
Processing of Bimetallic Inconel 625-16Mo3 Steel Tube via Supercritical Bend: Study of the Mechanical Properties and Structure
 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
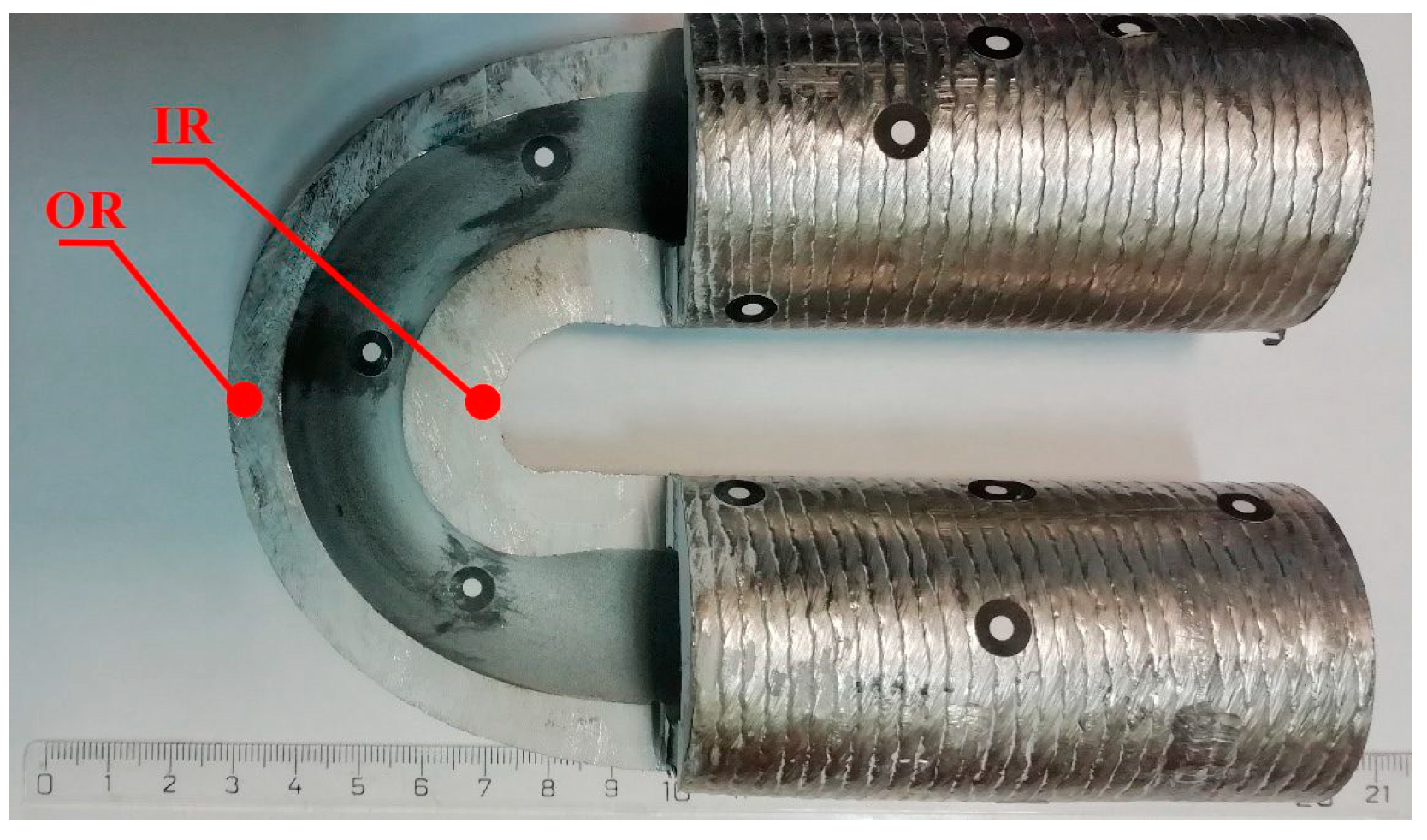
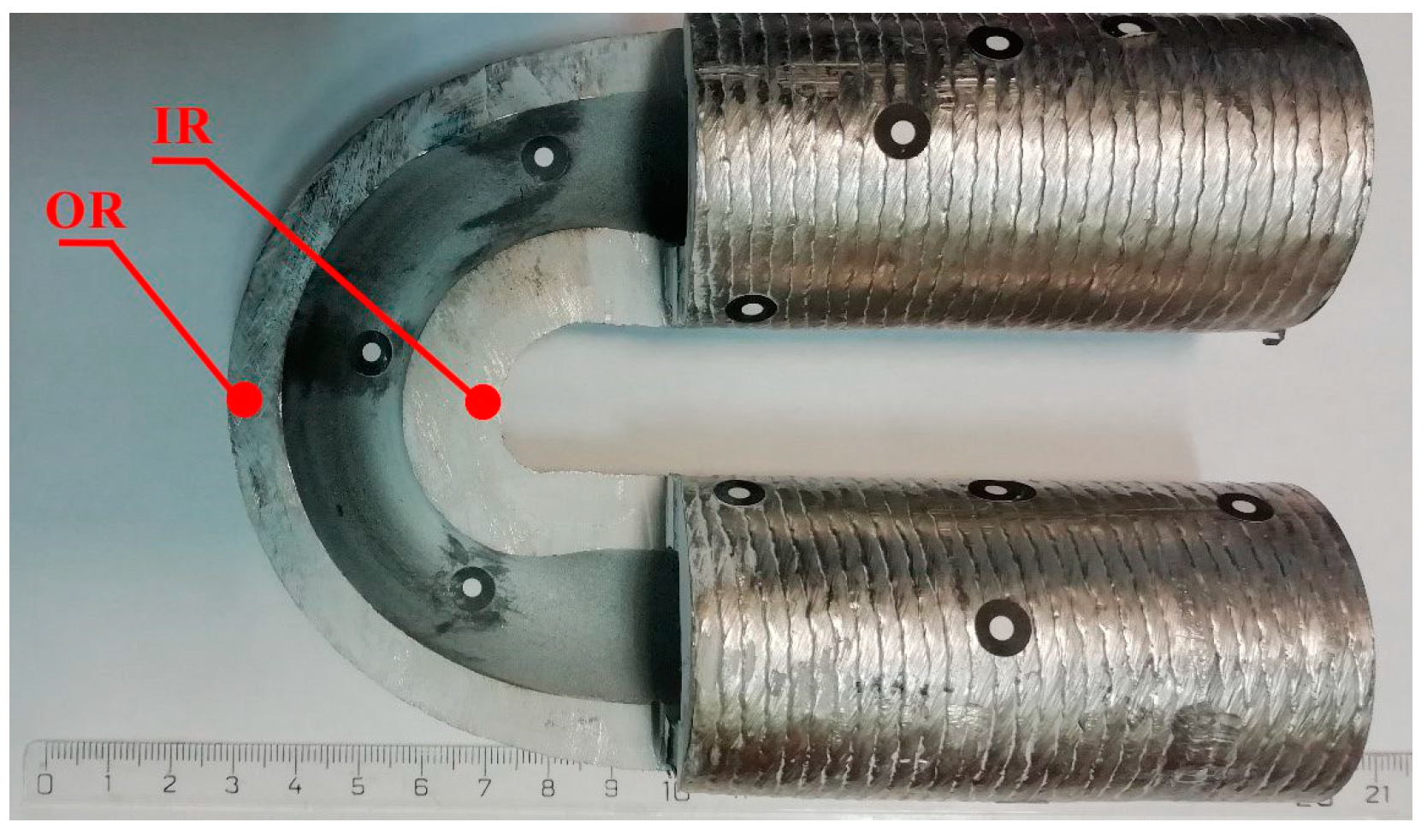
2.2. Experimental Sample Preparation
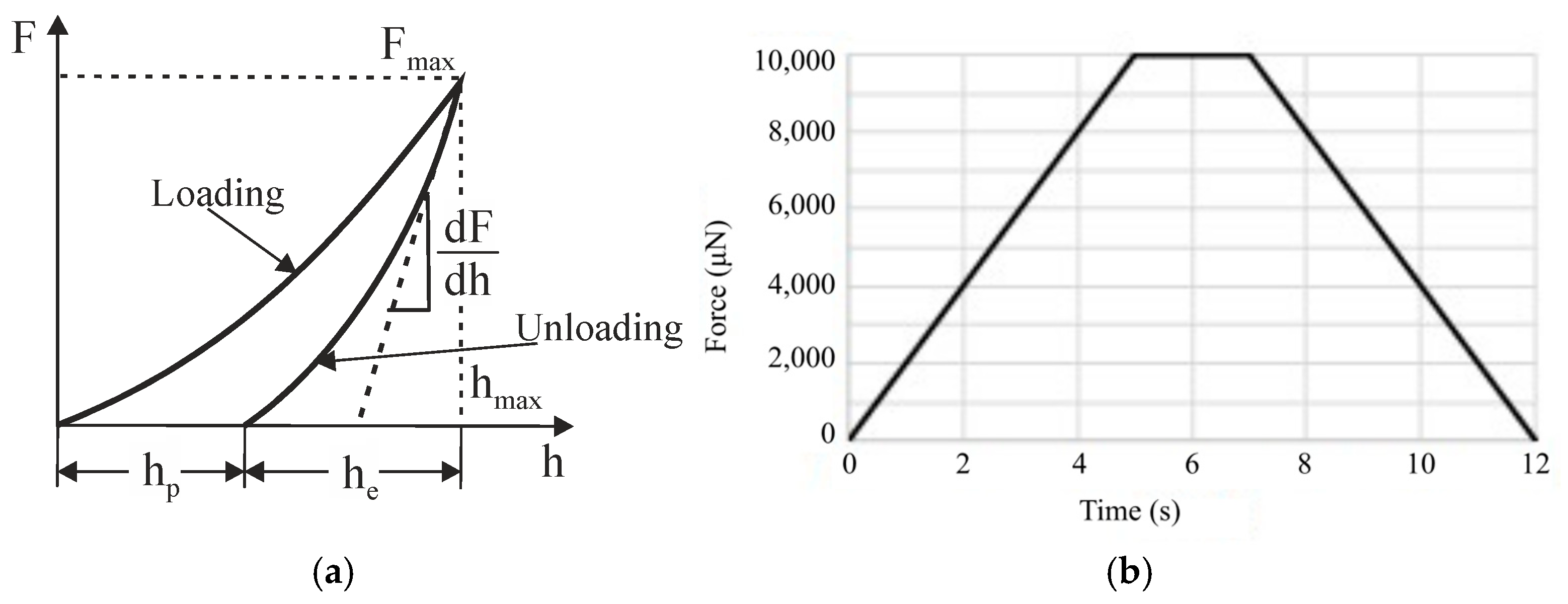
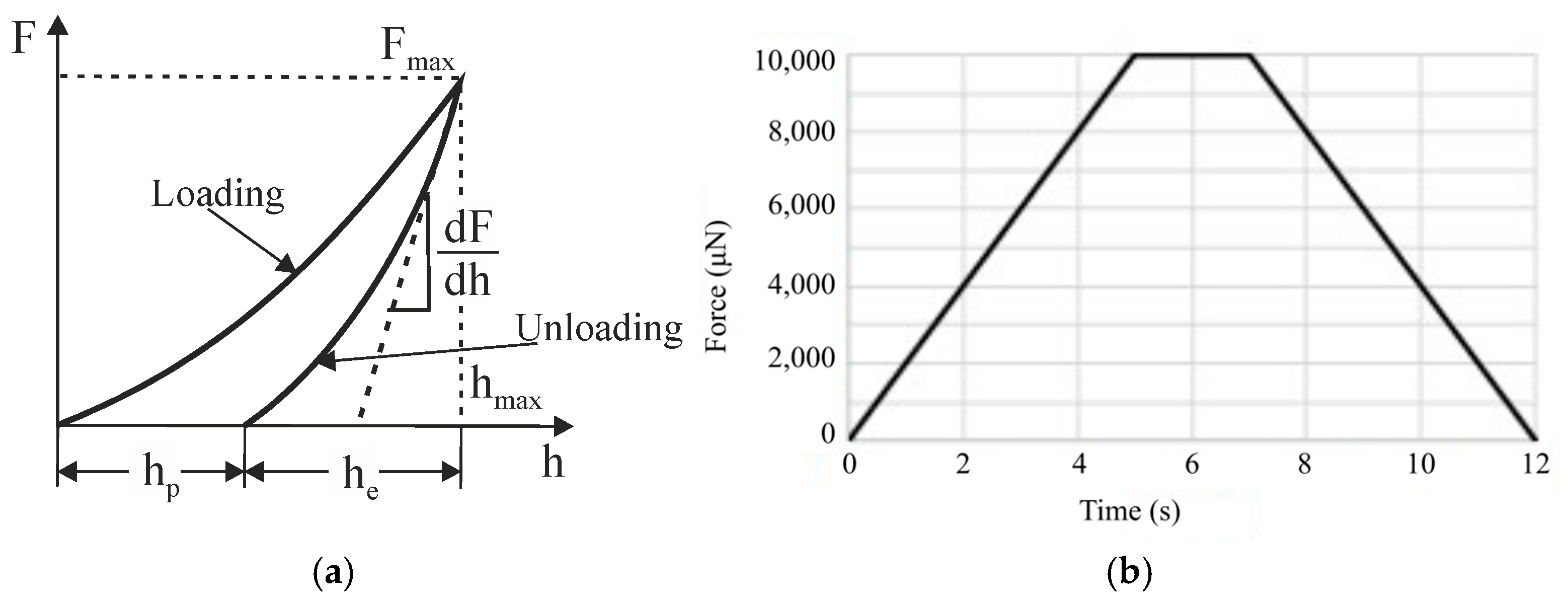
2.3. Quasistatic Nanoindentation
3. Results
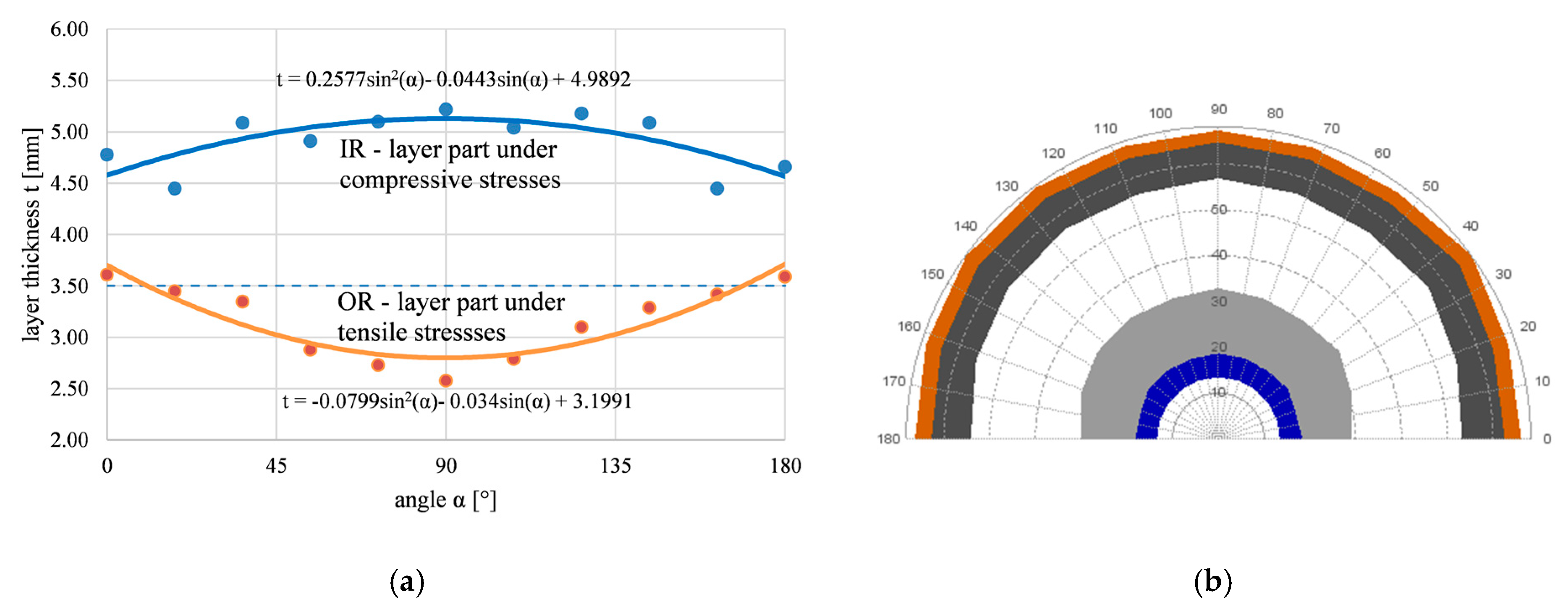
3.1. Change in Layer Depth after Bending
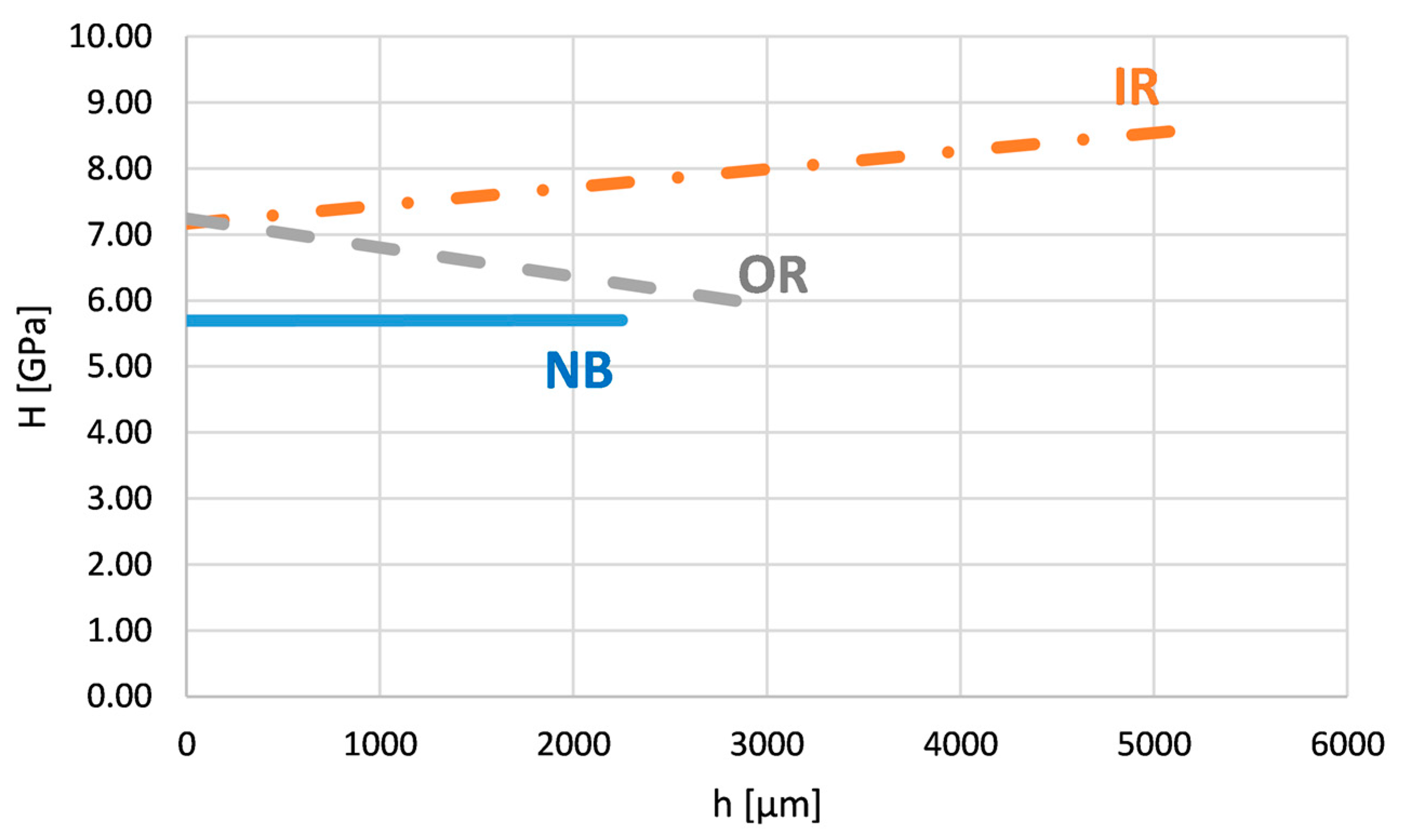
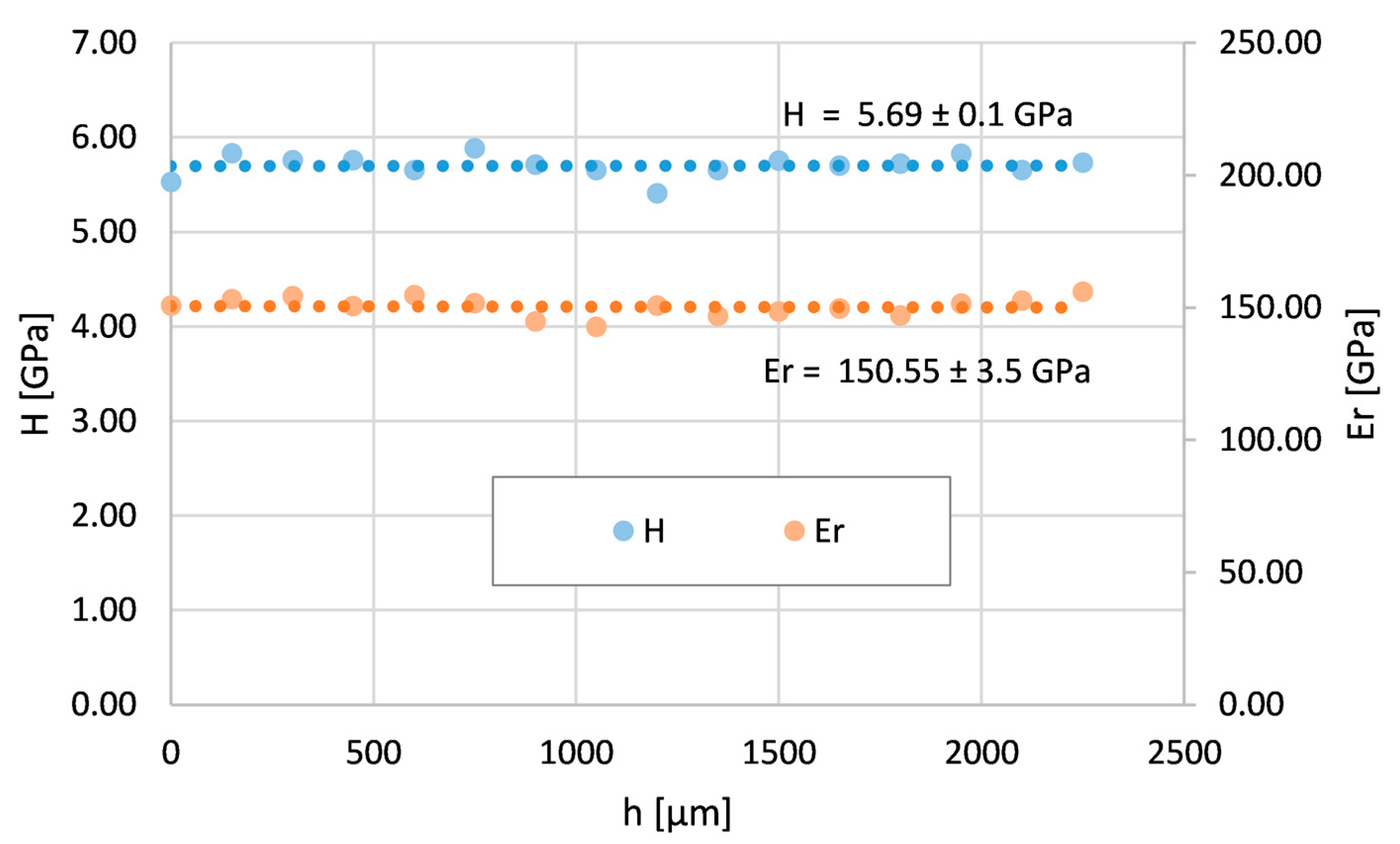
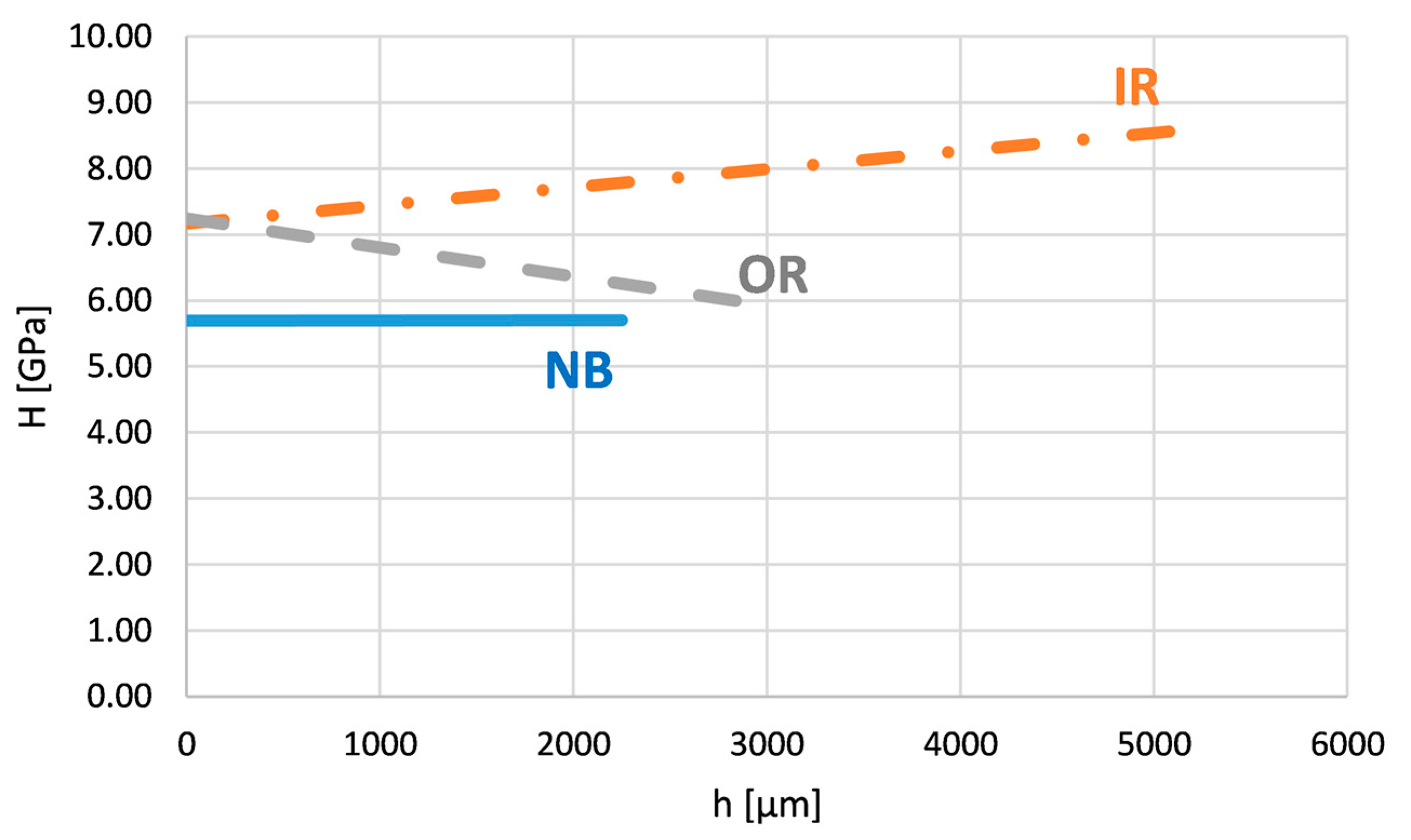
3.2. Mechanical Properties across Inconel 625 Layers
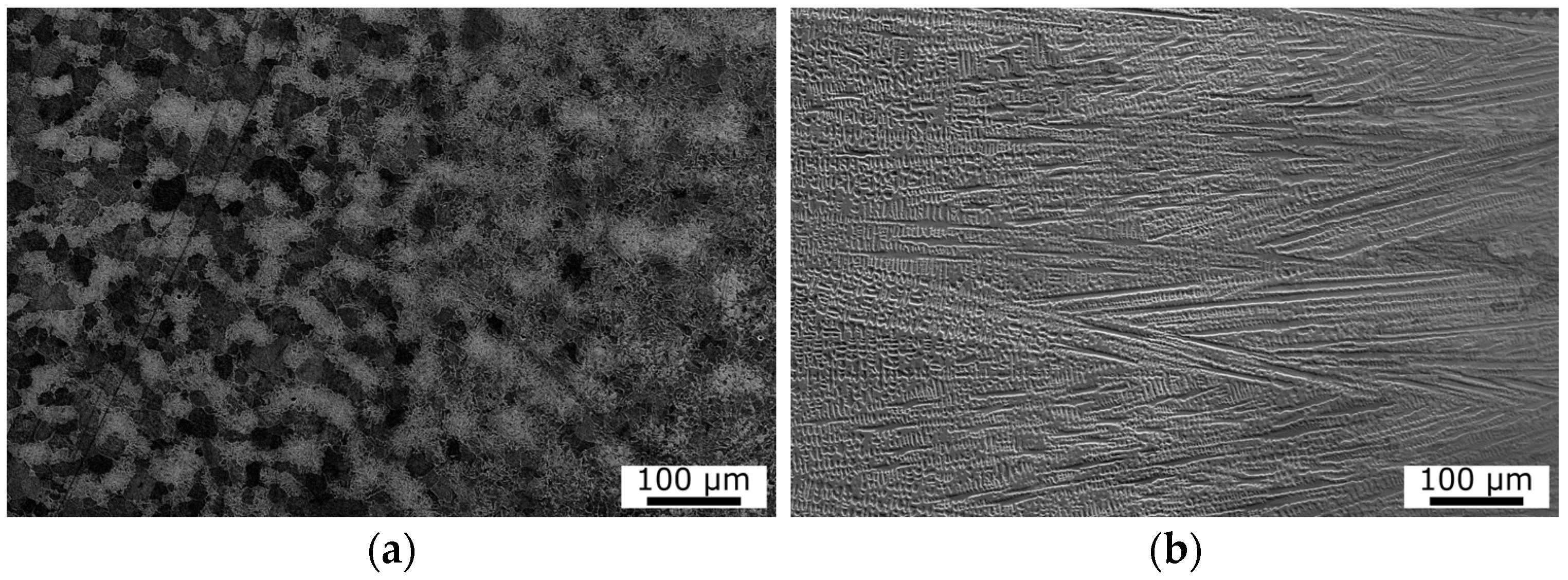
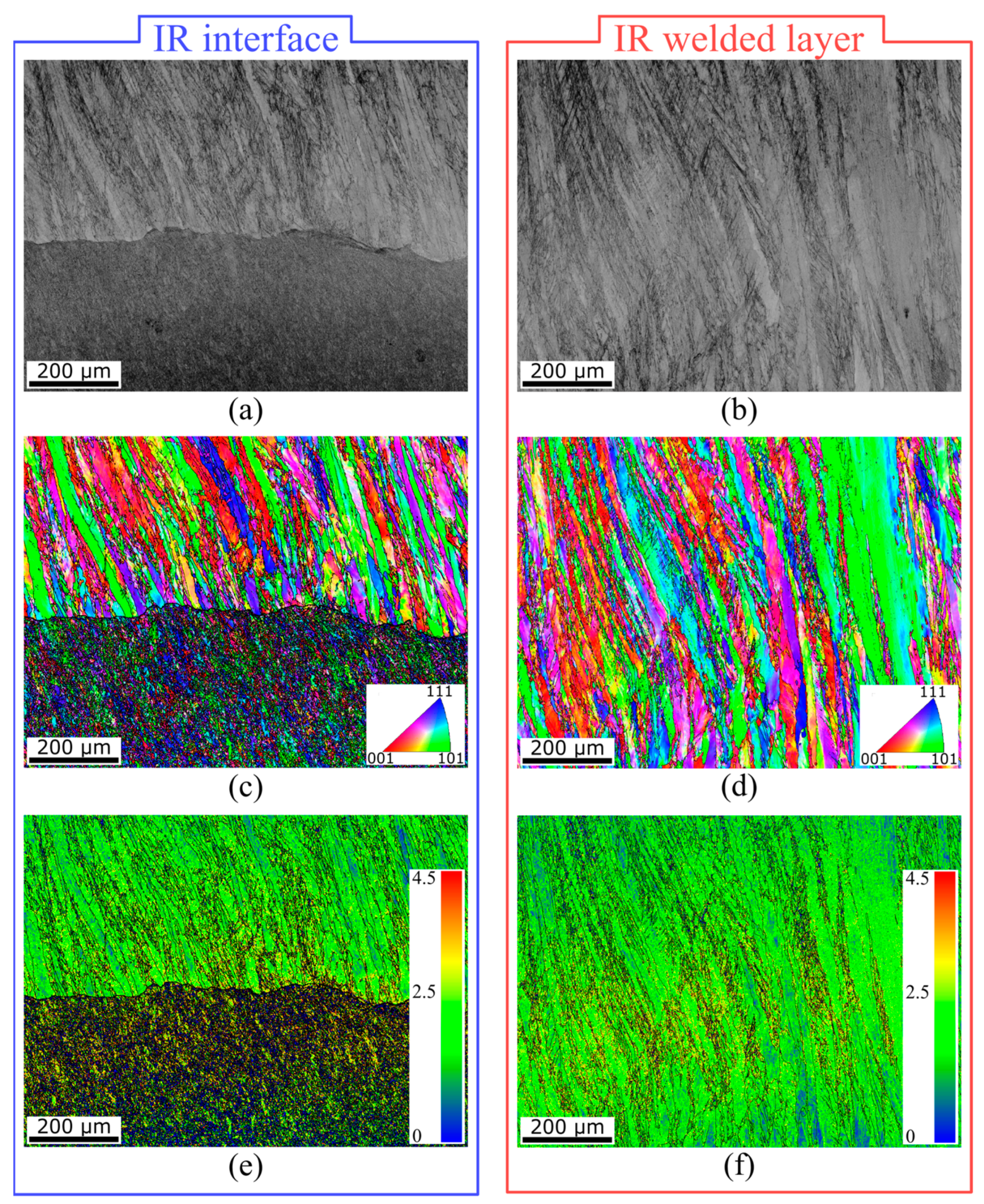
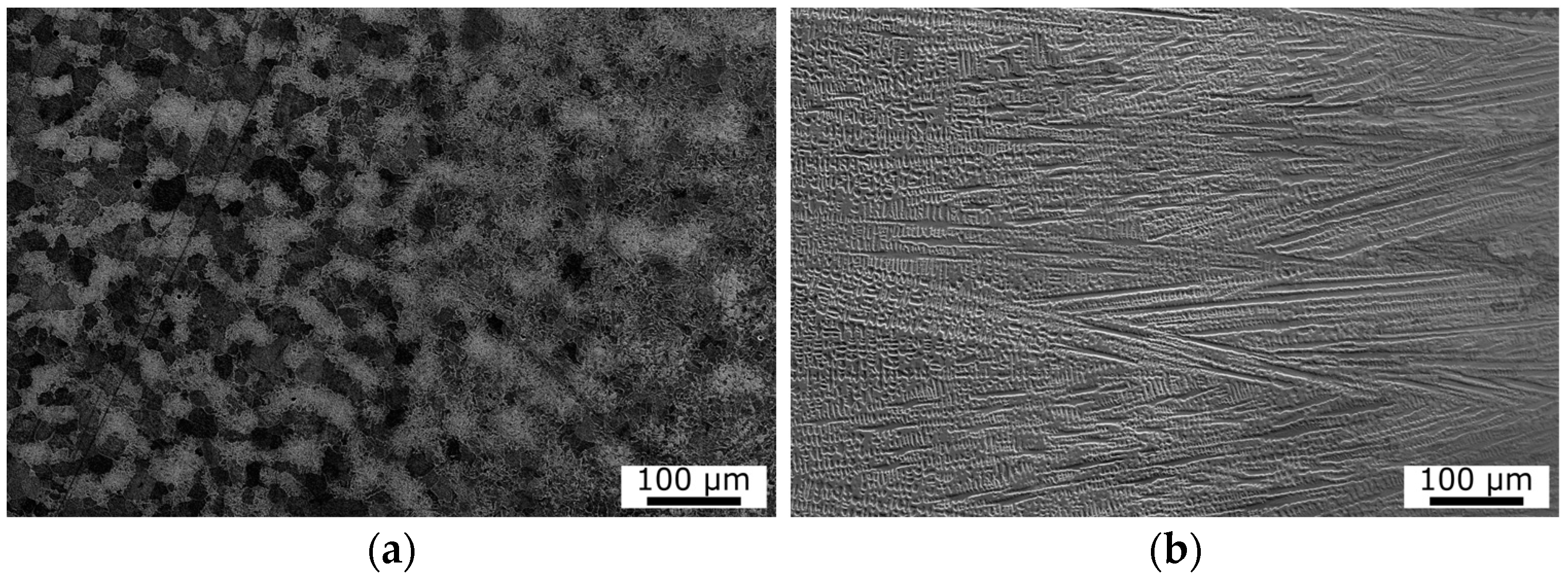
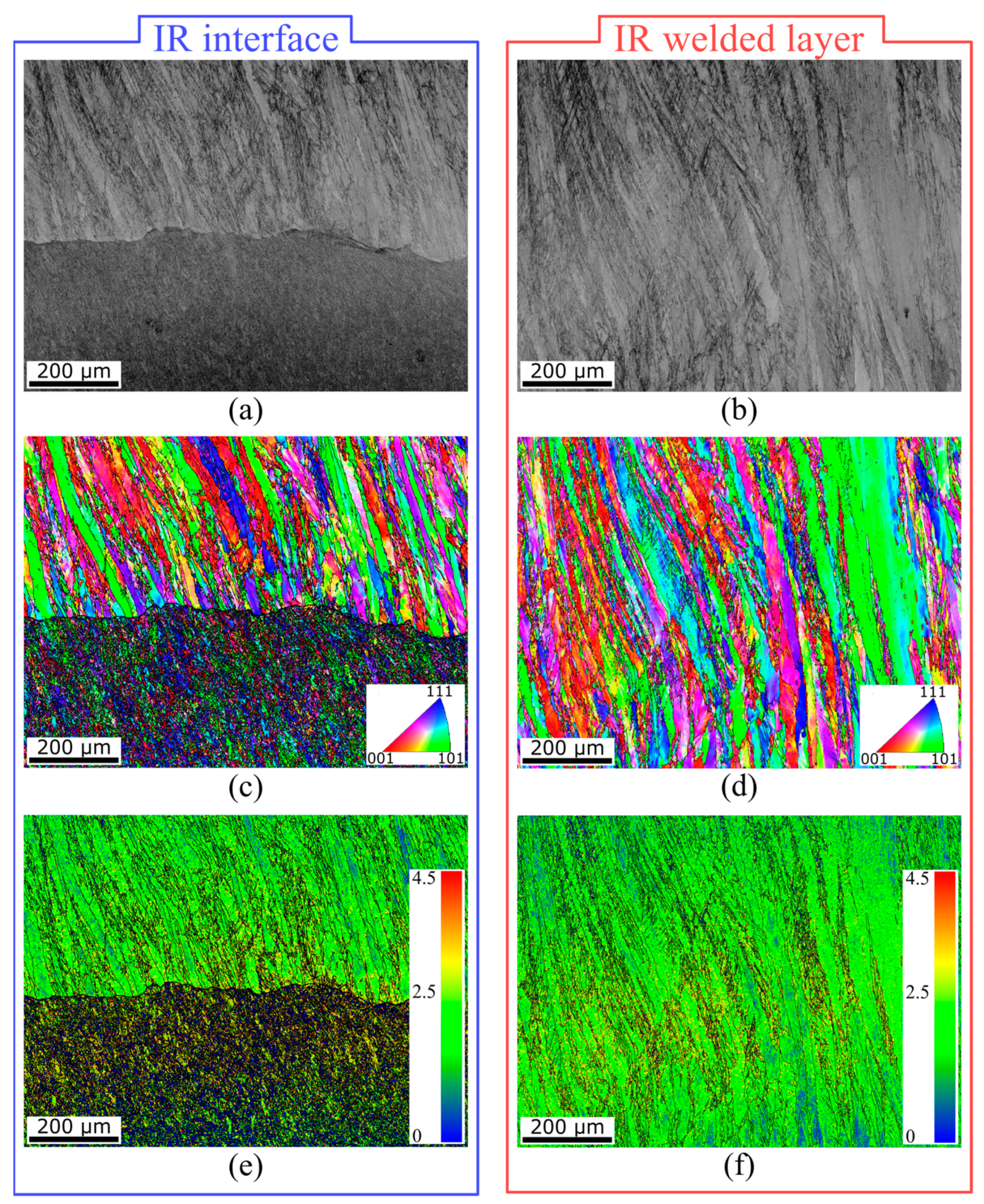
3.3. Analysis of Clad Layer Microstructure after Bending
4. Discussion
5. Conclusions
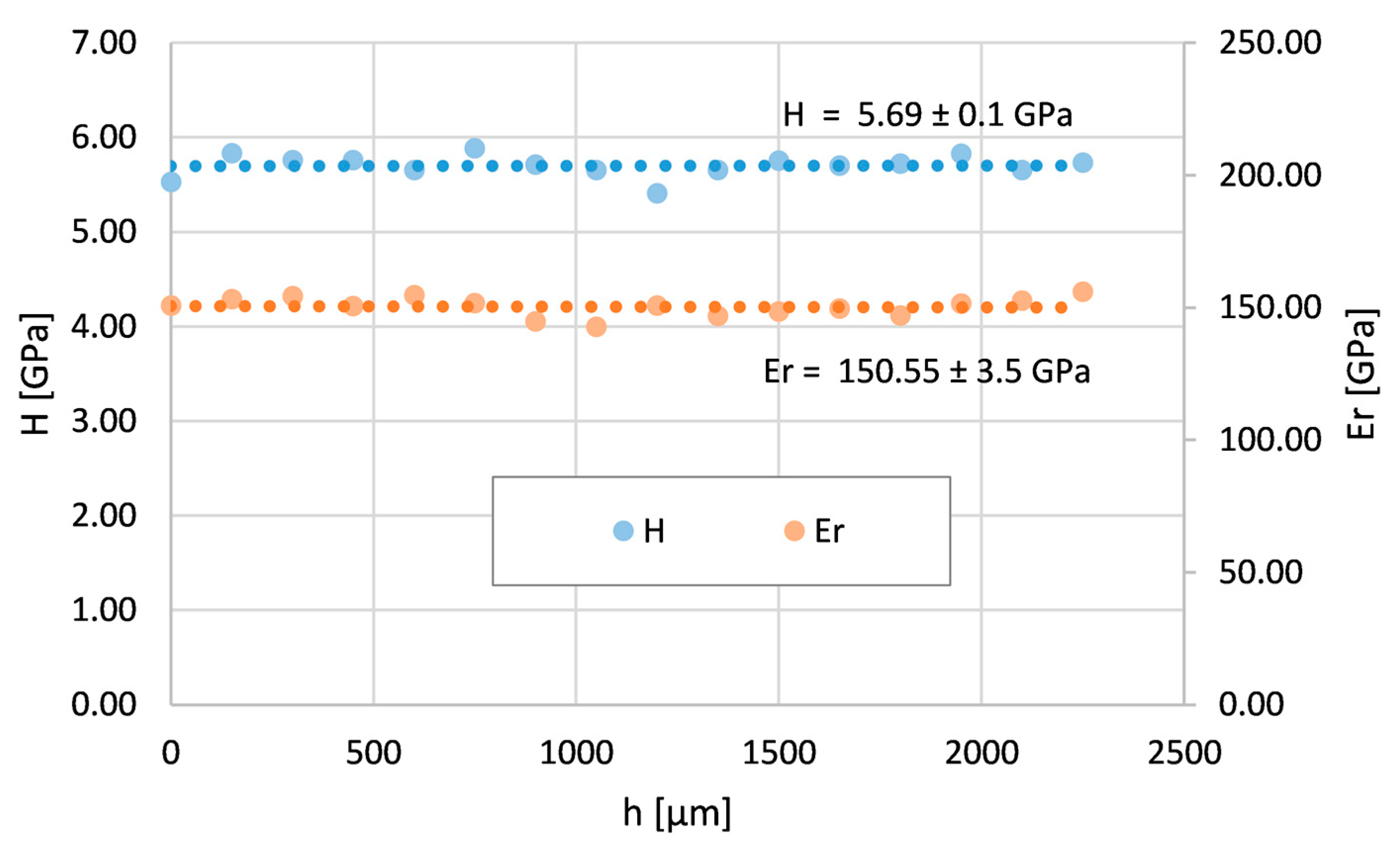
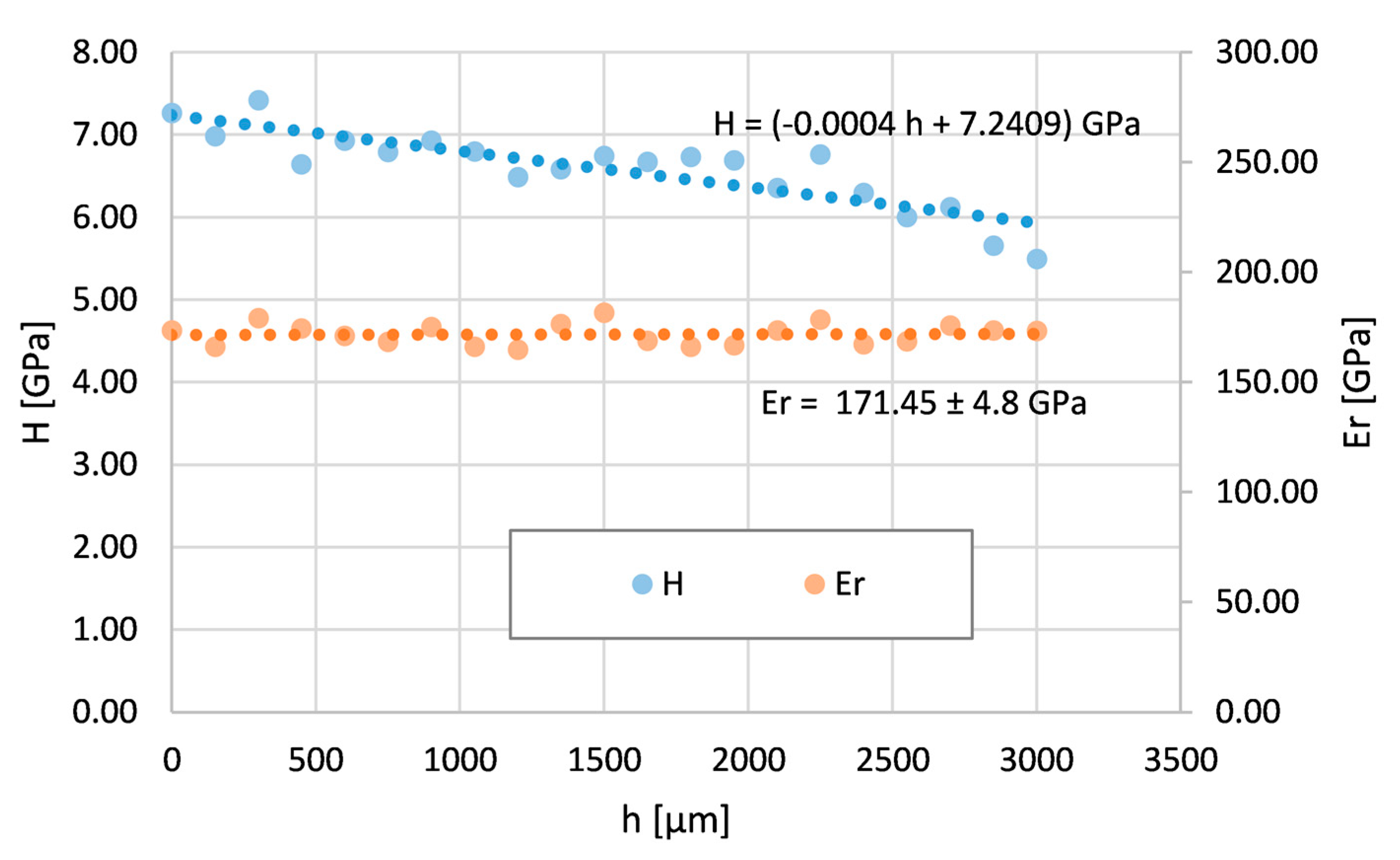
- The structure of the coating was homogeneous and formed by a solid solution γ. This was confirmed by the constant course of hardness and reduced modulus of elasticity of the Inconel 625 layer without bending.
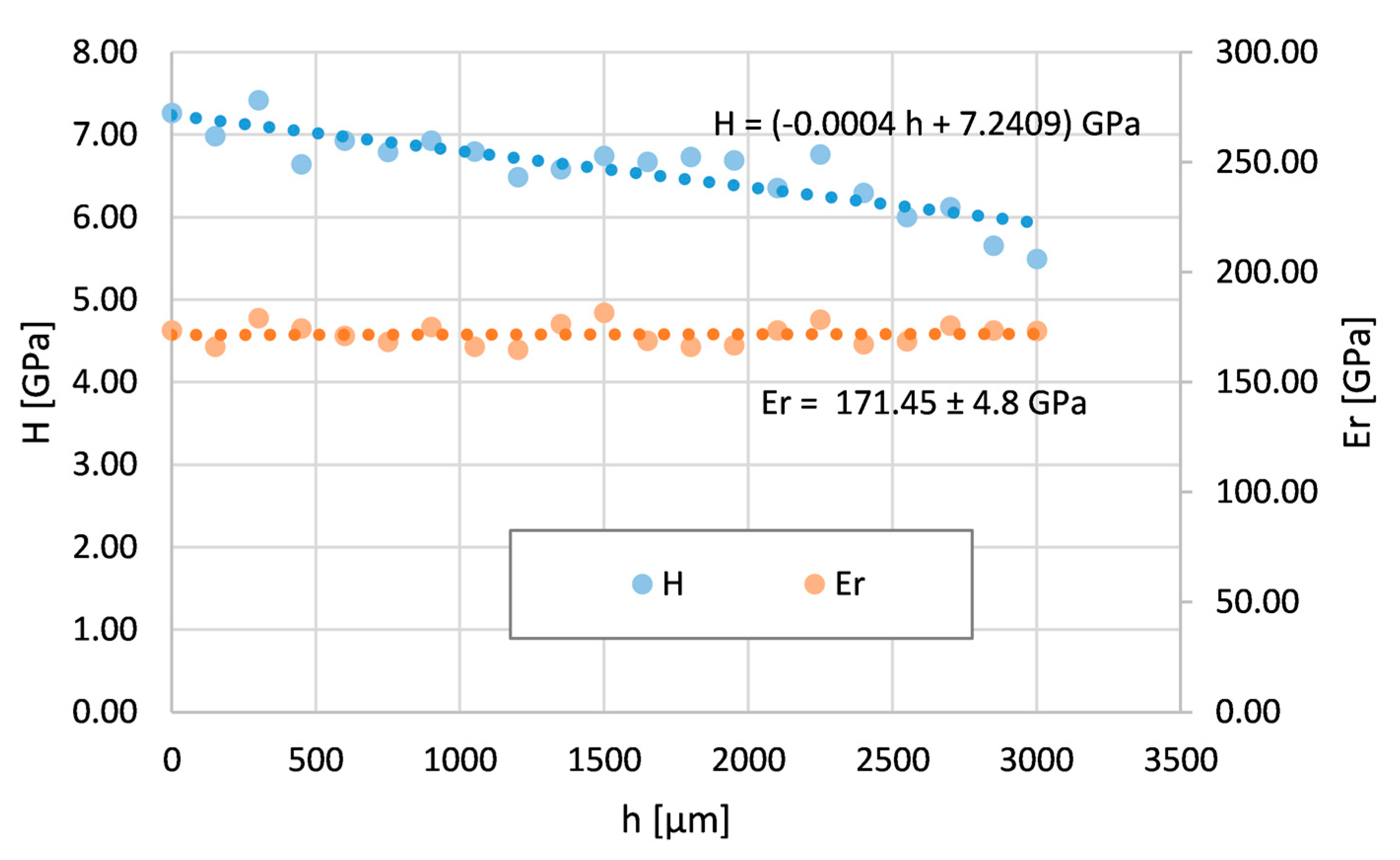
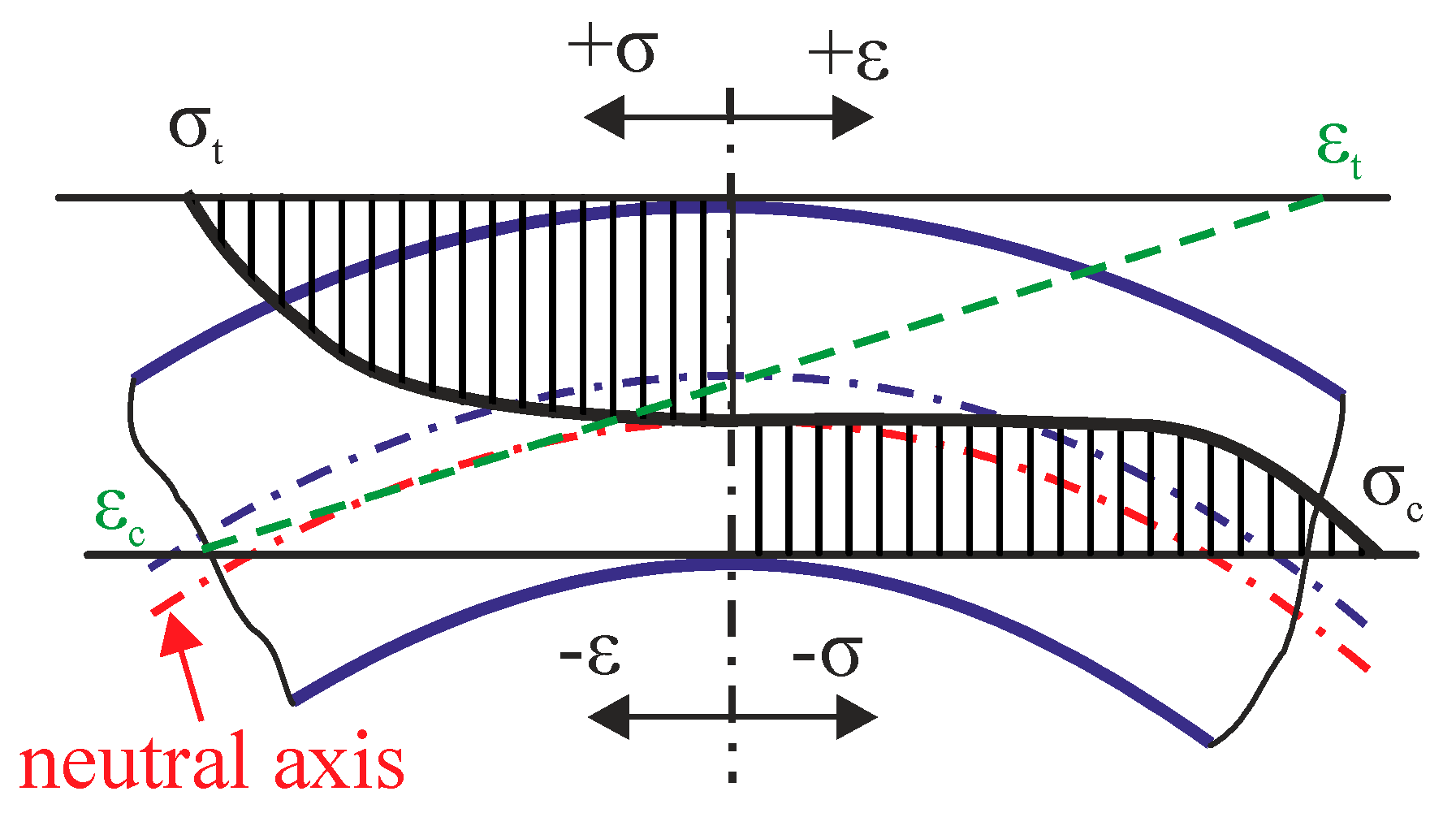
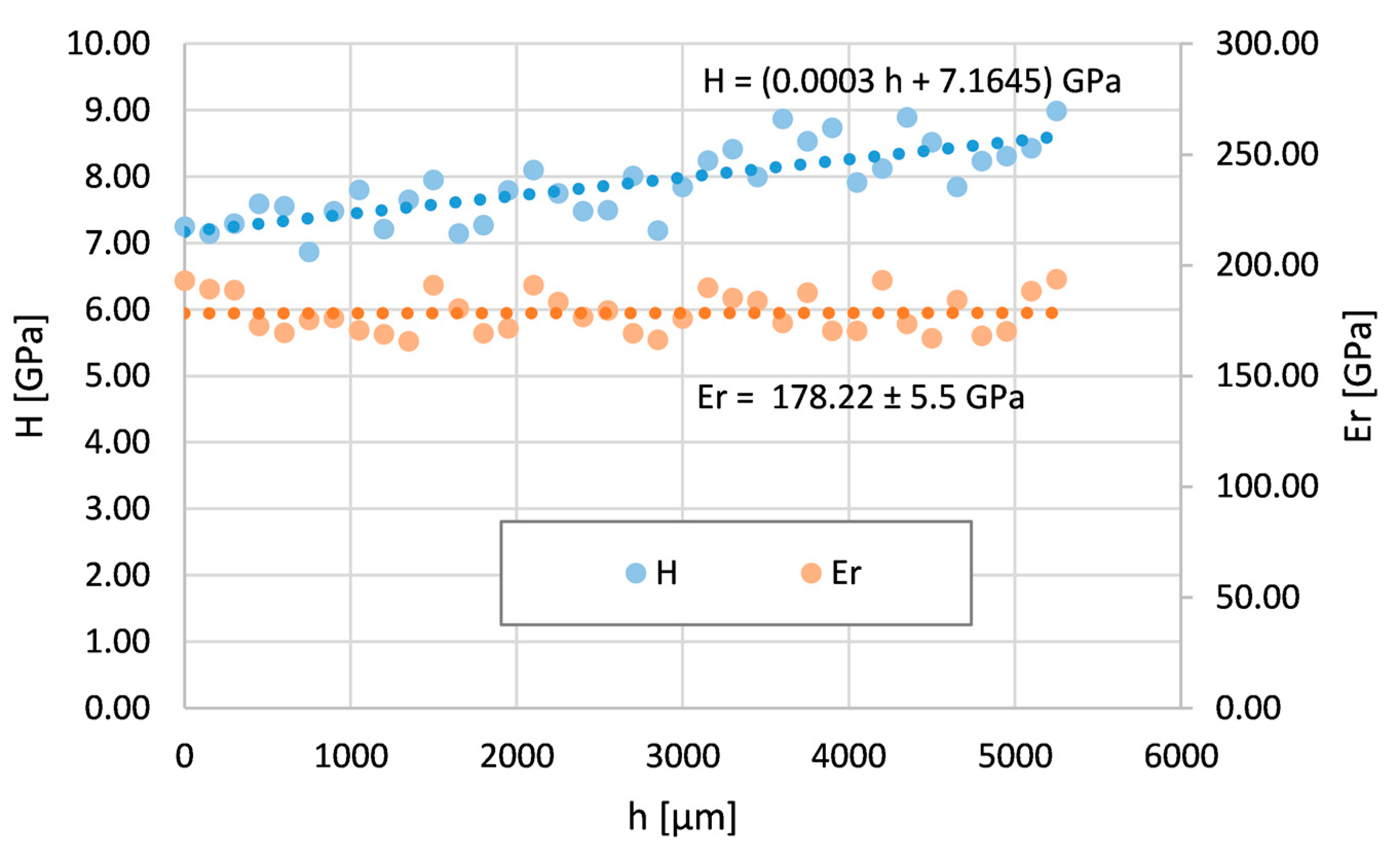
- The nanohardness exhibited a decreasing character from the surface in the case of the Inconel 625 layer affected by tensile stresses, while nanohardness featured a slightly increasing character from the surface in the case of the Inconel 625 layer affected by compressive stresses.
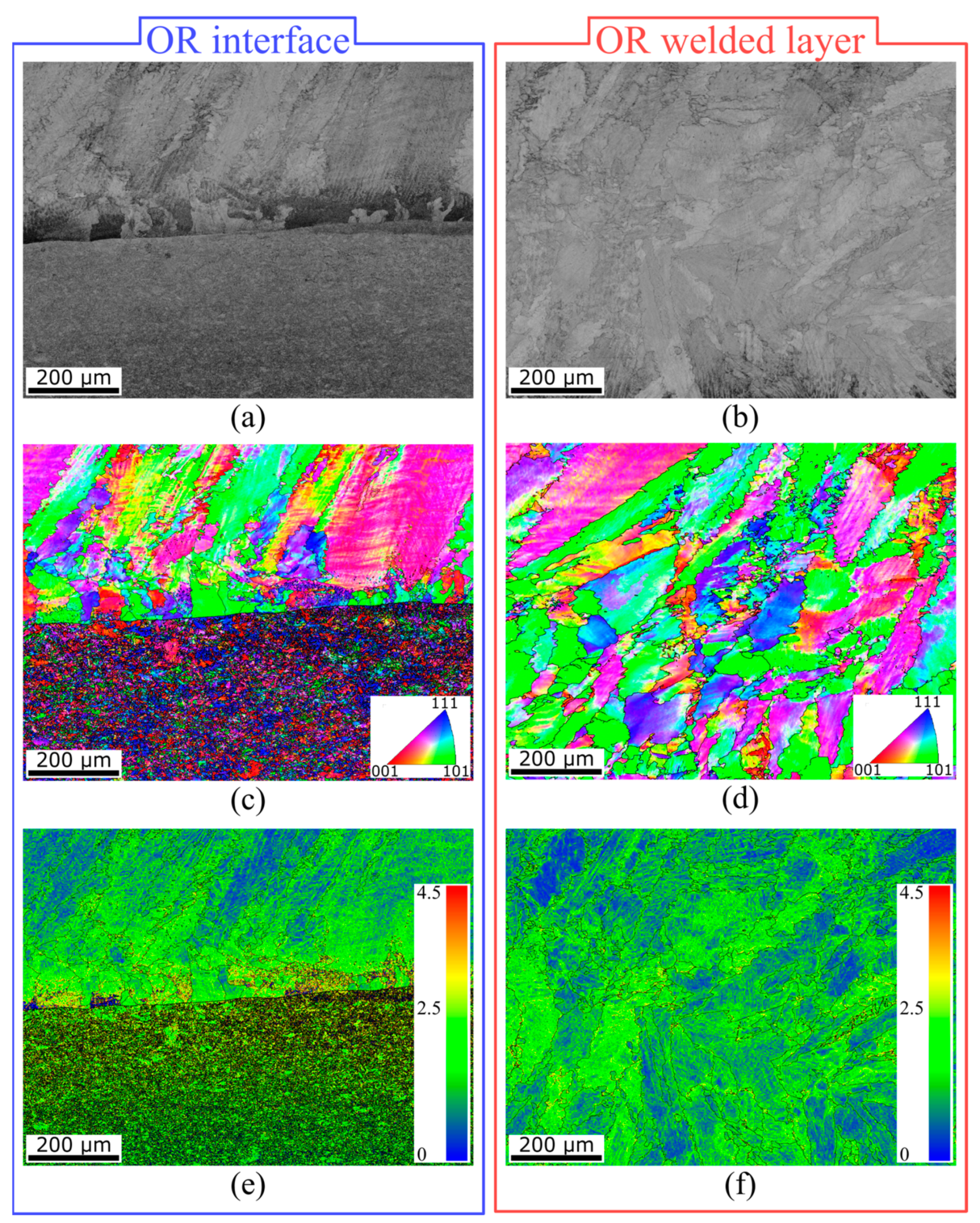
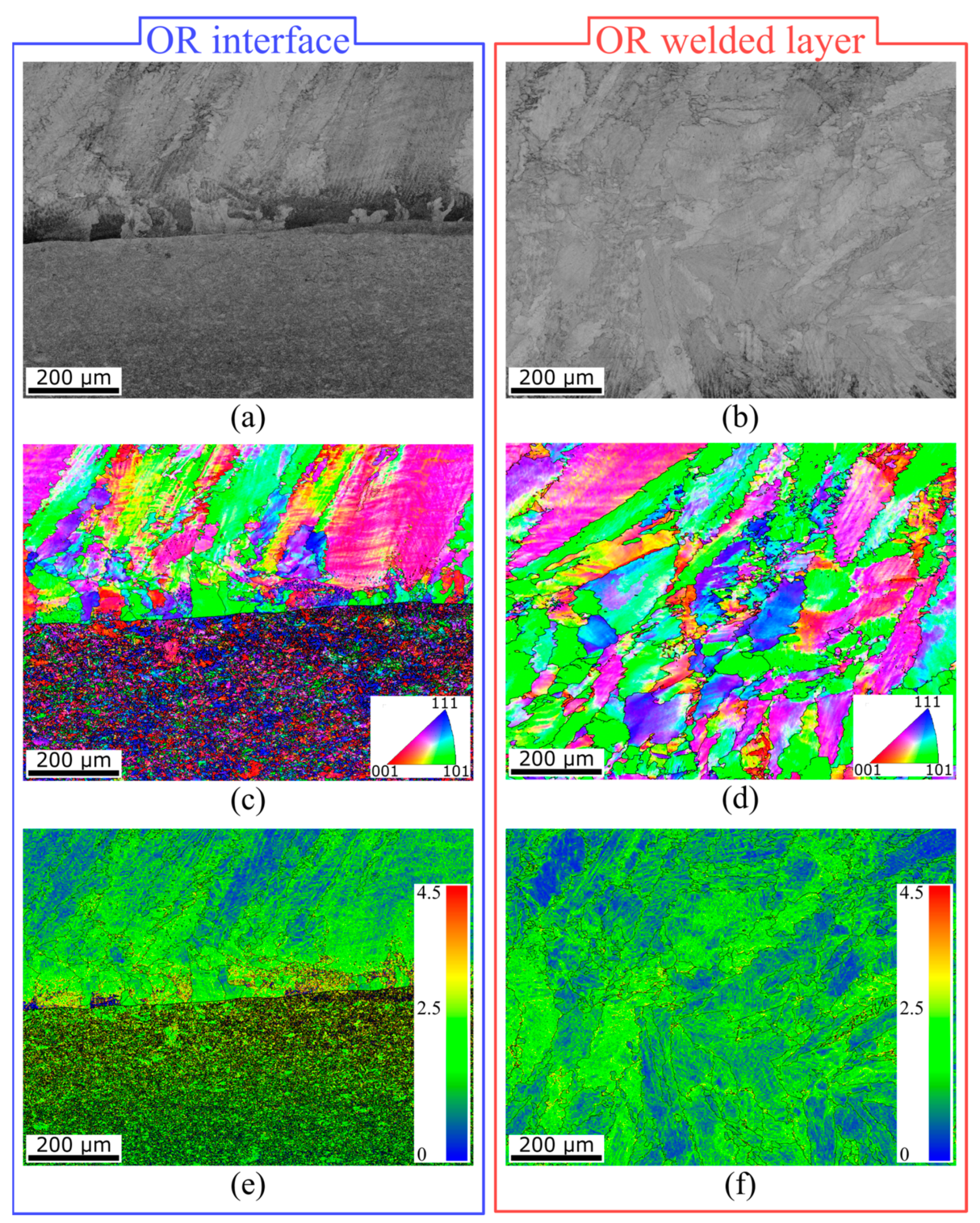
- All measured values of nanohardness and the reduced Young modulus for both areas of the bent tube were slightly higher compared to the layer without bending. This increase was caused by deformation strengthening and a related increase in the dislocation number, confirmed by the average KAM parameter.
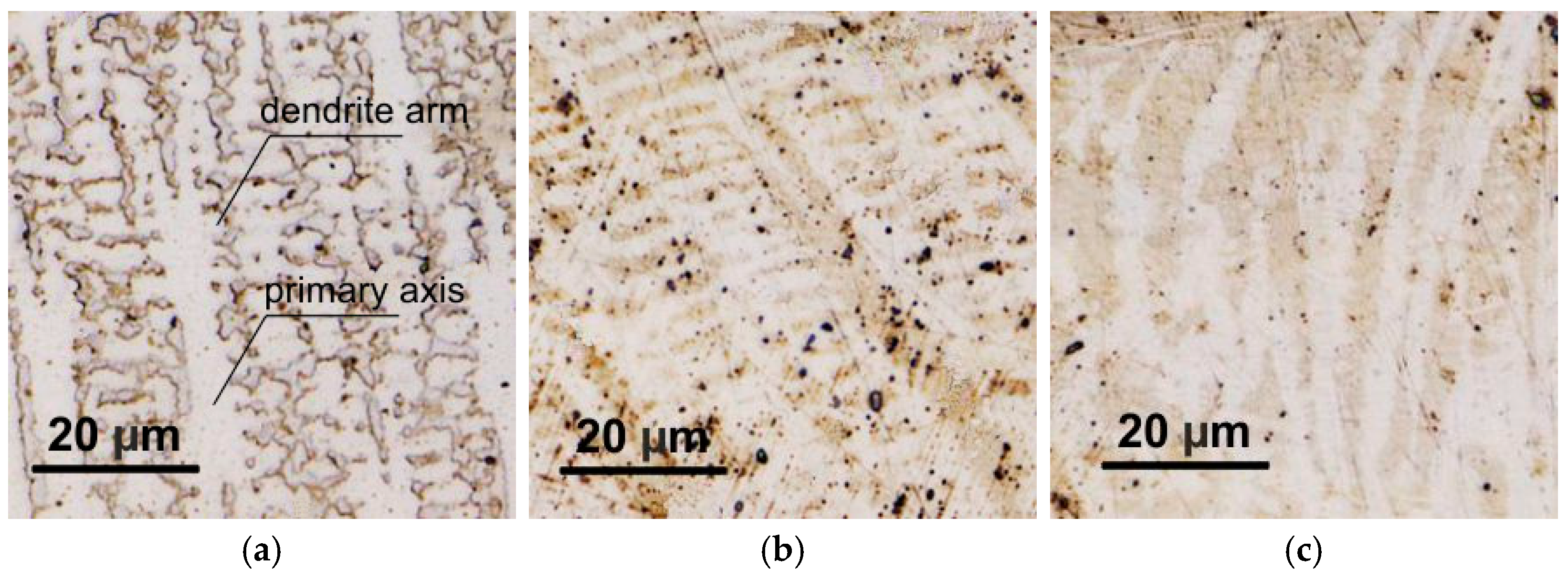
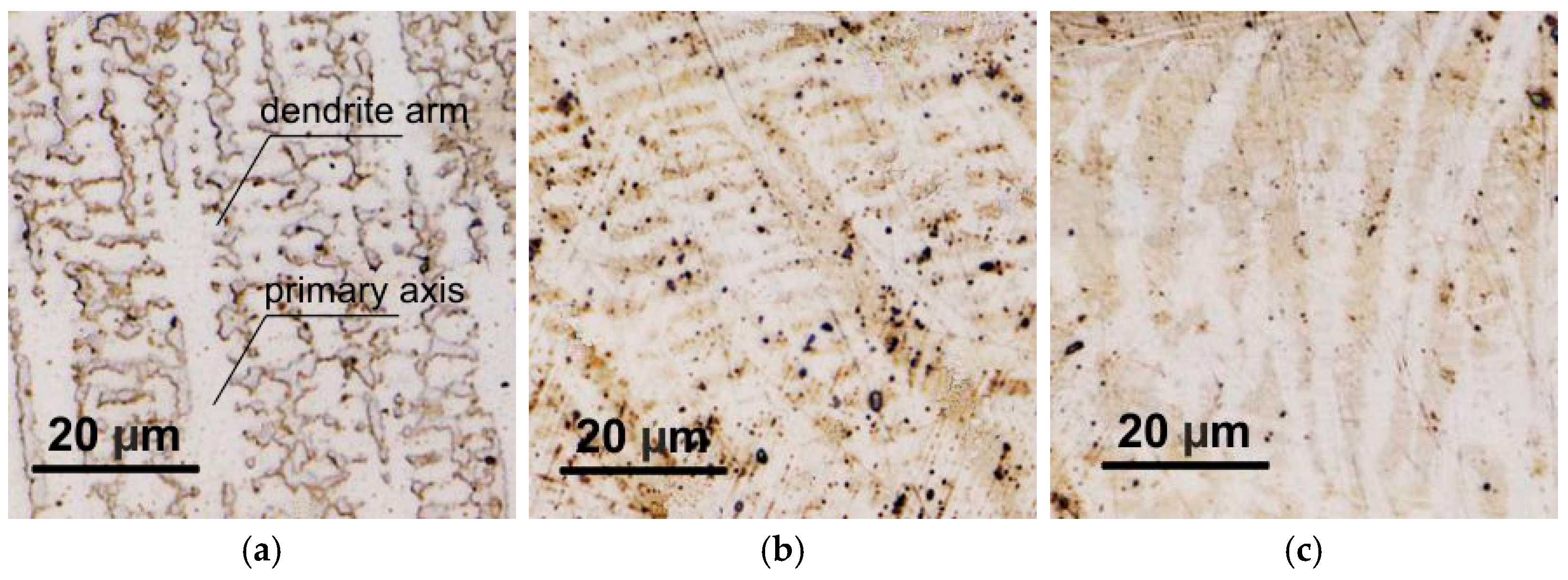
- The deformation of dendrites and the changes in their size and morphology were related to the applied stress type. Tensile stress resulted in the stretching of the secondary dendrite axes (arms). Compressive stress also caused the deformation of the primary dendrite axes in addition to the narrowing of the arms.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Błoniarz, A.; Schreiner, M.; Reinmöller, M.; Kopia, A. Corrosion Resistance of Inconel 625 CMT-cladded layers after long-term exposure to biomass and waste ashes in high-temperature conversion processes. Materials 2020, 13, 4374. [Google Scholar] [CrossRef] [PubMed]
- Klučiar, P.; Barényi, I. Nanoindentation Analysis of Inconel 625 Alloy Weld Overlay on 16Mo3 Steel. Manuf. Technol. 2022, 22, 26–33. [Google Scholar] [CrossRef]
- Furukawa, K. New CMT arc welding process welding of steel to aluminium dissimilar metals and welding of super-thin aluminium sheets. Weld. Int. 2006, 20, 440–445. [Google Scholar] [CrossRef]
- Lorenzin, G.; Rutili, G. The innovative use of low heat input in welding: Experiences on “cladding” and brazing using the CMT process. Weld. Int. 2009, 23, 622–632. [Google Scholar] [CrossRef]
- Solecka, M.; Kopia, A.; Radiszewska, A.; Rutkowski, B. Microstructure, microsegregation and nanohardness of CMT cladlayers of Ni-base alloy on 16Mo3 steel. J. Alloys Compd. 2018, 751, 86–95. [Google Scholar] [CrossRef]
- Talalaev, R.; Veinthal, R.; Laansoo, A.; Sarkans, M. Cold metal transfer (CMT) welding of thin sheet metal products. Est. J. Eng. 2012, 18, 243–250. [Google Scholar] [CrossRef]
- Selvi, S.; Vishvaksenan, A.; Rajasekar, E. Cold metal transfer (CMT) technology—An overview. Def. Technol. 2018, 14, 28–44. [Google Scholar] [CrossRef]
- Yang, Q.; Xia, C.; Deng, Y.; Li, X.; Wang, H. Microstructure and Mechanical Properties of AlSi7Mg0.6 Aluminum Alloy Fabricated by Wire and Arc Additive Manufacturing Based on Cold Metal Transfer (WAAM-CMT). Materials 2019, 12, 2525. [Google Scholar] [CrossRef]
- Shchitsyn, Y.; Kartashev, M.; Krivonosova, E.; Olshanskaya, T.; Trushnikov, D. Formation of Structure and Properties of Two-Phase Ti-6Al-4V Alloy during Cold Metal Transfer Additive Deposition with Interpass Forging. Materials 2021, 14, 4415. [Google Scholar] [CrossRef]
- Votruba, V.; Diviš, I.; Pilsová, L.; Zeman, P.; Beránek, L.; Horváth, J.; Smolík, J. Experimental investigation of CMT discontinuous wire arc additive manufacturing of Inconel 625. Int. J. Adv. Manuf. Technol. 2022, 122, 711–727. [Google Scholar] [CrossRef]
- Evangeline, A.; Sathiya, P. Dissimilar Cladding of Ni–Cr–Mo Superalloy over 316L Austenitic Stainless Steel: Morphologies and Mechanical Properties. Met. Mat. Int. 2021, 27, 1155–1172. [Google Scholar] [CrossRef]
- Meng, W.; Lei, Y.; Wang, X.; Ma, Q.; Hu, L.; Xie, H.; Yin, X. Interface characteristics and mechanical properties of wire-arc depositing Inconel 625 superalloy on ductile cast iron. Surf. Coat. Technol. 2022, 440, 128493. [Google Scholar] [CrossRef]
- Slany, M.; Sedlak, J.; Zouhar, J.; Zemcik, O.; Kouril, K.; Polzer, A.; Pokorny, Z.; Joska, Z.; Dobrocky, D.; Studeny, Z. Analysis of bimetal pipe bends with a bend of 0.7D with a cladding layer of Inconel 625. Int. J. Adv. Technol. 2021, 117, 3859–3871. [Google Scholar] [CrossRef]
- Slany, M.; Sedlak, J.; Zouhar, J.; Zemcik, O.; Chladil, J.; Jaros, A.; Kouril, K.; Varhanik, M.; Majerik, J.; Barenyi, I.; et al. Material and Dimensional Analysis of Bimetallic Pipe Bend with Defined Bending Radii. Teh. Vjesn. 2021, 28, 974–982. [Google Scholar] [CrossRef]
- Jeong, H.-S.; Jeon, J.-W.; Ha, M.-Y.; Cho, J.-R. Finite Element Analysis for Inconel 625 Fine Tube Bending to Predict Deformation Characteristics. Int. J. Precis. Eng. Manuf. 2012, 13, 1395–1401. [Google Scholar] [CrossRef]
- Meng Yan, M.; Wang, M.; Xu, Z.; Liu, Y.; Chen, L.; Huang, H. Analysis on the bending deformation characteristic and crack failure mechanism of thin-walled stainless-steel bellows. Eng. Fail. Anal. 2023, 143, 106900. [Google Scholar] [CrossRef]
- Arif, A.F.M.; Zilbas, B.S. Three-point bend testing of HVOF Inconel 625 coating: FEM simulation and experimental investigation. Surf. Coat. Technol. 2006, 201, 1873–1879. [Google Scholar] [CrossRef]
- Singh, A.K.; Tyagi, R.; Ranjan, V.; Sathujoda, P. FEM simulation of three-point bending test of Inconel 718 coating on stainless steel substrate. Vibroeng. Procedia 2018, 21, 248–252. [Google Scholar] [CrossRef]
- Guoa, X.; Xiong, H.; Li, H.; Xu, Y.; Mad, Z.; Ali Abd El-Atyc, A.; Maa, Y.; Jine, K. Forming characteristics of tube free-bending with small bending radii based on a new spherical connection. Int. J. Mach. Tools Manuf. 2018, 133, 72–84. [Google Scholar] [CrossRef]
- Tosha, K. Influence of Residual Stresses on the Hardness Number in the Affected Layer Produced by Shot Peening. Proceedings of 2nd Asia-Pacific Forum on Precision Surface Machining and Deburring Technology, Seoul, Korea, 22–24 July 2002. [Google Scholar]
- Rahman, M.S.; Polycarpou, A.A. Nanomechanical and nanoscratch behavior of oxides formed on inconel 617 at 950 °C. J. Mater. Res. 2022, 37, 580–594. [Google Scholar] [CrossRef]
- Shehbaz, T.; Junaid, M.; Khan, F.N.; Haider, J. Dissimilar P-TIG welding between Inconel 718 and commercially pure Titanium using niobium interlayer. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2022, 236, 2311–2324. [Google Scholar] [CrossRef]
- Dharini, T.; Kuppusami, P.; Panda, P.; Ramaseshan, R.; Kirubaharan, A.M.K. Nanomechanical behaviour of Ni—YSZ nanocomposite coatings on superalloy 690 as diffusion barrier coatings for nuclear applications. Ceram. Int. 2020, 46, 24183–24193. [Google Scholar] [CrossRef]
- Christoforou, P.; Dowding, R.; Pinna, C.; Lewis, R. Two-layer laser clad coating as a replacement for chrome electroplating on forged steel. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 7120–7138. [Google Scholar] [CrossRef]
- Dean, J.; Aldrich-Smith, G.; Clyne, T.W. Use of nanoindentation to measure residual stresses in surface layers. Acta Mater. 2011, 59, 2749–2761. [Google Scholar] [CrossRef]
- Suresh, S.; Giannakopoulos, A.E. A New Method for Residual Stresses by Instrumented Sharp Indentation. Acta Mater. 1998, 46, 5755–5767. [Google Scholar] [CrossRef]
- Balasubramaniana, S.-S.; Prathiksha Ramprasad Dhanpala, R.P.; Hyderb, J.; Corlissb, M.; Hunga, W.N. Novel Fatigue Testing of Extruded Inconel 718. Manuf. Lett. 2022, 33, 322–332. [Google Scholar] [CrossRef]
- Patel, V.; Sali, A.; Hyder, J.; Corliss, M.; Hyder, D.; Hung, W. Electron Beam Welding of Inconel 718. Procedia Manuf. 2020, 48, 428–435. [Google Scholar] [CrossRef]
- Shankar, V.; Bhanu Sankara Rao, K.; Mannan, S. Microstructure and mechanical properties of Inconel 625 superalloy. J. Nucl. Mater. 2001, 288, 222–232. [Google Scholar] [CrossRef]
- Rai, S.K.; Kumar, A.; Shankar, V.; Jayakumar, T.; Rao, K.B.S.; Raj, B. Characterization of microstructures in Inconel 625 using X-ray diffraction peak broadening and lattice parameter measurements. Scr. Mater. 2004, 51, 59–63. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1580. [Google Scholar] [CrossRef]
- Fischer-Cripps, A.C. Nanoindentation; Springer: Berlin/Heidelberg, Germany, 2011; ISBN 978-1-4757-5943-3. [Google Scholar]
- Zhu, Z.; Sui, Y.; Dai, A.; Cai, Y.; Xu, L.; Wang, Z.; Chen, H.; Shao, X.; Liu, W. Effect of again treatment on intergranular corrosion properties of ultra-low iron 625 alloy. Int. J. Corros. 2019, 10, 9506401. [Google Scholar]
- Dlouhý, I.; Rehorek, L.; Seiner, H.S.; Čížek, J.; Šiška, F. Architectured Multi-Metallic Structures Prepared by Cold Dynamic Spray Deposition. Key Eng. Mater. 2019, 810, 107–112. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| wt.% | C | Mn | Si | Mo | Al | P | S | Fe | |
|---|---|---|---|---|---|---|---|---|---|
| 16Mo3 steel | min. | 0.1 | 0.5 | 0.15 | 0.25 | -- | -- | -- | Balance |
| max. | 0.20 | 0.8 | 0.37 | 0.35 | 0.015 | 0.04 | 0.04 | ||
| Tensile strength Rm (MPa) | Yield point Rp0,2 (MPa) | Ductility A (%) | Hardness HB | ||||||
| 440 | 380 | 30 | 150 | ||||||
| Wt.% | Cr | Mo | Co | Nb | Ti | Fe | C | Mn | Si | Al | P | S | Ni | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Inconel 625 (NiCr22Mo9Nb) | min. | 20 | 8 | -- | 3.15 | -- | -- | -- | -- | -- | -- | -- | -- | Balance |
| max. | 23 | 10 | 1 | 4.15 | 0.4 | 5 | 0.1 | 0.5 | 0.5 | 0.4 | 0.015 | 0.015 | ||
| Tensile strength Rm (Mpa) | Yield point Rp0,2 (Mpa) | Ductility A (%) | Hardness HV | |||||||||||
| 965 | 490 | 50 | 200 | |||||||||||
| Parameter | NB | OR | IR |
|---|---|---|---|
| Dendrite width (µm) | 9.93 ± 1.11 | 17.7 ± 0.8 | 4.75 ± 1.24 |
| Dendrite length (µm) | 51.39 ± 1.68 | 48.94 ± 2.8 | 52.72 ± 7.45 |
| Area of the dendrites (%) | 42.38 | 54.03 | 56.75 |
| Matrix (%) | 57.62 | 45.97 | 43.25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barenyi, I.; Slany, M.; Kouril, K.; Zouhar, J.; Kolomy, S.; Sedlak, J.; Majerik, J. Processing of Bimetallic Inconel 625-16Mo3 Steel Tube via Supercritical Bend: Study of the Mechanical Properties and Structure. Materials 2023, 16, 6796. https://doi.org/10.3390/ma16206796
Barenyi I, Slany M, Kouril K, Zouhar J, Kolomy S, Sedlak J, Majerik J. Processing of Bimetallic Inconel 625-16Mo3 Steel Tube via Supercritical Bend: Study of the Mechanical Properties and Structure. Materials. 2023; 16(20):6796. https://doi.org/10.3390/ma16206796
Chicago/Turabian StyleBarenyi, Igor, Martin Slany, Karel Kouril, Jan Zouhar, Stepan Kolomy, Josef Sedlak, and Jozef Majerik. 2023. "Processing of Bimetallic Inconel 625-16Mo3 Steel Tube via Supercritical Bend: Study of the Mechanical Properties and Structure" Materials 16, no. 20: 6796. https://doi.org/10.3390/ma16206796
APA StyleBarenyi, I., Slany, M., Kouril, K., Zouhar, J., Kolomy, S., Sedlak, J., & Majerik, J. (2023). Processing of Bimetallic Inconel 625-16Mo3 Steel Tube via Supercritical Bend: Study of the Mechanical Properties and Structure. Materials, 16(20), 6796. https://doi.org/10.3390/ma16206796