
Effects of Manufactured Sand and Steam-Curing Temperature on the Compressive Strength of Recycled Concrete with Different Water/Binder Ratios




Abstract
:1. Introduction
2. Test
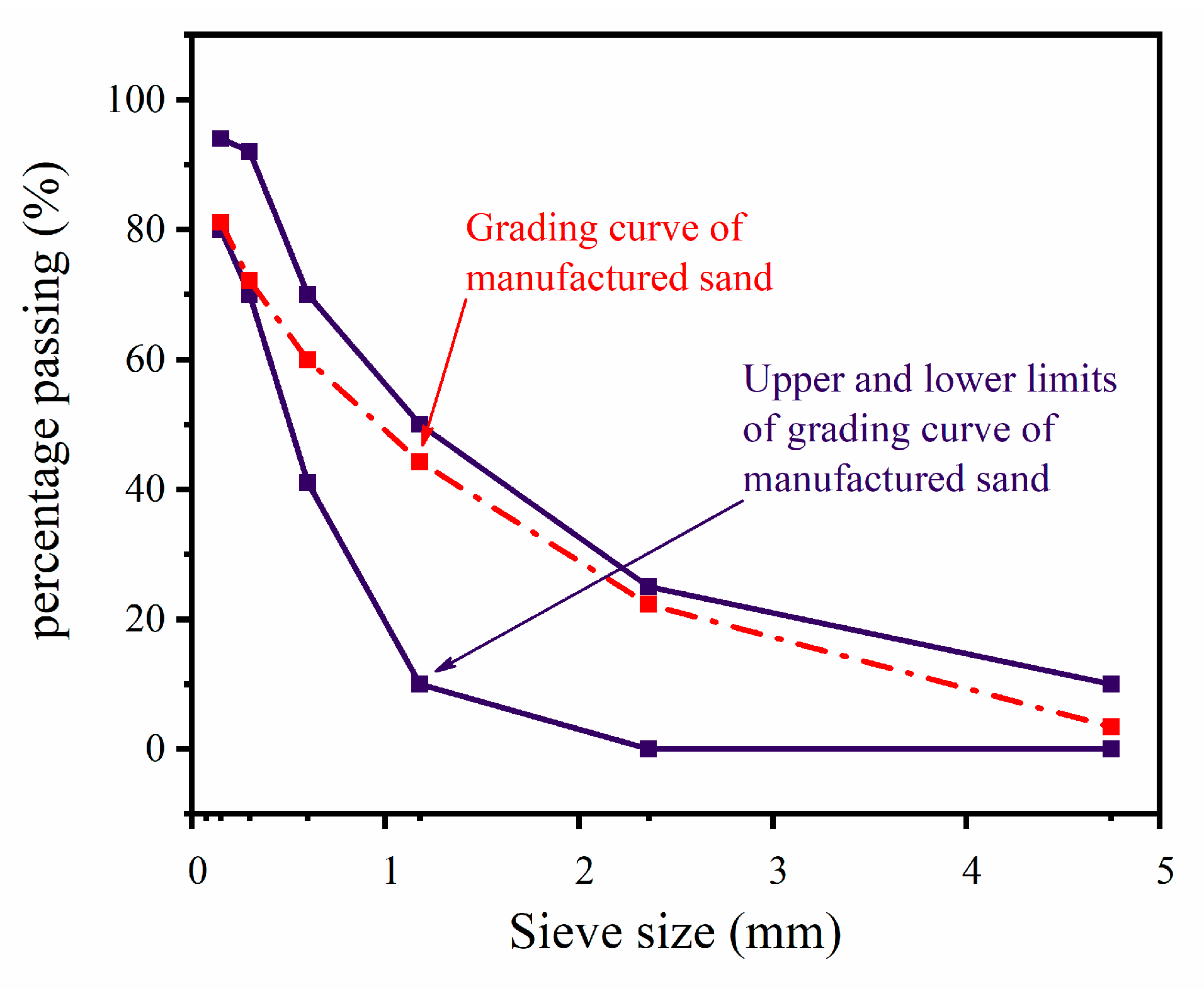
2.1. Test Materials
2.2. Mix Ratio
2.3. Experimental Method
2.3.1. Concrete Mixing Method
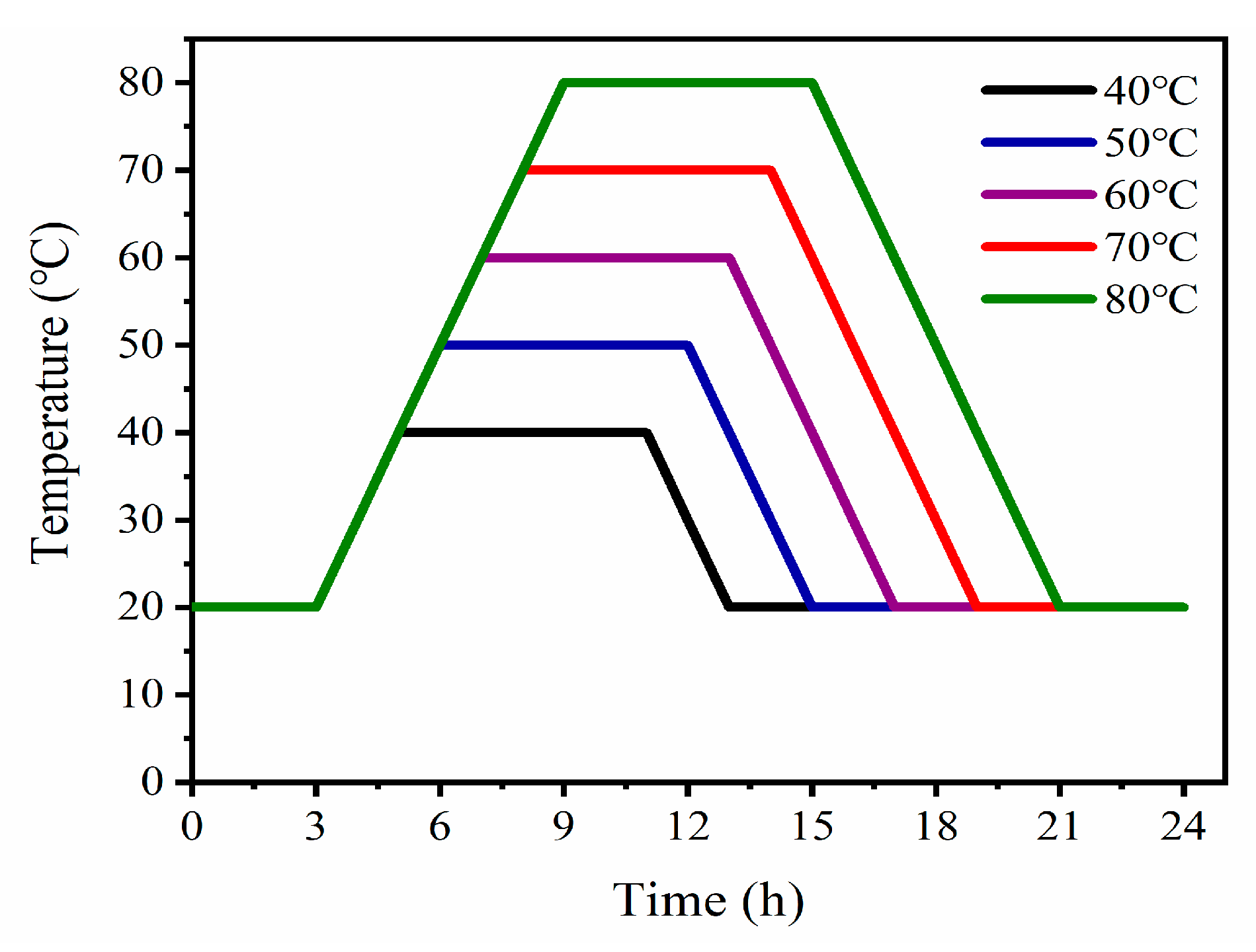
2.3.2. Steam-Curing Conditions
2.3.3. Mechanical Strength Test
2.3.4. SEM
3. Results and Discussion
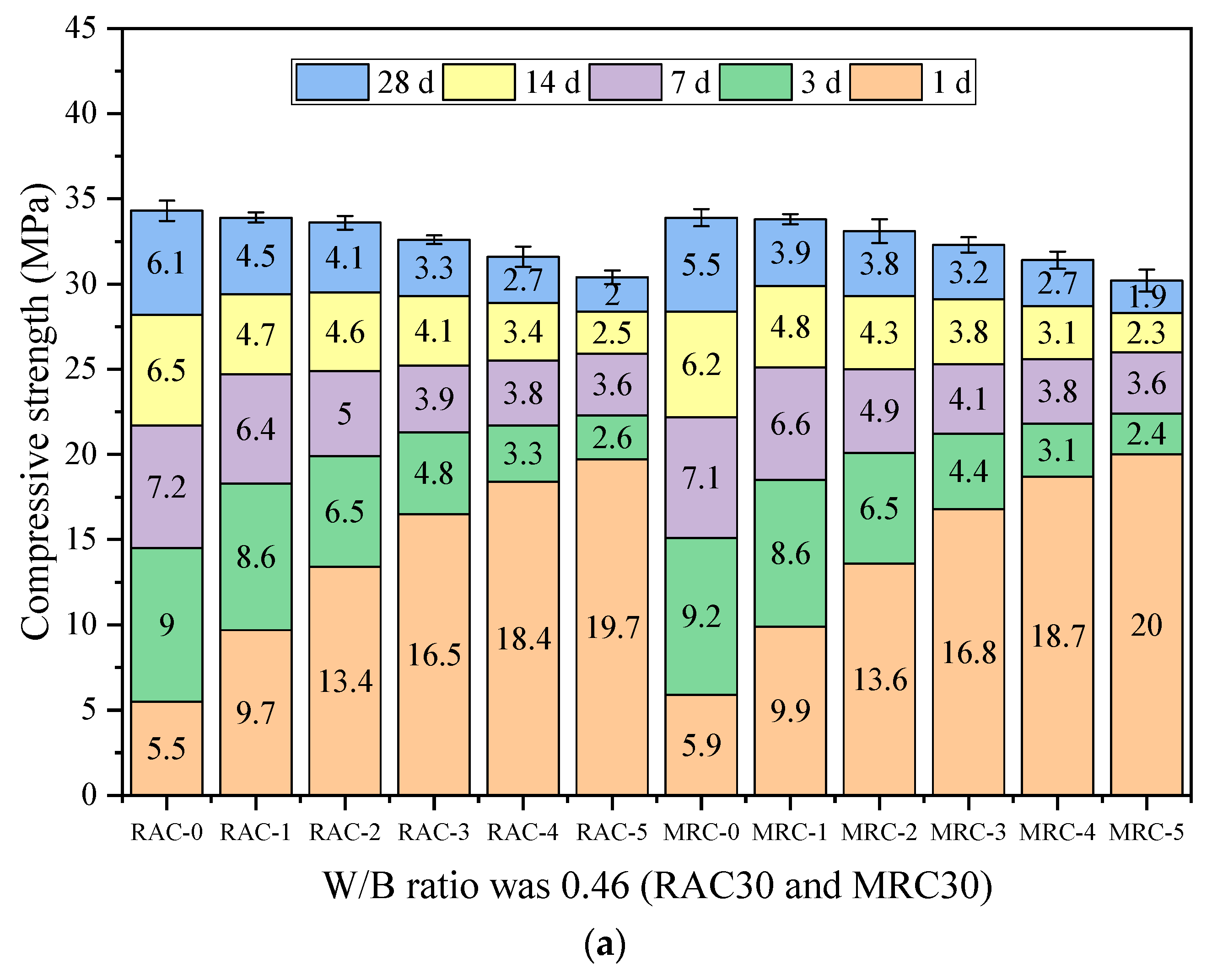
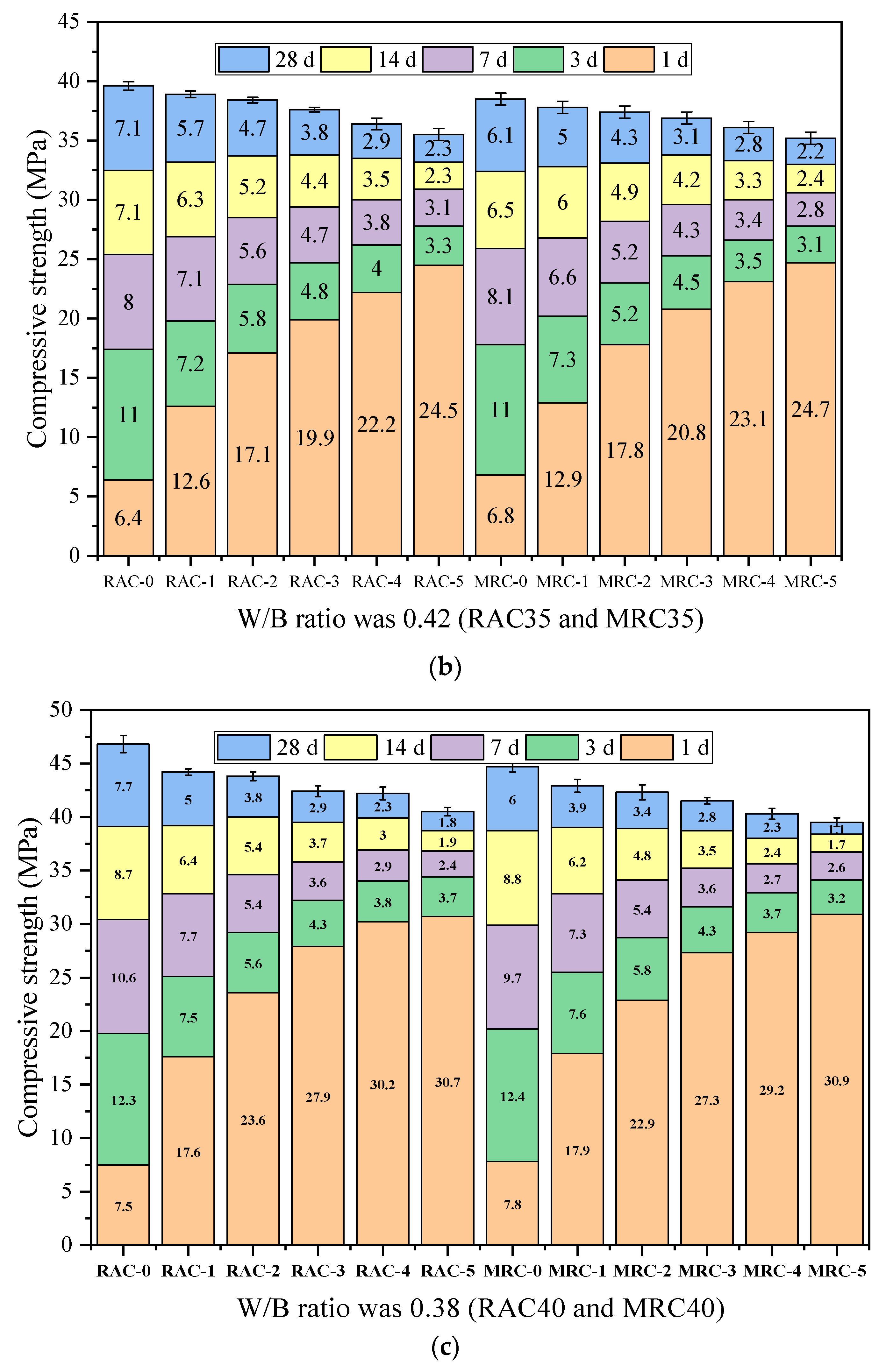
3.1. The 28 d Compressive Strength of Concrete with Different W/B
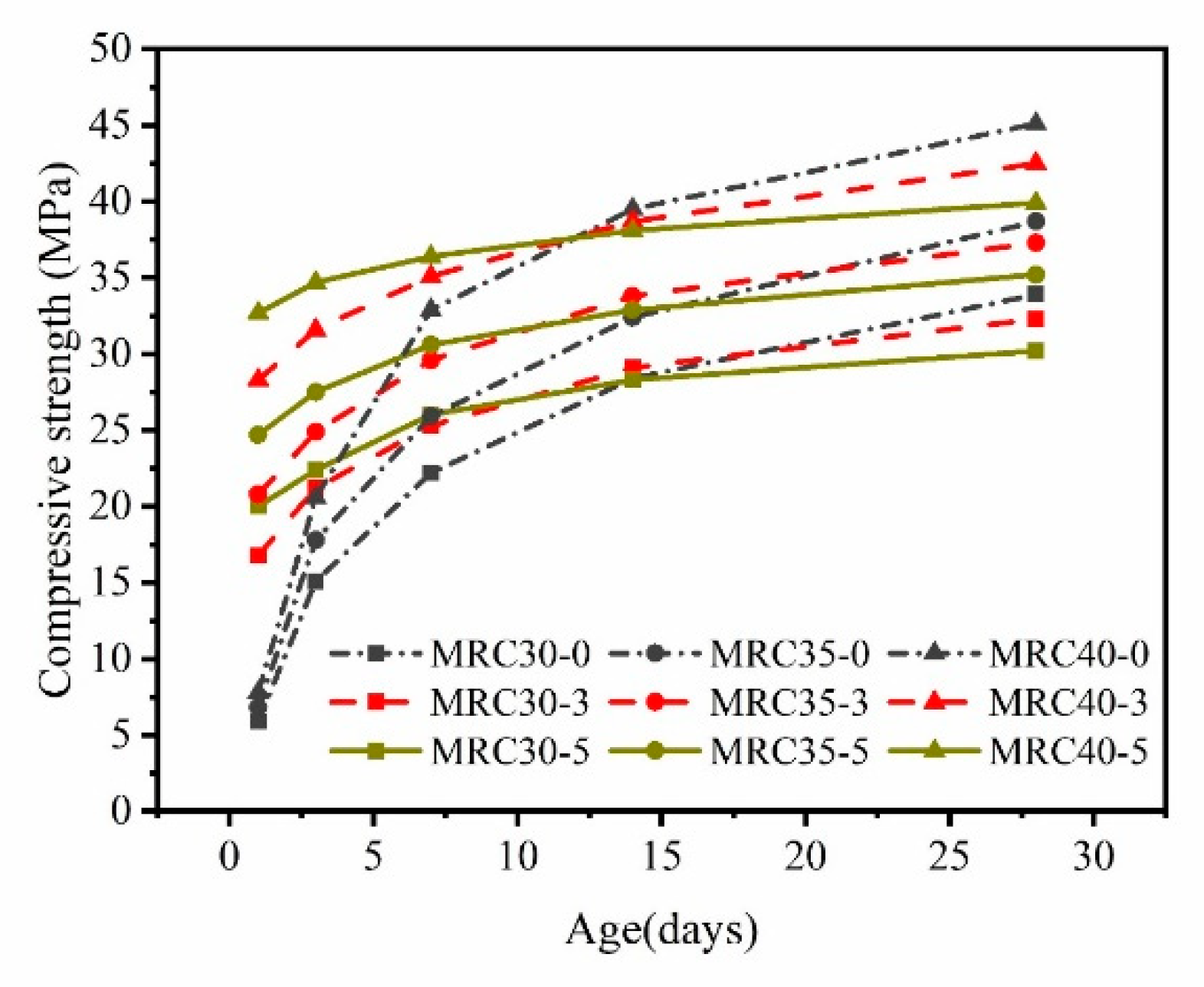
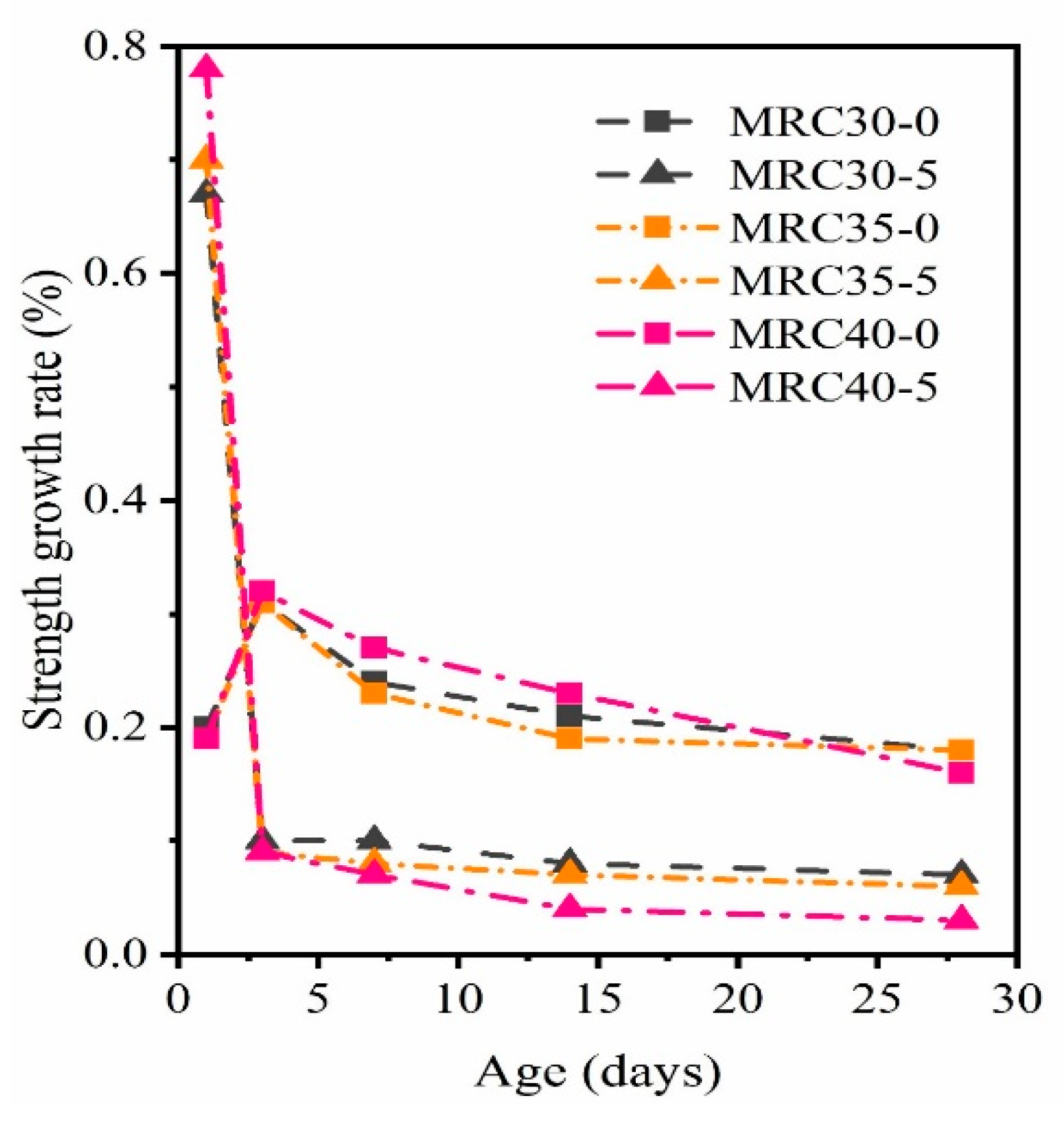
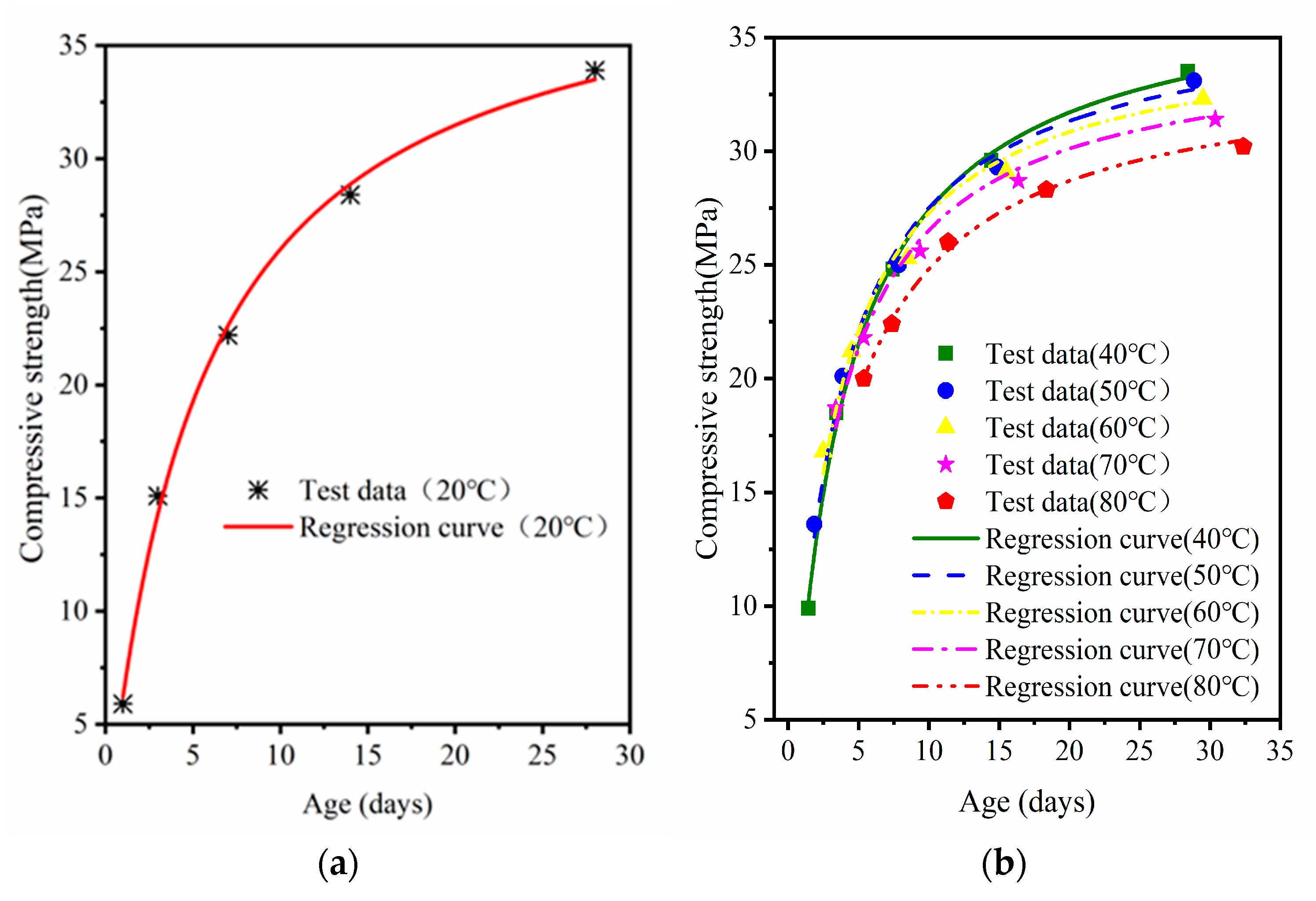
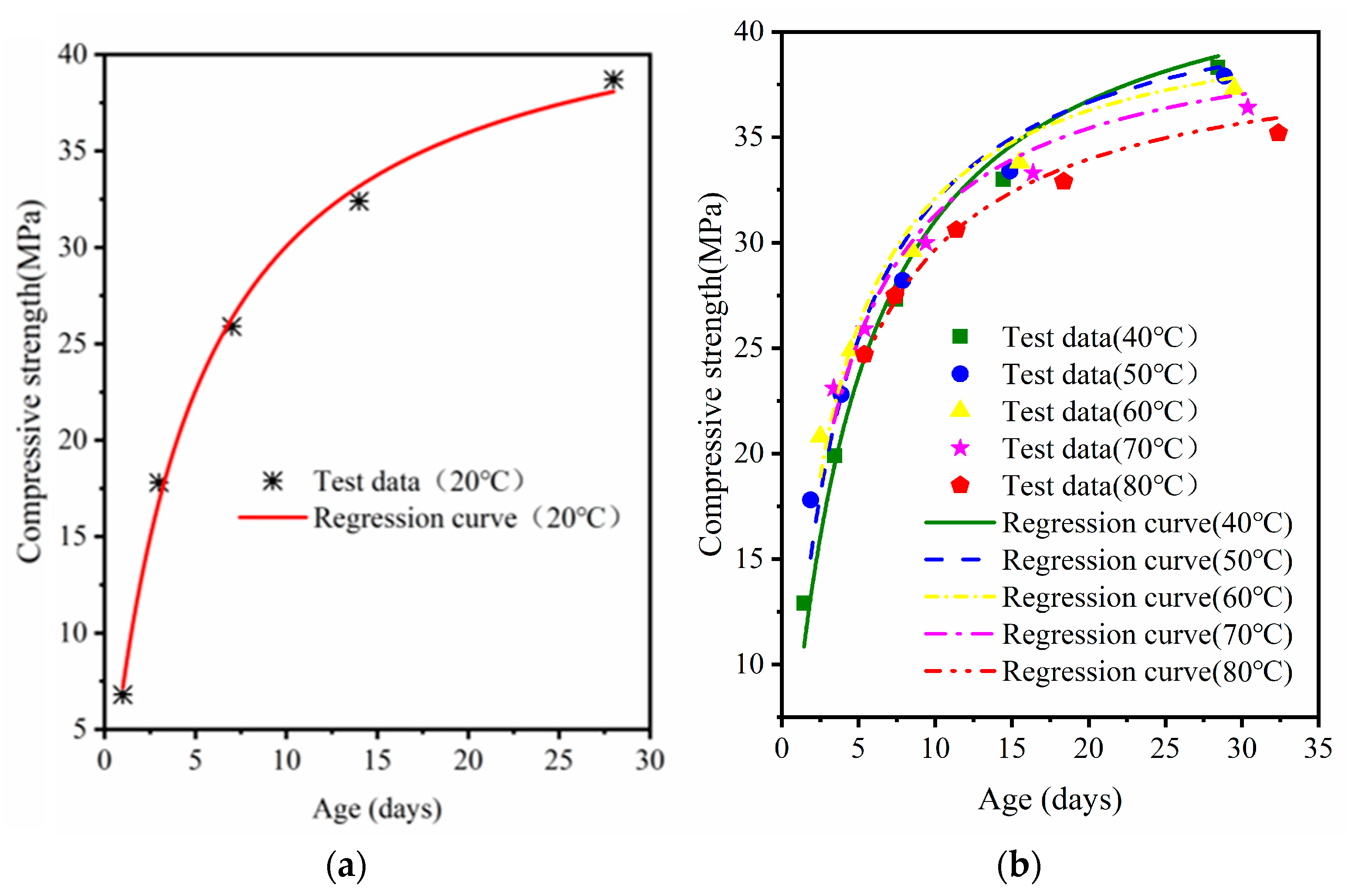
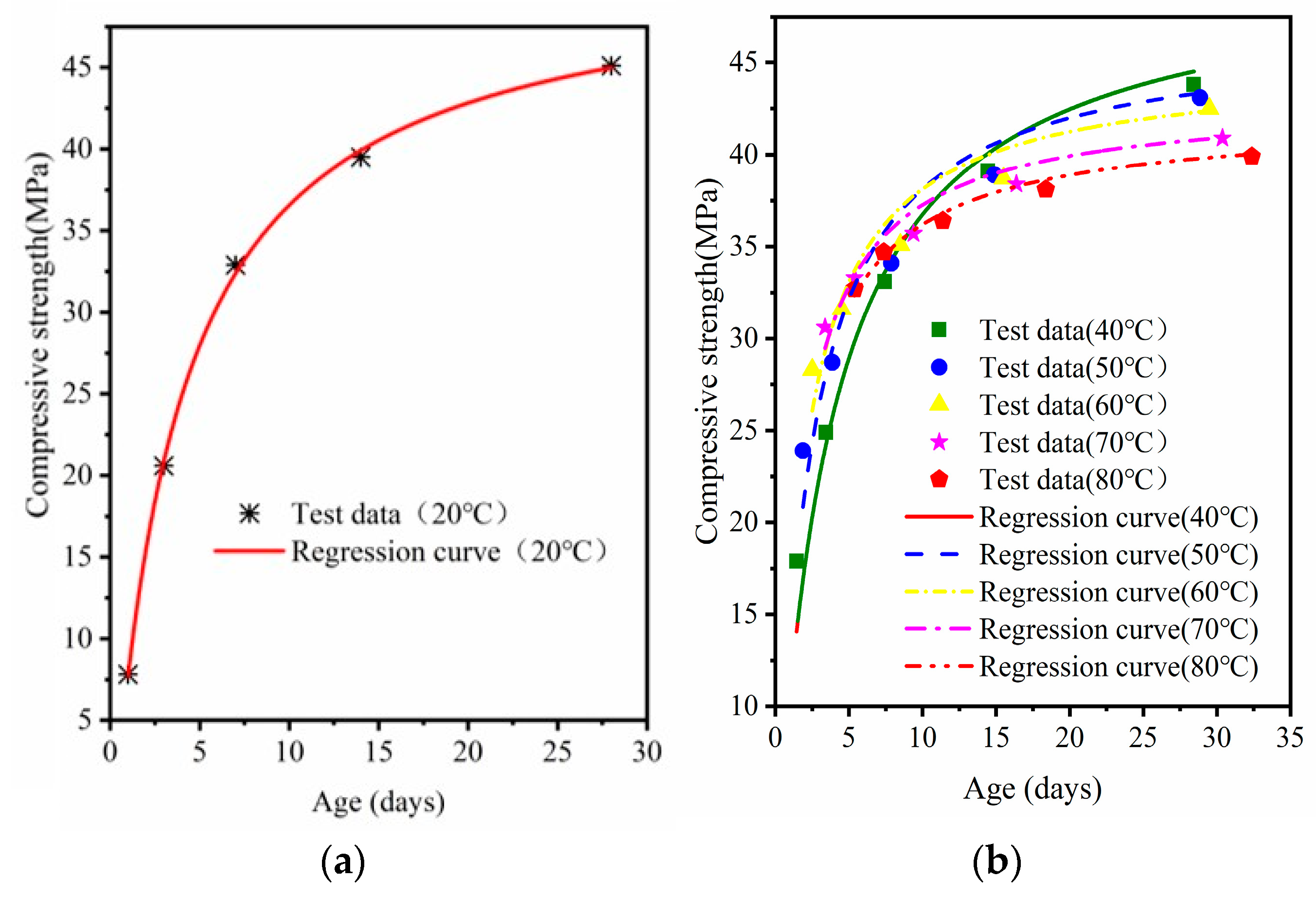
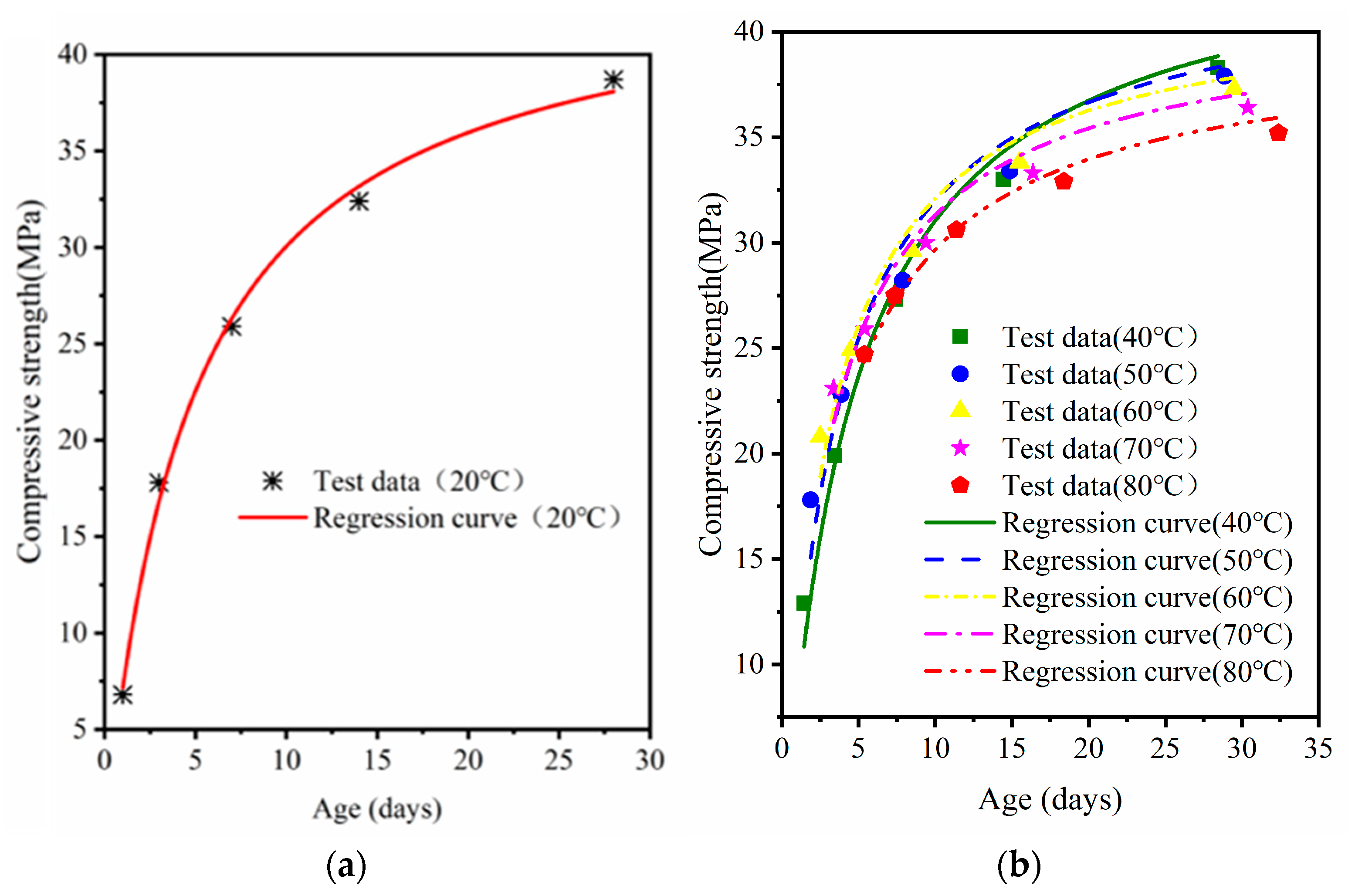
3.2. Development Law of Compressive Strength with Different Curing Temperatures
3.3. Influence of Temperature on the Compressive Strength of Concrete with Different W/B
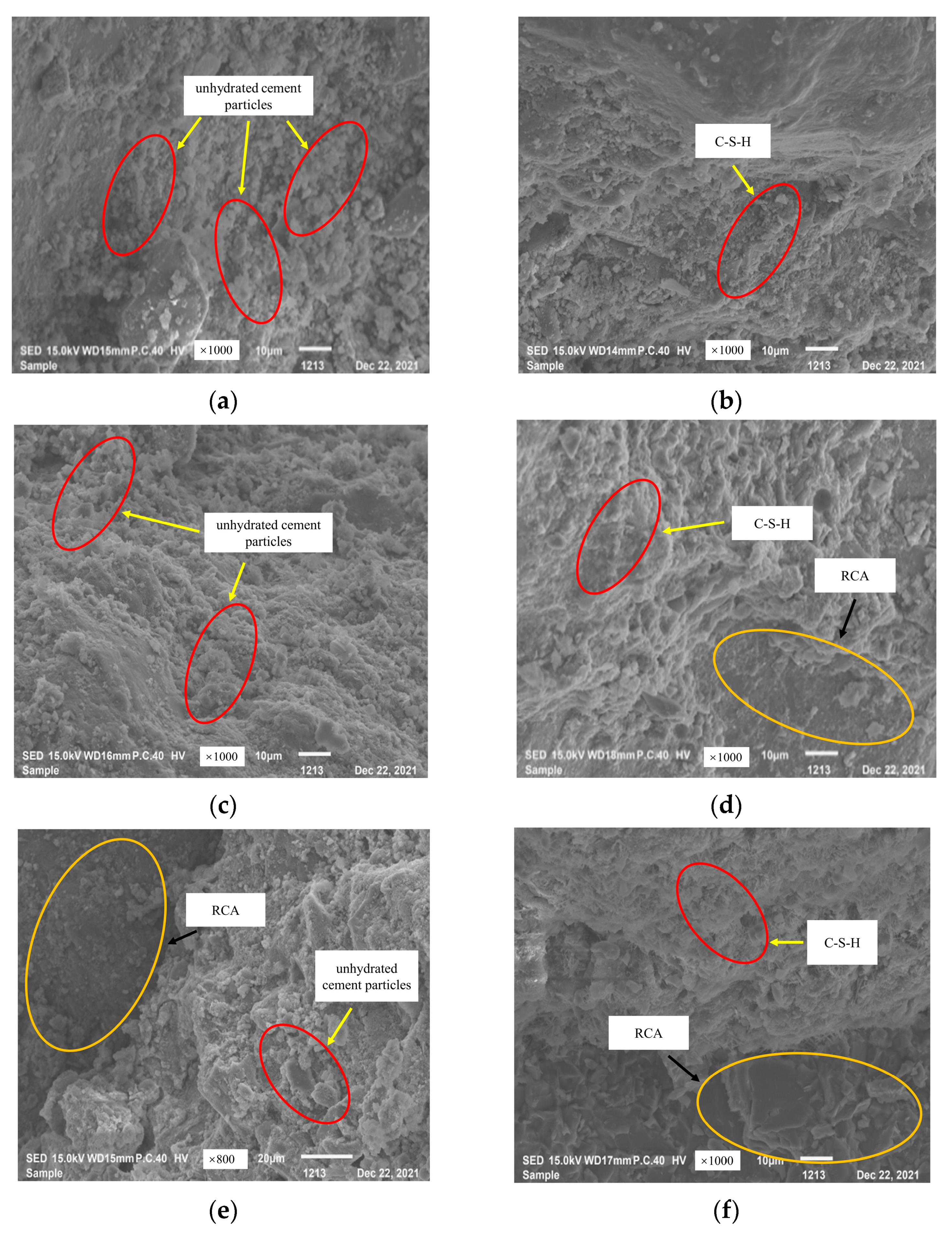
3.4. Microstructure of Early MRC
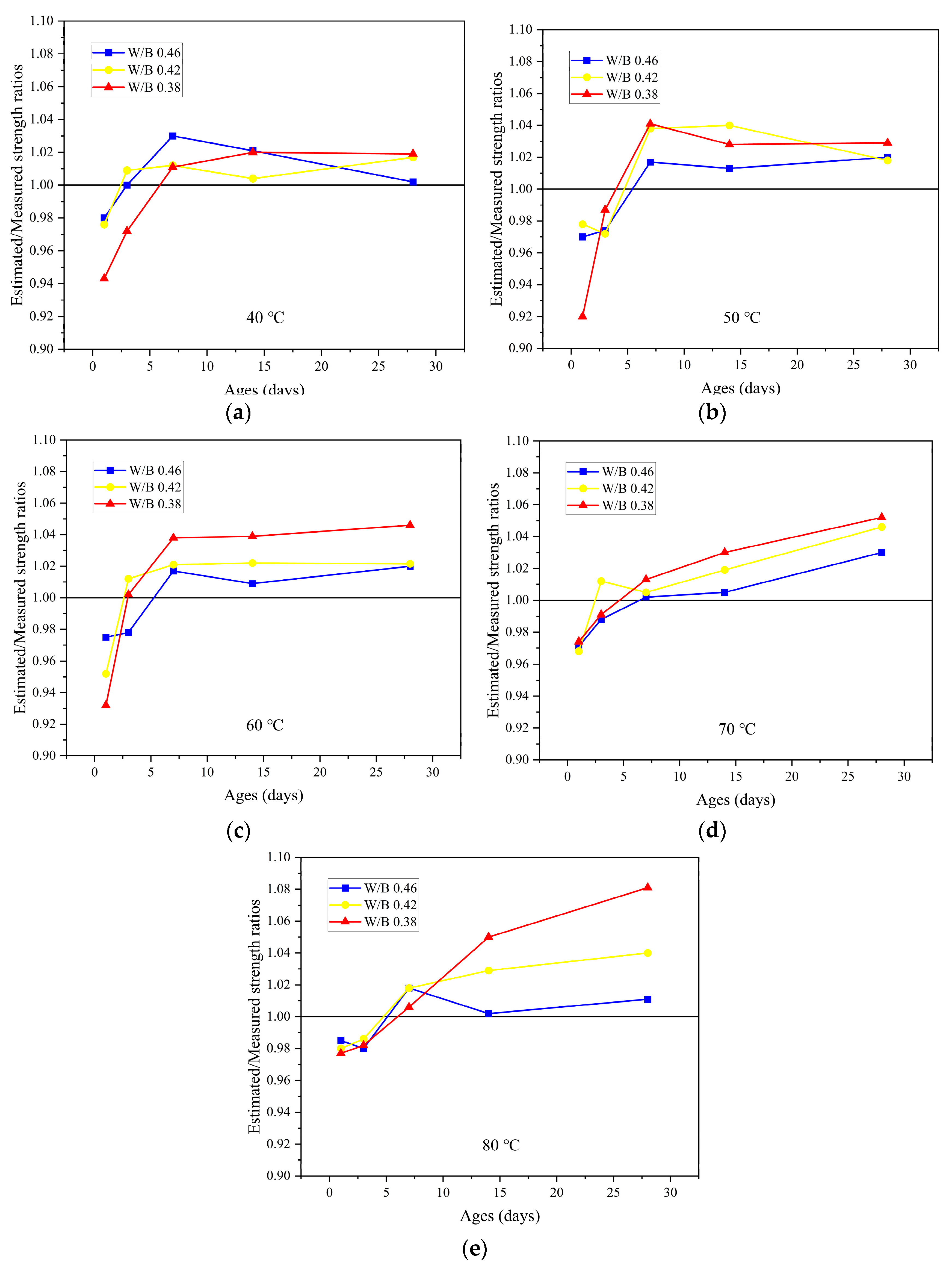
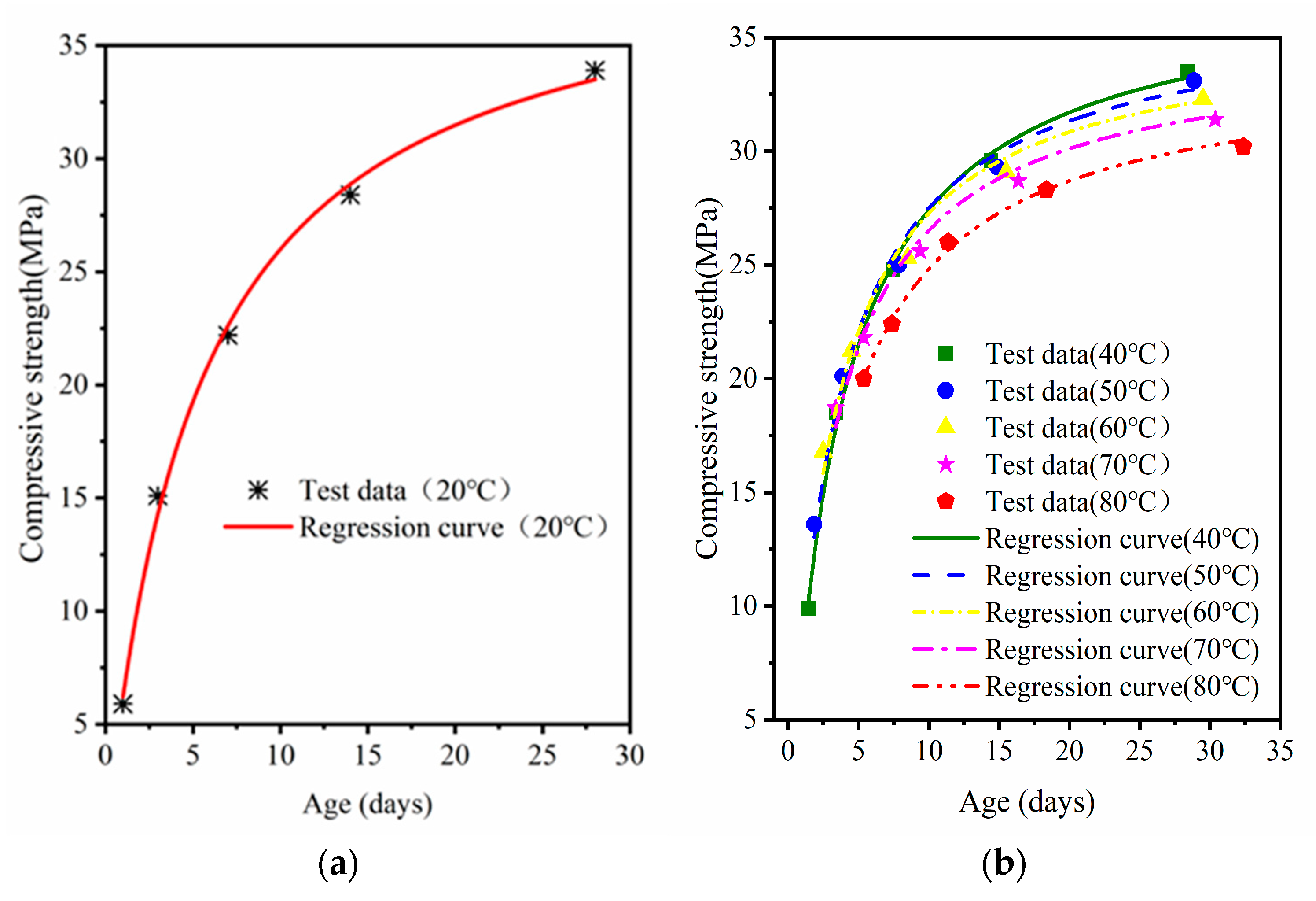
3.5. Equivalent Age–Compressive Strength Model of MRC
4. Conclusions
- (1)
- The addition of MS increased the compressive strength of RAC at early ages and decreased the 28 d compressive strength of RAC, irrespective of the curing regime;
- (2)
- The early compressive strength of the MRC increased rapidly with increasing steam-curing temperatures. More hydration products and needle-like ettringite were found with higher steam-curing temperatures at 1 d, which explains the higher early compressive strength of MRC with steam-curing;
- (3)
- For the same steam-curing temperature, the hoisting strength (75% of the design compressive strength) can be obtained earlier with a smaller W/B ratio. The optimum steam-curing temperatures of MRC with W/B ratios of 0.46, 0.42, and 0.38 were 60 °C, 60 °C, and 50 °C, respectively;
- (4)
- With an increase in the W/B ratio, the correlation of the fitting curve of the MRC equivalent age–compressive strength relationship model gradually worsened but still had a good correlation (R2 greater than 0.93). The model underestimates early strength and overestimates late strength. Except at 80 °C, the deviation between the measured and estimated values was within 5%, indicating good applicability of the model.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, J.F.; Li, D.; Wang, Y.H. Toward intelligent construction: Prediction of mechanical properties of manufactured-sand concrete using tree-based models. J. Clean. Prod. 2020, 258, 120665. [Google Scholar] [CrossRef]
- Arulmoly, B.; Konthesingha, C.; Nanayakkara, A. Performance evaluation of cement mortar produced with manufactured sand and offshore sand as alternatives for river sand. Constr. Build. Mater. 2021, 297, 18. [Google Scholar] [CrossRef]
- Kovler, K.; Roussel, N. Properties of fresh and hardened concrete. Cem. Concr. Res. 2011, 41, 775–792. [Google Scholar] [CrossRef]
- Nanthagopalan, P.; Santhanam, M. Fresh and hardened properties of selfcompacting concrete produced with MS. Cem. Concr. Compos. 2011, 33, 353–358. [Google Scholar] [CrossRef]
- de Juan, M.S.; Gutiérrez, P.A. Study on the influence of attached mortar content on the properties of RAC aggregate. Constr. Build. Mater. 2009, 23, 872–877. [Google Scholar] [CrossRef]
- Pacheco, J.N.; de Brito, J.; Chastre, C.; Evangelista, L. Uncertainty of shear resistance models: Influence of RAC aggregate on beams with and without shear reinforcement. Eng. Struct. 2020, 204, 109905. [Google Scholar] [CrossRef]
- Corinaldesi, V. Mechanical and elastic behaviour of concretes made of recycled-concrete coarse aggregates. Const. Build. Mater. 2010, 24, 1616–1620. [Google Scholar] [CrossRef]
- Rahal, K. Mechanical properties of concrete with RCA. Build. Environ. 2007, 42, 407–415. [Google Scholar] [CrossRef]
- Bravo, M.; de Brito, J.; Evangelista, L.; Pacheco, J. Durability and shrinkage of concrete with CDW as recycled aggregates: Benefits from superplasticizer’s incorporation and influence of CDW composition. Constr. Build. Mater. 2018, 168, 818–830. [Google Scholar] [CrossRef]
- Rahal, K.N.; Alrefaei, Y.T. Shear strength of longitudinally reinforced RAC beams. Eng. Struct. 2017, 145, 273–282. [Google Scholar] [CrossRef]
- Kim, J.; Grabiec, A.M.; Ubysz, A.; Yang, S.; Kim, N. Influence of Mix Design on Physical, Mechanical and Durability Properties of Multi-Recycled Aggregate Concrete. Materials 2023, 16, 2744. [Google Scholar] [CrossRef] [PubMed]
- Lei, B.; Li, W.; Tang, Z.; Li, Z.; Tam, V.W.Y. Effects of environmental actions, recycled aggregate quality and modification treatments on durability performance of recycled concrete. J. Mater. Res. Technol. 2020, 9, 13375–13389. [Google Scholar] [CrossRef]
- Mohmmad, S.H.; Shakor, P.; Muhammad, J.H.; Hasan, M.F.; Karakouzian, M. Sustainable Alternatives to Cement: Synthesizing Metakaolin-Based Geopolymer Concrete Using Nano-Silica. Constr. Mater. 2023, 3, 276–286. [Google Scholar] [CrossRef]
- Elhadi, K.M.; Ali, T.; Qureshi, M.Z.; Anwar, N.; Zaid, O.; Majdi, A.; Qaisar, M. Improving the engineering properties of sustainable recycled aggregate concrete modified with metakaolin. Case Stud. Constr. Mat. 2023, 19, e02430. [Google Scholar] [CrossRef]
- Altuki, R.; Ley, M.T.; Cook, D.; Gudimettla, M.J.; Praul, M. Increasing sustainable aggregate usage in concrete by quantifying the shape and gradation of manufactured sand. Constr. Build. Mater. 2022, 321, 125593. [Google Scholar] [CrossRef]
- Yang, R.; Yu, R.; Shui, Z.H.; Guo, C.; Wu, S.; Gao, X.; Peng, S. The physical and chemical impact of manufactured sand as a partial replacement material in Ultra-High Performance Concrete (UHPC). Cem. Concr. Compos. 2019, 99, 203–213. [Google Scholar] [CrossRef]
- Shen, W.G.; Liu, Y.; Wang, Z.W.; Cao, L.H.; Wu, D.L.; Wang, Y.J.; Ji, X.L. Inflfluence of manufactured sand’s characteristics on its concrete performance. Constr. Build. Mater. 2018, 172, 574–583. [Google Scholar] [CrossRef]
- Feng, J.C.; Dong, C.Q.; Chen, C.H.; Wang, X.J.; Qian, Z.Q. Effect of Manufactured Sand with Different Quality on Chloride Penetration Resistance of High-Strength Recycled Concrete. Materials 2021, 14, 7101. [Google Scholar] [CrossRef]
- Zeyad, A.M.; Tayeh, B.A.; Adesina, A.; De Azevedo, A.R.G.; Amin, M.; Hadzima-Nyarko, M.; Agwa, I.S. Review on effect of steam curing on behavior of concrete. Clean. Mater. 2022, 3, 100042. [Google Scholar] [CrossRef]
- Zeyad, A.M.; Johari, M.A.M.; Alharbi, Y.R.; Abadel, A.A.; Amran, Y.H.M.; Tayeh, B.A.; Abutaleb, A. Influence of steam curing regimes on the properties of ultrafine POFA-based high-strength green concrete. J. Build. Eng. 2021, 38, 102204. [Google Scholar] [CrossRef]
- Shi, J.; Liu, B.; Wu, X.; Qin, J.; Jiang, J.; He, Z. Evolution of mechanical properties and permeability of concrete during steam curing process. J. Build. Eng. 2020, 32, 101796. [Google Scholar] [CrossRef]
- Naas, A.; Taha-Hocine, D.; Salim, G.; Michèle, Q. Combined effect of powdered dune sand and steam-curing using solar energy on concrete characteristics. Constr. Build. Mater. 2022, 322, 126474. [Google Scholar] [CrossRef]
- Wang, M.; Xie, Y.; Long, G.; Ma, C.; Zeng, X. Microhardness characteristics of high strength cement paste and interfacial transition zone at different curing regimes. Constr. Build. Mater. 2019, 221, 151–162. [Google Scholar] [CrossRef]
- Shi, J.; Liu, B.; Shen, S.; Tan, J.; Dai, J.; Ji, R. Effect of curing regime on long-term mechanical strength and transport properties of steam-cured concrete. Constr. Build. Mater. 2020, 255, 119407. [Google Scholar] [CrossRef]
- Ramezanianpour, A.A.; Khazali, M.H.; Vosoughi, P. Effect of steam curing cycles on strength and durability of SCC: A case study in precast concrete. Constr. Build. Mater. 2013, 49, 807–813. [Google Scholar] [CrossRef]
- Zou, C.; Long, G.; Ma, C.; Xie, Y. Effect of subsequent curing on surface permeability and compressive strength of steam-cured concrete. Constr. Build. Mater. 2018, 188, 424–432. [Google Scholar] [CrossRef]
- Yang, Q.; Yang, Q.; Zhu, P. Scaling and corrosion resistance of steam-cured concrete. Cem. Concr. Res. 2003, 33, 1057–1061. [Google Scholar] [CrossRef]
- Corominas, A.G.; Etxeberria, M.; Poon, C.S. Influence of steam curing on the pore structures and mechanical properties of fly-ash high performance concrete prepared with recycled aggregates. Cem. Concr. Compos. 2016, 71, 77–84. [Google Scholar] [CrossRef]
- Duan, Y.; Wang, Q.C.; Yang, Z.J.; Cui, X.N.; Liu, F.; Chen, H. Research on the effect of steam curing temperature and duration on the strength of manufactured sand concrete and strength estimation model considering thermal damage. Constr. Build. Mater. 2022, 315, 125531. [Google Scholar] [CrossRef]
- GB/T 14684-2022; Sand for Construction. Chinese Standard Press: Beijing, China, 2022.
- GB/T 14685-2022; Pebble and Crushed Stone for Construction. Chinese Standard Press: Beijing, China, 2022.
- Chen, J.; Wang, D. A new method for mix proportion of high performance concrete (HPC)—Total calculation method. Chin. Ceram. Soc. 2000, 28, 194–198. (In Chinese) [Google Scholar] [CrossRef]
- GB/T 50081-2019; Standard for Test Methods of Concrete Physical and Mechanical Properties. China Architecture and Building Press: Beijing China, 2019.
- Soutsos, M.; Kanavaris, F. Applicability of the Modified Nurse-Saul (MNS) maturity function for estimating the effect of temperature on the compressive strength of GGBS concretes. Constr. Build. Mater. 2023, 381, 131250. [Google Scholar] [CrossRef]
- Richardson, I.G. Tobermorite/jennite-and tobermorite/calcium hydroxide-based models for the structure of CSH: Applicability to hardened pastes of tricalcium silicate, β-dicalcium silicate, Portland cement, and blends of Portland cement with blast-furnace slag, metakaolin, or silica fume. Cem. Concr. Res. 2004, 34, 1733–1777. [Google Scholar] [CrossRef]
- Wiehle, P.; Simon, S.; Baier, J.; Dennin, L. Influence of relative humidity on the strength and stiffness of unstabilised earth blocks and earth masonry mortar. Constr. Build. Mater. 2022, 342, 128026. [Google Scholar] [CrossRef]
- Soutsos, M.; Kanavaris, F.; Elsageer, M. Accuracy of maturity functions strength estimates for fly ash concretes cured at elevated temperatures. Constr. Build. Mater. 2021, 266, 121043. [Google Scholar] [CrossRef]
- Hansen, P.F.; Pedersen, E.J. Maturity Computer for Controlled Curing and Hardening of Concrete. Natl. Acad. Sci. Eng. Med. 1977, 1, 19–34. Available online: https://www.researchgate.net/publication/284492192_Maturity_computer_for_controlled_curing_and_hardening_of_concrete (accessed on 3 January 2023).
- RILEM TECHNICAL COMMITTEE 119-TCE. Adiabatic and semi adiabatic calorimetry to determine the temperature rise in concrete due to hydration heat of the cement. Mater. Struct. 1997, 30, 451–464. [Google Scholar] [CrossRef]
- ASTM C1074–11; Standard Practice for Estimating Concrete Strength by the Maturity Method. ASTM International: West Conshohocken, PA, USA, 2011.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Loss on Ignition (%) | SO3 (%) | Al2O3 (%) | Fe2O3 (%) | SiO2 (%) | CaO (%) | Specific Surface Area (m2/kg) | 3 d Flexural Strength (MPa) | 3 d Compressive Strength (MPa) | |
|---|---|---|---|---|---|---|---|---|---|
| Cement | 4.02 | 1.81 | 7.33 | 3.75 | 21.35 | 60.71 | 360 | 5.3 | 26.5 |
| Fly ash | 1.8 | 0.8 | 28.31 | 3.69 | 52.32 | 3.81 | 470 | / | / |
| Material | Apparent Density (kg/m3) | Fineness Modulus | Crushing Value (%) | Stone Powder Content (%) | MB a | 24 h Water Absorption (%) | Adsorption Mortar Content (%) |
|---|---|---|---|---|---|---|---|
| RS | 2589 | 2.4 | 17.4 | / | / | / | / |
| MS | 2669 | 2.7 | 24.5 | 10.6 | 1.7 | 5.4 | / |
| RCA | 2520 | / | 16.2 | / | / | 2.6 | 32 |
| Concrete | W/B | RCA | Fine Aggregate | Cement | FA | Water | Additional Water | Water Reducing Agent | |
|---|---|---|---|---|---|---|---|---|---|
| RS | MS | ||||||||
| RAC30 | 0.46 | 956.9 | 753.2 | / | 288.5 | 123.6 | 189.6 | 20.1 | 3.24 |
| MRC30 | 0.46 | 956.9 | / | 760 | 288.5 | 123.6 | 189.6 | 46.7 | 3.24 |
| RAC35 | 0.42 | 963.3 | 744.5 | / | 303.2 | 129.9 | 181.9 | 20.3 | 3.42 |
| MRC35 | 0.42 | 963.3 | / | 753.7 | 303.2 | 129.9 | 181.9 | 46.1 | 3.42 |
| RAC40 | 0.38 | 987.9 | 721.5 | / | 318 | 136.3 | 172.6 | 20.8 | 3.63 |
| MRC40 | 0.38 | 987.9 | / | 728.9 | 318 | 136.3 | 172.6 | 44.5 | 3.63 |
| Time | Standard Curing | 40 °C | 50 °C | 60 °C | 70 °C | 80 °C |
|---|---|---|---|---|---|---|
| Before heating | / | 0.125 | 0.125 | 0.125 | 0.125 | 0.125 |
| After heating | / | 0.26 | 0.37 | 0.52 | 0.73 | 1.41 |
| Before cooling | / | 0.85 | 1.26 | 1.81 | 2.56 | 3.96 |
| After cooling | / | 0.99 | 1.50 | 2.21 | 3.17 | 5.25 |
| 1 d | 1 | 1.44 | 1.87 | 2.50 | 3.38 | 5.37 |
| 3 d | 3 | 3.44 | 3.87 | 4.50 | 5.38 | 7.37 |
| 7 d | 7 | 7.44 | 7.87 | 8.50 | 9.38 | 11.37 |
| 14 d | 14 | 14.44 | 14.87 | 15.50 | 16.38 | 18.37 |
| 28 d | 28 | 28.44 | 28.87 | 29.50 | 30.38 | 32.37 |
| Temp (°C) | Regression Parameters | ||||
|---|---|---|---|---|---|
| Su (MPa) | k (1/day) | t0 (day) | R2 | ||
| MRC30 | standard | 38.87856 | 0.18754 | 0.01611 | 0.99473 |
| 40 | 37.52722 | 0.2703 | 0.07573 | 0.99687 | |
| 50 | 35.89052 | 0.3223 | 0.08424 | 0.99193 | |
| 60 | 34.56026 | 0.3334 | 0.09971 | 0.9862 | |
| 70 | 33.7804 | 0.3492 | 0.16252 | 0.98993 | |
| 80 | 33.40744 | 0.3530 | 0.49494 | 0.98893 | |
| MRC35 | standard | 44.65274 | 0.20758 | 0.07925 | 0.98298 |
| 40 | 44.3649 | 0.22326 | 0.01412 | 0.98315 | |
| 50 | 42.91311 | 0.29345 | 0.02541 | 0.95013 | |
| 60 | 41.64182 | 0.33739 | 0.03412 | 0.96176 | |
| 70 | 40.72913 | 0.33432 | 0.04243 | 0.95594 | |
| 80 | 39.64537 | 0.29914 | 0.05004 | 0.96384 | |
| MRC40 | standard | 51.36229 | 0.25461 | 0.30459 | 0.98876 |
| 40 | 50.29198 | 0.27147 | 0.02547 | 0.97887 | |
| 50 | 46.71335 | 0.44744 | 0.06578 | 0.95535 | |
| 60 | 44.93006 | 0.56294 | 0.04156 | 0.94568 | |
| 70 | 42.99299 | 0.65348 | 0.0425 | 0.92492 | |
| 80 | 41.54725 | 0.62614 | 0.02667 | 0.92975 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; Wang, X.; Zhang, T.; Zhu, P.; Liu, H. Effects of Manufactured Sand and Steam-Curing Temperature on the Compressive Strength of Recycled Concrete with Different Water/Binder Ratios. Materials 2023, 16, 7635. https://doi.org/10.3390/ma16247635
Liu X, Wang X, Zhang T, Zhu P, Liu H. Effects of Manufactured Sand and Steam-Curing Temperature on the Compressive Strength of Recycled Concrete with Different Water/Binder Ratios. Materials. 2023; 16(24):7635. https://doi.org/10.3390/ma16247635
Chicago/Turabian StyleLiu, Xiaolin, Xinjie Wang, Tianrui Zhang, Pinghua Zhu, and Hui Liu. 2023. "Effects of Manufactured Sand and Steam-Curing Temperature on the Compressive Strength of Recycled Concrete with Different Water/Binder Ratios" Materials 16, no. 24: 7635. https://doi.org/10.3390/ma16247635
APA StyleLiu, X., Wang, X., Zhang, T., Zhu, P., & Liu, H. (2023). Effects of Manufactured Sand and Steam-Curing Temperature on the Compressive Strength of Recycled Concrete with Different Water/Binder Ratios. Materials, 16(24), 7635. https://doi.org/10.3390/ma16247635