
Optimizing the Chemical Composition of Brake Shoes According to the Hardness Recommended by the Product Standard


Abstract
:1. Introduction
- -
- Arched graphite slides of different sizes in an orderly arrangement with very fine blades in the center, fine blades in the intermediate areas, and coarse slides outside the eutectic cells, respectively;
- -
- Graphite slides in intercellular spaces, which also belong to neighboring cells;
- -
- Separations of the phosphorous eutectic (common ternary) in intercellular spaces;
- -
- Phosphorus-rich areas in the central part of the eutectic cells are associated with very fine graphite.
2. Experimental Research
- -
- Hs and Hd—at one point at each end of the shoe, on its face, after removing 2 mm of material, by grinding or grinding;
- -
- Hss, Hsc, and Hsd—at three points located diagonally on the surface of a sample and obtained by cross-sectioning the broken clogs during the shock test.
- -
- A microscope with a thickness of G of 100× on polished and not chemically attacked specimens for graphite visualization;
- -
- A microscope with G-trushes in the order of 200×, 50 or 100×, 25 or 50× on the same specimens attacked with Nital alcoholic acid solution (4%) to examine the structure with a normal attack time, checking perlite and ferrite and with a prolonged attack duration, to visualize the phosphorus eutectic network.





3. Results and Discussion
- -
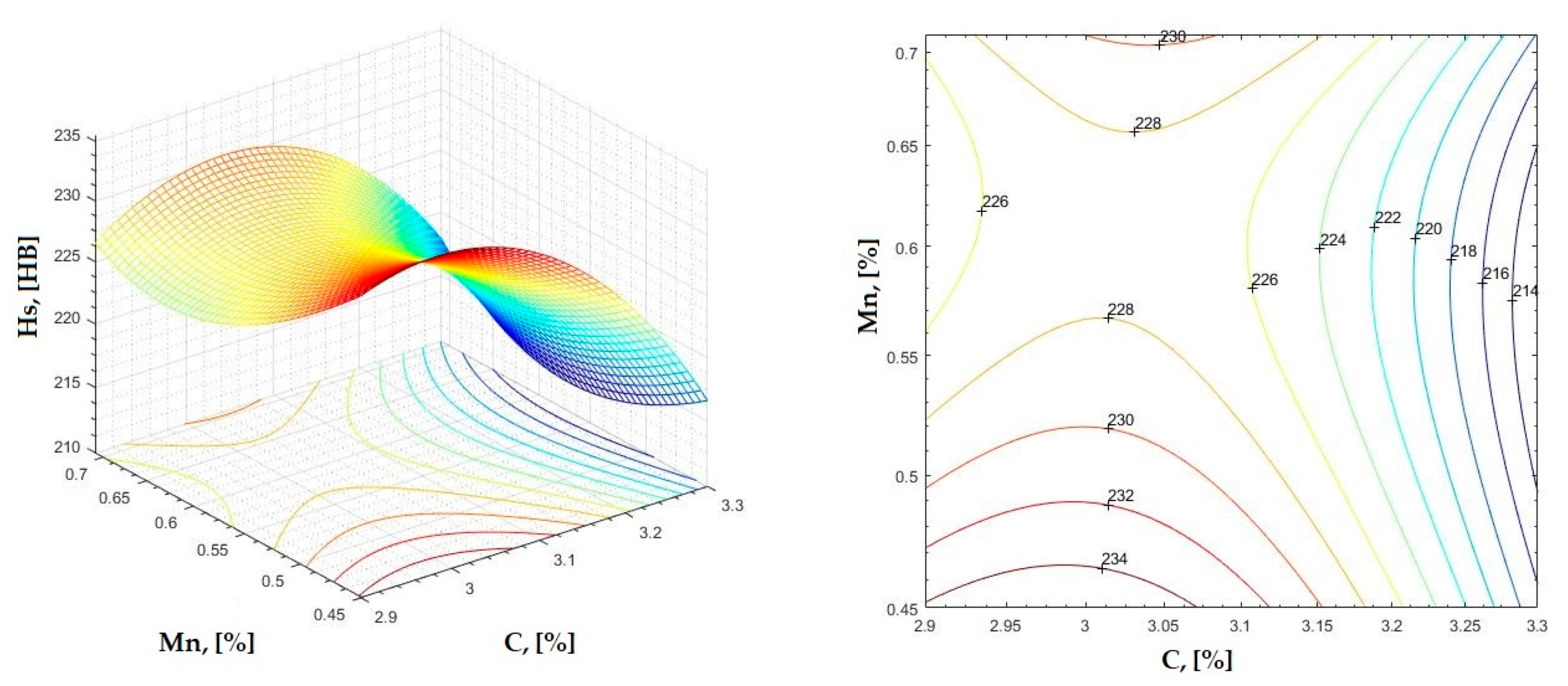
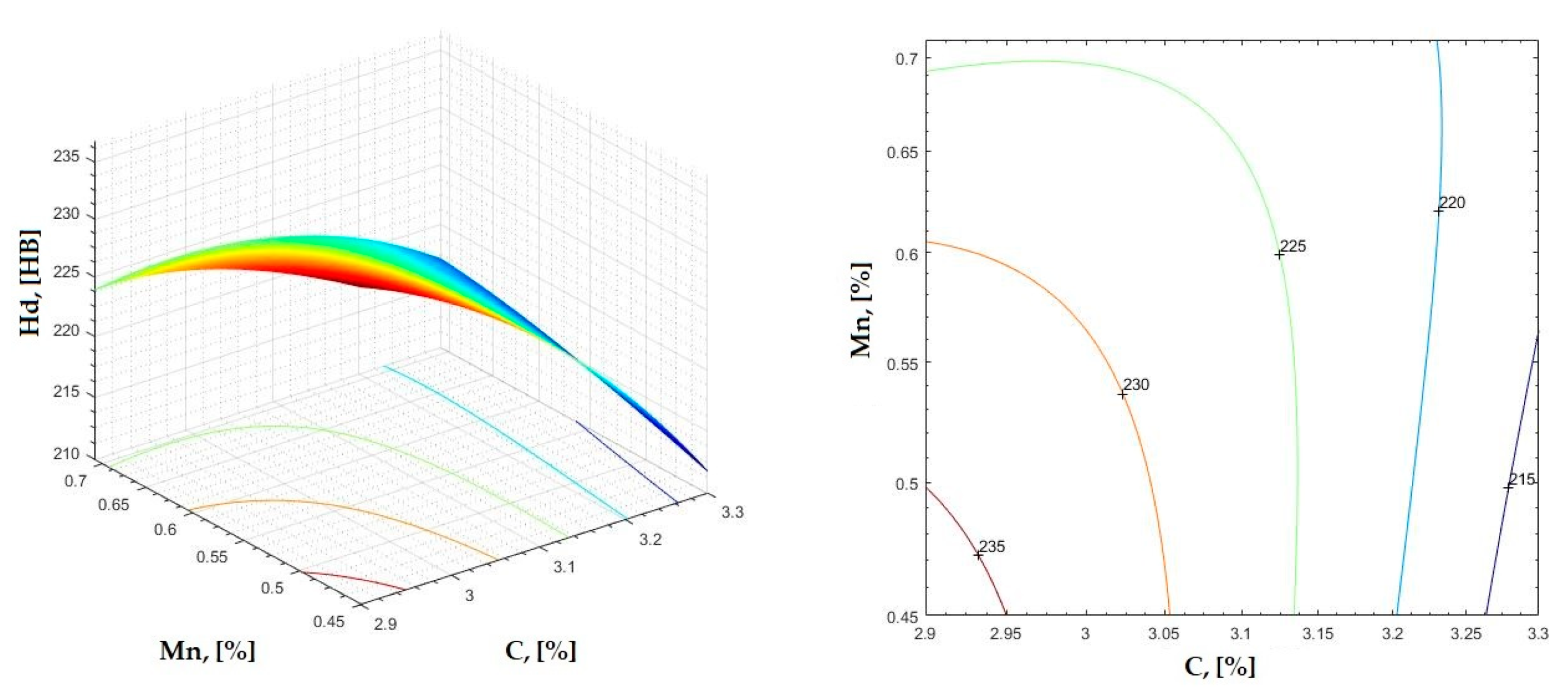
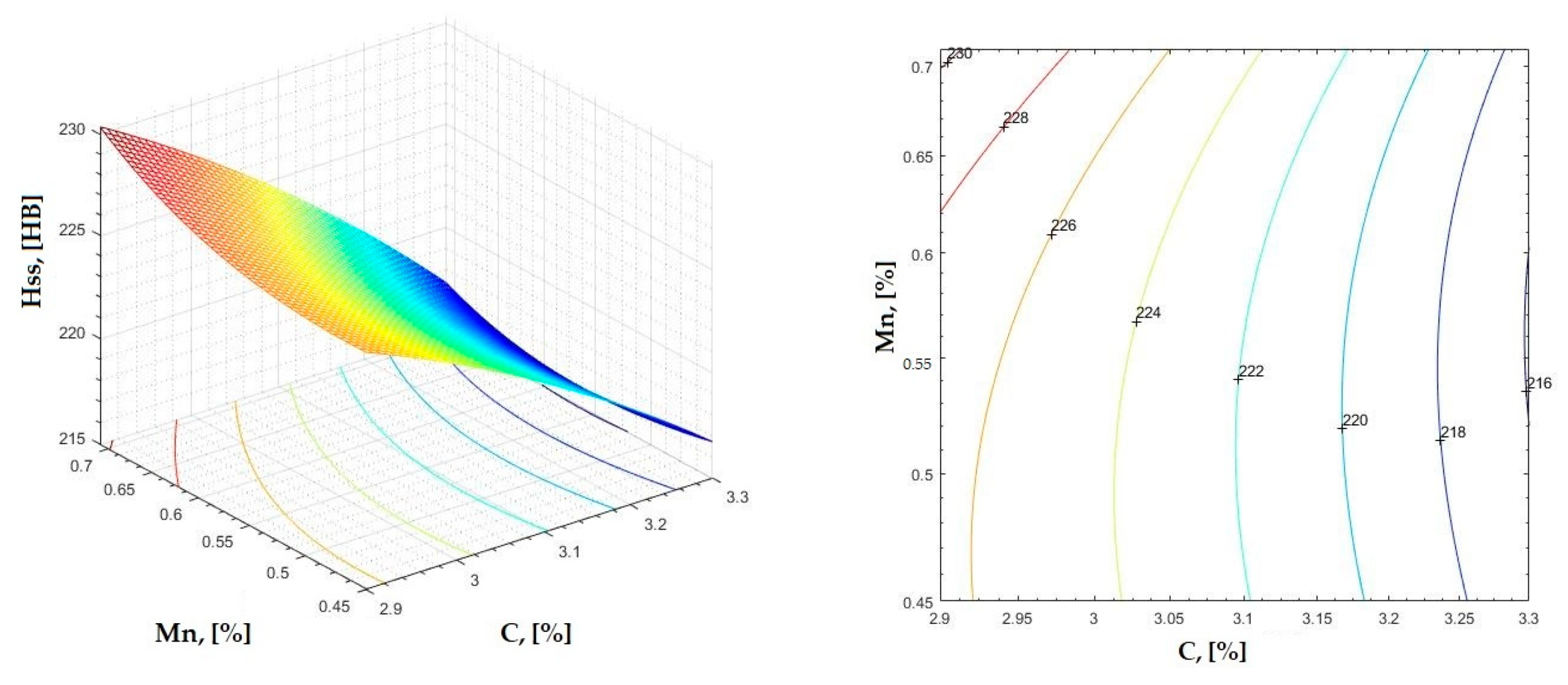
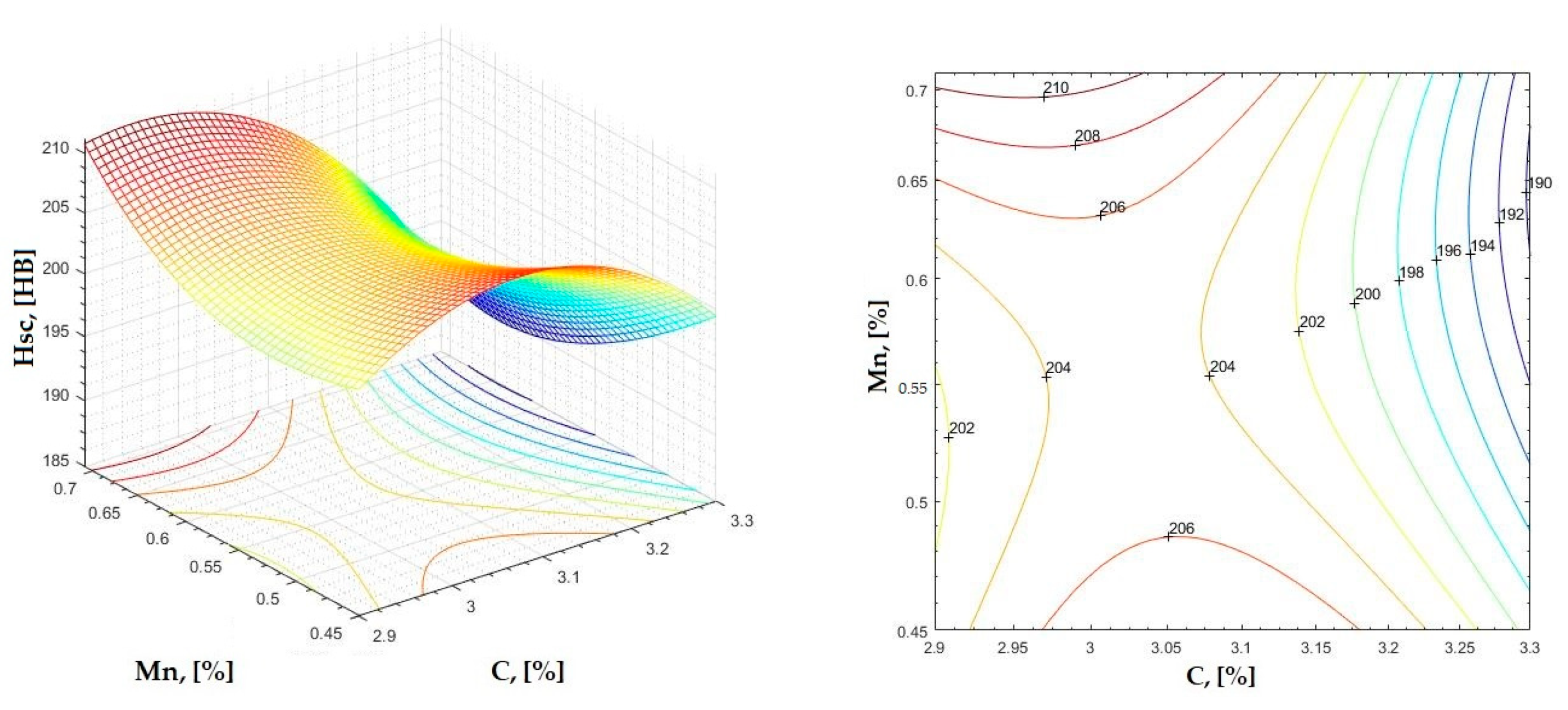
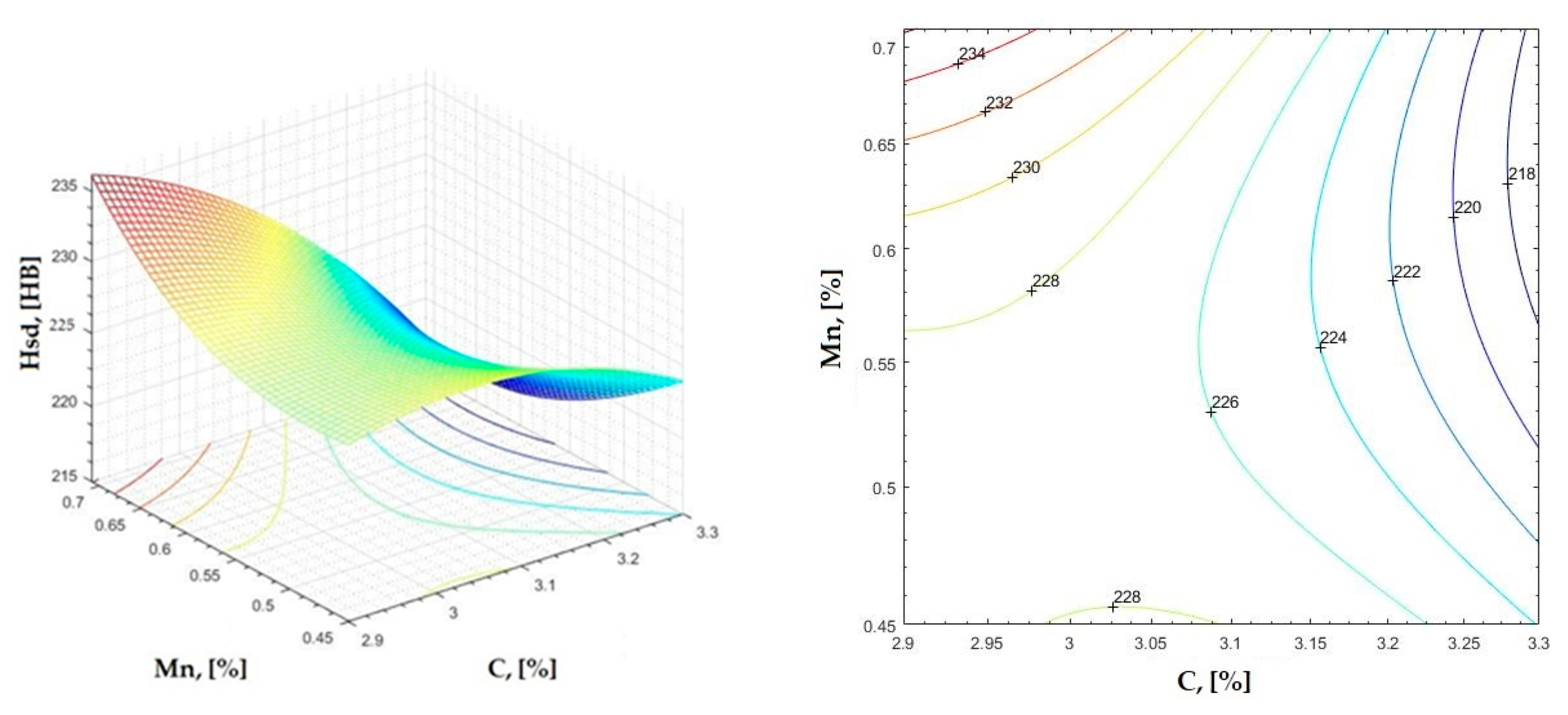
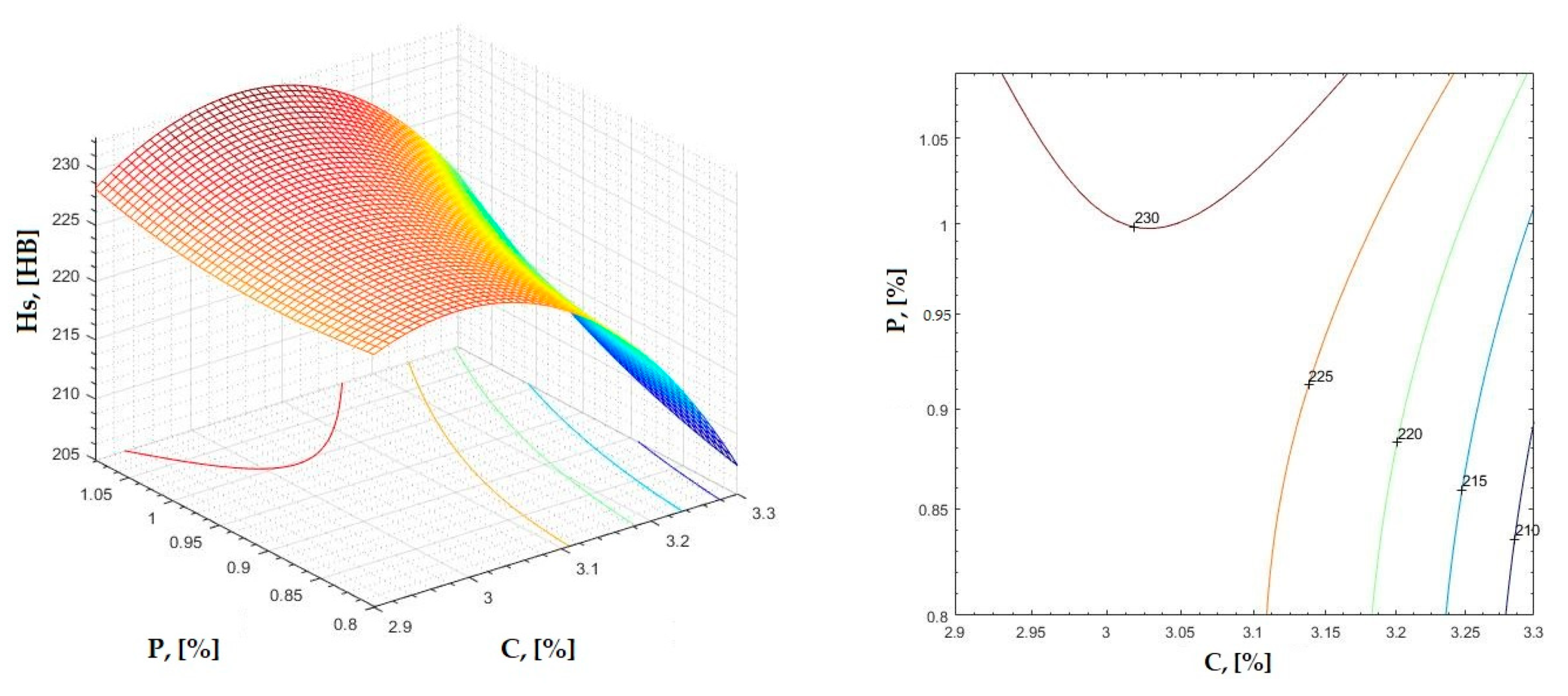
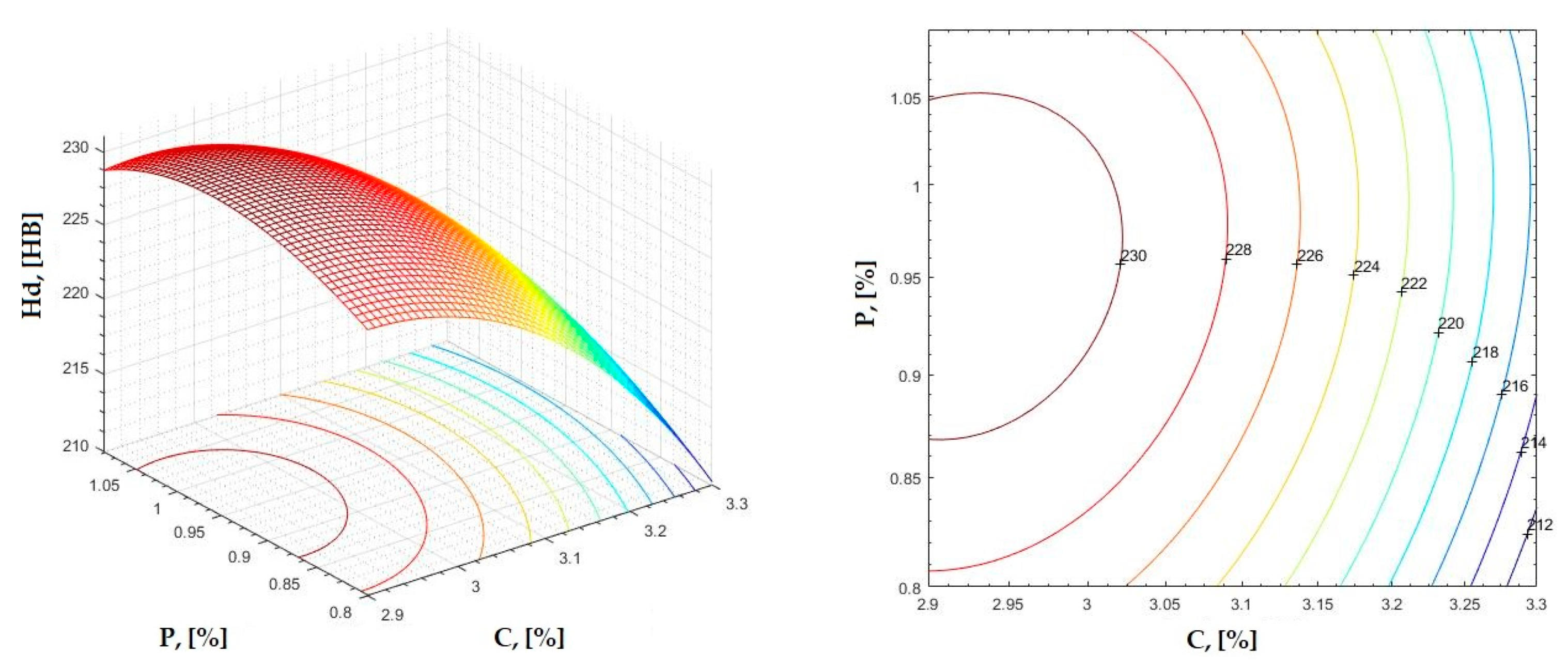
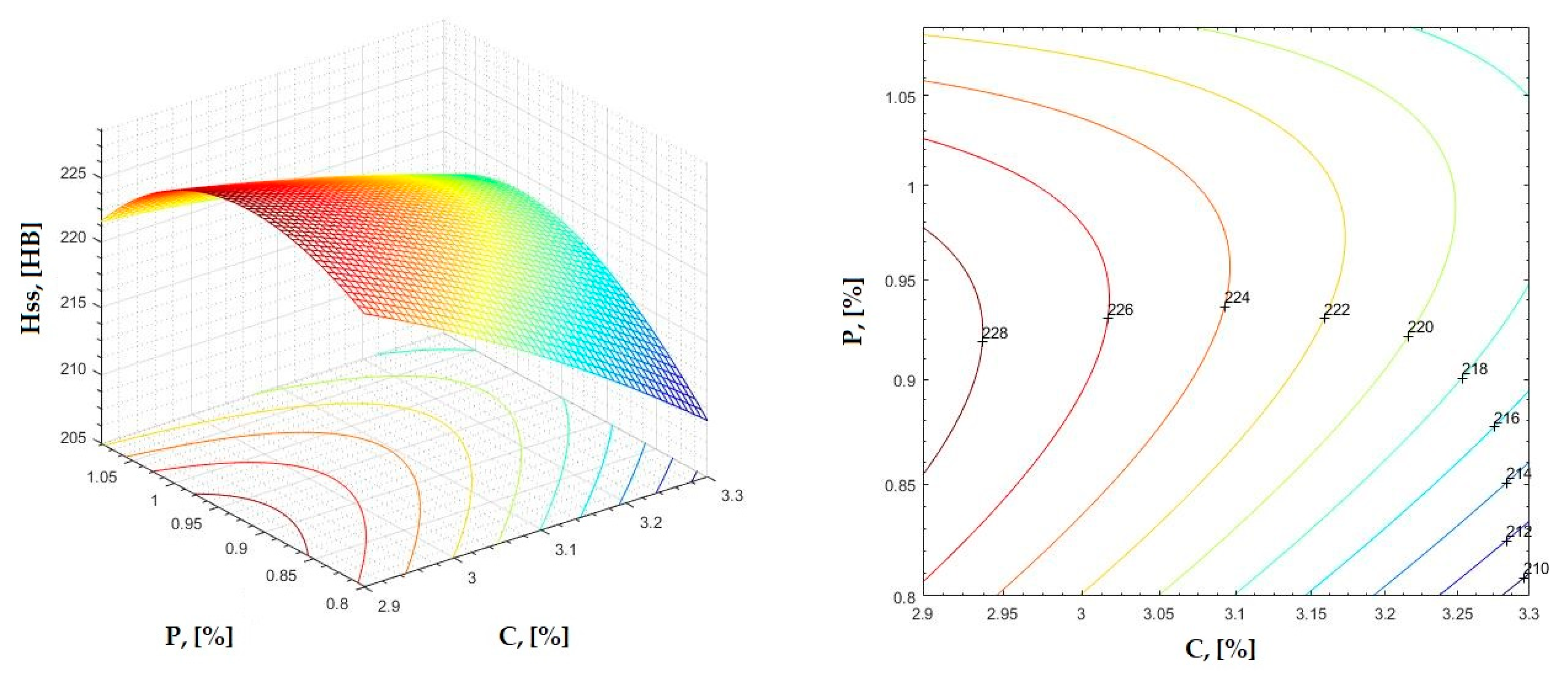
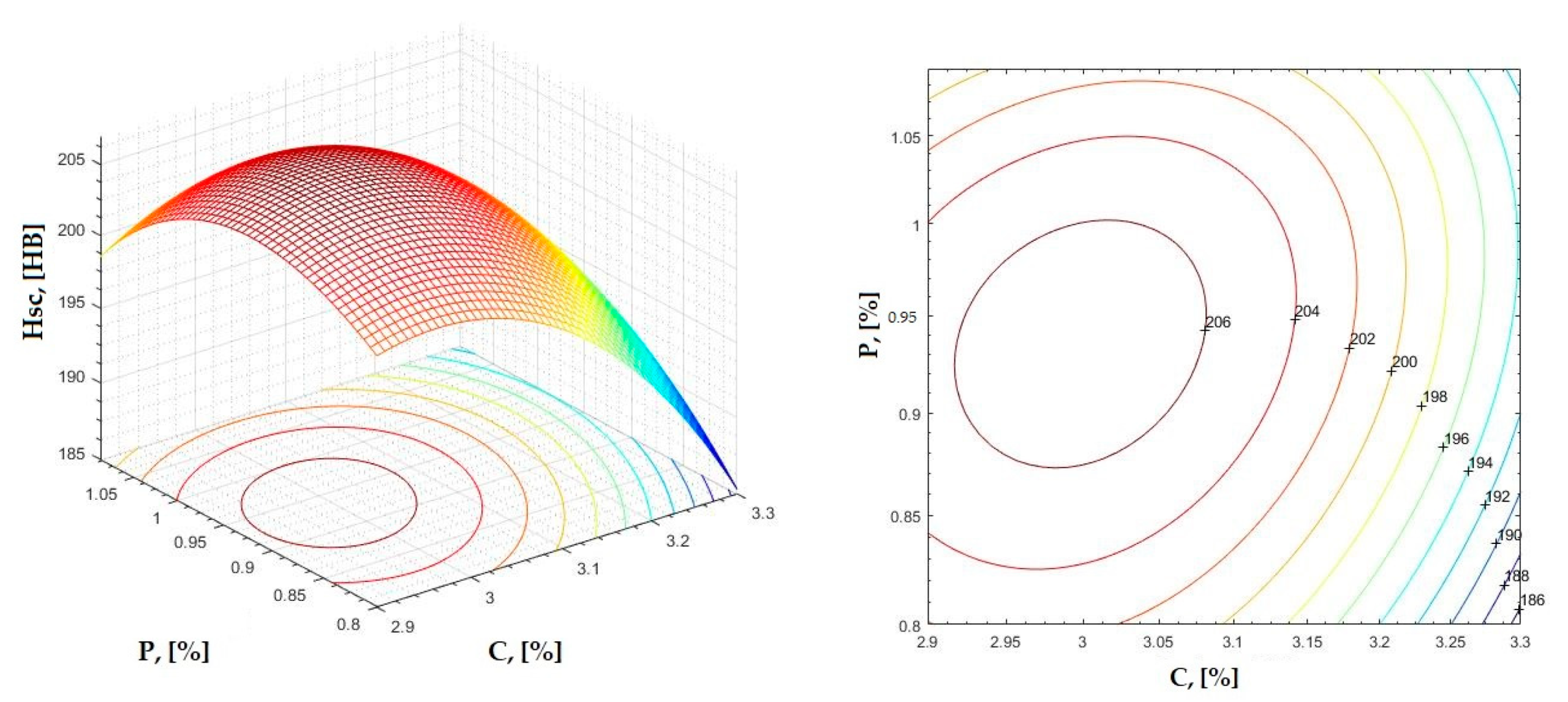
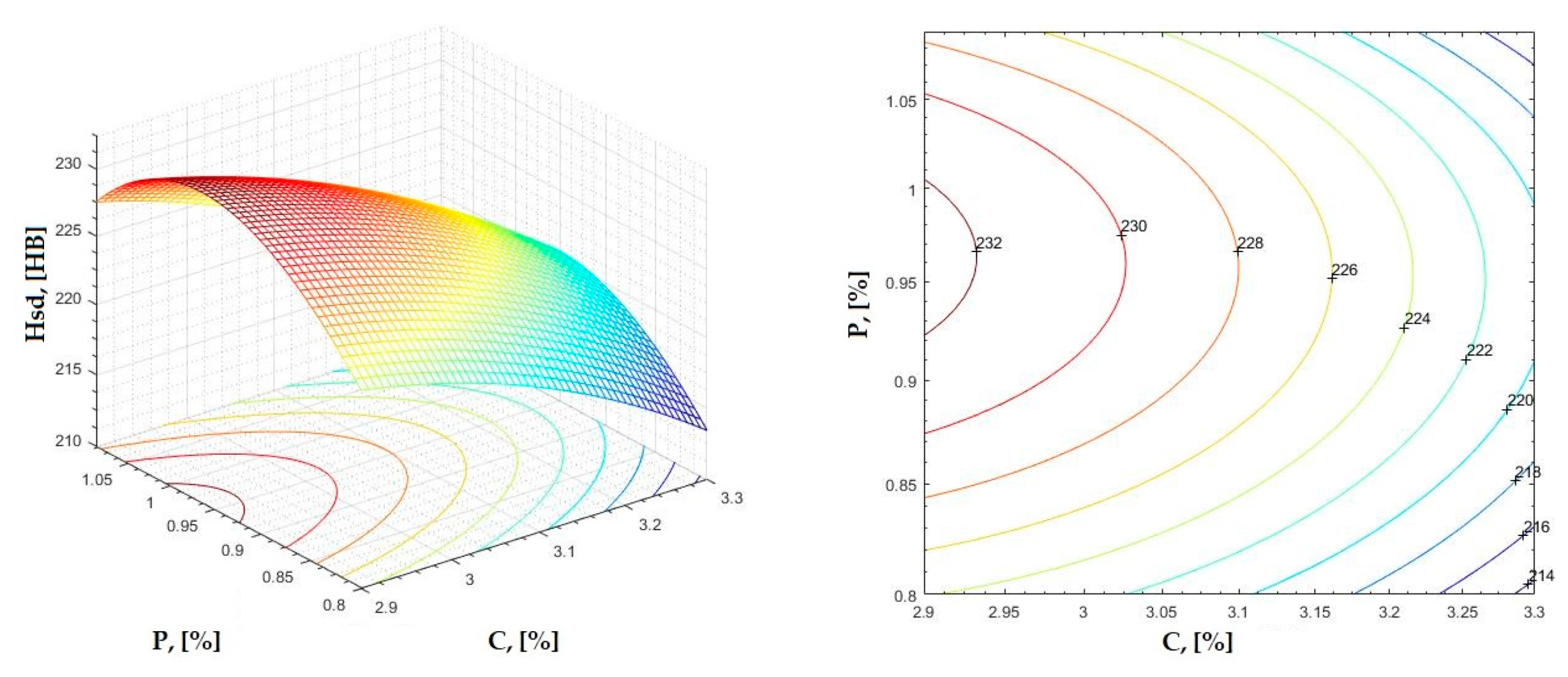
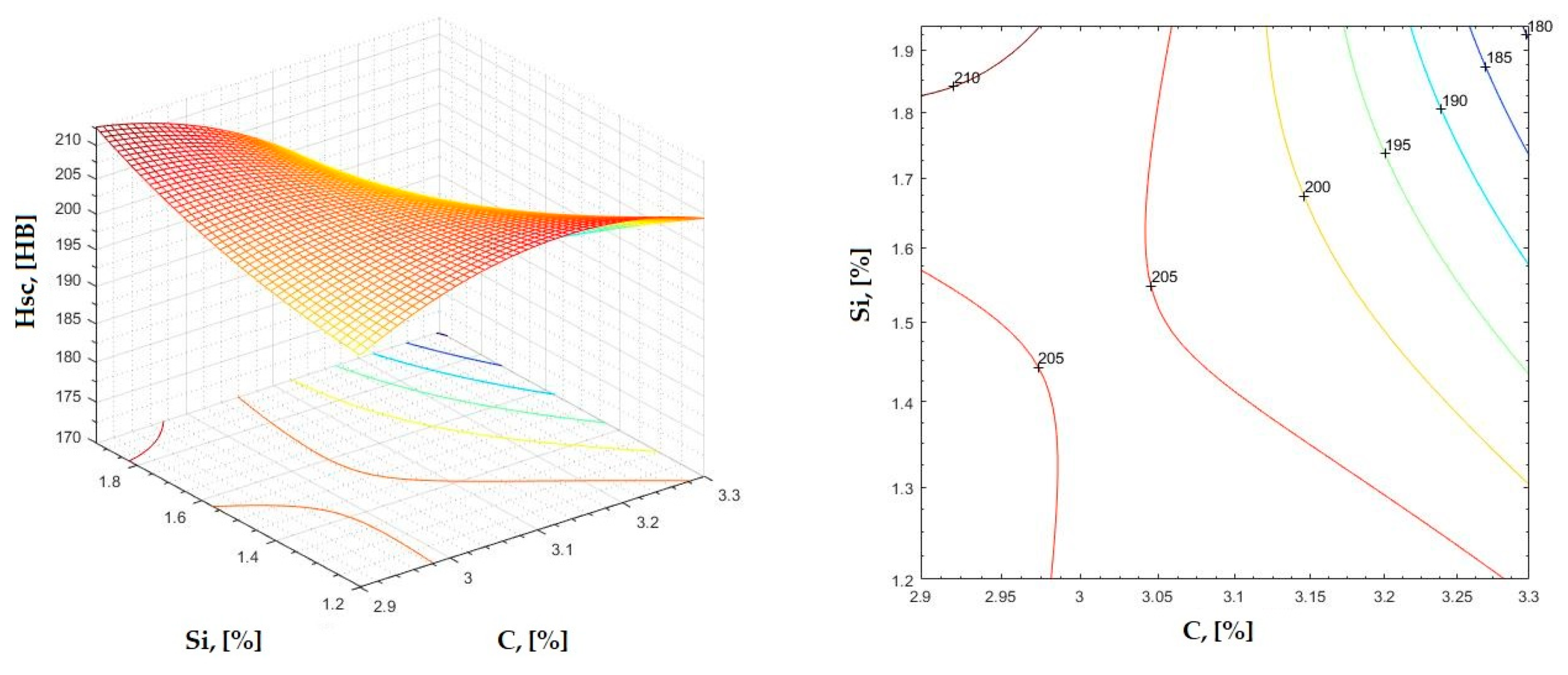
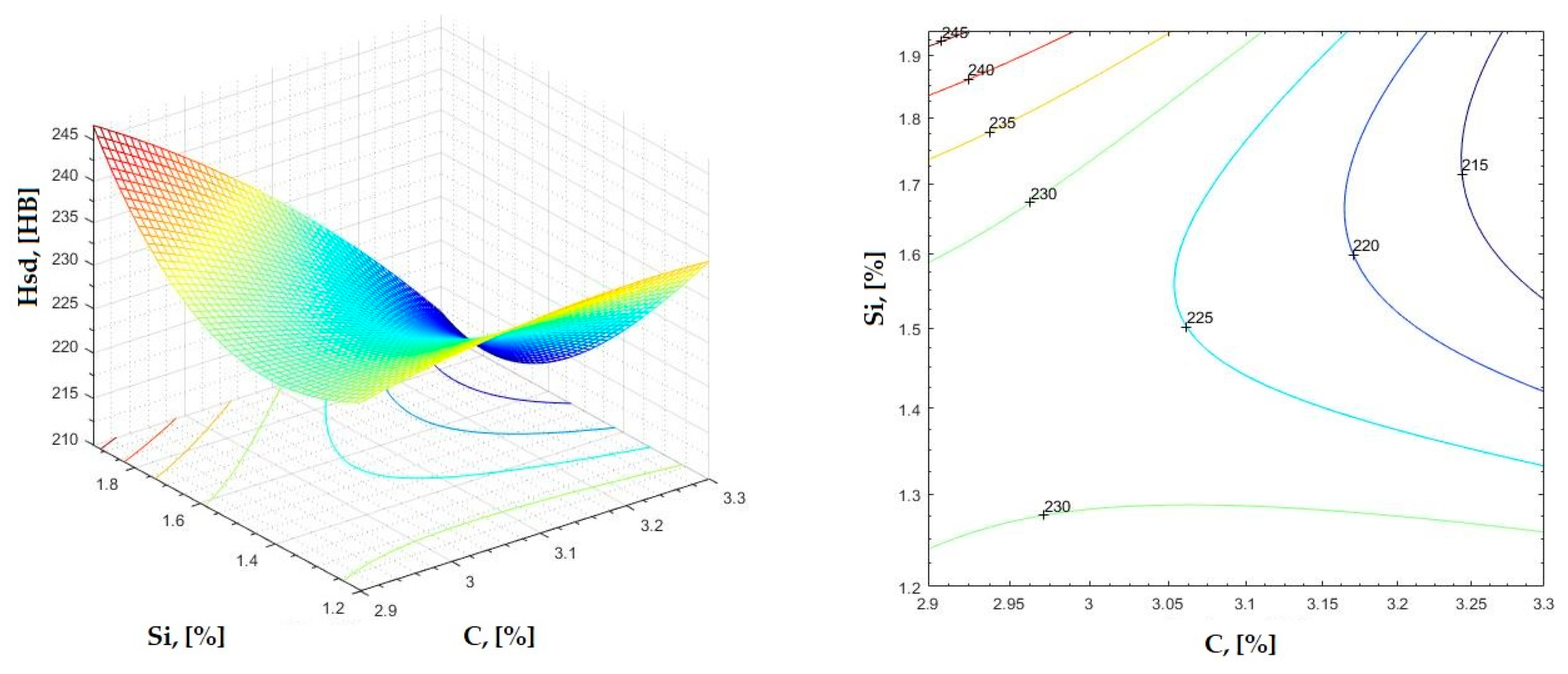
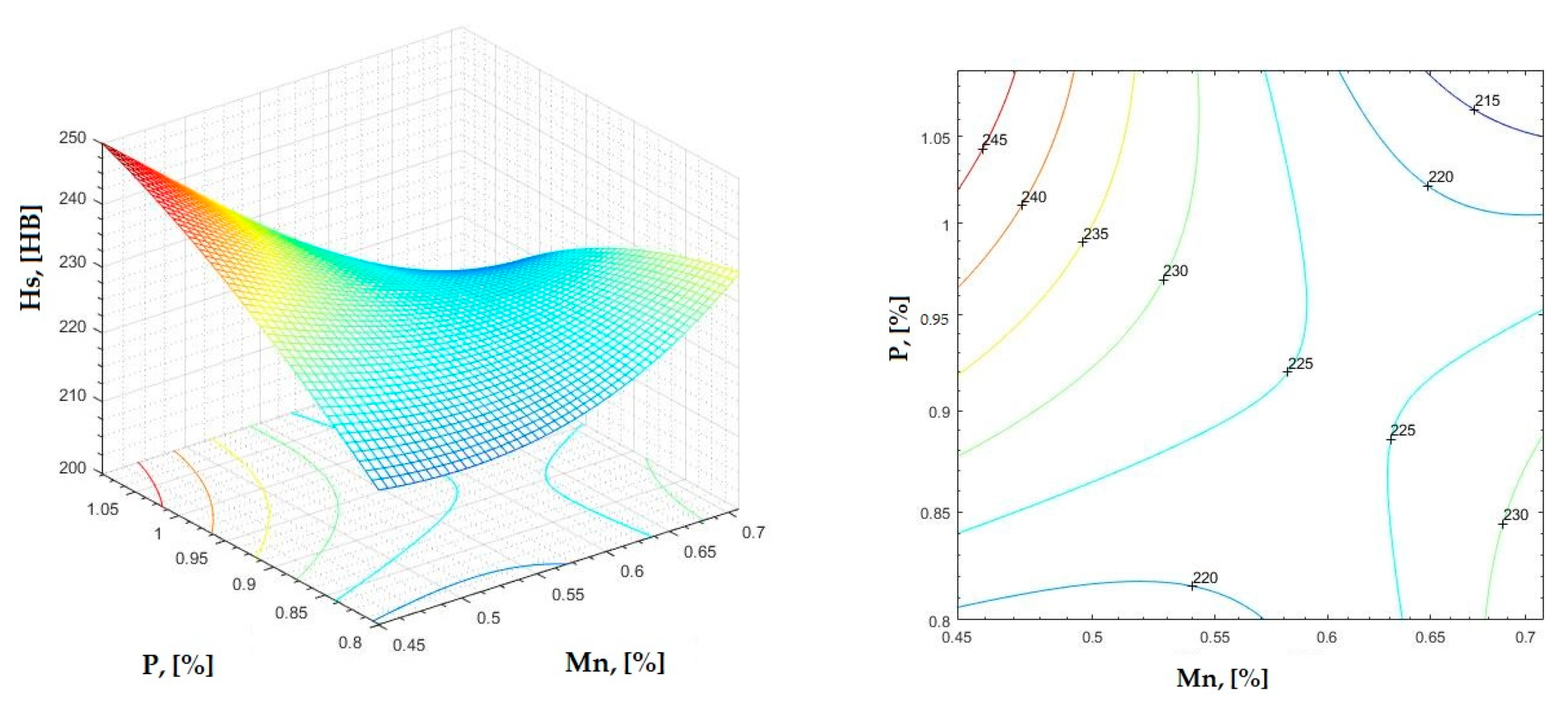
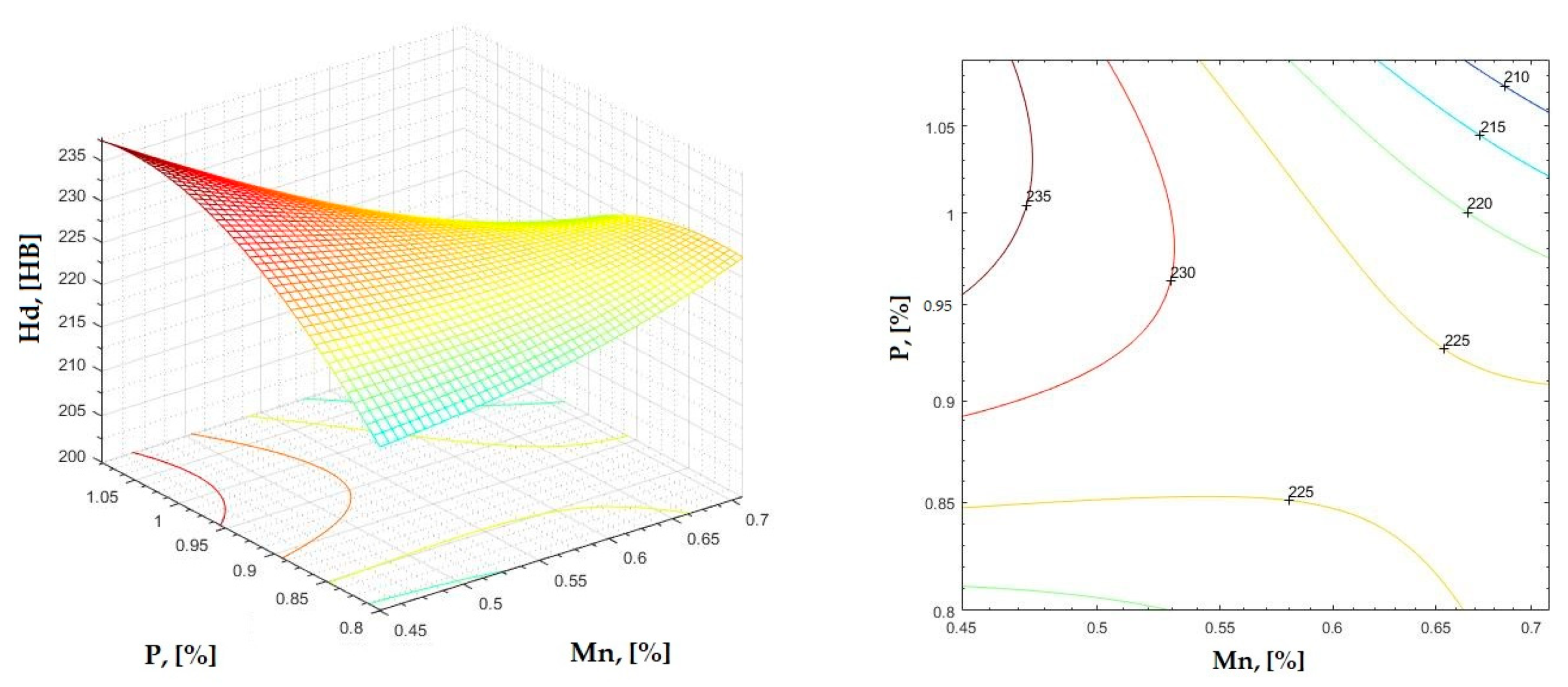
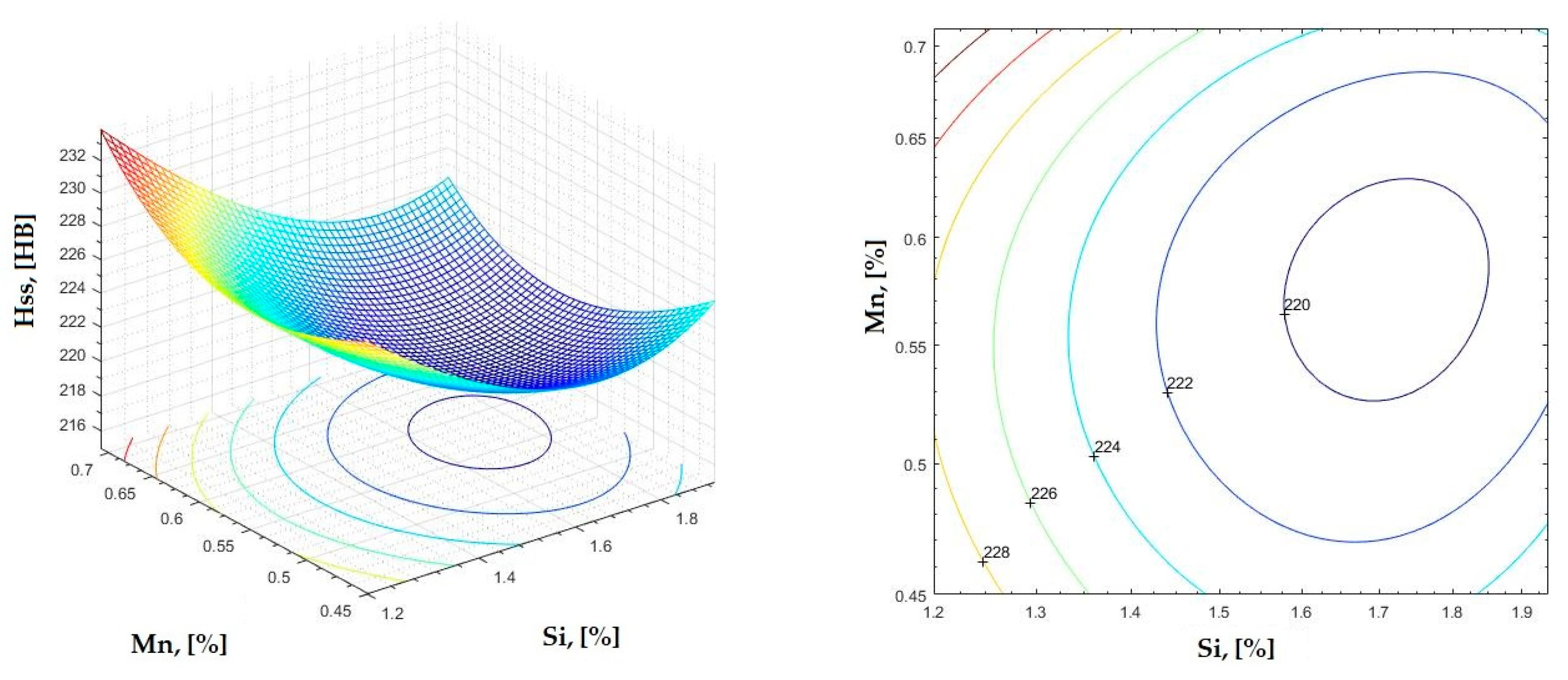
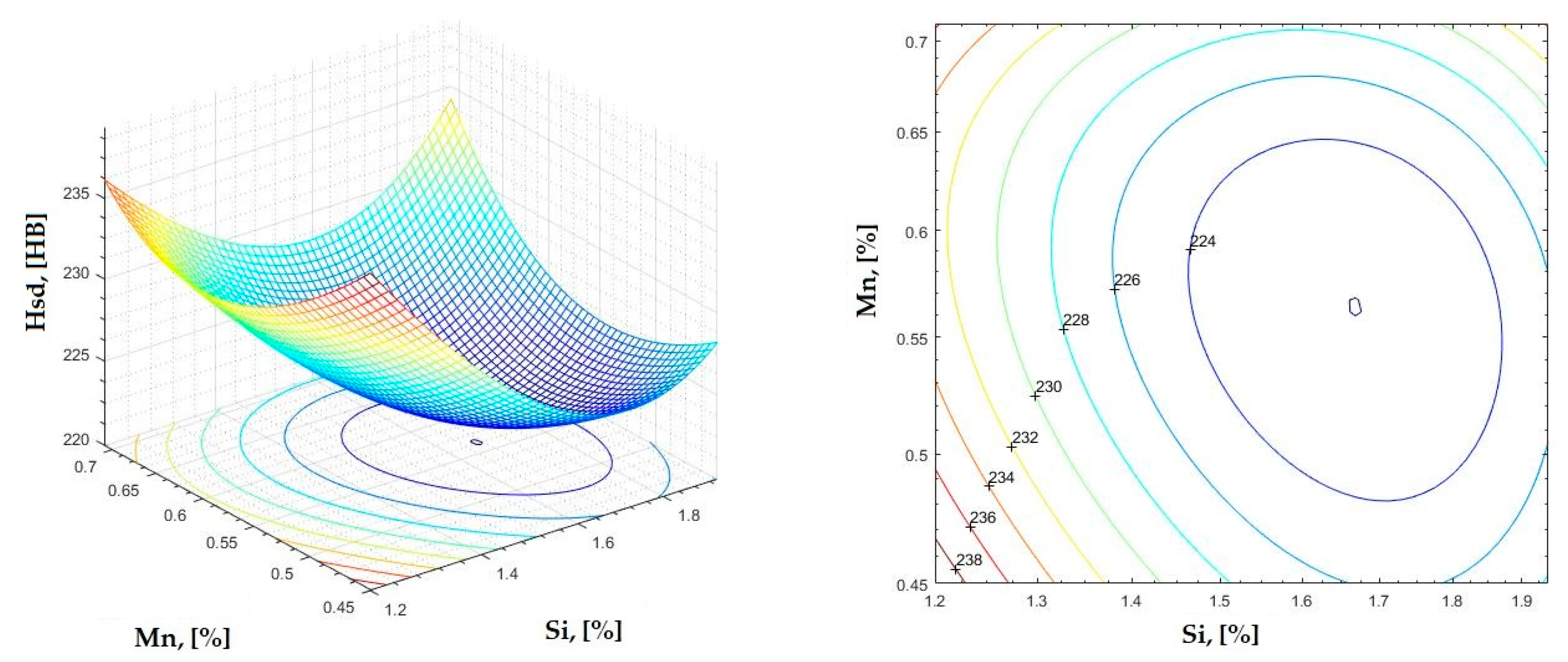
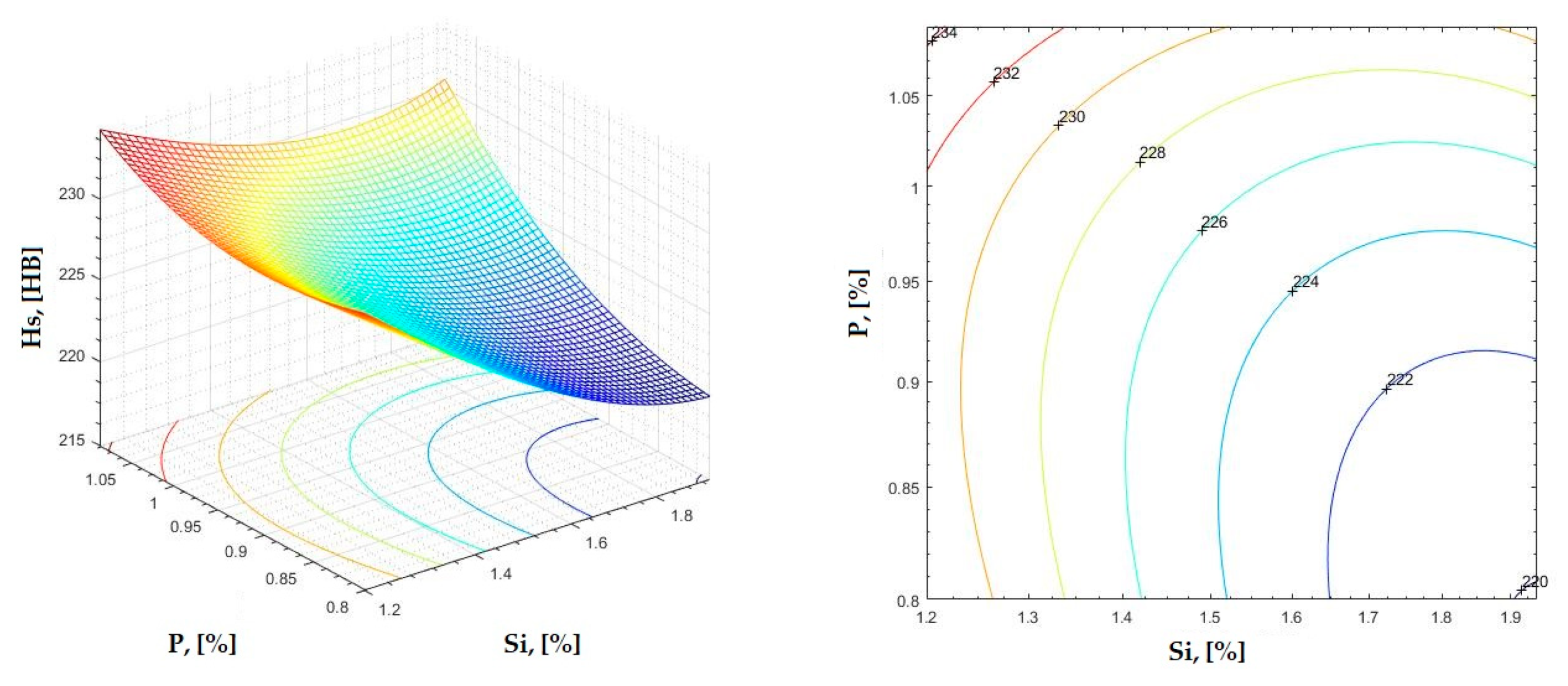
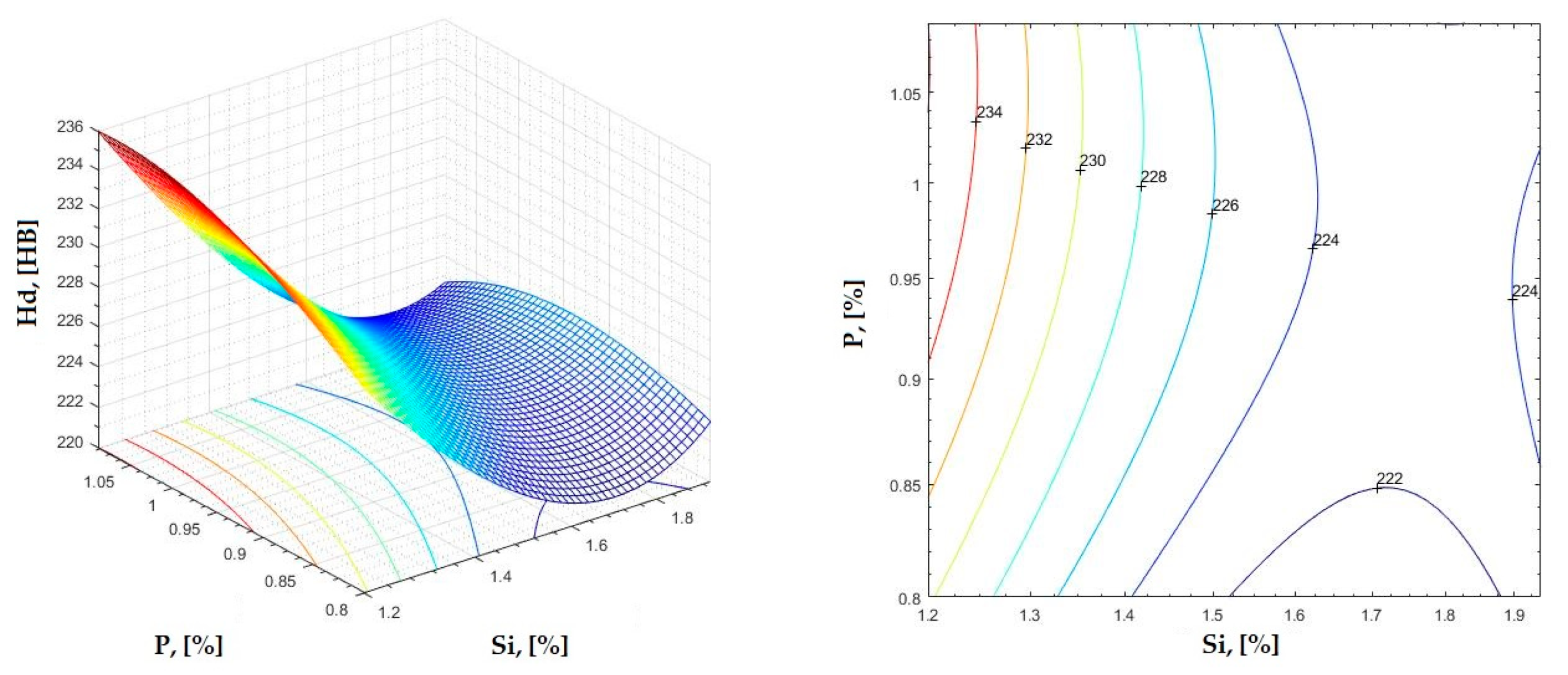
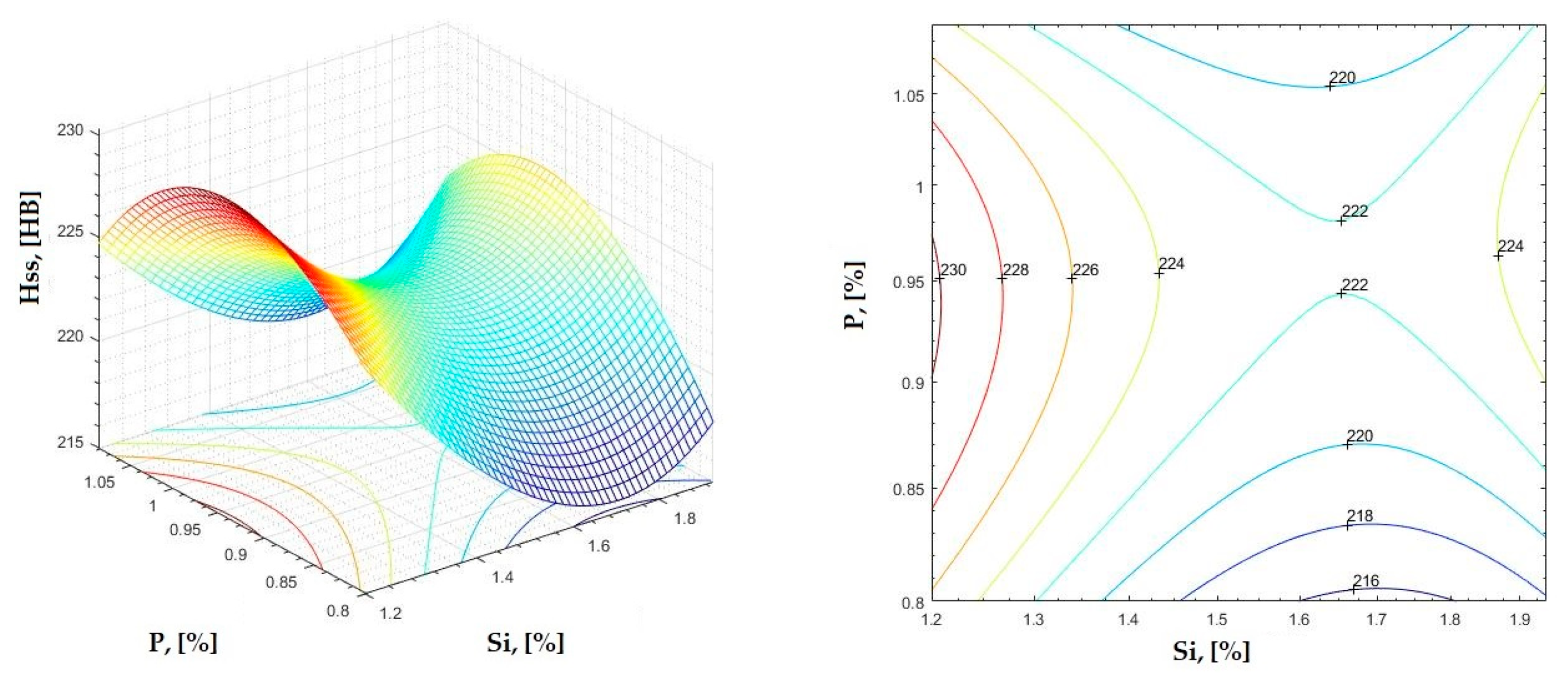
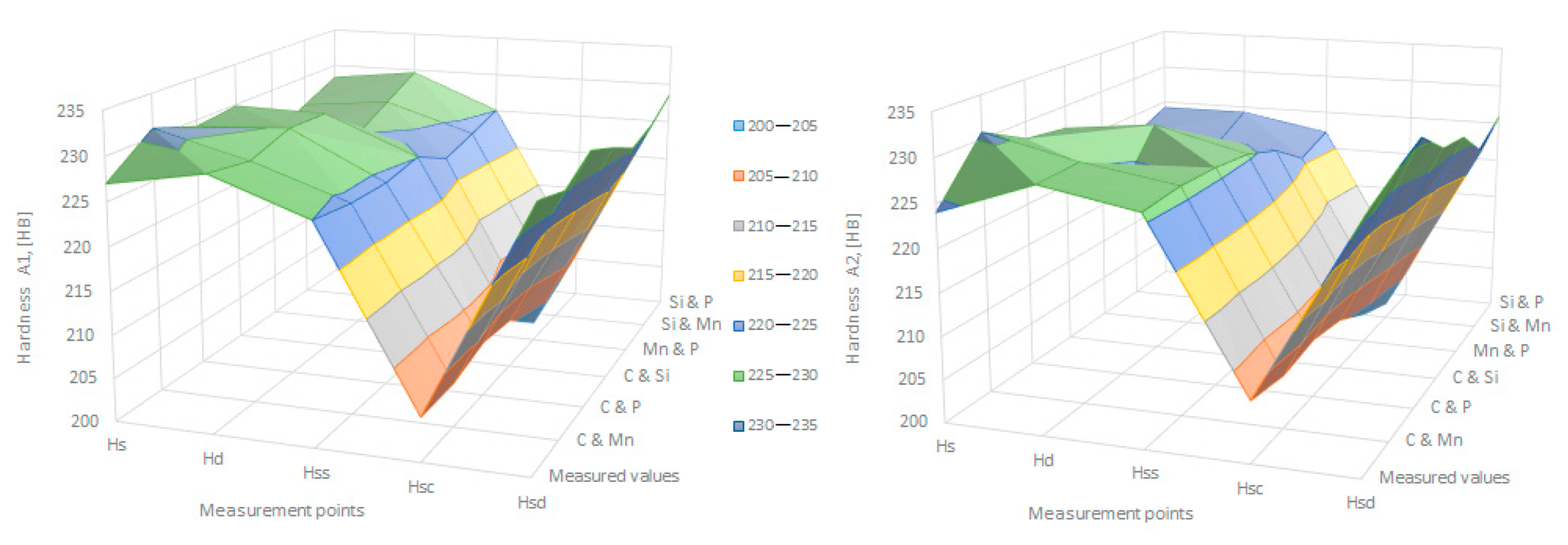
- The variation in independent parameters within the technological limits determines a variation in the dependent parameter with its location on or near a regression surface and in view of dispersion, deviation, and error.
- -
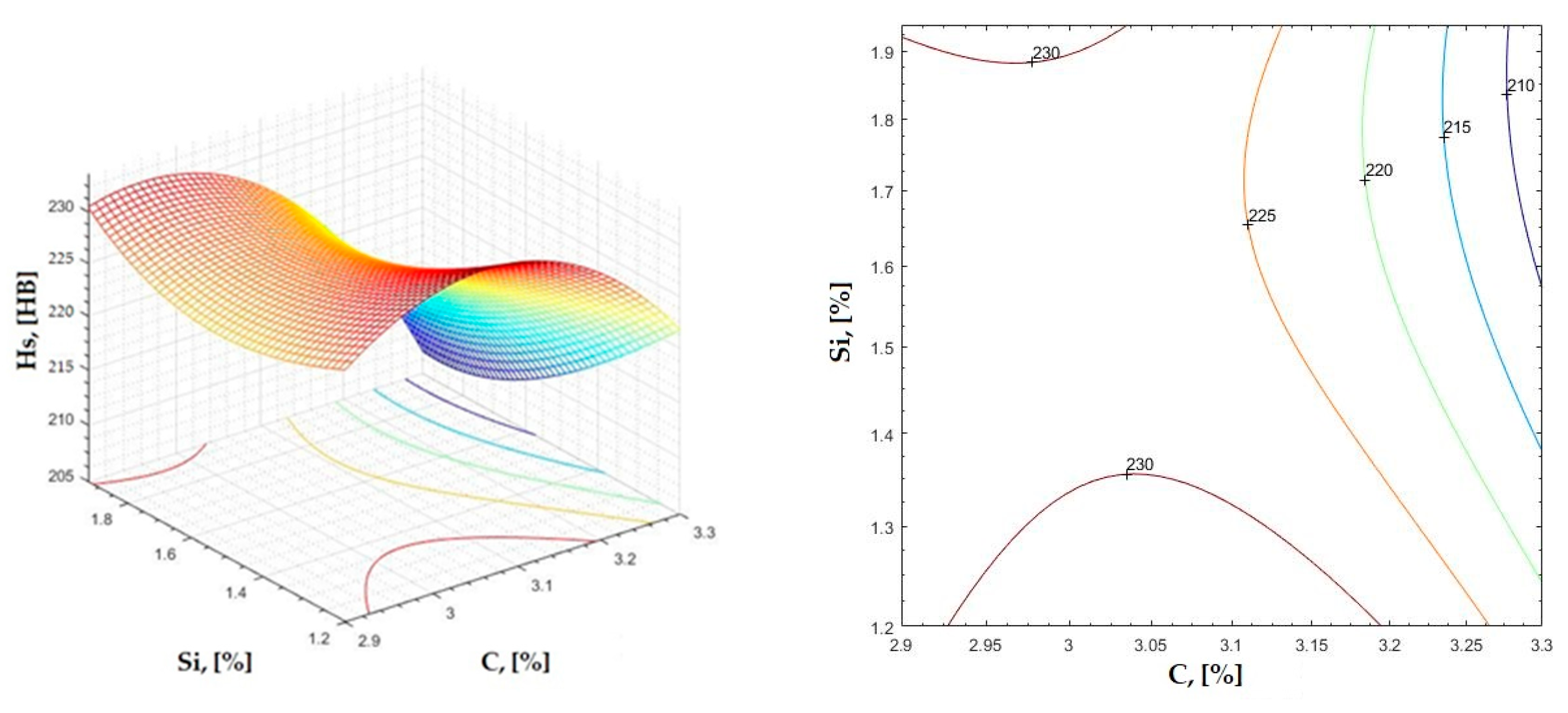
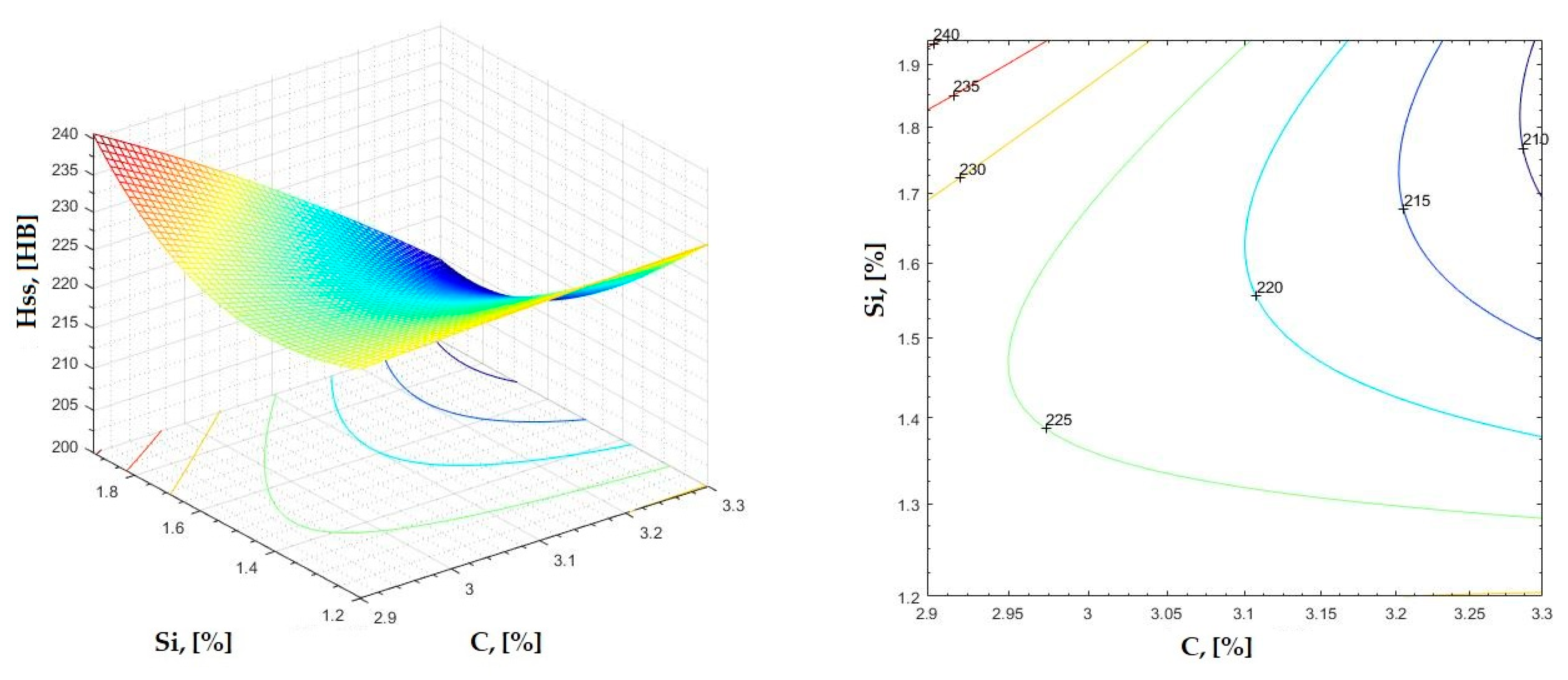
- The graphic representations of grade II polynomial functions are surfaces with a stationary point that is either extreme (of the maximum or minimum) or saddle. Their coordinates are within the technological limits of variation for independent parameters, respectively, and within the limits provided by the specifications for the dependent parameter.
- -
- The intersection of correlation surfaces with level planes (the parallels with the horizontal plane) and level curves were obtained, thus allowing the limits of variation in independent parameters to be established, obtaining a certain value for the dependent parameter, and finding that there are higher variation limits the independent parameters near the stationary point in cases where a saddle point exists. For each graphical representation, the subdomains in which the values for the dependent parameter are found can be indicated, which determines the variation limits for independent parameters.
- -
- -
- -
- -
- -
- -
- -
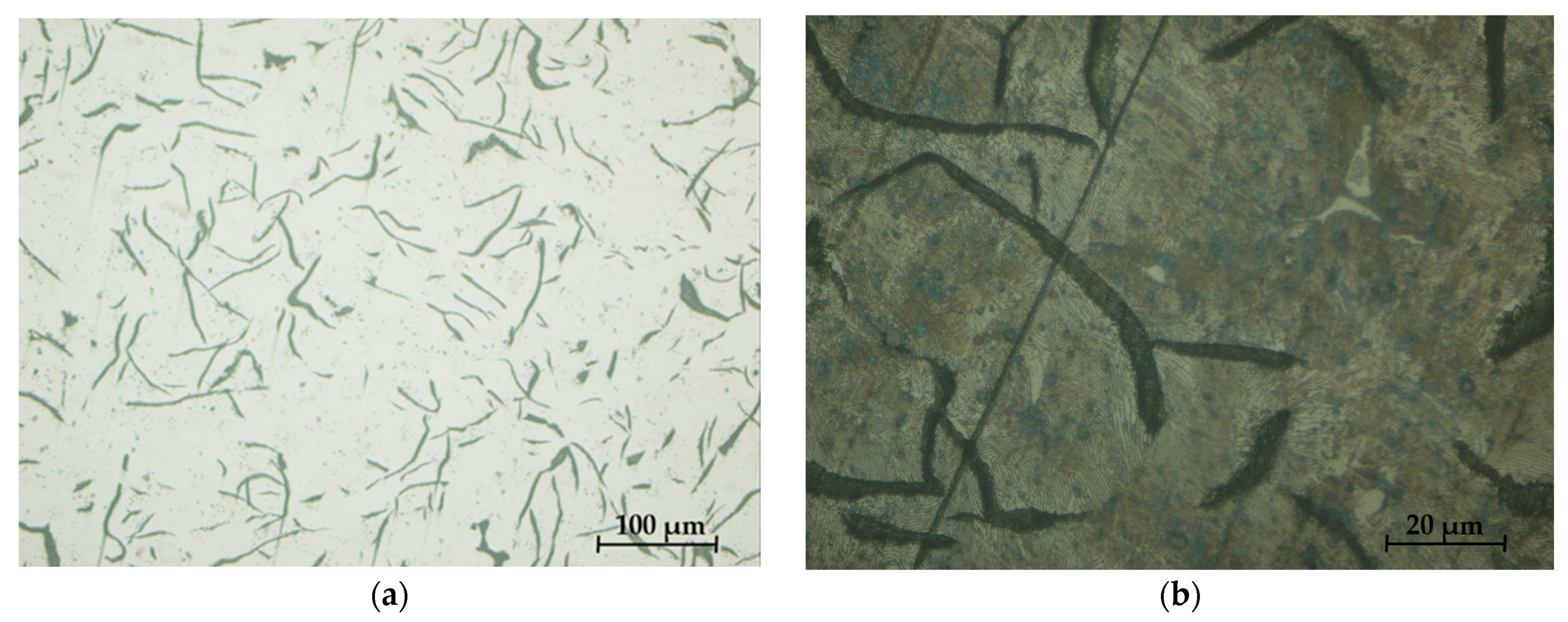
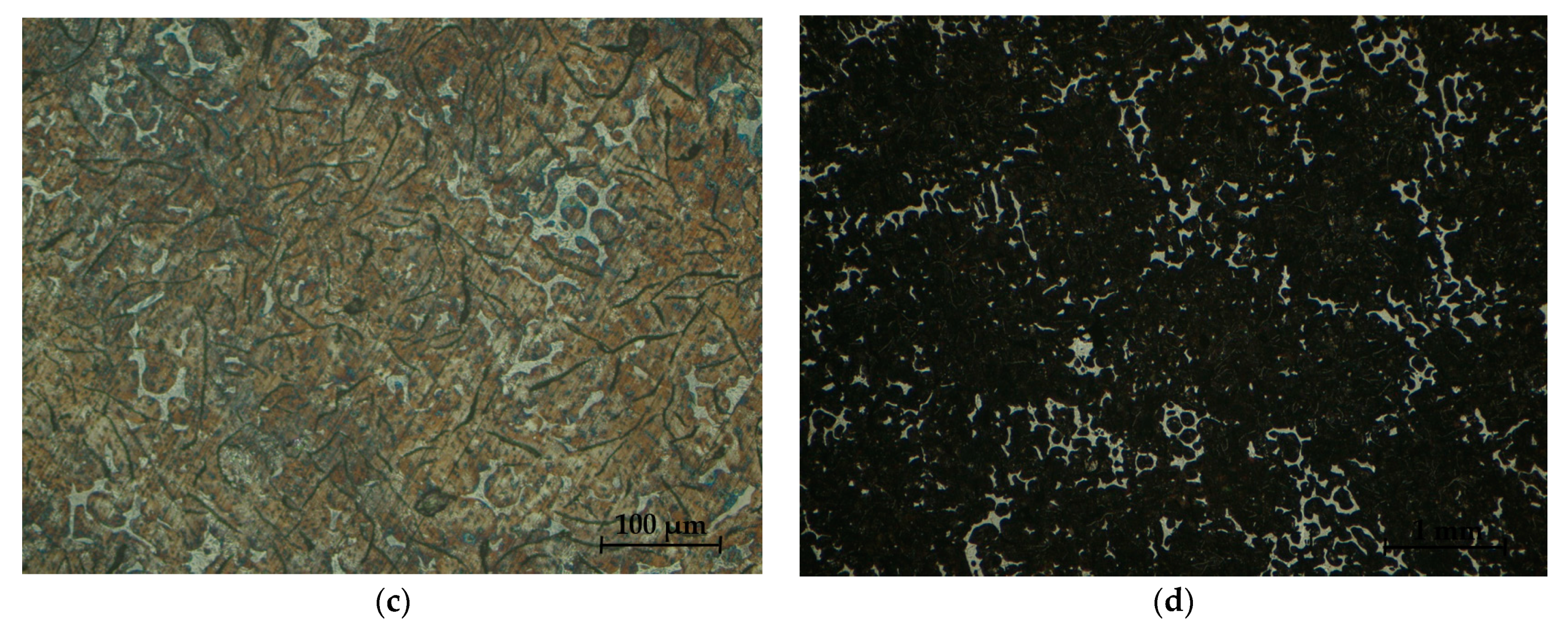
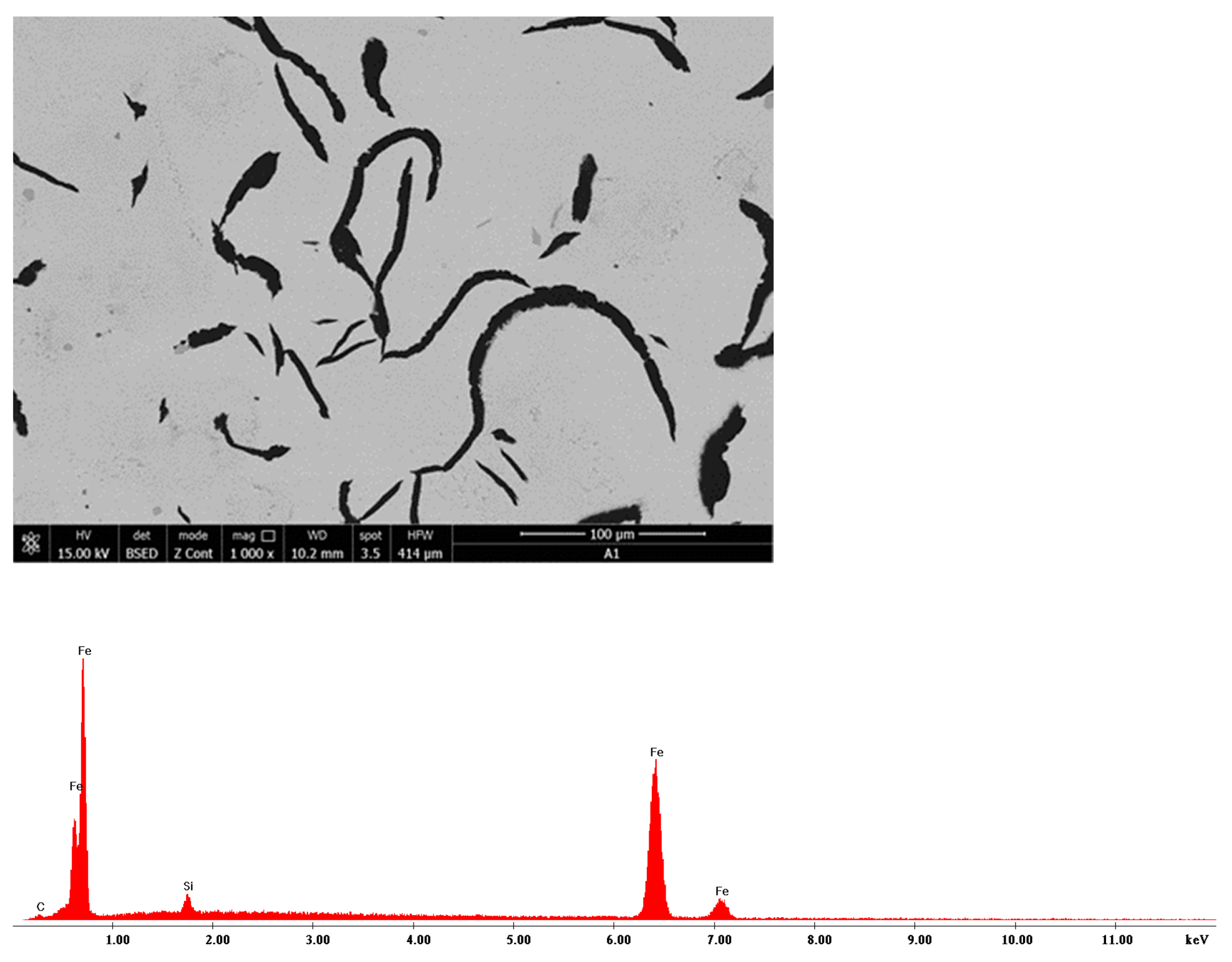
- A sample (without a chemical attack and with a thickness G of 100×) to identify the form of graphite separations, their character and the length of the lamellar graphite separations;
- -
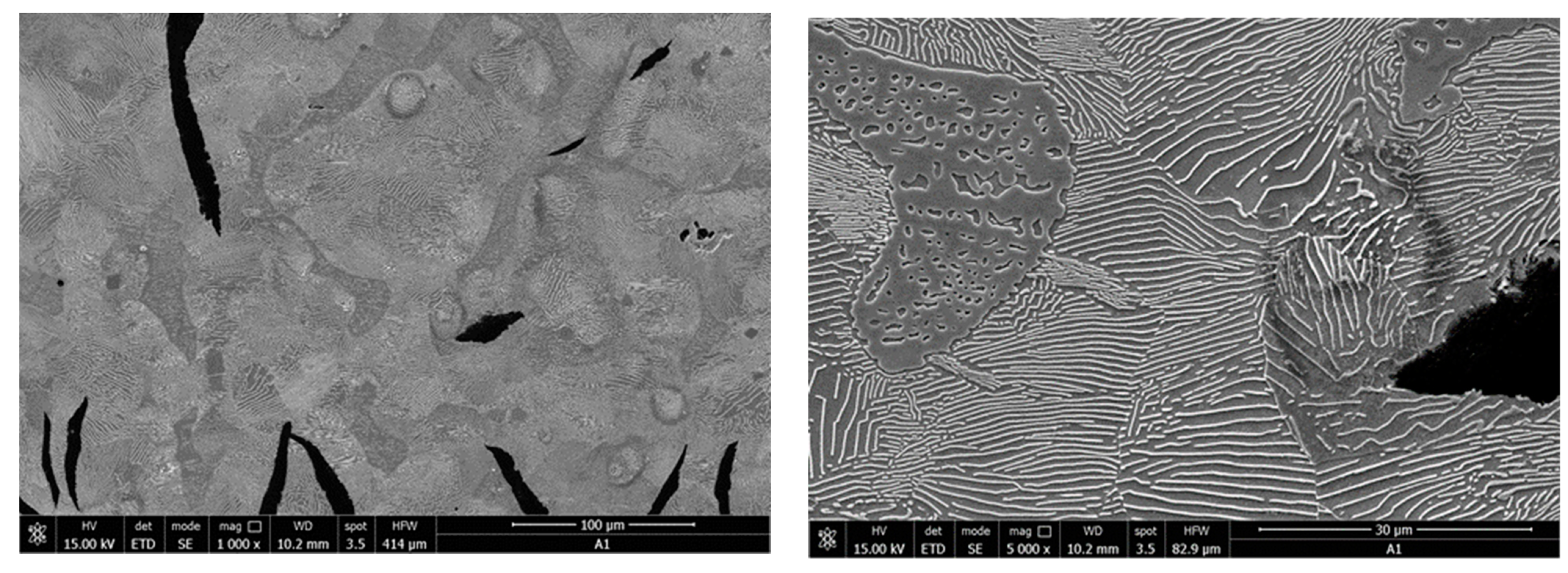
- A sample (Nital attack and a G-grosisment of at least 200×) to determine the perlite configuration and two samples (with Nital attack and a G-grosisment of 25× and 50×) for the base metal mass and phosphorus eutectic.
- -
- The presence of lamellar graphite separations (at a proportion of 12.5% and 10%, respectively);
- -
- The proportion of ferrite in the form of isolated islands was 1% and 5% of the area of the samples presented;
- -
- A network of uniformly distributed phosphorus eutectic of approximately 15.5% and 12.5% was identified, respectively;
- -
- A lamellar perlite configuration, with values of 71% and 72.5%, respectively, was obtained for the presented samples.
4. Industrial Verification of Results
5. Conclusions
- -
- For the Matlab correlations, we considered, as a dependent parameter, the hardness (determined in two points on the surface of the brake shoe and in three points in the section of the respective brake shoe its average both on the surface and on its section) and the chemical composition of phosphorus cast iron from which the brake shoes were poured, was considered an independent parameter, thus obtaining double correlation equations;
- -
- For all the correlations obtained, the correlation coefficient R2 had values of over 0.50, showing that these correlations are significant and adequately reproduce the connection between hardness and chemical composition;
- -
- For values of the hardness parameter between 197 and 255 HB, the variation limits for the independent parameters result, namely in C = 2.97–3.15%, Mn = 0.53–0.65%, Si = 1.3–1.8%, and P = 0.85–1.02%. Sulfur varied between 0.08 and 0.09%, and the residual elements did not exceed 0.2%.
- -
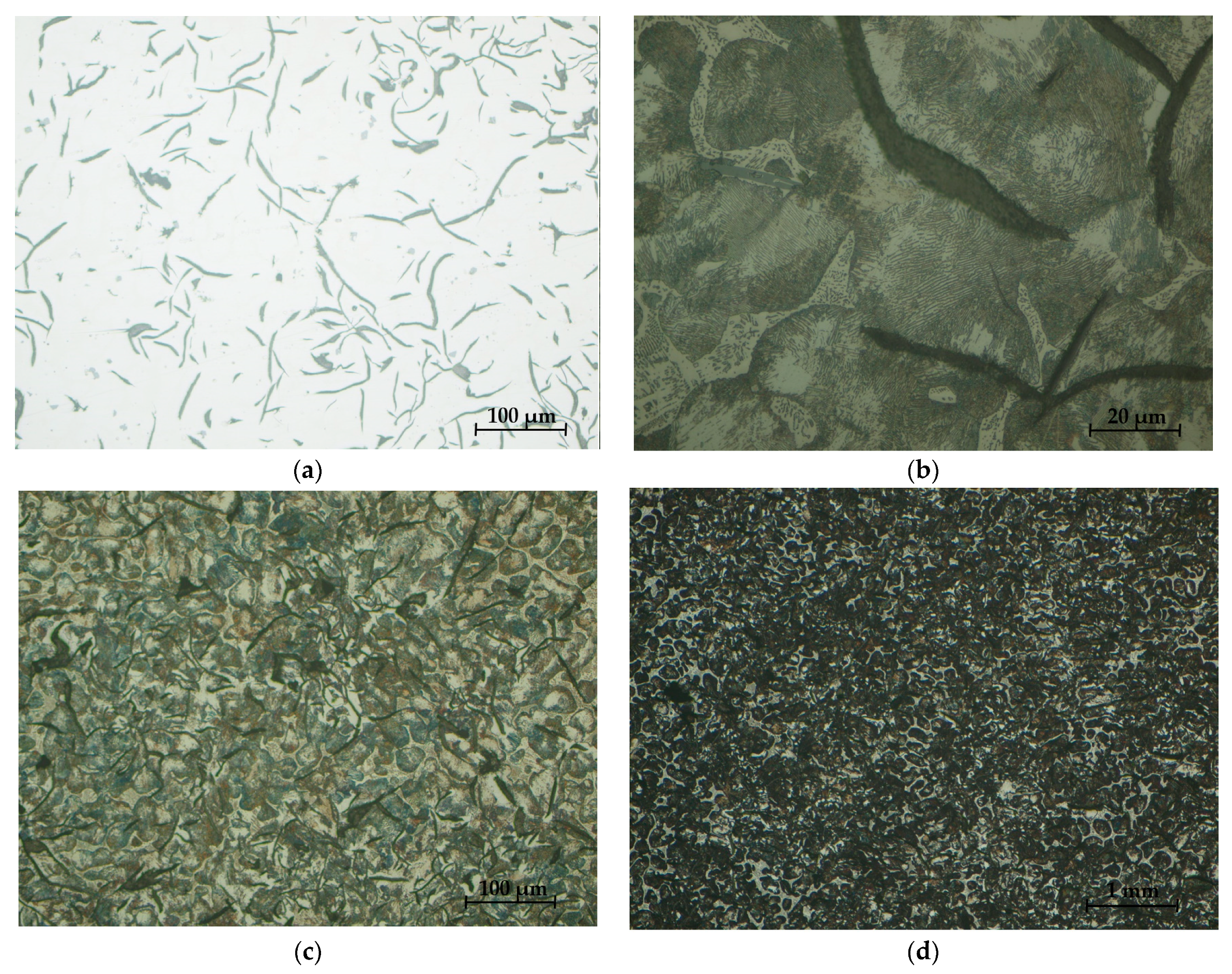
- From the micro-structural analysis of the two types of clogs, S1 and S2, a distribution of lamellar and very little semi-arched lamellar graphite (type Gl5—maximum 80% and Gl6—minimum 20%) resulted in the form of isolated separations of type Gr1 at no more than 12.5%;
- -
- -
- The phosphorous eutectic was present on all samples with a lacy appearance and interdendritic separation, the content of which varied between 12.5 and 15.5% for the two microstructures;
- -
- The verification of the relations obtained in Matlab with industrial data led to differences of −2.62% and +3.12%, respectively, which can be considered acceptable in the present case;
- -
- In the case of the new charges analyzed, the micro-structural analysis was similar; for this batch, it was possible to analyze using high-performance equipment and higher magnification orders.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pascu, L. Researches on Improving the Quality of Brake Shoes Meant for Use with the Rolling Stock. Ph.D. Thesis, Politehnica University Timisoara, Timișoara, Romania, 2015. [Google Scholar]
- Specification, no.1/SFMR/SDT/2000; Brake Shoes for Tractors and Trailers Rolling. Endorsed by the Railway Authority Romanian, SNTFC and SNTFM: Bucharest, Romania, 2000.
- Available online: https://revasimeria.ro/turnatoria-foreva (accessed on 30 May 2021).
- Weiss, E.; Fedorko, G.; Futas, P.; Pribulova, A.; Vasocva, I. Dependence of quality properties for grey iron on used raw materials. Metalurgija 2009, 48, 43–45. [Google Scholar]
- Șerban, V.A.; Răduță, A. Știinţa şi Ingineria Materialelor Metalice, 3rd ed.; Politehnica Publishing House: Timișoara, Romania, 2014; pp. 219–259. [Google Scholar]
- Khuntrakool, C.; Janudom, S.; Muangjunburee, P.; Mahathaninwong, N.; Chucheep, T.; Chotikarn, T.; Yodjan, A. Effects of Chemical Composition on Microstructure and Properties of High Phosphorus Grey Cast Iron Brake Shoe. Int. J. Met. 2022, 16, 1221–1234. [Google Scholar] [CrossRef]
- Sudarshan, T.; Srivatsan, T.S. Role of phosphorus content on porosity of cast irons. Int. J. Met. 1992, 27, 869–875. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, Y.; He, R.; Shen, B. Investigation of tribological properties of brake shoe materials—Phosphorous cast irons with different graphite morphologies. Wear 1993, 166, 179–186. [Google Scholar] [CrossRef]
- Abbasi, H.R.; Bazdar, M.; Halvaee, A. Effect of phosphorus as an alloying element on microstructure and mechanical properties of pearlitic grey cast iron. Mater. Sci. Eng. A 2007, 444, 314–317. [Google Scholar] [CrossRef]
- Dungan, L.I.; Dungan, M.A. Materials used in couplings mechanical friction braking system of high speed railway vehicles. AGIR Bull. 2010, 2, 121–126. [Google Scholar]
- Murcia, S.C.; Ossa, E.A.; Celentano, D.J. Nodule evolution of ductile cast iron during solidification. Metall. Mater. Trans. B 2014, 45, 707–718. [Google Scholar] [CrossRef]
- Darmo, S.; Setyana, L.D.; Santoso, T.N. Effect of silicon content on the homogeneity of hardness and wear rate properties of grey cast iron used for candidate of brake shoe of train. Int. J. Res. Eng. Technol. 2018, 7, 1–6. [Google Scholar]
- Lee, S.H.; Lee, S.M. Application of Thermodynamic Analysis Method for the Development of Flake Graphite Cast Irons with Superior Properties. J. Korea Foundry Soc. 2013, 33, 32–40. [Google Scholar]
- Tsujimura, T.; Manabe, S. High Speed Friction Characteristics of Several Cast Irons for Brake Shoes. J. Jpn. Foundrymen’s Soc. 1988, 60, 98–103. [Google Scholar]
- Cojocaru, V.; Filipiu, C. Pregătirea Încărcăturii Pentru Elaborarea Fontei in Cuptoare cu Inducţie; Samia Publishing House: Iasi, Romania, 2006; pp. 184–219. [Google Scholar]
- Choa, M.H.; Cho, K.H.; Kim, S.J.; Kim, D.H.; Jang, H. The role of transfer layers on friction characteristics in the sliding interface between friction materials against gray iron brake disks. Tribol. Lett. 2005, 20, 101–108. [Google Scholar] [CrossRef]
- Bettge, D.; Starcevic, J. Topographic properties of the contact zones of wear surfaces in disc brakes. Wear 2003, 254, 195–202. [Google Scholar] [CrossRef]
- Benbrinis, I.; Redjel, B. Experimental characterization of friction wear and mechanical behavior of train wagon brake shoes made of carbon/carbon (C/C) composite material with an organic matrix. Synthèse Rev. Sci. Technol. 2018, 37, 235–255. [Google Scholar]
- Luo, R.; Shi, H.L.; Teng, W.X.; Song, C.Y. Prediction of wheel profile wear and vehicle dynamics evolution considering stochastic parameters for high-speed train. Wear 2017, 392, 126–138. [Google Scholar] [CrossRef]
- Bucur, F.; Socalici, A.; Budiul Berghian, A.; Birtok Baneasa, C.; Pascu, L. The tribology of composite materials used for manufacturing brake shoes. Mater. Plast. 2022, 59, 13–20. [Google Scholar] [CrossRef]
- Bucur, F.; Puțan, V.; Socalici, A.; Josan, A. Research on the influence of chemical composition on the hardness of cast iron. U.P.B. Sci. Bull. Ser. B 2019, 8, 149–156. [Google Scholar]
- Stefanescu, D.M.; Lacaze, J. Thermodynamics Principles as Applied to Cast Iron. In ASM Handbook: Cast Iron Science and Technology; Stefanescu, D.M., Ed.; ASM International: Detroit, MI, USA, 2017; Volume 1A, pp. 31–45. [Google Scholar]
- SR EN ISO 6506-1:2015; Materiale metalice. Încercarea de duritate Brinell. Partea 1: Metodă de încercare. Romanian Standardization Association: Bucharest, Romania, 2015.
- UIC CODE 832; Technical Specification for the Supply of Brake-Shoes Made from Phosphoric Iron for Tractive and Trailing Stock, 3rd ed.; Union Internationale des Chemins de fer (UIC). Railway Technical Publications: Paris, France, 2004.
- SR EN ISO 945-1:2019; Microstructura fontelor. Partea 1: Clasificarea grafitului prin analiză vizuală. Romanian Standardization Association: Bucharest, Romania, 2019.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition, [%] | |||
|---|---|---|---|
| Carbon Total (Ct) | Si | P | Mn |
| 2.90–3.30 | 1.20–2.00 | 0.80–1.10 | (1.72%S + 0.30%) − 1% |
| Conditions | Values | Chemical Composition, [%] | Cequivalent, [%] | Si/C | ||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | ||||
| Experimental | maximum | 3.30 | 1.95 | 0.70 | 1.08 | 0.12 | 4.24 | 0.59 |
| minimum | 2.90 | 1.20 | 0.46 | 0.8 | 0.02 | 3.49 | 0.41 | |
| medium | 3.06 | 1.53 | 0.57 | 0.99 | 0.05 | 2.29 | 1.00 | |
| Values | According to Specifications No. 1/SFMR/SDT/2000 [HB] | Hardness Determined According to SR EN ISO 6506-1:2015, [HB] | ||||
|---|---|---|---|---|---|---|
| HBs | HBd | HBss | HBsc | HBsd | ||
| maximum | 255 | 255 | 255 | 248 | 230 | 255 |
| minimum | 197 | 197 | 198 | 197 | 198 | 200 |
| medium | 225 | 225 | 226 | 222 | 212 | 225 |
| Charge No. | Chemical Composition, [%] | |||
|---|---|---|---|---|
| C | Mn | Si | P | |
| A1 | 3.03 | 1.36 | 0.60 | 0.99 |
| A2 | 2.97 | 1.59 | 0.63 | 0.95 |
| Recommended range | 2.97–3.15 | 0.53–0.65 | 1.3–1.8 | 0.85–1.02 |
| Charge No. | HB | ||||
|---|---|---|---|---|---|
| Brake Shoes Ends | Brake Shoes Section | ||||
| Hs | Hd | Hss | Hsc | Hsd | |
| A1 | 227 | 229 | 225 | 205 | 229 |
| A2 | 224 | 228 | 226 | 207 | 228 |
| Required range | 197–255 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ardelean, E.; Bucur, F.; Birtok-Băneasă, C.; Socalici, A.; Ardelean, M.; Budiul Berghian, A. Optimizing the Chemical Composition of Brake Shoes According to the Hardness Recommended by the Product Standard. Materials 2023, 16, 6797. https://doi.org/10.3390/ma16206797
Ardelean E, Bucur F, Birtok-Băneasă C, Socalici A, Ardelean M, Budiul Berghian A. Optimizing the Chemical Composition of Brake Shoes According to the Hardness Recommended by the Product Standard. Materials. 2023; 16(20):6797. https://doi.org/10.3390/ma16206797
Chicago/Turabian StyleArdelean, Erika, Flavius Bucur, Corneliu Birtok-Băneasă, Ana Socalici, Marius Ardelean, and Adina Budiul Berghian. 2023. "Optimizing the Chemical Composition of Brake Shoes According to the Hardness Recommended by the Product Standard" Materials 16, no. 20: 6797. https://doi.org/10.3390/ma16206797
APA StyleArdelean, E., Bucur, F., Birtok-Băneasă, C., Socalici, A., Ardelean, M., & Budiul Berghian, A. (2023). Optimizing the Chemical Composition of Brake Shoes According to the Hardness Recommended by the Product Standard. Materials, 16(20), 6797. https://doi.org/10.3390/ma16206797