3.1. Decomposition of the Lateral Motion of the Diamond Wire
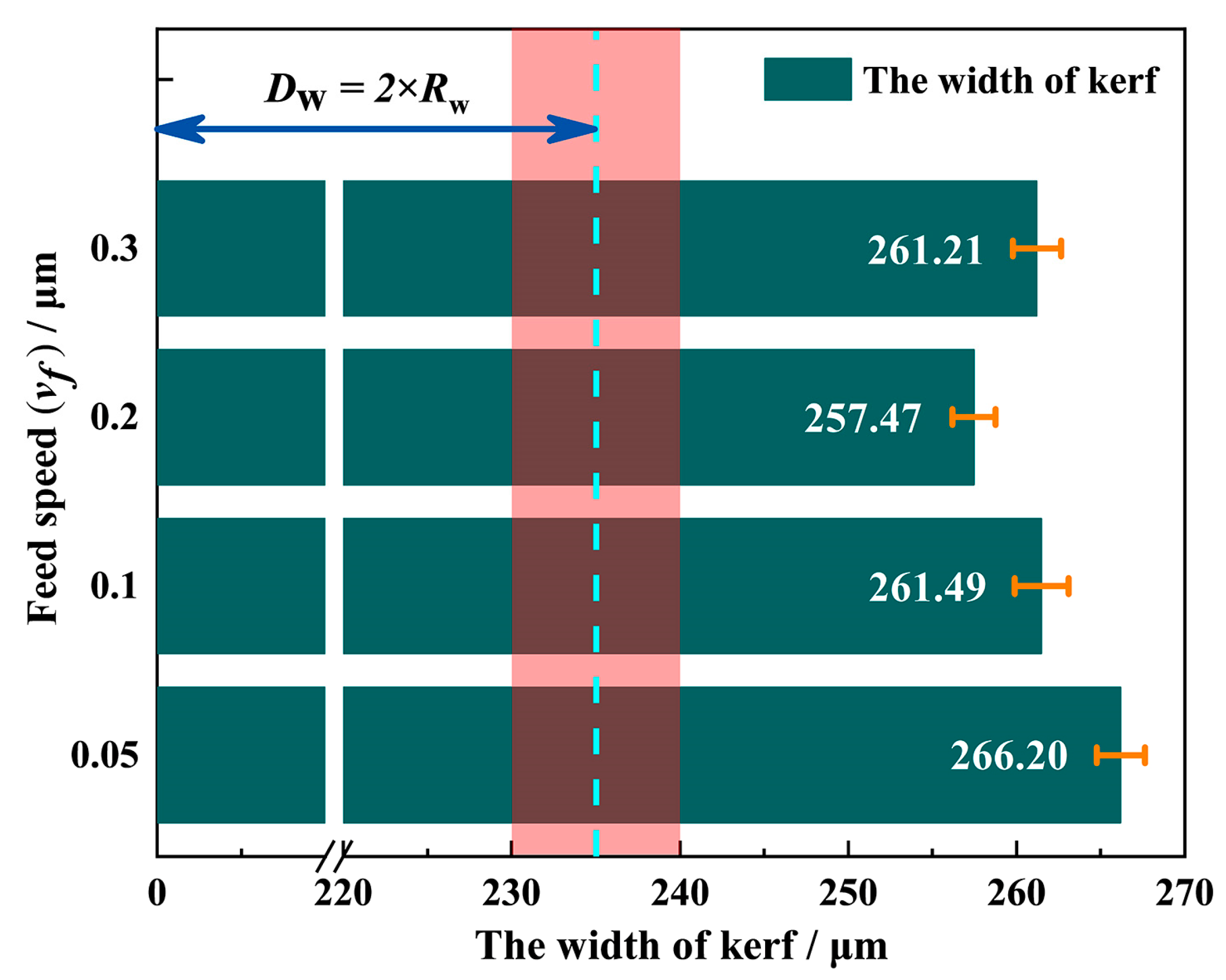
Figure 3 shows the kerf width at different feed speeds under the process parameters of
vs = 1.8 m/s and
P = 0.21 MPa. It can be seen that the kerf width in each group is within the range of 250 to 270 μm.
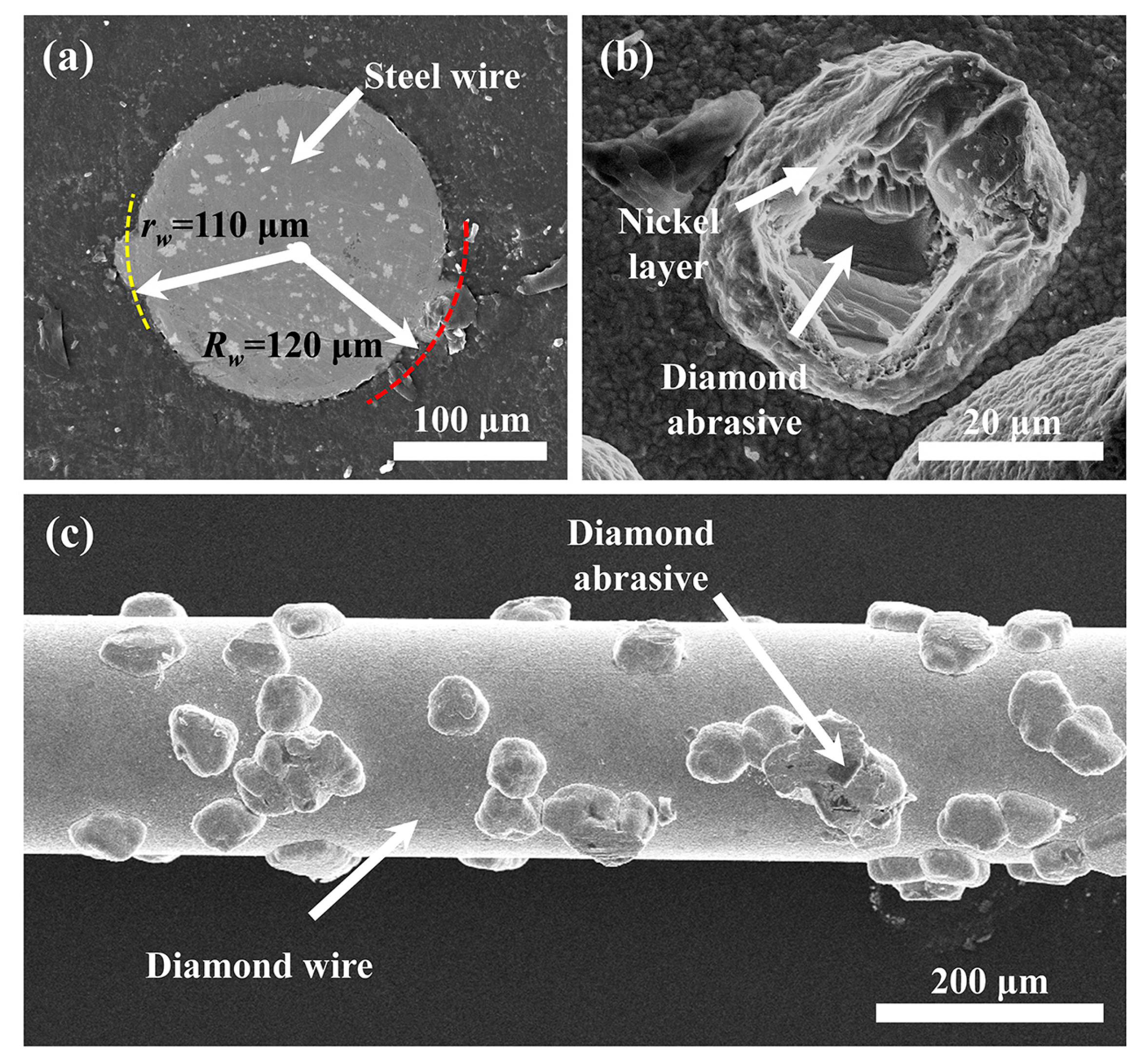
However, the maximum radius (
Rw) of the diamond wire applied in this experiment was around 120 μm, and the effective cutting radius (
rw) was approximately 110 μm, as shown in
Figure 4. Therefore, the actual kerf width is at least 20 μm larger than the maximum outer diameter of the diamond wire, which indicates that the diamond wire not only moved along the cutting direction but also along the lateral direction during the sawing process.
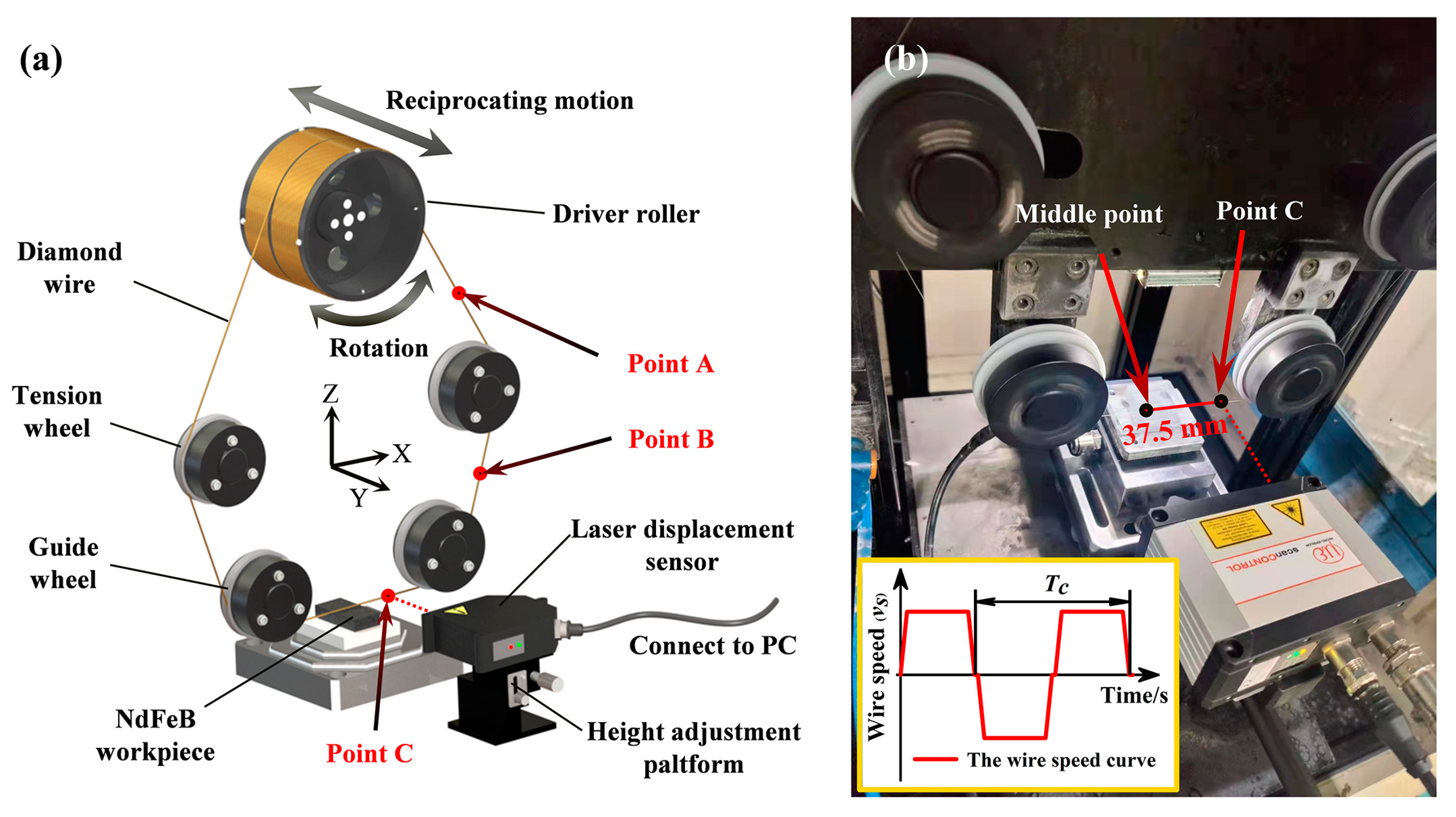
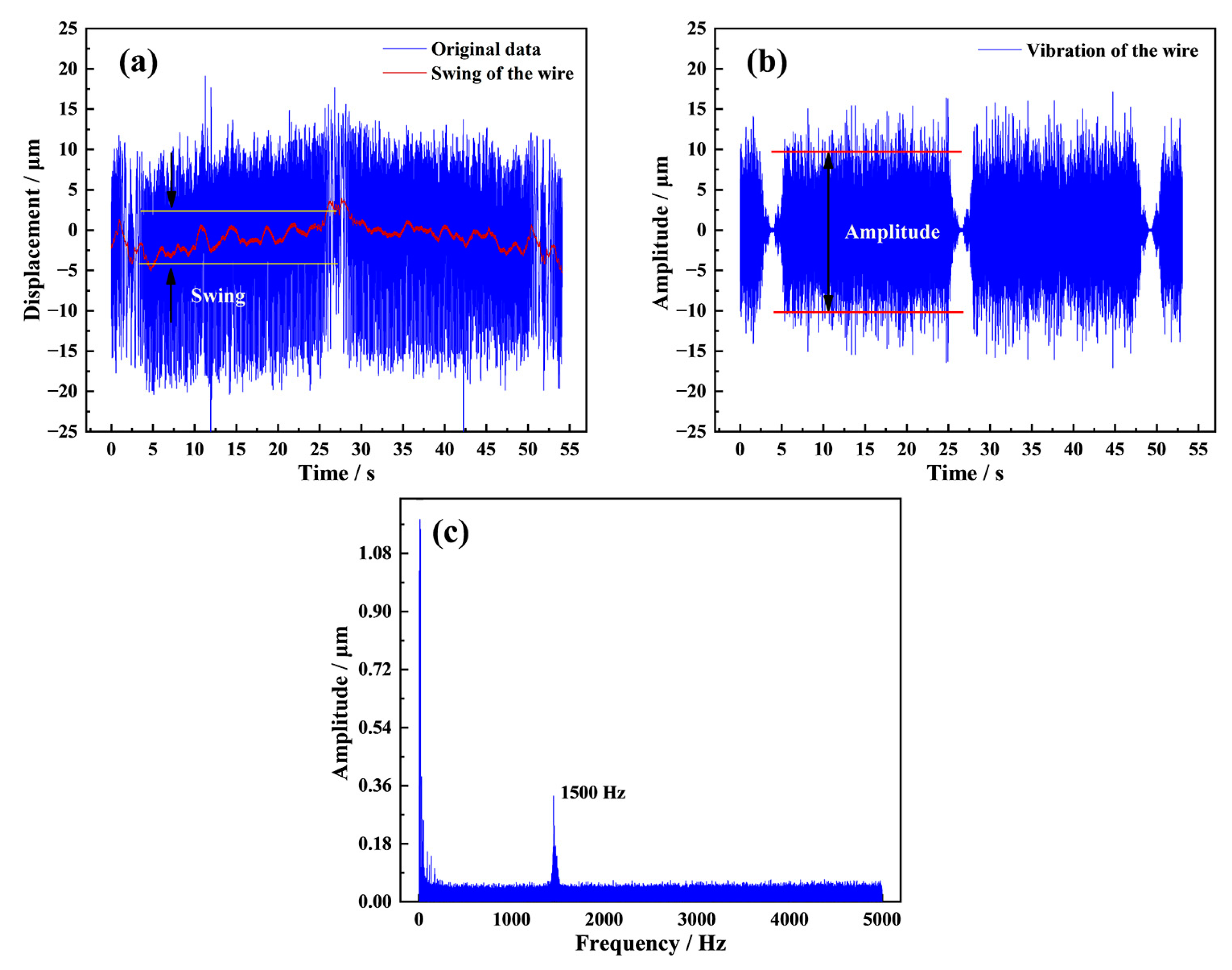
The original motion data of the diamond wire at point C recorded by the laser displacement sensor in the sawing process is shown in
Figure 5a. It can be seen that the diamond wire displays a swing motion feature for a period of 48 s during one reciprocating cycle. The frequency–amplitude characteristics of the wire vibration are shown in
Figure 5c, and it can also be noticed that the diamond wire vibrates in a lateral direction with a relatively high frequency of 1.5 kHz. Liu et al., in their study [
14], obtained the vibration component by subtracting the swing data from the original data, and they also pointed out that wire vibrations have a much higher vibration frequency according to frequency domain analysis. However, in this work, we used a different method to separate two vibration components. Firstly, the original data was fitted by second-order polynomial using a Savitzky–Golay filter to obtain the swing of the diamond wire in one reciprocating cycle, as shown in
Figure 5a. Then, a high pass filter with a frequency threshold of 1500 Hz was applied to the original data to obtain the vibration shown in
Figure 5b. Finally, the motion of the diamond wire was decomposed into a low-frequency swing and a high-frequency vibration. As seen in
Figure 5a, the swing period is consistent with the reciprocating cycle, and the vibration correlates with the speed of the diamond wire. When the diamond wire moves along the axial direction at a uniform speed, the vibration amplitude remains consistent at around 20.5 μm.
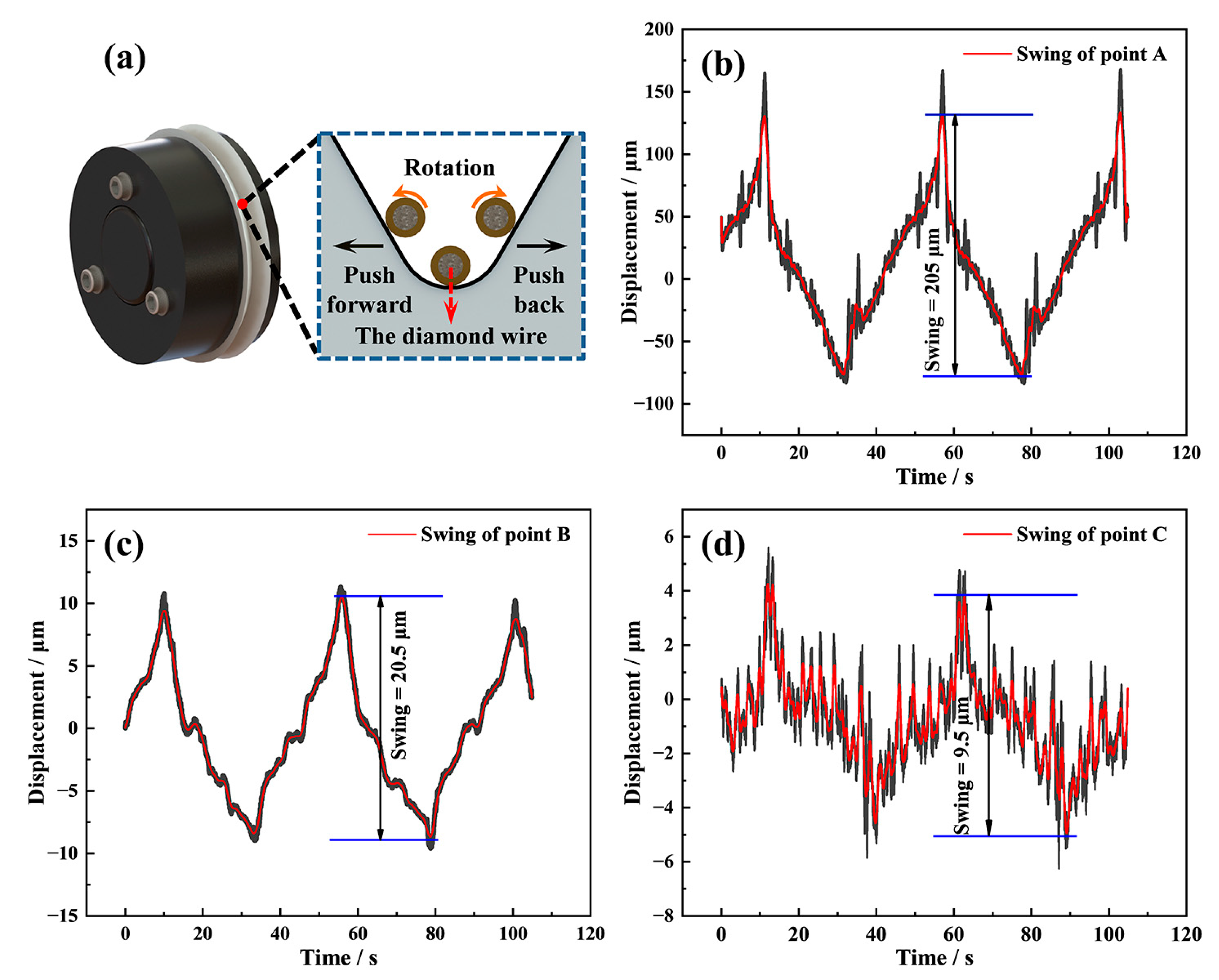
To explore the cause of the swing, the diamond wire motion was studied under no-load conditions. Firstly, we utilized the laser displacement sensor to monitor the motion of the diamond wire at point A, and
Figure 6b shows its motion at this position. As the driver roller moves to the front limit position, the diamond wire reaches the maximum positive offset position. When the driver roller rotates counterclockwise and rewinds to the back limit position, the diamond wire also reaches the maximum negative offset position. The movement of the driver roller caused the swing of the diamond wire to have a larger amplitude of 205 μm at point A.
The lateral displacements of the diamond wire at points B and point C were also monitored to study the transfer of the swing motion caused by the driver roller. In
Figure 6c, the displacement of the diamond wire at point B shows the same movement trend and period as point A, but the swing amplitude decreases from 205 to approximately 20.5 μm after running through the tension wheel. In
Figure 6d, the diamond wire at point C also exhibits the same periodic swing characteristics as points A and B, but the amplitude further decreases from 20.5 μm at point B to approximately 9.5 μm after going through the guide wheel.
Such a rapid decrease in the lateral swing amplitude is only possible thanks to the restrain from the sidewalls of the V-shaped groove, the structure of which is shown in
Figure 6a. The angle of the V-shaped groove is 60°, the radius of the bottom arc is approximately 0.4 mm, and the width of the arc is 6 mm. When the diamond wire passes through the tension wheel groove, the lateral swing of the diamond wire is obstructed, resulting in a significant reduction in the swing amplitude. When the diamond wire goes through the guide wheel groove, the swing of the diamond wire is also restrained, which causes the swing amplitude to reduce again. However, the reduction in this case was significantly lower than the decrease in the swing amplitude from point A to point B. As shown in
Figure 6a, the radius of the arc at the bottom of the V-shaped groove is slightly larger than the outer diameter of the diamond wire. Qiu et al. [
30] found that the non-co-planar phenomena of the driver roller and wheels caused a certain torsion in the diamond wire transmission process. This promotes the diamond wire rolling along the bottom of the V-shaped groove to have a period equal to that of the reciprocating motion. Therefore, even if the guide wheel grooves restrain the diamond wire swing at point C, it persists regardless.
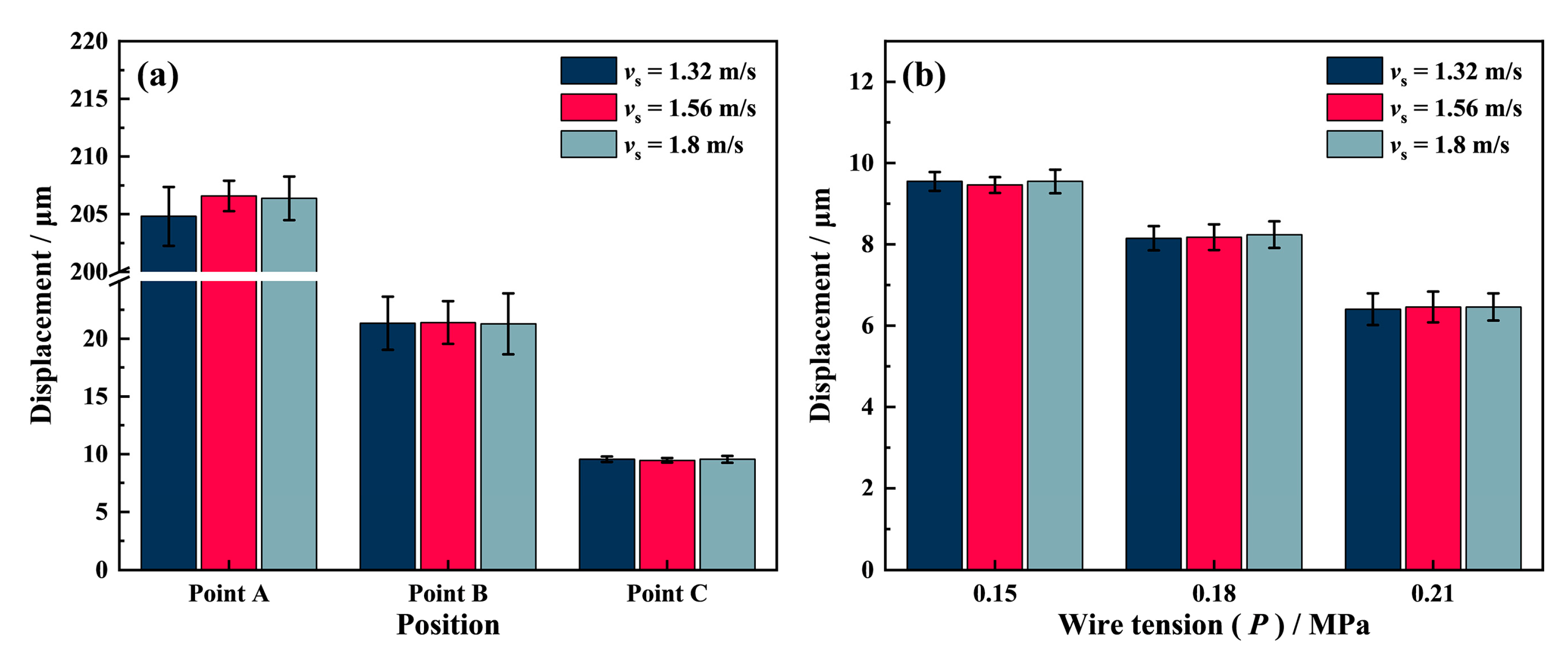
To investigate the effects of different process parameters on the swing amplitude, we monitored the diamond wire motion using the laser displacement sensor during no-load conditions and cutting conditions. In
Figure 7a, the swing amplitude of point A remains near 205 μm, and those of point B and point C remain near 20.5 μm and 9.5 μm for three different wire speed conditions, respectively. The swing amplitude of the diamond wire at different positions does not vary significantly with the wire speed, indicating that the wire speed has little effect on the swing amplitude under no-load conditions.
The impact of wire tension on the diamond wire swing at point C is particularly significant, as shown in
Figure 7b. With the increase in wire tension, the swing amplitude of the diamond wire decreases from 9.5 μm to 6.3 μm. The higher wire tension can cause the diamond wire to be tightly pressed at the bottom of the V-shaped groove, as shown in
Figure 6a, so that it is more difficult for it to roll along the bottom arc of the groove under no-load conditions, with this result being consistent with the work of Qiu et al. [
30]. Eventually, this leads to a reduction in the diamond wire swing amplitude.
The kerf loss widths of the samples are approximately 20 to 40 μm, which is much larger than the swing amplitude of the diamond wire. According to the motion decomposition shown in
Figure 5, the amplitude of the wire vibration can reach 20.5 μm and occupies the dominant portion in terms of lateral displacement. This therefore indicates that the diamond wire vibration is also an important cause of kerf loss.
In previous studies, the diamond wire was considered as a free string that was fixed at the two guided wheels. During the sawing process, the normal force generated by the cutting action on each abrasive served as the excitation on the string and caused the wire vibration. Therefore, the wire tension is regarded as an important parameter that affects the wire vibration. Wickert et al. [
25] and Huang et al. [
26] proposed the classical vibration theory that reveals that vibration causes of axially moving continua. It can be expressed as Equation (1):
where
u is the dimensionless transverse displacement of the wire,
v is the axial wire speed,
f is the dimensionless external excitation force,
x is the spatial coordinate, and
t is the time coordinate. Chung [
27] presented the solution of the wave equation for transversal wire vibration based on Green’s function as Equation (2):
where
ωn =
nπ(1 −
v2),
ωn is the dimensionless natural frequencies of the wire,
ω is the dimensionless frequency of the external excitation, and
f0 is the amplitude of the dimensionless excitation force. Based on this theory, Wang et al. [
28] investigated the vibration of a diamond beaded rope during the sawing of granite. The study showed that the transverse displacement decreases with the diamond bead rope tension under the same excitation amplitude and frequency. It can also be seen in
Figure 5b that the vibration is directly related to the wire speed. As the wire speed increase, the number of diamond abrasives involved in cutting per unit of time also increases, resulting in a higher excitation frequency. When the feed speed remains constant, the cutting depth of the diamond abrasive decreases with the wire speed, and, as a result, the excitation amplitude also decreases. Since the wire speed is directly related to the excitation amplitude and frequency, its influence on the diamond wire vibration is relatively complicated.
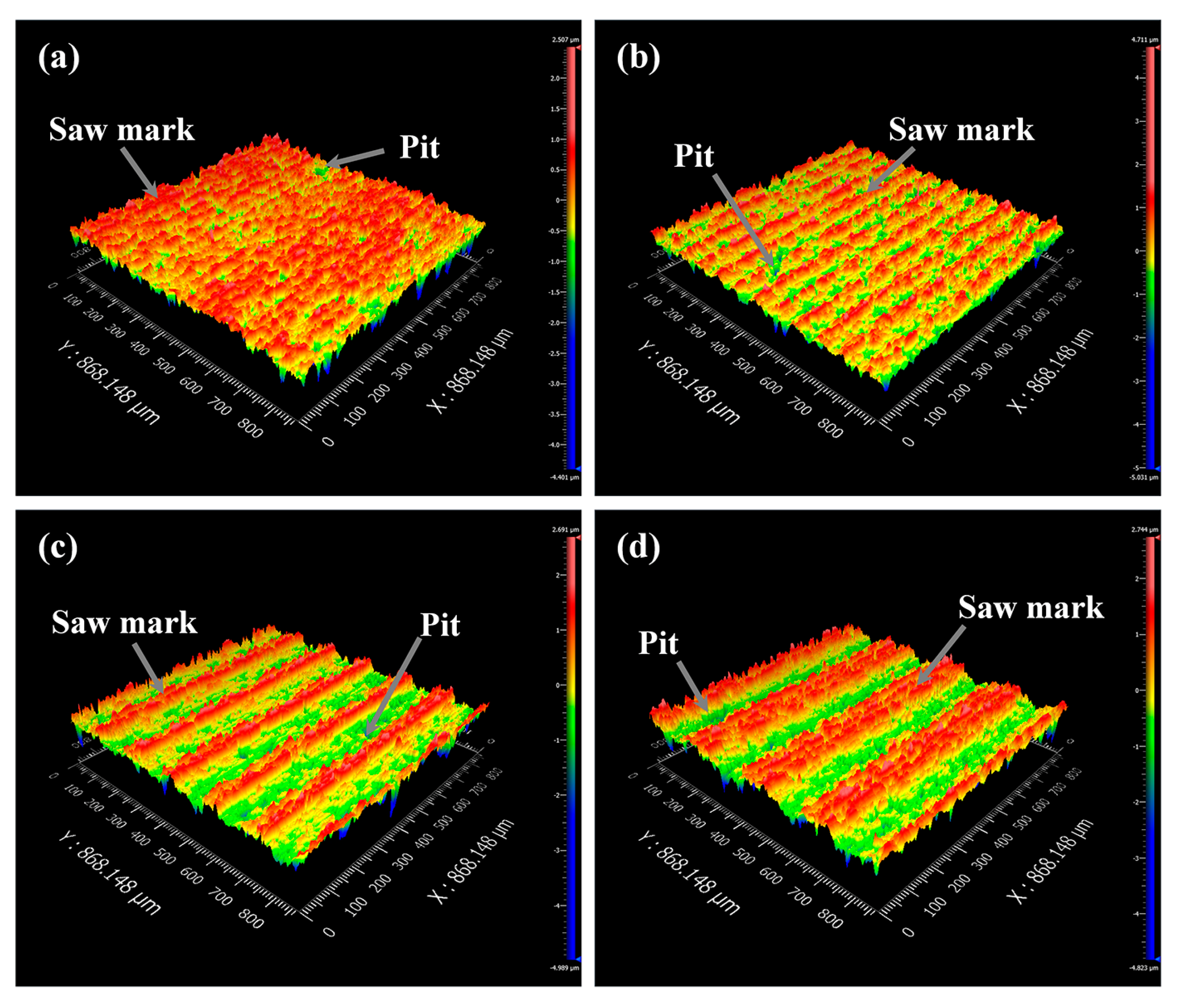
3.2. Wire Swing and Surface Profile
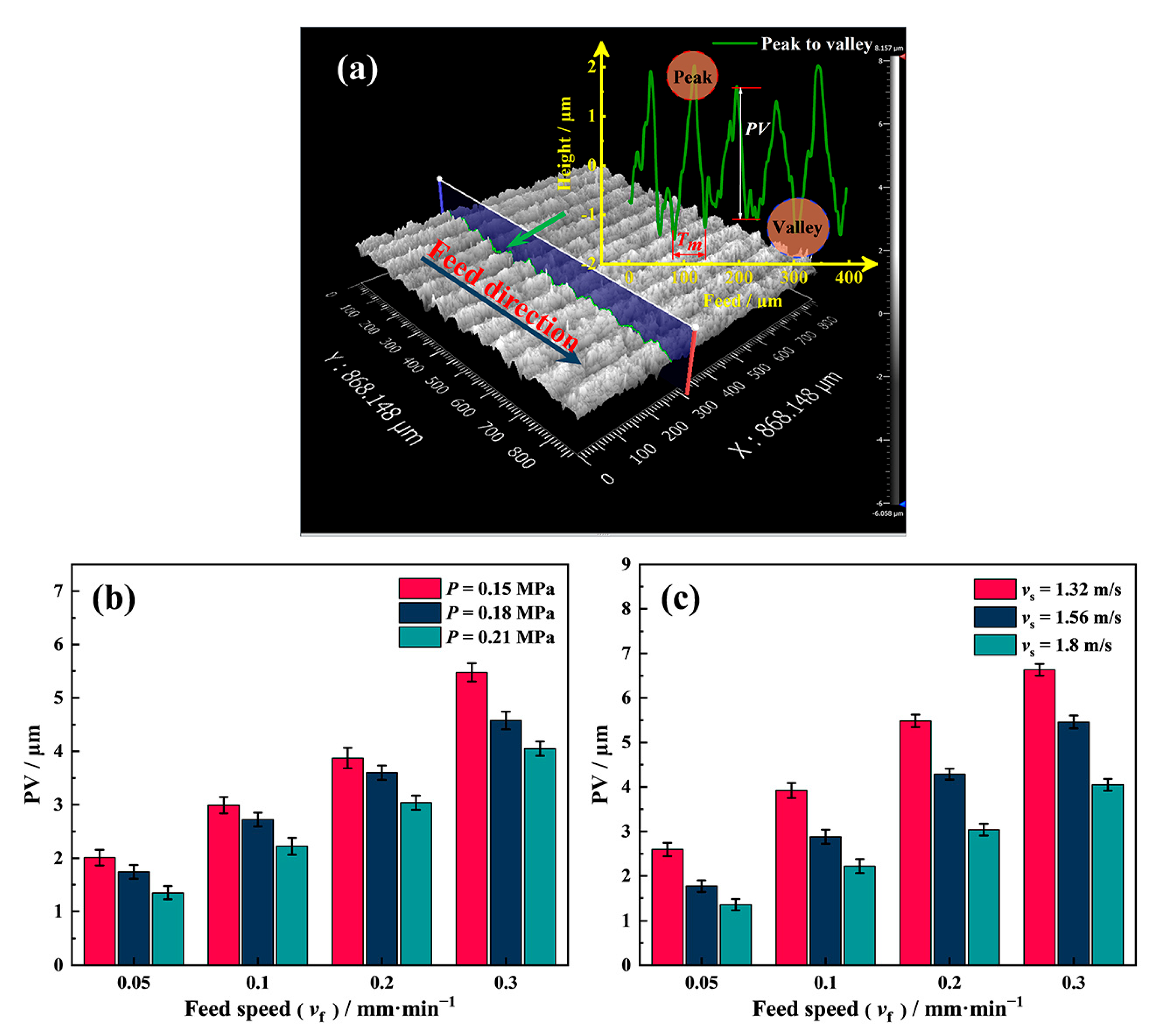
Figure 8a–d exhibit the surface profile of NdFeB samples sawed at different feed speeds. Saw marks appear on all samples, but the number of saw marks on the surfaces of samples decreases with the feed speed.
The diamond wire sawing platform in this work uses a diamond wire of a certain length,
L, and saws the workpiece by reciprocating movement. At a given wire speed,
vs, the time,
Tc, required for one reciprocating cycle is given by Equation (3) [
23]:
The theoretical cutting depth,
Tt, in one cycle can be expressed as Equation (4):
According to the theoretical and measured values in
Table 6, it can be seen that the period of saw marks is almost the same as the theoretical cutting depth within a reciprocating cycle, with the relative error between them being less than 1.63%. This indicates that the saw marks on the NdFeB surface are related to the reciprocating cycle of the diamond wire, which is consistent with the results of the work of Teomete et al. [
19]. Their study was an important basis for studying the influence of process parameters on the mechanism of saw marks on sawed NdFeB surfaces in this work.
Figure 9 shows the effect of different process parameters on the peak-to-valley (PV) values of the saw marks.
In
Figure 9b, the PV value of the saw marks reaches the minimum at
vf = 0.05 mm/min and increases along with the feed speed. The influence of the wire tension on the PV value in
Figure 9b shows that the PV value decreases with the tension, following the same trend as the impact of the tension on the diamond wire swing under no-load conditions. The PV value is the lowest when
P = 0.21 MPa for the same feed speed condition. Keeping the tension constant at 0.21 MPa, the relationship between different wire speeds and PV values is given in
Figure 9c. For the surface of the NdFeB samples sawed by four groups of different feed speeds, the PV values are the smallest when
vf = 1.8 m/s, and the PV values of each group universally show an increasing trend as the wire speed decreases.
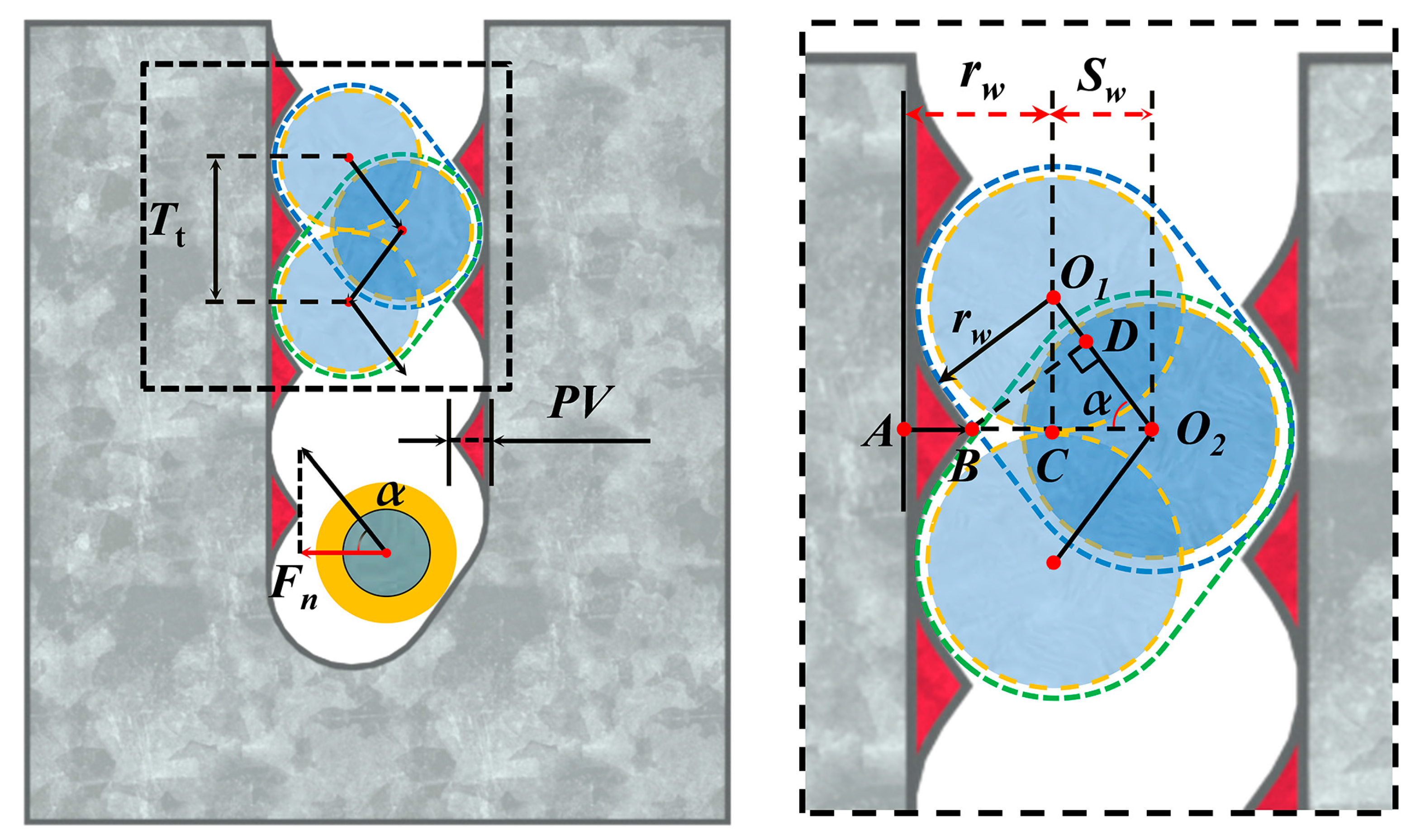
Figure 10 reveals the formation mechanism of the wavy saw marks on the sample surface. As the driver roller rotates clockwise and moves forward, the diamond wire is pushed away from the median surface formed by the guide wheel grooves in the positive direction of the y-axis. This movement of the diamond wire is replicated on the NdFeB sample during the sawing process and induces material removal in the area marked in blue, as shown in
Figure 10. While the driver roller rotates counterclockwise, the diamond wire is pulled back to its original position, resulting in the material removal process marked in green. The red area in
Figure 10 is the residual area after such a reciprocating swing, becoming the saw marks we observed. As the NdFeB magnet continuously feeds, the periodic swing of the diamond wire is continuously reflected on both sides of the kerf. Eventually, a wavy feature with interlocking peaks and valleys is formed on the sample surface. The theoretical formula of the PV value established according to
Figure 10 is shown in Equation (5).
The
Sw in Equation (5) represents the swing amplitude of the diamond wire, while the length of BO
2 can be expressed as:
According to the trajectory of the diamond wire, the length of BD can be expressed as:
Based on the geometric relationship, the swing angle of the diamond wire during the cutting process can be expressed by Equation (8):
O
1C in
Figure 9 represents the cutting depth of the diamond wire during half a reciprocating cycle, so the length of O
1C can be expressed by Equation (9):
Following Equation (3) through to Equation (9), the PV value of the saw marks on the NdFeB sawed surface can be determined as Equation (10):
According to Equation (10), the PV value of the sample surface decreases with the diamond wire speed and increases with the feed speed. This explains the variation in the PV values with the wire speed and feed speed in
Figure 9b,c.
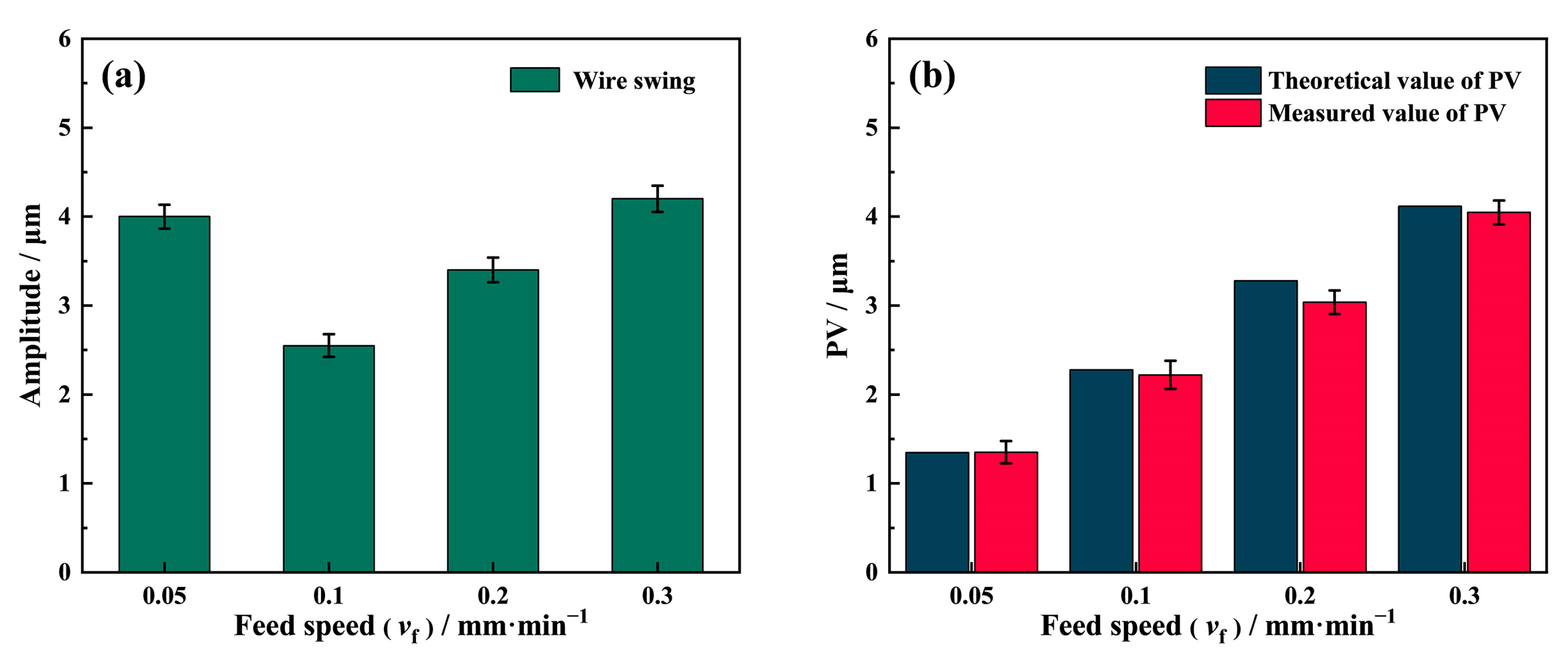
As a main cause of the surface saw mark, the swing amplitude actively affects the PV value of the sawed surface. It is worth noting that the actual swing amplitude of the diamond wire is not consistent with the one under no-load conditions, which is due to the obstruction of the NdFeB magnet during the sawing process. Therefore, the swing amplitude during sawing was recorded by the laser displacement sensor, and the theoretical PV value of the saw marks was calculated using Equation (10).
Figure 11b shows that the theoretical PV values are similar to the actual measured values, confirming the theory of the saw marks formation mechanism.
As shown in
Figure 11a, the diamond wire swing amplitude during different feed speed sawing is lower than the swing amplitude under the no-load condition. Remarkably, the swing amplitude is at its lowest when the feed speed is 0.1 mm/min. The swing amplitude at
vf = 0.05 mm/min is much larger than
vf = 0.1 mm/min, with this being almost the same as at
vf = 0.3 mm/min. As the feed speed exceeds 0.1 mm/min, the swing amplitude increases with the feed speed. According to Liu et al. [
14] and Jia et al. [
18], there is an optimal matching relationship between the wire sawing efficiency along the feed direction and the feed speed. When the feed speed is 0.05 mm/min, the wire sawing efficiency is close to the feed speed; hence, the obstruction of the NdFeB sample with regard to the wire swing is weak. It can also be seen from the previous section that the kerf width of the 0.05 mm/min group is much larger than that of other groups, showing that the wire can move freely inside the wide kerf, resulting in a much larger wire swing amplitude. When the feed speed exceeds 0.1 mm/min, the wire sawing efficiency in the vertical direction is much lower than the feed speed. As the feed speed rises, the force,
Fn, exerted on the wire by the slope at the kerf bottom in
Figure 10 also increases, raising the wire swing amplitude in the horizontal direction. As a result, the swing decreases and then increases with the feed speed.
3.3. Wire Vibration and Surface Quality
The classical vibration theory proposed by Wickert et al. [
25] points out that excitation is an important factor affecting the transverse displacement of axially moving strings. In the wire saw process, the excitation mainly originates from the random contact between the diamond abrasives and the workpiece. Therefore, not only can the process parameters directly related to the excitation influence the excitation but so can the material’s properties. NdFeB is a soft and brittle material [
31] that is mainly manufactured by powder sintering, but it can also be produced by sintering, polymer bonding, and hot deformation [
32]. Its hardness is lower than most hard and brittle crystalline materials such as monocrystalline silicon and SiC. As shown in
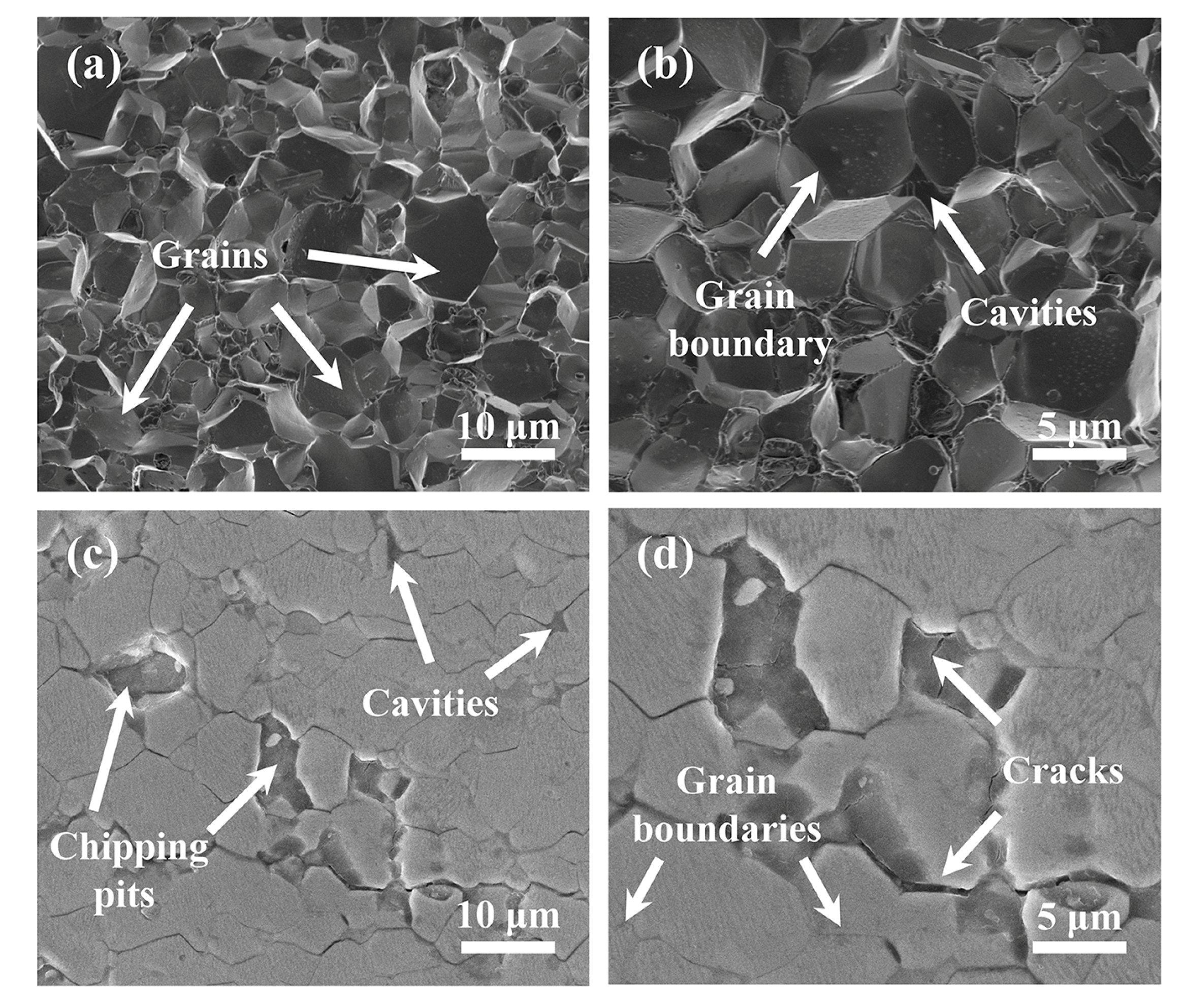
Figure 12a,b, NdFeB magnets are composed of thousands of micrometric-sized grains with a pomegranate-like microstructure, including the NdFeB phase, the B-rich phase, and the Nd-rich phase, which acts as a binding phase [
33,
34,
35]. Due to the very soft and chemically active nature of the Nd-rich phase, the intergranular toughness is very weak. As a result, fractures always appear at the grain boundaries during processing, which will lead to severe damage on the surface of the NdFeB [
14].
The surface of the polished NdFeB magnet is shown in
Figure 12c,d, where many small cavities and cracks can be seen. The grains can be easily peeled off from their position, forming large fracture chipping pits due to the low intergranular fracture toughness. Such a brittle fracture behavior is further promoted by existing cracks and small cavities [
14,
36,
37]. During the sawing process, diamond abrasives electroplated on the wire randomly strike and scratch the NdFeB to remove the material from the contact area. When the diamond abrasive passes through the cavities, the larger impact will lead to the removal of adjacent grains in a brittle chipping mode. As a result, the process of removing NdFeB material can be regarded as an interrupted process. Afterwards, a sudden change in the cutting force during the fracture process leads to the excitation of the wire vibration.
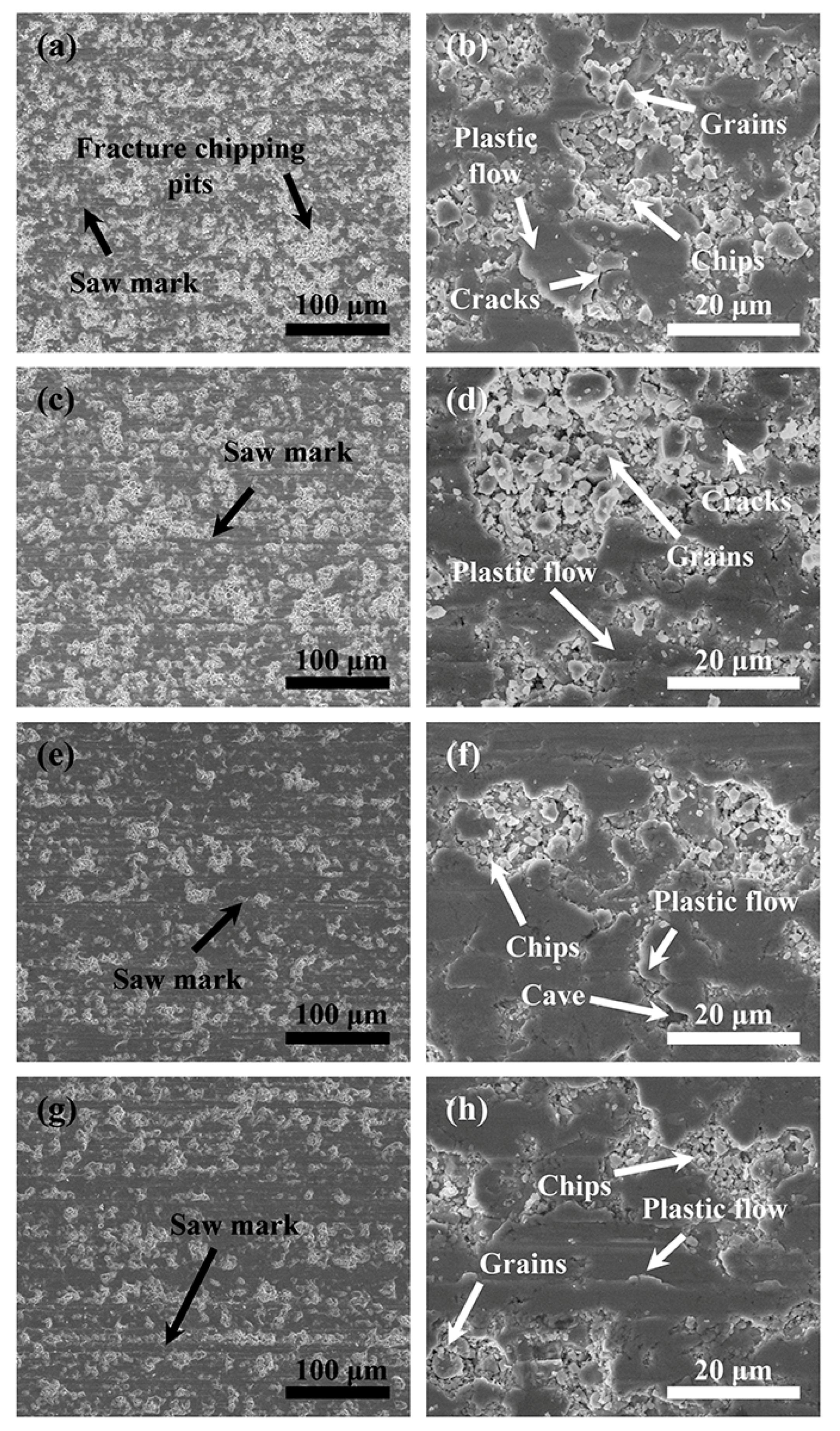
Figure 13 shows an NdFeB surface sawed at different speeds when
P = 0.21 MPa and
vs = 1.8 m/s. There are flat areas formed by the plastic cutting mode on all four groups of sawed surfaces. Many fracture chipping pits of different sizes can be found around them. There are also a number of NdFeB chips distributed inside the fracture chipping pits. When
vf = 0.05 mm/min and
vf = 0.1 mm/min, the area of fracture chipping pits on the sawed surface is significantly larger than when
vf = 0.2 mm/min and
vf = 0.3 mm/min. As can be seen from
Figure 13b,d,f,h, more cracks and fracture pits can be observed scattered on the sawed surface.
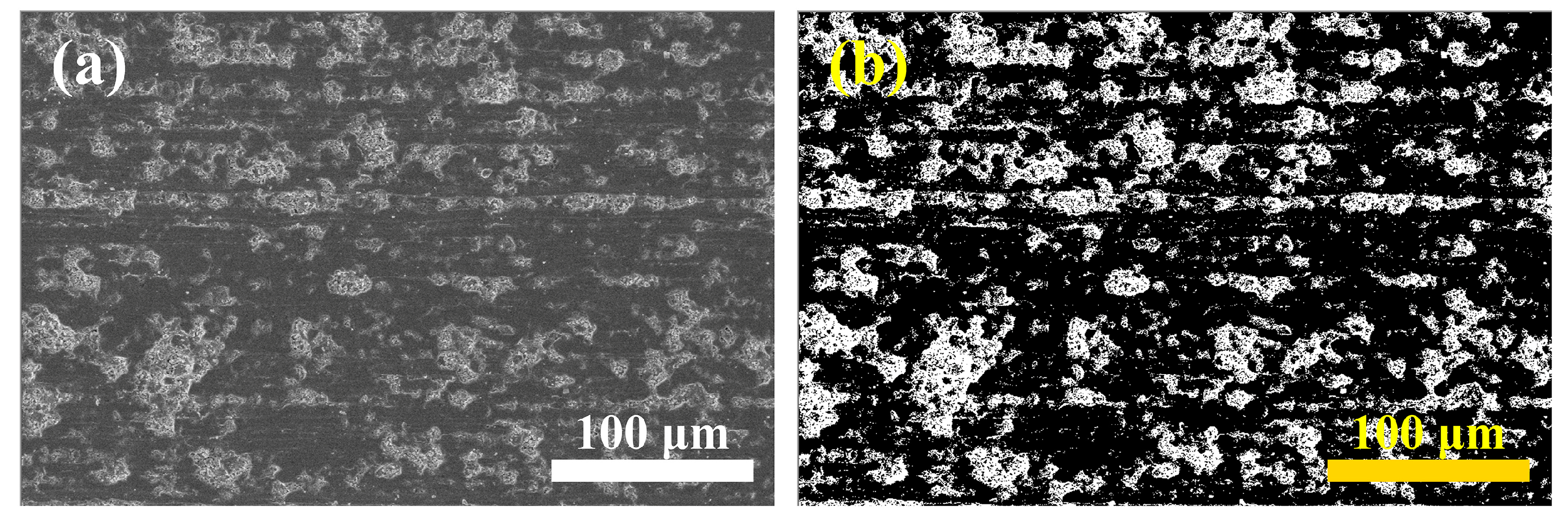
To quantitatively study the relationship between the different process parameters and the sawed surface quality, a MATLAB image recognition script was written and used to identify and calculate the area percentages of the fracture zones.
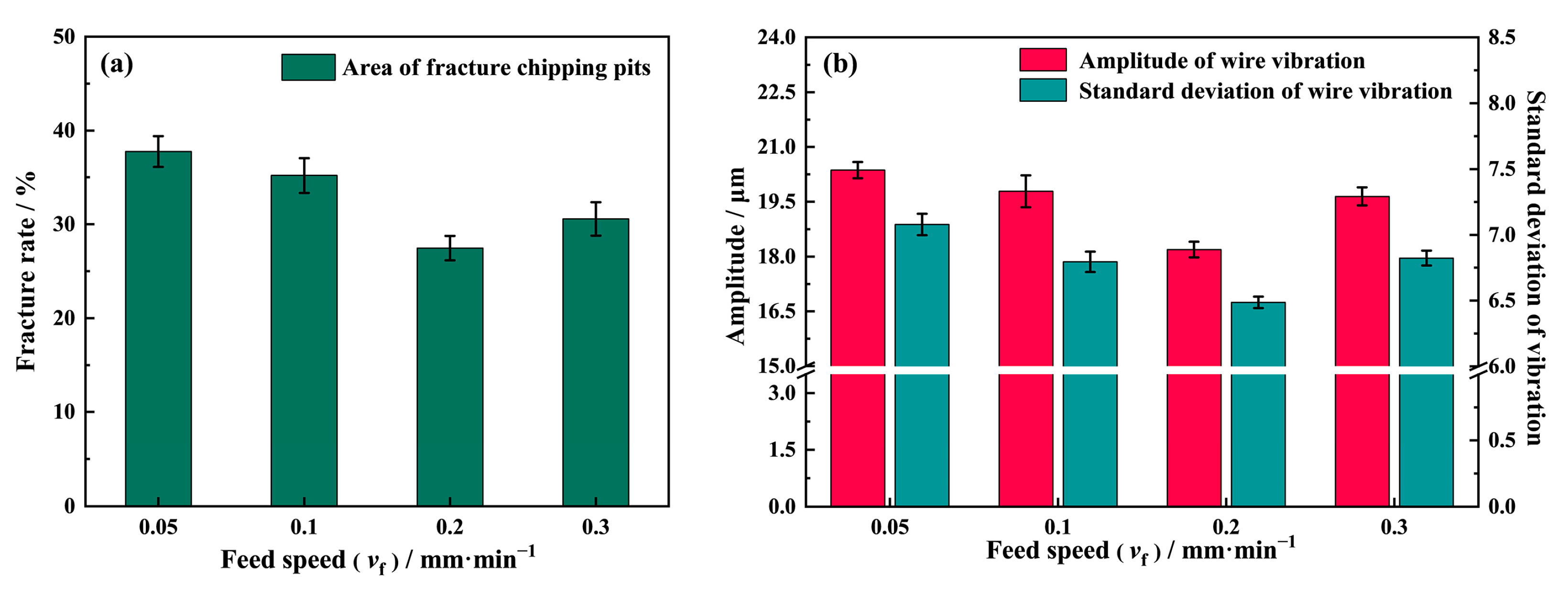
Figure 14a presents the results under different feed speeds. It can be seen that the fracture rate is its largest at
vf = 0.05 mm/min, reaching 37.77%. As the feed speed increases to 0.2 mm/min, the fracture rate decreases to 27.45%. However, when the feed speed reaches 0.3 mm/min, the fracture rate increases again to 30.57%.
In
Figure 14b, it can be seen that the wire vibration amplitude trend is consistent with the fracture rate variation in
Figure 14a. The vibration amplitude turns at
vf = 0.2 mm/min when the amplitude is the smallest. The standard deviation (STD) of the diamond wire vibration was used to indicate the homogeneity of the amplitude, as shown in
Figure 14b. It can be seen that the wire vibration is relatively more random at
vf = 0.05 mm/min, and the vibration amplitude is also at its largest. The large vibration amplitude and the high vibration STD show that the interaction between the abrasives and the surface is at its most severe.
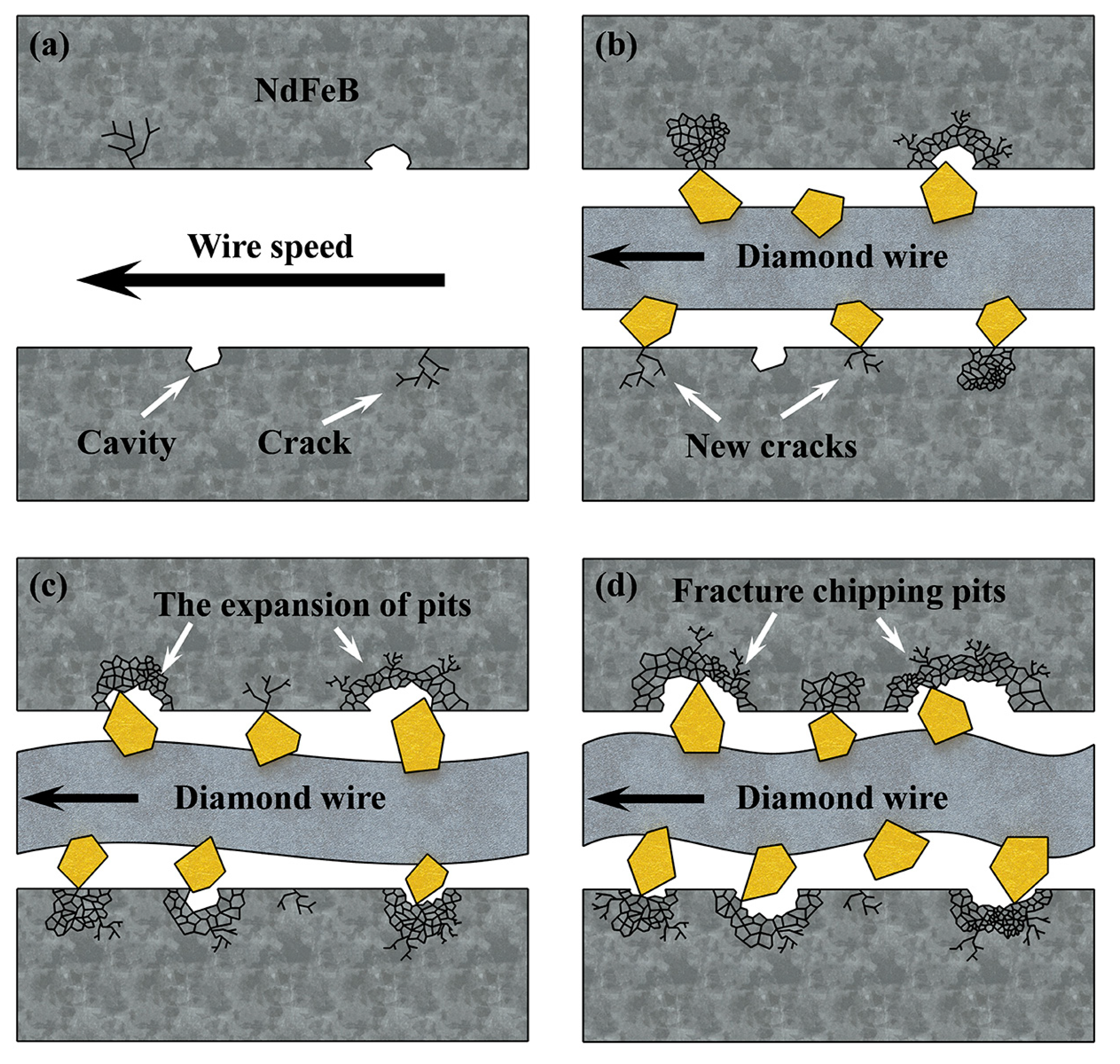
During the sawing process, the impact of abrasives on the surface can loosen the grains and remove them in a brittle mode. In addition, when abrasives strike on the edge of the cavities and fracture chipping pits remain upon brittle removal, the sudden impact induces more cracks that propagate along the grain boundaries since the bonding force of NdFeB is weak. As the cracks constantly spread, more grains gradually become loosened, and when they are impacted again, further fracture chippings can be expected. Moreover, cavities and fracture chipping pits also affect the abrasives’ cutting depth, inducing an abrupt change in force and promoting wire vibration in return. Ultimately, this leads to the formation of more new fracture chipping pits and the expansion of old ones, causing the relationship between wire vibration and fracture chipping to be trapped in a vicious circle, as shown in
Figure 15. As for the influence of the feed speed, a higher feed speed provides less time for the interaction between abrasives and the sawed surface at the same location, which can effectively reduce the fracture rate. As a result, the fracture rate on the NdFeB surface is gradually reduced as the feed speed increases from 0.05 mm/min to 0.2 mm/min. However, as the feed speed continues to increase to 0.3 mm/min, the vibration amplitude, as well as the vibration STD, begins to increase, and, as a result, the fracture rate also increases.
It is worth noting that the volume of material removed per unit of time by the diamond wire increases with the feed speed, causing a concomitant increase in the cutting depth of the abrasive. In this regard, Gao et al. [
38] proposed Equation (11) for the relationship between the cutting depth of a single diamond abrasive in the ductile regime and the feed speed and the wire speed during the diamond sawing.
where
KIC is the fracture toughness;
H is the hardness;
φ is the position angle of the abrasive;
ε is the tangential load coefficient;
αn is the indentation coefficient relating to the abrasive shape;
α0 is the dimensionless constant relating to the penetrator shape;
θ is the half tape angle of the abrasive;
E is the elastic modulus; and
N is the dynamic effective abrasive. Equation (11) shows that the cutting depth of the abrasive increases along with the feed speed. Due to the existence of cavities inside NdFeB and the limited intergranular bonding strength between grains, even if the scratching and striking of the NdFeB surface by the wire is reduced as feed speed increases, the impact force caused by the larger cutting depth of the abrasive also induces the NdFeB grain clusters to be peeled off of from the sample surface more quickly, thus forming new fracture chipping pits or enlarging the old ones. This explains the increase in the fracture rate on the surface and the wire vibration amplitude when the feed speed is increased to 0.3 mm/min.
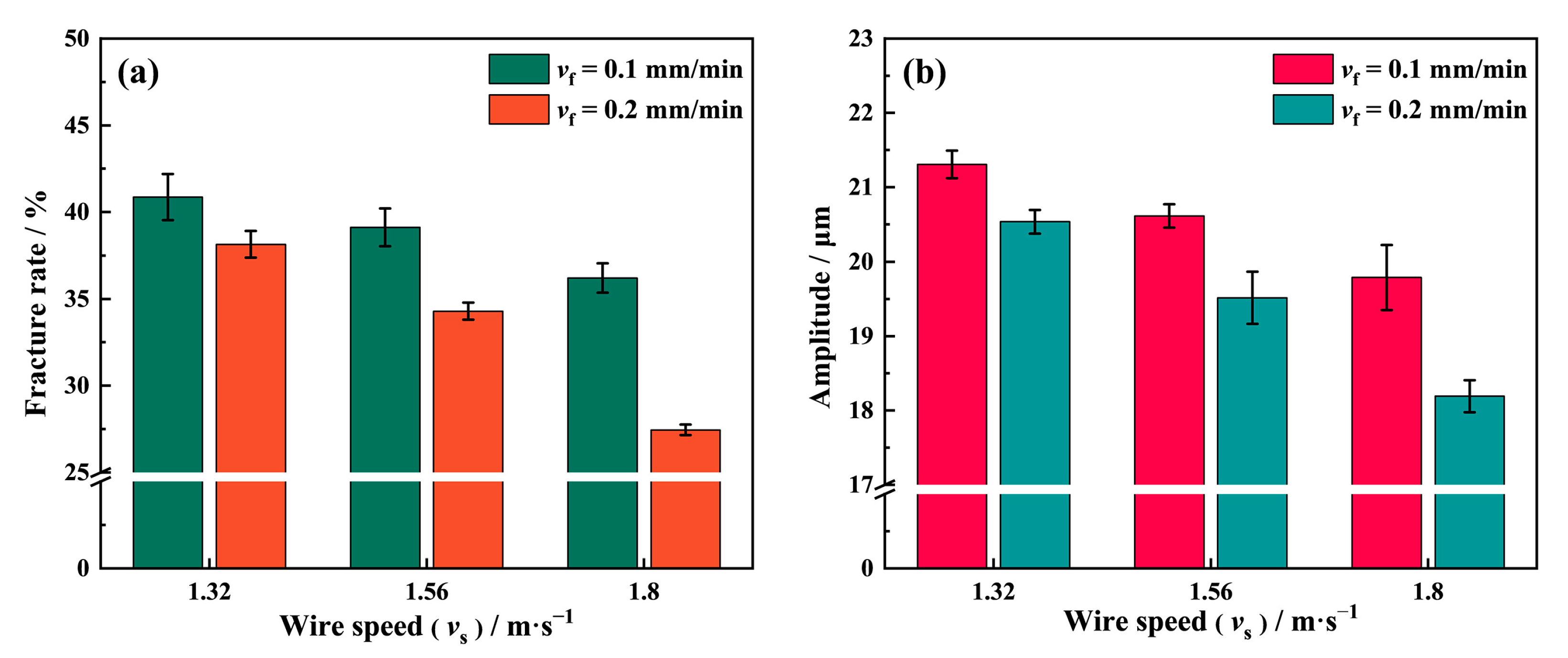
Figure 16a shows the fracture rate on the NdFeB surface sawed at different wire speeds under the condition of
P = 0.21 MPa. The result shows that the fracture rate at
vf = 0.2 mm/min is lower than at
vf = 0.1 mm/min at any given wire speed. The fracture rate gradually decreases when the wire speed increases from 1.32 m/s to 1.8 m/s. It reaches its lowest value, of 27.45%, at
vf = 0.2 mm/min and
vs = 1.8 m/s. According to Equation (11), the cutting depth of the abrasive increases as the wire speed decreases, and the formation mechanism of fracture chipping at this time is consistent with that under high feed speed sawing conditions. In addition, when the diamond abrasives scratch brittle materials such as NdFeB, a higher cutting speed and lower cutting depth can also remove the material in the ductile mode. The wire vibration amplitude in
Figure 16b shows the surface qualities of the samples with different wire speeds. The amplitude of the wire vibration is the largest, and, correspondingly, the sample surface is the worst in terms of quality, among the three groups at
vs = 1.32 m/s. This indicates that the vibration of the diamond wire is deeply trapped in the vicious circle shown in
Figure 15. In contrast, the cutting depth of the abrasive is smaller at
vs = 1.8 m/s, which makes it more difficult for the NdFeB grains to be peeled off from the substrate. This results in fewer fracture chipping pits on the sawed surface while keeping the excitation smaller and more stable, meaning that the wire vibration amplitudes are lowest among the three groups at different wire speeds.
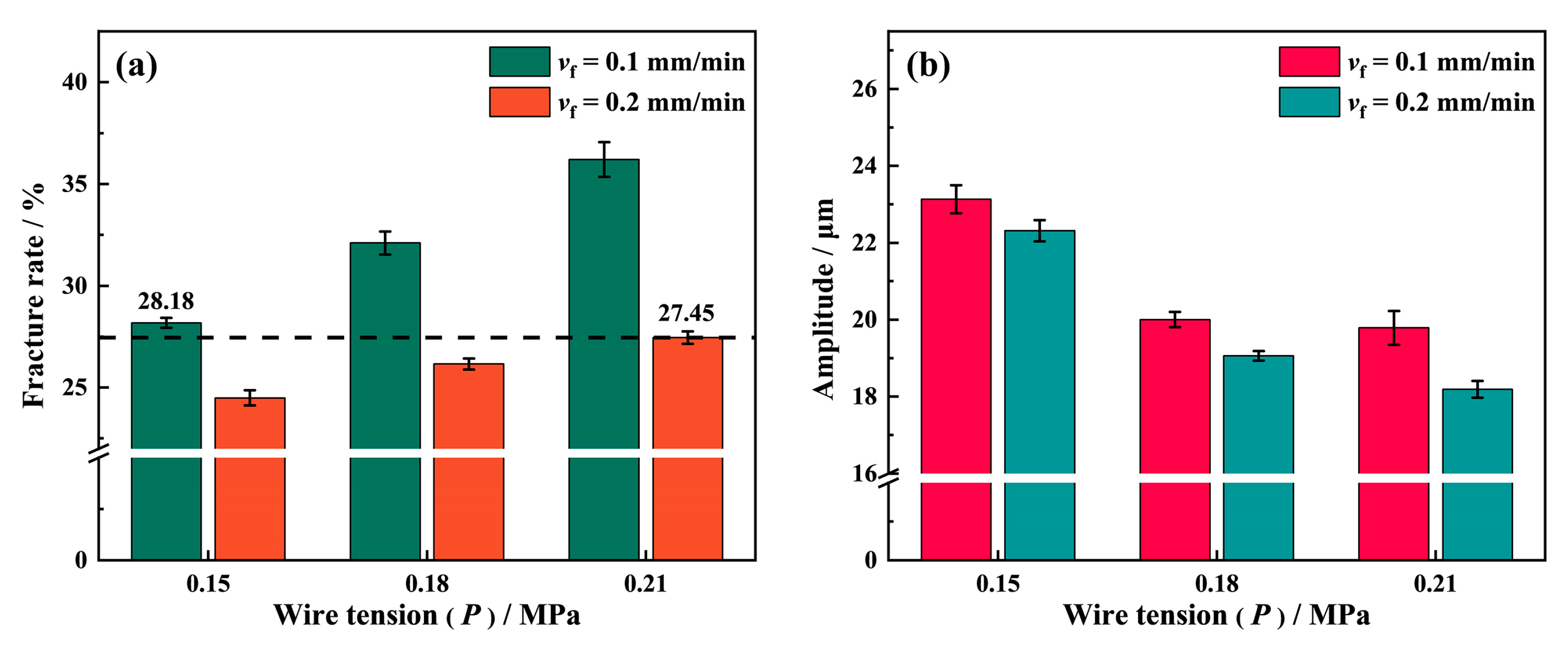
Wire tension greatly affects the surface quality of NdFeB during sawing with a wire speed of 1.8 m/s. As
Figure 17a shows, the fracture chipping pits on the surface of NdFeB samples increases with the wire tension. When the wire tension increases to 0.21 MPa, the fracture rate on the sample surface increases from 28.18% to 36.2% at a feed speed of
vf = 0.1 mm/min, while it increases from 24.49% to 27.45% at
vf = 0.2 mm/min. The process of diamond wire sawing is similar to that of grinding. The material removal mechanism in both scenarios involves the the diamond abrasives moving at a high speed to scratch the workpiece, leading to the removal of material in the contact area. However, due to the relatively high length-to-diameter ratio of the diamond wire, it may easily deform when bearing the concentrated force exerted by the diamond abrasives contacting the workpiece, which results in a lower actual cutting depth in terms of the abrasive during sawing than the theoretical cutting depth assuming rigid contact. As the wire tension increases, the deflection and deformation along the lateral direction of the diamond wire gradually decrease under the same concentrated force. Consistent with the study by Wang et al. [
28], the vibration amplitude of the diamond wire in
Figure 17b decreases in response to the increase in wire tension because the higher tension of the diamond wire lowers the excitation disturbance, which reduces its vibration amplitude in the lateral direction. The diamond wire is much more similar to a rigid body at
P = 0.21 MPa, causing the actual cutting depth of the diamond abrasive fixed on it to be larger than that at
P = 0.15 MPa. When the diamond abrasive penetrates into the NdFeB magnet with a large cutting depth, the grains are struck out of the substrate due to the large impact, forming more fracture chipping pits and cracks on the surface. On the contrary, the diamond wire is more flexible at
P = 0.15 MPa. When the diamond abrasives strike the surface, the diamond wire serves as a buffer to absorb part of the impact energy to reduce the abrasives’ shock to the NdFeB grains. Therefore, it can be clearly seen that the fracture rate at
P = 0.15 MPa is significantly lower than that with a higher wire tension. Hence, obtaining better surface quality when sawing can be achieved with a lower wire tension. However, due to the feed speed effect, it is worth noting that the fracture rate when sawing at
P = 0.21 MPa and
vf = 0.2 mm/min is still lower than when sawing at
P = 0.15 MPa and
vf = 0.1 mm/min. Therefore, the sawing efficiency can be doubled under such circumstances, i.e., when the surface quality remains the same.
As is evident from the above discussion, the surface formation process of the diamond wire sawing of NdFeB is complex. The wire tension and wire speed can influence the fracture rate in a simple correlation. However, the influence of the feed speed is much more complicated since the abrasive cutting depth, the kerf width, the dwelling time of the wire, and the wire deflection bow all dynamically change as the feed speed increases. In the future, we will prioritize studying the changes in this complex process when sawing materials with different hardnesses, fracture toughnesses, and crystalline structures are used.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}