

Effect of Post-Weld Heat Treatment on Microstructure and Hardness of Laser Beam Welded 17-4 PH Stainless Steel


Abstract
:1. Introduction
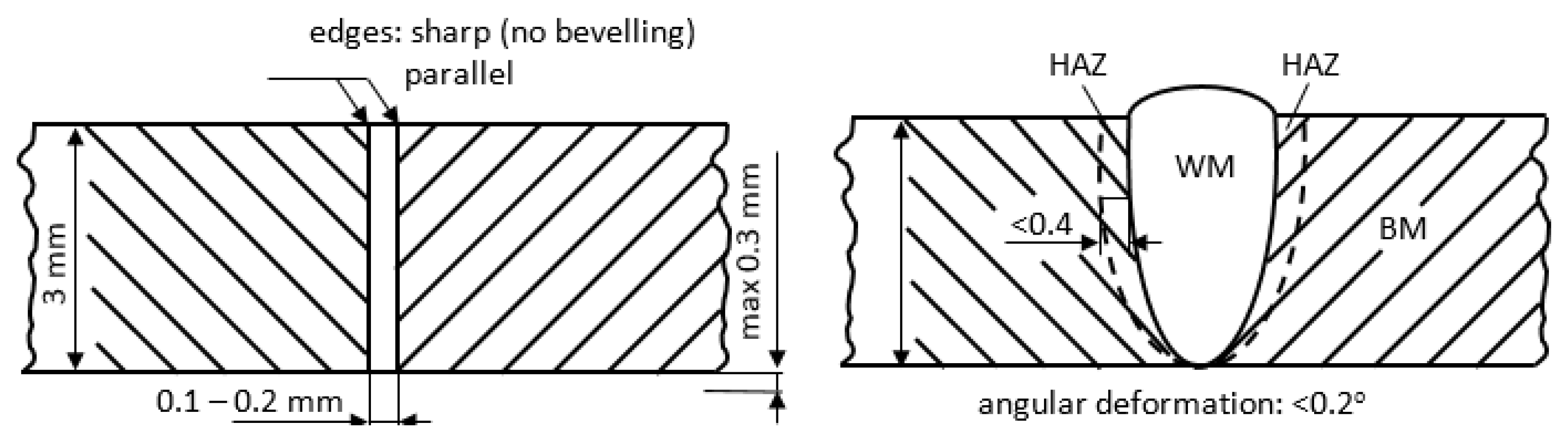
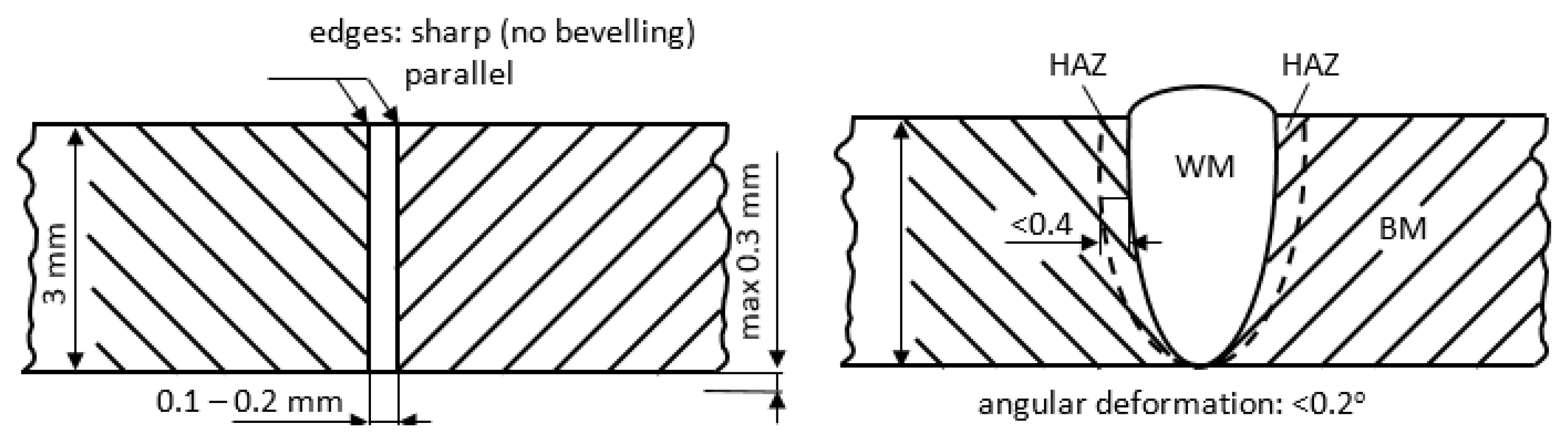
2. Materials and Methods
3. Results and Discussion
3.1. NDT Tests
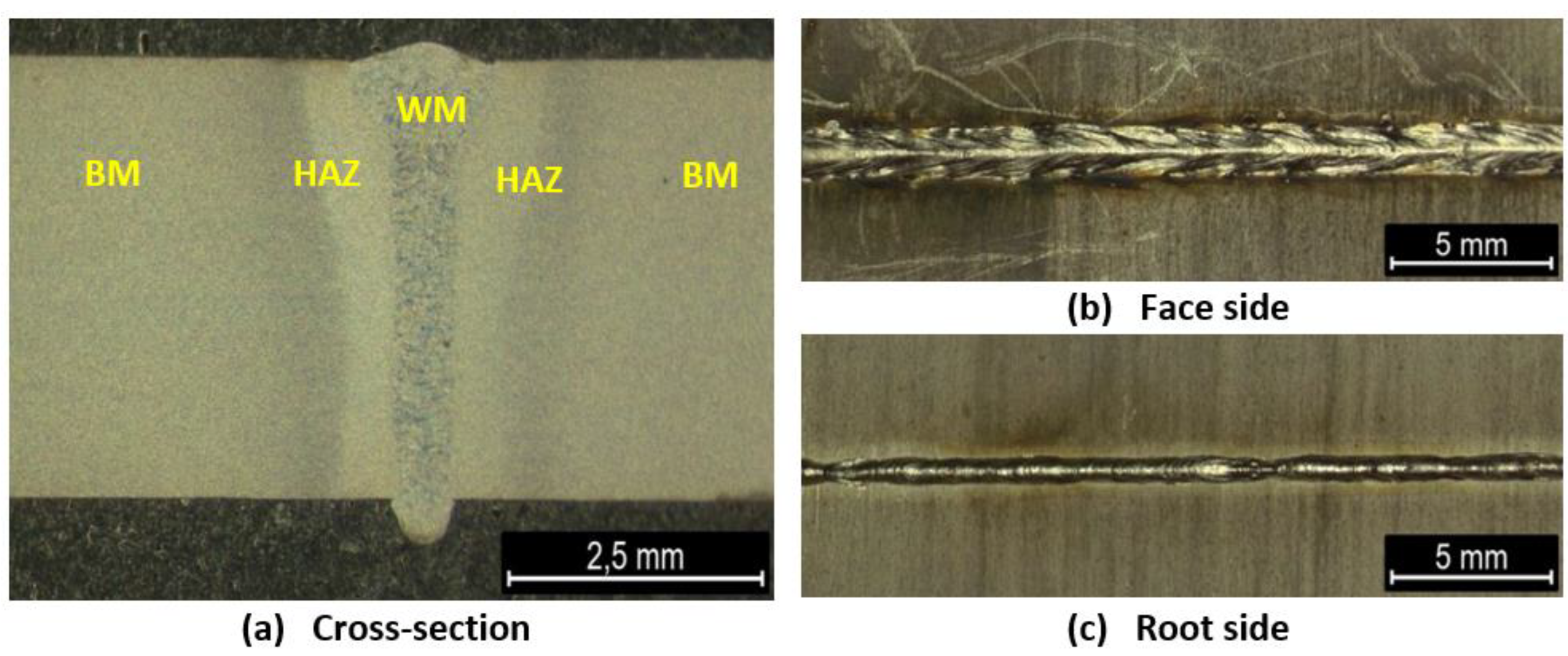
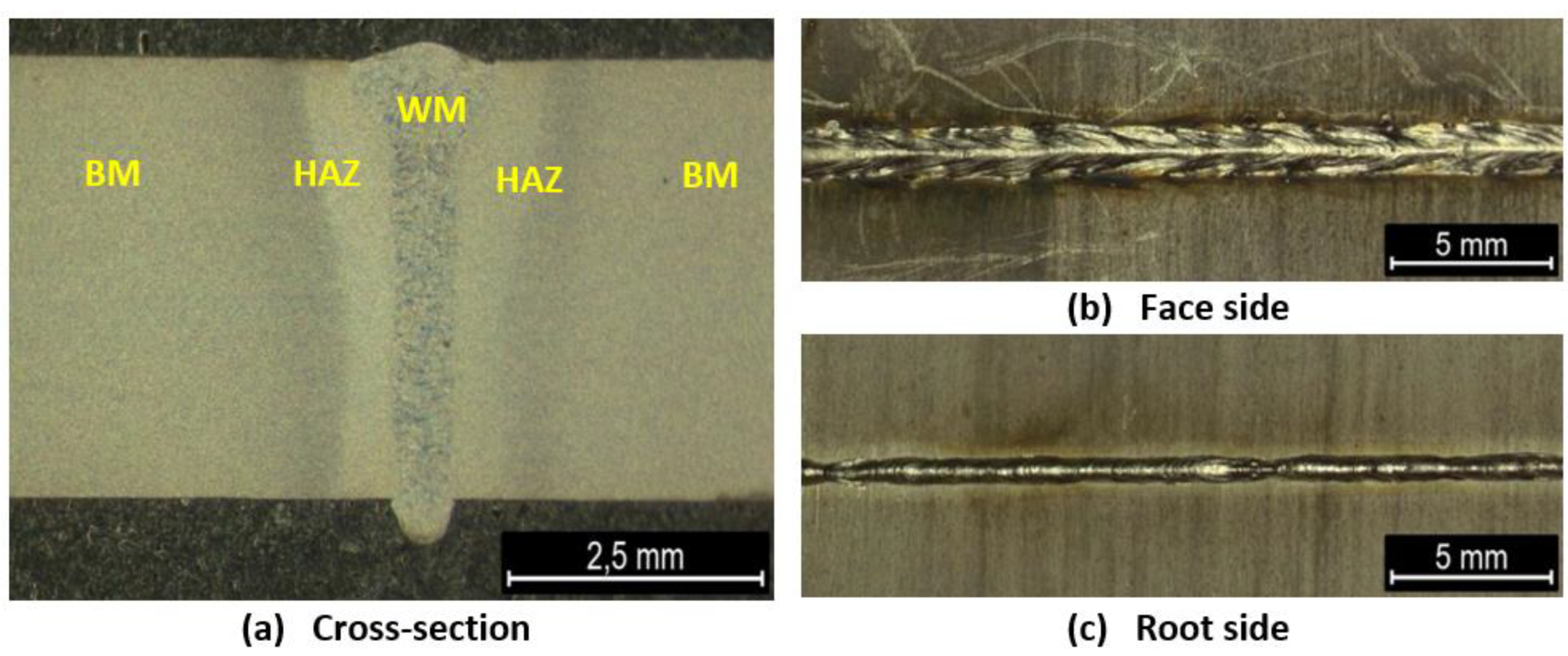
3.2. Macroscopic Examination
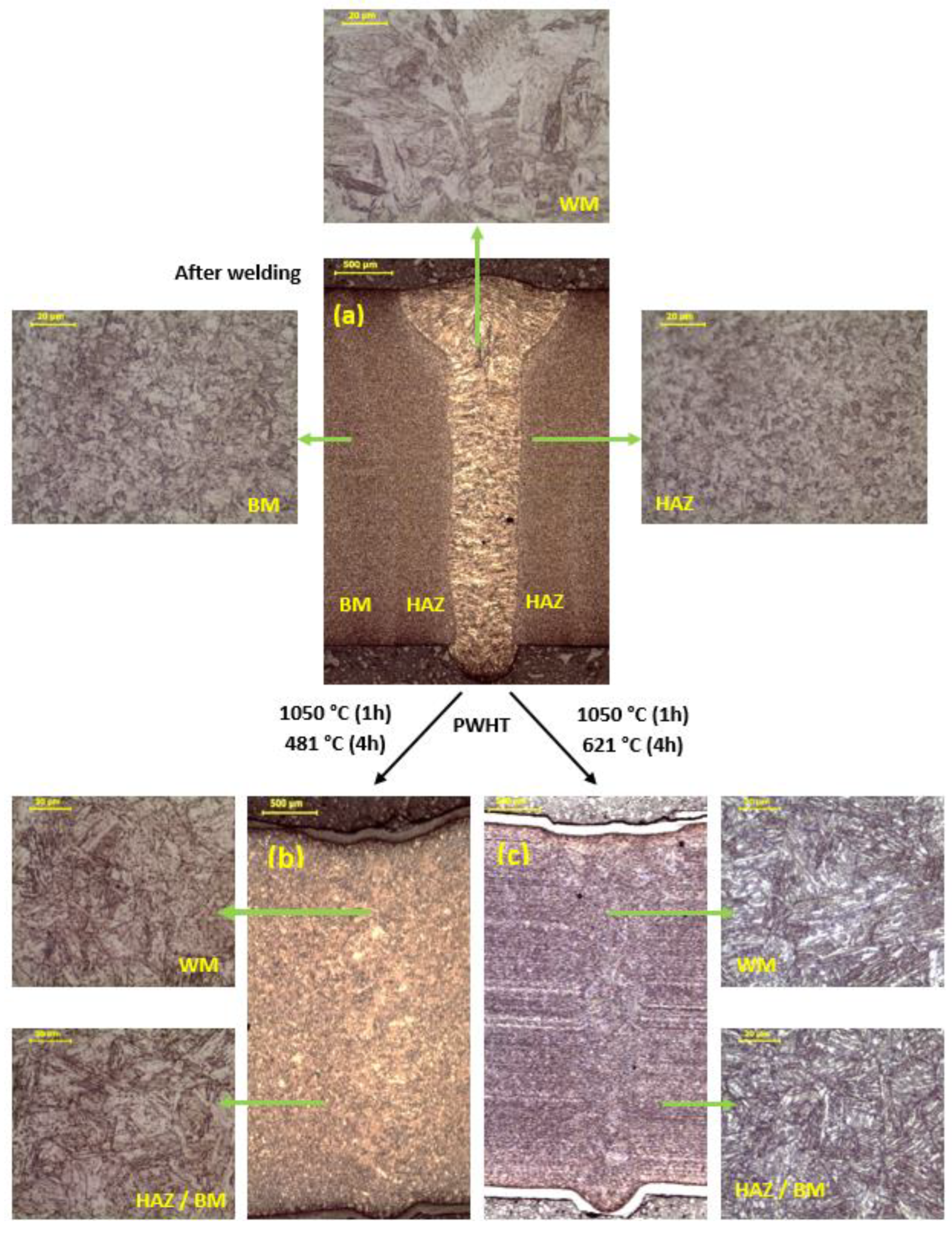
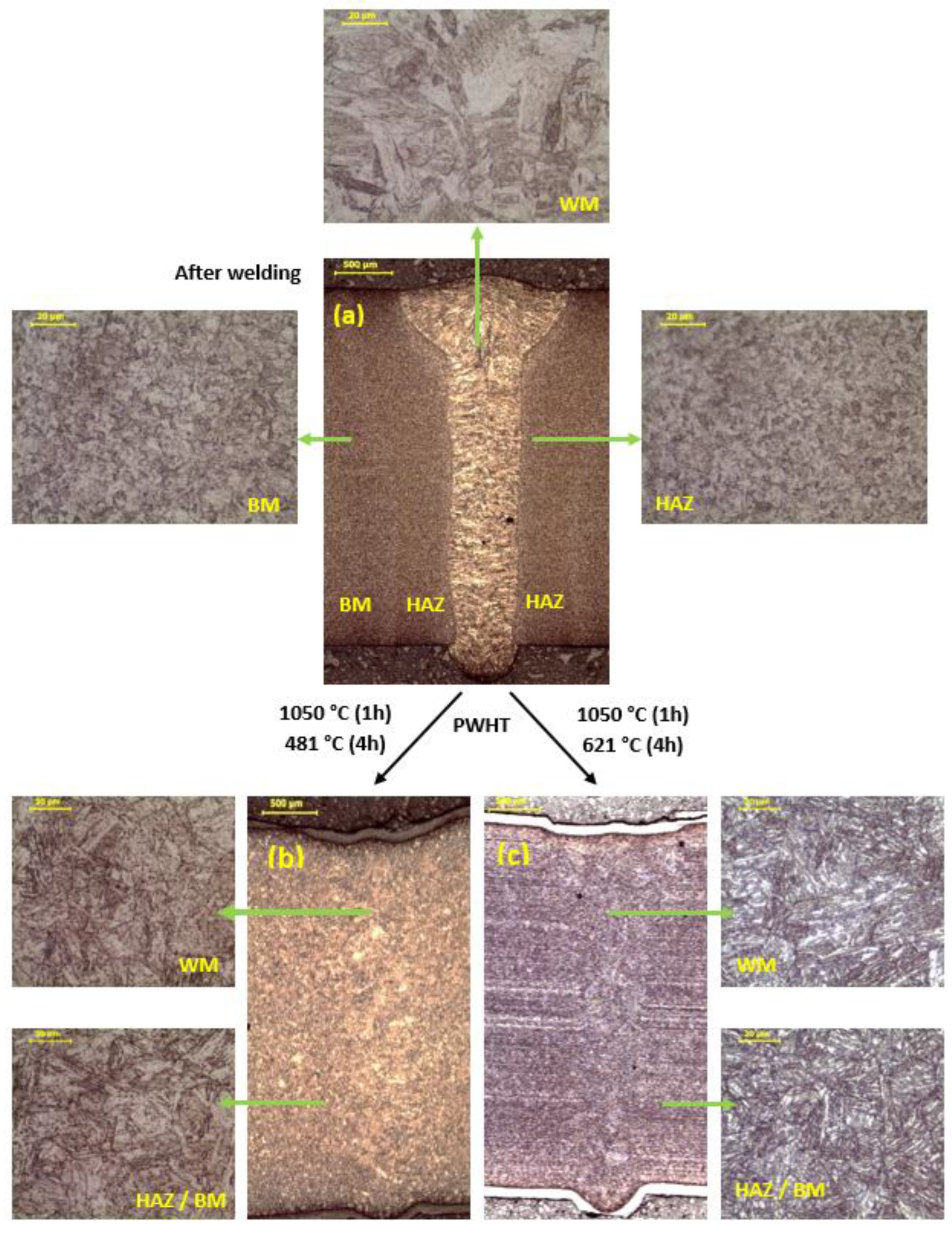
3.3. Microscopic Examination
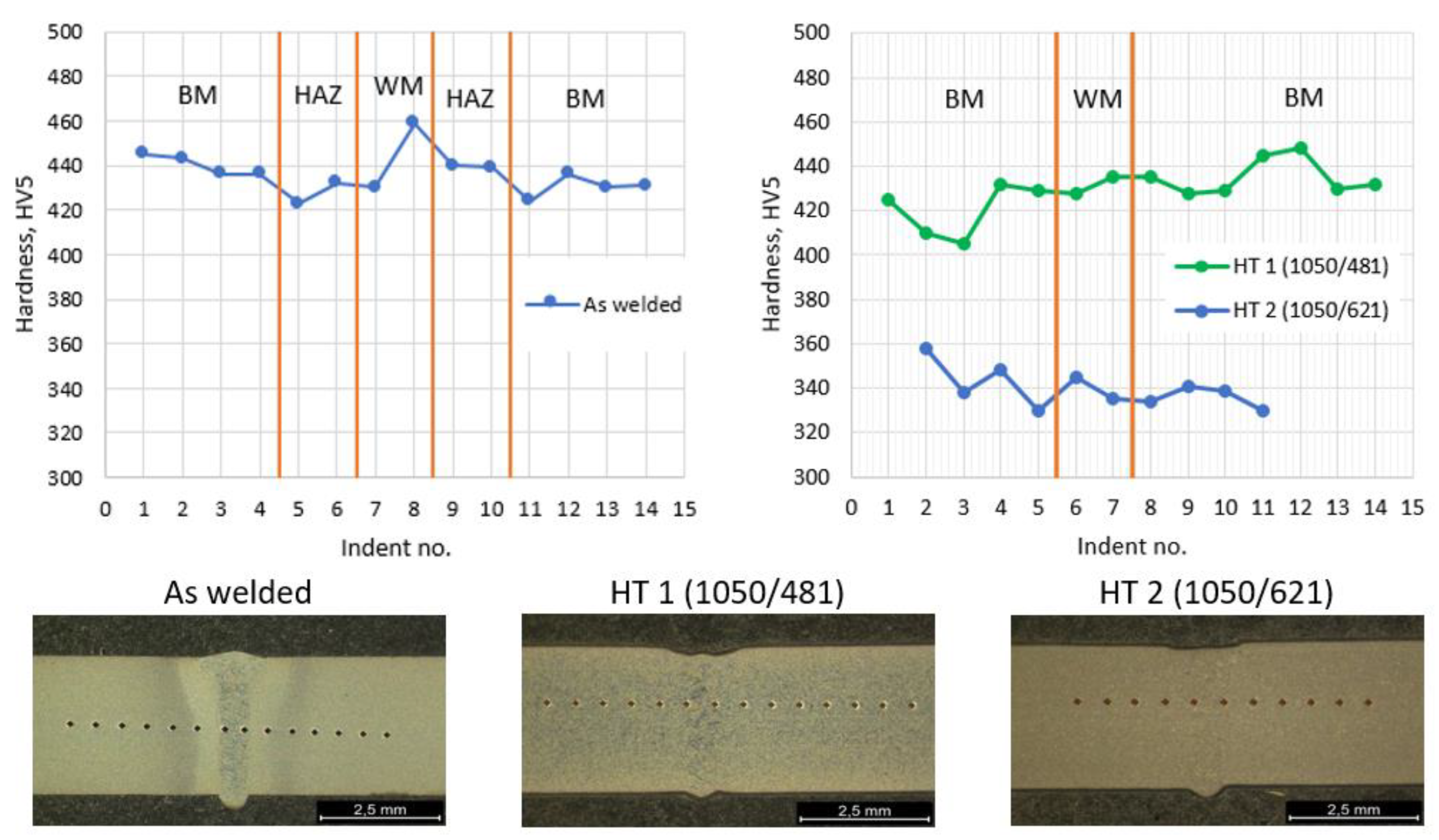
3.4. Hardness Testing
3.5. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ziewiec, A.; Zielińska-Lipiec, A.; Tasak, E. Microstructure of Welded Joints of X5CrNiCuNb16-4 (17-4 PH) Martensitic Stainlees Steel After Heat Treatment. Arch. Metall. Mater. 2014, 59, 965–970. [Google Scholar] [CrossRef]
- Wu, J.-H.W.; Lin, C.-K. Tensile and Fatigue Properties of 17-4 PH Stainless Steel at High Temperatures. Metall. Mater. Trans. A 2022, 33, 1715–1724. [Google Scholar] [CrossRef]
- Arisoy, C.; Basman, G.; Sesen, M. Failure of a 17-4 PH stainless steel sailboat propeller shaft. Eng. Fail. Anal. 2003, 10, 711–717. [Google Scholar] [CrossRef]
- Ziewiec, A.; Czech, J.; Tasak, E. Welded joint cracking in martensitic stainless steel precipitation- strengthened with copper. Arch. Metall. Mater. 2012, 57, 1055–1061. [Google Scholar] [CrossRef]
- Lin, C.-K.; Hsu, K.-C. High-Temperature Fatigue Crack Growth Behavior of 17-4 PH Stainless Steels at Various Load Ratios; Department of Mechanical Engineering, National Central University: Taoyuan, Taiwan.
- Nowacki, J. Weldability of 17-4 PH stainless steel in centrifugal compressor impeller applications. J. Mater. Process. Technol. 2004, 157–158, 578–583. [Google Scholar] [CrossRef]
- Bressana, J.D.; Daros, D.P.; Sokolowski, A.; Mesquitac, R.A.; Barbosad, C.A. Influence of hardness on the wear resistance of 17-4 PH stainless steel evaluated by the pin-on-disc testing. J. Mater. Process. Technol. 2008, 205, 353–359. [Google Scholar] [CrossRef]
- Wang, J.; Zou, H.; Li, C.; Peng, Y.; Qiu, S.; Shen, B. The microstructure evolution of type 17-4PH stainless steel during long-term aging at 350 °C. Nucl. Eng. Des. 2006, 236, 2531–2536. [Google Scholar] [CrossRef]
- Bhaduri, A.K.; Gill, T.P.S.; Srinivasan, G.; Sujit, S. Optimised post-weld heat treatment procedures and heat input for welding 17–4PH stainless steel. Sci. Technol. Weld. Join. 1999, 4, 295–301. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Najafizadeh, A. Aging kinetics of 17-4 PH stainless steel. Mater. Chem. Phys. 2009, 116, 119–124. [Google Scholar] [CrossRef]
- Das, C.R.; Dey, H.C.; Srinivasan, G.; Albert, S.K.; Bhaduri, A.K.; Dasgupta, A. Weldability of 17-4PH stainless steel in overaged heat treated condition. Sci. Technol. Weld. Join. 2006, 11, 5502–5508. [Google Scholar] [CrossRef]
- Viswanathan, U.K.; Benerjee, S.; Krishnan, R. Effects of Aging on the Microstructure of 17-4 PH Stainless Steel. Mater. Sci. Eng. 1988, 104, 181–189. [Google Scholar] [CrossRef]
- Murayama, M.; Katayama, Y.; Hono, K. Microstructural Evolution in a 17-4 PH Stainless Steel after Aging at 400°C. Metall. Mater. Trans. A 1999, 30, 345–353. [Google Scholar] [CrossRef]
- Deng, D.W.; Zhang, C.P.; Chen, R.; Xia, H.F. Post-weld heat treatment influence on galvanic corrosion of GTAW of 17-4PH stainless steel in 3.5%NaCl, international federation for heat treatment and surface engineering (20th congress). Phys. Procedia 2013, 50, 177–184. [Google Scholar] [CrossRef]
- Lippold, J.C.; Kotecki, D.J. Welding Metallurgy and Weldability of Stainless Steel; Wiley: New York, NY, USA, 2005. [Google Scholar]
- Ma, J.; Atabaki, M.; Liu, W.; Pillai, R.; Kumar, B.; Vasudevan, V.; Kovacevic, R. Laser-based welding of 17-4 PH martensitic stainless steel in a tubular butt joint configuration with a built-in backing bar. J. Opt. Laser Technol. 2016, 82, 38–52. [Google Scholar] [CrossRef]
- Lin, X.; Cao, Y.; Wu, X.; Yang, H.; Chen, J.; Huang, W. Microstructure and mechanical properties of laser forming repaired 17-4PH stainless steel. Mater. Sci. Eng. A 2012, 553, 80–88. [Google Scholar] [CrossRef]
- Krichel, T.; Olschok, S.; Reisgen, U. Comparison of penetration depth in bead-on-plate welds of thick-walled steel sheets with Laser Beam Welding in Vacuum and Electron Beam Welding. Vacuum 2022, 203, 111314. [Google Scholar] [CrossRef]
- Gook, S.; Krieger, S.; Gumenyuk, A.; El-Batahgy, A.M.; Rethmeier, M. Notch impact toughness of laser beam welded thick sheets of cryogenic nickel alloyed steel X8Ni9. Procedia CIRP 2020, 94, 627–631. [Google Scholar] [CrossRef]
- Webster, S.; Kristensen, J.K.; Petring, D. Joining of thick section steels using hybrid laser welding. Ironmak. Steelmak. 2008, 35, 496–504. [Google Scholar] [CrossRef]
- Liu, W.; Ma, J.; Atabaki, M.; Pillai, R.; Kumar, B.; Vasudevan, U.; Sreshta, H.; Kovacevic, R. Hybrid Laser-arc Welding of 17-4 PH Martensitic Stainless Steel. Lasers Manuf. Mater. Process. 2015, 2, 74–90. [Google Scholar] [CrossRef]
- Balajaddeh, M.; Naffakh-Moosav, H. Pulsed Nd:YAG laser welding of 17-4 PH stainless steel: Microstructure, mechanical properties, and weldability investigation. Opt. Laser Technol. 2019, 119, 105651. [Google Scholar] [CrossRef]
- Grajczak, J.; Nowroth, C.; Long, Y.; Twiefel, J.; Wallaschek, J.; Nothdurft, S.; Hermsdorf, J.; Kaierleac, S. Investigations on the effect of post treatment utilizing ultrasonic standing waves on the hardness of laser beam welds in stainless steel. Procedia CIRP 2022, 111, 405–408. [Google Scholar] [CrossRef]
- Zhang, Q.; Liu, J.; Chi, H.; Li, L.; Zhang, H.; Liu, F. Effect of beam oscillation on the mechanical properties of fiber-laser-welded thin-plate X2CrTiNb18 ferritic stainless-steel joints. Opt. Laser Technol. 2022, 156, 108481. [Google Scholar] [CrossRef]
- Shehryar Khan, M.; Shahabad, S.I.; Yavuz, M.; Duley, W.W.; Biro, E.; Zhou, Y. Numerical modelling and experimental validation of the effect of laser beam defocusing on process optimization during fiber laser welding of automotive press-hardened steels. J. Manuf. Process. 2021, 67, 535–544. [Google Scholar] [CrossRef]
- Köse, C. Effect of heat input and post weld heat treatment on the texture, microstructure and mechanical properties of laser beam welded AISI 317L austenitic stainless steel. Mater. Sci. Eng. A 2022, 855, 143966. [Google Scholar] [CrossRef]
- Selvabharathi, R.; Rajarajan, P.C. Influence of laser surface hardening on low cycle fatigue performance of homogeneous-structure super austenitic stainless sheets by laser beam welding. Optik 2022, 252, 168572. [Google Scholar] [CrossRef]
- Odermatt, A.E.; Ventzke, V.; Dorn, F.; Dinsé, R.; Merhof, P.; Kashaev, N. Effect of laser beam welding on microstructure, tensile strength and fatigue behaviour of duplex stainless steel 2205. J. Manuf. Process. 2021, 72, 148–158. [Google Scholar] [CrossRef]
- Lalvani, H.; Mandal, P. Cold forming of Al-5251 and Al-6082 tailored welded blanks manufactured by laser and electron beam welding. J. Manuf. Process. 2021, 68, 1615–1636. [Google Scholar] [CrossRef]
- Li, S.; Mi, G.; Wang, C. A study on laser beam oscillating welding characteristics for the 5083 aluminum alloy: Morphology, microstructure and mechanical properties. J. Manuf. Process. 2020, 53, 12–20. [Google Scholar] [CrossRef]
- Tsay, L.W.; Yang, T.Y.; Young, M.C. Embrittlement of laser surface-annealed 17-4 PH stainless steel. Mater. Sci. Eng. 2001, 311, 64–73. [Google Scholar] [CrossRef]
- Hsiao, C.N.; Chiou, C.S.; Yang, J.R. Aging reactions in a 17-4 PH stainless steel. Mater. Chem. Phys. 2002, 74, 134–142. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Beam pattern | CW mode |
| Welding speed | 2000 mm/min (33.3 mm/s) |
| Focal length | 300 mm |
| Laser power | 2000 W |
| Beam diameter | 0.4 mm |
| Heat input | 60 J/mm |
| Element | C | Si | Mn | S | P | Cr | Ni | Cu | Nb+Ta | |
|---|---|---|---|---|---|---|---|---|---|---|
| EN 10088-1 | Min. | - | - | - | - | - | 15.00 | 3.00 | 3.00 | 0.15 |
| Max. | 0.07 | 1.00 | 1.00 | 0.03 | 0.04 | 17.50 | 5.00 | 5.00 | 0.45 | |
| OES | 0.06 | 0.69 | 0.84 | 0.02 | 0.02 | 16.23 | 3.69 | 3.42 | 0.24 | |
| Post Weld Heat Treatment | ||||||
|---|---|---|---|---|---|---|
| Supersaturation | Aging | |||||
| Sample | T | t | Cooling | T | t | Cooling |
| B | 1070 °C | 1 h | air * | 481 °C | 4 h | air * |
| C | 1070 °C | 1 h | air * | 621 °C | 4 h | air * |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tuz, L.; Sokołowski, Ł.; Stano, S. Effect of Post-Weld Heat Treatment on Microstructure and Hardness of Laser Beam Welded 17-4 PH Stainless Steel. Materials 2023, 16, 1334. https://doi.org/10.3390/ma16041334
Tuz L, Sokołowski Ł, Stano S. Effect of Post-Weld Heat Treatment on Microstructure and Hardness of Laser Beam Welded 17-4 PH Stainless Steel. Materials. 2023; 16(4):1334. https://doi.org/10.3390/ma16041334
Chicago/Turabian StyleTuz, Lechosław, Łukasz Sokołowski, and Sebastian Stano. 2023. "Effect of Post-Weld Heat Treatment on Microstructure and Hardness of Laser Beam Welded 17-4 PH Stainless Steel" Materials 16, no. 4: 1334. https://doi.org/10.3390/ma16041334
APA StyleTuz, L., Sokołowski, Ł., & Stano, S. (2023). Effect of Post-Weld Heat Treatment on Microstructure and Hardness of Laser Beam Welded 17-4 PH Stainless Steel. Materials, 16(4), 1334. https://doi.org/10.3390/ma16041334