
Effects of Surface Treatment Conditions on the Bonding Strength and Electromagnetic Pulse Shielding of Concrete Using the 85Zn-15Al Arc Thermal Metal Spraying Method




Abstract
1. Introduction
2. Methods and Materials
2.1. Experimental Overview
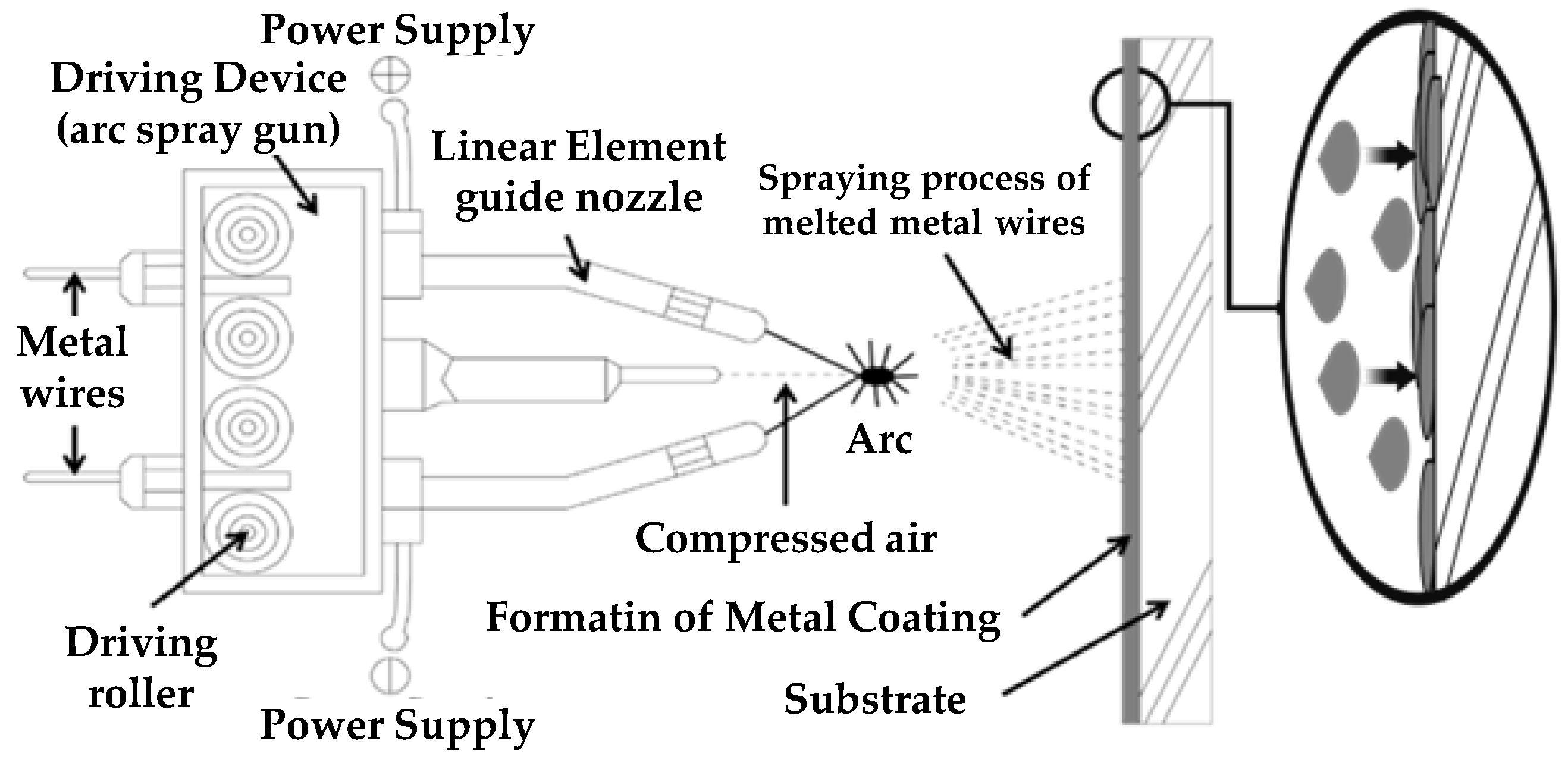
2.2. Arc Thermal Metal Spraying Method
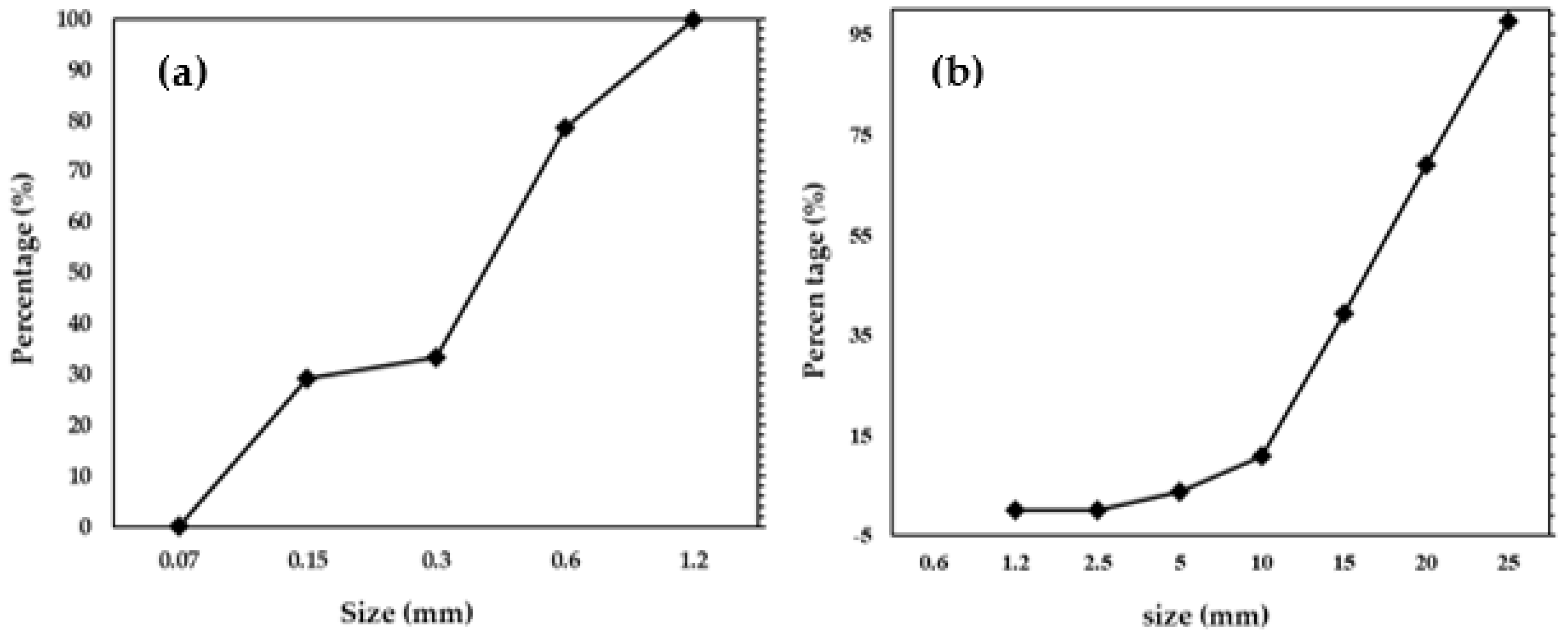
2.3. Fabrication of the Concrete Specimen
2.4. Test Methods
2.4.1. Metal Spraying Thickness and Efficiency
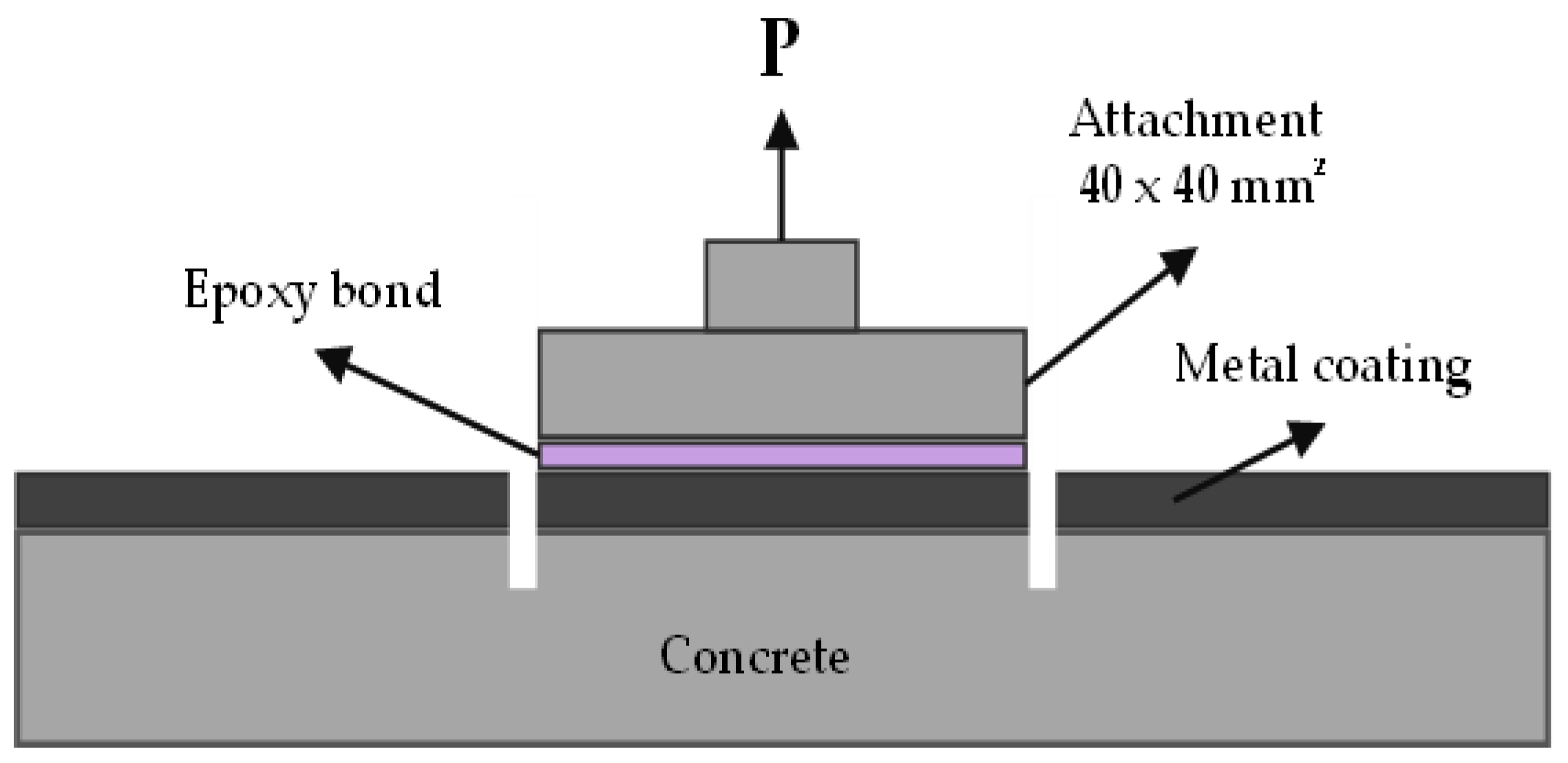
2.4.2. Bonding Strength
2.4.3. Surface Morphology
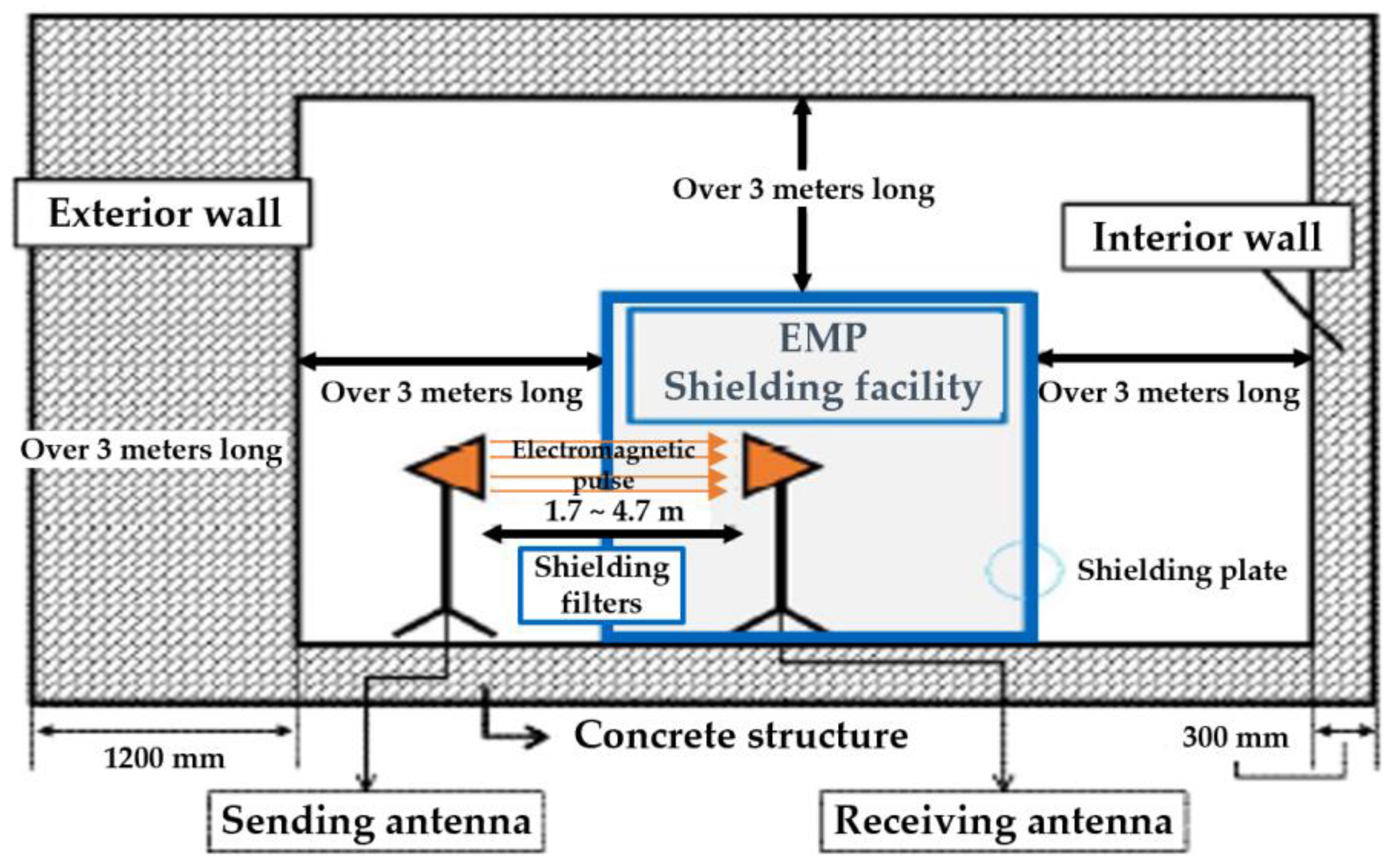
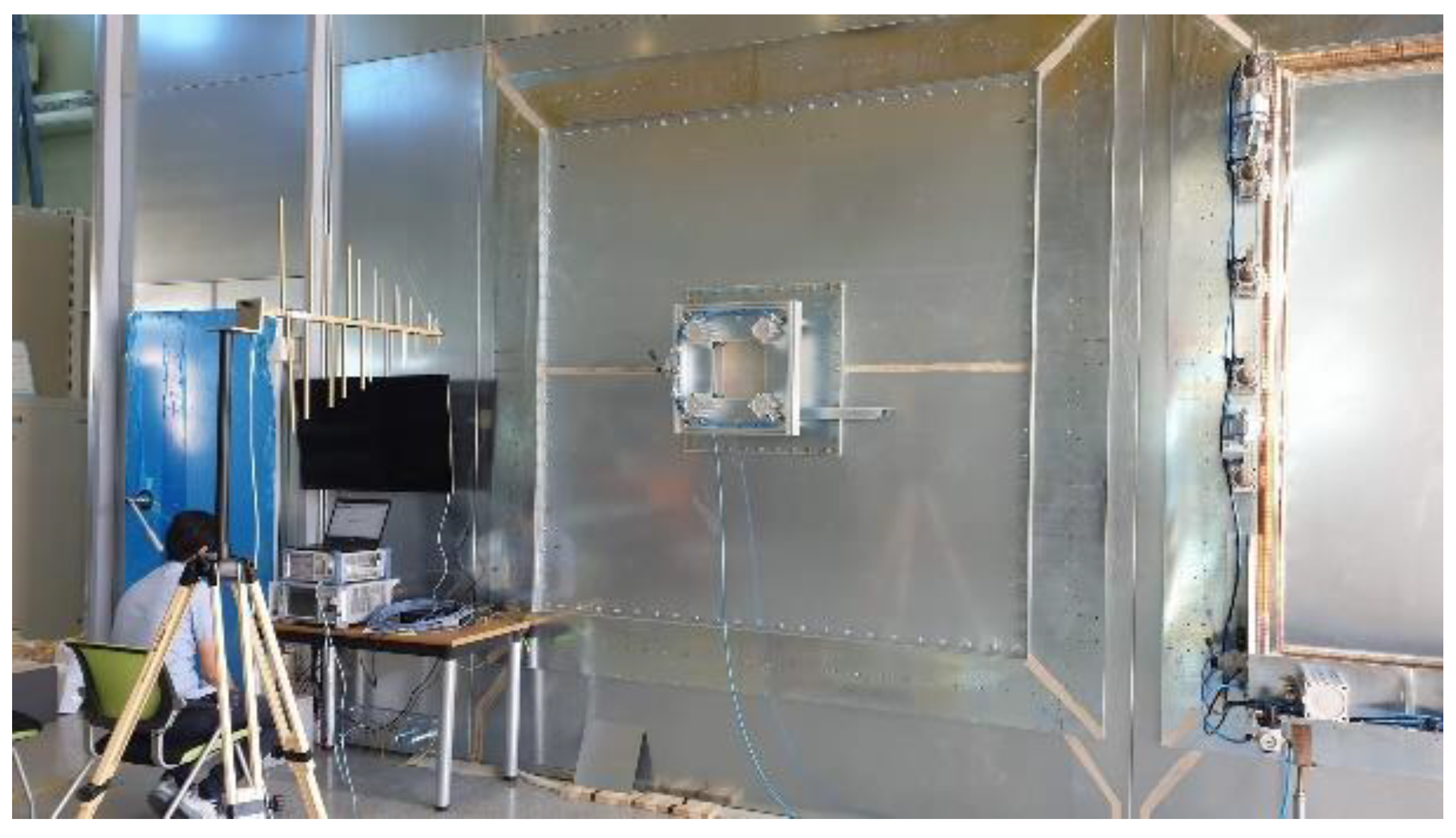
2.4.4. EMP Shielding Effect
3. Results and Discussion
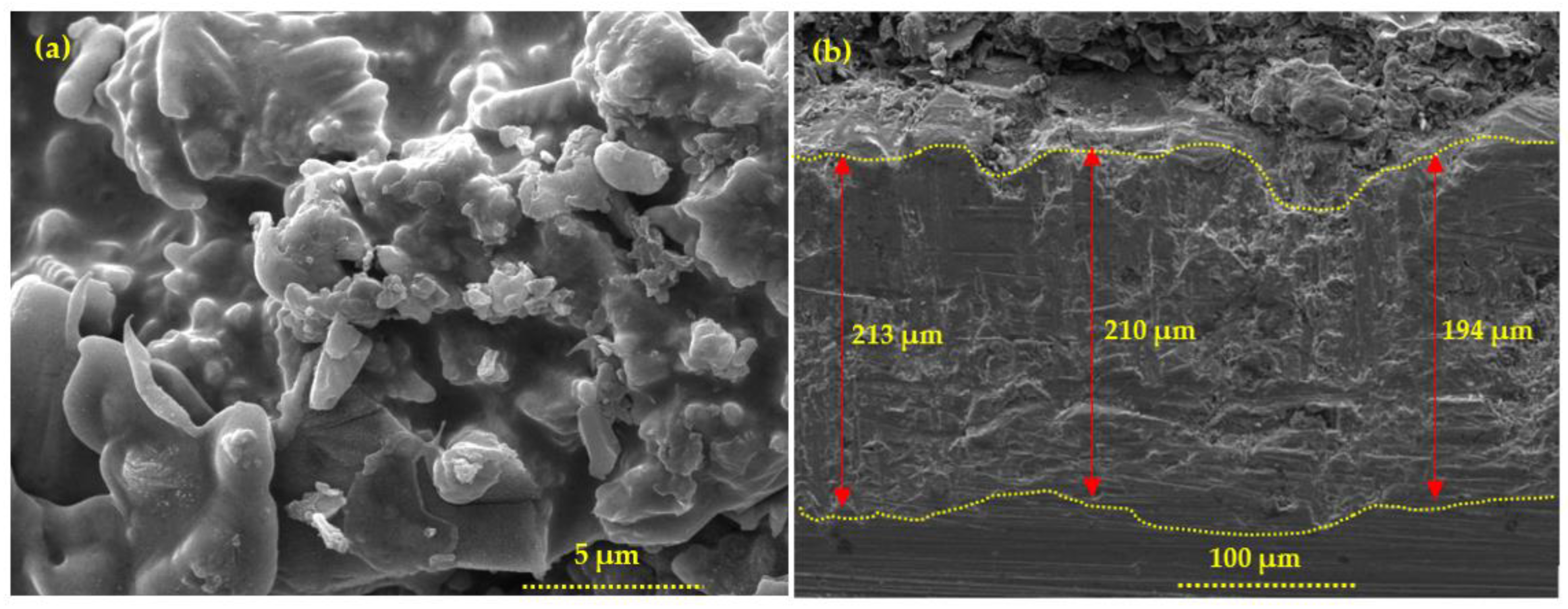
3.1. Metal Spray Morphology and Efficiency
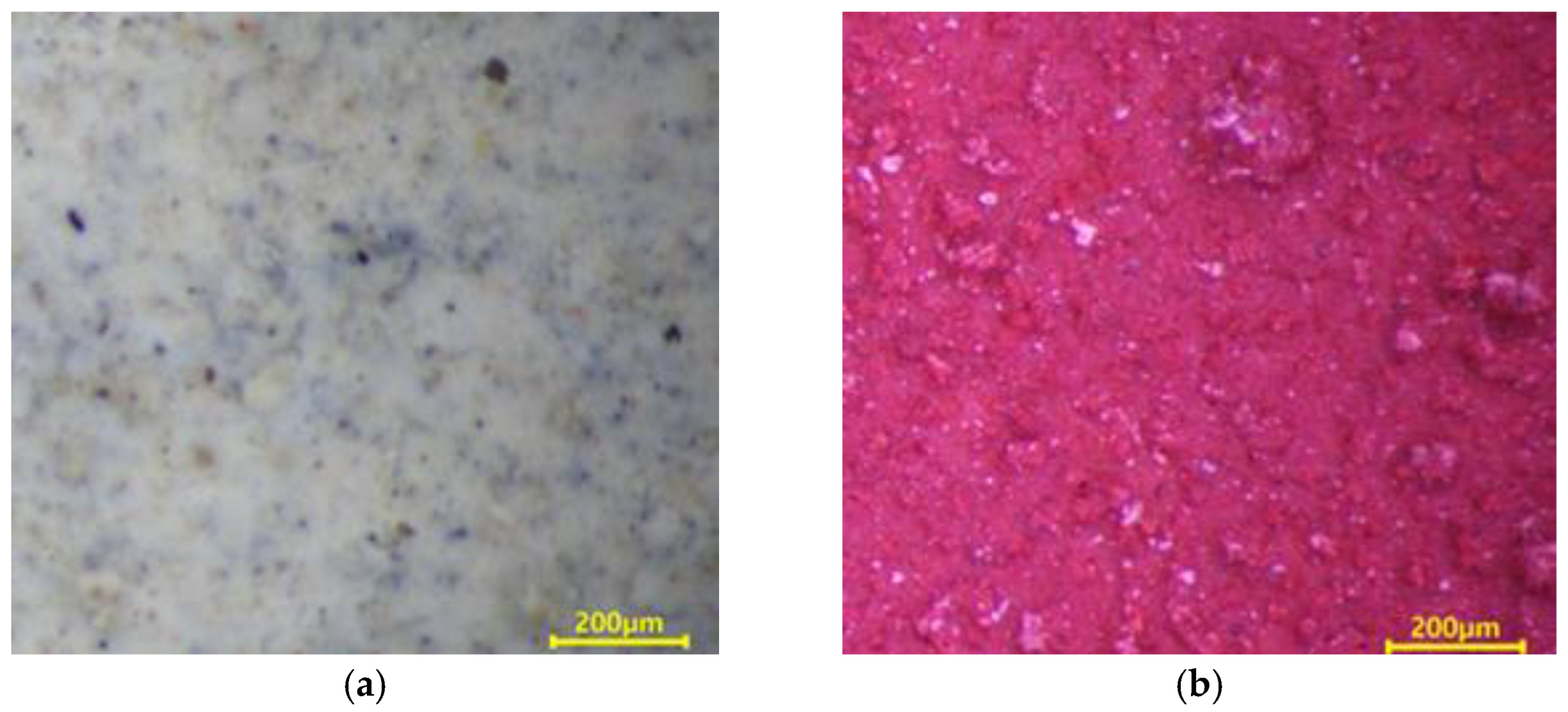
3.2. Properties of the Concrete
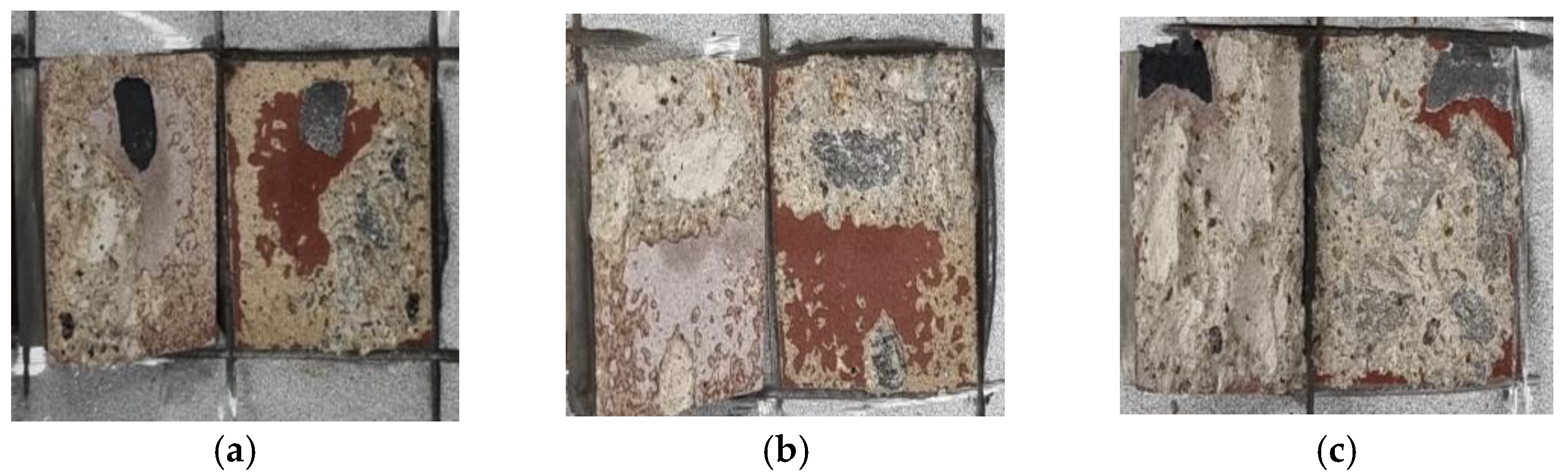
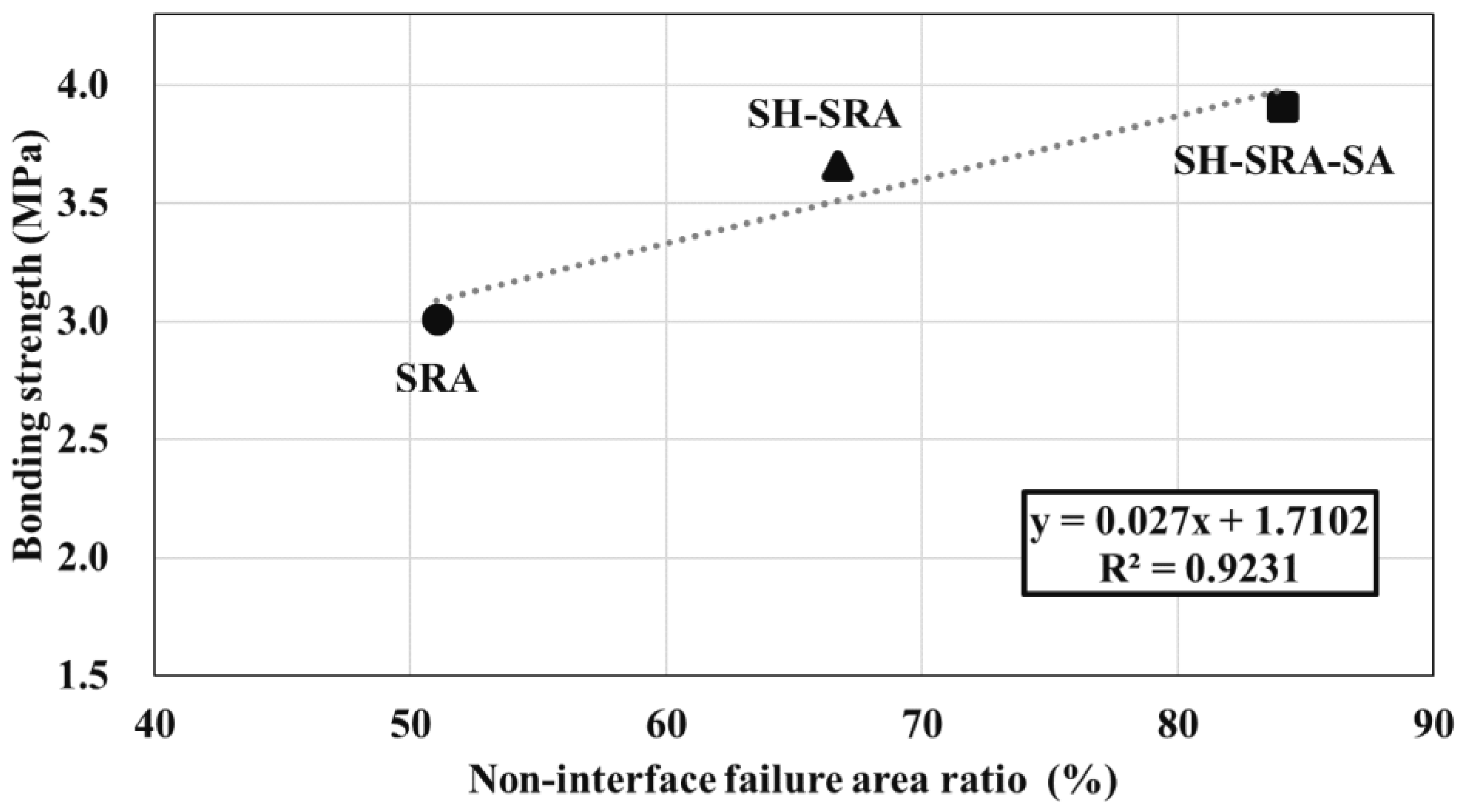
3.3. Bonding Strength of Metal Spray Coating
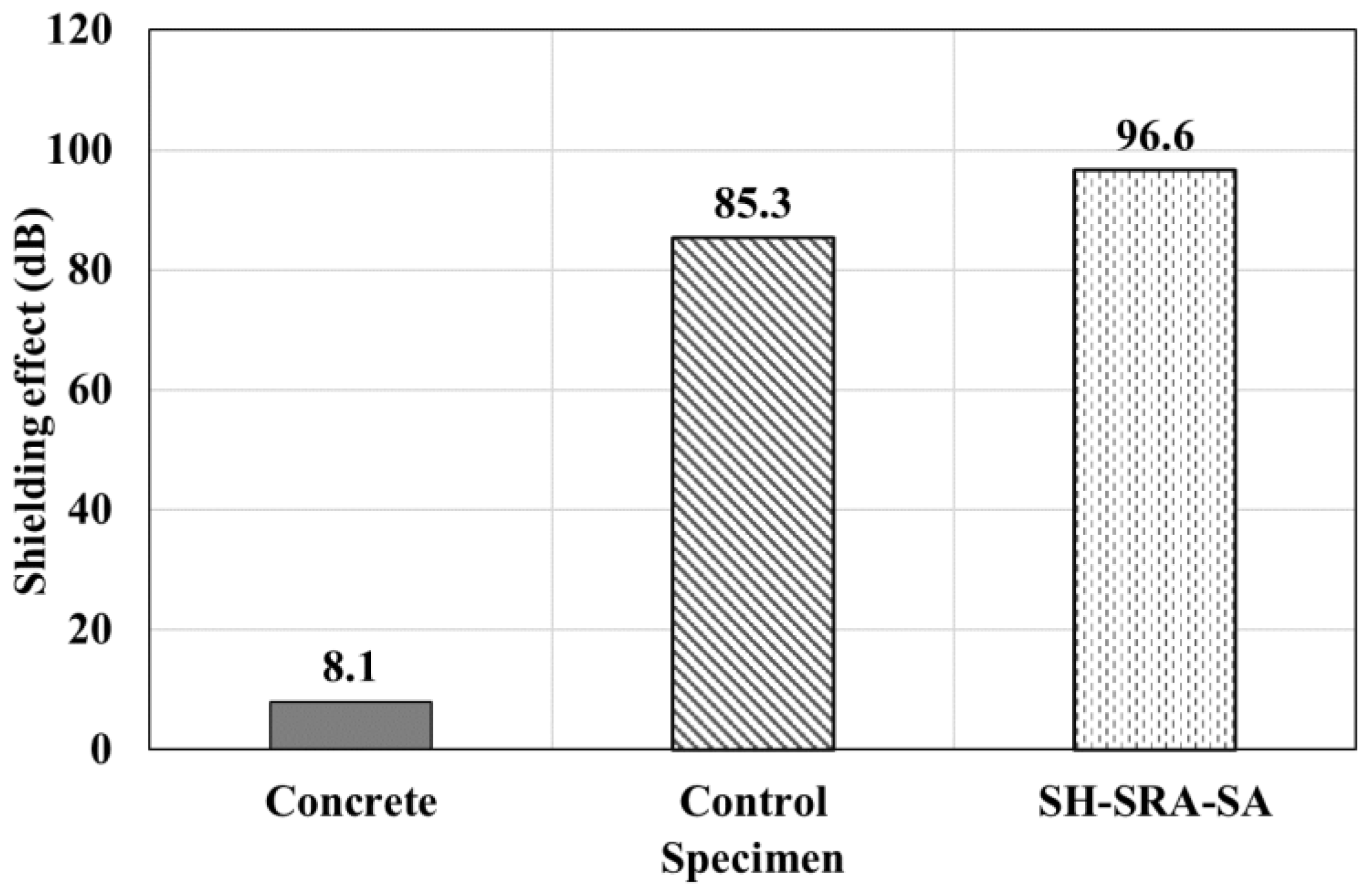
3.4. EMP Shielding Effect of 85Zn-15Al Coating
4. Conclusions
- The deposition efficiencies of SRA and SH–SRA were approximately 60% and 70% higher than those of the control specimen without the SRA, respectively.
- The bonding strength of the metal spray coating was 3.7 MPa after the SH and SRA were used to reinforce and create roughness on the concrete surface, respectively, which is four times greater than that of the concrete without any surface treatment. The usage of the SRA was particularly effective in preventing the interfacial failure of the metal spray coating. In addition, by applying the SA, the bonding strength was improved due to the penetration of the SA into the layer of the concrete.
- The EMP shielding value of the concrete was less than 10 dB. However, when the 85Zn-15Al coating was applied to the concrete surface, the EMP shielding value reached 80 dB or higher. This confirms that the spraying of the 200 µm thick 85Zn-15Al coating on the surface of the concrete structure provides an EMP shielding value of greater than 80 dB. This coating could be used in protecting a national security building, military base camp or hospital from EMP effects.
- The surface treatment of the concrete and coating enhances the properties of the specimen. The SH had less influence in deposition efficiency and bonding, whereas once the SRA and SRA, along with the SA, were applied, the specimen exhibited the highest bonding and EMP value. Where the SRA helped in making the concrete surface rougher, owing to the epoxy and silica sand, the SA helped in the filling of the defects of the 85Zn-15Zn coating.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Broad, W.J. Nuclear Pulse (I): Awakening to the Chaos Factor: A single nuclear blast high above the United States could shut down the power grid and knock out communications from coast to coast. Science 1981, 212, 1009–1012. [Google Scholar] [CrossRef] [PubMed]
- Kim, K.; Park, Y.-J. Development of Decision-Making Factors to Determine EMP Protection Level: A Case Study of a Brigade-Level EMP Protection Facility. Appl. Sci. 2021, 11, 5227. [Google Scholar] [CrossRef]
- IEC 61000-2-9; Electromagnetic Compatibility (EMC)—Part 2: Environment—Section 9: Description of HEMP Environment–Radiated Disturbance. International Electrotechnical Commission: Geneva, Switzerland, 1996; p. 49.
- Gut, J. The Swiss EMP concept of general defense. IEEE Antennas Propag. Soc. Newsl. 1987, 29, 4–10. [Google Scholar] [CrossRef]
- Dong, W.; Li, W.; Tao, Z.; Wang, K. Piezoresistive properties of cement-based sensors: Review and perspec-tive. Constr. Build. Mater. 2019, 203, 146–163. [Google Scholar] [CrossRef]
- Li, W.; Dong, W.; Guo, Y.; Wang, K.; Shah, S.P. Advances in multifunctional cementitious composites with con-ductive carbon nanomaterials for smart infrastructure. Cem. Concr. Compos. 2022, 128, 104454. [Google Scholar] [CrossRef]
- Fiala, L.; Rovnaník, P.; Černý, R. Experimental Analysis of Electrical Properties of Composite Materials. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2017; Volume 1809, p. 020016. [Google Scholar]
- Han, B.; Zhang, L.; Ou, J. Smart and Multifunctional Concrete toward Sustainable Infrastructures; Springer: Singapore, 2017; pp. 242–282. [Google Scholar]
- Chung, D.D.L. Materials for electromagnetic interference shielding. Mater. Chem. Phys. 2020, 255, 123587. [Google Scholar] [CrossRef]
- Park, G.; Kim, S.; Park, G.K.; Lee, N. Influence of carbon fiber on the electromagnetic shielding effectiveness of high-performance fiber-reinforced cementitious composites. J. Build. Eng. 2021, 35, 101982. [Google Scholar] [CrossRef]
- Hong, J.; Xu, P. Electromagnetic Interference Shielding Anisotropy of Unidirectional CFRP Compo-sites. Materials 2021, 14, 1907. [Google Scholar] [CrossRef]
- Nam, I.; Lee, H.; Jang, J. Electromagnetic interference shielding/absorbing characteristics of CNT-embedded epoxy composites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1110–1118. [Google Scholar] [CrossRef]
- Lee, H.-S.; Choe, H.-B.; Baek, I.-Y.; Singh, J.K.; Ismail, M.A. Study on the Shielding Effectiveness of an Arc Thermal Metal Spraying Method against an Electromagnetic Pulse. Materials 2017, 10, 1155. [Google Scholar] [CrossRef]
- Min, T.-B.; Cho, H.-K. Evaluation of Electromagnetic Pulse Shielding Performance of Carbon Fiber-Mixed Cement Paste. Int. J. Concr. Struct. Mater. 2022, 16, 1–7. [Google Scholar] [CrossRef]
- Wang, B.; Guo, Z.; Han, Y.; Zhang, T. Electromagnetic wave absorbing properties of multi-walled carbon nano-tube/cement composites. Constr. Build. Mater. 2013, 46, 98–103. [Google Scholar] [CrossRef]
- Khushnood, R.A.; Ahmad, S.; Savi, P.; Tulliani, J.-M.; Giorcelli, M.; Ferro, G.A. Improvement in electromagnetic interference shielding effectiveness of cement composites using carbonaceous nano/micro inerts. Constr. Build. Mater. 2015, 85, 208–216. [Google Scholar] [CrossRef]
- Wanasinghe, D.; Aslani, F.; Ma, G.; Habibi, D. Advancements in electromagnetic interference shielding cementitious composites. Constr. Build. Mater. 2020, 231, 117116. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; Kang, M.-C.; Choi, H.-J.; Shin, W.; Kim, S. Electromagnetic interference shielding of multi-cracked high-performance fiber-reinforced cement composites—Effects of matrix strength and carbon fiber. Constr. Build. Mater. 2020, 261, 119949. [Google Scholar] [CrossRef]
- Lv, X.; Duan, Y.; Chen, G. Electromagnetic wave absorption properties of cement-based composites filled with graphene nano-platelets and hollow glass microspheres. Constr. Build. Mater. 2018, 162, 280–285. [Google Scholar] [CrossRef]
- Nguyen, L. Conductive Concrete Structures for EMP Protection of Critical Infrastructure Facilities. IEEE Lett. EMC Pr. Appl. 2019, 1, 26–33. [Google Scholar] [CrossRef]
- Xu, X.B.; Li, Z.M.; Shi, L.; Bian, X.C.; Xiang, Z.D. Ultralight conductive carbon-nanotube–polymer composite. Small 2007, 3, 408–411. [Google Scholar] [CrossRef]
- Chung, D.D.L. Electromagnetic interference shielding effectiveness of carbon materials. Carbon 2001, 39, 279–285. [Google Scholar] [CrossRef]
- Kim, H.; Nam, I.; Lee, H. Enhanced effect of carbon nanotube on mechanical and electrical properties of cement composites by incorporation of silica fume. Compos. Struct. 2014, 107, 60–69. [Google Scholar] [CrossRef]
- Song, P.; Liu, B.; Qiu, H.; Shi, X.; Cao, D.; Gu, J. MXenes for polymer matrix electromagnetic interference shielding composites: A review. Compos. Commun. 2021, 24, 100653. [Google Scholar] [CrossRef]
- Cheng, G.; Bihua, Z.; Bin, C.; Yun, Y.; Yanxin, L. The Penetrating of EMP Fields Into a Metal Shielding Enclosure by a Slot. In Proceedings of the 2002 3rd International Symposium on Electromagnetic Compatibility, Beijing, China, 21–24 May 2002. [Google Scholar] [CrossRef]
- Lee, H.-S.; Park, J.-H.; Singh, J.K.; Ismail, M.A. Protection of Reinforced Concrete Structures of Waste Water Treatment Reservoirs with Stainless Steel Coating Using Arc Thermal Spraying Technique in Acidified Water. Materials 2016, 9, 753. [Google Scholar] [CrossRef] [PubMed]
- Ryu, H.-S.; Jeong, D.-G.; Lee, H.-S. Corrosion Protection of Steel by Applying a Zn-Sn Metal Spray System. J. Korea Inst. Build. Constr. 2014, 14, 505–513. [Google Scholar] [CrossRef]
- Lee, H.S.; Park, J.H.; Singh, J.K.; Choi, H.J.; Mandal, S.; Jang, J.M.; Yang, H.M. Electromagnetic shielding per-formance of carbon black mixed concrete with Zn–Al metal thermal spray coating. Materials 2020, 13, 895. [Google Scholar] [CrossRef]
- Jang, J.-M.; Lee, H.-S.; Singh, J. Electromagnetic Shielding Performance of Different Metallic Coatings Deposited by Arc Thermal Spray Process. Materials 2020, 13, 5776. [Google Scholar] [CrossRef]
- MIL-STD-188-125; High-Altitude Electromagnetic Pulse (HEMP) protection for ground-based C4I facilities performing critical, tine-urgent missions, Part 1 fixed facilities (Vol. 1). Department of Defense: Arlington, VA, USA, 2005.
- Saccani, A.; Magnaghi, V. Durability of epoxy resin-based materials for the repair of damaged cementitious compo-sites. Cem. Concr. Res. 1999, 29, 95–98. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, F.; Liu, M.; Hu, S. A microstructural approach to adherence mechanism of cement and asphalt mortar (CA mortar) to repair materials. Constr. Build. Mater. 2014, 66, 125–131. [Google Scholar] [CrossRef]
- KS L 5201; Portland Cement (KS L 5201). Korean Industrial Standards; Korean Standards Association: Seoul, Republic of Korea, 2016.
- KS F 2402; Standard Test Method for Concrete Slump (KS F 2402). Korean Industrial Standards; Korean Standards Association: Seoul, Republic of Korea, 2012.
- KS F 2409; Standard Test Method for Unit Volume Mass and Air Volume Test Method of Unhardened Concrete (Mass Method) (KS F 2409). Korean Industrial Standards; Korean Standards Association: Seoul, Republic of Korea, 2000.
- ISO 17836-2017; Thermal Spraying—Determination of the Deposition Efficiency for Thermal Spraying. International Organization for Standardization: Geneva, Switzerland, 2017.
- KS F 4716; Cement Filling Compound for Surface Preparation (KS F 4716). Korean Industrial Standards; Korean Standards Association: Seoul, Republic of Korea, 2022.
- Tan, A.W.-Y.; Lek, J.Y.; Sun, W.; Bhowmik, A.; Marinescu, I.; Song, X.; Zhai, W.; Li, F.; Dong, Z.; Boothroyd, C.B.; et al. Influence of Particle Velocity When Propelled Using N2 or N2-He Mixed Gas on the Properties of Cold-Sprayed Ti6Al4V Coatings. Coatings 2018, 8, 327. [Google Scholar] [CrossRef]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 Years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef]
- Paswan, S.; Singh, J.K.; Singh, D. Effect of lead alloying on corrosion characteristics of galvanized coatings exposed in atmosphere, simulated laboratory and a service environment. Surf. Interfaces 2020, 21, 100752. [Google Scholar] [CrossRef]
- KS F 9001; Standard Coating Method of Epoxy Resin Paints for Waterproof and Anticorrosion of Concrete Structures (KS F 9001). Korean Industrial Standards; Korean Standards Association: Seoul, Republic of Korea, 2019.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Specimen Name | Surface Hardener | Surface Roughness Agent | Metal Spray | Sealing Agent |
|---|---|---|---|---|---|
| 1 | Control | X | X | O | X |
| 2 | SH | O | X | O | X |
| 3 | SRA | X | O | O | X |
| 4 | SH–SRA | O | O | O | X |
| 5 | SH–SRA–SA | O | O | O | O |
| Specific Surface Area (cm2/g) | Density (g/cm3) | Chemical Compositions (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SiO3 | Others | |||
| OPC | 3412 | 3.14 | 20.57 | 5.48 | 3.18 | 63.03 | 3.41 | 2.12 | 2.20 |
| W/C (%) | S/a (%) | Air (%) | Unit Weight (kg/m3) | Admixture (%) | |||
|---|---|---|---|---|---|---|---|
| Water | Cement | Sand | Gravel | ||||
| 50 | 52 | 4.5 | 175 | 350 | 905 | 835 | 0.8 |
| Slump Value (mm) | Air Content (%) | Compressive Strength (MPa) |
|---|---|---|
| 180 | 4.3 | 29.27 |
| Specimen Name | Bonding Strength (MPa) | SD | CV | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | Ave. | |||
| Control | 0.6 | 0.7 | 0.8 | 0.8 | 0.6 | 0.6 | 0.9 | 0.8 | 1.0 | 0.8 | 0.2 | 0.2 |
| SH | 1.1 | 1.2 | 1.3 | 0.8 | 1.1 | 1.4 | 1.2 | 0.6 | 2.1 | 1.2 | 0.4 | 0.4 |
| SRA | 2.2 | 3.6 | 2.9 | 2.8 | 4.1 | 3.1 | 2.8 | 3.2 | 2.5 | 3.0 | 0.6 | 0.2 |
| SH–SRA | 3.5 | 3.8 | 3.9 | 3.5 | 3.4 | 3.7 | 3.6 | 3.6 | 3.8 | 3.7 | 0.2 | 0.0 |
| SH–SRA–SA | 3.8 | 3.7 | 3.9 | 4.0 | 3.9 | 4.0 | 4.0 | 4.2 | 3.8 | 3.9 | 0.2 | 0.0 |
| Control | SH | SRA | SH–SRA | SH–SRA–SA | |
|---|---|---|---|---|---|
| Non-interface failure area |  |  |  |  |  |
| Non-interface failure area in black and white |  |  |  |  |  |
| Non-interface failure area ratio | 0.5% | 1.5% | 51.0% | 66.7% | 84.1% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jang, J.; Wi, K.; Lee, H.-S.; Singh, J.K.; Lee, H.-H. Effects of Surface Treatment Conditions on the Bonding Strength and Electromagnetic Pulse Shielding of Concrete Using the 85Zn-15Al Arc Thermal Metal Spraying Method. Materials 2023, 16, 1372. https://doi.org/10.3390/ma16041372
Jang J, Wi K, Lee H-S, Singh JK, Lee H-H. Effects of Surface Treatment Conditions on the Bonding Strength and Electromagnetic Pulse Shielding of Concrete Using the 85Zn-15Al Arc Thermal Metal Spraying Method. Materials. 2023; 16(4):1372. https://doi.org/10.3390/ma16041372
Chicago/Turabian StyleJang, Jongmin, Kwangwoo Wi, Han-Seung Lee, Jitendra Kumar Singh, and Han-Hee Lee. 2023. "Effects of Surface Treatment Conditions on the Bonding Strength and Electromagnetic Pulse Shielding of Concrete Using the 85Zn-15Al Arc Thermal Metal Spraying Method" Materials 16, no. 4: 1372. https://doi.org/10.3390/ma16041372
APA StyleJang, J., Wi, K., Lee, H.-S., Singh, J. K., & Lee, H.-H. (2023). Effects of Surface Treatment Conditions on the Bonding Strength and Electromagnetic Pulse Shielding of Concrete Using the 85Zn-15Al Arc Thermal Metal Spraying Method. Materials, 16(4), 1372. https://doi.org/10.3390/ma16041372