
Effect of Semisolid and Heat Treatment Process on Microstructural Refinement of Al–7Si Alloy
 , , and
, , and
Abstract
1. Introduction
2. Materials and Methods
3. Results
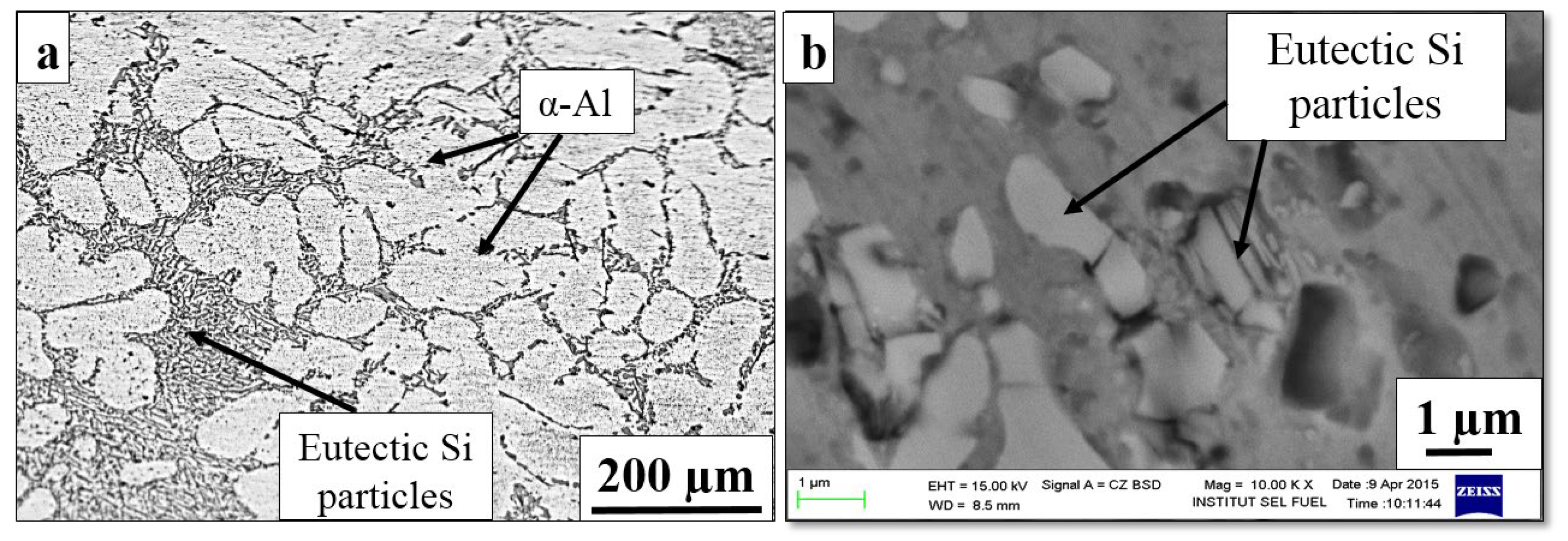
3.1. Microstructure of as-cast Al–Si Alloy
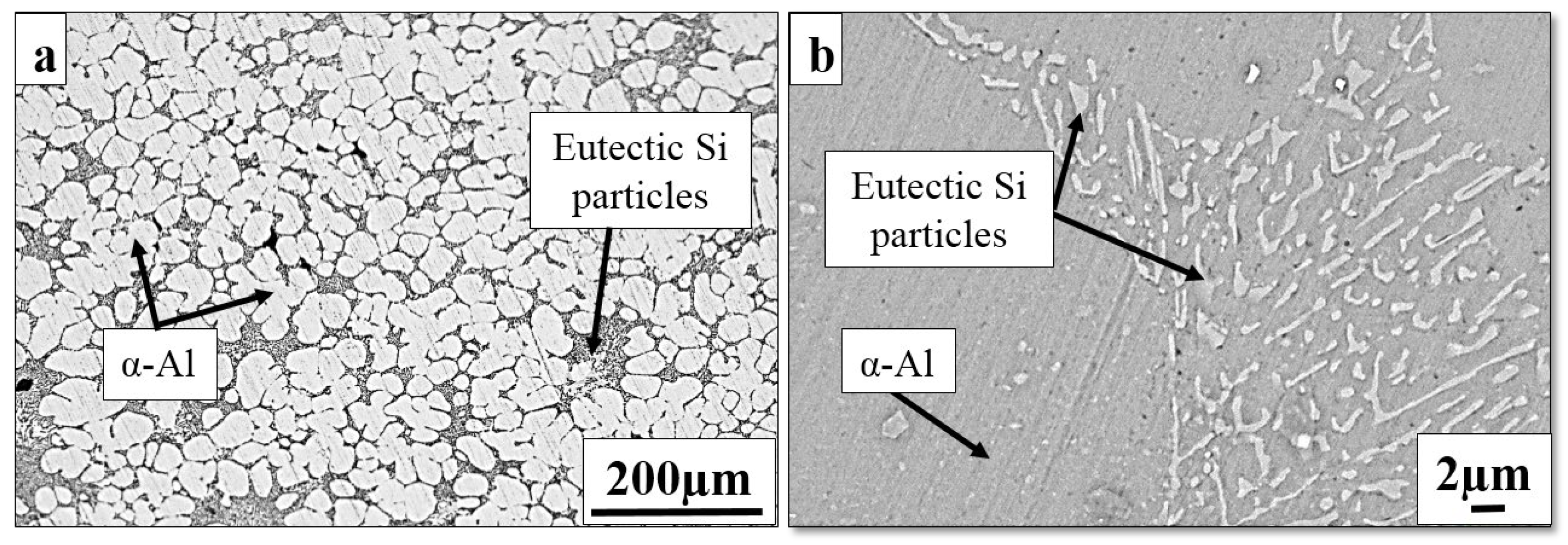
3.2. Microstructure after Cooling Slope Process
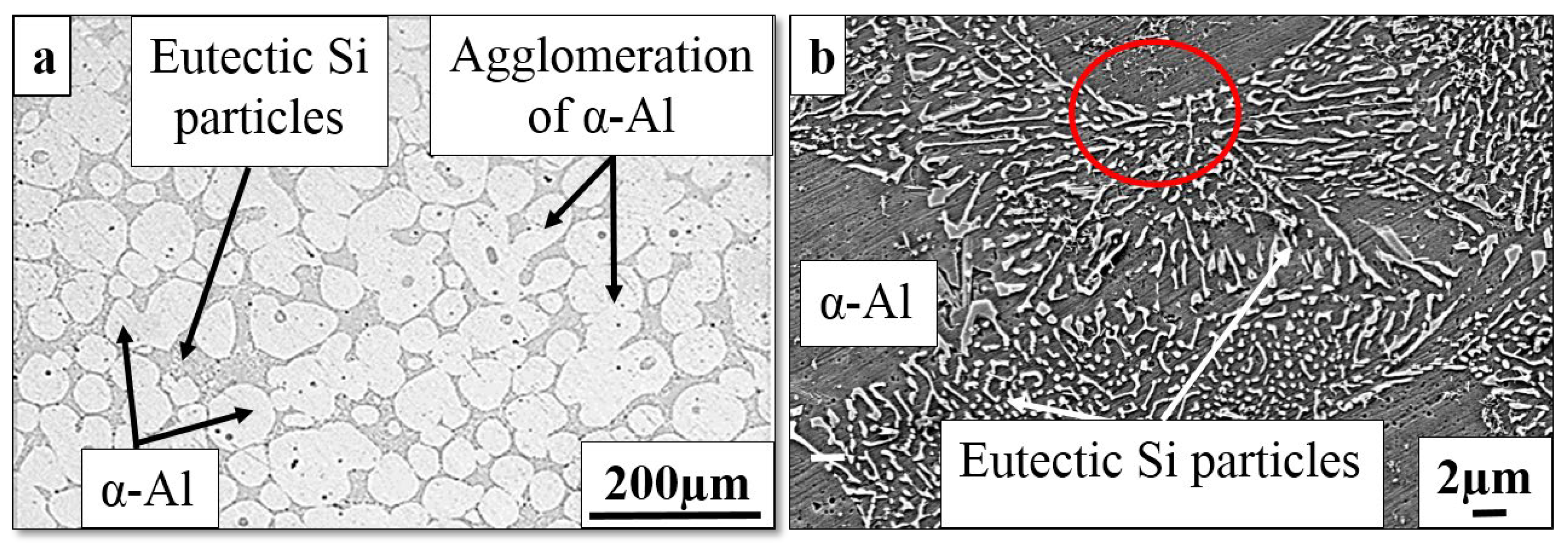
3.3. Microstructure after Thixoforming Process
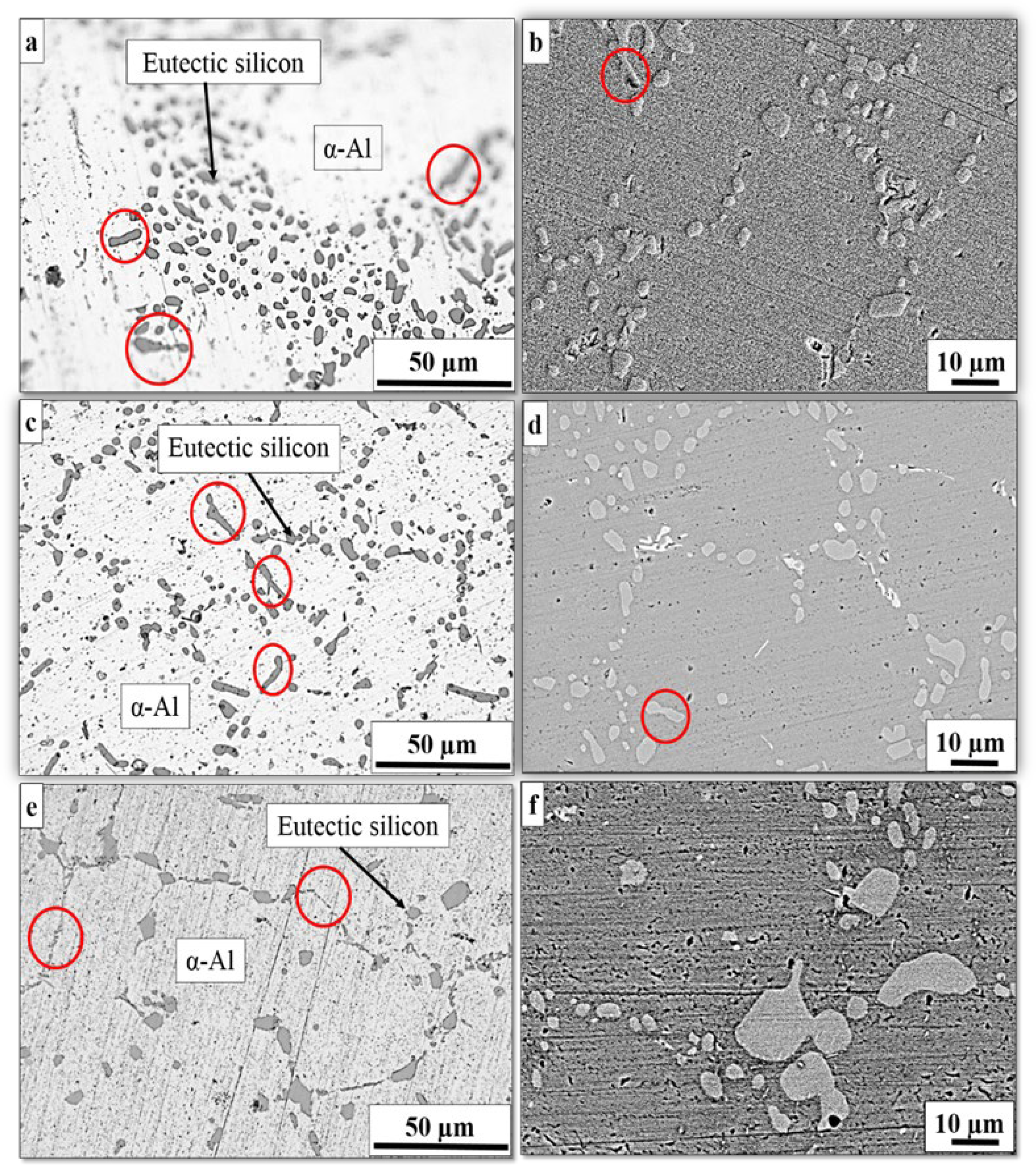
3.4. Microstructure after the Heat Treatment
3.5. Effect of the Heat Treatment on the Intermetallic Compounds
3.6. Effect of Refinement Microstructure on the Hardness
3.7. Effect of Refinement Microstructure on the Corrosion
3.7.1. Immersion Test Results Analysis
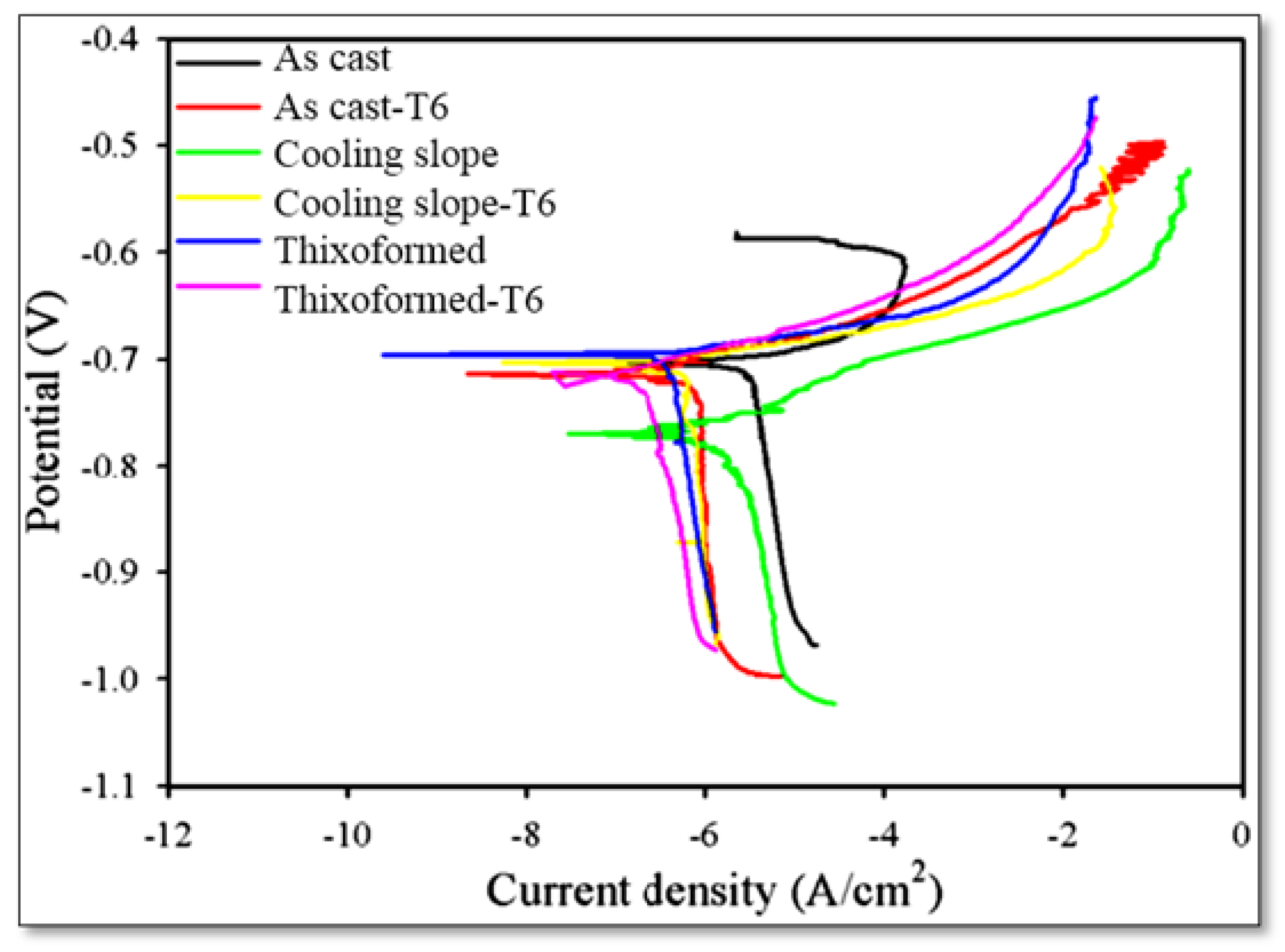
3.7.2. Electrochemical Test Results Analysis
4. Conclusions
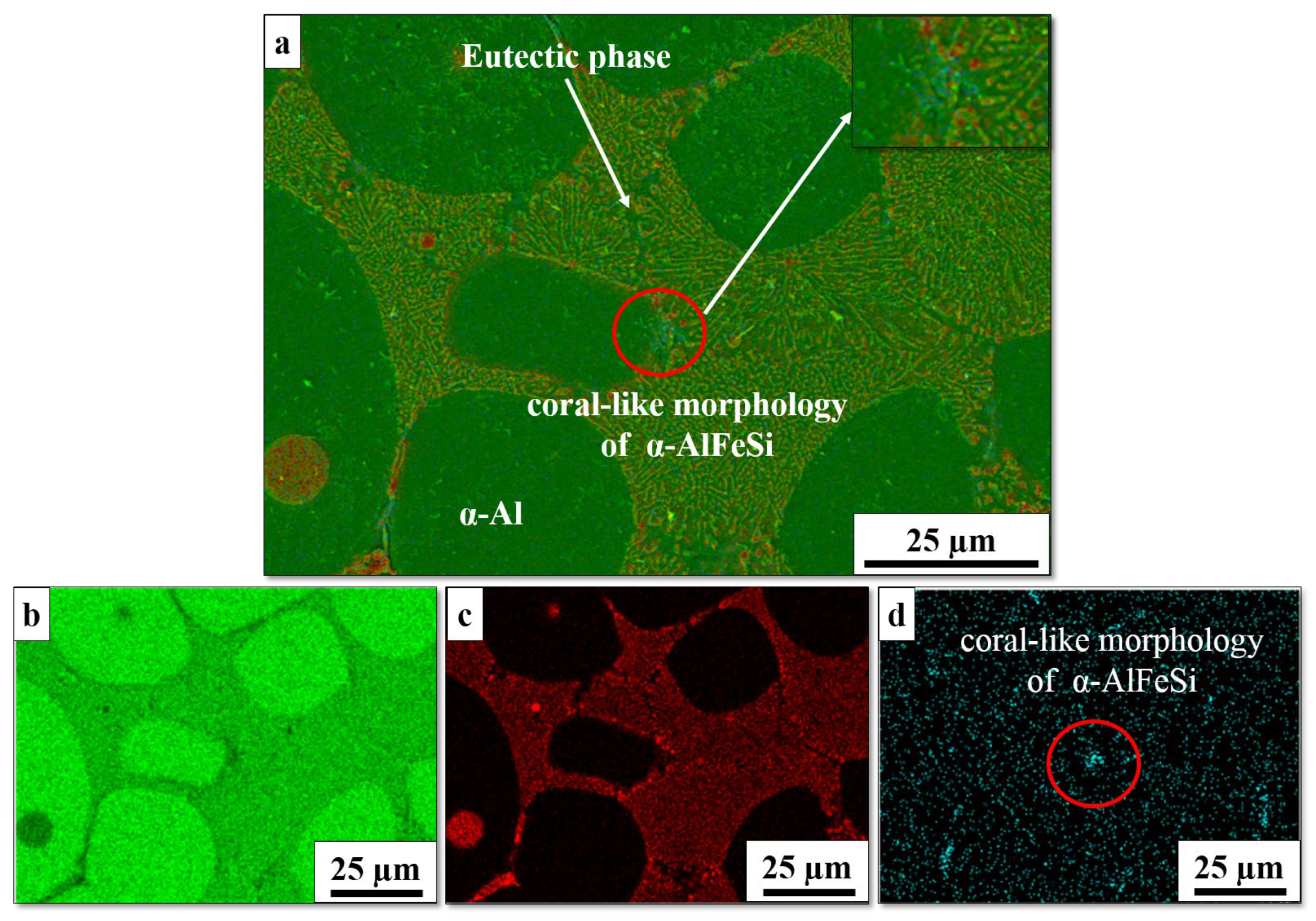
- The primary dendritic α-Al phase morphology in the Al–7Si alloy as-cast sample was transformed into a fine globular shape in the cooling slope process using a cooling slope. However, in the thixoformed sample, due to heating, the primary α-Al phase morphed into a roughly spherical shape that was equally distributed and surrounded by the eutectic phase.
- The coarse flake-shaped Si particles in as-cast sample were changed into lamellar-like shaped particles, measuring 3.2 ± 0.57 μm after cooling slope. The highest pressure imposed on the thixoformed sample increased the cooling rate, transforming the Si particles into fine acicular-shaped particles, measuring 2.51 ± 0.75 μm.
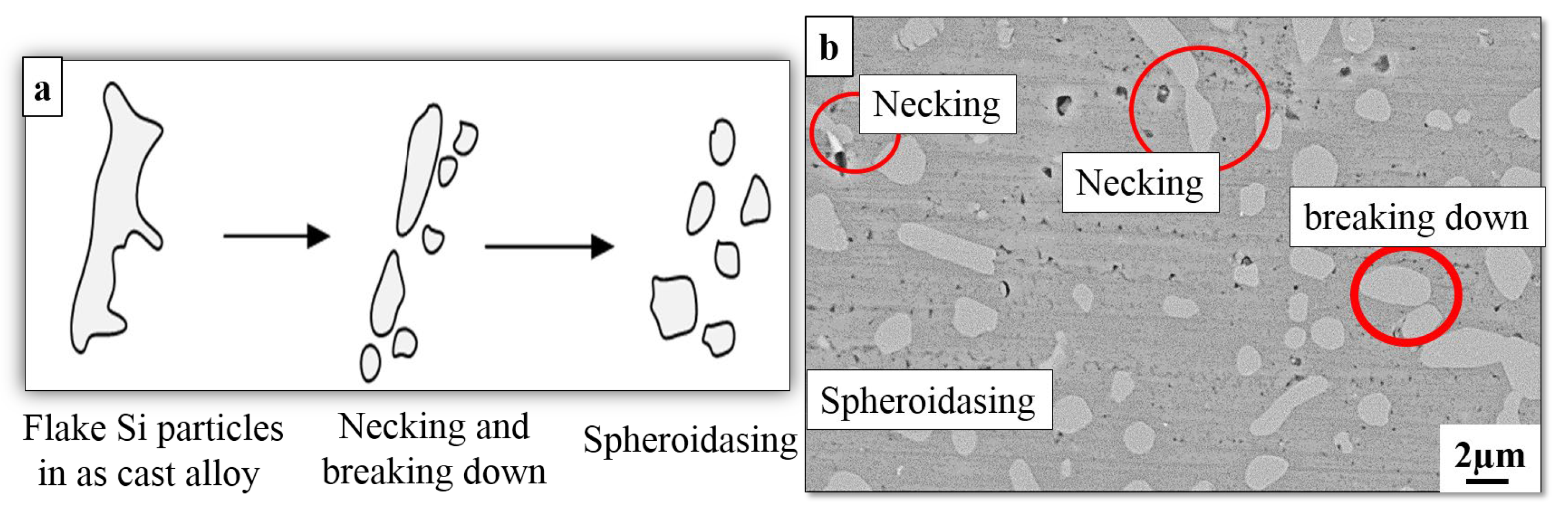
- During the T6 heat treatment process of the Al–7Si alloy, the eutectic flaky-, lamellar- and acicular-like shaped eutectic Si particles were fragmented and spheroidized via a coarsening and spheroidization process measuring 2.32 ± 0.34 and 1.92 ± 0.87 μm, respectively.
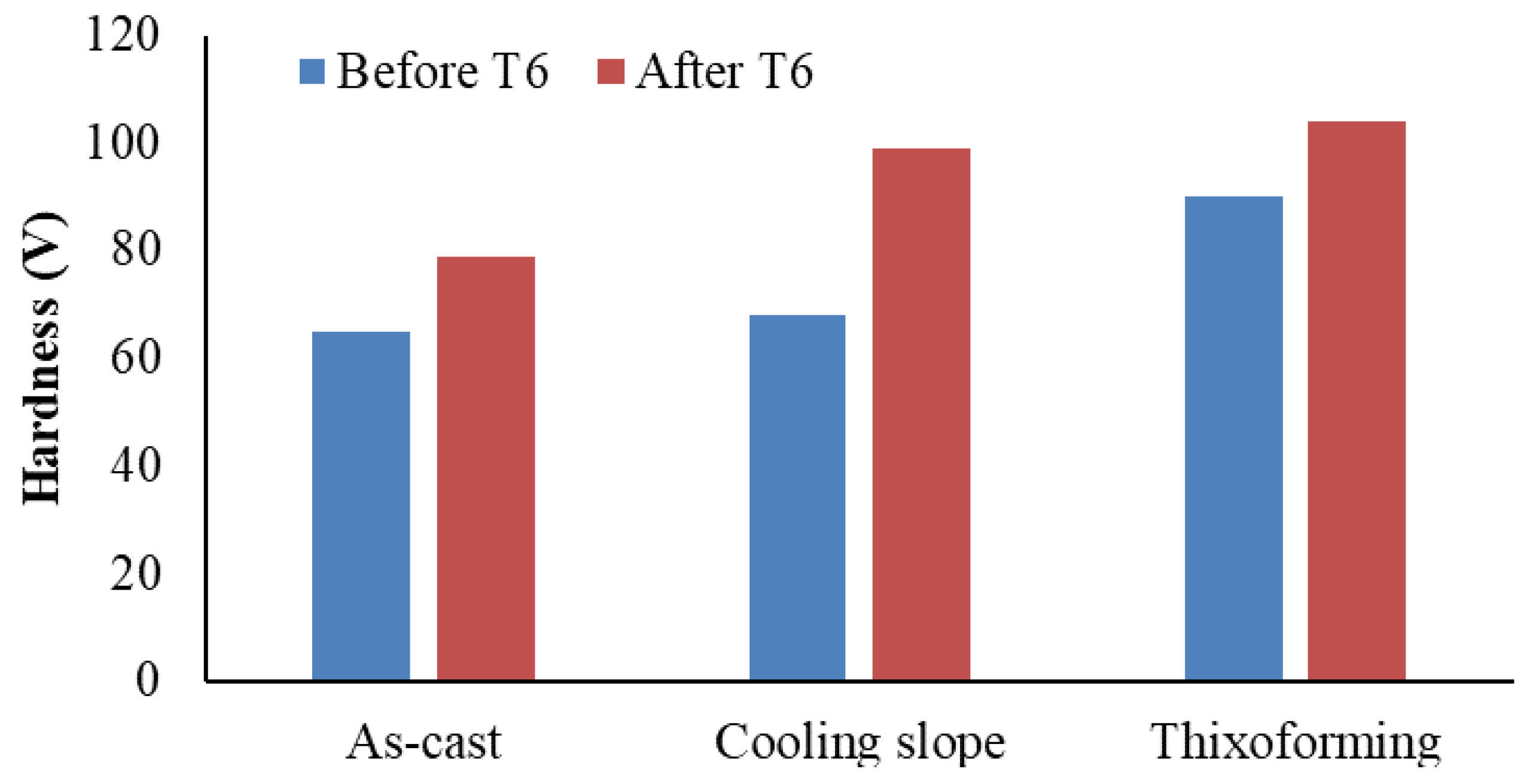
- The increase in hardness of the Al–7%Si alloy after cooling slope and thixoformed processing is due to the microstructural transformation from coarse dendrite to globular α-Al, altering Si particle size and morphology as well as structural homogeneity. The alloy hardness increased from 65 HV to 99 HV and 104 HV after the cooling slope and thixoformed process, respectively.
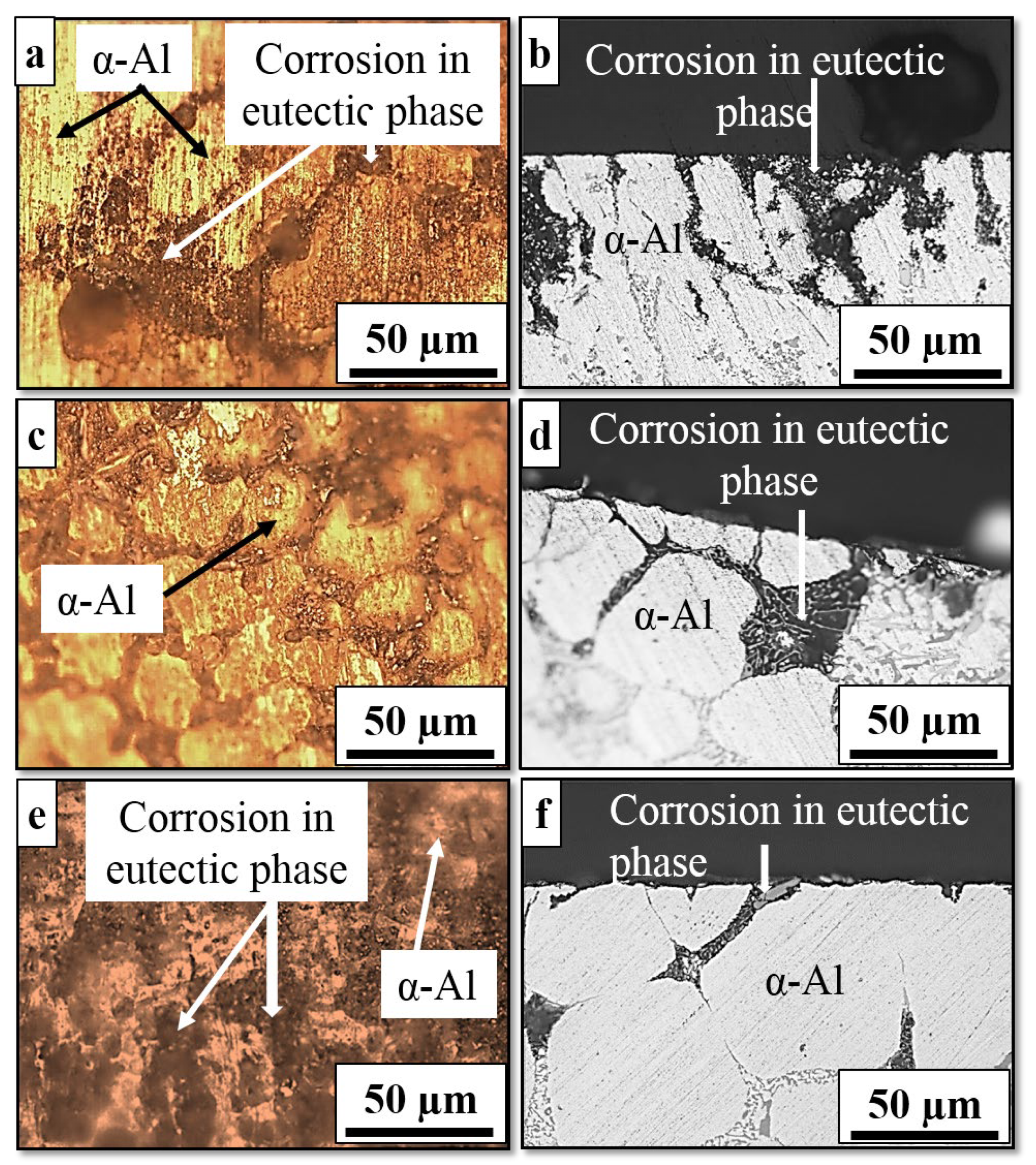
- The presence of a relatively large eutectic phase promotes wider corrosion on the surface of the as-cast sample than the thixoformed and cooling slope samples. Different from the as-cast sample, the cooling slope and thixoformed samples have a smaller area of localized corrosion. The substantially refined Si particles and reduced eutectic phase area may be ascribed to the lower corrosion rate and improved polarisation resistance of as-cast, cooling slope and thixoformed samples following T6 heat treatment processing. This finding could be due to the smaller cathodic to anodic area ratio.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, L.Y.; Jiang, Y.H.; Ma, Z.; Shan, S.F.; Jia, Y.Z.; Fan, C.Z.; Wang, W.K. Effect of cooling rate on solidified microstructure and mechanical properties of aluminium-A356 alloy. J. Mater. Process. Technol. 2008, 207, 107–111. [Google Scholar] [CrossRef]
- Kuntongkum, S.; Wisutmethangoon, S.; Plookphol, T.; Wannasin, J. Influence of heat treatment processing parameters on the hardness and the microstructure of semi-solid aluminum alloy A356. Met. Mater. Miner. 2008, 18, 93–97. [Google Scholar]
- Gebril, M.A.; Omar, M.Z.; Mohamed, I.F.; Othman, N.K.; Abdelgnei, M.A.H. Corrosion improvement and microstructure evaluation of SEM-solid A356 alloy by ecap process. Proc. J. Phys. Conf. Ser. 2018, 1082, 12110. [Google Scholar] [CrossRef]
- Li, G.; Lyu, S.; Zheng, R.; Kawabata, M.; Ma, C.; Li, Q.; Ameyama, K. Further optimization of strength and ductility in a harmonic structure designed pure copper via thermomechanical processing. Mater. Sci. Eng. A 2020, 790, 139687. [Google Scholar] [CrossRef]
- Liu, M.; Zheng, R.; Xiao, W.; Yu, X.; Peng, Q.; Ma, C. Concurrent enhancement of strength and ductility for Al-Si binary alloy by refining Si phase to nanoscale. Mater. Sci. Eng. A 2019, 751, 303–310. [Google Scholar] [CrossRef]
- Rokni, M.R.; Zarei-Hanzaki, A.; Abedi, H.R.; Haghdadi, N. Microstructure evolution and mechanical properties of backward thixoextruded 7075 aluminum alloy. Mater. Des. 2012, 36, 557–563. [Google Scholar] [CrossRef]
- Wang, K.; Hu, S.; Wang, T.; Xie, W.; Guo, T.; Li, F.; Luo, R. Microstructural evolution and mechanical properties of 7075 aluminium alloy during semi-solid compression deformation. Crystals 2022, 12, 1119. [Google Scholar] [CrossRef]
- Ji, S.; Wang, K.; Dong, X. An overview on the process development and the formation of non-dendritic microstructure in semi-solid processing of metallic materials. Crystals 2022, 12, 1044. [Google Scholar] [CrossRef]
- Omar, M.Z.; Atkinson, H.; Kopranos, P. Semi-solid metal processing-a processing method under low flow loads. J. Kejuruter. 2007, 19, 137–146. [Google Scholar]
- Arrabal, R.; Mingo, B.; Pardo, A.; Mohedano, M.; Matykina, E.; Rodríguez, I. Pitting corrosion of rheocast A356 aluminium alloy in 3.5wt.% NaCl solution. Corros. Sci. 2013, 73, 342–355. [Google Scholar] [CrossRef]
- Gebril, M.A.; Omar, M.Z.; Mohamed, I.F.; Othman, N.K. Microstructural evaluation and corrosion resistance of semisolid cast A356 alloy processed by equal channel angular pressing. Metals 2019, 9, 303. [Google Scholar] [CrossRef]
- Atkinson, H.V.; Liu, D. Microstructural coarsening of semi-solid aluminium alloys. Mater. Sci. Eng. A 2008, 496, 439–446. [Google Scholar] [CrossRef]
- Tahamtan, S.; Boostani, A.F.; Nazemi, H. Mechanical properties and fracture behavior of thixoformed, rheocast and gravity-cast A356 alloy. J. Alloys Compd. 2009, 468, 107–114. [Google Scholar] [CrossRef]
- Birol, Y. A357 thixoforming feedstock produced by cooling slope casting. J. Mater. Process. Technol. 2007, 186, 94–101. [Google Scholar] [CrossRef]
- Das, P.; Samanta, S.K.; Venkatpathi, B.R.K.; Chattopadhyay, H.; Dutta, P. Microstructural evolution of A356 Al alloy during flow along a cooling slope. Trans. Indian Inst. Met. 2012, 65, 669–672. [Google Scholar] [CrossRef]
- Haga, T.; Kapranos, P. Simple rheocasting processes. J. Mater. Process. Technol. 2002, 130–131, 594–598. [Google Scholar] [CrossRef]
- Salleh, M.S.; Omar, M.Z.; Alhawari, K.S.; Mohammed, M.N.; Ali, M.A.M.; Mohamad, E. Microstructural evolution and mechanical properties of thixoformed A319 alloys containing variable amounts of magnesium. Trans. Nonferrous Met. Soc. China 2016, 26, 2029–2042. [Google Scholar] [CrossRef]
- Samat, S.; Omar, M.Z.; Mohamed, I.F. Microstructural evolution and mechanical properties of thixoformed Al-Si-Cu alloy connecting rods. Mater. Today Proc. 2022, 66, 2705–2709. [Google Scholar] [CrossRef]
- Thuong, N.V.; Zuhailawati, H.; Seman, A.A.; Huy, T.D.; Dhindaw, B.K. Microstructural evolution and wear characteristics of equal channel angular pressing processed semi-solid-cast hypoeutectic aluminum alloys. Mater. Des. 2015, 67, 448–456. [Google Scholar] [CrossRef]
- Samat, S.; Omar, M.Z.; Baghdadi, A.H.; Mohamed, I.F.; Aziz, A.M. Mechanical properties and microstructures of a modified Al–Si–Cu alloy prepared by thixoforming process for automotive connecting rods. J. Mater. Res. Technol. 2021, 10, 1086–1102. [Google Scholar] [CrossRef]
- Mingo, B.; Arrabal, R.; Pardo, A.; Matykina, E.; Skeldon, P. 3D study of intermetallics and their effect on the corrosion morphology of rheocast aluminium alloy. Mater. Charact. 2016, 112, 122–128. [Google Scholar] [CrossRef]
- Mohamed, A.M.A.; Samuel, F.H. A review on the heat treatment of Al-Si-Cu/Mg casting alloys. In Heat Treatment-Conventional and Novel Applications; IntechOpen: London, UK, 2012; Volume 229. [Google Scholar] [CrossRef]
- Syarif, J.; Detak, Y.P.; Ramli, R. Modeling of correlation between heat treatment and mechanical properties of Ti–6Al–4V alloy using feed forward back propagation neural network. ISIJ Int. 2010, 50, 1689–1694. [Google Scholar] [CrossRef]
- Samat, S.; Omar, M.Z.; Baghdadi, A.H.; Mohamed, I.F.; Rajabi, A.; Aziz, A.M. Microstructural evolution, dislocation density and tensile properties of Al–6.5Si–2.1Cu–0.35 Mg alloy produced by different casting processes. J. Mater. Sci. Technol. 2021, 95, 145–157. [Google Scholar] [CrossRef]
- Park, C.; Kim, S.; Kwon, Y.; Lee, Y.; Lee, J. Mechanical and corrosion properties of rheocast and low-pressure cast A356-T6 alloy. Mater. Sci. Eng. A 2005, 391, 86–94. [Google Scholar] [CrossRef]
- Gebril, M.A.; Omar, M.Z.; Mohamed, I.F.; Othman, N.K.; Irfan, O.M. Combining heat treatment and high-pressure torsion to enhance the hardness and corrosion resistance of A356 alloy. Metals 2022, 12, 853. [Google Scholar] [CrossRef]
- Yang, C.L.; Li, Y.B.; Dang, B.; Lü, H.B.; Liu, F. Effects of cooling rate on solution heat treatment of as-cast A356 alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 3189–3196. [Google Scholar] [CrossRef]
- Dan, S.; Jiang, J.; Lin, P.; Zhang, L. Improvement of pitting corrosion resistance for Al-Cu alloy in sodium chloride solution through equal-channel angular pressing. Prog. Nat. Sci. Mater. Int. 2011, 21, 307–313. [Google Scholar]
- ASM. Asm Handbook: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials (Asm Handbook) VOL. 2; ASM: Almere, The Netherlands, 1990; Volume 1328. [Google Scholar]
- Birol, Y. Comparison of thixoformability of AA6082 reheated from the as-cast and extruded states. J. Alloys Compd. 2008, 461, 132–138. [Google Scholar] [CrossRef]
- Nguyen, V.T.; Hussain, Z.; Anasyida, A.S.; Huy, T.D.; Almanar, I.P. Influence of semi-solid casting and equal channel pressing on microstructure of a hypoeutectic Al-Si alloy. Mater. Sci. Forum 2015, 819, 9–14. [Google Scholar] [CrossRef]
- Koeune, R.; Ponthot, J.-P. A one phase thermomechanical model for the numerical simulation of semi-solid material behavior. Application to thixoforming. Int. J. Plast. 2014, 58, 120–153. [Google Scholar] [CrossRef]
- Atkinson, H.V.; Ward, P.J. Flow Visualisation for Semi-Solid Alloys; Publishing House of the Romanian Academy: Ucharest, Romania, 2005; pp. 2–5. [Google Scholar]
- Tahamtan, S.; Golozar, M.A.; Karimzadeh, F.; Niroumand, B. Microstructure and tensile properties of thixoformed A356 alloy. Mater. Charact. 2008, 59, 223–228. [Google Scholar] [CrossRef]
- Lu, S.L.; Wu, S.S.; Zhu, Z.M.; An, P.; Mao, Y.W. Effect of semi-solid processing on microstructure and mechanical properties of 5052 aluminum alloy. Trans. Nonferrous Met. Soc. China 2010, 20, S758–S762. [Google Scholar] [CrossRef]
- Maleki, A.; Niroumand, B.; Shafyei, A. Effects of squeeze casting parameters on density, macrostructure and hardness of LM13 alloy. Mater. Sci. Eng. A 2006, 428, 135–140. [Google Scholar] [CrossRef]
- Guo, H.M.; Yang, X.J.; Wang, J.X. Pressurized solidification of semi-solid aluminum die casting alloy A356. J. Alloys Compd. 2009, 485, 812–816. [Google Scholar] [CrossRef]
- Hernandez, P.; Francisco, J. Heat Treatment and Precipitation in A356 Aluminum Alloy; McGill University: Montreal, QC, Canada, 2003. [Google Scholar]
- Birol, Y. Cooling slope casting and thixoforming of hypereutectic A390 alloy. J. Mater. Process. Technol. 2008, 207, 200–203. [Google Scholar] [CrossRef]
- Tahamtan, S.; Fadavi Boostani, A. Quantitative analysis of pitting corrosion behavior of thixoformed A356 alloy in chloride medium using electrochemical techniques. Mater. Des. 2009, 30, 2483–2489. [Google Scholar] [CrossRef]
- Menargues, S.; Martín, E.; Baile, M.T.; Picas, J.A. New short T6 heat treatments for aluminium silicon alloys obtained by semisolid forming. Mater. Sci. Eng. A 2015, 621, 236–242. [Google Scholar] [CrossRef]
- Taylor, J.A. Iron-containing intermetallic phases in Al-Si based casting alloys. Procedia Mater. Sci. 2012, 1, 19–33. [Google Scholar] [CrossRef]
- Taylor, J.A.; St John, D.H.; Barresi, J.; Couper, M.J. An empirical analysis of trends in mechanical properties of T6 heat treated Al-Si-Mg casting alloys. Int. J. Cast Met. Res. 2000, 12, 419–430. [Google Scholar] [CrossRef]
- Kuijpers, N.C.W.; Vermolen, F.J.; Vuik, C.; Koenis, P.T.G.; Nilsen, K.E.; van der Zwaag, S. The dependence of the β-AlFeSi to α-Al(FeMn)Si transformation kinetics in Al-Mg-Si alloys on the alloying elements. Mater. Sci. Eng. A 2005, 394, 9–19. [Google Scholar] [CrossRef]
- BoChao, L.; YoungKoo, P.; HongSheng, D. Effects of rheocasting and heat treatment on microstructure and mechanical properties of A356 alloy. Mater. Sci. Eng. A 2011, 528, 986–995. [Google Scholar] [CrossRef]
- Möller, H.; Govender, G.; Stumpf, W. Factors influencing tensile mechanical properties of Al-7Si-Mg casting alloys A356/7. In Light Metals 2012; Wiley: Marshall, TX, USA, 2012; pp. 467–471. [Google Scholar]
- Zhu, M. Effects of T6 heat treatment on the microstructure, tensile properties, and fracture behavior of the modified A356 alloys. J. Mater. 2017, 36, 243–249. [Google Scholar] [CrossRef]
- Goodarzy, M.H.; Arabi, H.; Boutorabi, M.A.; Seyedein, S.H.; Najafabadi, S.H.H. The effects of room temperature ECAP and subsequent aging on mechanical properties of 2024 Al alloy. J. Alloys Compd. 2014, 585, 753–759. [Google Scholar] [CrossRef]
- Birbilis, N.; Buchheit, R.G. Electrochemical characteristics of intermetallic phases in aluminum alloys an experimental survey and discussion. J. Electrochem. Soc. 2005, 152, 140–151. [Google Scholar] [CrossRef]
- Tahamtan, S.; Fadavi Boostani, A. Evaluation of pitting corrosion of thixoformed A356 alloy using a simulation model. Trans. Nonferrous Met. Soc. China 2010, 20, 1702–1706. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Si Size (µm) |
|---|---|
| As-cast | 4.56 ± 1.18 |
| As-cast—T6 | 2.76 ± 0.68 |
| Cooling slope | 3.2 ± 0.57 |
| Cooling slope—T6 | 2.32 ± 0.34 |
| Thixoformed | 2.51 ± 0.76 |
| Thixoformed—T6 | 1.92 ± 0.87 |
| Samples | Microhardness (HV) |
|---|---|
| As-cast | 65 |
| As-cast—T6 | 79 |
| Cooling slope | 86 |
| Cooling slope—T6 | 99 |
| Thixoformed | 90 |
| Thixoformed—T6 | 104 |
| Samples | Ecorr. (V) | icorr. (A/cm2) | Rp (Ω·cm2) | CR (mm·y−1) |
|---|---|---|---|---|
| As-cast | −0.698 | 3.894 × 10−6 | 5.212 × 103 | 0.04240 |
| As-cast—T6 | −0.710 | 8.432 × 10−7 | 2.035 × 104 | 0.01600 |
| Cooling slope | −0.769 | 1.790 × 10−6 | 9.690 × 103 | 0.01950 |
| Cooling slope—T6 | −0.702 | 7.258 × 10−7 | 2.180 × 104 | 0.00790 |
| Thixoformed | −0.697 | 1.770 × 10−6 | 2.522 × 104 | 0.0193 |
| Thixoformed—T6 | −0.742 | 6.587 × 10−7 | 3.779 × 104 | 0.00740 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gebril, M.A.; Omar, M.Z.; Mohamed, I.F.; Othman, N.K.; Elabar, D.M.; Haider, F.I.; Samat, S.; Irfan, O.M. Effect of Semisolid and Heat Treatment Process on Microstructural Refinement of Al–7Si Alloy. Materials 2023, 16, 1086. https://doi.org/10.3390/ma16031086
Gebril MA, Omar MZ, Mohamed IF, Othman NK, Elabar DM, Haider FI, Samat S, Irfan OM. Effect of Semisolid and Heat Treatment Process on Microstructural Refinement of Al–7Si Alloy. Materials. 2023; 16(3):1086. https://doi.org/10.3390/ma16031086
Chicago/Turabian StyleGebril, Mohamed Abdelgawad, Mohd Zaidi Omar, Intan Fadhlina Mohamed, Norinsan Kamil Othman, Dawod Mohamed Elabar, Farag Ibrahim Haider, Saziana Samat, and Osama M. Irfan. 2023. "Effect of Semisolid and Heat Treatment Process on Microstructural Refinement of Al–7Si Alloy" Materials 16, no. 3: 1086. https://doi.org/10.3390/ma16031086
APA StyleGebril, M. A., Omar, M. Z., Mohamed, I. F., Othman, N. K., Elabar, D. M., Haider, F. I., Samat, S., & Irfan, O. M. (2023). Effect of Semisolid and Heat Treatment Process on Microstructural Refinement of Al–7Si Alloy. Materials, 16(3), 1086. https://doi.org/10.3390/ma16031086