
The Influences of Nb Microalloying and Grain Refinement Thermal Cycling on Microstructure and Tribological Properties of Armox 500T

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Melting, Casting, and the Hot-Forging Process
2.2. Simulation Software
2.3. Heat Treatment Process
2.4. Differential Scanning Calorimetry (DSC) Analysis
2.5. Thin-Film X-ray Diffraction (XRD)
2.6. Metallography Characterizations
2.7. Microhardness Measurements
2.8. Tribological Investigations
3. Results and Discussion
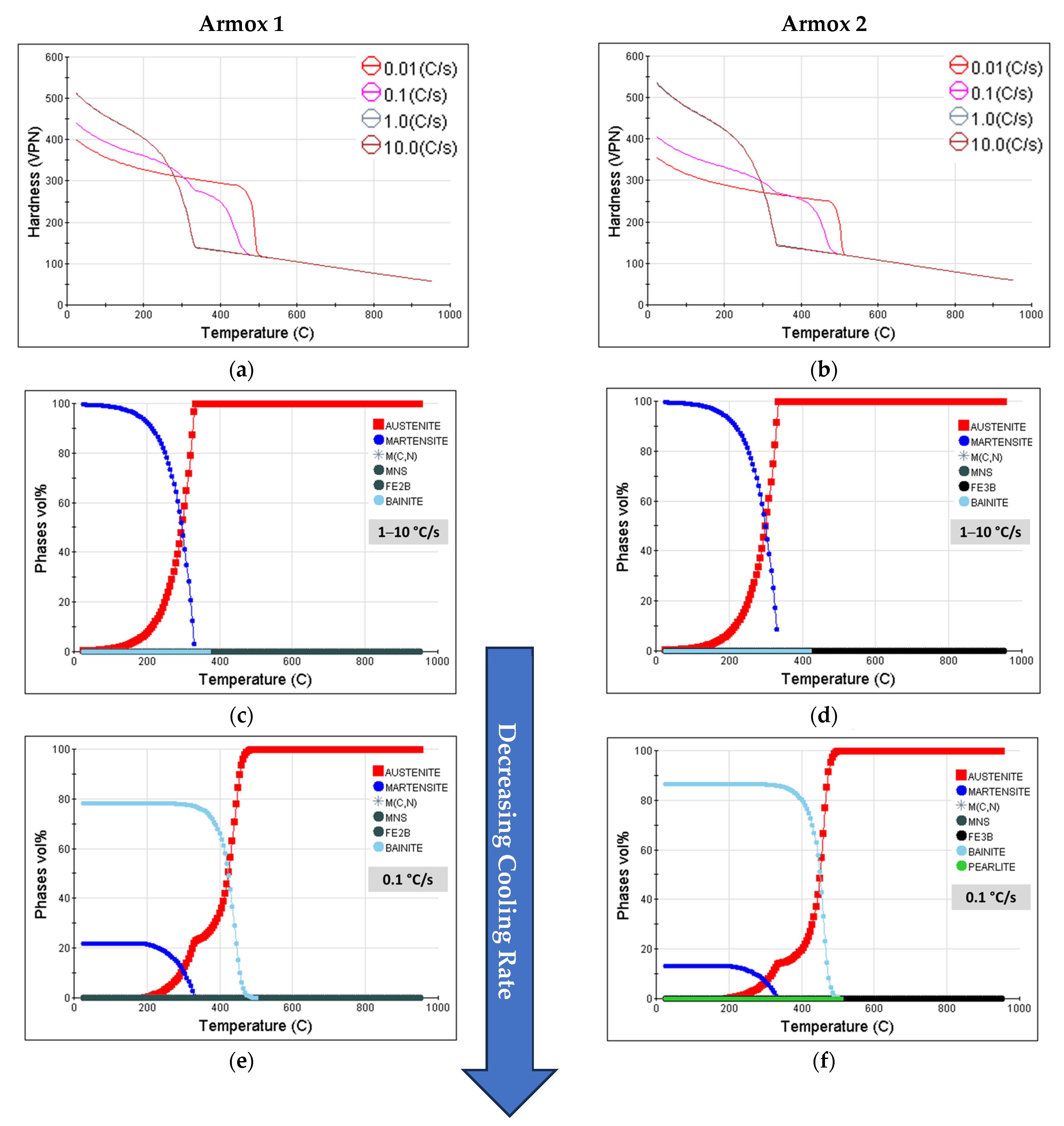
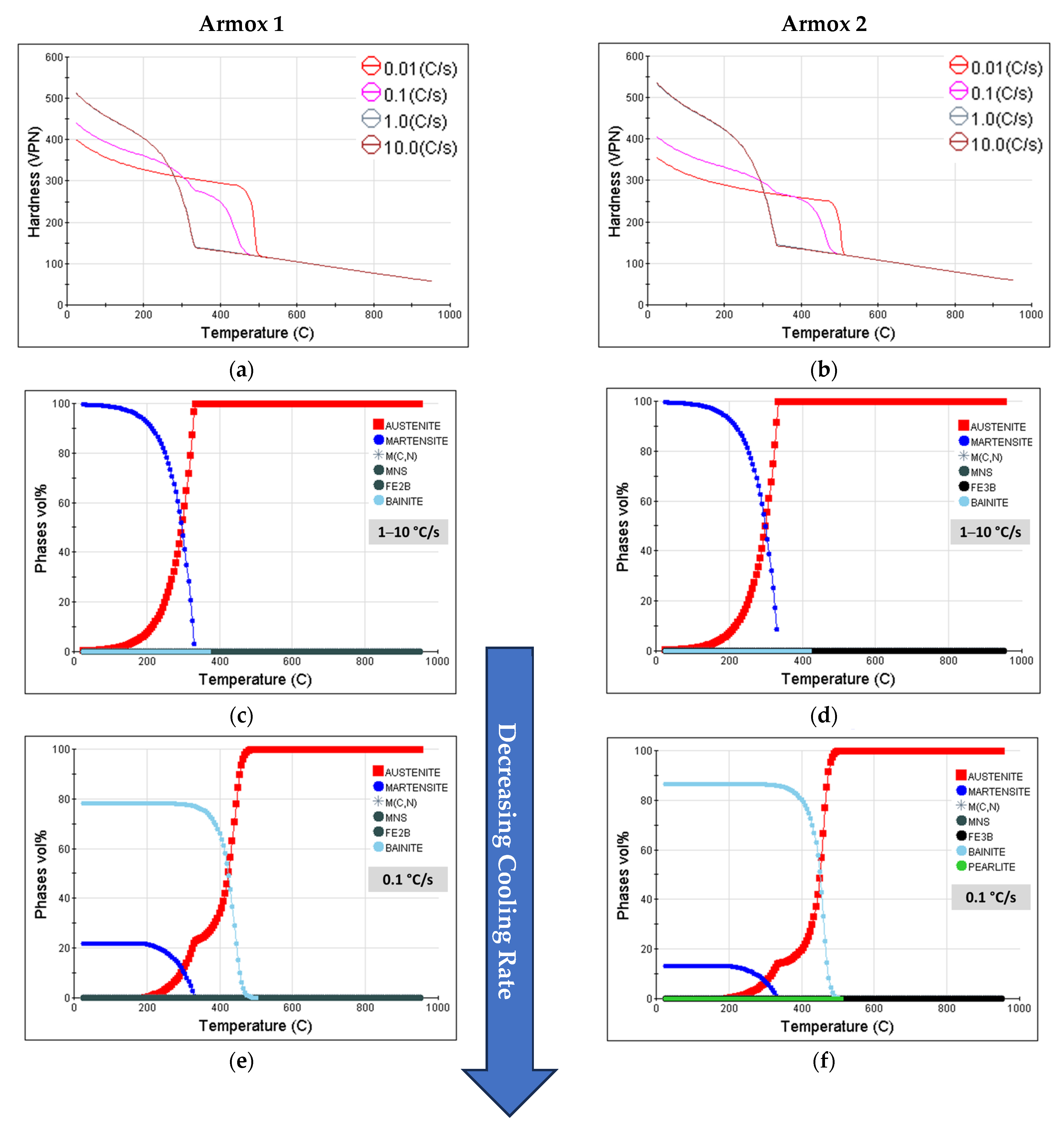
3.1. Effect of Cooling Rate on Phases and Hardness
3.2. Phase Transformations of Nb-alloyed Armox 500T Steel
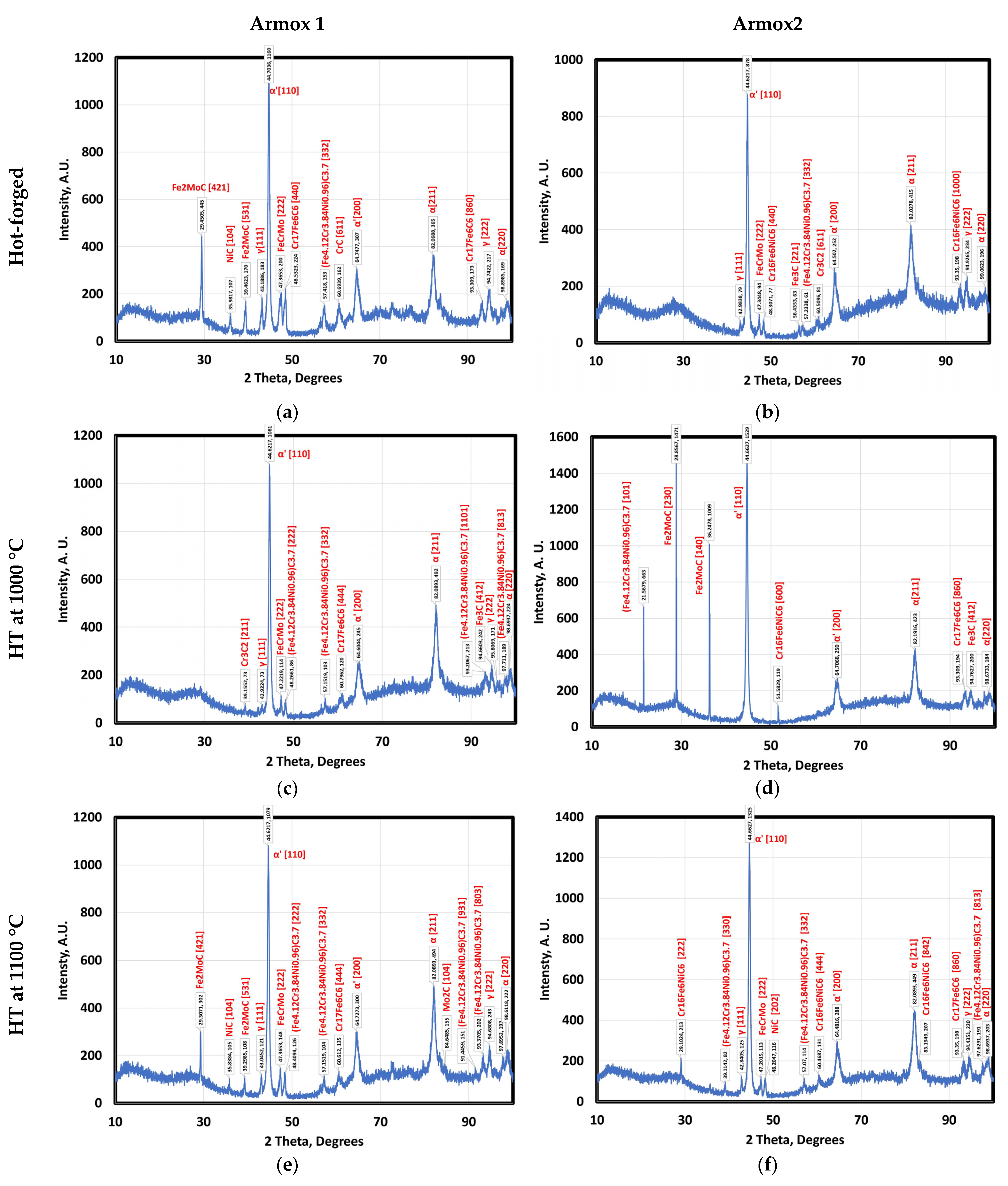
3.3. Phases and Carbide Formation
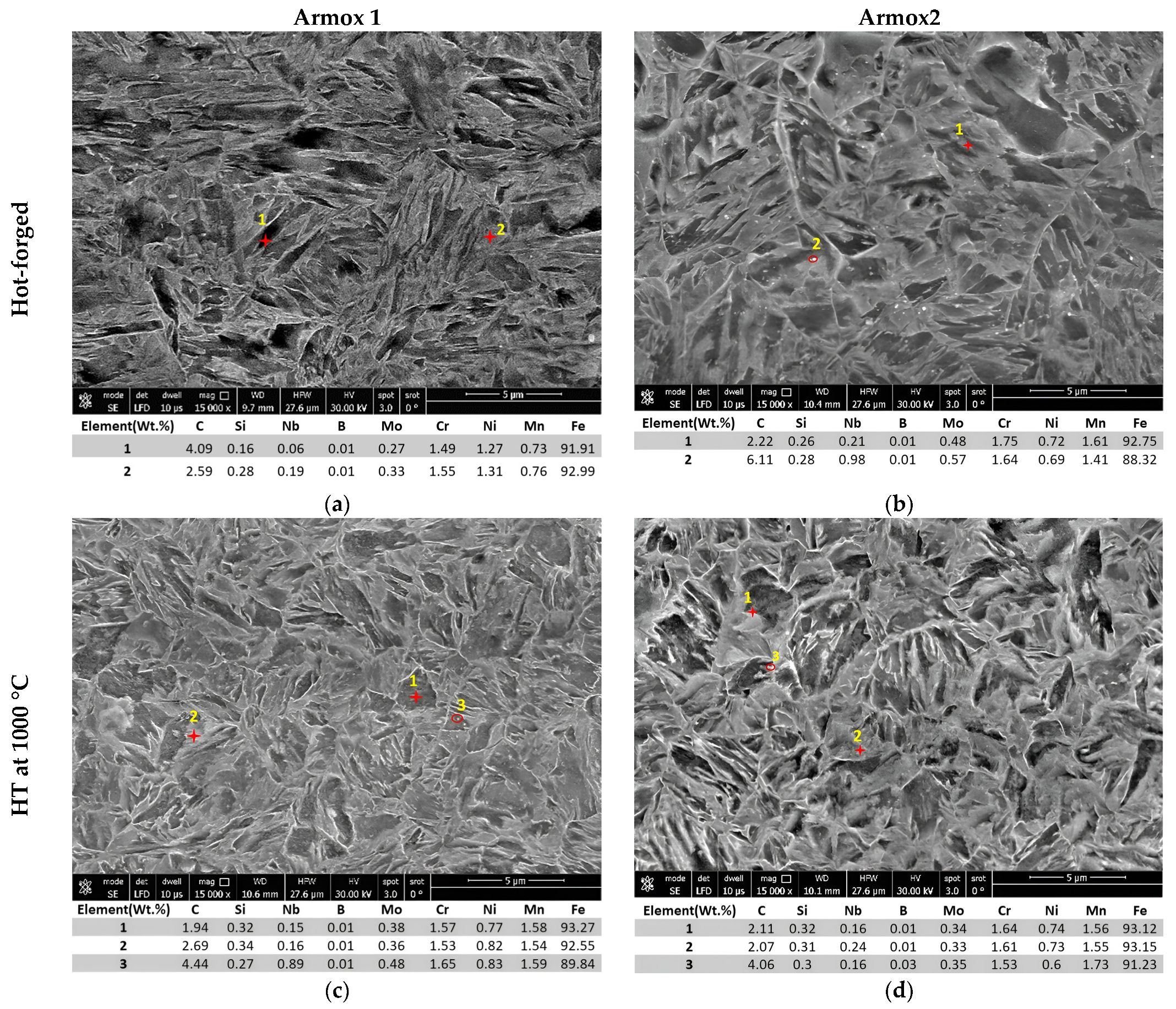
3.4. Microstructural Investigations
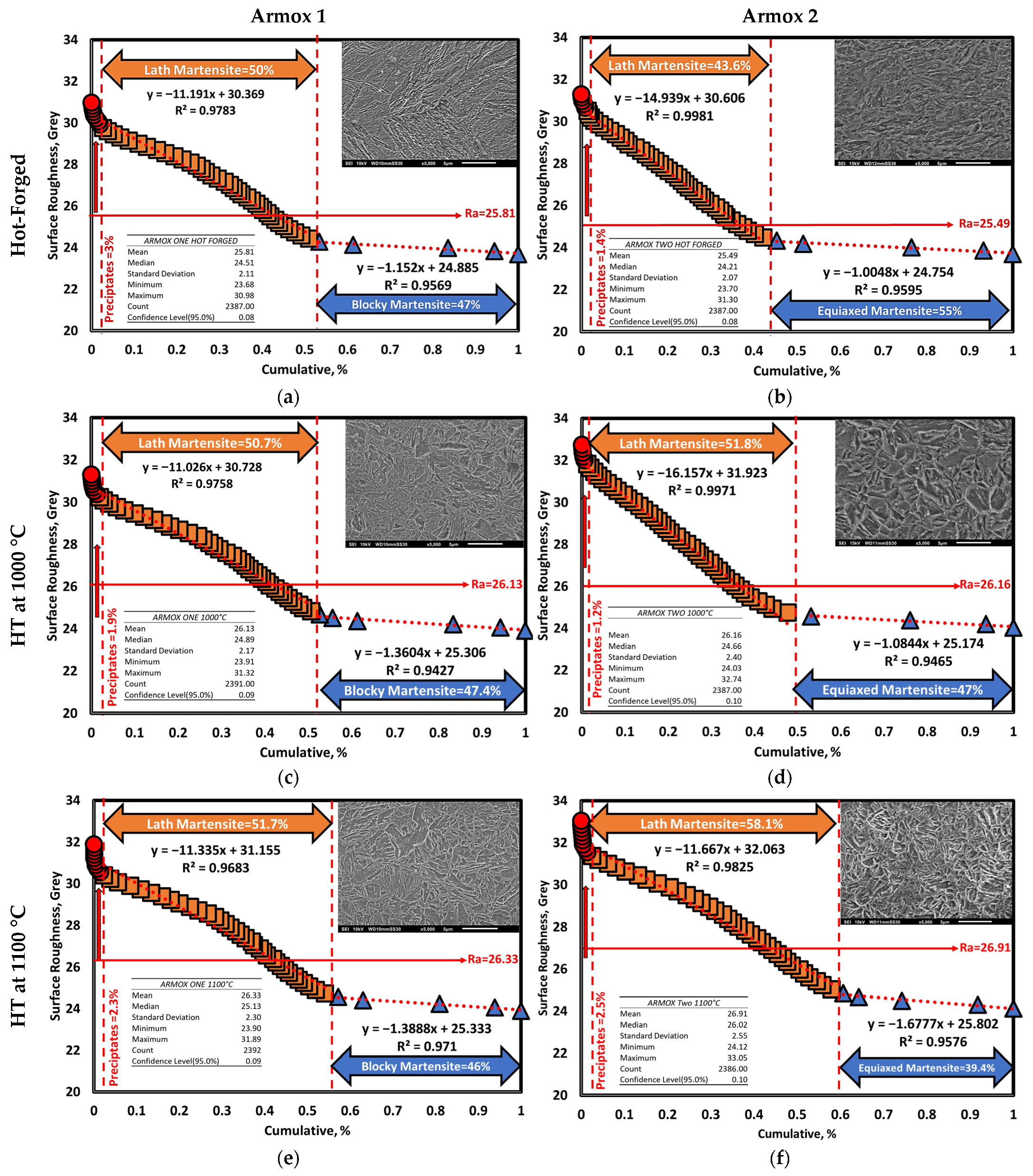
3.5. Evaluation of Phases Ratios and Surface Texture
3.6. Tribological Investigations
3.7. Microhardness
4. Conclusions
- JMATPro software (version 13.2) analysis revealed that in order to enhance hardenability, it is crucial to control the cooling rate to suppress the formation of high-temperature transformation products such as ferrite, pearlite, and bainite while promoting the formation of martensite. The results showed that at high cooling rates above 1 °C/s, the microstructures of Armox 1 and Armox 2 were fully martensitic, resulting in hardness values of 500 HV and 550 HV, respectively.
- The predicted and measured phase transformations identified several transformation temperatures (peaks), including Ac1, and the precipitation of carbides such as M3C2, MC, M7C3, M23C6, M6C, cementite, and KSI carbides. These phases were indicated in the XRD curves and thSEM microstructure via EDX analysis.
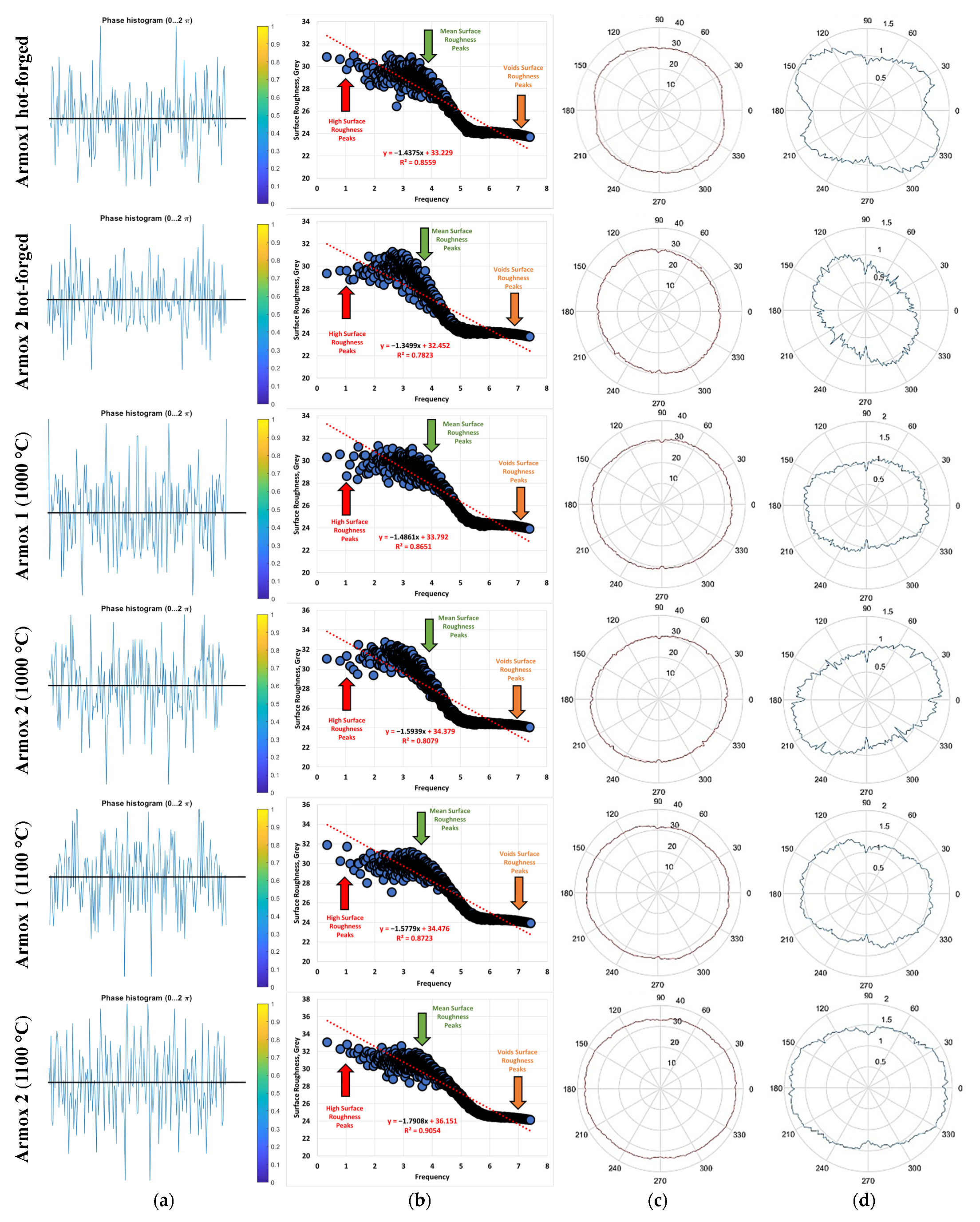
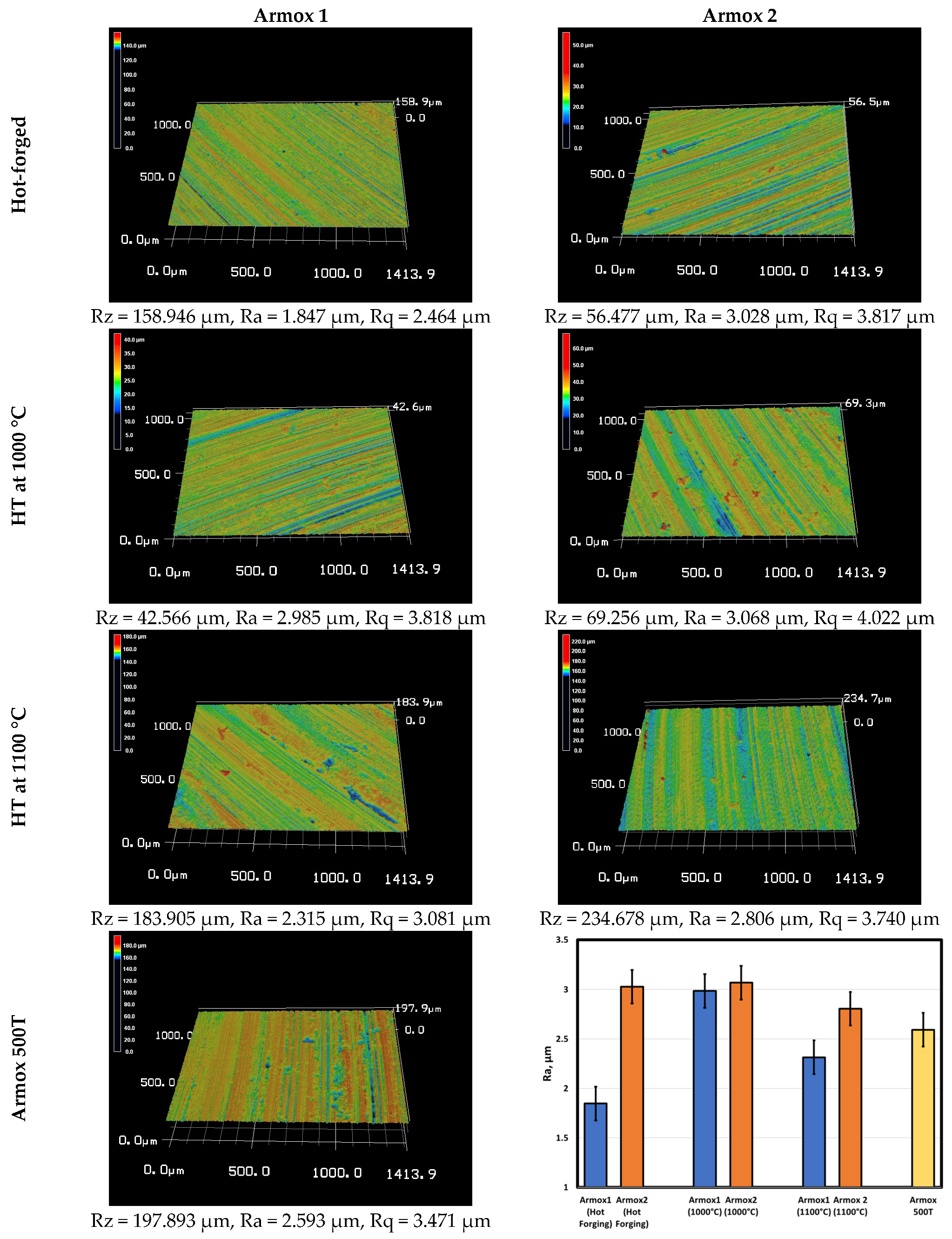
- Surface texture characterization using the Abbott–Firestone curve provided insights into the phase distribution. Three groups of peaks were identified: precipitates, short/long lath martensite, and equiaxed/blocky martensite. It was observed that when the Nb content was increased in Armox 2, the long-lath martensite and blocky martensite transformed into short-lath and equiaxed martensite with a finer structure. Moreover, the short/long lath martensite content slightly increased while equiaxed/blocky martensite content decreased after heat treatment. Moreover, the percentage of precipitates decreased in Armox 2, due to the grain refinement mechanism, which reduced the precipitation.
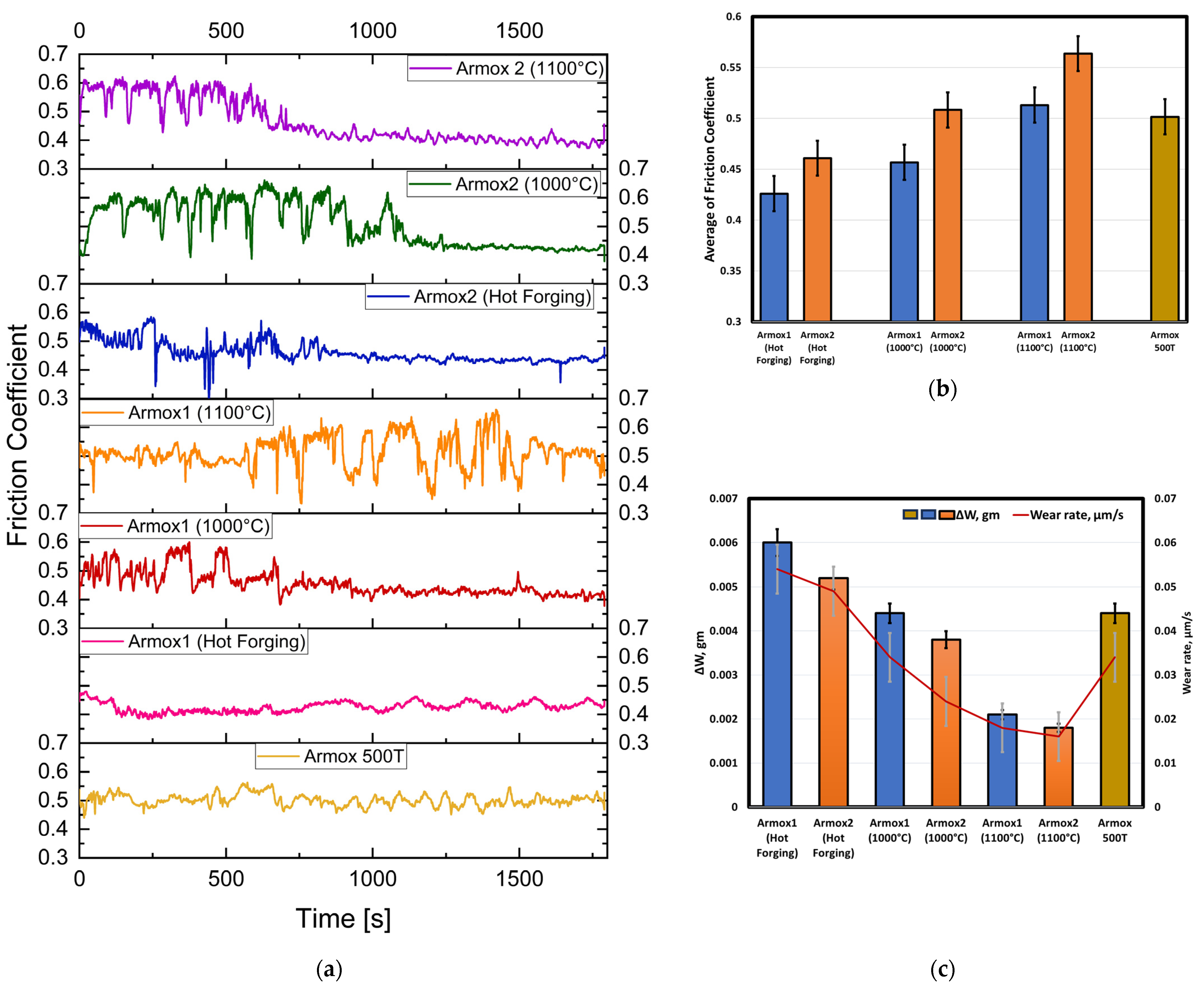
- The wear characteristics of the investigated alloys were evaluated using a pin-on-disc tribometer. The results demonstrate that alloying with Nb, along with grain refinement using a thermal cycle, significantly reduce the wear rate.
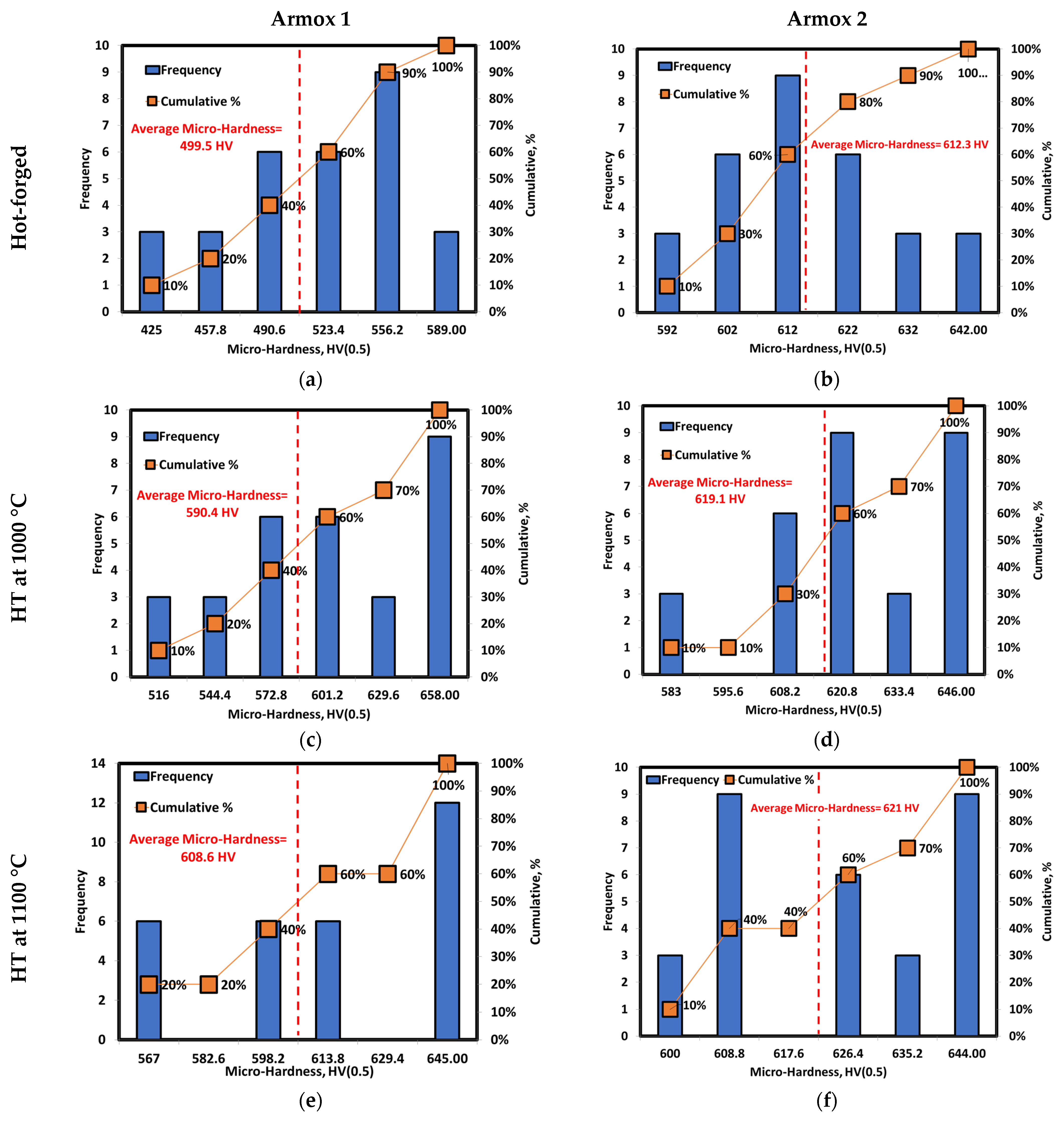
- These findings were validated using microhardness measurements, which demonstrated that the average hardness of hot-forged Armox 1 was 500 (HV 0.5). This value increased to approximately 600 (HV 0.5) with the introduction of higher Nb content or through austenite refinement via heat treatment cycles. However, in the case of Armox 2, the hardness values remained nearly the same after grain refinement via heat treatment cycles.
- In conclusion, the incorporation of Nb microalloying and austenite grain-refining heat treatment techniques in Armox 500T steel manufacture showed promising results in terms of achieving improved hardness, phase distribution, surface texture, and tribological properties. These findings contribute to the development of enhanced lightweight armor steel with superior protective properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Atapek, S.H. Development of a new armor steel and its ballistic performance. Def. Sci. J. 2013, 63, 271–277. [Google Scholar] [CrossRef]
- Edwards, M.R.; Mathewson, A. The ballistic properties of tool steel as a potential improvised armour plate. Int. J. Impact Eng. 1997, 19, 297–309. [Google Scholar] [CrossRef]
- Shokrieh, M.M.; Javadpour, G.H. Penetration analysis of a projectile in ceramic composite armor. Compos. Struct. 2008, 82, 269–276. [Google Scholar] [CrossRef]
- Khan, W.; Tufail, M.; Chandio, A.D. Characterization of Microstructure, Phase Composition, and Mechanical Behavior of Ballistic Steels. Materials 2022, 15, 2204. [Google Scholar] [CrossRef] [PubMed]
- Du, B.; Li, Q.; Zheng, C.; Wang, S.; Gao, C.; Chen, L. Application of Lightweight Structure in Automobile Bumper Beam: A Review. Materials 2023, 16, 967. [Google Scholar] [CrossRef] [PubMed]
- Zhang, W.; Xu, J. Advanced lightweight materials for Automobiles: A review. Mater. Des. 2022, 221, 110994. [Google Scholar] [CrossRef]
- Available online: https://www.ssab.com/en/brands-and-products/armox/product-offer/armox-500t (accessed on 27 April 2023).
- Pai, A.; Kini, C.R.; Shenoy, S. Development of materials and structures for shielding applications against Blast and Ballistic impact: A Detailed Review. Thin-Walled Struct. 2022, 179, 109664. [Google Scholar] [CrossRef]
- Kömi, J.; Karjalainen, P.; Porter, D. Direct-quenched structural steels. In Encyclopedia of Iron, Steel, and Their Alloys; Colas, R., Totten, G.E., Eds.; CRC Press: Boca Raton, FL, USA, 2016; Volume 1, pp. 1109–1125. [Google Scholar]
- Dikshit, S.; Kutumbarao, V.; Sundararajan, G. The influence of plate hardness on the ballistic penetration of thick steel plates. Int. J. Impact Eng. 1995, 16, 293–320. [Google Scholar] [CrossRef]
- Jena, P.K.; Kumar, K.S.; Bhat, T.B. Effect of heat treatment on mechanical and ballistic properties of ultrahigh strength DMR-1700 steel. Met. Mater. Process. 2007, 19, 339. [Google Scholar] [CrossRef]
- Celada-Casero, C.; Sietsma, J.; Santofimia, M.J. The role of the austenite grain size in the martensitic transformation in low carbon steels. Mater. Des. 2019, 167, 107625. [Google Scholar] [CrossRef]
- Xun, M.; Zhang, X.; Qi, Z.; Liu, P.; Zhang, J.; Song, Q.; Han, P. Effect of heat treatment process on precipitation of V microalloyed steel. Ironmak. Steelmak. 2023, 50, 142–149. [Google Scholar] [CrossRef]
- Caballero, F.G.; Bhadeshia, H.K.D.H.; Mawella, K.J.A.; Jones, D.G.; Brown, P. Design of novel high strength bainitic steels: Part 1. Mater. Sci. Technol. 2001, 17, 512–516. [Google Scholar] [CrossRef]
- Caballero, F.G.; Bhadeshia, H.K.D.H. Very strong bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 251–257. [Google Scholar] [CrossRef]
- Caballero, F.G.; Santofimia, M.J.; García-Mateo, C.; Chao, J.; de Andrés, C.G. Theoretical design and advanced microstructure in super high strength steels. Mater. Des. 2009, 30, 2077–2083. [Google Scholar] [CrossRef]
- Hasan, H.S.; Peet, M.J.; Avettand-Fènoël, M.-N.; Bhadeshia, H.K.D.H. Effect of tempering upon the tensile properties of a nanostructured bainitic steel. Mater. Sci. Eng. A 2014, 615, 340–347. [Google Scholar] [CrossRef]
- Atapek, Ş.H.; Zeytin, H.K.; Polat, Ş.; Güven, G. Metallographic examinations on quenched and tempered steels subjected to ballistic impact. J. Dyn. Behav. Mater. 2017, 3, 426–435. [Google Scholar] [CrossRef]
- Maweja, K.; Stumpf, W. The design of advanced performance high strength low-carbon martensitic armour steels: Microstructural considerations. Mater. Sci. Eng. A 2008, 480, 160–166. [Google Scholar] [CrossRef]
- Dyar, C.N. Effects of Nb Additions and Accompanying Heat Treatments on Material and Mechanical Properties of Armor Steels Manufactured in Small Scale. Master’s Thesis, Mississippi State University, Starkville, MS, USA, 4 May 2018. [Google Scholar]
- Ali, M.; Nyo, T.; Kaijalainen, A.; Javaheri, V.; Tervo, H.; Hannula, J.; Kömi, J. Incompatible effects of B and B+Nb additions and inclusions’ characteristics on the microstructures and mechanical properties of low-carbon steels. Mater. Sci. Eng. A 2021, 819, 141453. [Google Scholar] [CrossRef]
- Hara, T.; Asahi, H.; Uemori, R.; Tamehiro, H. Role of combined addition of niobium and boron and of molybdenum and boron on hardenability in low carbon steels. ISIJ Int. 2004, 44, 1431–1440. [Google Scholar] [CrossRef]
- Williams, T.M.; Stoneham, A.M.; Harries, D.R. The segregation of boron to grain boundaries in solution-treated Type 316 austenitic stainless steel. Met. Sci. 1976, 10, 14–19. [Google Scholar] [CrossRef]
- Jun, H.; Kang, J.S.; Seo, D.H.; Kang, K.B.; Park, C.G. Effects of deformation and boron on microstructure and continuous cooling transformation in low carbon HSLA steels. Mater. Sci. Eng. A 2006, 422, 157–162. [Google Scholar] [CrossRef]
- Weng, Y. (Ed.) Ultra-Fine Grained Steels; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2009. [Google Scholar] [CrossRef]
- Białobrzeska, B. Effect of boron accompanied by chromium, vanadium and titanium on kinetics of austenite grain growth. Ironmak. Steelmak. 2021, 48, 649–676. [Google Scholar] [CrossRef]
- Perez, M.; Courtois, E.; Reyes, D.A.; Epicier, T.; Maugis, P. Precipitation of niobium carbonitrides: Chemical composition measurements and modeling. Mater. Sci. Forum 2007, 539–543, 4196–4201. [Google Scholar] [CrossRef]
- Qiao, G.-Y.; Cao, Y.-B.; Liao, B.; Xiao, F.-R. Effect of hot deformation and Nb precipitation on continuous cooling transformation of a high-Nb steel. Ironmak. Steelmak. 2017, 44, 359–367. [Google Scholar] [CrossRef]
- Wu, D.; Wang, F.; Cheng, J.; Li, C. Effect of Nb and V on austenite grain growth behavior of the Cr-Mo-V steel for brake discs. High Temp. Mater. Process. 2018, 37, 899–907. [Google Scholar] [CrossRef]
- Akben, M.G.; Weiss, I.; Jonas, J.J. Dynamic precipitation and solute hardening in A V microalloyed steel and two Nb steels containing high levels of Mn. Acta Metall. 1981, 29, 111–121. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, D.; Liu, Y.; Li, H.; Xu, D. Effect of dissolution and precipitation of Nb on the formation of acicular ferrite/bainite ferrite in low-carbon HSLA steels. Mater. Char. 2013, 84, 232–239. [Google Scholar] [CrossRef]
- Béreš, M.; Weirich, T.E.; Hulka, K.; Mayer, J. TEM investigations of fine niobium precipitates in HSLA steel. Steel Res. Int. 2004, 75, 753–758. [Google Scholar] [CrossRef]
- El-Shenawy, E.H.; Farahat, A.I. Surface quality and dry sliding wear behavior of AZ61Mg alloy using Abbott firestone technique. Sci. Rep. 2023, 13, 12437. [Google Scholar] [CrossRef]
- Suh, N.P.; Sin, H.C. The genesis of friction. Wear 1981, 69, 91–114. [Google Scholar] [CrossRef]
- Zheng, G.; Zhao, G.; Cheng, X.; Xu, R.; Zhao, J.; Zhang, H. Frictional and wear performance of TiAlN/TiN coated tool against high-strength steel. Ceram. Int. 2018, 44, 6878–6885. [Google Scholar] [CrossRef]
- Tian, X.; Zhang, Y.; Li, J. Investigation on tribological behavior of advanced high strength steels: Influence of hot stamping process parameters. Tribol. Lett. 2012, 45, 489–495. [Google Scholar] [CrossRef]
- Saxena, A.; Kumaraswamy, A.; Madhu, V.; Reddy, G.M. Study of tribological characteristics of multi-pass SMAW armox 500T steel joints. J. Mater. Eng. Perform. 2018, 27, 4300–4307. [Google Scholar] [CrossRef]
- Wang, Y.; Karasev, A.; Park, J.H.; Jönsson, P.G. Non-metallic Inclusions in Different Ferroalloys and Their Effect on the Steel Quality: A Review. Metall. Mater. Trans. B 2021, 52, 2892–2925. [Google Scholar] [CrossRef]
- Chen, Z.; Loretto, M.H.; Cochrane, R.C. Nature of large precipitates in titanium-containing HSLA steels. Mater. Sci. Technol. 1987, 3, 836–844. [Google Scholar] [CrossRef]
- Gong, P.; Palmiere, E.J.; Rainforth, W.M. Dissolution and precipitation behaviour in steels microalloyed with niobium during thermomechanical processing. Acta Mater. 2015, 97, 392–403. [Google Scholar] [CrossRef]
- Youssef, M.; El-Shenawy, E.; Khair-Eldeen, W.; Adachi, T.; Nofal, A.; Hassan, M.A. Microstructure Evolution and Phase Transformations in Microalloyed Armox 500t Steel during a Dilatation Process. Mater. Technol. 2023, 57, 433–440. [Google Scholar] [CrossRef]
- ASTM E384-22; Standard Test Method for Microindentation Hardness of Materials. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM G99-05; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2010.
- DIN 50324-07; Tribology; Testing of Friction and Wear Model Test for Sliding Friction of Solids (Ball on Disc System). German Institute for Standardisation (Deutsches Institut für Normung): Berlin, Germany, 1992.
- ISO 25178-2:2021; Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters. International Organization for Standardization (ISO): Geneva, Switzerland, 2021.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy No. | C | Si | Mn | Cr | Mo | Ni | Nb | B | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Armox 1 | 0.25 | 0.22 | 0.87 | 1.22 | 0.7 | 1.69 | 0.07 | 0.0035 | 0.013 | 0.008 | Bal. |
| Armox 2 | 0.28 | 0.18 | 0.70 | 1.21 | 0.64 | 1.64 | 0.13 | 0.0046 | 0.013 | 0.008 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Youssef, M.; El-Shenawy, E.H.; Khair-Eldeen, W.; Adachi, T.; Nofal, A.; Hassan, M.A. The Influences of Nb Microalloying and Grain Refinement Thermal Cycling on Microstructure and Tribological Properties of Armox 500T. Materials 2023, 16, 7485. https://doi.org/10.3390/ma16237485
Youssef M, El-Shenawy EH, Khair-Eldeen W, Adachi T, Nofal A, Hassan MA. The Influences of Nb Microalloying and Grain Refinement Thermal Cycling on Microstructure and Tribological Properties of Armox 500T. Materials. 2023; 16(23):7485. https://doi.org/10.3390/ma16237485
Chicago/Turabian StyleYoussef, Mervat, Eman H. El-Shenawy, Wael Khair-Eldeen, Tadaharu Adachi, Adel Nofal, and Mohsen A. Hassan. 2023. "The Influences of Nb Microalloying and Grain Refinement Thermal Cycling on Microstructure and Tribological Properties of Armox 500T" Materials 16, no. 23: 7485. https://doi.org/10.3390/ma16237485
APA StyleYoussef, M., El-Shenawy, E. H., Khair-Eldeen, W., Adachi, T., Nofal, A., & Hassan, M. A. (2023). The Influences of Nb Microalloying and Grain Refinement Thermal Cycling on Microstructure and Tribological Properties of Armox 500T. Materials, 16(23), 7485. https://doi.org/10.3390/ma16237485