3.2. Compressive Strength according to the HAC Mixing Ratio
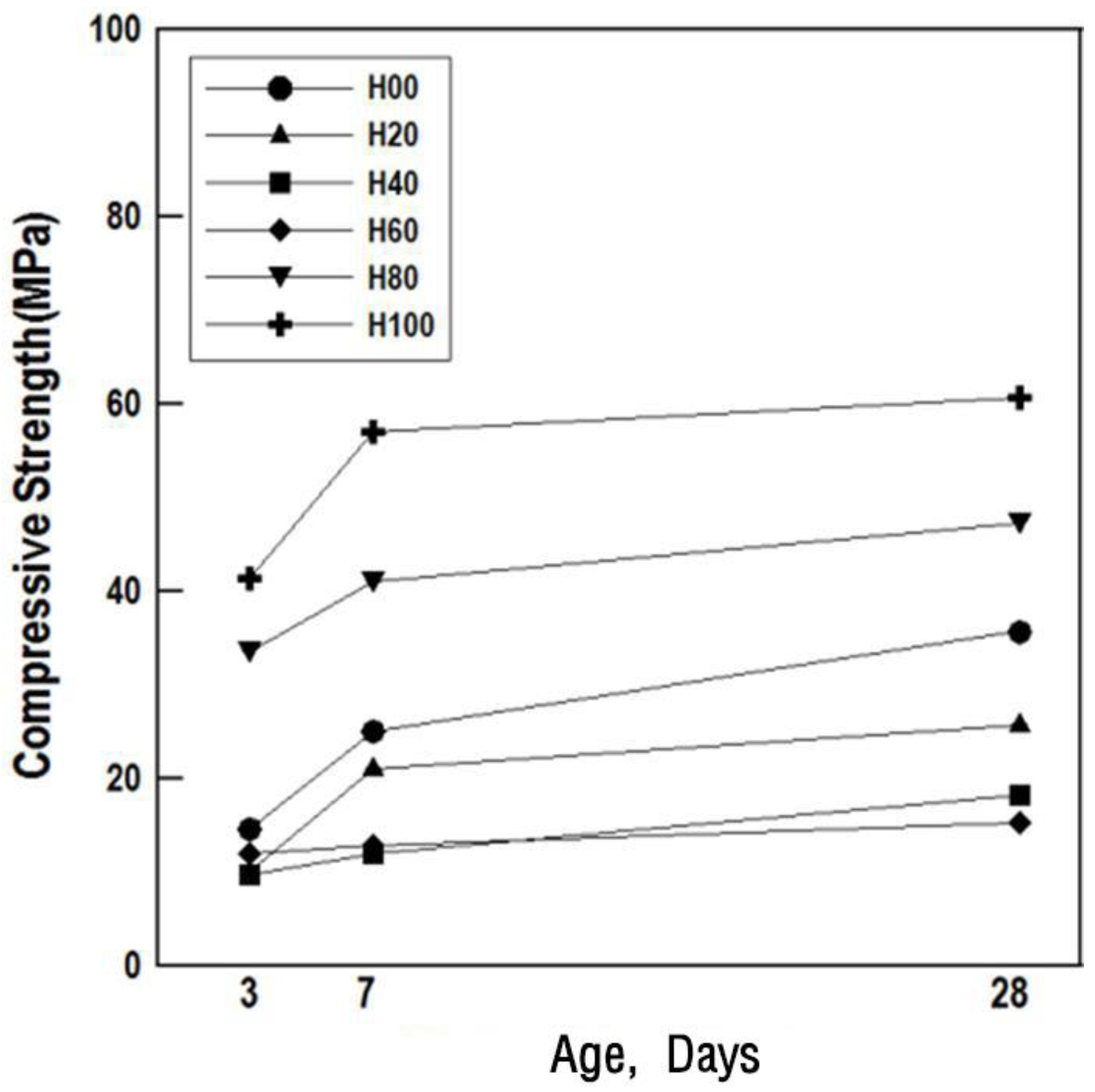
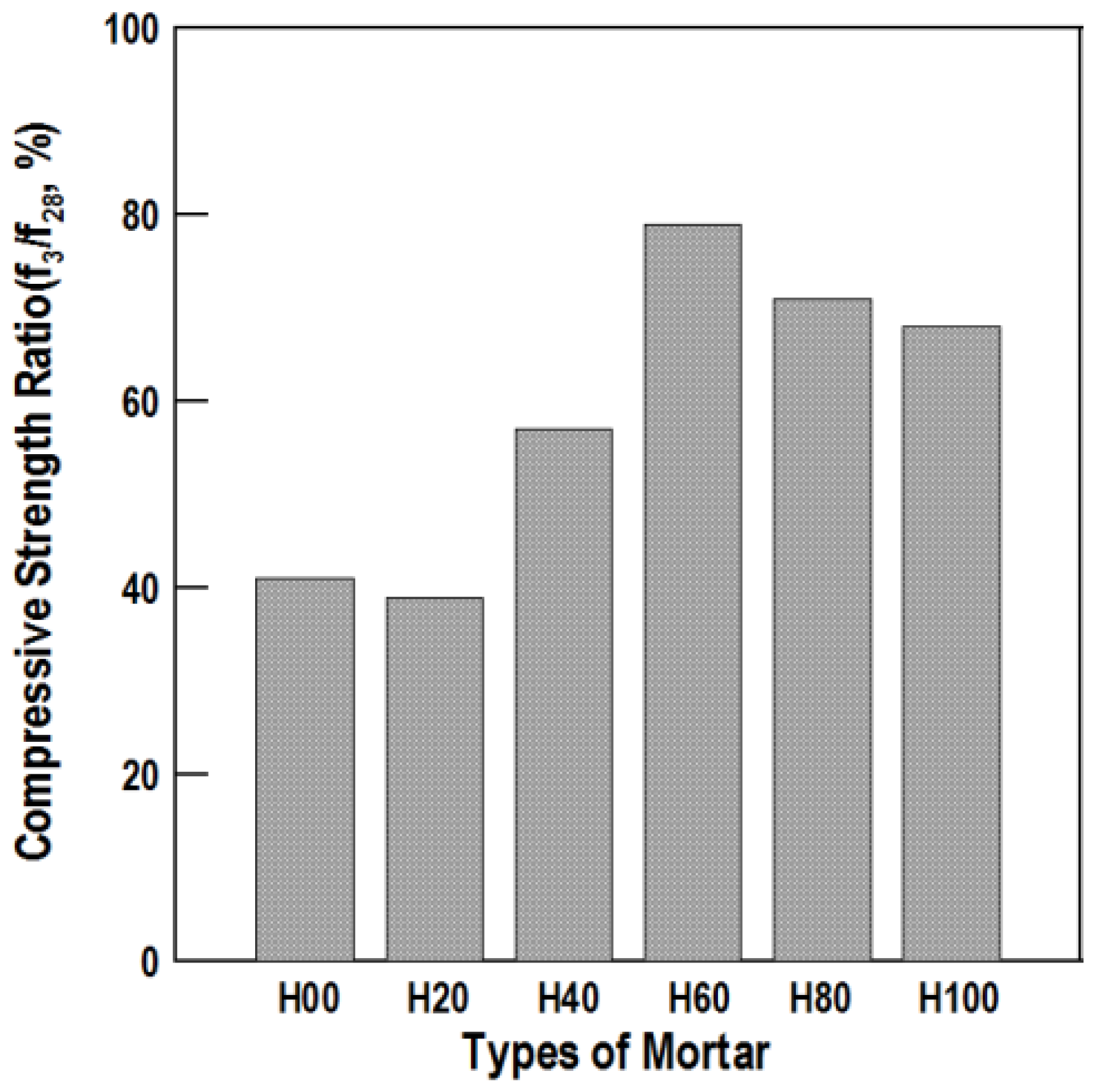
Figure 6 and
Figure 7 show the compressive strength values and ratios, respectively, by mortar specimen age according to the HAC mixing ratio.
The 3-day compressive strength of H00 was similar to that of H20, H40, and H60, and the high strength development in H80 and H100. At 28 days, the compressive strength of H00, H20, H40, H60, H80, and H100 was 35.4, 25.1, 18.6, 14.9, 47.7, and 60.3 MPa, respectively. According to the compressive strength tests, the compressive strength ratio was large when the mixing ratio of HAC was at least 60%. Therefore, a mixing ratio of at least 80% is judged to be appropriate to obtain a high compressive strength in HAC-mixed mortar.
3.3. Acid Resistance
- (1)
Investigation of mortar appearance
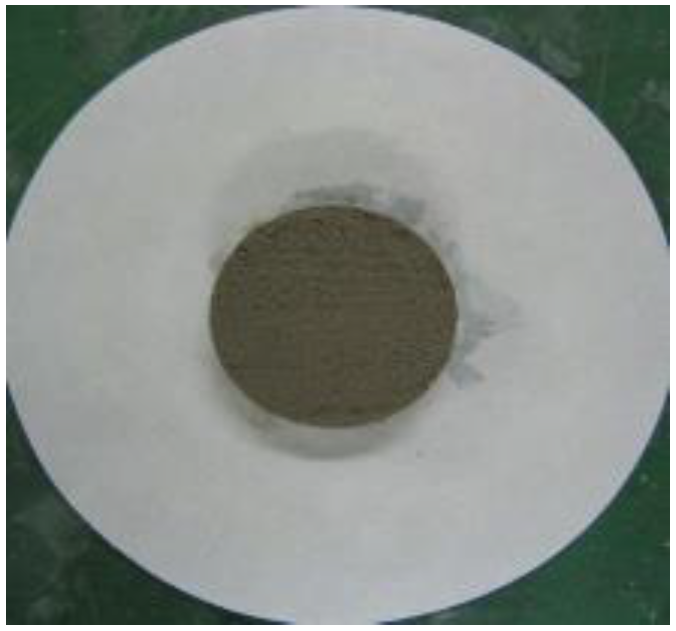
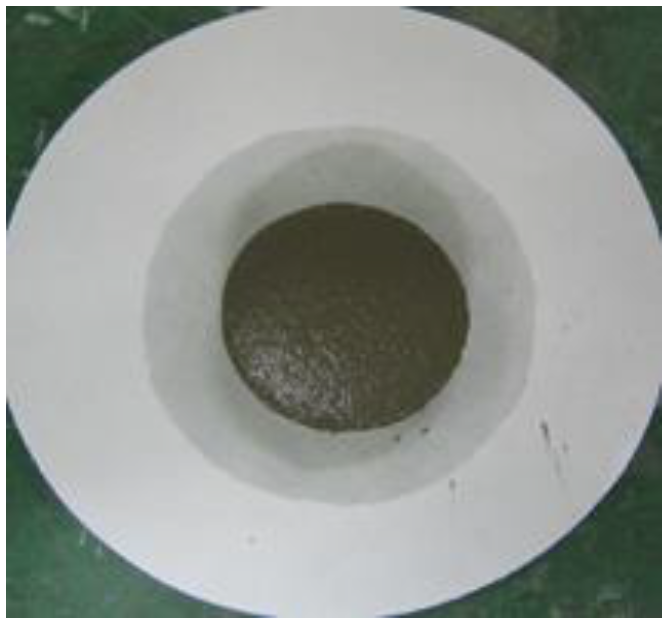
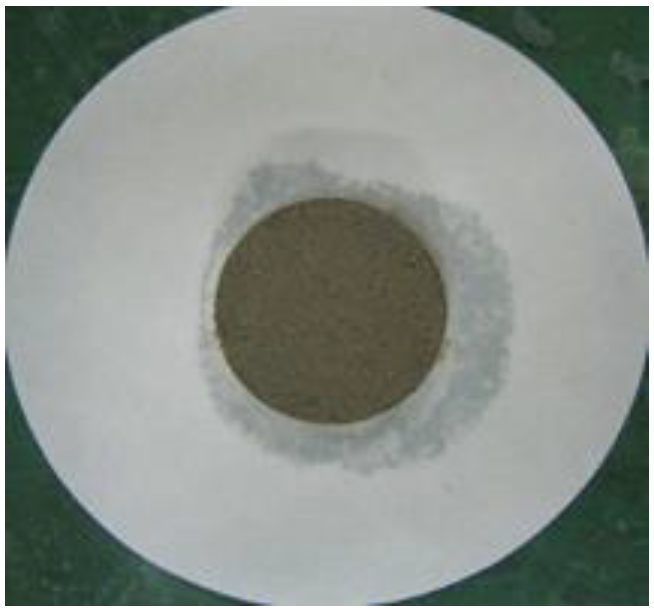
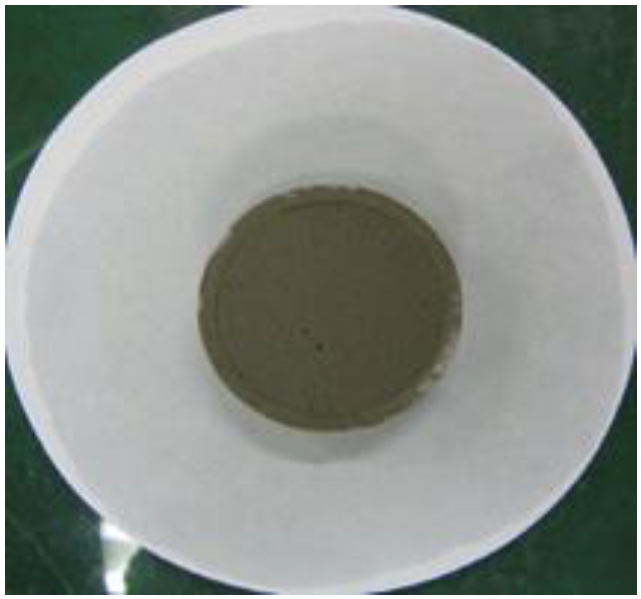
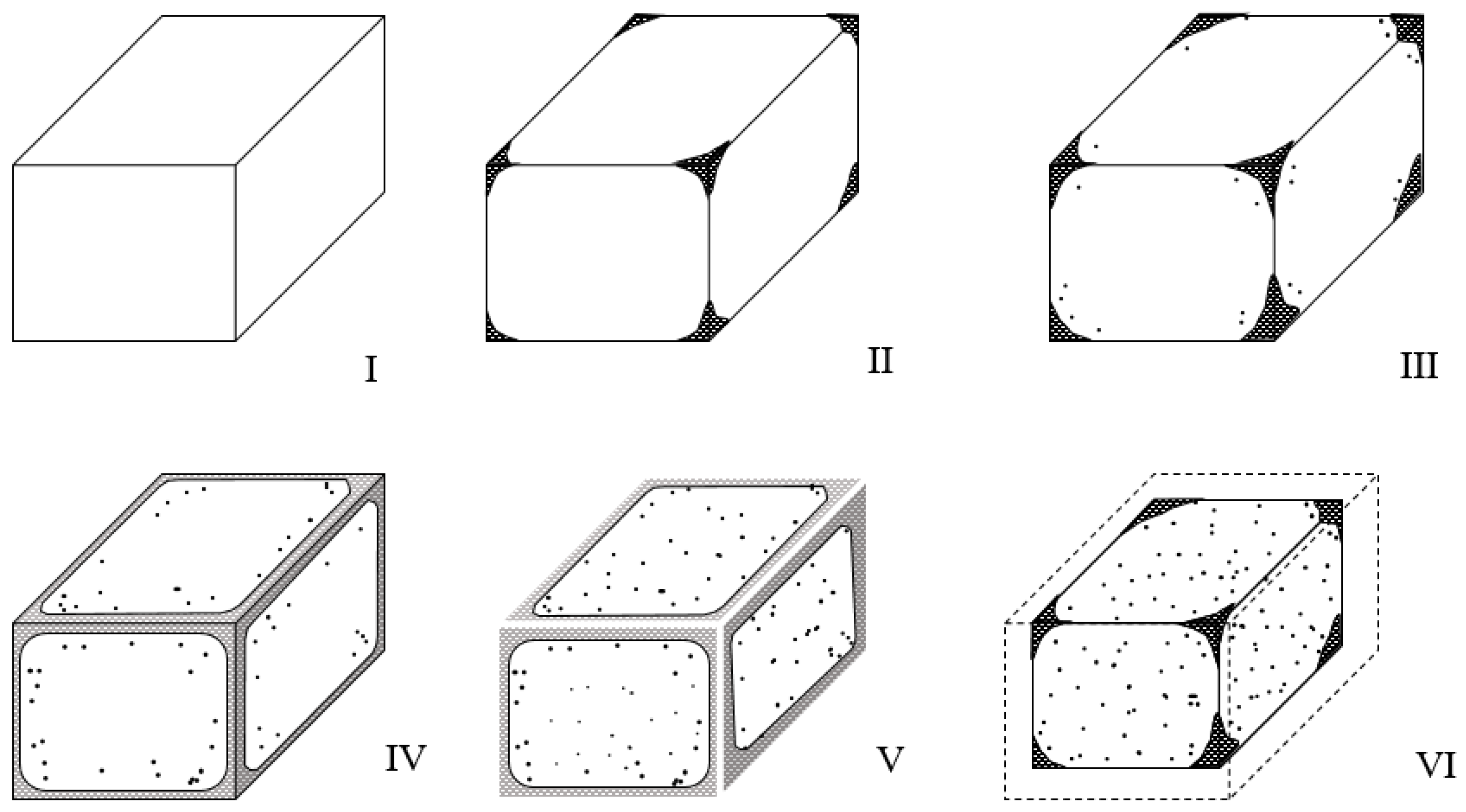
Figure 8 shows the appearances of the eroded HAC-mixed mortars. The appearance grades of the six types of mortar are categorized by acid solution concentration and presented in
Table 3 and
Figure 9.
Figure 8 shows that, compared to the H00 mortar cured in water, the H00 mortar immersed in the acid solution was significantly eroded, resulting in prominent section loss and generation of reaction products. Moreover, according to a comparison with H00 mortar immersed in 5% H
2SO
4 solution, as presented in
Table 3 and
Figure 3, the mortar immersed in the 10% HSO solution had already reached appearance grade VI at 14 days and erosion to the point of failure occurrence. The H00 mortar immersed in 10% H
2SO
4 solution exhibited more than 40% section loss, demonstrating that the degree of erosion varied with the acid solution concentration.
The appearances of the acid-eroded H80 and H100 mortars showed excellent acid erosion resistance compared to the mortars mixed with a small amount of HAC. Particularly, even when immersed in 10% H2SO4, there was barely any performance degradation due to acid erosion. The HAC-mixed mortars have excellent acid resistance because alumina gel, whose main component is Al2(OH)3, is formed, creating a protective layer against the acid solution. In contrast, calcium hydroxide (Ca(OH)2) generates when general OPC is hydrated and gypsum (CaSO4·2H2O) is dehydrated, and has a weak structure due to its porosity.
- (2)
Compressive strength according to acid or water immersion
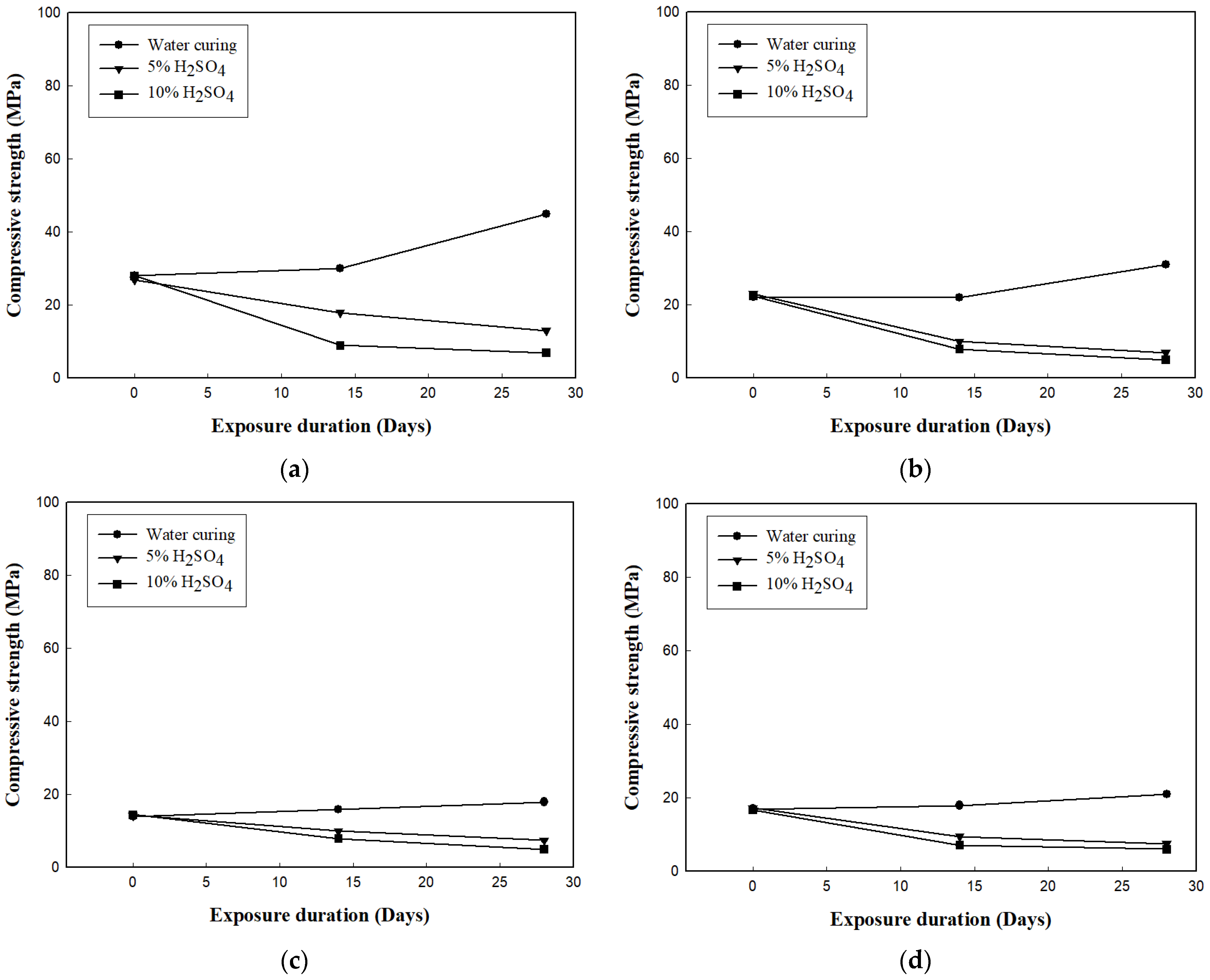
Figure 10 shows the change in compressive strength of the cement mortars.
Figure 10a shows the change in the compressive strength of H00. For the mortar cured in water, the compressive strength increased as the exposure period increased. However, the compressive strength of the mortar immersed in the acid solution decreased as the exposure period increased, and the mortar immersed in 10% H
2SO
4 solution exhibited a greater decrease in compressive strength than the mortar immersed in 5% H
2SO
4 solution. At 28 days, the H00 mortar cured in water showed a compressive strength of approximately 46.0 MPa, whereas the compressive strength of the mortars immersed in 5% and 10% H
2SO
4 solutions was 12.9 and 6.2 MPa, respectively.
Figure 10b shows the change in compressive strength of H20, which had a similar trend to that of H00.
Figure 10c,d shows the change in compressive strength due to the acid erosion of the H40 and H60 mortars, respectively. The compressive strengths of the mortars exposed to 5% and 10% H
2SO
4 cured in water were similar. However, the change in compressive strength of H80 (
Figure 10e) showed a relatively small decrease in strength due to acid erosion compared to the mortars mixed with a small amount of HAC.
Figure 10f shows the change in compressive strength of H100, which exhibited the best acid erosion resistance among the six mortar types.
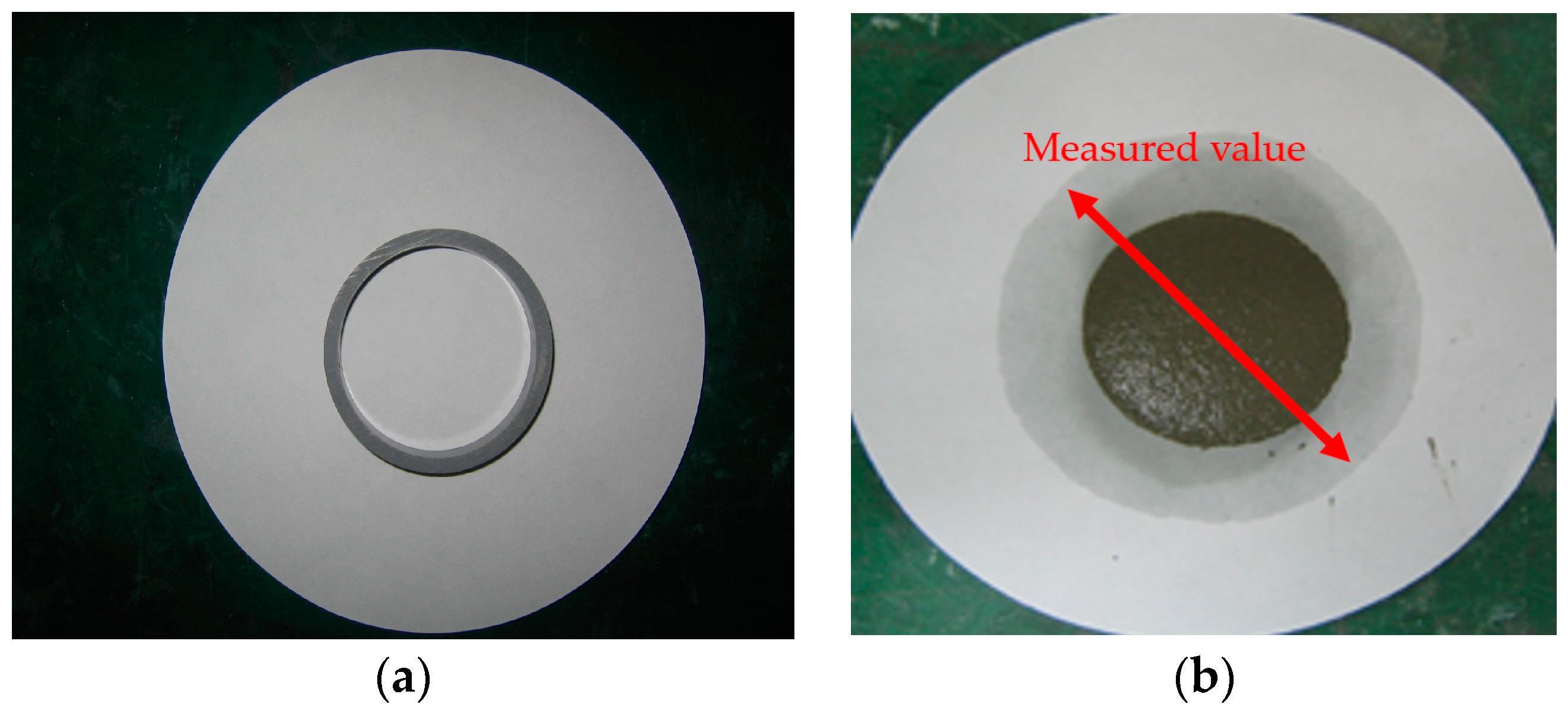
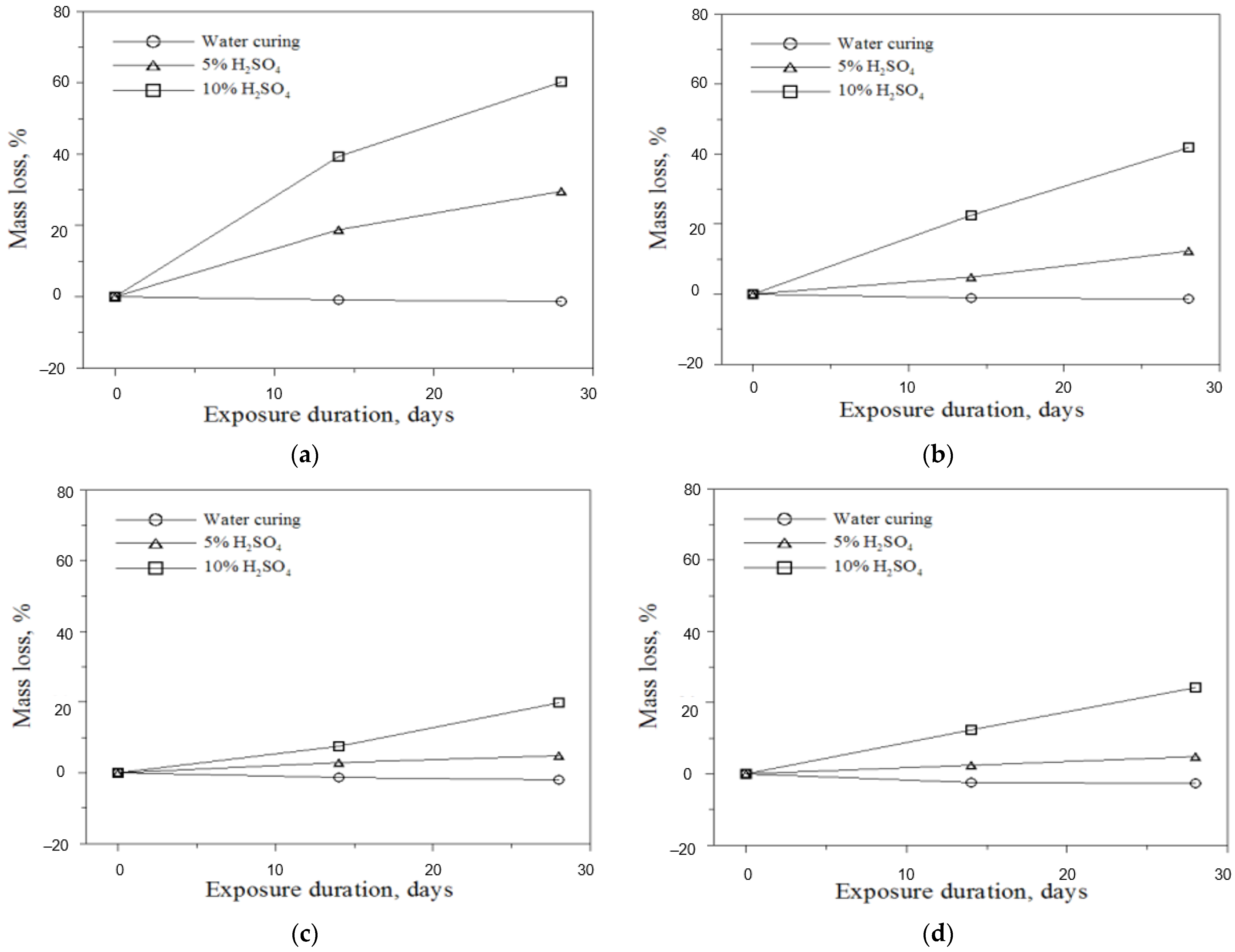
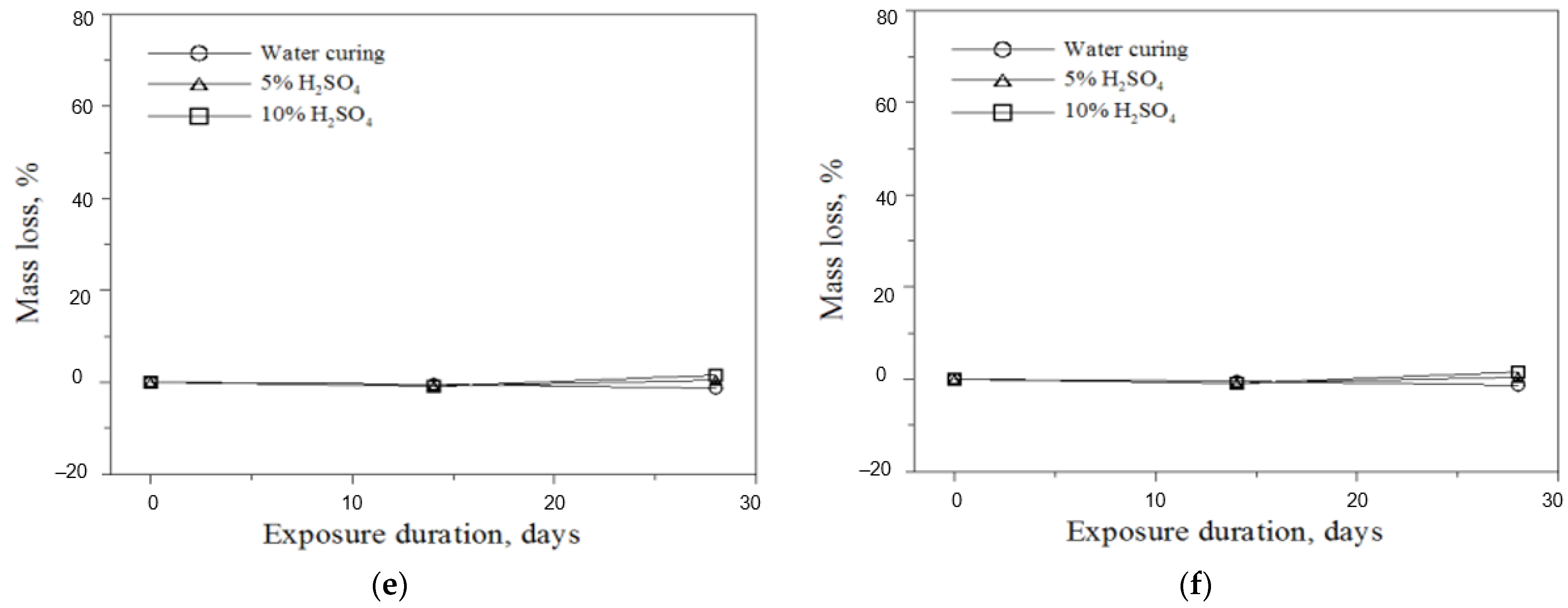
Figure 11 shows the change in masses by the age of the acid-eroded mortars. The mass loss at 14 and 28 days after immersing H00 in 5% and 10% H
2SO
4 solutions was compared with the mass change of the mortar cured in water; the results are shown in
Figure 11a. According to the results, the mass loss increased as the concentration of the immersion solution increased. At 28 days, the mass loss of the mortar immersed in the 5% H
2SO
4 solution was 29.5% and that of the mortar immersed in the 10% H
2SO
4 solution was 60.2%.
Figure 11b shows the mass loss due to the acid erosion of H20. The mass loss was smaller than that of the H00 mortar.
Figure 11c,d show the mass loss of H40 and H60, respectively; as indicated, the mass loss due to acid erosion tended to decrease as the replacement rate increased. The mass loss of H80, as shown in
Figure 11e, was similar to that of the mortar cured in water regardless of the H
2SO
4 solution concentration. The H100 mortar in
Figure 11f shows a similar trend. These results confirmed that the performance of the HAC-mixed mortar exposed to an acid erosion environment was excellent when the replacement rate of the HAC-mixed mortar was at least 80%. In this test, it was confirmed that the chemical resistance increased in proportion to the amount of HAC used. For the repair material developed in this study, securing resistance to biochemical corrosion is an important factor in the case of sewage boxes, which are mainly applied. The reason why 100% HAC binder cannot be used is that it should be mixed with OPC for controlling the setting time of the repair material.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}