
Microstructure and Mechanical Properties of In Situ Synthesized Metastable β Titanium Alloy Composite from Low-Cost Elemental Powders

 , ,
, ,  ,
,  and
and 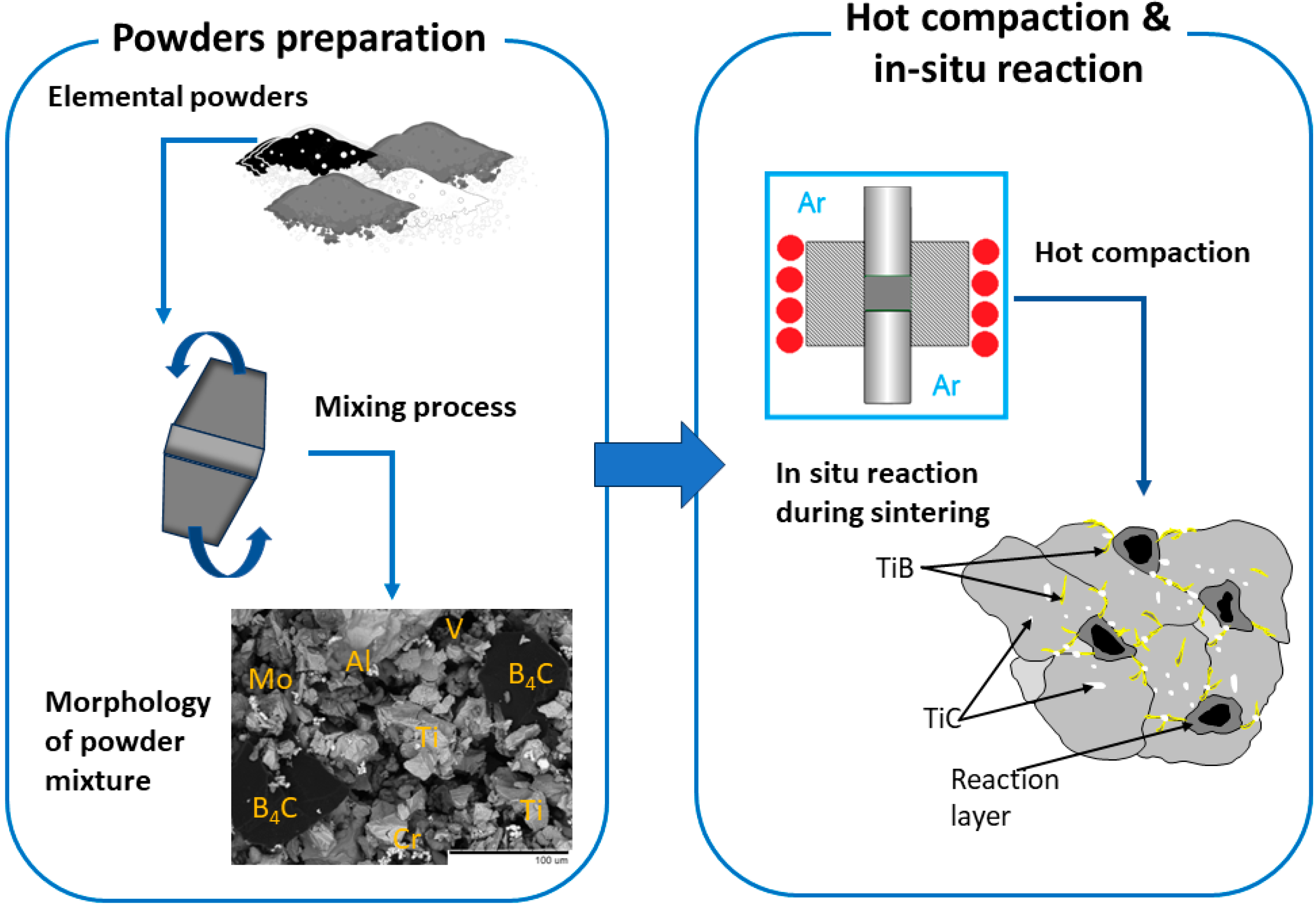{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Phase Identification and Microstructure Observations
3.2. Mechanical Properties
4. Discussion
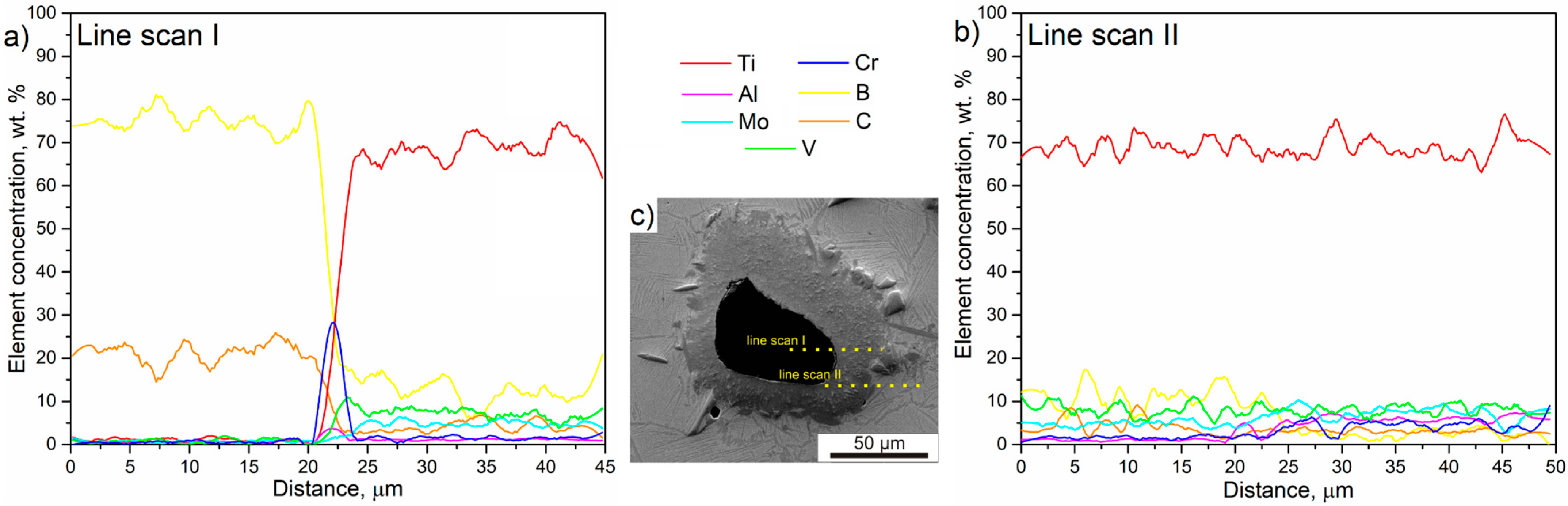
4.1. In Situ Reaction and Diffusion Behavior
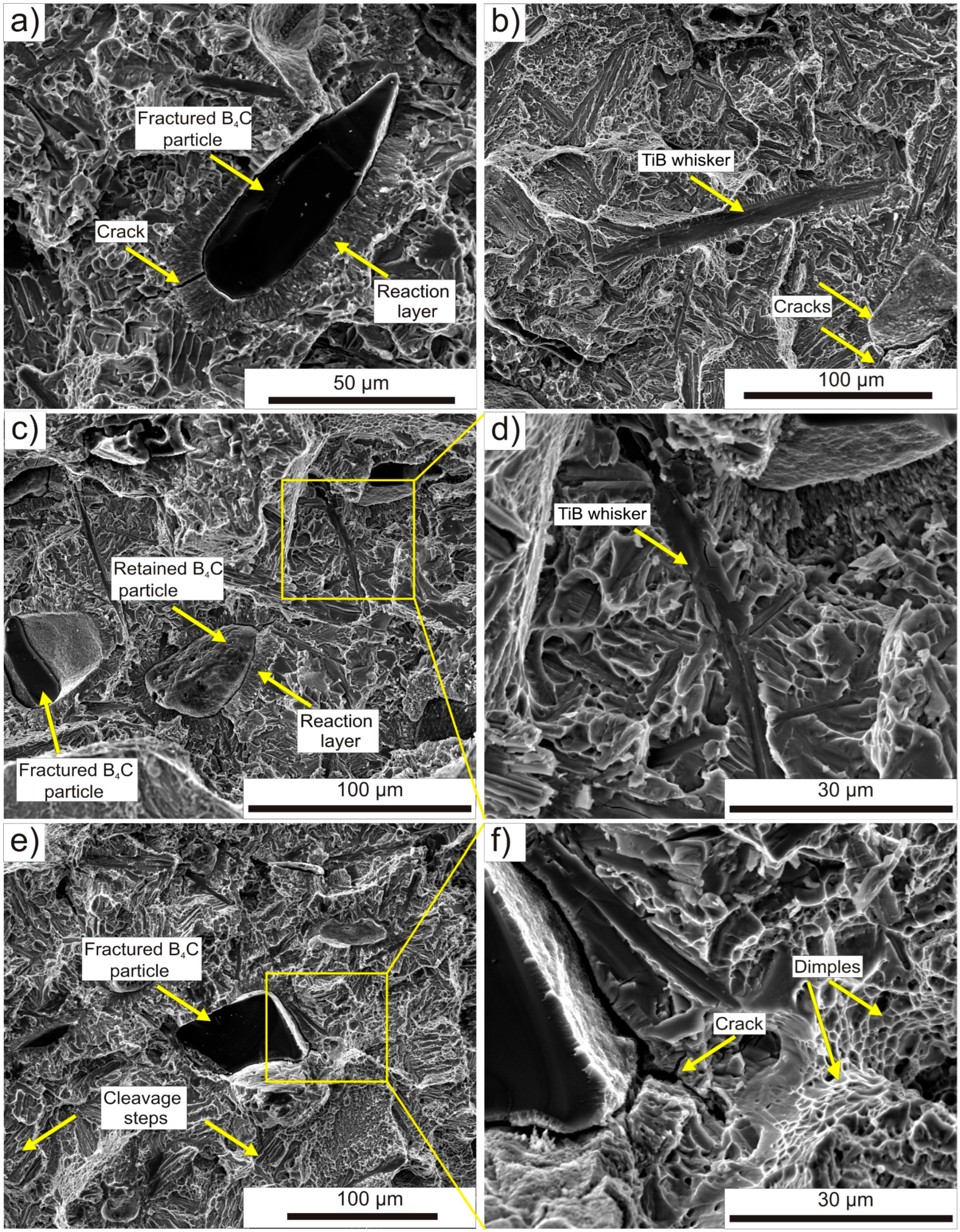
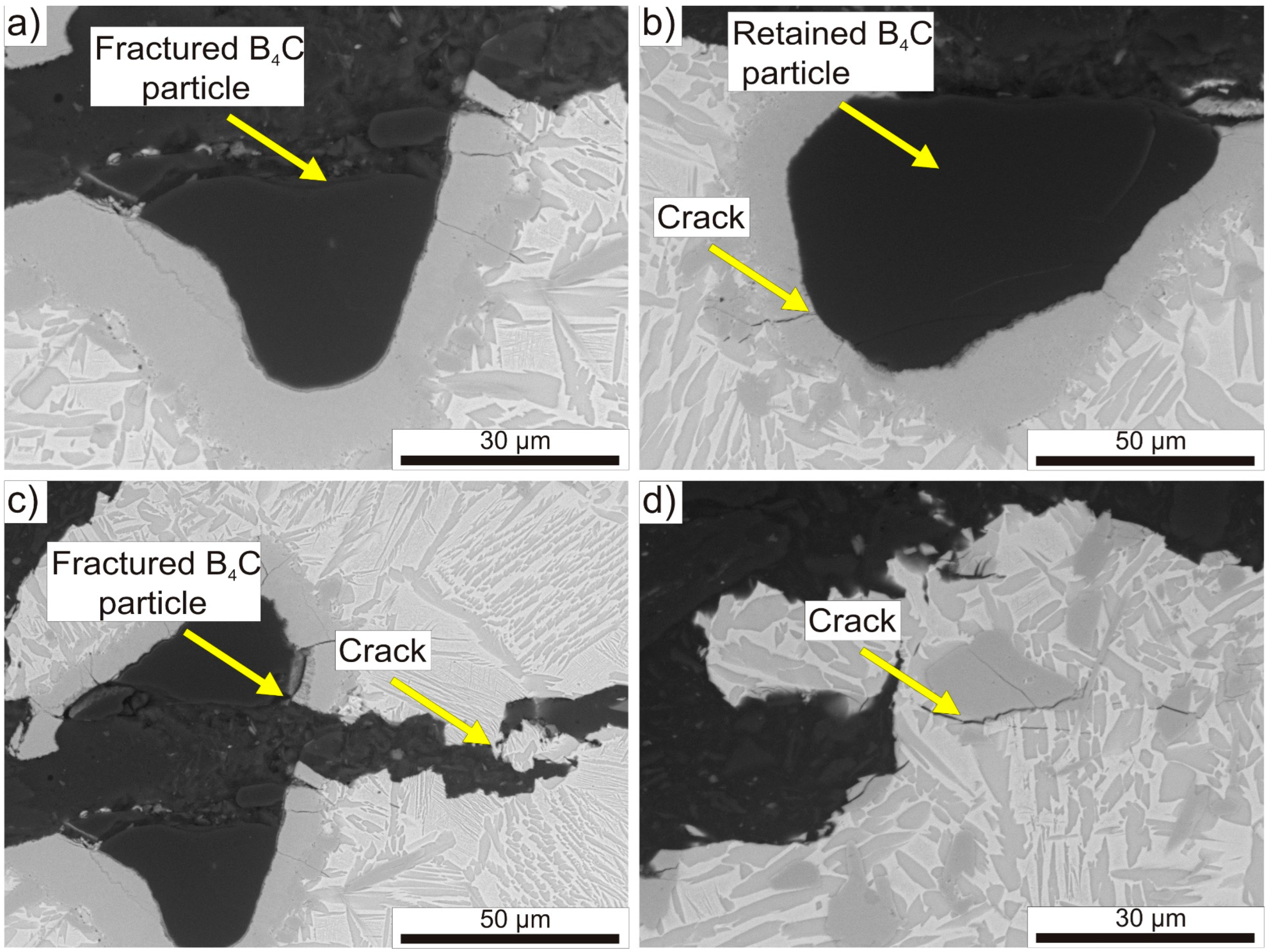
4.2. Fracture Behavior of TMC
5. Conclusions
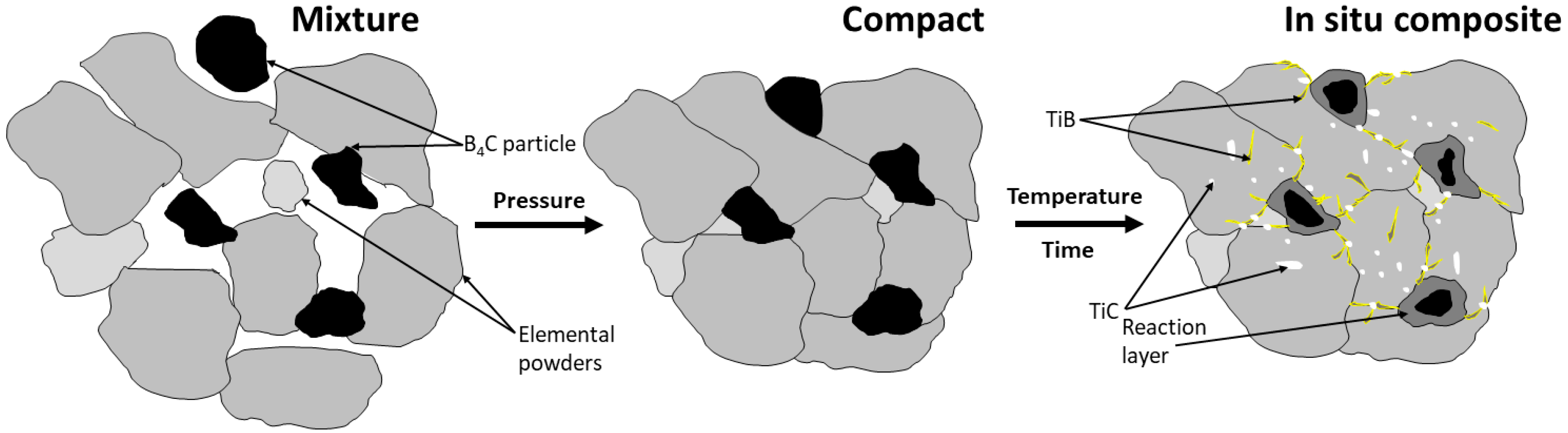
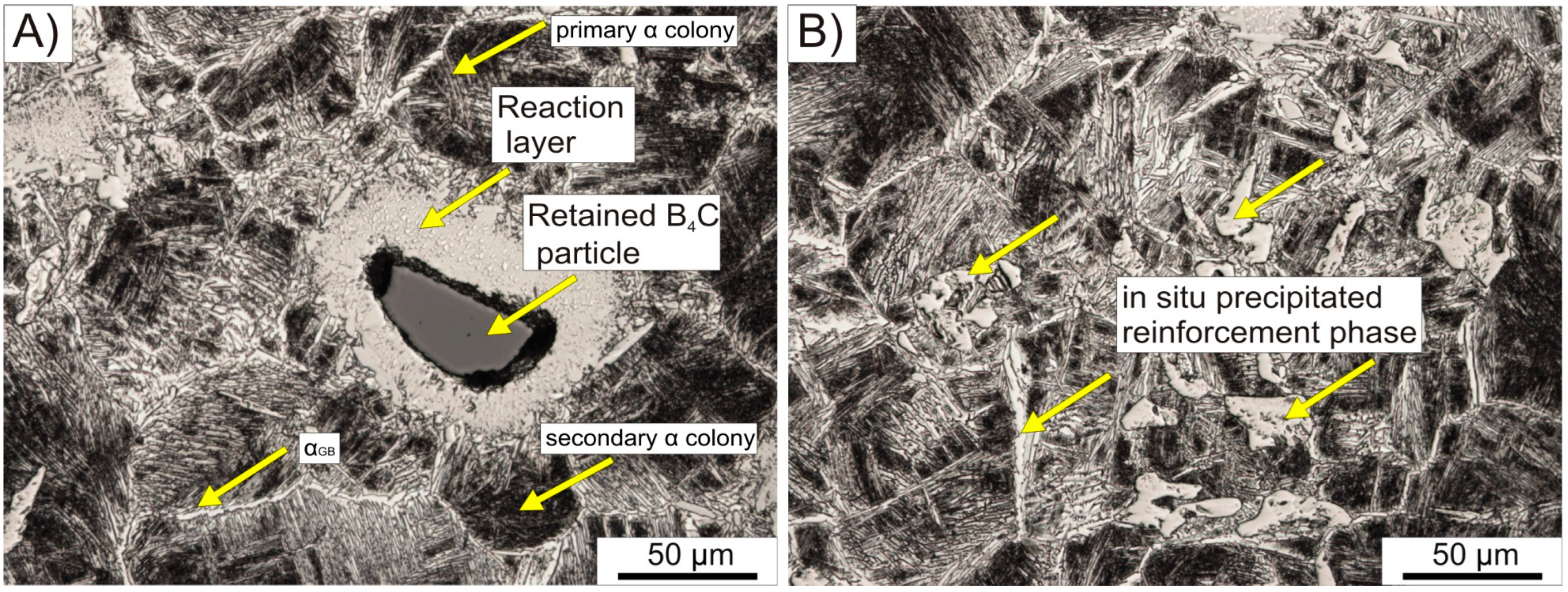
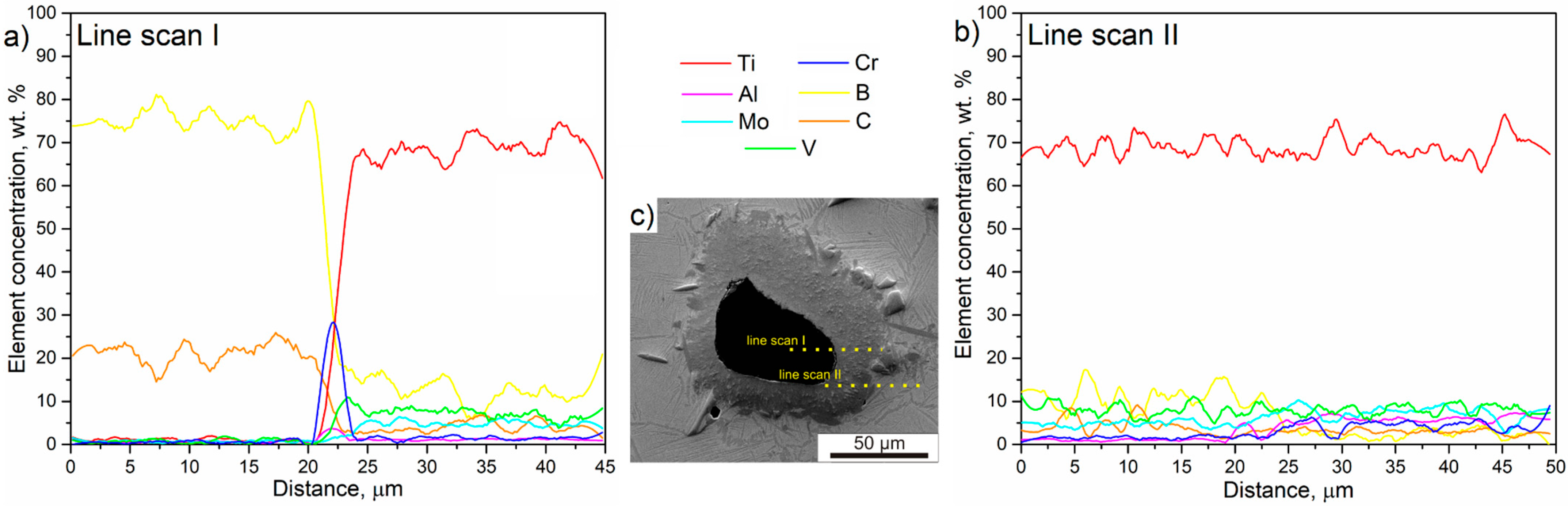
- The study successfully demonstrated the in situ formation of a TMC material through a hot consolidation process for the composition of elemental powders with B4C additives. The applied process parameters made the occurrence of a reaction between Ti and B4C possible; as a result, additional strengthening phases precipitated.
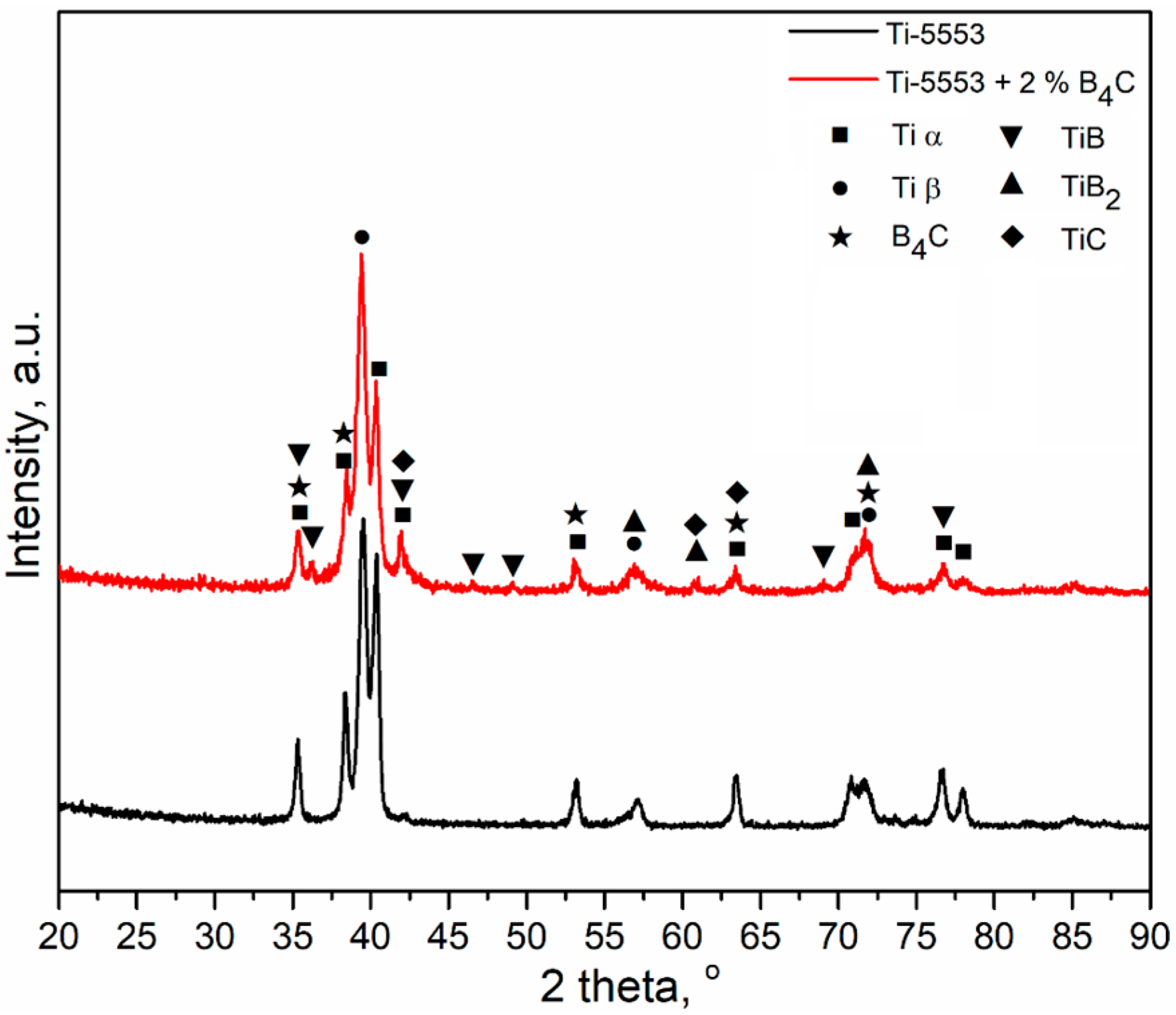
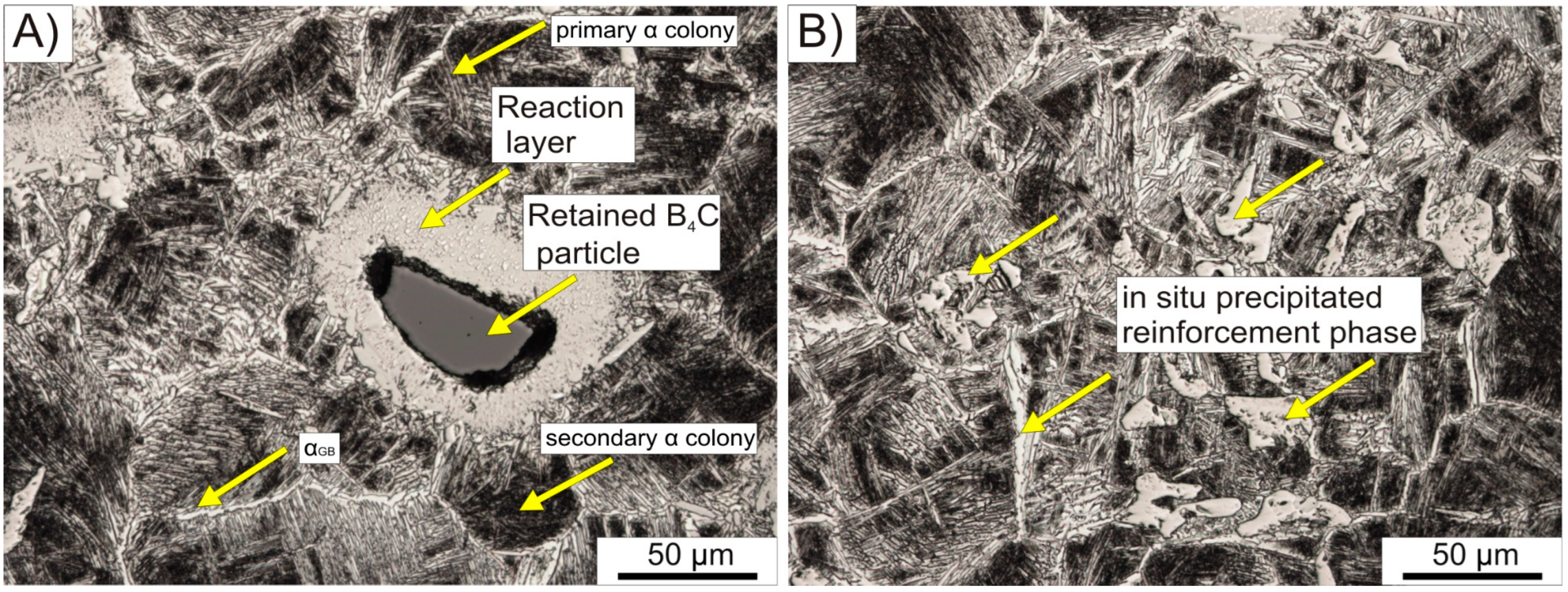
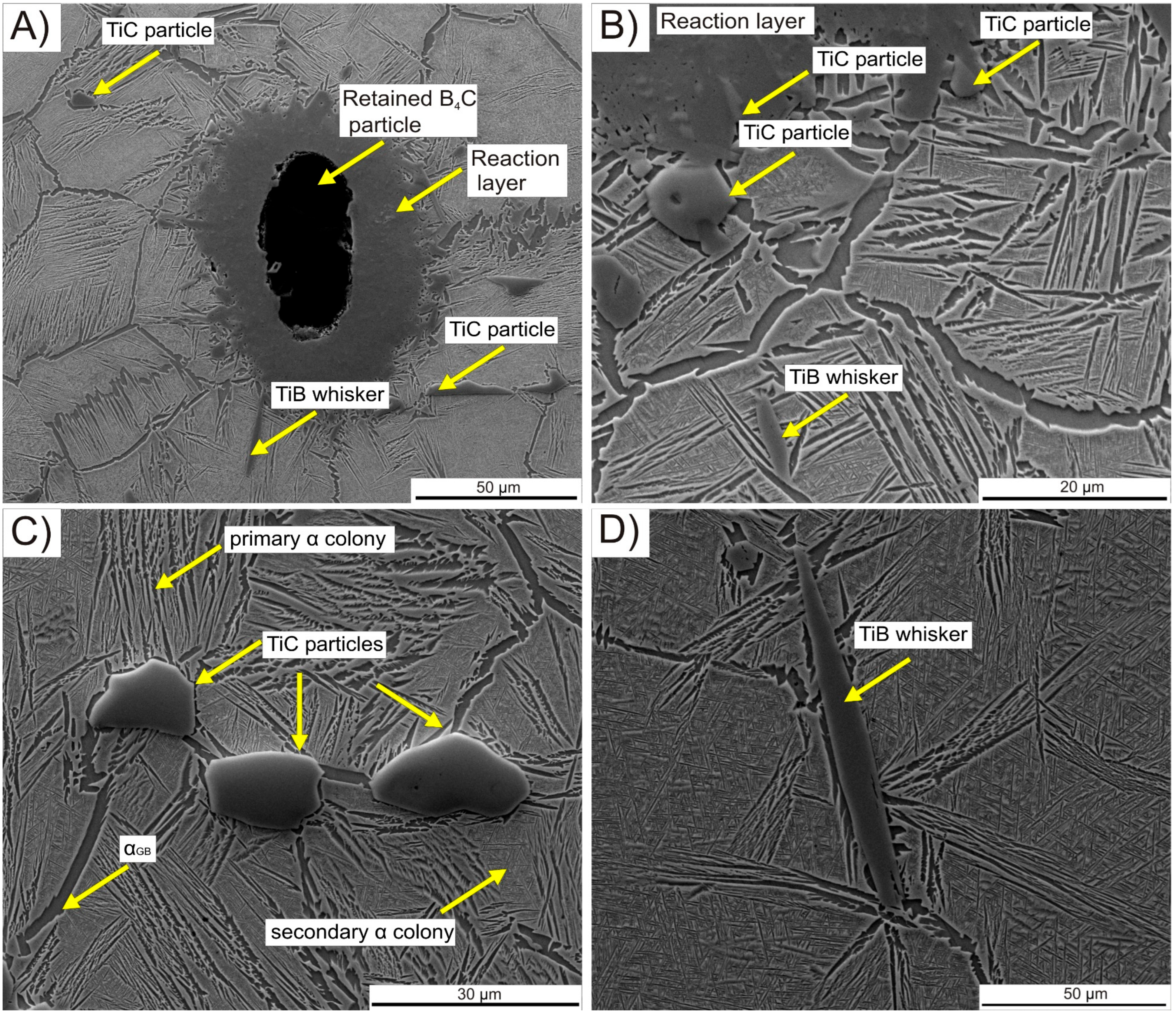
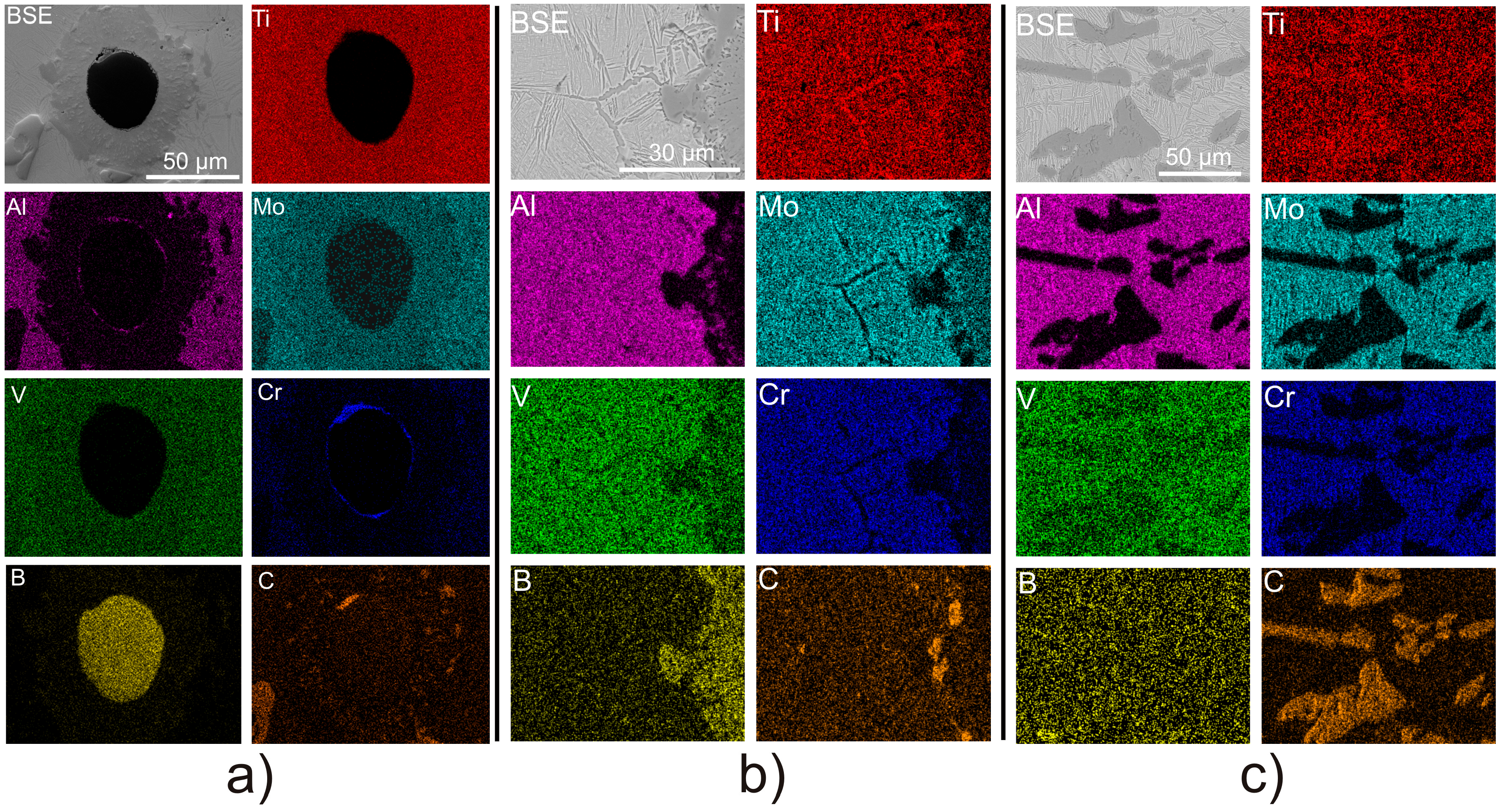
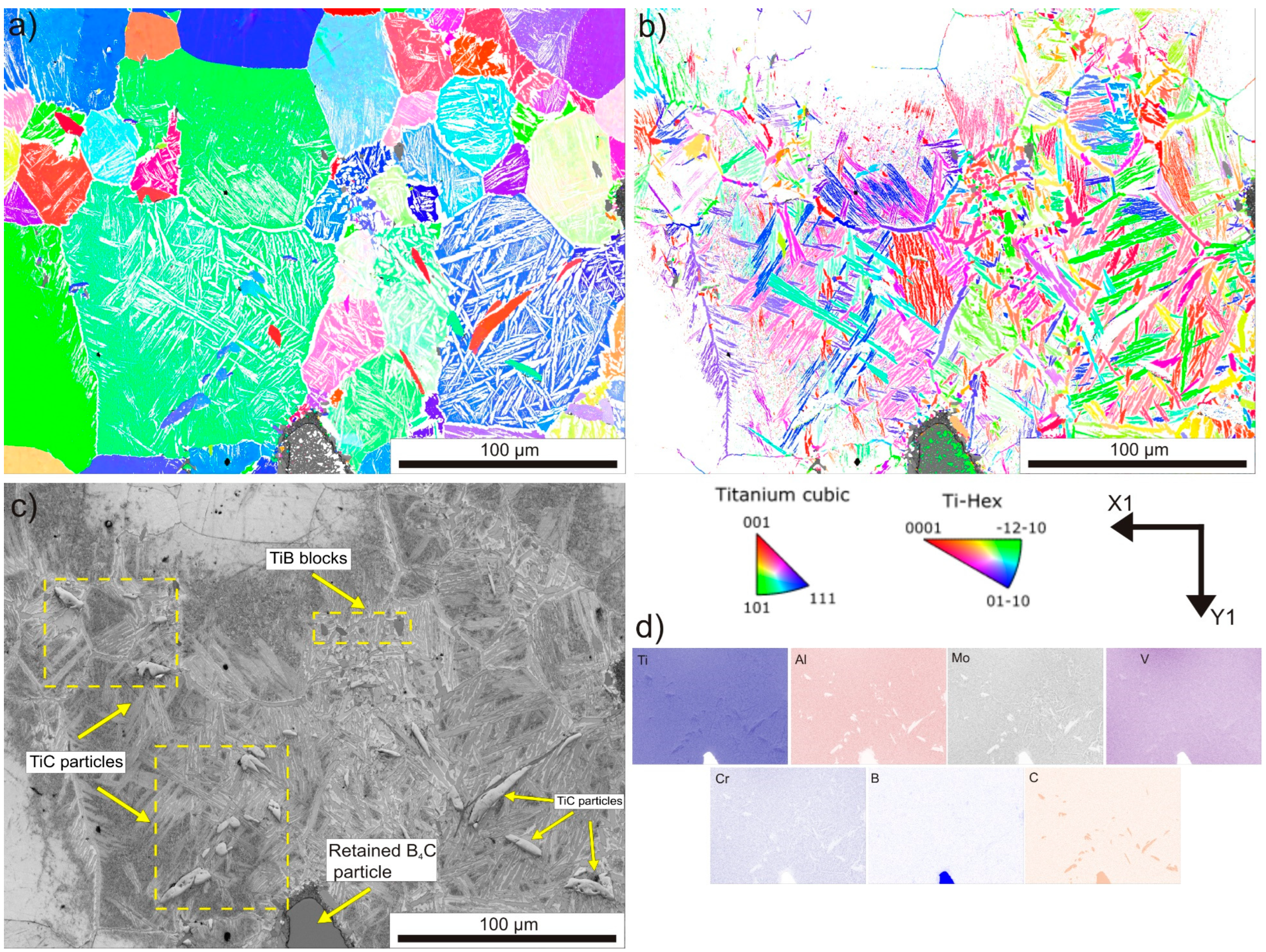
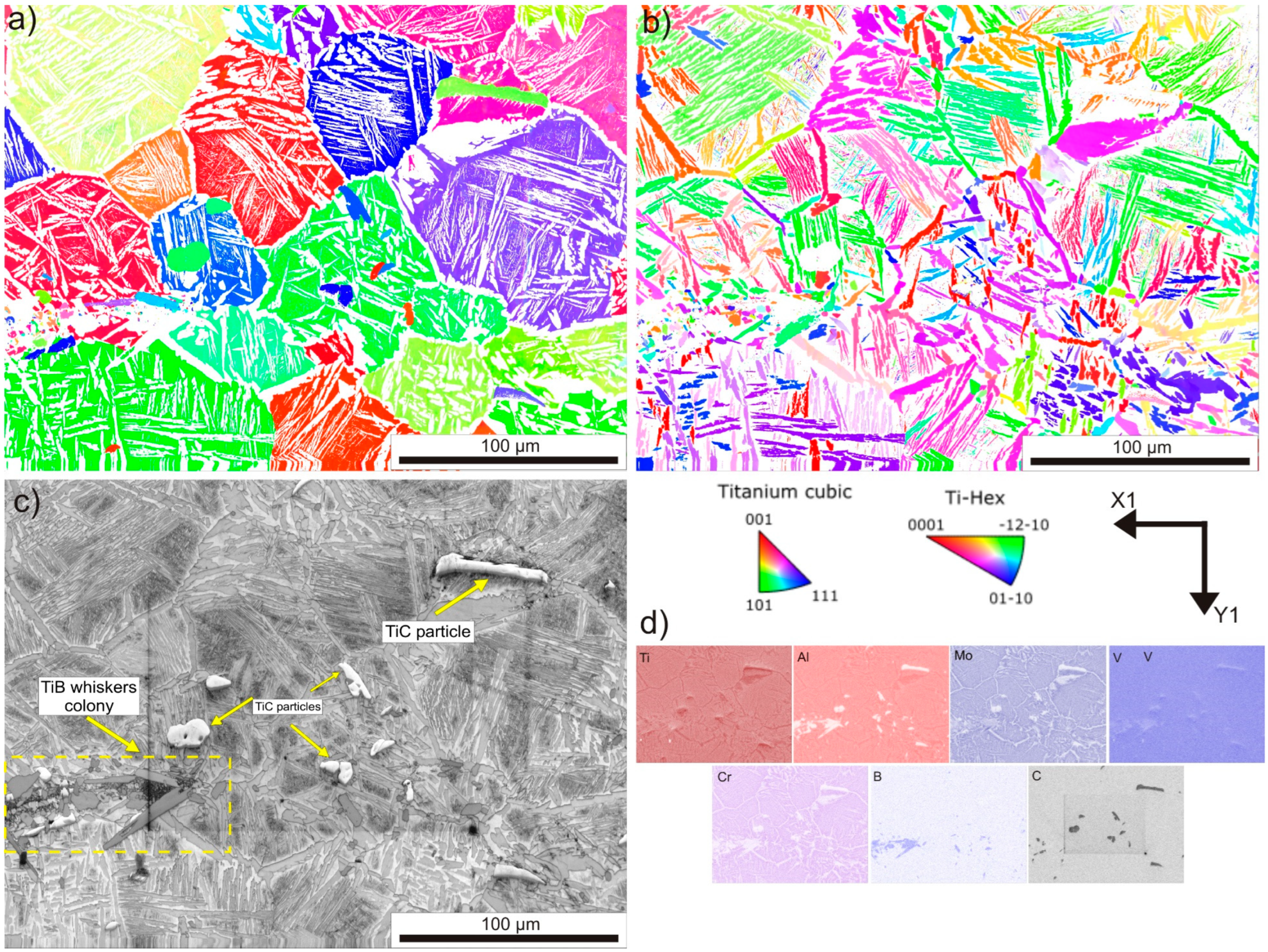
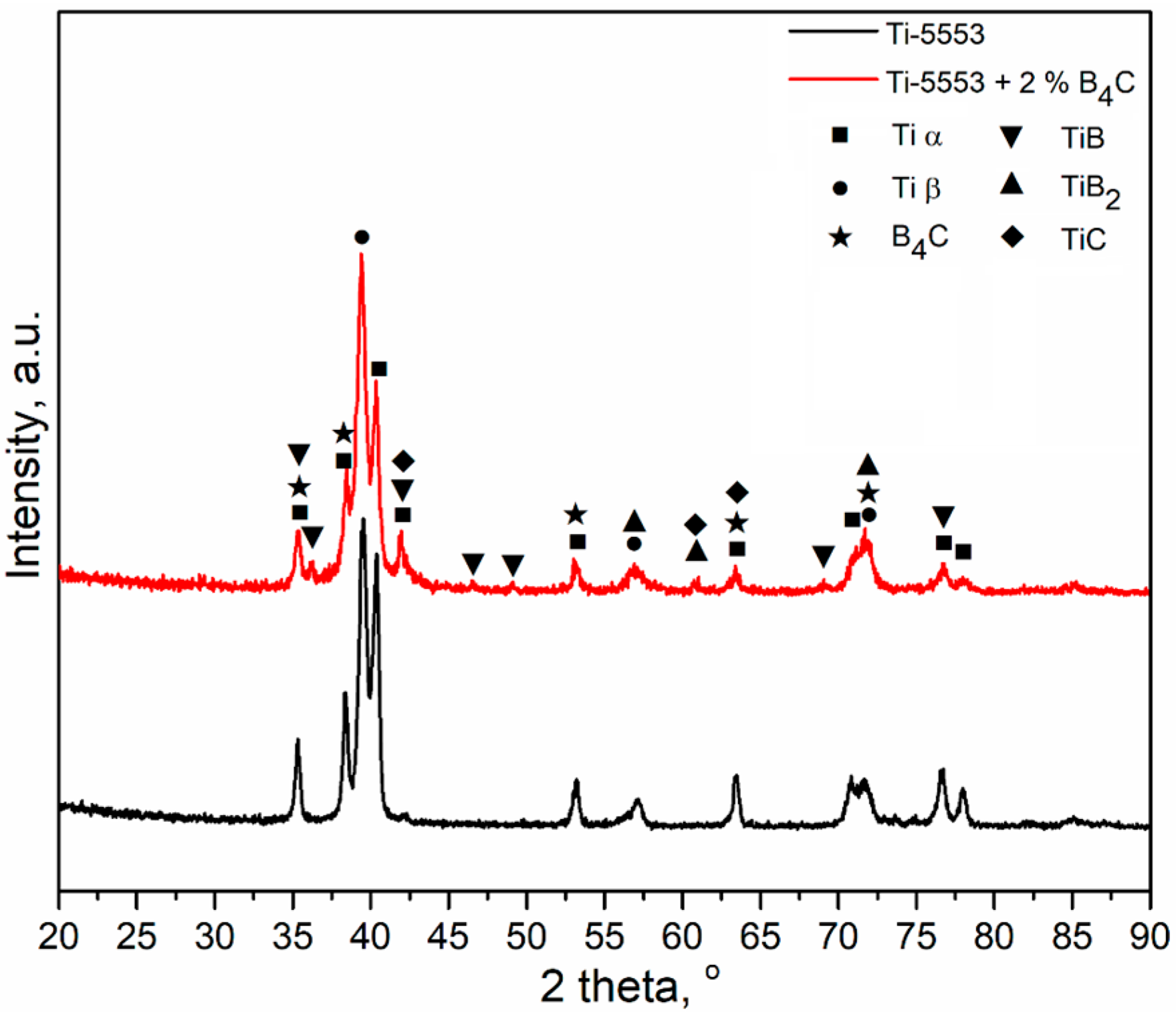
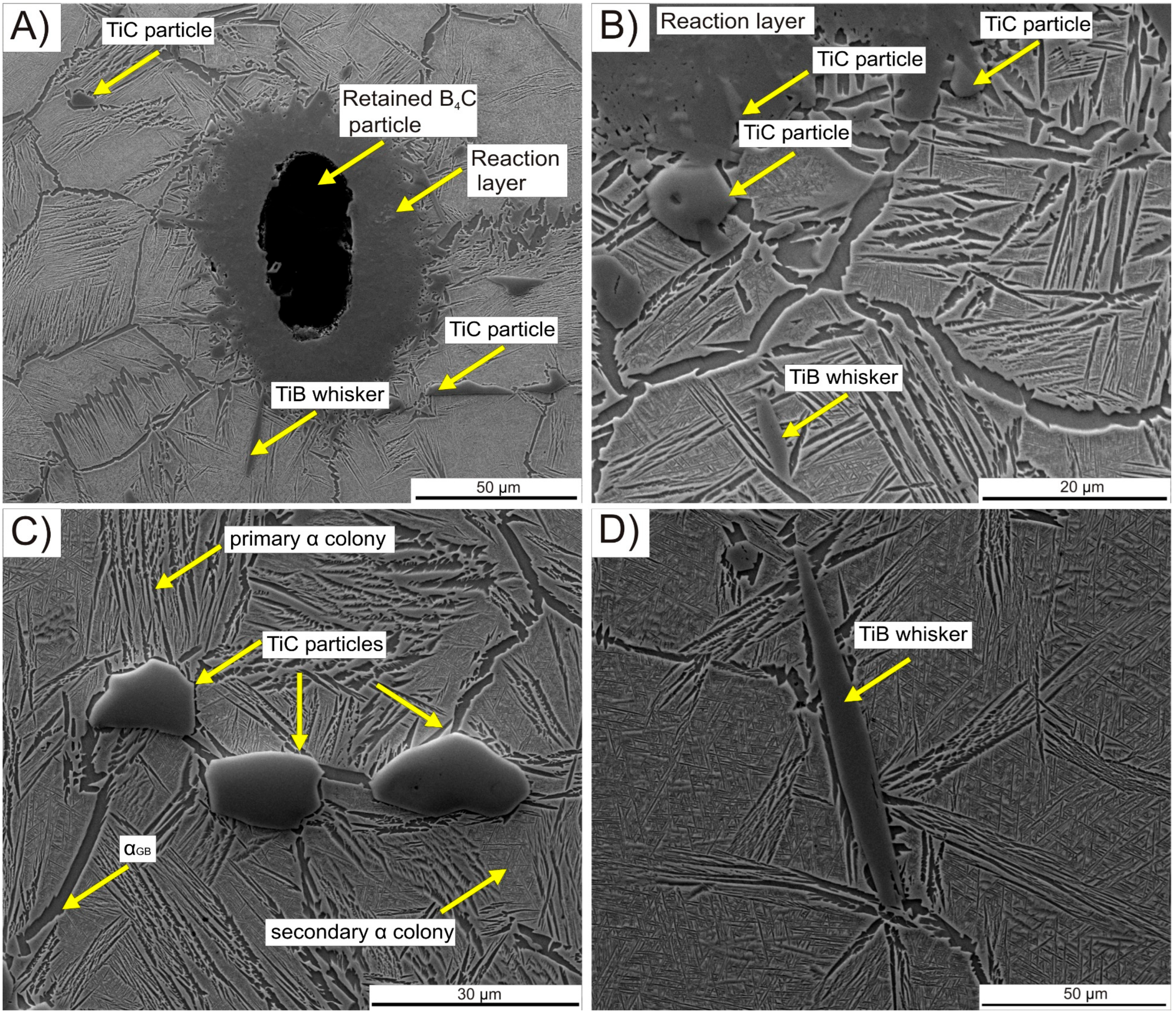
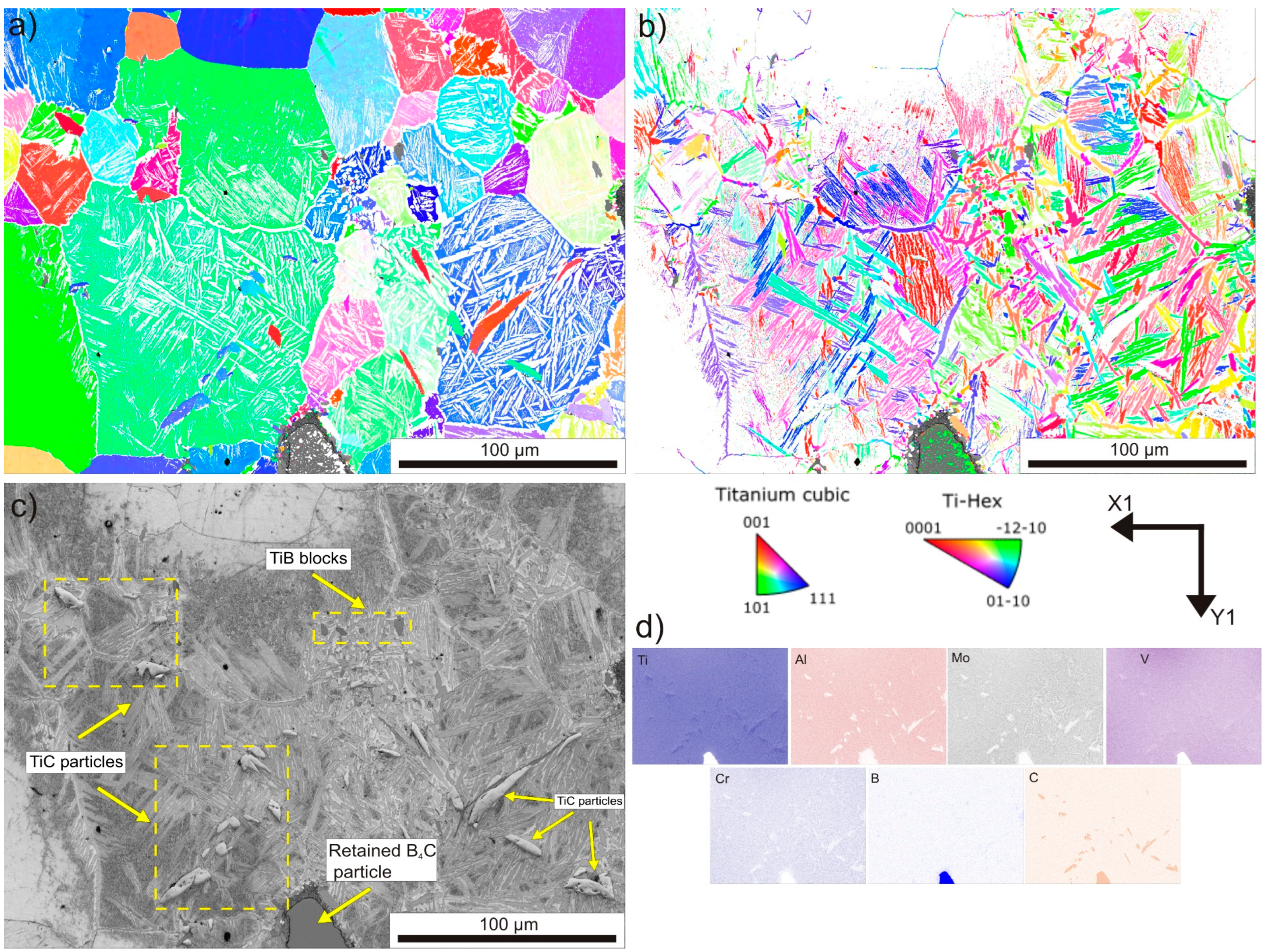
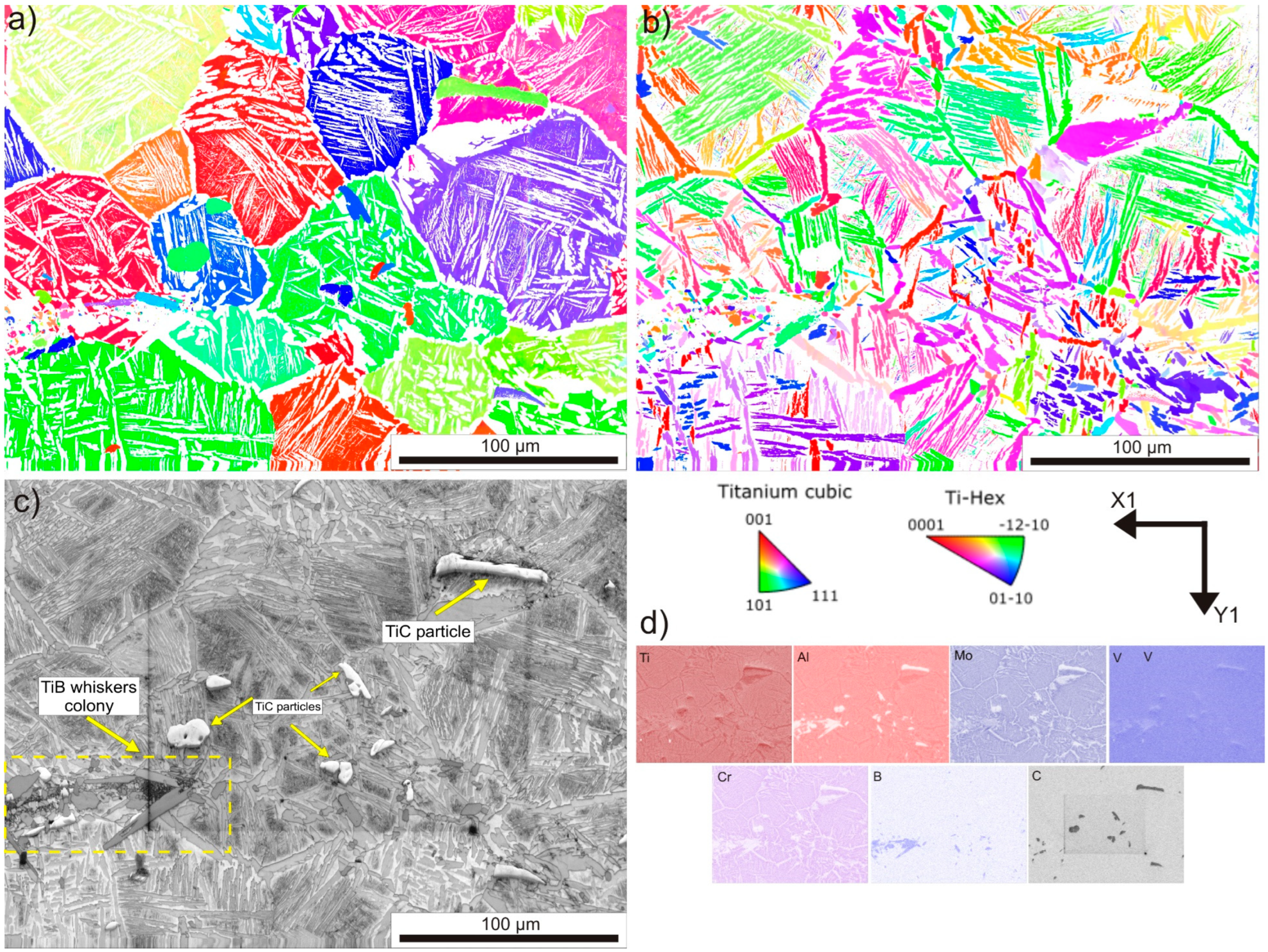
- The microstructure of the TMC was found to be complex, consisting of various phases, including TiB, TiB2, TiC, and retained B4C. These phases formed as a result of solid-state reactions during hot compaction, contributing to the composite’s properties.
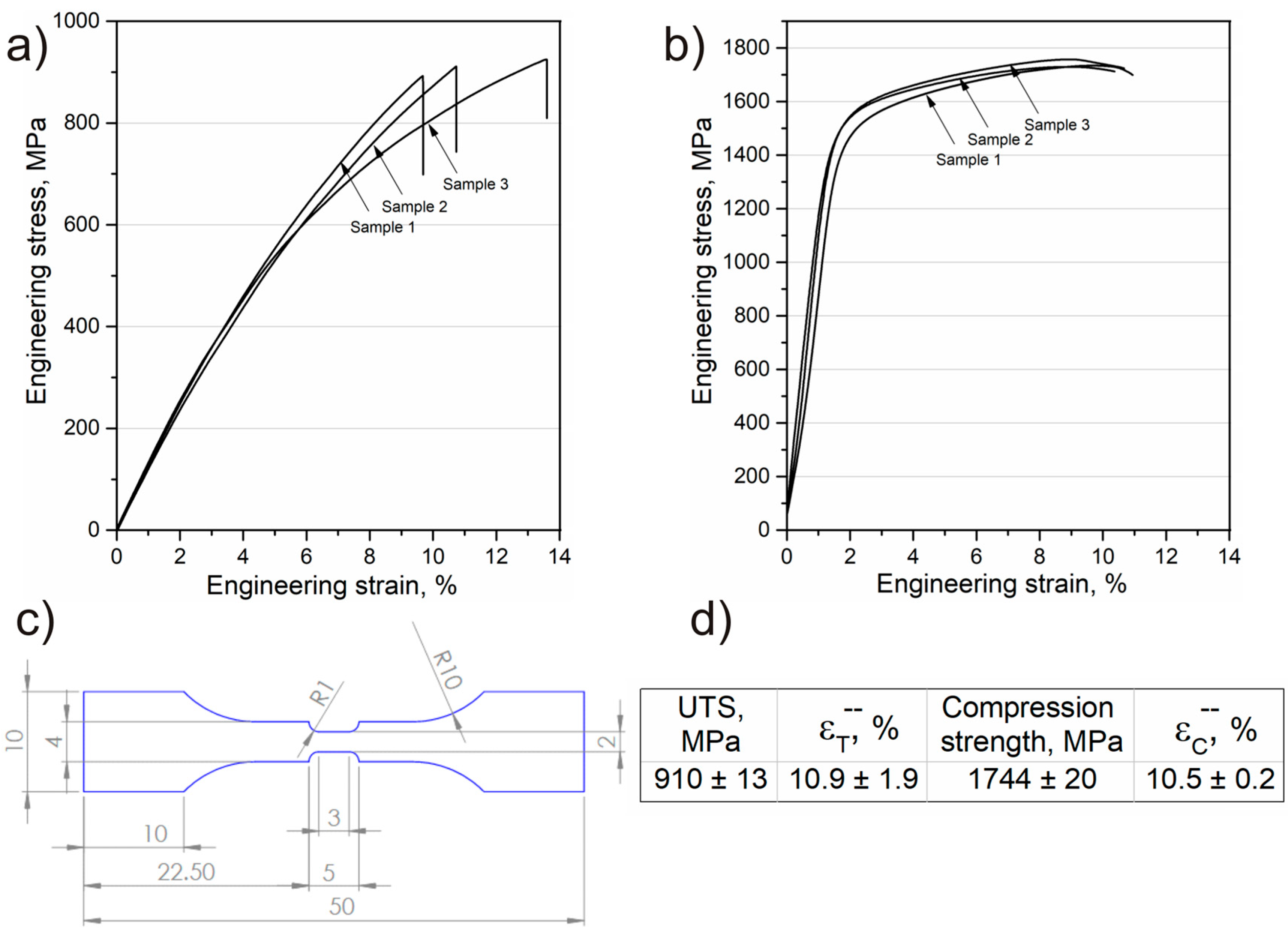
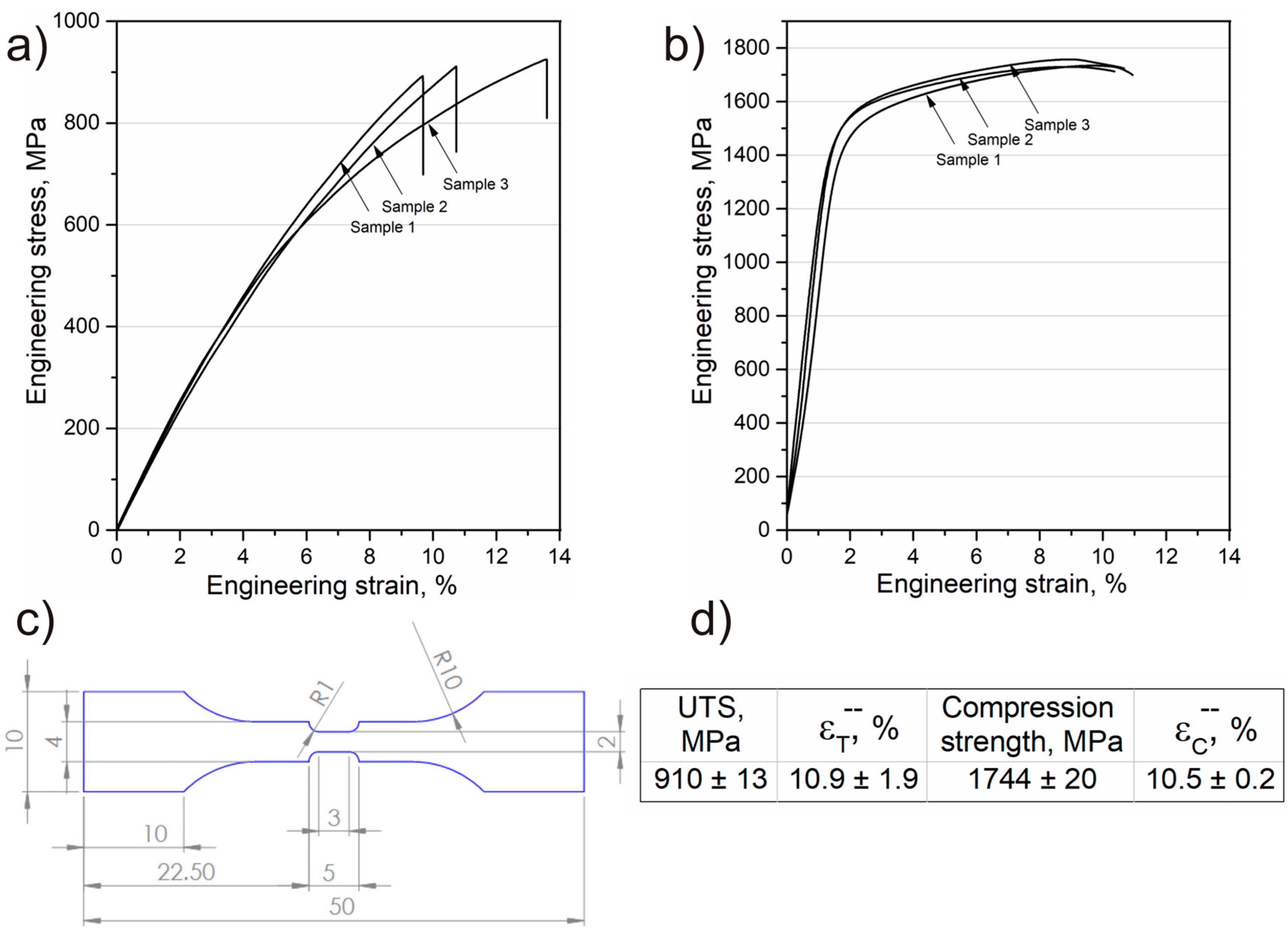
- The TMC exhibited beneficial mechanical properties, with a tensile strength of approximately 910 ± 13 MPa with elongation 10.9 ± 1.9% and compressive strength of 1744 ± 20 MPa with deformation of 10.5 ± 0.2%. The presence of multiple strengthening phases contributed to the increased tensile strength of the composite compared to the pure matrix alloy.
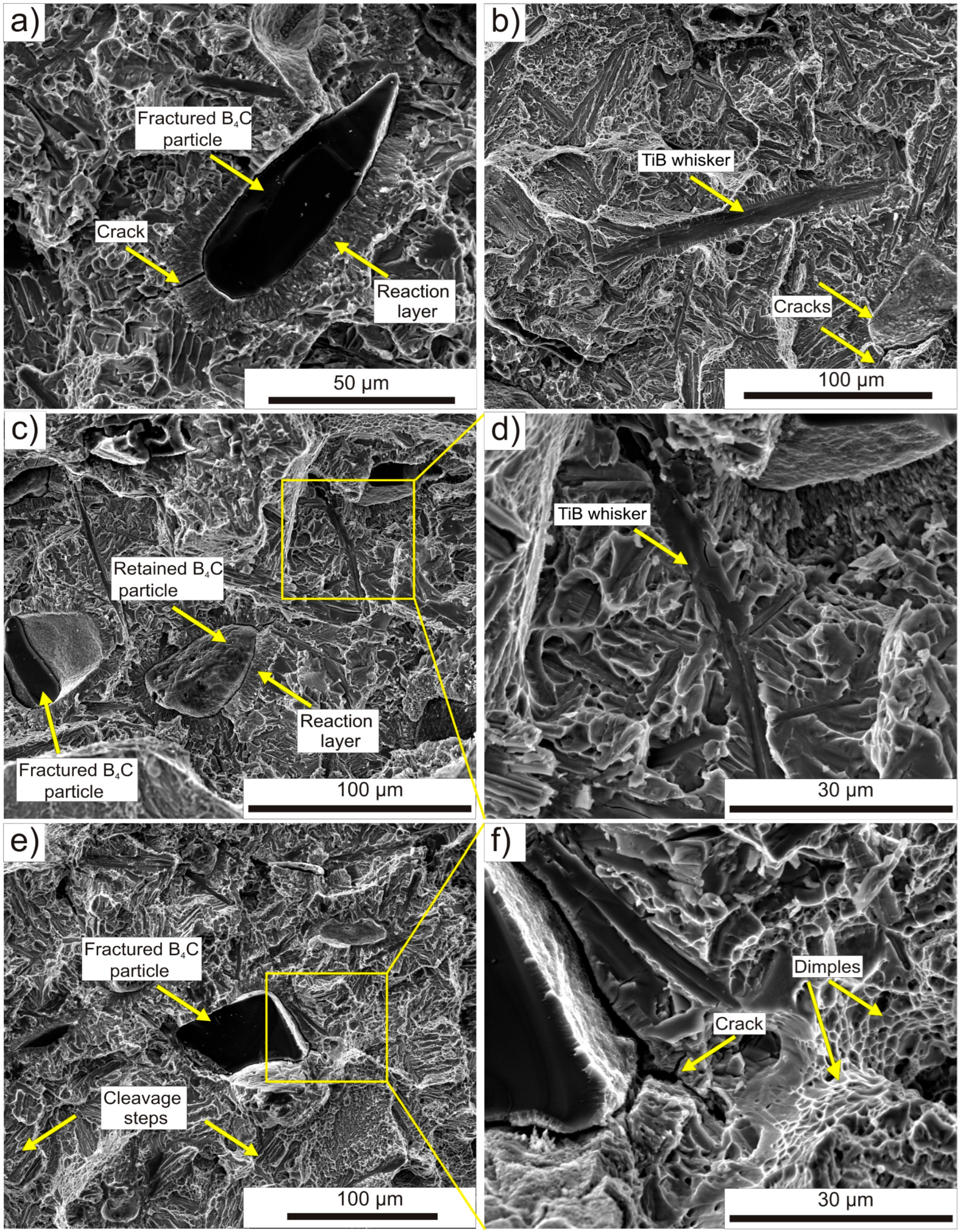
- Fractographic analysis revealed that the dominant cracking mechanism in the TMC was the cracking of the reaction layer, followed by crack propagation into the matrix and B4C particles. The TiB phase in the reaction layer played a crucial role in bearing the tensile load.
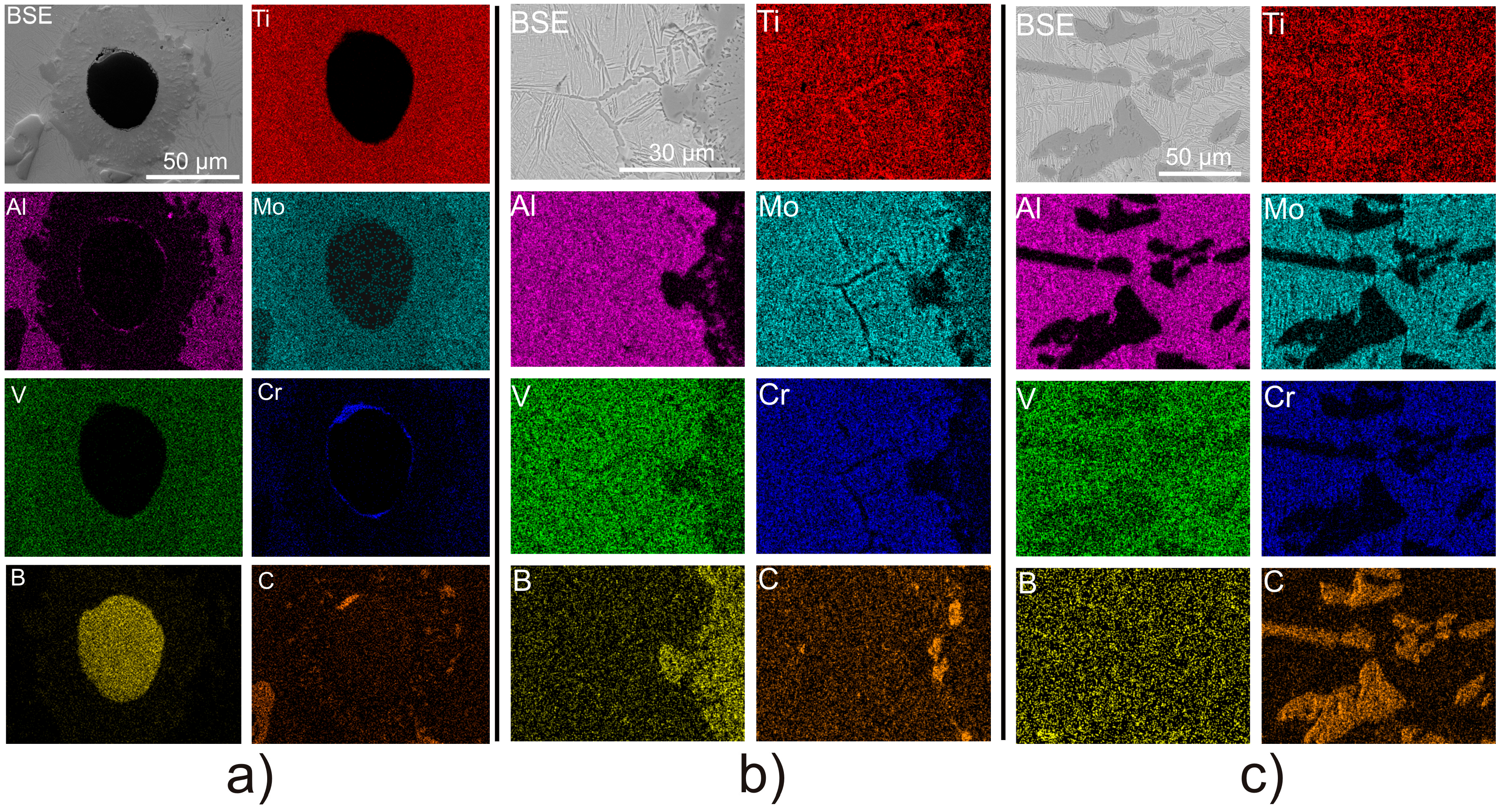
- The study outlined a comprehensive process for producing in situ composites from elemental powders with B4C additives, emphasizing the importance of the diffusion of elements and the formation of a reaction layer, which contributes to composite strength properties. This study not only enhances our understanding of the current state of TMC manufacturing but also reveals directions for further research. Understanding the details of element diffusion kinetics will enable the exploration of manufacturing parameter combinations and its influence on material properties, as well as the application of different elemental powder mixtures. Moreover, these directions in future research have the potential to develop the research field further and contribute to the application of TMCs in various industrial sectors.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Williams, J.C.; Boyer, R.R. Opportunities and Issues in the Application of Titanium Alloys for Aerospace Components. Metals 2020, 10, 705. [Google Scholar] [CrossRef]
- Antunes, R.A.; Salvador, C.A.F.; de Oliveira, M.C.L. Materials Selection of Optimized Titanium Alloys for Aircraft Applications. Mater. Res. 2018, 21, e20170979. [Google Scholar] [CrossRef]
- Sajadifar, S.V.; Maier, H.J.; Niendorf, T.; Yapici, G.G. Elevated Temperature Mechanical Characteristics and Fracture Behavior of a Novel Beta Titanium Alloy. Crystals 2023, 13, 269. [Google Scholar] [CrossRef]
- Hayat, M.D.; Singh, H.; He, Z.; Cao, P. Titanium Metal Matrix Composites: An Overview. Compos. Part A Appl. Sci. Manuf. 2019, 121, 418–438. [Google Scholar] [CrossRef]
- Xu, T.; Li, J.; Zhang, F.; Wang, F.; Liu, X.; Feng, Y. Microstructure Evolution during Cold-Deformation and Aging Response after Annealing of TB8 Titanium Alloy. Xiyou Jinshu Cailiao Yu Gongcheng/Rare Met. Mater. Eng. 2016, 45, 575–580. [Google Scholar] [CrossRef]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Dargusch, M.S. Recent Developments and Opportunities in Additive Manufacturing of Titanium-Based Matrix Composites: A Review. Int. J. Mach. Tools Manuf. 2018, 133, 85–102. [Google Scholar] [CrossRef]
- Piao, R.; Zhu, W.; Ma, L.; Zhao, P.; Hu, B. Characterization of Hot Deformation of near Alpha Titanium Alloy Prepared by TiH2-Based Powder Metallurgy. Materials 2022, 15, 5932. [Google Scholar] [CrossRef]
- Kondoh, K. Titanium Metal Matrix Composites by Powder Metallurgy (PM) Routes; Elsevier: Amsterdam, The Netherlands, 2015; ISBN 9780128009109. [Google Scholar]
- Fang, Z.Z.; Paramore, J.D.; Sun, P.; Chandran, K.S.R.; Zhang, Y.; Xia, Y.; Cao, F.; Koopman, M.; Free, M. Powder Metallurgy of Titanium–Past, Present, and Future. Int. Mater. Rev. 2018, 63, 407–459. [Google Scholar] [CrossRef]
- Zhao, Q.; Bolzoni, L.; Chen, Y.; Xu, Y.; Torrens, R.; Yang, F. Processing of Metastable Beta Titanium Alloy: Comprehensive Study on Deformation Behaviour and Exceptional Microstructure Variation Mechanisms. J. Mater. Sci. Technol. 2022, 126, 22–43. [Google Scholar] [CrossRef]
- Zhai, Y.; Singh, A.P.; Bolzoni, L.; Qu, Y.; Li, Y.; Yang, F. Fabrication and Characterization of In Situ Ti-6Al-4V/TiB Composites by the Hot-Pressing Method Using Recycled Metal Chips. Metals 2022, 12, 2038. [Google Scholar] [CrossRef]
- Rominiyi, A.L.; Mashinini, P.M. Spark Plasma Sintering of Discontinuously Reinforced Titanium Matrix Composites: Densification, Microstructure and Mechanical Properties—A Review. Int. J. Adv. Manuf. Technol. 2023, 124, 709–736. [Google Scholar] [CrossRef]
- Jiang, D.; Cui, H.; Zhao, X.; Chen, H.; Ma, G.; Song, X. Reaction Mechanism and Friction Behavior of an In-Situ Ti/B4C Composite Synthesized by Spark Plasma Sintering. Ceram. Int. 2022, 48, 34341–34349. [Google Scholar] [CrossRef]
- Murray, J.L.; Liao, P.K.; Spear, K.E. The B-Ti (Boron-Titanium) System. Bull. Alloy Phase Diagr. 1986, 7, 550–555. [Google Scholar] [CrossRef]
- Ma, Z.Y.; Tjong, S.C.; Gen, L. In-Situ Ti-TiB Metal-Matrix Composite Prepared by a Reactive Pressing Process. Scr. Mater. 2000, 42, 367–373. [Google Scholar] [CrossRef]
- Li, S.; Kondoh, K.; Imai, H.; Chen, B.; Jia, L.; Umeda, J.; Fu, Y. Strengthening Behavior of in Situ-Synthesized (TiC-TiB)/Ti Composites by Powder Metallurgy and Hot Extrusion. Mater. Des. 2016, 95, 127–132. [Google Scholar] [CrossRef]
- Zhang, Z.; Qin, J.; Zhang, Z.; Chen, Y.; Lu, W.; Zhang, D. Effect of β Heat Treatment Temperature on Microstructure and Mechanical Properties of in Situ Titanium Matrix Composites. Mater. Des. 2010, 31, 4269–4273. [Google Scholar] [CrossRef]
- Rielli, V.V.; Amigó-Borrás, V.; Contieri, R.J. Microstructural Evolution and Mechanical Properties of In-Situ as-Cast Beta Titanium Matrix Composites. J. Alloys Compd. 2019, 778, 186–196. [Google Scholar] [CrossRef]
- Saurabh, A.; Meghana, C.M.; Singh, P.K.; Verma, P.C. Titanium-Based Materials: Synthesis, Properties, and Applications. Mater. Today Proc. 2022, 56, 412–419. [Google Scholar] [CrossRef]
- Suresh Kumar, S.; Thirumalai Kumaran, S.; Velmurugan, G.; Perumal, A.; Sekar, S.; Uthayakumar, M. Physical and Mechanical Properties of Various Metal Matrix Composites: A Review. Mater. Today Proc. 2021, 50, 1022–1031. [Google Scholar] [CrossRef]
- Wei, S.; Huang, L.; Li, X.; Jiao, Y.; Ren, W.; Geng, L. Network-Strengthened Ti-6Al-4V/(TiC+TiB) Composites: Powder Metallurgy Processing and Enhanced Tensile Properties at Elevated Temperatures. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50, 3629–3645. [Google Scholar] [CrossRef]
- Pu, Z.; Kang, X.; Cao, Z.; Qin, X.; Wang, L.; Liu, C. Effect of B4C on Microstructure Evolution and High-Temperature Mechanical Properties of TiAl Matrix Composites. J. Alloys Compd. 2023, 969, 172410. [Google Scholar] [CrossRef]
- Sabahi Namini, A.; Shahedi Asl, M.; Delbari, S.A. Influence of Sintering Temperature on Microstructure and Mechanical Properties of Ti–Mo–B4C Composites. Met. Mater. Int. 2021, 27, 1092–1102. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wang, L.-H.; Wu, Q.; Xiao, Y.-W.; Cheng, H.; Zhang, X.-Y. Effects of Solution Temperature and Cooling Rate on α Phases and Mechanical Properties of a Forged Ti-55511 Alloy. Mater. Res. Express 2019, 6, 1165h2. [Google Scholar] [CrossRef]
- Li, Y.; Ou, X.; Ni, S.; Song, M. Deformation Behaviors of a Hot Rolled Near-β Ti-5Al-5Mo-5V-1Cr-1Fe Alloy. Mater. Sci. Eng. A 2019, 742, 390–399. [Google Scholar] [CrossRef]
- Qin, D.; Guo, D.; Zheng, L.; Li, Y. Dynamic Recrystallization of Ti-5553 Alloy during Sub-Transus Thermomechanical Processing: Mechanisms and Its Role in Formation of a Bi-Modal Structure. J. Alloys Compd. 2018, 769, 725–731. [Google Scholar] [CrossRef]
- Raynova, S.; Yang, F.; Bolzoni, L. Mechanical Behaviour of Induction Sintered Blended Elemental Powder Metallurgy Ti Alloys. Mater. Sci. Eng. A 2021, 799, 140157. [Google Scholar] [CrossRef]
- Güden, M.; Çelik, E.; Hizal, A.; Altindiş, M.; Çetiner, S. Effects of Compaction Pressure and Particle Shape on the Porosity and Compression Mechanical Properties of Sintered Ti6Al4V Powder Compacts for Hard Tissue Implantation. J. Biomed. Mater. Res. Part B Appl. Biomater. 2008, 85, 547–555. [Google Scholar] [CrossRef]
- Kang, L.; Yang, C. A Review on High-Strength Titanium Alloys: Microstructure, Strengthening, and Properties. Adv. Eng. Mater. 2019, 21, 1801359. [Google Scholar] [CrossRef]
- Fattahi, M.; Delbari, S.A.; Sabahi Namini, A.; Ahmadi, Z.; Azadbeh, M.; Shahedi Asl, M. Characterization of Triplet Ti–TiB–TiC Composites: Comparison of in-Situ Formation and Ex-Situ Addition of TiC. Ceram. Int. 2020, 46, 11726–11734. [Google Scholar] [CrossRef]
- Delbari, S.A.; Sabahi Namini, A.; Azadbeh, M.; Ahmadi, Z.; Nguyen, V.H.; Van Le, Q.; Shokouhimehr, M.; Shahedi Asl, M.; Mohammadi, M. Post Hot Rolling of Spark Plasma Sintered Ti–Mo–B4C Composites. Mater. Sci. Eng. A 2021, 799, 140214. [Google Scholar] [CrossRef]
- Attar, H.; Löber, L.; Funk, A.; Calin, M.; Zhang, L.C.; Prashanth, K.G.; Scudino, S.; Zhang, Y.S.; Eckert, J. Mechanical Behavior of Porous Commercially Pure Ti and Ti-TiB Composite Materials Manufactured by Selective Laser Melting. Mater. Sci. Eng. A 2015, 625, 350–356. [Google Scholar] [CrossRef]
- Yan, Z.; Chen, F.; Cai, Y.; Zheng, Y. Microstructure and Mechanical Properties of In-Situ Synthesized TiB Whiskers Reinforced Titanium Matrix Composites by High-Velocity Compaction. Powder Technol. 2014, 267, 309–314. [Google Scholar] [CrossRef]
- Grützner, S.; Krüger, L.; Schimpf, C.; Radajewski, M.; Schneider, I. Microstructure and Mechanical Properties of In Situ TiB/TiC Particle-Reinforced Ti-5Al-5Mo-5V-3Cr Composites Synthesized by Spark Plasma Sintering. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2018, 49, 5671–5682. [Google Scholar] [CrossRef]
- Zyguła, K.; Wojtaszek, M. Processing and Characterization of β Titanium Alloy Composite Using Power Metallurgy Approach. Materials 2022, 15, 5800. [Google Scholar] [CrossRef] [PubMed]
- ISO 13314; Mechanical Testing of Metals—Ductility Testing—Compression Test for Porous and Cellular Metals. International Organization of Standards: Geneva, Switzerland, 2011.
- Manda, P.; Singh, V.; Chakkingal, U.; Singh, A.K. Development of α Precipitates in Metastable Ti-5Al-5Mo-5V-3Cr and Similar Alloys. Mater. Charact. 2016, 120, 220–228. [Google Scholar] [CrossRef]
- Coakley, J.; Vorontsov, V.A.; Jones, N.G.; Radecka, A.; Bagot, P.A.J.; Littrell, K.C.; Heenan, R.K.; Hu, F.; Magyar, A.P.; Bell, D.C.; et al. Precipitation Processes in the Beta-Titanium Alloy Ti-5Al-5Mo-5V-3Cr. J. Alloys Compd. 2015, 646, 946–953. [Google Scholar] [CrossRef]
- Yi, M.; Zhang, X.; Liu, G.; Wang, B.; Shao, H.; Qiao, G. Comparative Investigation on Microstructures and Mechanical Properties of (TiB + TiC)/Ti-6Al-4V Composites from Ti-B4C-C and Ti-TiB2-TiC Systems. Mater. Charact. 2018, 140, 281–289. [Google Scholar] [CrossRef]
- Sousa, L.; Alves, A.C.; Guedes, A.; Toptan, F. Corrosion and Tribocorrosion Behaviour of Ti-B4C Composites Processed by Conventional Sintering and Hot-Pressing Technique. J. Alloys Compd. 2021, 885, 161109. [Google Scholar] [CrossRef]
- Sabahi Namini, A.; Delbari, S.A.; Nayebi, B.; Shahedi Asl, M.; Parvizi, S. Effect of B4C Content on Sintering Behavior, Microstructure and Mechanical Properties of Ti-Based Composites Fabricated via Spark Plasma Sintering. Mater. Chem. Phys. 2020, 251, 123087. [Google Scholar] [CrossRef]
- Yang, F.; Gabbitas, B.; Dore, M.; Ogereau, A.; Raynova, S.; Bolzoni, L. On Microstructural Evolution and Mechanical Properties of Ti-5Al-5V-5Mo-3Cr Alloy Synthesised from Elemental Powder Mixtures. Mater. Chem. Phys. 2018, 211, 406–413. [Google Scholar] [CrossRef]
- Wang, M.M.; Lu, W.J.; Qin, J.; Ma, F.; Lu, J.; Zhang, D. Effect of Volume Fraction of Reinforcement on Room Temperature Tensile Property of in Situ (TiB + TiC)/Ti Matrix Composites. Mater. Des. 2006, 27, 494–498. [Google Scholar] [CrossRef]
- Jia, L.; Li, S.-F.; Imai, H.; Chen, B.; Kondoh, K. Size Effect of B4C Powders on Metallurgical Reaction and Resulting Tensile Properties of Ti Matrix Composites by In-Situ Reaction from Ti-B4C System under a Relatively Low Temperature. Mater. Sci. Eng. A 2014, 614, 129–135. [Google Scholar] [CrossRef]
- Ahmed, M.; Savvakin, D.G.; Ivasishin, O.M.; Pereloma, E.V. The Effect of Thermo-Mechanical Processing and Ageing Time on Microstructure and Mechanical Properties of Powder Metallurgy near β Titanium Alloys. J. Alloys Compd. 2017, 714, 610–618. [Google Scholar] [CrossRef]
- Qin, D.; Li, Y.; Zhang, S.; Zhou, L. On the Tensile Embrittlement of Lamellar Ti-5Al-5V-5Mo-3Cr Alloy. J. Alloys Compd. 2016, 663, 581–593. [Google Scholar] [CrossRef]
- Zyguła, K.; Wojtaszek, M. The Design of Ti-5Al-5Mo-5V-3Cr Elemental Powders Mixture Processing. Arch. Metall. Mater. 2020, 65, 287–293. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Singh, G.; Msolli, S.; Jhon, M.H.; Ramamurty, U. Tension-Compression Asymmetry and Shear Strength of Titanium Alloys. Acta Mater. 2021, 221, 117392. [Google Scholar] [CrossRef]
- Grützner, S.; Krüger, L.; Radajewski, M.; Schneider, I. Characterization of In-Situ TiB/TiC Particle-Reinforced Ti-5Al-5Mo-5V-3Cr Matrix Composites Synthesized by Solid-State Reaction with B4C and Graphite through Sps. Metals 2018, 8, 377. [Google Scholar] [CrossRef]
- Duschanek, H.; Rogl, P. The Al-B (Aluminum-Boron) System. J. Phase Equilibria 1994, 15, 543–552. [Google Scholar] [CrossRef]
- Zhang, X.; Sun, Y.; Meng, Q.; Wu, J.; He, L. Enhancement of Oxidation Resistance via Chromium Boron Carbide on Diamond Particles. Coatings 2021, 11, 162. [Google Scholar] [CrossRef]
- Wang, T.; Gwalani, B.; Shukla, S.; Frank, M.; Mishra, R.S. Development of in Situ Composites via Reactive Friction Stir Processing of Ti–B4C System. Compos. Part B Eng. 2019, 172, 54–60. [Google Scholar] [CrossRef]
- Nartu, M.S.K.K.Y.; Mantri, S.A.; Pantawane, M.V.; Ho, Y.H.; McWilliams, B.; Cho, K.; Dahotre, N.B.; Banerjee, R. In Situ Reactions during Direct Laser Deposition of Ti-B4C Composites. Scr. Mater. 2020, 183, 28–32. [Google Scholar] [CrossRef]
- Divinski, S.V.; Hisker, F.; Wilger, T.; Friesel, M.; Herzig, C. Tracer Diffusion of Boron in α-Ti and γ-TiAl. Intermetallics 2008, 16, 148–155. [Google Scholar] [CrossRef]
- Schmidt, H.; Borchardt, G.; Schmalzried, C.; Telle, R.; Weber, S.; Scherrer, H. Self-Diffusion of Boron in TiB2. J. Appl. Phys. 2003, 93, 907–911. [Google Scholar] [CrossRef]
- Wang, J.; Guo, X.; Qin, J.; Zhang, D.; Lu, W. Microstructure and Mechanical Properties of Investment Casted Titanium Matrix Composites with B4C Additions. Mater. Sci. Eng. A 2015, 628, 366–373. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zyguła, K.; Mrotzek, T.; Lypchanskyi, O.; Zientara, D.; Gude, M.; Prahl, U.; Wojtaszek, M. Microstructure and Mechanical Properties of In Situ Synthesized Metastable β Titanium Alloy Composite from Low-Cost Elemental Powders. Materials 2023, 16, 7438. https://doi.org/10.3390/ma16237438
Zyguła K, Mrotzek T, Lypchanskyi O, Zientara D, Gude M, Prahl U, Wojtaszek M. Microstructure and Mechanical Properties of In Situ Synthesized Metastable β Titanium Alloy Composite from Low-Cost Elemental Powders. Materials. 2023; 16(23):7438. https://doi.org/10.3390/ma16237438
Chicago/Turabian StyleZyguła, Krystian, Tino Mrotzek, Oleksandr Lypchanskyi, Dariusz Zientara, Maik Gude, Ulrich Prahl, and Marek Wojtaszek. 2023. "Microstructure and Mechanical Properties of In Situ Synthesized Metastable β Titanium Alloy Composite from Low-Cost Elemental Powders" Materials 16, no. 23: 7438. https://doi.org/10.3390/ma16237438
APA StyleZyguła, K., Mrotzek, T., Lypchanskyi, O., Zientara, D., Gude, M., Prahl, U., & Wojtaszek, M. (2023). Microstructure and Mechanical Properties of In Situ Synthesized Metastable β Titanium Alloy Composite from Low-Cost Elemental Powders. Materials, 16(23), 7438. https://doi.org/10.3390/ma16237438