; Sankauskaite, A.; Skurkyte-Papieviene, V.; Krauledas, S.; Mažeika, S. Development, investigation and evaluation of smart multifunctional socks. J. Ind. Text. 2020, 51, 2330–2353. [Google Scholar] [CrossRef]
- Tomljenović, A.; Skenderi, Z.; Kraljević, I.; Živičnjak, J. Durability and comfort assessment of casual male socks. In Advances in Applied Research on Textile and Materials-IX. CIRATM 2020; Msahli, S., Debbabi, F., Eds.; Springer Proceedings in Materials; Springer Nature Switzerland AG: Cham, Switzerland, 2022; Volume 17, pp. 210–215. [Google Scholar]
- El-Dessouki, H.A. A study on abrasion characteristics and pilling performance of socks. Int. Des. J. 2014, 4, 229–234. [Google Scholar]
- Khan, A.; Ahmad, S.; Amjad, A.; Khan, I.A.; Ibraheem, W. Development of a statistical model for predicting the dimensional stability of socks during wet processing. J. Textile Sci. Eng. 2017, 7, 1000304. [Google Scholar]
- Wulfhorst, B.; Külter, H. Fiber tables according to P.-A. Koch. Cotton. Chem. Fibers Int. 1989, 39, 12–34. [Google Scholar]
- Albrecht, W.; Wulfhorst, B.; Külter, H. Fiber tables according to P.-A. Koch. Regenerated cellulose fibers. Chem. Fibers Int. 1991, 40, 26–44. [Google Scholar]
- Albrecht, W.; Reintjes, M.; Wulfhorst, B. Fiber tables according to P.-A. Koch. Lyocell fibers (Alternative regenerated cellulose fibers). Chem. Fibers Int. 1997, 47, 298–304. [Google Scholar]
- CEN ISO/TR 11827:2016; Textiles-Composition Testing-Identification of Fibres. CEN: Brussels, Belgium, 2016.
- Abdessalem, S.B.; Abidi, F.; Mokhtar, S.; Elmarzougui, S. Dimensional Stability of Men’s Socks. Res. J. Text. Appar. 2008, 12, 61–69. [Google Scholar] [CrossRef]
- Basra, S.A.; Asfand, N.; Azam, Z.; Iftikhar, K.; Irshad, M.A. Analysis of the factors affecting the dimensional stability of socks using full-factorial experimental design method. J. Eng. Fiber. Fabr. 2020, 15, 1–10. [Google Scholar] [CrossRef]
- Soltanzade, Z.; Najar, S.S.; Haghpanahi, M.; Mohajeri-Tehrani, M.R. Effect of socks structure on planar dynamic pressure distribution. Proc. Inst. Mech. Eng. H J. Eng. Med. 2016, 230, 1043–1050. [Google Scholar] [CrossRef]
- Khalid, R.; Jamshaid, H.; Mishra, R.; Ma, P.; Zhu, G. Performance analysis of socks produced by auxetic yarns for protective applications. J. Ind. Text. 2022, 51, 6838–6863. [Google Scholar] [CrossRef]
- West, A.M.; Havenith, G.; Hodder, S. Are running socks beneficial for comfort? The role of the sock and sock fiber type on shoe microclimate and subjective evaluations. Text. Res. J. 2021, 91, 1698–1712. [Google Scholar] [CrossRef]
- Özdıˆl, N.; Marmarali, A.; Oğlakcioğlu, N. The abrasion resistance of socks. Int. J. Cloth. Sci. Technol. 2009, 21, 56–63. [Google Scholar] [CrossRef]
- Mansoor, T.; Hes, L.; Bajzik, V.; Noman, M.T. Novel method on thermal resistance prediction and thermo-physiological comfort of socks in a wet state. Text. Res. J. 2020, 90, 1987–2006. [Google Scholar] [CrossRef]
- Hashan, M.; Hasan, K.M.F.; Khandaker, F.R.; Karmaker, K.C.; Deng, Z.; Zilani, M.J. Functional properties improvement of socks items using different types of yarn. Int. J. Text. Sci. 2017, 6, 34–42. [Google Scholar]
- Čiukas, R.; Abramavičiūtė, J.; Kerpauskas, P. Investigation of the thermal properties of socks knitted from yarns with peculiar properties. Part I. Thermal conductivity coefficient of socks knitted from natural and synthetic textured yarns. Fibres Text. East. Eur. 2010, 18, 89–93. [Google Scholar]
- Čiukas, R.; Abramavičiūtė, J.; Kerpauskas, P. Investigation of the thermal properties of socks knitted from yarns with peculiar properties. Part II: Thermal resistance of socks knitted from natural and stretch yarns. Fibres Text. East. Eur. 2011, 19, 64–68. [Google Scholar]
- Demiroz Gun, A.; Nur Akturk, H.; Sevkan Macit, A.; Alan, G. Dimensional and physical properties of socks made from reclaimed fibre. J. Text. Inst. 2014, 105, 1108–1117. [Google Scholar]
- Gun, A.D.; Alan, G.; Macit, A.S. Thermal properties of socks made from reclaimed fibre. J. Text. Inst. 2015, 107, 1112–1121. [Google Scholar] [CrossRef]
- Cimilli, S.; Nergis, B.U.; Candan, C.; Özdemir, M. A comparative study of some comfort-related properties of socks of different fiber types. Text. Res. J. 2010, 80, 948–957. [Google Scholar] [CrossRef]
- Avcı, H.; Özdemir, M.; İridağ, B.Y.; Duru, C.S.; Candan, C. Comfort properties of socks from seacell fibers. J. Text. Inst. 2017, 109, 419–425. [Google Scholar] [CrossRef]
- Iqbal, S.; Eldeeb, M.; Ahmad, Z.; Mazari, A. Comparative study on viscose yarn and knitted fabric made from open end and rieter airjet spinning system. Tekst. Konfeksiyon 2017, 27, 234–240. [Google Scholar]
- Rameshkumar, C.; Anandkumar, P.; Senthilnathan, P.; Jeevitha, R.; Anbumani, N. Comparitive studies on ring rotor and vortex yarn knitted fabrics. AUTEX Res. J. 2008, 8, 100–105. [Google Scholar]
- Tripathi, L.; Behera, B.K. Comparative studies on ring, compact and vortex yarns and fabrics. J. Text. Sci. Fash. Technol. 2020, 6, 1–14. [Google Scholar]
- Skenderi, Z.; Kopitar, D.; Ercegović Ražić, S.; Iveković, G. Study on physical-mechanical parameters of ring-, rotor- and air-jet-spun modal and micro modal yarns. Tekstilec 2019, 62, 42–53. [Google Scholar] [CrossRef]
- Kim, H.A.; Kim, S.J. Mechanical Properties of Micro Modal Air Vortex Yarns and the Tactile Wear Comfort of Knitted Fabrics. Fibers Polym. 2018, 19, 211–218. [Google Scholar] [CrossRef]
- Özdil, N.; Özçelik Kayseri, G.; Süpüren Mengüç, G. Analysis of Abrasion Characteristic in Textiles. In Abrasion Resistance of Materials; Adamiak, M., Ed.; IntechOpen: Rijeka, Croatia, 2012; pp. 119–146. [Google Scholar]
- Van Amber, R.R.; Wilson, C.A.; Laing, R.M.; Lowe, B.J.; Niven, B.E. Thermal and moisture transfer properties of sock fabrics differing in fiber type, yarn, and fabric structure. Text. Res. J. 2015, 85, 1269–1280. [Google Scholar] [CrossRef]
- Van Amber, R.R.; Lowe, B.J.; Niven, B.E.; Laing, R.M.; Wilson, C.A.; Collie, S. The effect of fiber type, yarn structure and fabric structure on the frictional characteristics of sock fabrics. Text. Res. J. 2015, 85, 115–127. [Google Scholar] [CrossRef]
- Van Amber, R.R.; Lowe, B.J.; Niven, B.E.; Laing, R.M.; Wilson, C.A. Sock fabrics: Relevance of fiber type, yarn, fabric structure and moisture on cyclic compression. Text. Res. J. 2015, 85, 26–35. [Google Scholar] [CrossRef]
- Mohammad, A.A.; Abdel Megeid, Z.M.; Saleh, S.S.; Abdo, K.M. Studying the performance of men’s socks. Res. J. Text. Appar. 2012, 16, 86–92. [Google Scholar] [CrossRef]
- Wang, W.Y.; Hui, K.T.; Kan, C.W.; Maha-In, K.; Pukjaroon, S.; Wanitchottayanont, S.; Mongkholrattanasit, R. An Analysis of Air Permeability of Cotton-Fibre-Based Socks. Key Eng. Mater. 2019, 805, 76–81. [Google Scholar] [CrossRef]
- Baussan, E.; Bueno, M.; Rossi, R.; Derler, S. Analysis of current running sock structures with regard to blister prevention. Text. Res. J. 2013, 83, 836–848. [Google Scholar] [CrossRef]
- Skenderi, Z.; Mihelić-Bogdanić, A.; Mijović, B. Thermophysiological Wear Comfort of Footwear. J. Leather Footwear 2017, 66, 12–21. [Google Scholar]
- Stygienė, L.; Krauledas, S.; Abraitienė, A.; Varnaitė-Žuravliova, S.; Dubinskaitė, K. Thermal comfort and electrostatic properties of socks containing fibers with bio-ceramic, silver and carbon additives. Materials 2022, 15, 2908. [Google Scholar] [CrossRef]
- Bertaux, E.; Derler, S.; Rossi, R.M.; Zeng, X.; Koehl, L.; Ventenat, V. Textile, physiological, and sensorial parameters in sock comfort. Text. Res. J. 2010, 80, 1803–1810. [Google Scholar] [CrossRef]
- Kumpikaitė, E.; Tautkutė-Stankuvienė, I.; Simanavičius, L.; Petraitienė, S. The influence of finishing on the pilling resistance of linen/silk woven fabrics. Materials 2021, 14, 6787. [Google Scholar] [CrossRef]
- Sakthivel, J.C.; Anbumani, N. Dimensional properties of single jersey knitted fabrics made from new and regenerated cellulosic fibers. J. Text. Appar. Technol. Manag. 2012, 7, 1–10. [Google Scholar]
- Onal, L.; Candan, C. Contribution of Fabric Characteristics and Laundering to Shrinkage of Weft Knitted Fabrics. Text. Res. J. 2003, 73, 187–191. [Google Scholar] [CrossRef]
- Mckinney, M.; Broome, E.R. The Effects of Laundering on the Performance of Open-End and Ring-Spun Yarns in Jersey Knit Fabrics. Text. Res. J. 1977, 47, 155–162. [Google Scholar] [CrossRef]
- Hashimoto, Y.; Kim, K.O.; Hashimoto, K.; Takatera, M. Effect of washing and drying conditions on dimensional change in various articles of knitted clothing. J. Fiber Bioeng. Inform. 2018, 11, 227–240. [Google Scholar] [CrossRef]
- Savile, B.P. Physical Testing of Textiles, 1st ed.; Woodhead Publishing Limited: Cambridge, UK, 1999; pp. 184–207. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Type | Cotton | Modal |
|---|---|---|
Elongation at break (%)
| ||
| 8–10 | 10–15 | |
| 12–14 | 11–16 | |
Tenacity (cN/tex)
| ||
| 25–30 | 36–42 | |
| 26–32 | 27–30 | |
| Moisture regain (%) | 7.0–9.5 | 11.5–12.5 |
| Water retention value (%) | 42–53 | 55–70 |
| Micrographs of the fiber cross and longitudinal view (scanning electron microscopy) * |  |  |
| Yarn Type | Linear Density, Tex | Breaking Force, cN | Breaking Elongation, % | Tenacity, cN/Tex | Work of Rupture, cNcm |
|---|---|---|---|---|---|
| Main yarn * | |||||
| MD-Ri | 20.0 | 487 ± 10 | 10.2 ± 0.2 | 24.3 ± 0.5 | 1436 ± 47 |
| MD-Ro | 20.0 | 325 ± 9 | 7.2 ± 0.2 | 16.3 ± 0.5 | 738 ± 32 |
| MD-Ai | 20.0 | 406 ± 10 | 9.0 ± 0.2 | 20.3 ± 0.5 | 1067 ± 42 |
| MMD-Ri | 20.0 | 506 ± 11 | 9.5 ± 0.2 | 25.3 ± 0.6 | 1421 ± 50 |
| MMD-Ro | 20.0 | 344 ± 10 | 7.3 ± 0.2 | 17.2 ± 0.5 | 777 ± 42 |
| MMD-Ai | 20.0 | 365 ± 11 | 8.2 ± 0.2 | 18.2 ± 0.5 | 886 ± 46 |
| CO-Ri (1) | 20.0 | 302 ± 5 | 3.7 ± 0.1 | 15.1 ± 0.3 | 301 ± 10 |
| CO-Ri (2) | 25.0 | 326 ± 8 | 3.8 ± 0.1 | 13.3 ± 0.3 | 333 ± 15 |
| Plating yarn * | |||||
| PA 6.6 (1) | 15.6 | 652 ± 8 | 26.07 ± 0.6 | 41.8 ± 0.5 | 4775 ± 180 |
| PA 6.6 (2) | 22.0 | 991 ± 4 | 28.5 ± 0.2 | 45.0 ± 0.2 | 7846 ± 81 |
| Lycra | 54.0 | 551 ± 14 | 321.0 ± 18 | 10.2 ± 0.4 | 2467 ± 324 |
| Sock Group | Yarn Type | Fiber Content, % | ||
|---|---|---|---|---|
| Leg and Foot/ Plain Pattern | Cuff/ Rib Pattern | |||
| A | Main yarn * | Modal: Ri, Ro or Ai × 3 Micro modal: Ri, Ro or Ai × 3 Cotton: Ri (1) × 3 | 79 ± 1 | 55 ± 1 |
| Plating yarn | Polyamide 6.6 (1) × 1 Lycra × 1 | 21 ± 1 - | 14 ± 1 31 ± 1 | |
| B | Main yarn * | Modal: Ri, Ro or Ai × 3 Micro modal: Ri, Ro or Ai × 3 Cotton: Ri (1) × 3 | 71 ± 1 | 52 ± 1 |
| Plating yarn | Polyamide 6.6 (2) × 1 Lycra × 1 | 29 ± 1 - | 19 ± 1 29 ± 1 | |
| C | Main yarn * | Modal: Ri, Ro or Ai × 2 Micro modal: Ri, Ro or Ai × 2 Cotton: Ri (1) × 2 | 44 ± 1 | 42 ± 1 |
| + Cotton: Ri (2) × 1 | 28 ± 1 | 18 ± 1 | ||
| Plating yarn | Polyamide 6.6 (2) × 1 Lycra × 1 | 28 ± 1 - | 16 ± 1 24 ± 1 | |
| Sock Sample * | Wales, cm−1 | Courses, cm−1 | Stitches, cm−2 | |||
|---|---|---|---|---|---|---|
| Untreated | Pretreated | Untreated | Pretreated | Untreated | Pretreated | |
| MD-Ri-A | 6 | 7 | 7 | 8 | 42 | 56 |
| MD-Ri-B | 6 | 7 | 7 | 9 | 42 | 63 |
| MD-Ri-C | 6 | 6 | 7 | 8 | 42 | 48 |
| MD-Ro-A | 6 | 6 | 8 | 9 | 48 | 54 |
| MD-Ro-B | 6 | 6 | 8 | 9 | 48 | 54 |
| MD-Ro-C | 6 | 6 | 7 | 9 | 42 | 54 |
| MD-Ai-A | 6 | 6 | 7 | 9 | 42 | 54 |
| MD-Ai-B | 6 | 6 | 7 | 8 | 42 | 48 |
| MD-Ai-C | 6 | 6 | 7 | 8 | 42 | 48 |
| MMD-Ri-A | 6 | 7 | 8 | 8 | 48 | 56 |
| MMD-Ri-B | 6 | 7 | 8 | 8 | 48 | 56 |
| MMD-Ri-C | 6 | 6 | 8 | 8 | 48 | 48 |
| MMD-Ro-A | 6 | 6 | 8 | 9 | 48 | 54 |
| MMD-Ro-B | 6 | 7 | 7 | 8 | 42 | 56 |
| MMD-Ro-C | 6 | 6 | 7 | 8 | 42 | 48 |
| MMD-Ai-A | 6 | 6 | 8 | 9 | 48 | 54 |
| MMD-Ai-B | 6 | 6 | 7 | 9 | 42 | 54 |
| MMD-Ai-C | 6 | 6 | 7 | 8 | 42 | 48 |
| CO-Ri-A | 6 | 6 | 8 | 9 | 48 | 54 |
| CO-Ri-B | 6 | 6 | 8 | 9 | 48 | 54 |
| CO-Ri-C | 6 | 6 | 8 | 8 | 48 | 48 |
| Sock Group * | Weight of Sock, g | Mass per Unit Area, g/m2 | Thickness, mm | |||
|---|---|---|---|---|---|---|
| Untreated | Pretreated | Untreated | Pretreated | Untreated | Pretreated | |
| MD-A | 20.1 ± 0.14 | 20.1 ± 0.16 | 264.0 ± 2.86 | 300.6 ± 11.43 | 0.90 ± 0.021 | 1.03 ± 0.034 |
| MD-B | 22.4 ± 0.16 | 22.5 ± 0.17 | 284.6 ± 3.86 | 311.4 ± 12.45 | 0.98 ± 0.022 | 1.09 ± 0.012 |
| MD-C | 23.8 ± 0.04 | 23.8 ± 0.05 | 302.7 ± 7.41 | 321.6 ± 9.37 | 1.04 ± 0.021 | 1.13 ± 0.012 |
| MMD-A | 20.0 ± 0.22 | 20.1 ± 0.25 | 271.9 ± 3.37 | 298.2 ± 2.16 | 0.89 ± 0.025 | 0.98 ± 0.028 |
| MMD-B | 22.4 ± 0.26 | 22.5 ± 0.25 | 283.6 ± 5.63 | 305.8 ± 9.21 | 0.96 ± 0.005 | 1.02 ± 0.014 |
| MMD-C | 23.8 ± 0.17 | 23.8 ± 0.17 | 306.8 ± 5.70 | 336.8 ± 13.33 | 1.00 ± 0.017 | 1.11 ± 0.009 |
| Sock Sample * | Untreated | Pretreated | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Number of Pilling Rubs | ||||||||||||
| 125 | 500 | 1000 | 2000 | 5000 | 7000 | 125 | 500 | 1000 | 2000 | 5000 | 7000 | |
| MD-Ri-A | 4/5 | 4/5 | 4/5 | 4 | 4 | 3/4 | 4/5 | 4 | 3 | 2/3 | 2 | 2 |
| MD-Ri-B | 4 | 4 | 3/4 | 3/4 | 3 | 2/3 | 4/5 | 4/5 | 4 | 3/4 | 3 | 1 |
| MD-Ri-C | 3/4 | 3 | 2/3 | 2 | 1 | 1 | 4/5 | 4 | 3 | 2/3 | 2 | 1 |
| MD-Ro-A | 4/5 | 4/5 | 4/5 | 4 | 4 | 3 | 4/5 | 4/5 | 4 | 3/4 | 3 | 2/3 |
| MD-Ro-B | 4/5 | 4 | 4 | 3/4 | 2/3 | 2/3 | 4/5 | 4/5 | 4 | 4 | 3/4 | 3 |
| MD-Ro-C | 4 | 3/4 | 3 | 2/3 | 2 | 1 | 4/5 | 4/5 | 4 | 3/4 | 3/4 | 3 |
| MD-Ai-A | 5 | 5 | 5 | 5 | 4/5 | 4/5 | 4/5 | 3/4 | 3 | 2/3 | 2 | 1 |
| MD-Ai-B | 4/5 | 4/5 | 4/5 | 3/4 | 3 | 2/3 | 4/5 | 3 | 2/3 | 2 | 1 | 1 |
| MD-Ai-C | 4 | 3/4 | 3 | 3 | 1/2 | 1 | 4/5 | 4/5 | 3/4 | 3 | 2/3 | 2 |
| MMD-Ri-A | 5 | 5 | 5 | 5 | 4/5 | 4 | 4 | 3 | 2 | 2 | 1/2 | 1 |
| MMD-Ri-B | 5 | 4/5 | 4/5 | 4/5 | 4 | 2/3 | 4/5 | 3 | 2/3 | 2 | 1/2 | 1 |
| MMD-Ri-C | 3/4 | 3 | 2/3 | 2/3 | 2 | 1 | 4/5 | 4 | 3 | 2/3 | 2 | 1 |
| MMD-Ro-A | 5 | 4/5 | 4/5 | 4/5 | 4 | 3 | 4/5 | 4 | 3/4 | 3 | 2/3 | 2 |
| MMD-Ro-B | 5 | 4/5 | 4/5 | 4/5 | 4 | 3 | 4/5 | 4 | 3/4 | 3 | 2/3 | 2 |
| MMD-Ro-C | 3 | 2/3 | 2 | 1/2 | 1 | 1 | 4/5 | 4 | 3 | 2/3 | 2 | 1 |
| MMD-Ai-A | 5 | 5 | 5 | 5 | 4/5 | 4 | 4/5 | 3/4 | 3 | 2/3 | 1/2 | 1 |
| MMD-Ai-B | 5 | 4/5 | 4/5 | 4/5 | 4 | 3/4 | 4/5 | 3 | 2/3 | 2 | 1 | 1 |
| MMD-Ai-C | 5 | 4/5 | 4 | 3/4 | 3 | 2/3 | 4/5 | 4 | 3/4 | 3 | 1 | 1 |
| CO-Ri-A | 4/5 | 4 | 3/4 | 3 | 3 | 2/3 | 5 | 4 | 3 | 2/3 | 1/2 | 1 |
| CO-Ri-B | 4/5 | 4 | 4 | 3/4 | 3 | 2/3 | 4/5 | 4 | 3 | 2/3 | 2 | 1/2 |
| CO-Ri-C | 4/5 | 4 | 3/4 | 3 | 3 | 2 | 4/5 | 4 | 3 | 3 | 2 | 1 |
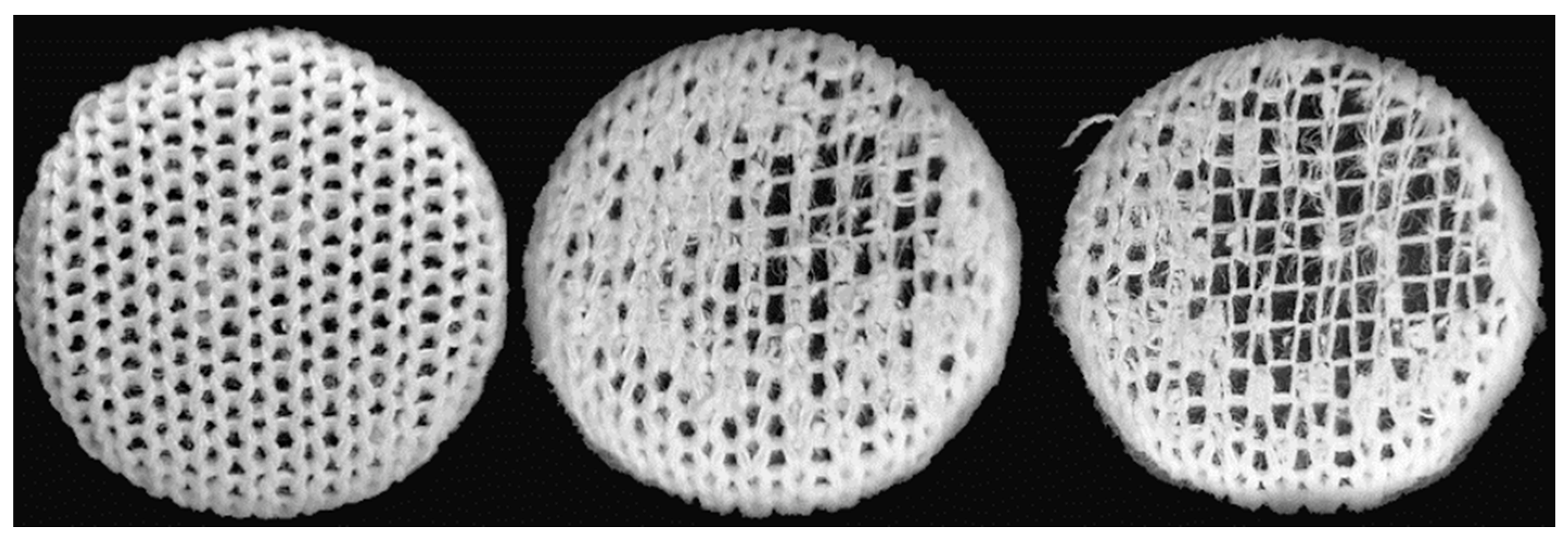
| Sock Sample | MMD-Ai-A | MMD-Ai-B | MMD-Ai-C |
|---|---|---|---|
| Untreated * |  |  |  |
| No. Rubs/Pilling Grade | 7000/4 | 7000/3–4 | 7000/2–3 |
| Pretreated * |  |  |  |
| No. Rubs/Pilling Grade | 7000/1 | 5000/1 | 5000/1 |
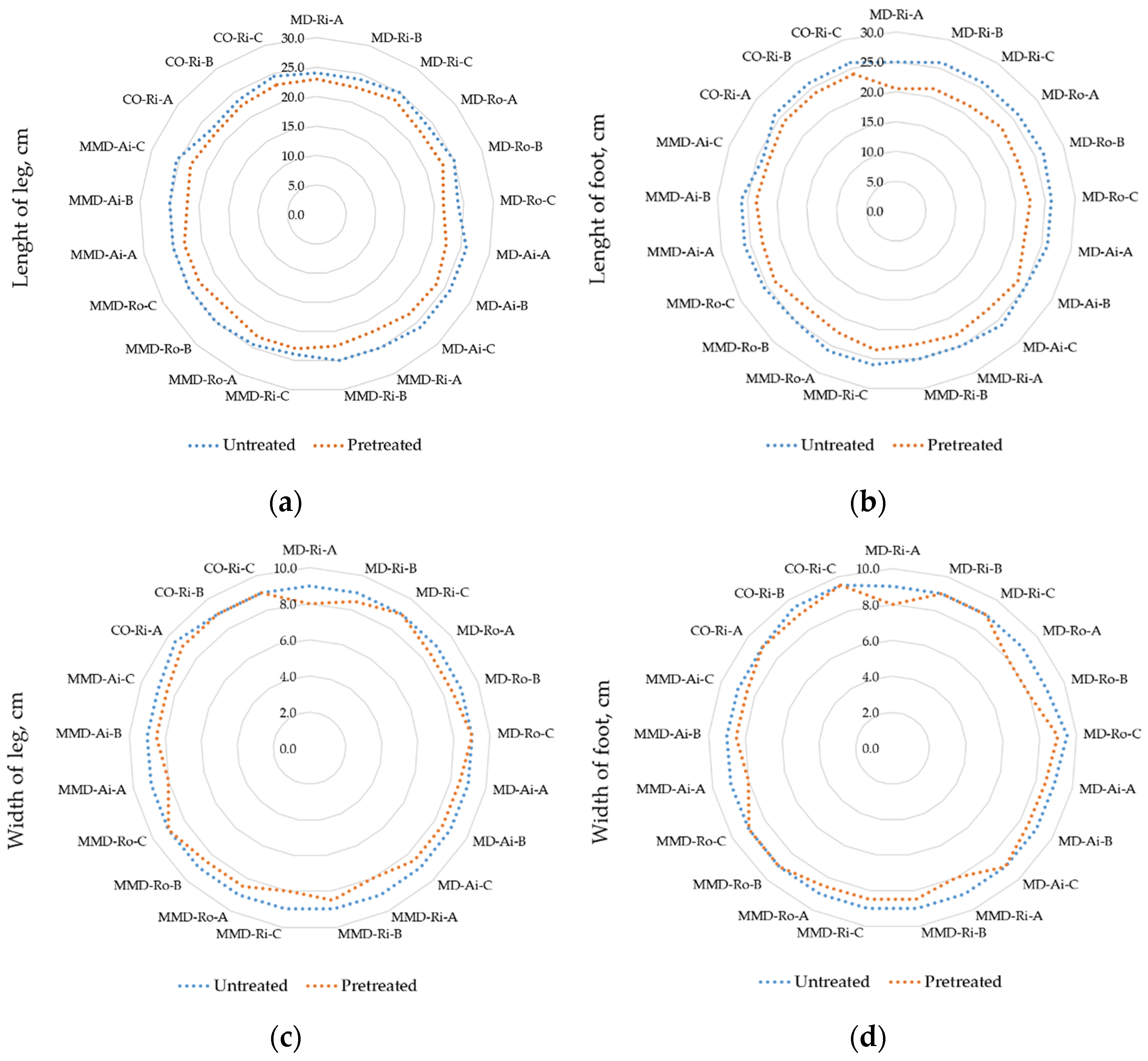
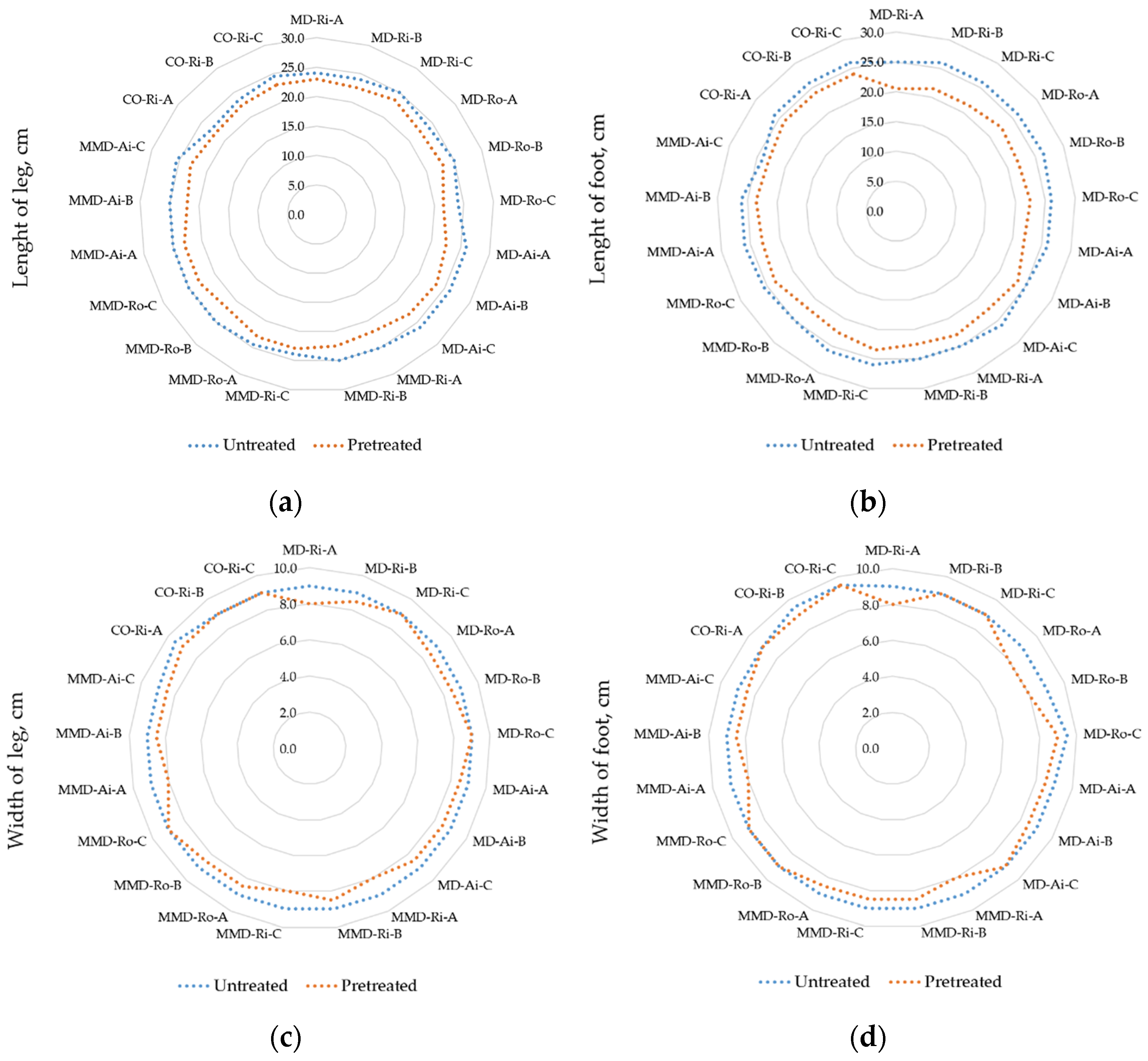
| Sock Sample * | Changes in Dimension, % | |||
|---|---|---|---|---|
| Leg Length | Foot Length | Leg Width | Foot Width | |
| MD-Ri-A | −4.17 | −18.00 | −11.112 | −11.11 |
| MD-Ri-B | −6.25 | −17.31 | −5.56 | 0.00 |
| MD-Ri-C | −6.00 | −17.31 | 0.00 | 0.00 |
| MD-Ro-A | −6.25 | −13.46 | −5.56 | −11.11 |
| MD-Ro-B | −8.00 | −16.98 | −5.56 | −11.11 |
| MD-Ro-C | −10.41 | −13.46 | 0.00 | −5.26 |
| MD-Ai-A | −13.46 | −15.38 | −5.56 | −5.56 |
| MD-Ai-B | −9.61 | −6.00 | −5.56 | −5.56 |
| MD-Ai-C | −11.53 | −13.46 | −5.56 | 0.00 |
| MMD-Ri-A | −12.00 | −8.00 | −11.11 | −11.11 |
| MMD-Ri-B | −10.00 | −10.00 | −5.56 | −5.56 |
| MMD-Ri-C | −4.17 | −9.61 | −11.11 | −5.56 |
| MMD-Ro-A | −6.12 | −13.46 | −5.56 | −5.56 |
| MMD-Ro-B | −12.00 | −12.00 | −5.56 | 0.00 |
| MMD-Ro-C | −8.00 | −7.84 | 0.00 | 0.00 |
| MMD-Ai-A | −8.00 | −11.53 | −11.11 | −11.11 |
| MMD-Ai-B | −12.00 | −9.61 | −5.56 | 5.56 |
| MMD-Ai-C | −9.80 | −4.17 | −5.56 | −5.56 |
| CO-Ri-A | −4.35 | −7.69 | −5.56 | 0.00 |
| CO-Ri-B | −4.25 | −7.69 | 0.00 | −5.26 |
| CO-Ri-C | −6.12 | −7.69 | 0.00 | 0.00 |
| Sock Group * | Moisture Regain, % | Air Permeability, mm/s | Thermal Resistance, m2∙C/W | |||
|---|---|---|---|---|---|---|
| Untreated | Pretreated | Untreated | Pretreated | Untreated | Pretreated | |
| MD-A | 9.28 ± 0.119 | 9.65 ± 0.284 | 1330.47 ± 98.59 | 1101.77 ± 175.04 | 0.01389 ± 0.00209 | 0.00558 ± 0.00269 |
| MD-B | 8.22 ± 0.047 | 9.47 ± 0.158 | 1043.63 ± 65.87 | 713.80 ± 88.65 | 0.01567 ± 0.00177 | 0.00794 ± 0.00099 |
| MD-C | 7.02 ± 0.144 | 8.40 ± 0.513 | 999.03 ± 94.12 | 734.57 ± 85.12 | 0.01639 ± 0.00125 | 0.01282 ± 0.00252 |
| MMD-A | 9.40 ± 0.166 | 9.70 ± 0.041 | 1149.67 ± 153.56 | 754.77 ± 141.44 | 0.02548 ± 0.00133 | 0.01938 ± 0.00113 |
| MMD-B | 8.38 ± 0.008 | 9.33 ± 0.323 | 1051.83 ± 123.61 | 770.23 ± 62.53 | 0.02889 ± 0.00221 | 0.02217 ± 0.00082 |
| MMD-C | 7.05 ± 0.195 | 7.84 ± 0.202 | 940.03 ± 69.05 | 675.33 ± 29.42 | 0.03093 ± 0.00230 | 0.02544 ± 0.00078 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tomljenović, A.; Živičnjak, J.; Mihaljević, I. Usage Durability and Comfort Properties of Socks Made from Differently Spun Modal and Micro Modal Yarns. Materials 2023, 16, 1684. https://doi.org/10.3390/ma16041684
Tomljenović A, Živičnjak J, Mihaljević I. Usage Durability and Comfort Properties of Socks Made from Differently Spun Modal and Micro Modal Yarns. Materials. 2023; 16(4):1684. https://doi.org/10.3390/ma16041684
Chicago/Turabian StyleTomljenović, Antoneta, Juro Živičnjak, and Ivan Mihaljević. 2023. "Usage Durability and Comfort Properties of Socks Made from Differently Spun Modal and Micro Modal Yarns" Materials 16, no. 4: 1684. https://doi.org/10.3390/ma16041684
APA StyleTomljenović, A., Živičnjak, J., & Mihaljević, I. (2023). Usage Durability and Comfort Properties of Socks Made from Differently Spun Modal and Micro Modal Yarns. Materials, 16(4), 1684. https://doi.org/10.3390/ma16041684