Microstructure and Mechanical Properties of Ni-20Cr-Eu2O3 Composites Prepared by Vacuum Hot Pressing

 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Preparation of Milled Powders and Consolidated Samples
2.2. Materials Characterization
3. Results
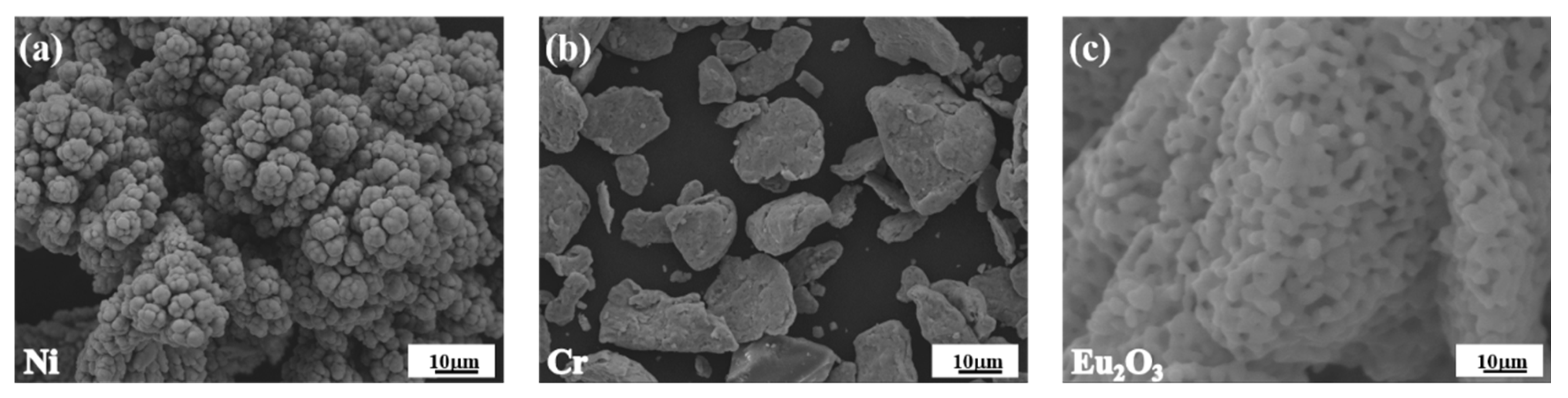
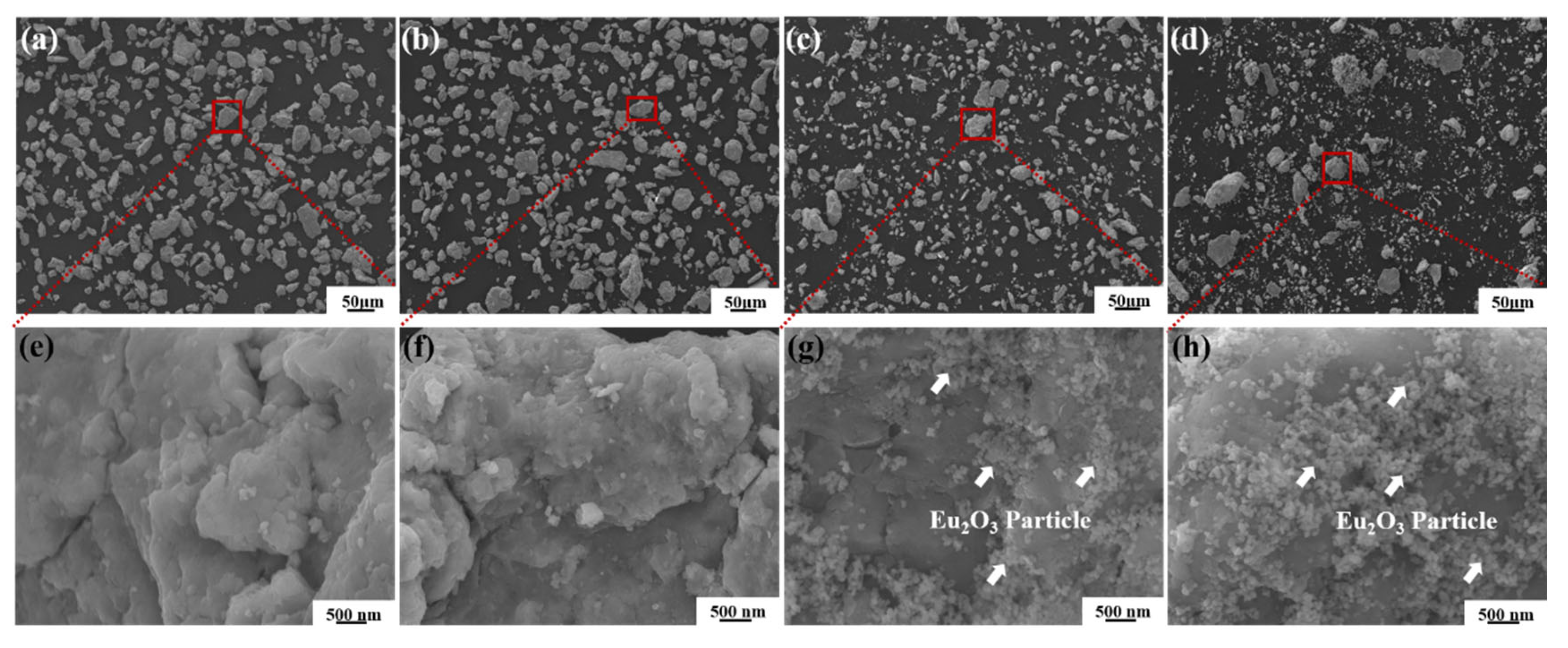
3.1. Microstructure of Powder Mixtures and Composites
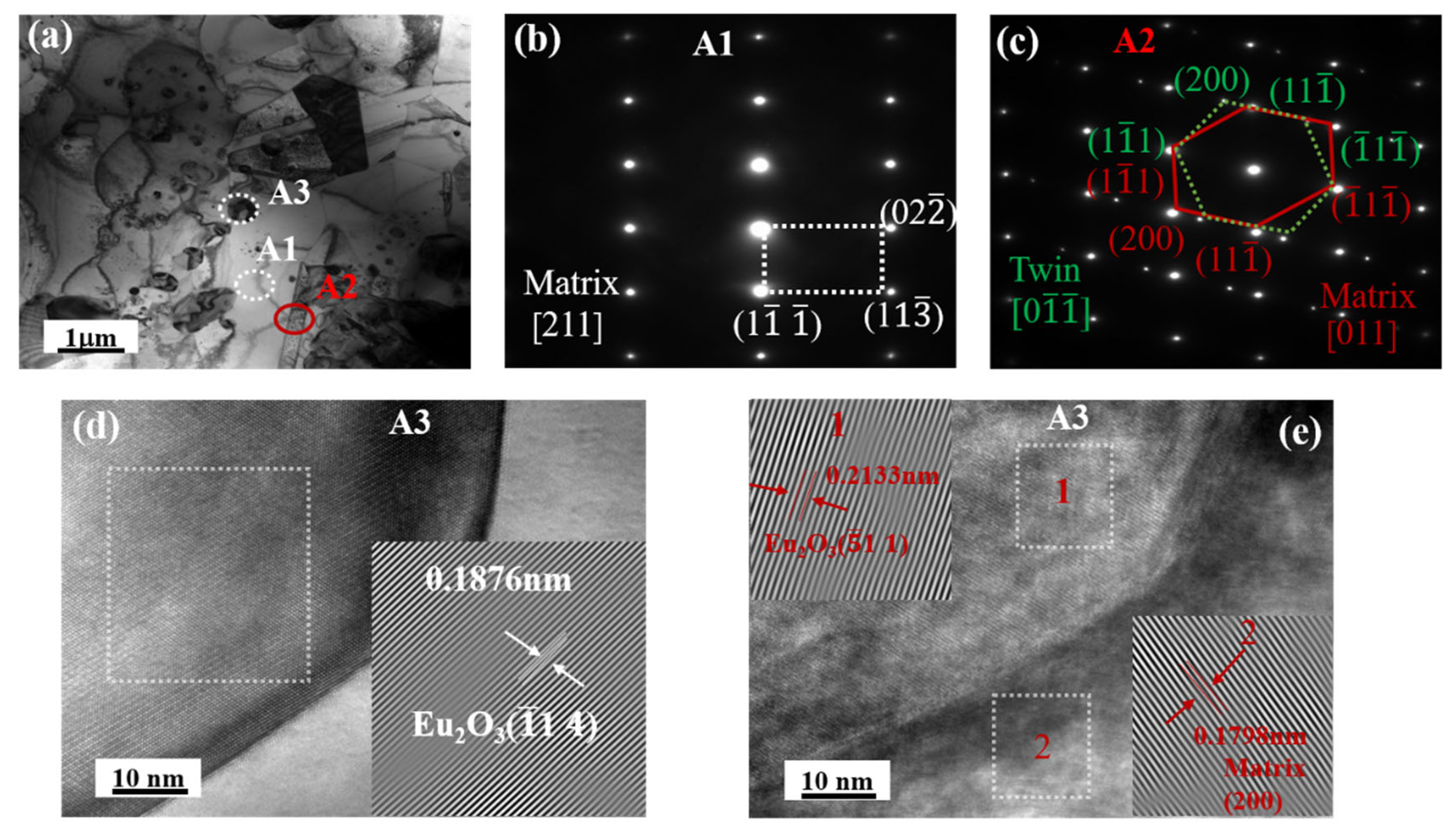
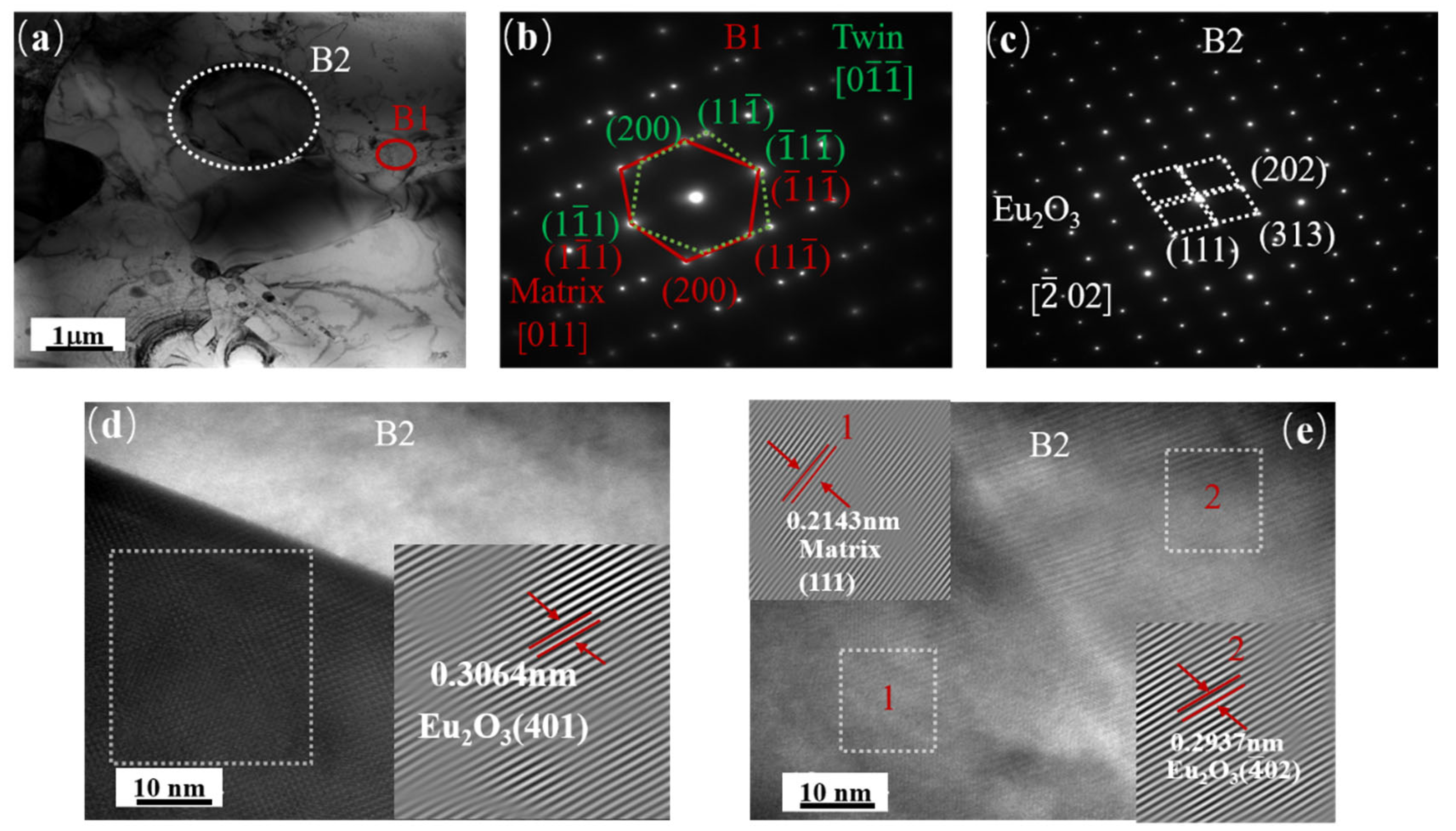
3.2. TEM Analysis of Interfacial Structures
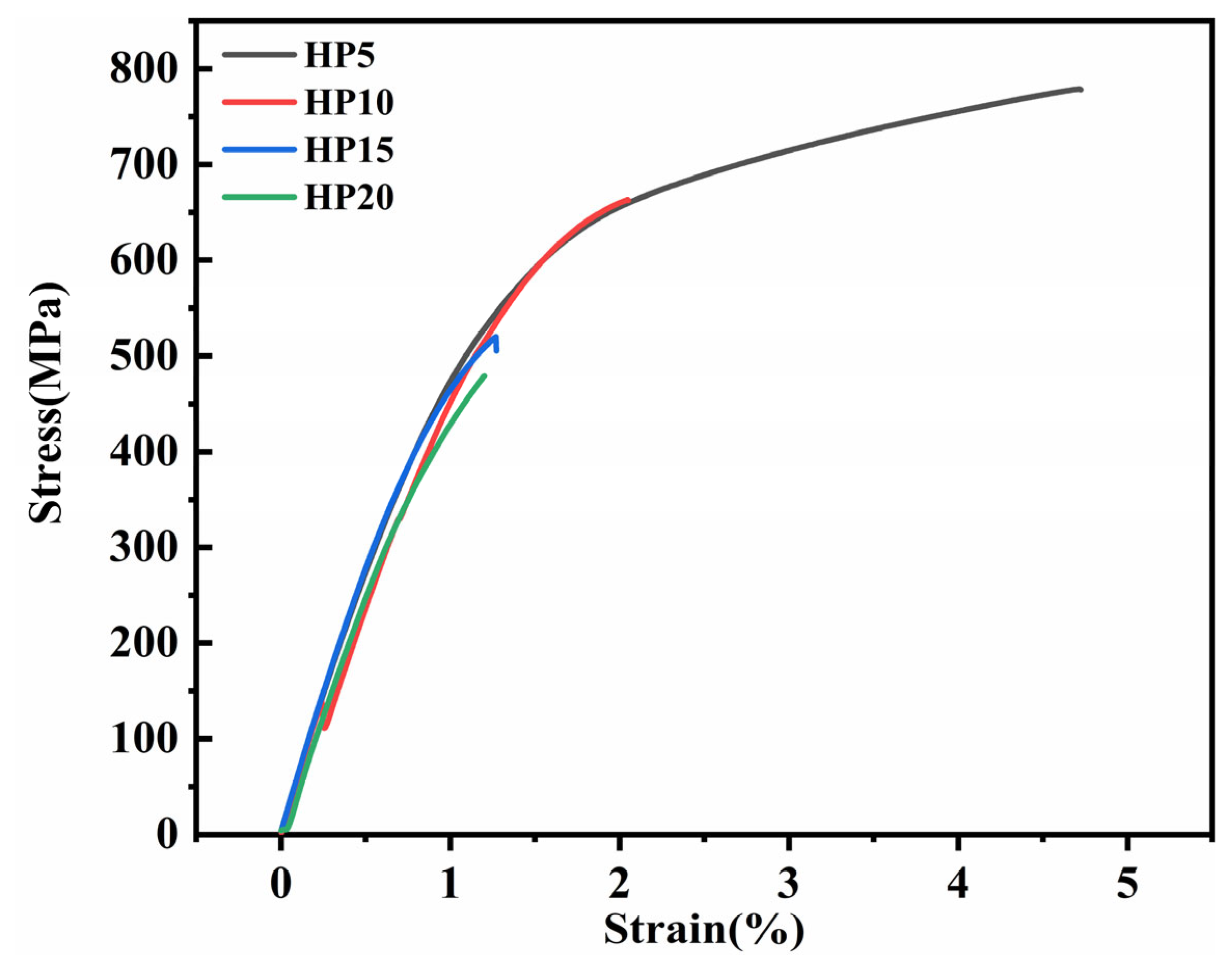
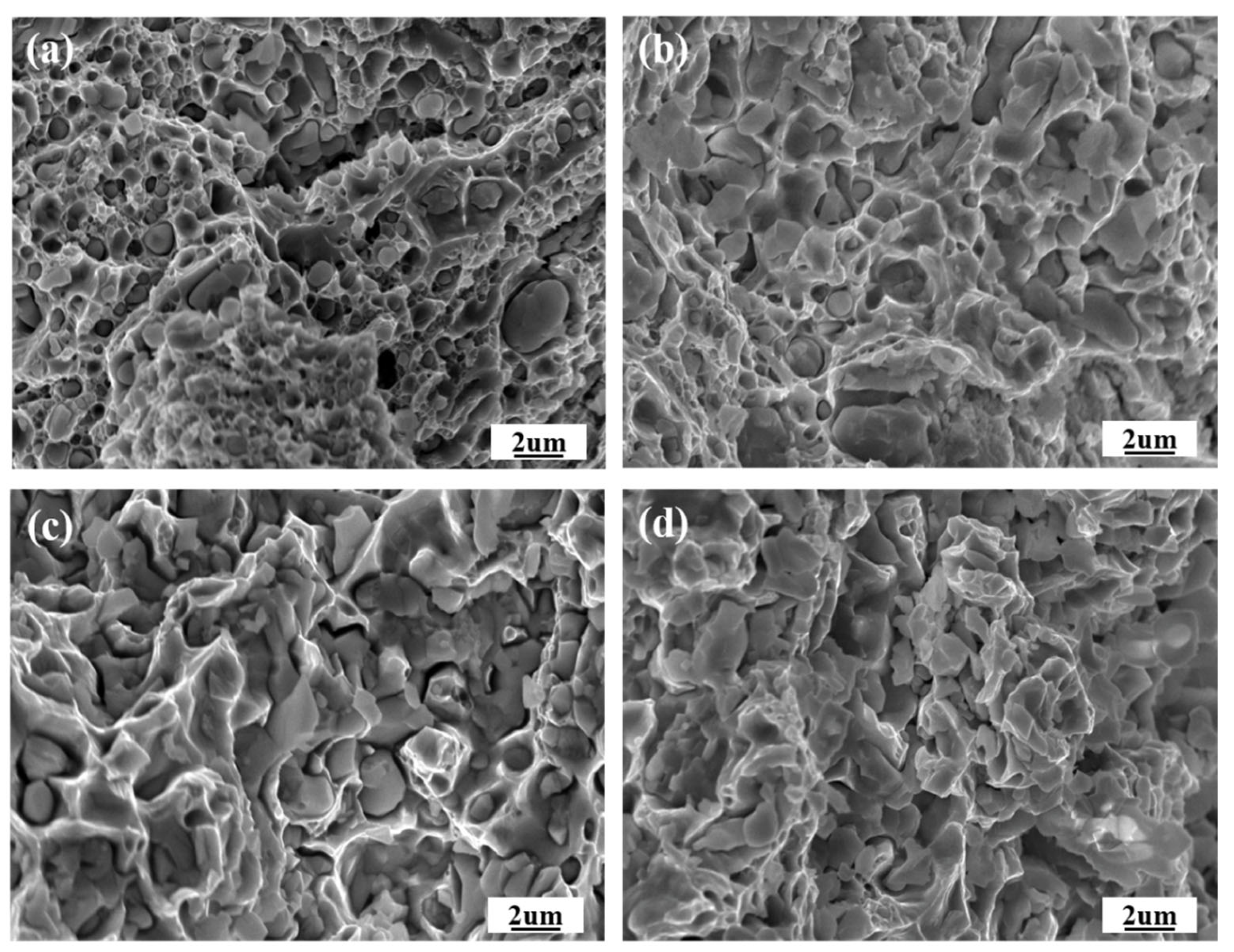
3.3. Mechanical Properties
3.4. Strengthening Mechanism in Ni-20Cr-Eu2O3 Composites
3.4.1. Thermal Mismatch Strengthening
3.4.2. Grain Boundaries Strengthening
3.4.3. Solution Strengthening
4. Conclusions
- (1)
- During ball milling, Eu2O3 powders were continuously refined. When the Eu2O3 content was less than 10 wt.%, almost all of the Eu2O3 particles dissolved in the matrix; when the Eu2O3 content was greater than 10 wt.%, some Eu2O3 particles dissolved in the matrix, and some Eu2O3 particles agglomerated on the matrix surface as nanocrystals. The higher the content of Eu2O3, the higher the proportion of the agglomerated blocks.
- (2)
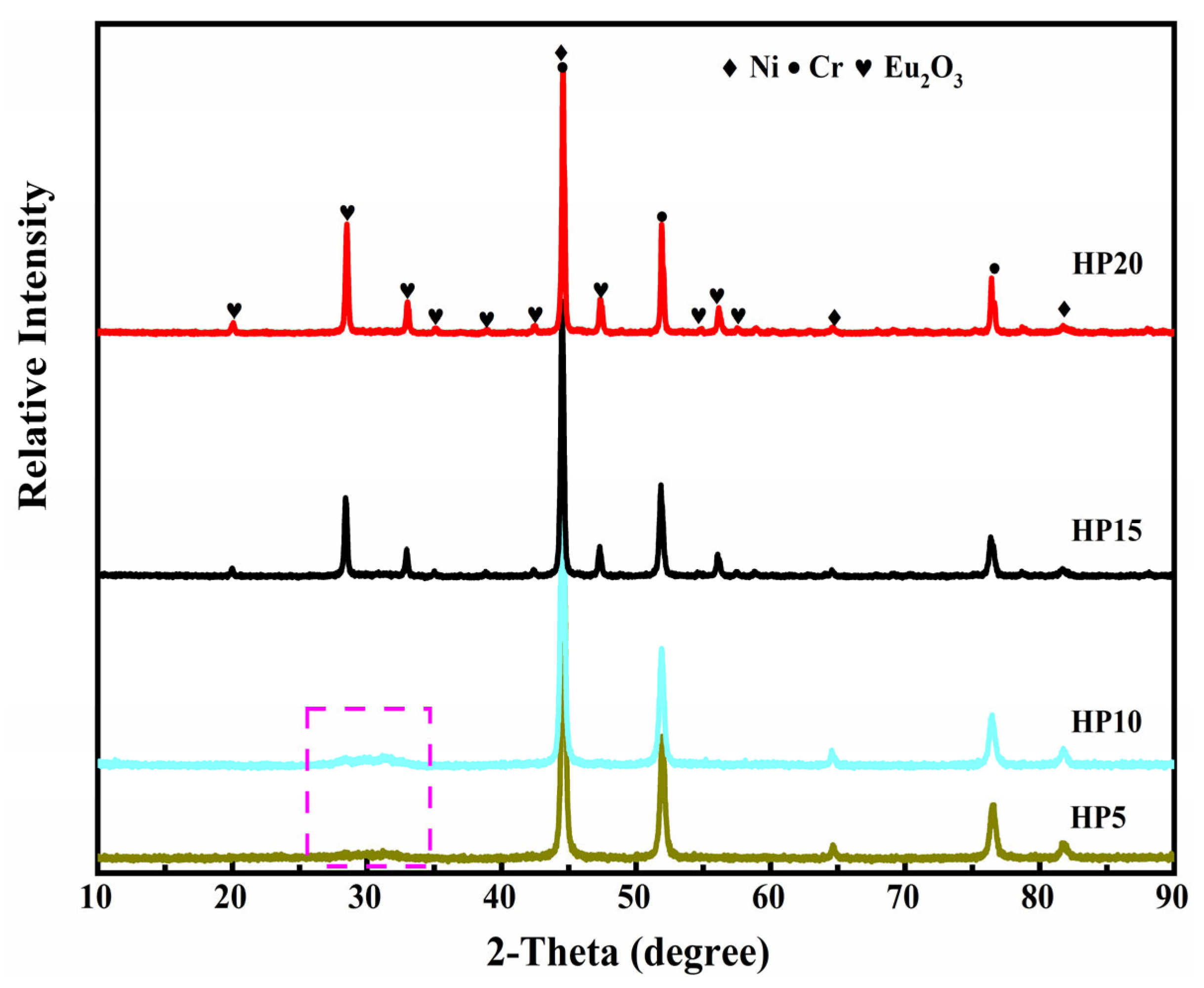
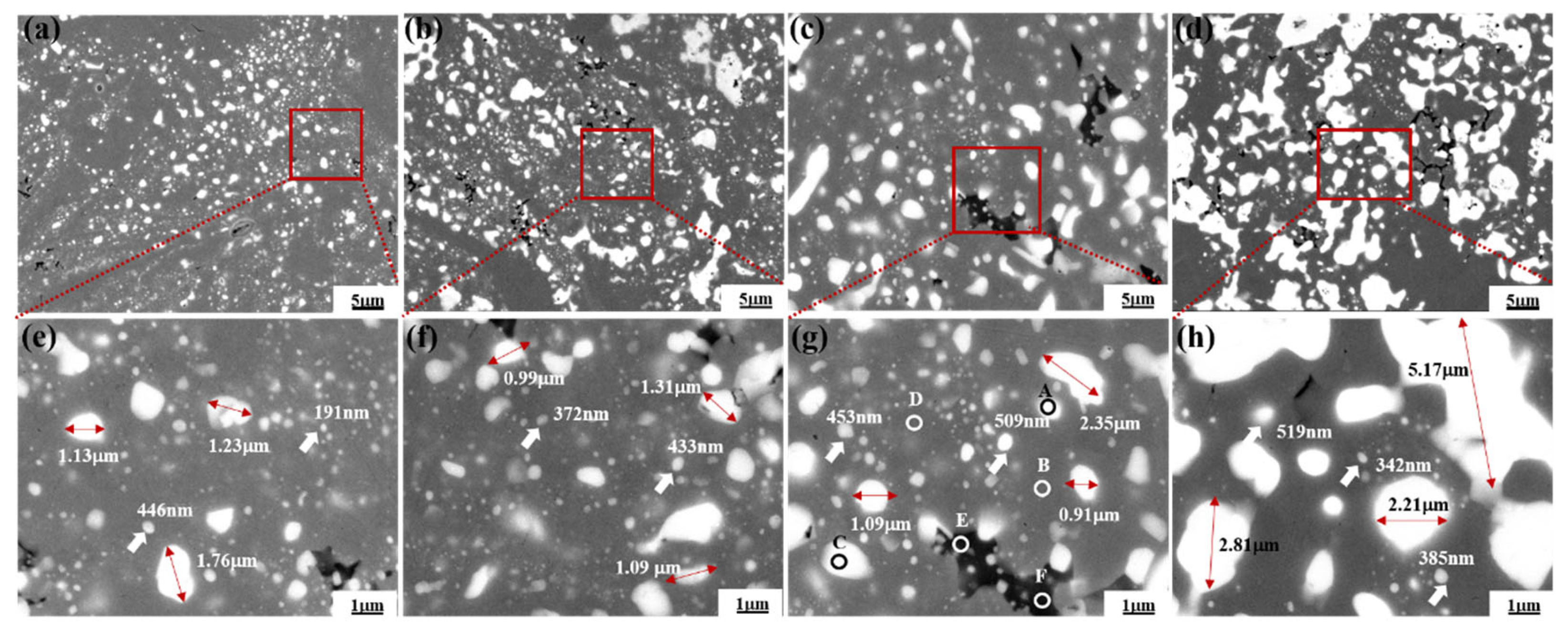
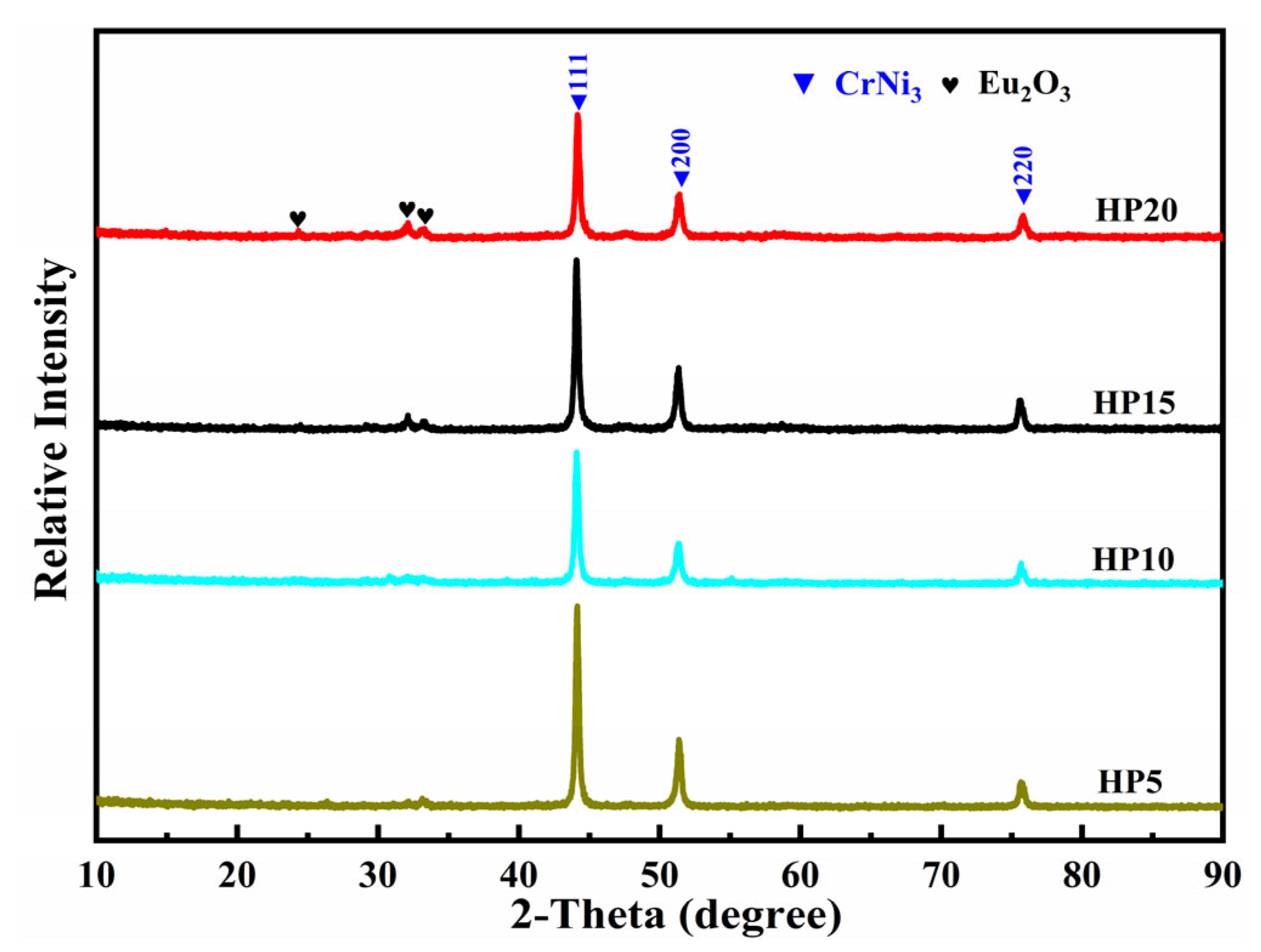
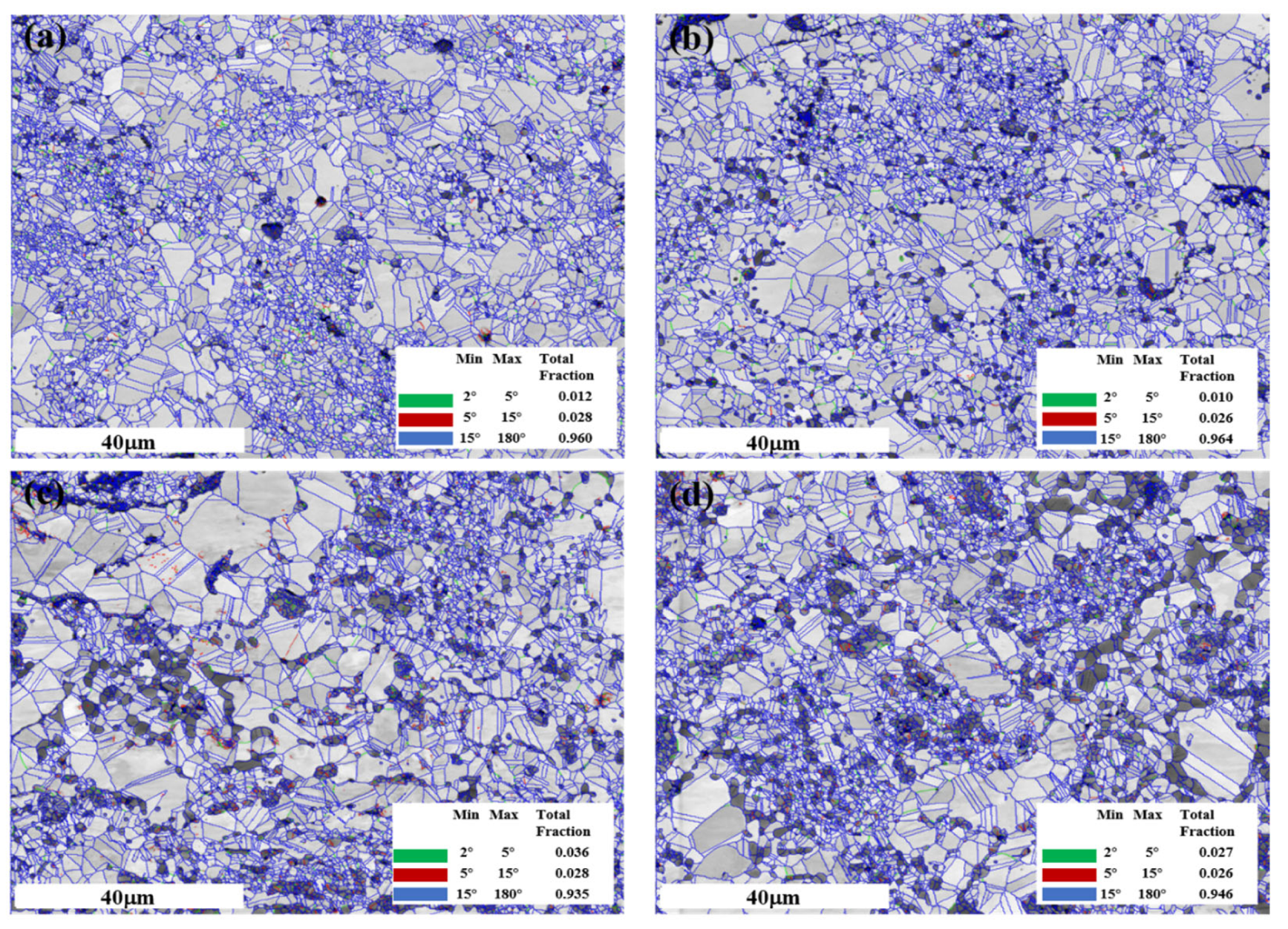
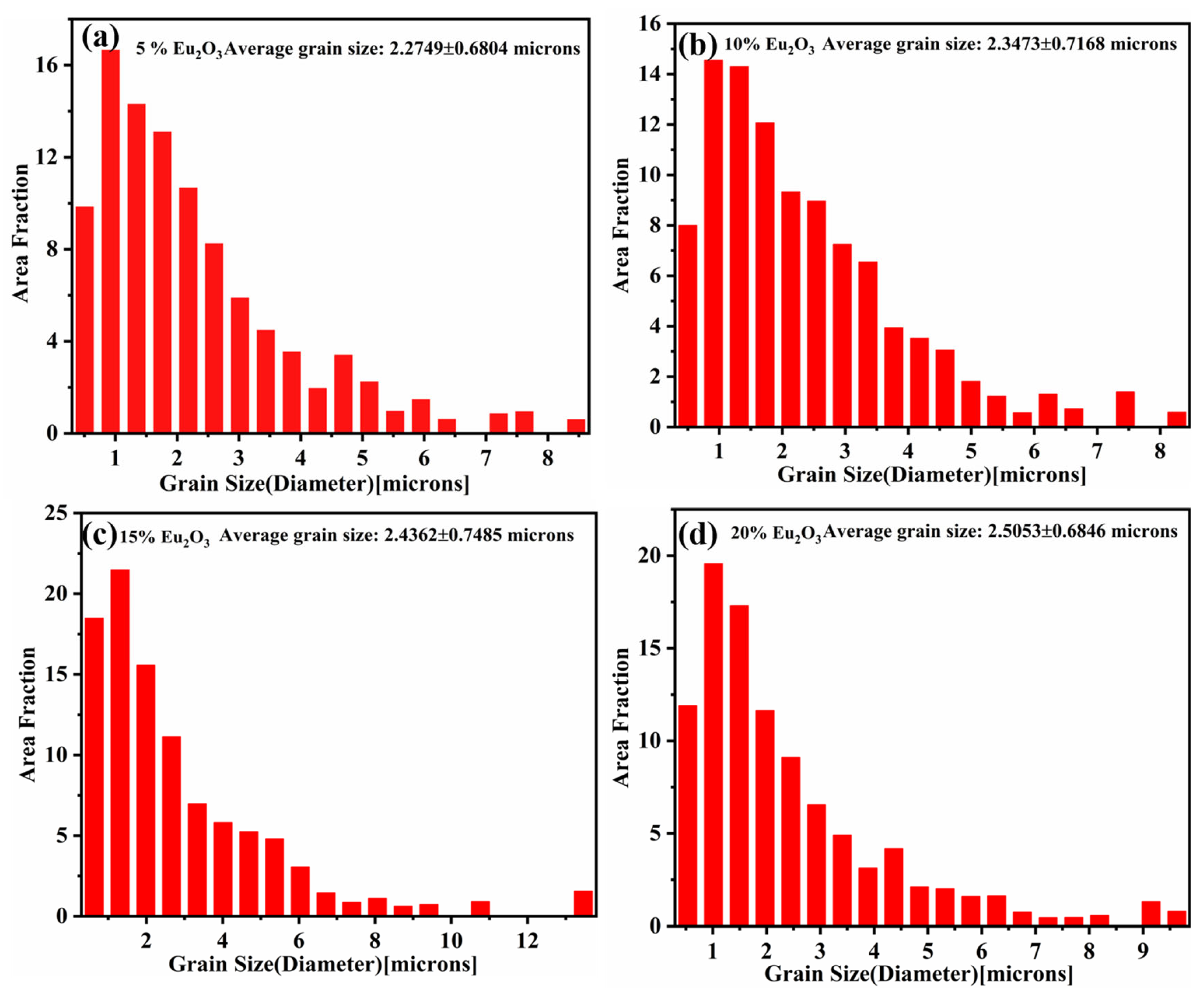
- High-density samples are obtained at 1250°C, and the composites mainly contain three different phases: the matrix phase, CrNi3, a black Cr-rich region, and Eu2O3 in the form of dispersed particles and agglomerates. The average grain size increases with increasing Eu2O3 content, with HP5 having the smallest average grain size of about 2.2749 μm, the average grain sizes of HP10, HP15, and HP20 are 2.3473 μm, 2.4362 μm, and 2.5053 μm, respectively.
- (3)
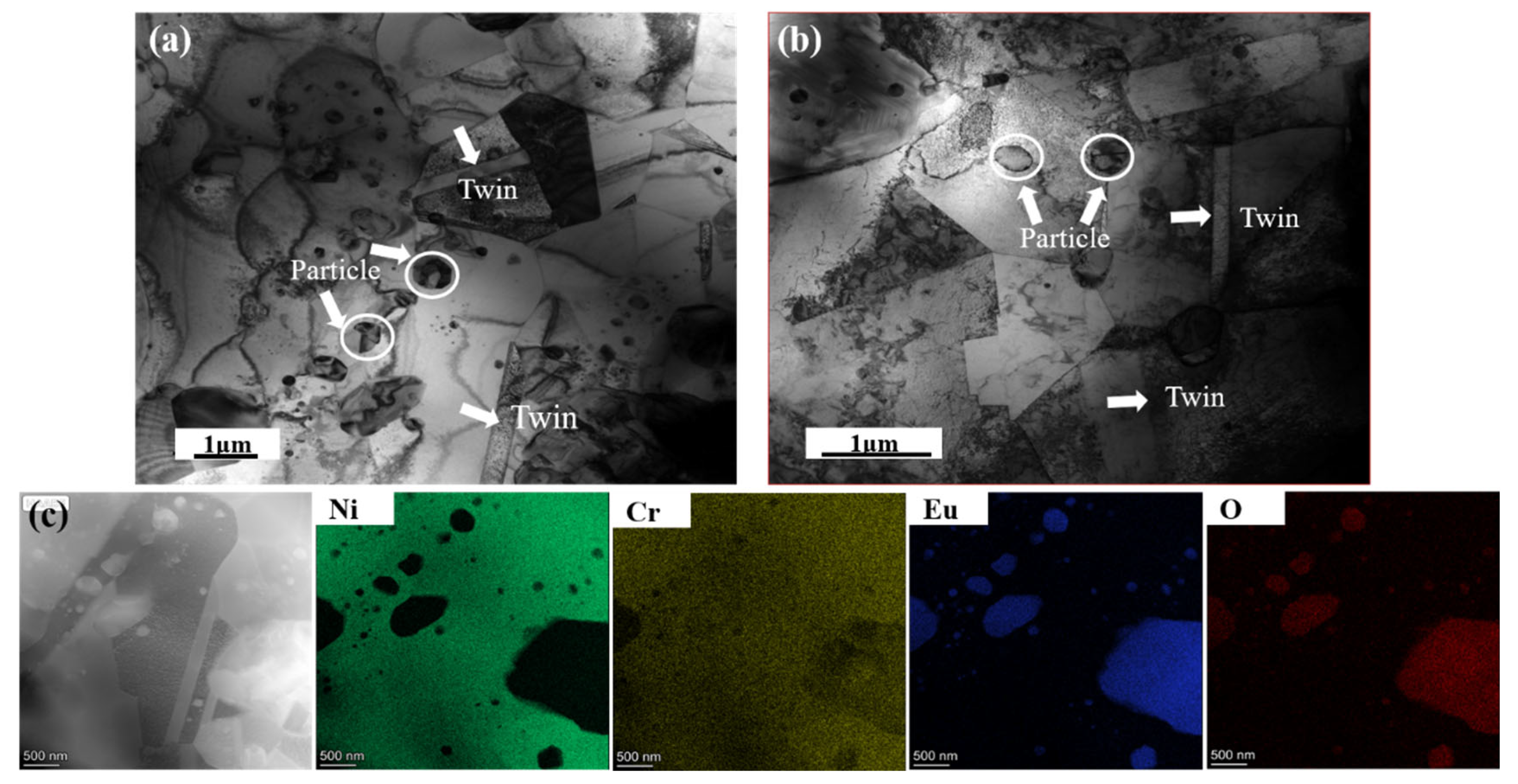
- The Eu2O3 particles are well bonded to the Ni-20Cr matrix and a semi-coherent interface forms between the Ni-20Cr matrix and the Eu2O3 particles.
- (4)
- The values of the ultimate tensile strength for HP5, HP10, HP15 and HP20 are 741 MPa, 692 MPa, 600 MPa and 556 MPa, respectively. The yield strength and elongation decreased gradually as the Eu2O3 content increased. When 20 wt.% Eu2O3 was added, and the tensile strength was the lowest (556 MPa).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- International Atomic Energy Agency. Absorber materials, control rods and designs of shutdown systems for advanced liquid metal fast reactors. In Proceeding of a Technical Committee Meeting; International Atomic Energy Agency: Vienna, Austria, 1996. [Google Scholar]
- Keller, H.W.; Shallenberger, J.M.; Hollein, D.A.; Hott, A.C. Development of Hafnium and Comparison with Other Pressurized Water Reactor Control Rod Materials. Nucl. Technol. 1982, 59, 476–482. [Google Scholar] [CrossRef]
- Risovany, V.D.; Varlashova, E.E.; Suslov, D.N. Dysprosium titanate as an absorber material for control rods. J. Nucl. Mater. 2000, 281, 84–89. [Google Scholar] [CrossRef]
- Risovany, V.D.; Zakharov, A.V.; Muraleva, E.M.; Kosenkov, V.M.; Latypov, R.N. Dysprosium hafnate as absorbing material for control rods. J. Nucl. Mater. 2006, 355, 163–170. [Google Scholar] [CrossRef]
- Risovaniy, V.D.; Zaharov, A.V.; Klochkov, E.P.; Varlashova, E.E.; Suslov, D.N.; Ponomarenko, A.B.; Scheglov, A.V. Dysprosium and Hafnium Base Absorbers for Advanced WWER Control Rods; 1011-4289; International Atomic Energy Agency (IAEA): Vienna, Austria, 2000; pp. 91–102. [Google Scholar]
- Gosset, D. 15—Absorber materials for Generation IV reactors. In Structural Materials for Generation IV Nuclear Reactors; Yvon, P., Ed.; Woodhead Publishing: Sawston, UK, 2017; pp. 533–567. [Google Scholar] [CrossRef]
- Ainscough, J.B.; Moore, D.A.; Osborn, S.C. Europia ceramics for use as fast reactor neutron absorbers. Ceramurg. Int. 1977, 3, 18–24. [Google Scholar] [CrossRef]
- Gilchrist, K.E.; Brown, R.G.; Preston, S.D. Physical properties of europium sesquioxide. J. Nucl. Mater. 1977, 68, 39–47. [Google Scholar] [CrossRef]
- Pasto, A.E. Europium Oxide as a Potential Lmfbr Control Material; Oak Ridge National Lab.: Oak Ridge, TN, USA, 1973. [Google Scholar]
- Ray, W.E. The lanthanons as nuclear control materials. Nucl. Eng. Des. 1971, 17, 377–396. [Google Scholar] [CrossRef]
- Kumar, S.; Krishnamurthy, N. Synthesis and characterization of EuB6 by borothermic reduction of Eu2O3. Process. Appl. Ceram. 2011, 5, 149–154. [Google Scholar] [CrossRef]
- Popov, V.V.; Menushenkov, A.P.; Zubavichus, Y.V.; Yaroslavtsev, A.A.; Veligzhanin, A.A.; Kolyshkin, N.A.; Kulik, E.S. Studying processes of crystallization and cation ordering in Eu2Hf2O7. Russ. J. Inorg. Chem. 2015, 60, 602–609. [Google Scholar] [CrossRef]
- Cetiner, N.O.; Petrie, C.M.; Burns, J.R.; Le Coq, A.G.; Linton, K.D.; Stevens, J. Design and Thermal Analysis for Irradiation of Absorber Material Specimens in the High Flux Isotope Reactor; Oak Ridge National Lab.: Oak Ridge, TN, USA, 2018. [Google Scholar]
- Nguyen, T.D.; Zhang, J.; Young, D.J. Effects of Si, Al and Ti on corrosion of Ni-20Cr and Ni-30Cr alloys in Ar-20CO2-20H2O gas at 700 °C. Corros. Sci. 2020, 170, 108702. [Google Scholar] [CrossRef]
- Gheno, T.; Desgranges, C.; Martinelli, L. On the role of surface deformation in the oxidation of NiCr alloys at 340–600 °C. Corros. Sci. 2020, 173, 108805. [Google Scholar] [CrossRef]
- Mohamed, L.Z.; Ghanem, W.A.; El Kady, O.A.; Lotfy, M.M.; Ahmed, H.A.; Elrefaie, F.A. Oxidation characteristics of porous Ni-12 wt%Cr alloy at 1000 °C in air. Ain Shams Eng. J. 2018, 9, 2993–3000. [Google Scholar] [CrossRef]
- Xie, L.; Sun, W.; Wang, J.; Chen, M.; Wang, F. Improving strength and oxidation resistance of a Ni-based ODS alloy via in-situ solid-state reaction. Corros. Sci. 2022, 197, 110078. [Google Scholar] [CrossRef]
- Park, C.W.; Byun, J.M.; Choi, W.J.; Lee, S.Y.; Kim, Y.D. Improvement of high temperature mechanical properties of Ni-based oxide dispersion strengthened alloys by preferential formation of Y-Ti-O complex oxide. Mater. Sci. Eng. A 2019, 740–741, 363–367. [Google Scholar] [CrossRef]
- Ahmad, B.; Fox, P. STEM Analysis of the Transient Oxidation of a Ni-20Cr Alloy at High Temperature. Oxid. Met. 1999, 52, 113–138. [Google Scholar] [CrossRef]
- Ul-Hamid, A. Diverse scaling behavior of the Ni–20Cr alloy. Mater. Chem. Phys. 2003, 80, 135–142. [Google Scholar] [CrossRef]
- Stringer, J.; Wilcox, B.A.; Jaffee, R.I. The high-temperature oxidation of nickel-20 wt. % chromium alloys containing dispersed oxide phases. Oxid. Met. 1972, 5, 11–47. [Google Scholar] [CrossRef]
- Lim, H.J.; Park, S.W.; Kang, S.G. The effect of particle size of alumina dispersions on the oxidation resistance of Ni-Cr alloys. Oxid. Met. 1997, 48, 391–415. [Google Scholar] [CrossRef]
- Nagai, H.; Koshi-ishi, F.; Ishikawa, S.; Shoji, K.-i. Effect of Rare Earth Oxide Dispersion on the Oxidation of Ni–15Cr Sintered Alloy. Trans. Jpn. Inst. Met. 1983, 24, 839–848. [Google Scholar] [CrossRef]
- Leitten, C.F.; Beaver, R.J. Use of Lanthanide Oxide Neutron Absorbers in Pressurized Water Reactors. Nucl. Appl. 1968, 4, 399–417. [Google Scholar] [CrossRef]
- Luo, Y.; Ran, G.; Chen, N.; Wang, C. Microstructure and morphology of Mo-based Tm2O3 composites synthesized by ball milling and sintering. Adv. Powder Technol. 2017, 28, 658–664. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Lv, D.; Lu, J.; Ran, G.; Zhou, W.; Wang, M.; Feng, Q.; Wu, Y.; Li, N.; Shen, Q. Ball milling and sintering of neutron absorber Mo-based Tb2O3-Dy2O3 composite and its characterization. Powder Technol. 2018, 331, 226–235. [Google Scholar] [CrossRef]
- Luo, Y.; Ran, G.; Chen, N.; Shen, Q.; Zhang, Y. Microstructural Evolution, Thermodynamics, and Kinetics of Mo-Tm2O3 Powder Mixtures during Ball Milling. Materials 2016, 9, 834. [Google Scholar] [CrossRef]
- Pasebani, S.; Dutt, A.K.; Burns, J.; Charit, I.; Mishra, R.S. Oxide dispersion strengthened nickel based alloys via spark plasma sintering. Mater. Sci. Eng. A 2015, 630, 155–169. [Google Scholar] [CrossRef]
- Randle, V.; Rios, P.R.; Hu, Y. Grain growth and twinning in nickel. Scr. Mater. 2008, 58, 130–133. [Google Scholar] [CrossRef]
- Bair, J.L.; Hatch, S.L.; Field, D.P. Formation of annealing twin boundaries in nickel. Scr. Mater. 2014, 81, 52–55. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Ardakani, M.G. Grain boundary migration and Zener pinning in particle-containing copper crystals. Acta Mater. 1996, 44, 2717–2727. [Google Scholar] [CrossRef]
- Zhang, L.; Ukai, S.; Hoshino, T.; Hayashi, S.; Qu, X. Y2O3 evolution and dispersion refinement in Co-base ODS alloys. Acta Mater. 2009, 57, 3671–3682. [Google Scholar] [CrossRef]
- Naka, S.; Octor, H.; Bouchaud, E.; Khan, T. Reprecipitation observed in Y2O3 dispersed titanium during heat treatment after cold rolling. Scr. Metall. 1989, 23, 501–505. [Google Scholar] [CrossRef]
- Wang, M.; Han, H.N.; Chung, H.-S.; Chun, Y.-B.; Jang, J. Microstructural Evolution of Oxide and Nitride Dispersed Nickel-Based Alloy Powders. Met. Mater. Int. 2019, 25, 140–146. [Google Scholar] [CrossRef]
- Pasebani, S.; Dutt, A.K.; Charit, I.; Mishra, R.S. Nickel-Chromium Alloys: Engineered Microstructure via Spark Plasma Sintering. Mater. Sci. Forum 2014, 783-786, 1099–1104. [Google Scholar] [CrossRef]
- BR, V.K.; Dasgupta, A.; Ghosh, C.; Sinha, S.K. Analysis of structural transformation in nanocrystalline Y2O3 during high energy ball milling. J. Alloys Compd. 2022, 900, 163550. [Google Scholar] [CrossRef]
- Zhang, X.; Li, S.; Liu, L.; Pan, D.; Gao, L.; Ji, X.; Kondoh, K. Balanced development in strength-ductility of ultrahigh-strength aluminum matrix composites by controlled oxidation method. Mater. Sci. Eng. A 2021, 804, 140781. [Google Scholar] [CrossRef]
- Zhang, X.; Li, S.; Pan, D.; Pan, B.; Kondoh, K. Microstructure and synergistic-strengthening efficiency of CNTs-SiCp dual-nano reinforcements in aluminum matrix composites. Compos. Part A Appl. Sci. Manuf. 2018, 105, 87–96. [Google Scholar] [CrossRef]
- Zhang, X.; He, X.; Han, J.; Qu, W.; Kvalin, V.L. Combustion synthesis and densification of large-scale TiC–xNi cermets. Mater. Lett. 2002, 56, 183–187. [Google Scholar] [CrossRef]
- Liu, Z.-d.; Tian, J.; Li, B.; Zhao, L.-p. Microstructure and mechanical behaviors of in situ TiC particulates reinforced Ni matrix composites. Mater. Sci. Eng. A 2010, 527, 3898–3903. [Google Scholar] [CrossRef]
- Cong, S.; Ran, G.; Li, Y.; Chen, Y. Ball-milling properties and sintering behavior of Al-based Gd2O3–W shielding materials used in spent-fuel storage. Powder Technol. 2020, 369, 127–136. [Google Scholar] [CrossRef]
- Nosov, V.I.; Ponomarev-stepnoi, N.N.; Portnoi, K.I.; Savel’ev, E.G. Dispersion-type absorber materials for thermal reactor control rods. J. Nucl. Energy. Parts A/B React. Sci. Technol. 1965, 19, 720–728. [Google Scholar] [CrossRef]
- Hassanzadeh-Aghdam, M.K.; Mahmoodi, M.J.; Ansari, R. A comprehensive predicting model for thermomechanical properties of particulate metal matrix nanocomposites. J. Alloys Compd. 2018, 739, 164–177. [Google Scholar] [CrossRef]
- Pollock, T.M.; Tin, S. Nickel-Based Superalloys for Advanced Turbine Engines: Chemistry, Microstructure and Properties. J. Propuls. Power 2006, 22, 361–374. [Google Scholar] [CrossRef]
- Tang, Q.; Hoshino, T.; Ukai, S.; Leng, B.; Hayashi, S.; Wang, Y. Refinement of oxide particles by addition of Hf in Ni-0.5 mass% Al-1 mass% Y2O3 alloys. Mater. Trans. 2010, 51, 2019–2024. [Google Scholar] [CrossRef]
- Bui, Q.H.; Dirras, G.; Ramtani, S.; Gubicza, J. On the strengthening behavior of ultrafine-grained nickel processed from nanopowders. Mater. Sci. Eng. A 2010, 527, 3227–3235. [Google Scholar] [CrossRef]
- Karmazin, L. New determination of solubility limit of chromium in Ni-Cr solid solution. Czechoslov. J. Phys. B 1978, 28, 1175–1178. [Google Scholar] [CrossRef]
- Roth, H.A.; Davis, C.L.; Thomson, R.C. Modeling solid solution strengthening in nickel alloys. Metall. Mater. Trans. A 1997, 28, 1329–1335. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample’s Code | Cr | Eu2O3 | Ni | Experimental Density | Theoretical Density | Relative Density (%) |
|---|---|---|---|---|---|---|
| HP5 | 20 | 5 | Bal. | 8.35 ± 0.36 | 8.41 | 99.29 |
| HP10 | 20 | 10 | Bal. | 8.28 ± 0.24 | 8.32 | 99.52 |
| HP15 | 20 | 15 | Bal. | 8.26 ± 0.15 | 8.26 | 100 |
| HP20 | 20 | 20 | Bal. | 8.26 ± 0.12 | 8.26 | 100 |
| Elements | Gray Area | White Area | Black Area | |||
|---|---|---|---|---|---|---|
| B | D | A | C | E | F | |
| Ni | 76.17 | 72.08 | 3.17 | 2.68 | 28.35 | 9.70 |
| Cr | 21.73 | 19.76 | 7.22 | 7.18 | 67.71 | 88.03 |
| Eu | 2.10 | 8.16 | 72.05 | 72.49 | 3.94 | 2.28 |
| O | / | / | 17.55 | 17.66 | / | / |
| Composites | Ultimate Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Hardness (HV) |
|---|---|---|---|---|
| HP5 | 741 | 663 | 4 | 281 |
| HP10 | 692 | 659 | 2 | 298 |
| HP15 | 600 | 574 | 1 | 308 |
| HP20 | 556 | / | / | 312 |
| Composition | Content of Reinforcements/vol.% | ||
|---|---|---|---|
| HP5 | 5.67 | 3.7 | 58 |
| HP10 | 11.24 | 5.21 | 80 |
| HP15 | 16.71 | 5.31 | 81 |
| Composite | Difference/% | ||||||
|---|---|---|---|---|---|---|---|
| HP5 | 359 | 58 | 116 | 75 | 608 | 662 | 8.15 |
| HP10 | 80 | 114 | 107 | 660 | 679 | 2.80 | |
| HP15 | 81 | 104 | 131 | 675 | 574 | 17.60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, Y.; Yue, H.; Ma, Z.; Guo, Z.; Zhang, J.; Wang, L.; Yan, G. Microstructure and Mechanical Properties of Ni-20Cr-Eu2O3 Composites Prepared by Vacuum Hot Pressing. Materials 2023, 16, 1473. https://doi.org/10.3390/ma16041473
Zhou Y, Yue H, Ma Z, Guo Z, Zhang J, Wang L, Yan G. Microstructure and Mechanical Properties of Ni-20Cr-Eu2O3 Composites Prepared by Vacuum Hot Pressing. Materials. 2023; 16(4):1473. https://doi.org/10.3390/ma16041473
Chicago/Turabian StyleZhou, Yihong, Huifang Yue, Zhaohui Ma, Zhancheng Guo, Jiandong Zhang, Lijun Wang, and Guoqing Yan. 2023. "Microstructure and Mechanical Properties of Ni-20Cr-Eu2O3 Composites Prepared by Vacuum Hot Pressing" Materials 16, no. 4: 1473. https://doi.org/10.3390/ma16041473
APA StyleZhou, Y., Yue, H., Ma, Z., Guo, Z., Zhang, J., Wang, L., & Yan, G. (2023). Microstructure and Mechanical Properties of Ni-20Cr-Eu2O3 Composites Prepared by Vacuum Hot Pressing. Materials, 16(4), 1473. https://doi.org/10.3390/ma16041473