

Possibilities of Increasing the Durability of Punches Used in the Forging Process in Closed Dies of Valve Forgings by Using Alternative Materials from Tool Steels and Sintered Carbides

 , , ,
, , ,  , and
, and
Abstract
1. Introduction
2. Test Subject and Methods
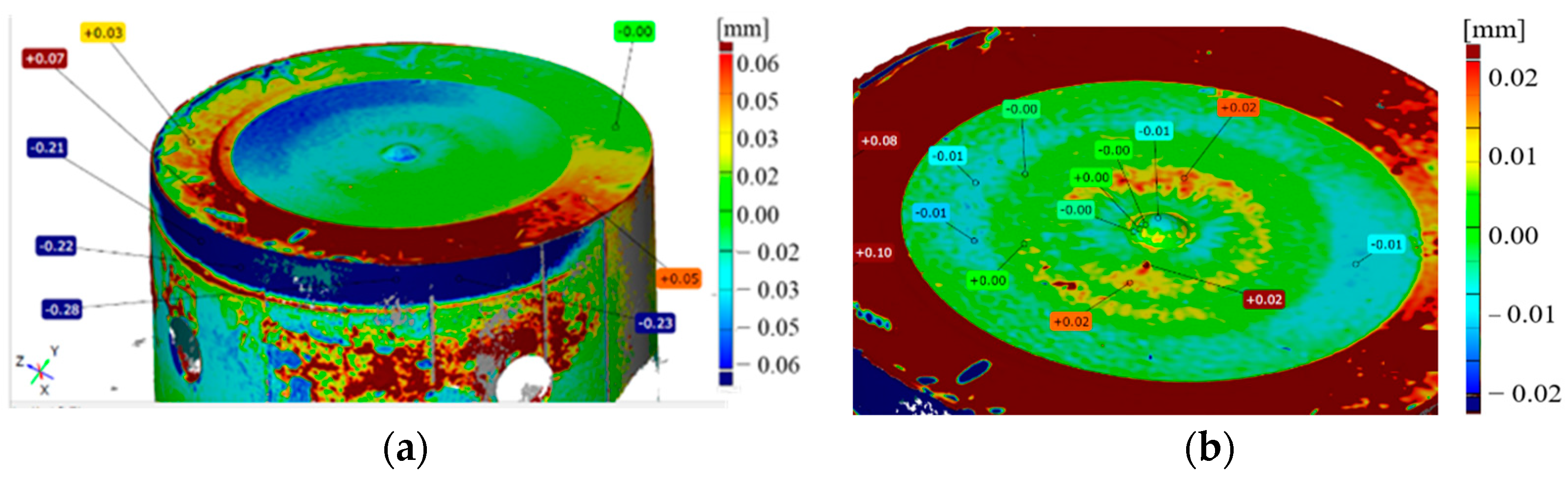
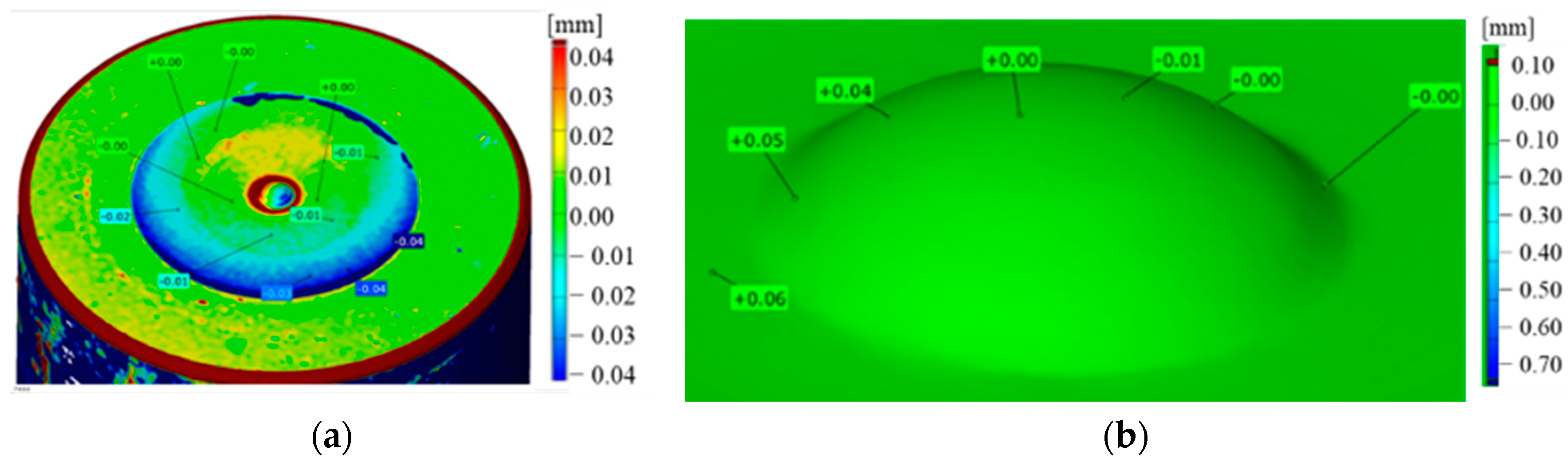
- Macroscopic tests combined with a measurement of the wear/allowance on the tool working surface through 3D scanning with a laser scanner and a comparison of the scan geometry with the CAD model;
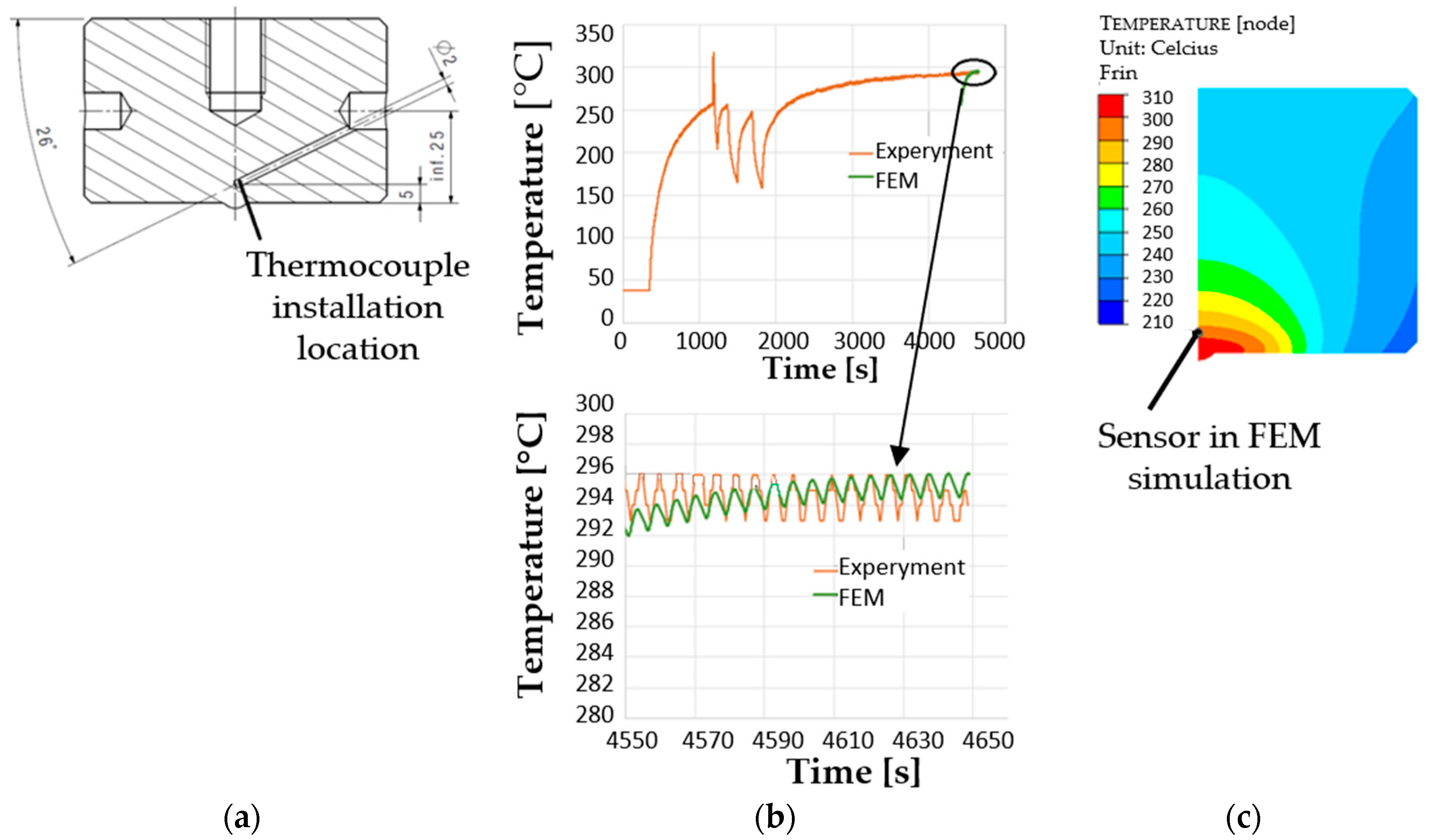
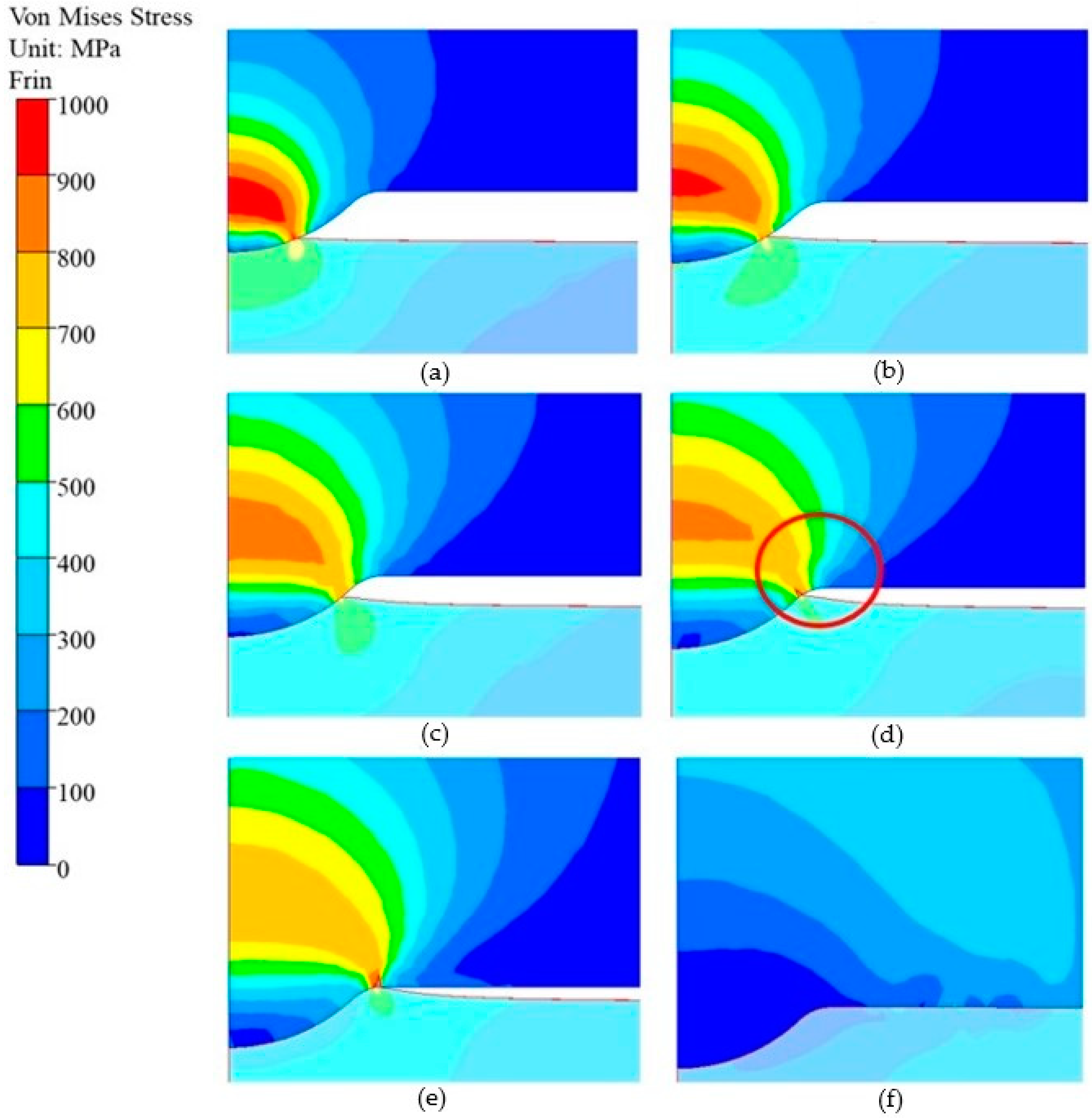
- Numerical simulations based on the Finite Element Method carried out in the Forge 3.0 NxT program for the presently realized technology, as well as other tribological conditions (change in temperature and friction) of the forging process, which can occur under industrial conditions;
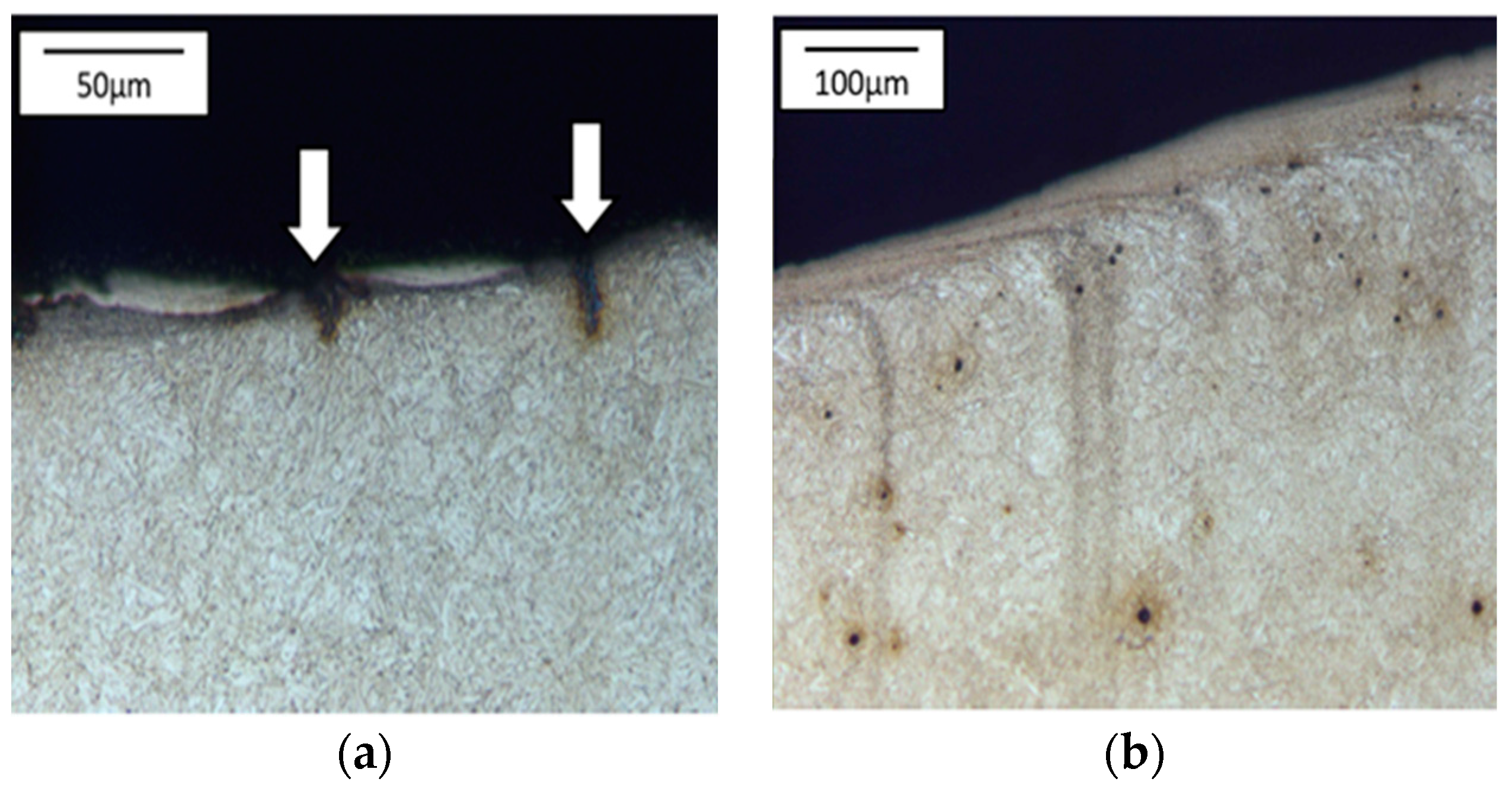
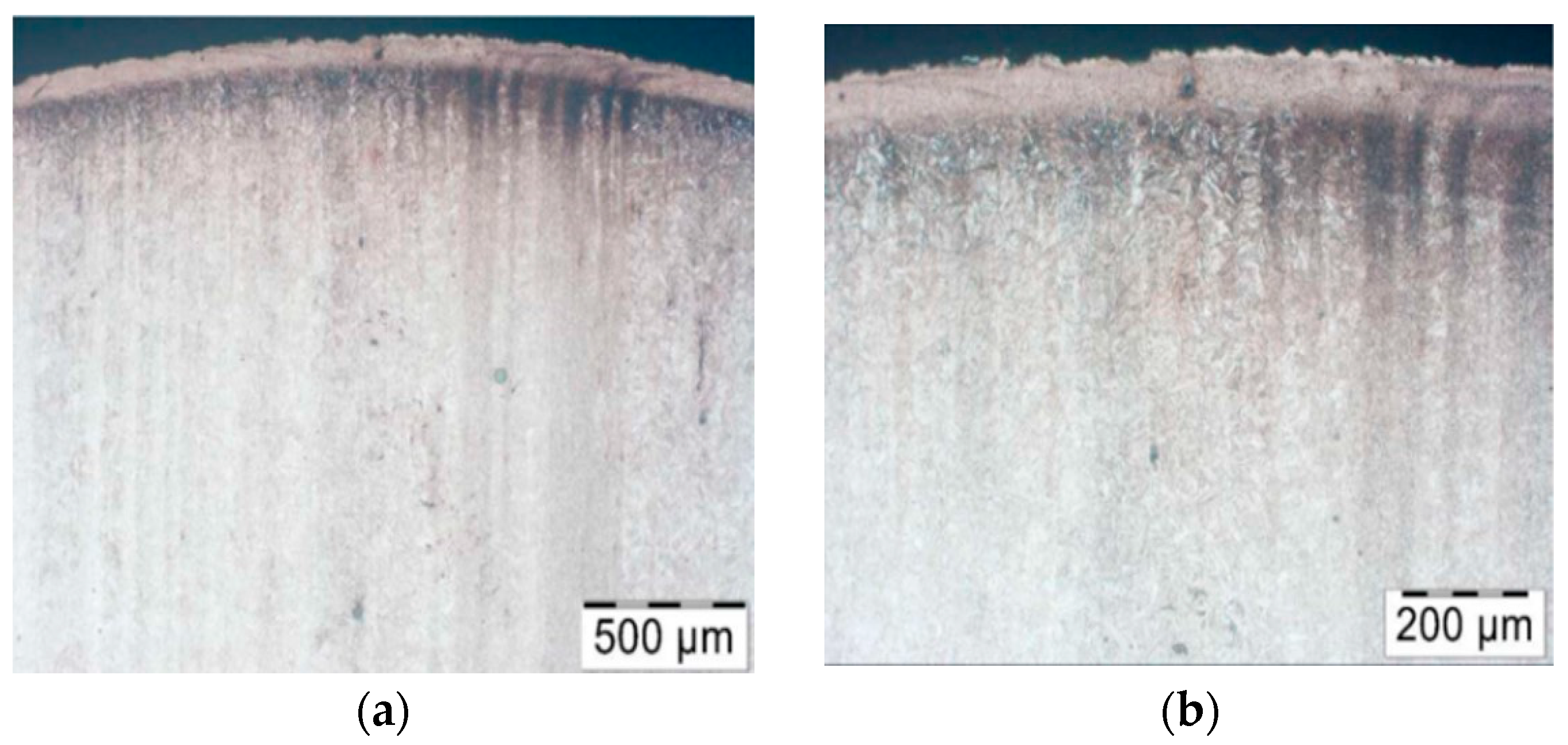
- Microstructural tests performed in the surface layer of the tool’s cross-section by means of the light microscopy method after its initial etching;
- Observations of the changes taking place on the working surface using a scanning electron microscope (SEM);
- Microhardness measurements on the cross-section considering the function of the distance from the surface by means of an LECO microhardness tester;
- Other methods and research techniques.
3. Results and Discussion
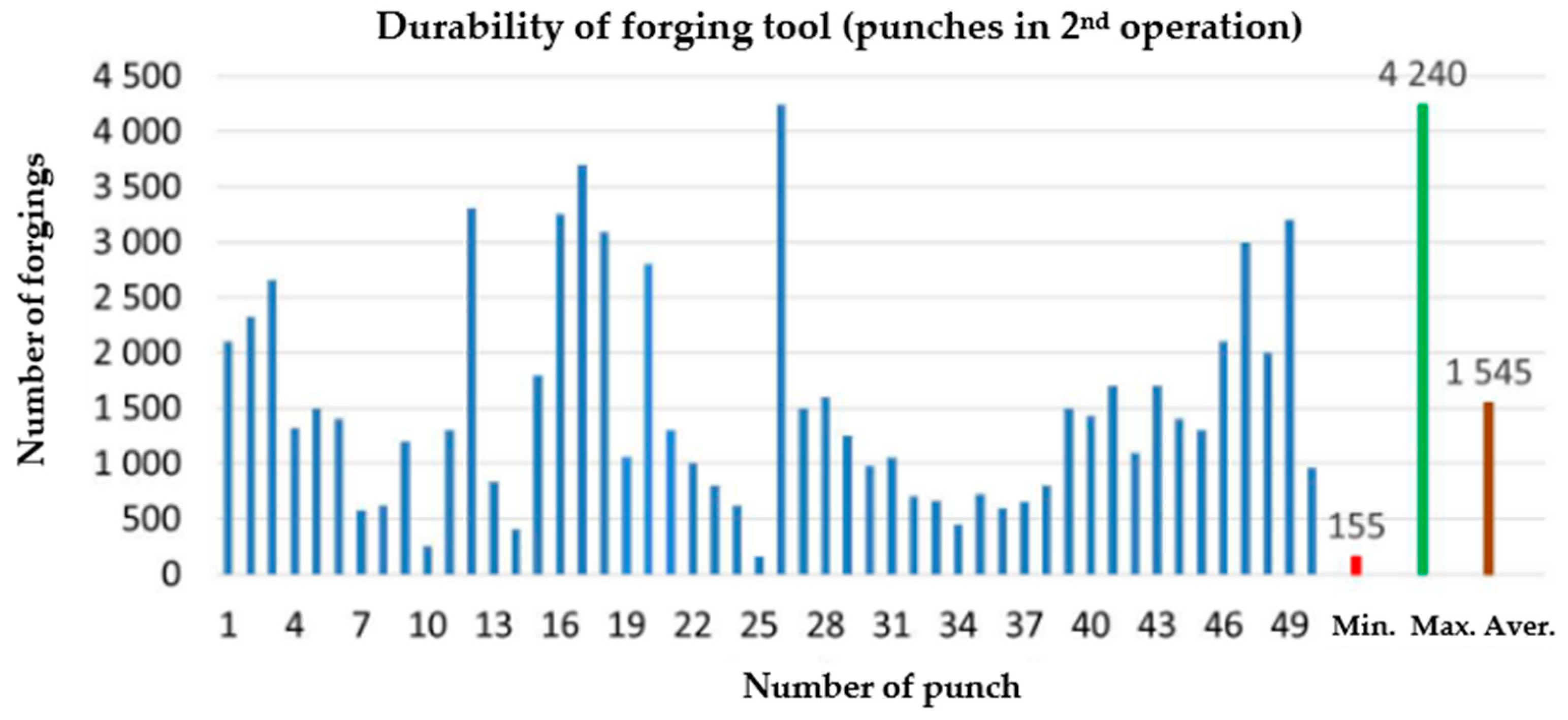
3.1. Analysis of Durability in the Present Technology
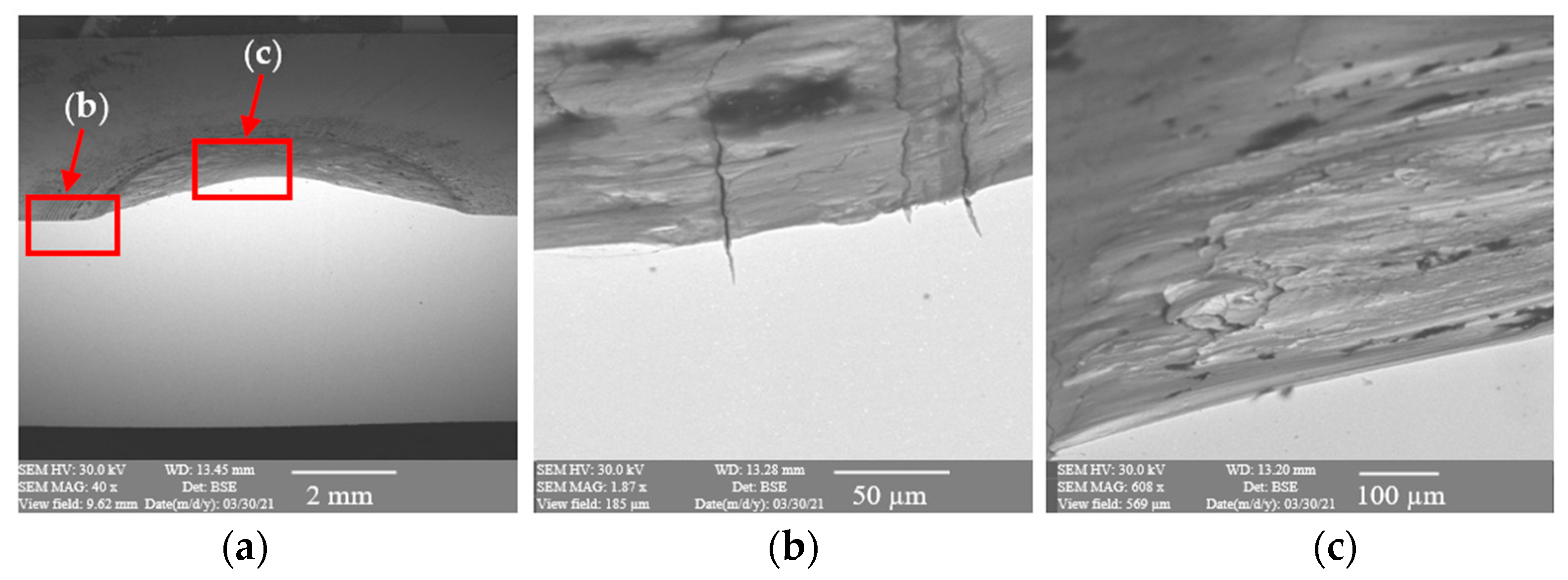
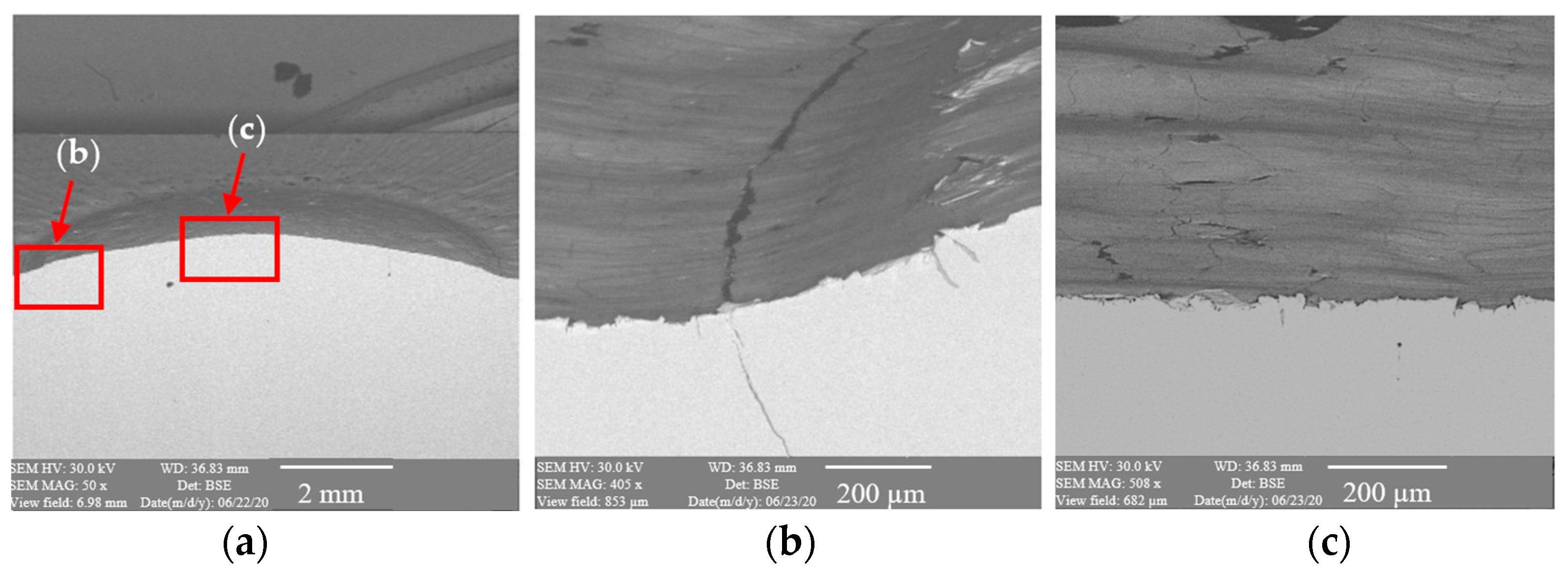
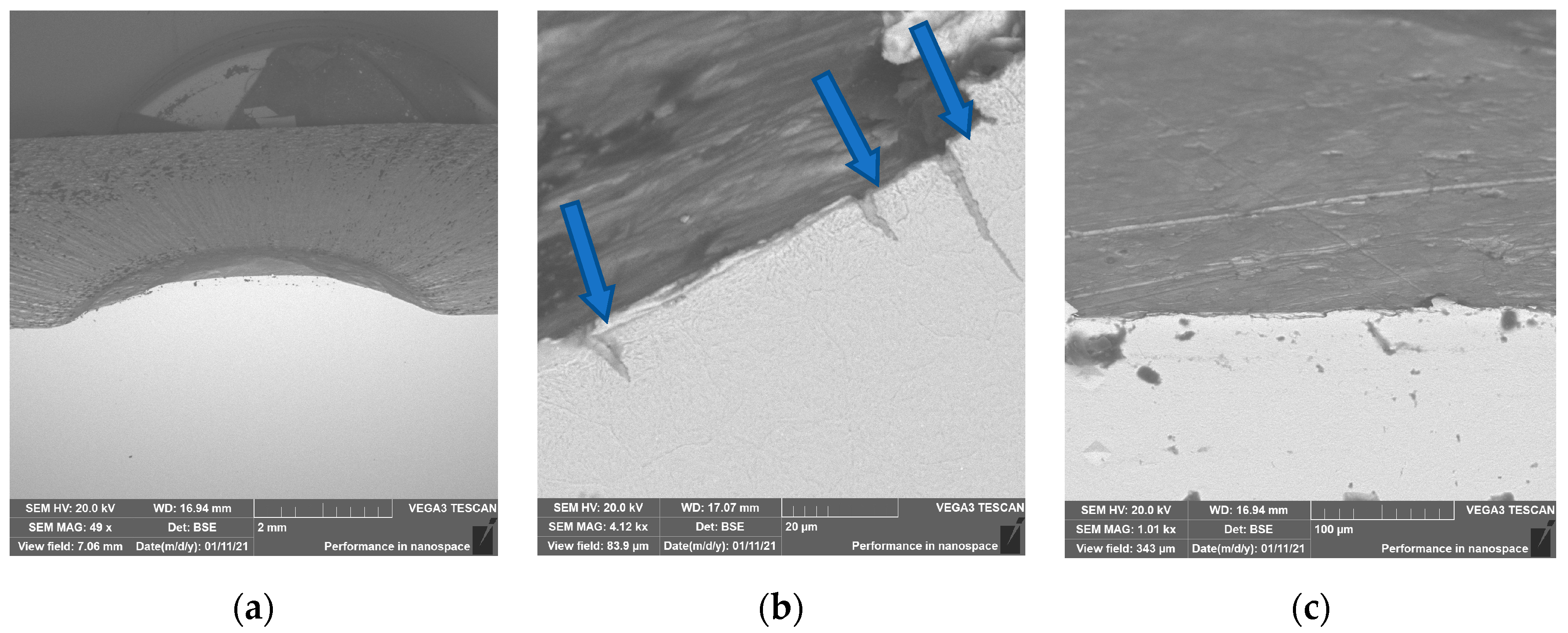
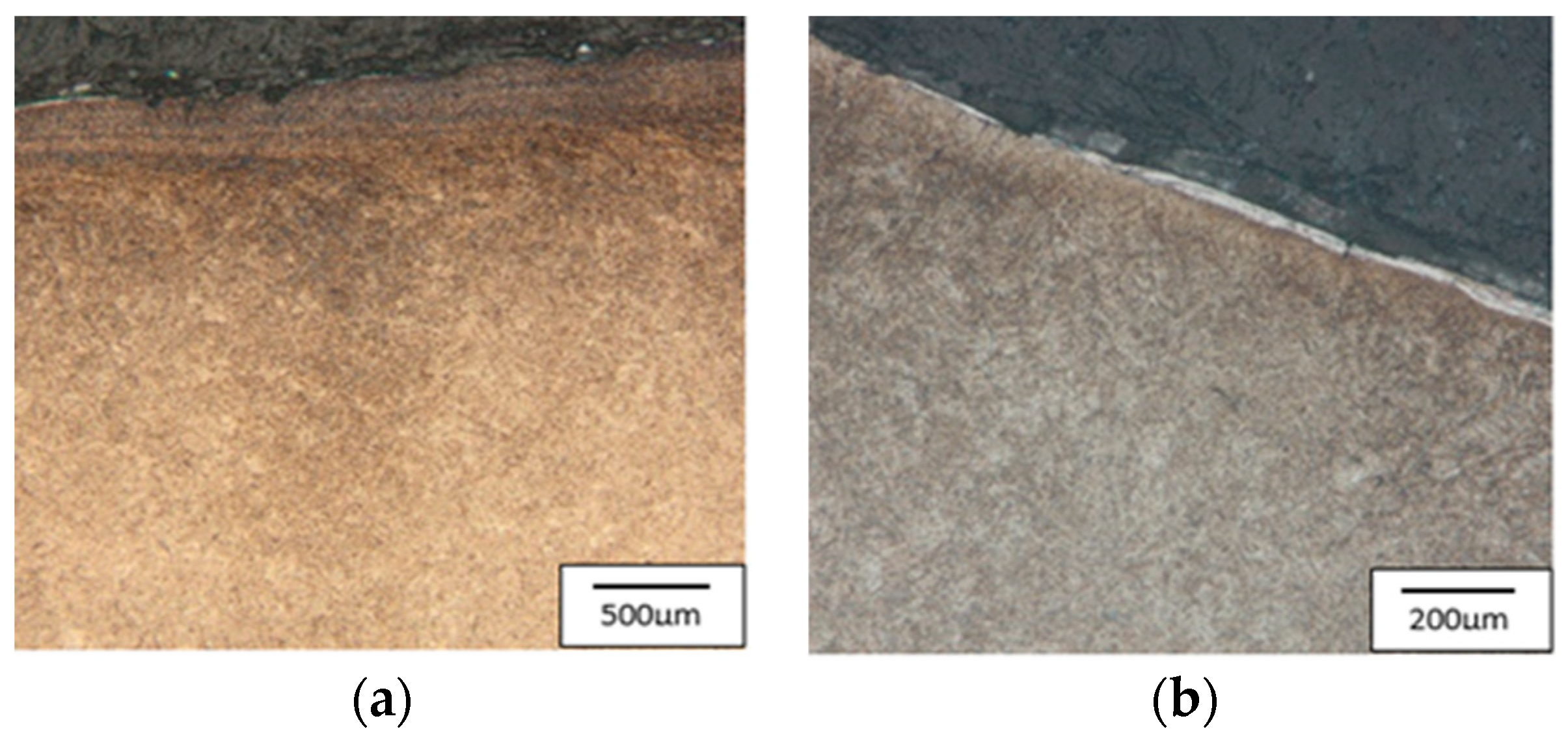
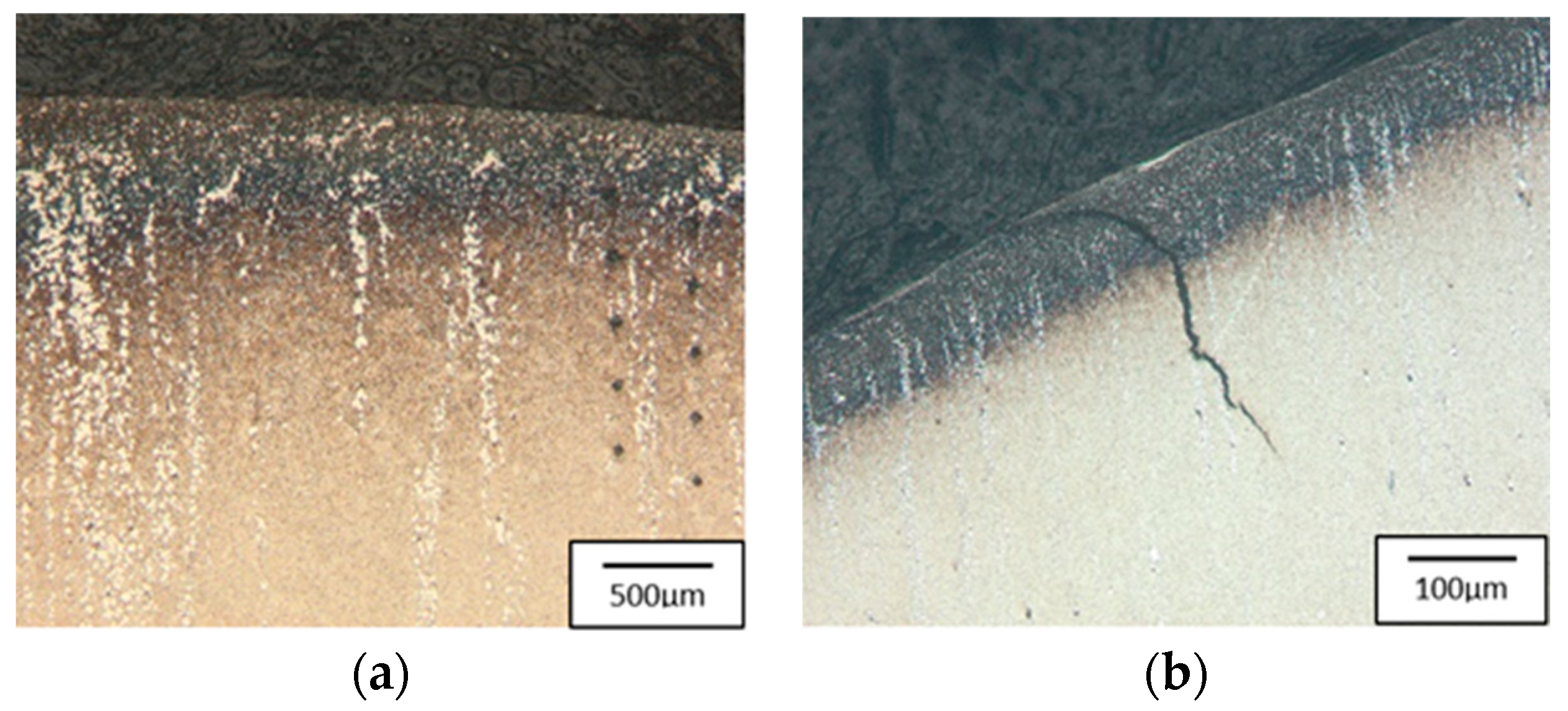
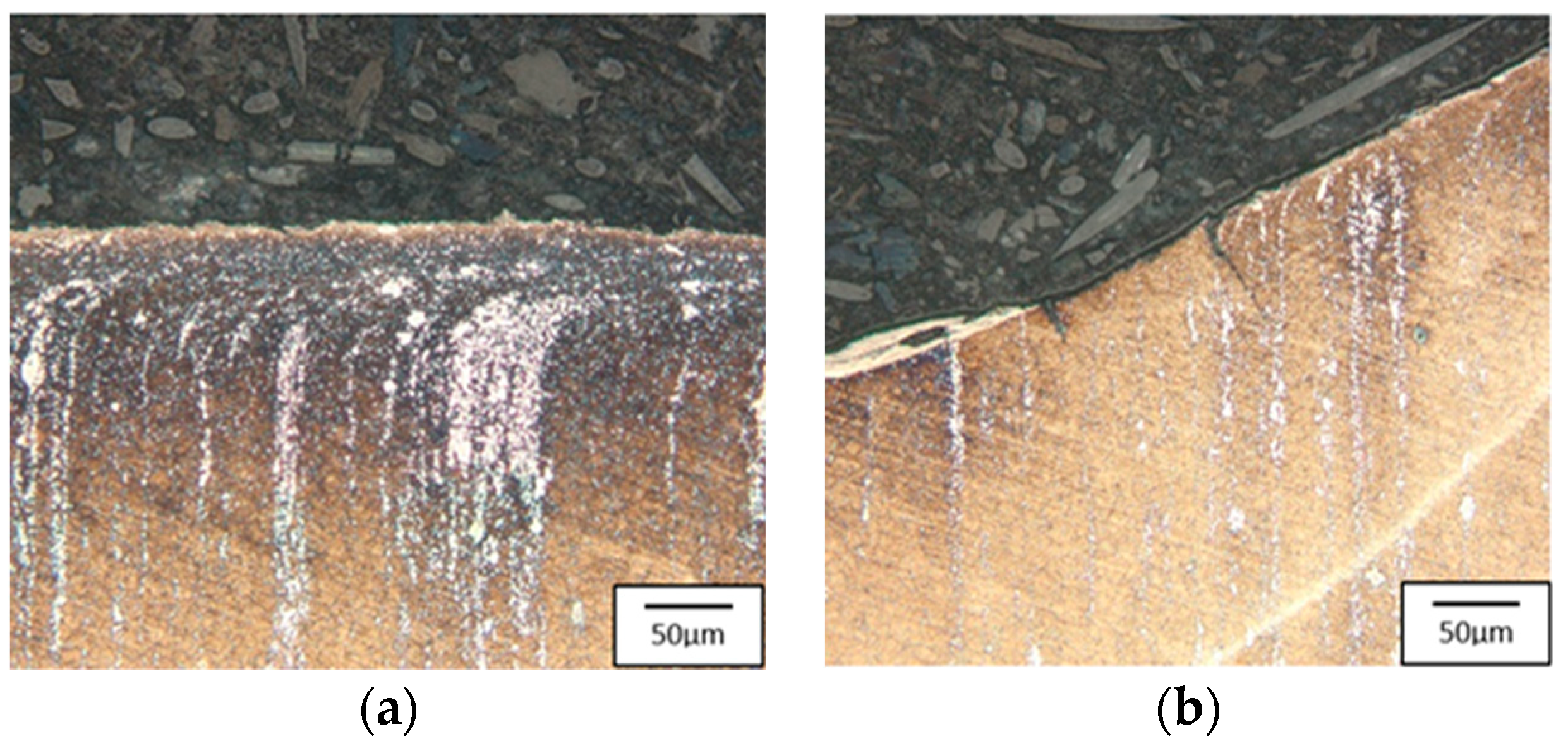
3.2. Microscopic Observations
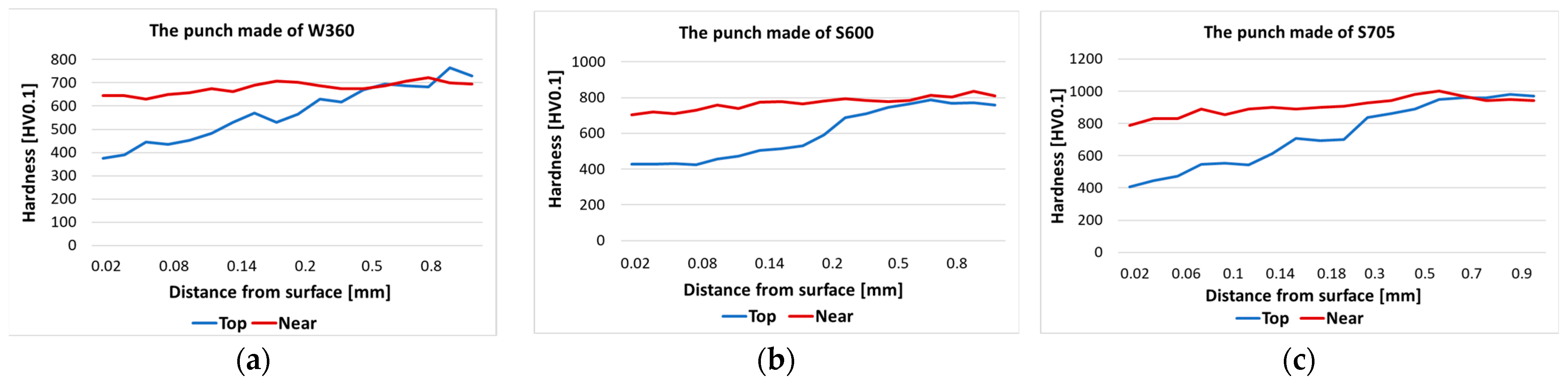
3.3. Microhardness Measurements
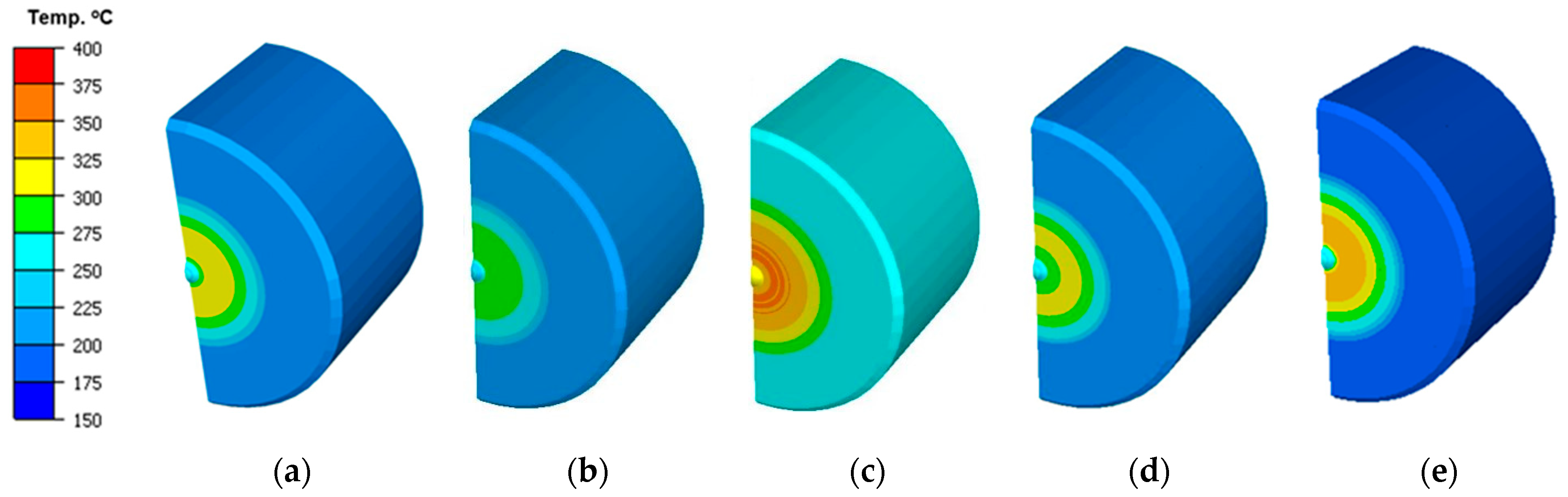
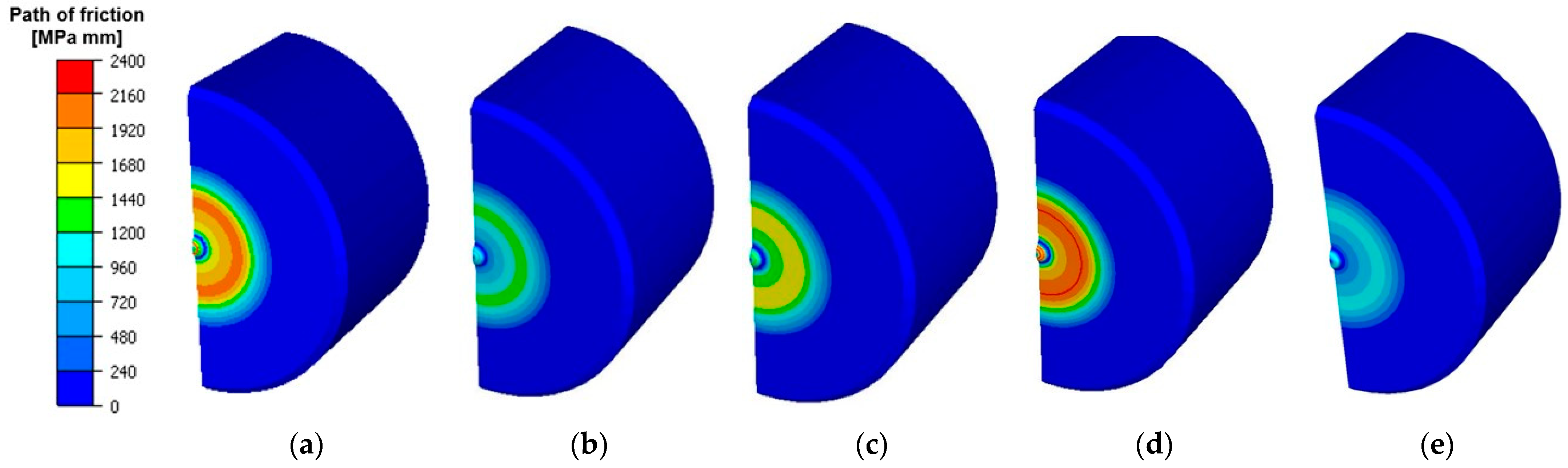
4. Numerical Modelling
- I.
- A nominal process assumed by the current technology, i.e., workpiece material temperature: 1050 °C; the punch and other tools’ temperature: 250 °C; and the friction factor assumed to be the Tresca factor: m = 0.2;
- II.
- The input material temperature is decreased to 950 °C, with the other technological parameters assumed as for the process according to the current technology (variant I);
- III.
- The punches and the other forging tools’ temperature is raised up to 300 °C, with the other parameters of technology as in variant I;
- IV.
- The conditions of the forging process are adopted in accordance with the existing technology, but with the friction coefficient increased to m = 0.6;
- V.
- The temperature of the input material is raised to 1150 °C, with the friction coefficient according to Tresca increased to m = 0.6.
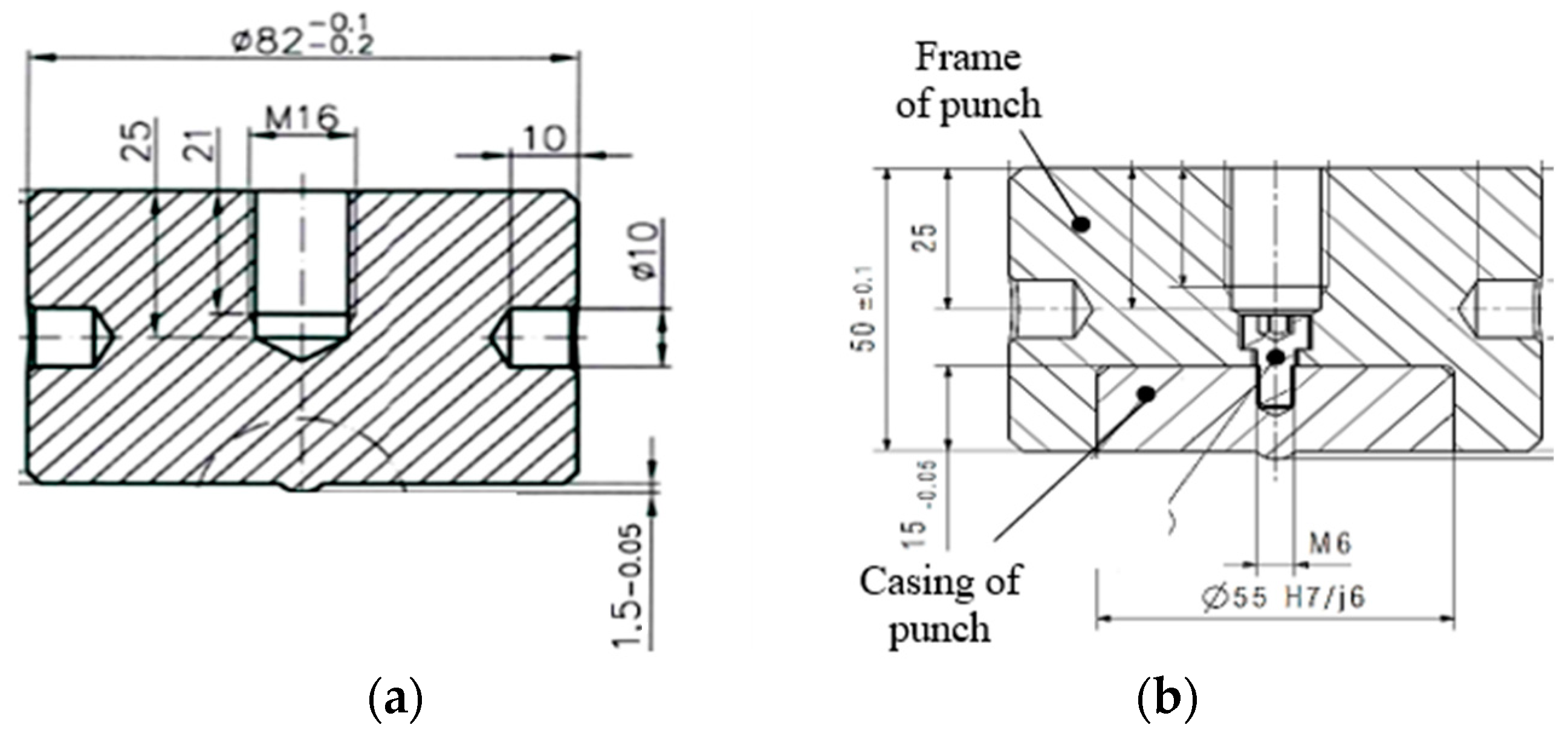
5. Selection of Hot-Operation Steel for the Punch
Application of Punch Inserts Made of Sintered Carbide
6. Summary and Conclusions
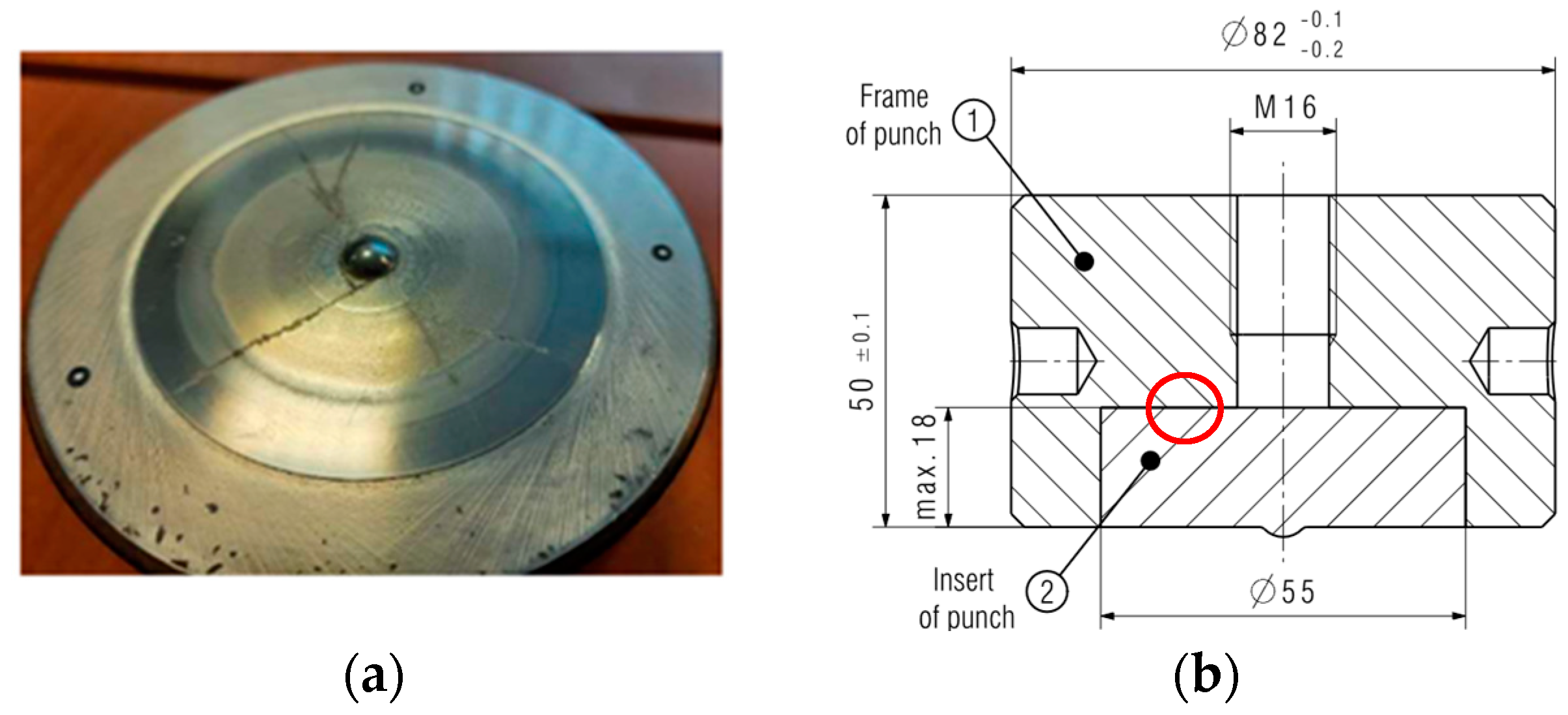
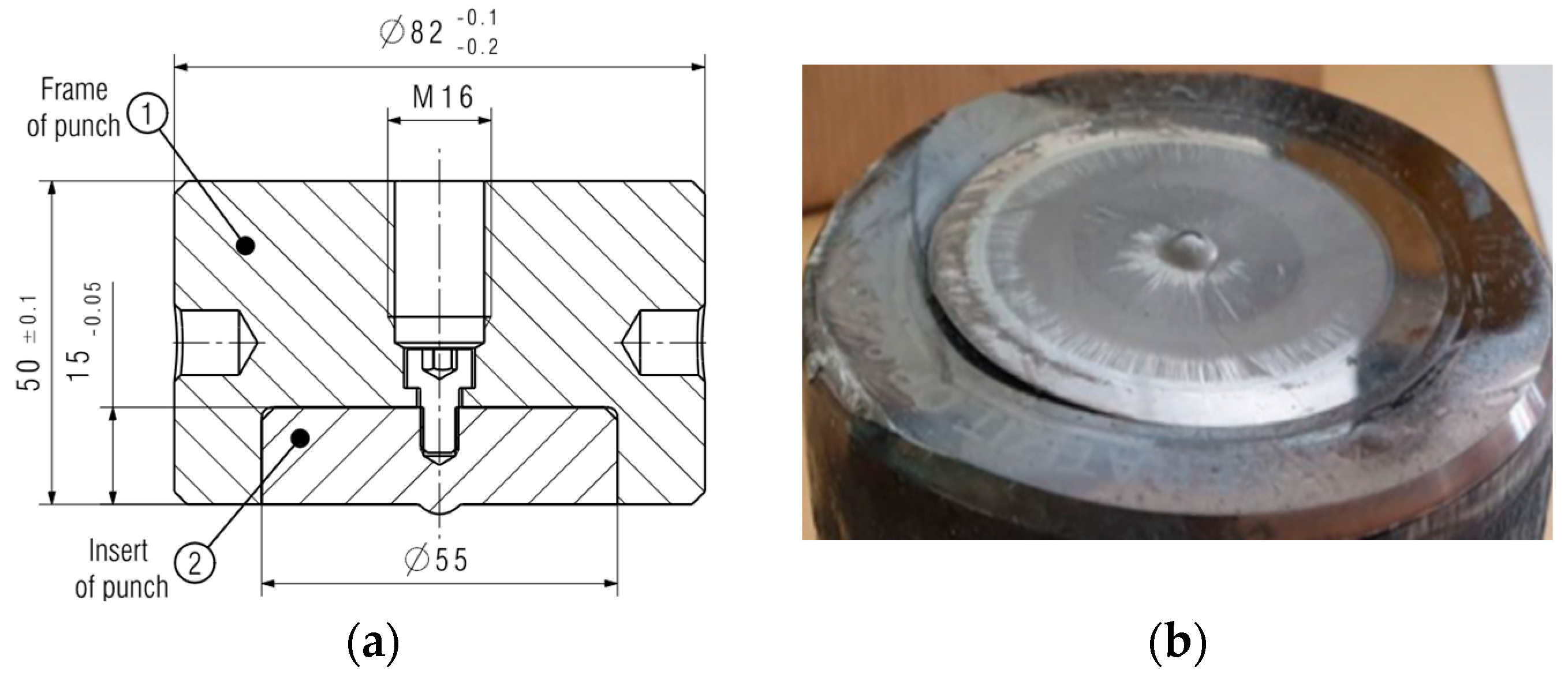
- The analyzed technology is a difficult and very complex forging process realized under industrial conditions, and it is crucial to properly select the optimal parameters, mainly technological, but also constructional, of the punch;
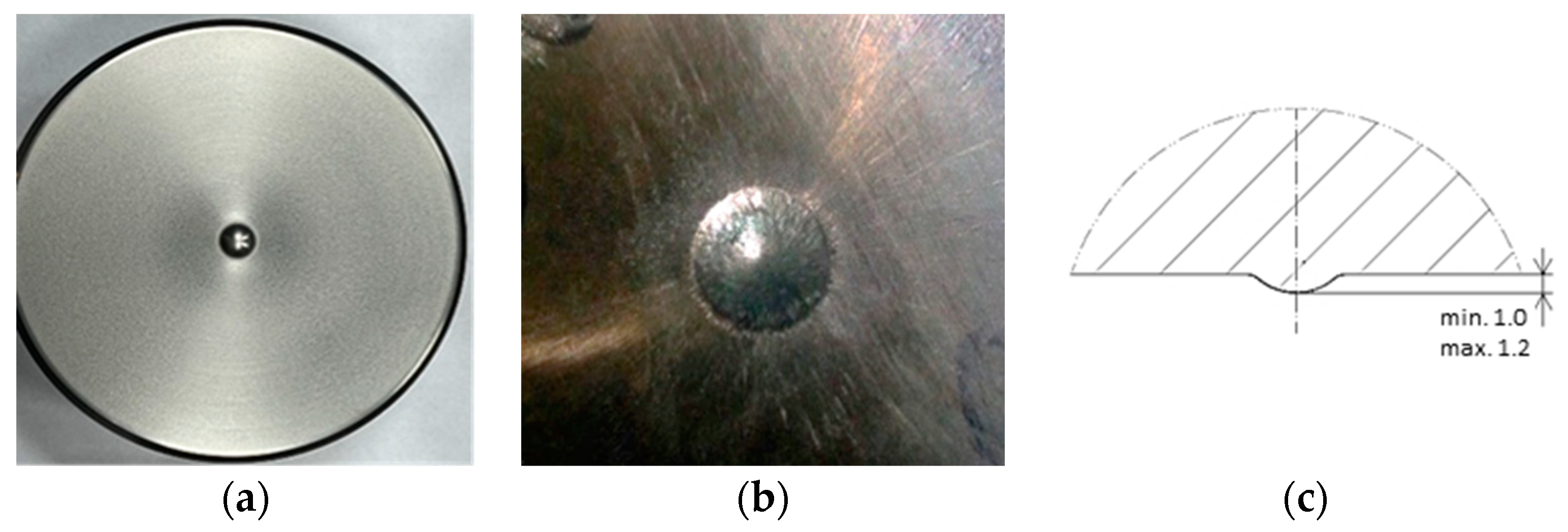
- The punch wear in the calotte area is caused by plastic deformation as a result of the tempering of the tool material;
- Another main wear mechanism taking place on the punch is the strong adhesion of the deformed forging material to the surface of the punch material, causing plastic deformations on the front surface of the valve disk;
- The numerical simulations confirmed the presence of high temperatures in the calotte area (over 300 °C), as well as very high normal stresses in the calotte base (1800 MPa) and reduced stresses (1000 MPa);
- The high normal stresses at the calotte base caused fatigue cracks, which penetrated the tool material, caused by the changing loads and temperatures;
- The performed additional multi-variant FEM simulations, together with an analysis of the results, showed that a change in the three selected parameters—the charge temperature (1040 °C) within the change scope of ±100 °C, the tool temperature (200 °C) within the change scope of ±100 °C, and the friction (m = 0.2 ± 0.6)—significantly affected the correctness of the technology;
- For this reason, in order to increase tool durability, the possibility of applying other tool steels for hot operations as well as high speed steels was analyzed. Such steels were selected whose tempering temperature is higher than that of the currently used steel and which equals over 500 °C, and whose hardness is at the level of 58–61 HRC.
- The average wear of a punch made of steel W360 equaled 1480 forgings; steel S600—850 forgings; and steel S705—810 forgings. These hardness values are lower than that of the presently used tool, i.e., WLV, for which the average hardness equaled about 1500 forgings;
- The cause of removing the tools made of the tested steels from the process was plastic deformation as a result of the tempering of the tool material. Additionally, the wear of the tools made of high-speed steels proceeded a few times faster, and the tools made of S600 became cracked;
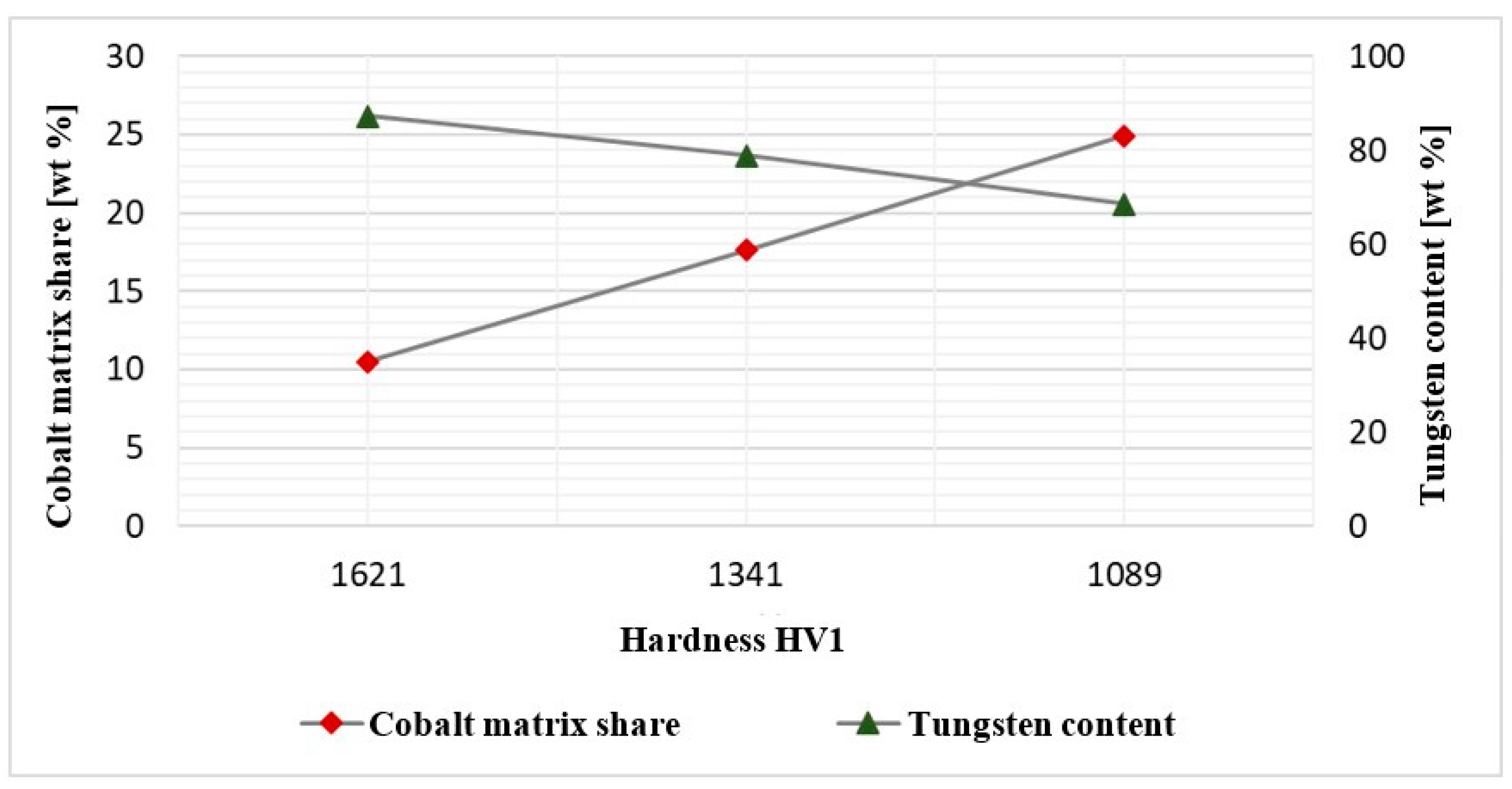
- Due to a lack of improvement in the durability of the tool made from this steel, the authors decided to apply inserts made of sintered carbides. Three types of materials were used in the tests, which differed in the amount of the cobalt matrix and, thus, also the tool hardness. The hardness of the insert with a 10.5% cobalt matrix equaled over 1620 HV, and for the 17.6% cobalt matrix, the hardness was 1340 HV, whereas the tool with the cobalt matrix amount of 24.9% demonstrated hardness at the level of 1090 HV.
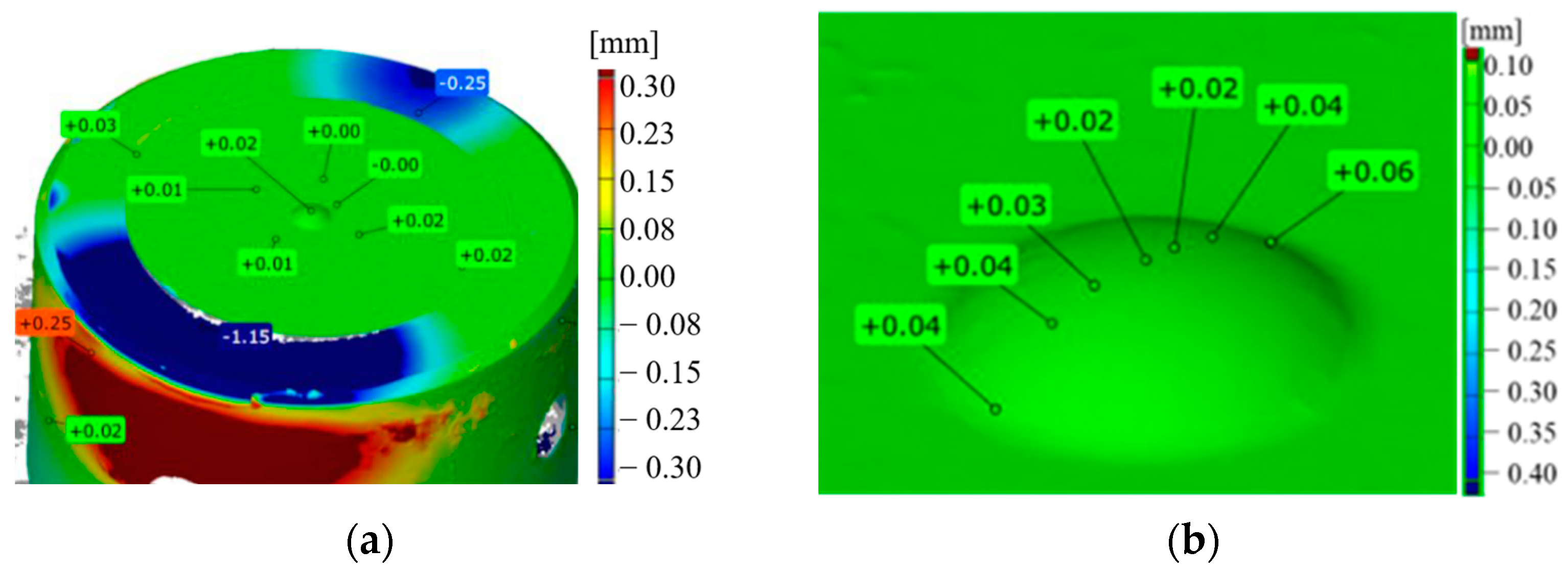
- The sensitive area—the calotte—did not undergo plastic deformation, whereas both tools made a twice-as-high number of forgings than the punch used in the original production process, i.e., over 9000 forgings, whereas the S91 punch achieved over 20,000 forging;
- The tools were removed from the process due to a faulty construction of the punch (a constructional notch in the contact area of the insert with the screw thread for the mounting), as well as a collision connected with the work of the press, with no wear mechanisms observed in the calotte area.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sinigaglia, T.; Eduardo, M.; Martins, S.; Siluk, J.C.M. Technological evolution of internal combustion engine vehicle: A patent data analysis. Appl. Energy 2022, 306, 118003. [Google Scholar] [CrossRef]
- Khan, M.I.; Khan, M.A.; Shakoor, A. A failure analysis of the exhaust valve from a heavy duty natural gas engine. Eng. Fail. Anal. 2018, 85, 77–88. [Google Scholar] [CrossRef]
- Politis, D.J.; Politis, N.J.; Lin, J.; Dean, T.A. A review of force reduction methods in precision forging axisymmetric shapes. Int. J. Adv. Manuf. Technol. 2018, 97, 2809–2833. [Google Scholar] [CrossRef]
- Scott, C.G.; Riga, A.T.; Hong, H. The erosion-corrosion of nickel-base diesel engine exhaust valves. Wear 1995, 181–183, 485–494. [Google Scholar] [CrossRef]
- Pierce, D.; Haynes, A.; Hughes, J.; Graves, R.; Maziasz, P.; Muralidharan, G.; Shyam, A.; Wang, B.; England, R.; Daniel, C. High temperature materials for heavy duty diesel engines: Historical and future trends. Prog. Mater. Sci. 2019, 103, 109–179. [Google Scholar] [CrossRef]
- Mallikarjuna, V.; Rajesh, K.; Jameel Basha, S.M.D. Process Improvement in the Manufacturing of Engine Valve. Int. J. Adv. Eng. Res. Sci. 2016, 3, 40–47. [Google Scholar] [CrossRef]
- Kodess, B.N.; Teterin, G.P.; Kommel, L.A.; Ovcharov, V.K. Structure and Mechanical Properties of the Engine Valves with Intermetallic Disk. MRS Online Proc. Libr. 1998, 552, 8371. [Google Scholar] [CrossRef]
- Yuanzhi, Z.; Zhimin, Y.; Jiangpin, X. Microstructural mapping in closed die forging process of superalloy Nimonic 80a valve head. J. Alloys Compd. 2011, 509, 6106–6112. [Google Scholar]
- Bayata, F.; Alpas, A.T. The high temperature wear mechanisms of iron—Nickel steel (NCF 3015) and nickel based superalloy (Inconel 751) engine valves. Wear 2021, 480–481, 203943. [Google Scholar] [CrossRef]
- Li, W.Y.; Yu, M.; Li, J.; Zhang, G.; Wang, S. Characterizations of 21-4N to 4Cr9Si2 stainless steel dissimilar joint bonded by electric-resistance-heat-aided friction welding. Mater. Des. 2009, 30, 4230–4235. [Google Scholar] [CrossRef]
- Sun, Y.; Liu, T.; Zhang, Z.; Zhang, T.; Luo, T. Optimum control of process parameters in electrical upsetting. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2003, 217, 1259–1263. [Google Scholar] [CrossRef]
- Wang, Y.G.; Yin, X.M. Analysis of parameters and microcomputer control for the electric upsetting process for forging engine valves. J. Mater. Shap. Technol. 1987, 5, 125–131. [Google Scholar] [CrossRef]
- Hild, R.; Berg, T.; Mattfeld, P.; Trauth, D.; Klocke, F.; Hoffmann, D.C.; Kruppe, N.C.; Brögelmann, T.; Bobzin, K. Analysis of wear phenomena during forward extrusion under dry friction conditions. Wear 2019, 426–427, 1362–1370. [Google Scholar] [CrossRef]
- Liu, Z.; Deng, G.; Wang, Z.; Zhou, W.; Yu, Y.; Zhou, J. Numerical simulation and experiment study on hot extrusion process of 18Ni (250) maraging steel large fan shaft for aero engines. Int. J. Adv. Manuf. Technol. 2023, 126, 2371–2386. [Google Scholar] [CrossRef]
- Painter, B.; Shivpuri, R.; Altan, T. Prediction of die wear during hot-extrusion of engine valves. J. Mater. Process. Technol. 1996, 59, 132–143. [Google Scholar] [CrossRef]
- Tkocz, M.; Kowalczyk, K.; Bulzak, T.; Jabłońska, M.B.; Hawryluk, M. Finite element analysis of material deformation behaviour during DRECE: The sheet metal SPD process. Arch. Civ. Mech. Eng. 2023, 23, 145. [Google Scholar] [CrossRef]
- Wojtaszek, M.; Lisiecki, Ł.; Łukaszek-Sołek, A.; Korpała, G.; Zyguła, K.; Śleboda, T.; Jabłońska, M.B.; Prahl, U. Application of processing maps and numerical modelling for identification of parameters and limitations of hot forging process. Arch. Civ. Mech. Eng. 2023, 23, 240. [Google Scholar] [CrossRef]
- Elo, R.; Heinrichs, J.; Jacobson, S. Wear protective capacity of tribofilms formed on combustion engine valves with different surface textures. Wear 2017, 376–377, 1429–1436. [Google Scholar] [CrossRef]
- Garcia, J.; Cipres, V.C.; Blomqvist, A.; Kaplan, B. Cemented carbide microstructures: A review. Int. J. Refract. Met. Hard Mater. 2019, 80, 40–68. [Google Scholar] [CrossRef]
- Schaefer, S.K.; Larson, J.M.; Jenkins, L.F.; Wang, Y. Evolution of heavy duty engine valve—Materials and design. In Proceedings of the International Symposium on Valvetrain System Design and Materials, Dearborn, MI, USA, 14–15 April 1997; pp. 129–139. [Google Scholar]
- Larson, J.M.; Jenkins, L.F.; Narasimhan, S.L.; Belmore, J.E. Engine valves—Design and material evolution. J. Eng. Gas Turbines Power 1987, 109, 355–361. [Google Scholar] [CrossRef]
- Nagasankar, P.; Gurusamy, P.; Gopinath, S.; Gnanaprakash, K.; Pradeep, G. Optimization of process parameters on engine exhaust valves using Taguchi method in friction welding process. Mater. Today Proc. 2020, 33, 3212–3217. [Google Scholar] [CrossRef]
- Farina, A.B.; Liberto, R.C.N.; Barbosa, C.A. Development of New Intermediate Nickel Alloys for Application in Automotive Valves of High Performance Engines. In SAE 2013 World Congress & Exhibition; SAE: Warrendale, PA, USA, 2013. [Google Scholar]
- Emamverdian, A.A.; Sun, Y.; Cao, C.; Pruncu, C.; Wang, Y. Current failure mechanisms and treatment methods of hot forging tools (dies)—A review. Eng. Fail. Anal. 2021, 129, 105678. [Google Scholar] [CrossRef]
- Rajiev, R.; Sadagopan, P.; Prakash, R.S. Study on investigation of hot forging die wear analysis—An industrial case study. Mater. Today Proc. 2020, 27, 2752–2757. [Google Scholar] [CrossRef]
- Ebara, R. Fatigue crack initiation and propagation behavior of forging die steels. Int. J. Fatigue 2010, 32, 830–840. [Google Scholar] [CrossRef]
- Barrau, O.; Boher, C.; Vergne, C.; Rezai-Aria, F. Investigations of friction and wear mechanisms of hot forging tool steels. In Proceedings of the Sixth International Conference on Tooling, Karlstad, Sweden, 10–13 September 2002. [Google Scholar]
- Lange, K.; Cser, L.; Geiger, M.; Kals, J.A.G. Tool life and tool quality in bulk metal forming. CIRP Ann. 1992, 41, 667–675. [Google Scholar] [CrossRef]
- Hawryluk, M.; Lachowicz, M.; Zwierzchowski, M.; Janik, M.; Gronostajski, Z.; Filipiak, J. Influence of the grade of hot work tool steels and its microstructural features on the durability of punches used in the closed die precision forging of valve forgings made of nickel-chrome steel. Wear 2023, 528–529, 204963. [Google Scholar] [CrossRef]
- Kim, D.H.; Kim, B.M.; Kang, C.G. Estimation of die service life for a die cooling method in a hot forging process. Int. J. Adv. Manuf. Technol. 2005, 27, 33–39. [Google Scholar] [CrossRef]
- Kannan, P.R.; Thanigaivelan, R.; Thiraviam, R.; Pradeep Kumar, K. Performance studies on hybrid nano-metal matrix composites for wear and surface quality. Mater. Sci. 2023, 41, 288–300. [Google Scholar] [CrossRef]
- Available online: https://www.bohler-edelstahl.com/en/products/w360-isobloc-2/ (accessed on 20 October 2023).
- Available online: http://www.oberonrd.pl/?p=main&what=27 (accessed on 20 October 2023).
- Jeong, D.; Kim, D.; Kim, J.; Kim, B.; Dean, T. Effects of surface treatments and lubricants for warm forging die life. J. Mater. Process. Technol. 2001, 113, 544–550. [Google Scholar] [CrossRef]
- Babaskin, Y.Z.; Shipitsyn, S.Y. Steel with a Nitride Phase for Hot Forging and Pressing Tools. Steel Transl. 2010, 40, 177–180. [Google Scholar] [CrossRef]
- Liu, Y.; Li, B.; He, Y.; Dong, Y.; Wang, S. Effect of silane coating surface treatment on friction and wear properties of carbon fiber/PI composites. Mater. Sci. 2022, 40, 214–222. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Kaszuba, M.; Widomski, P.; Smolik, J.; Ziemba, J.; Hawryluk, M. Analysis of wear mechanisms of hot forging tools protected with hybrid layers performed by nitriding and PVD coatings deposition. Wear 2019, 420–421, 269–280. [Google Scholar] [CrossRef]
- Hawryluk, M.; Gronostajski, Z.; Widomski, P.; Kaszuba, M.; Ziemba, J.; Smolik, J. Influence of the application of a PN+Cr/CrN hybrid layer on the improvement of the lifetime of hot forging tools. J. Mater. Process. Technol. 2018, 258, 226–238. [Google Scholar] [CrossRef]
- Yilkiran, T.; Behrens, B.-A.; Paschke, H.; Weber, M.; Brand, H. The potential of plasma deposition techniques in the application field of forging processes. Arch. Civ. Mech. Eng. 2012, 12, 284–291. [Google Scholar] [CrossRef]
- Podgrajšek, M.; Glodež, S.; Ren, Z. Failure analysis of forging die insert protected with diffusion layer and PVD coating. Surf. Coat. Technol. 2015, 276, 521–528. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Hawryluk, M.; Jakubik, J.; Kaszuba, M.; Misiun, G.; Sadowski, P. Solution examples of selected issues related to die forging. Arch. Metall. Mater. 2015, 60, 2773–2781. [Google Scholar] [CrossRef]
- Liu, Y.; Wu, Y.; Wang, J. Defect analysis and design optimization on the hot forging of automotive balance shaft based on 3D and 2D simulations. Int. J. Adv. Manuf. Technol. 2018, 94, 2739–2749. [Google Scholar] [CrossRef]
- Hawryluk, M.; Kaszuba, M.D.; Gronostajski, Z.; Polak, S.; Ziemba, J. Identification of the relations between the process conditions and the forging tool wear by combined experimental and numerical investigations. CIRP J. Manuf. Sci. Technol. 2020, 30, 87–93. [Google Scholar] [CrossRef]
- Gomah, M.; Demiral, M. An experimental and numerical investigation of an improved shearing process with different punch characteristics. Strojniškivestnik-J. Mech. Eng. 2020, 66, 375–384. [Google Scholar] [CrossRef]
- Martínez-Londoño, J.C.; Martínez-Trinidad, J.; Hernández-Fernández, A.; García-León, R.A. Finite Element Analysis on AISI 316L Stainless Steel Exposed to Ball-on-Flat Dry Sliding Wear Test. Trans. Indian Inst. Met. 2023, 76, 97–106. [Google Scholar] [CrossRef]
- Hawryluk, M.; Polak, S.; Rychlik, M.; Dudkiewicz, Ł.; Borowski, J.; Suliga, M. Possibilities of Measuring and Detecting Defects of Forged Parts in Die Hot-Forging Processes. Materials 2024, 17, 213. [Google Scholar] [CrossRef]
- Sharma, S.; Sharma, M.; Gupta, V.; Singh, J. A Systematic Review of Factors Affecting the Process Parameters and Various Measurement Techniques in Forging Processes. Steel Res. Int. 2022, 94, 2200529. [Google Scholar] [CrossRef]
- Lavtar, L.; Muhic, T.; Kugler, G.; Tercelj, M. Analysis of the main types of damage on a pair of industrial dies for hot forging car steering mechanisms. Eng. Fail. Anal. 2011, 18, 1143–1152. [Google Scholar] [CrossRef]
- Krawczyk, J.; Łukaszek-Sołek, A.; Śleboda, T.; Lisiecki, Ł.; Bembenek, M.; Cieślik, J.; Góral, T.; Pawlik, J. Tool Wear Issues in Hot Forging of Steel. Materials 2023, 16, 471. [Google Scholar] [CrossRef]
- Available online: https://www.totalmateria.com/ (accessed on 24 October 2023).
- Hawryluk, M. Review of selected methods of increasing the life of forging tools in hot die forging processes. Arch. Civ. Mech. Eng. 2016, 16, 845–866. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Kaszuba, M.; Hawryluk, M.; Zwierzchowski, M.; Niechajowicz, A.; Polak, S. Die profile optimization for forging constant velocity joint casings. Arch. Metall. Mater. 2011, 56, 551–558. [Google Scholar] [CrossRef]
- Hawryluk, M.; Zwierchowski, M. Structural analysis of hot forging dies with regard to their life. Maint. Reliab. 2009, 2, 31–41. [Google Scholar]
- Datafile Forge 3v75, Forge NxT 2011 Documentation; Subsidiary Transvalor Americas Corp: Moscow, Russia, 2019.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C (%) | Si (%) | Mn (%) | Cr (%) | Mo (%) | V (%) | W (%) | Co (%) |
|---|---|---|---|---|---|---|---|---|
| W360 | 0.50 | 0.20 | 0.25 | 4.50 | 3.00 | 0.60 | - | - |
| S600 | 0.90 | - | - | 4.10 | 5.00 | 1.80 | 6.20 | - |
| S705 | 0.95 | - | - | 4.10 | 5.00 | 1.90 | 6.20 | 4.80 |
| No. | Material for Punch | Hardness (HRC) | Average Number of Forgings (pcs.) |
|---|---|---|---|
| 1 | W360 | 58 | 1480 (min: 720; max: 1980) |
| 2 | S600 | 61 | 850 (min: 150; max: 1650) |
| 3 | S705 | 60 | 810 (min: 560; max: 1140) |
| Punch Number/ Elements | W (%) | Co (%) | C (%) | Cr (%) | V (%) |
|---|---|---|---|---|---|
| S30 | 78.9 | 17.6 | 2.7 | 0.8 | - |
| S79 | 87.9 | 10.5 | 2.1 | - | 0.1 |
| S91 | 68.5 | 24.9 | 4.6 | 2.0 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hawryluk, M.; Janik, M.; Gronostajski, Z.; Barełkowki, A.; Zwierzchowski, M.; Lachowicz, M.; Ziemba, J.; Marzec, J. Possibilities of Increasing the Durability of Punches Used in the Forging Process in Closed Dies of Valve Forgings by Using Alternative Materials from Tool Steels and Sintered Carbides. Materials 2024, 17, 370. https://doi.org/10.3390/ma17020370
Hawryluk M, Janik M, Gronostajski Z, Barełkowki A, Zwierzchowski M, Lachowicz M, Ziemba J, Marzec J. Possibilities of Increasing the Durability of Punches Used in the Forging Process in Closed Dies of Valve Forgings by Using Alternative Materials from Tool Steels and Sintered Carbides. Materials. 2024; 17(2):370. https://doi.org/10.3390/ma17020370
Chicago/Turabian StyleHawryluk, Marek, Marta Janik, Zbigniew Gronostajski, Artur Barełkowki, Maciej Zwierzchowski, Marzena Lachowicz, Jacek Ziemba, and Jan Marzec. 2024. "Possibilities of Increasing the Durability of Punches Used in the Forging Process in Closed Dies of Valve Forgings by Using Alternative Materials from Tool Steels and Sintered Carbides" Materials 17, no. 2: 370. https://doi.org/10.3390/ma17020370
APA StyleHawryluk, M., Janik, M., Gronostajski, Z., Barełkowki, A., Zwierzchowski, M., Lachowicz, M., Ziemba, J., & Marzec, J. (2024). Possibilities of Increasing the Durability of Punches Used in the Forging Process in Closed Dies of Valve Forgings by Using Alternative Materials from Tool Steels and Sintered Carbides. Materials, 17(2), 370. https://doi.org/10.3390/ma17020370